PRZETWÓRSTWO TWORZYW POLYMER PROCESSING. Nr 3 (153) / 19 MAJ CZERWIEC 2013 R.
|
|
|
- Ludwika Kowalska
- 7 lat temu
- Przeglądów:
Transkrypt
1 PRZETWÓRSTWO TWORZYW Czasopismo naukowo-techniczne. Ukazuje się od 1994 r. Czasopismo publikuje artykuły recenzowane. Czasopismo punktowane, notowane na ogólnokrajowej liście B MNiSzW. Wersja drukowana jest podstawową (referencyjną) wersją czasopisma. Rada Programowa: Przewodniczący: Prof. zw. dr hab. inż. Robert Sikora, Politechnika Lubelska Członkowie: Prof. dr hab. inż. Marek Bieliński, Uniwersytet Technologiczno-Przyrodniczy w Bydgoszczy Prof. dr hab. inż. Elżbieta Bociąga, Politechnika Częstochowska Dr Krzysztof Bortel, Instytut Inżynierii Materiałów Polimerowych i Barwników w Toruniu, Oddział w Gliwicach Prof. dr hab. inż. Jarosław Diakun, Politechnika Koszalińska Prof. dr hab. inż. Józef Flizikowski, Uniwersytet Technologiczno-Przyrodniczy w Bydgoszczy Dr inż. Przemysław Hruszka, Wavin Metalplast Buk Sp. z o.o. Mgr inż. Janusz Jastrzębski, Basell Orlen Polyolefins, Płock Prof. dr hab. inż. Janusz W. Sikora, Politechnika Lubelska Dr inż. Joachim Stasiek, Instytut Inżynierii Materiałów Polimerowych i Barwników w Toruniu Prof. dr hab. inż. Tomasz Sterzyński, Politechnika Poznańska Prof. zw. dr hab. inż. Marian Żenkiewicz, Uniwersytet Kazimierza Wielkiego w Bydgoszczy PRZETWÓRSTWO TWORZYW POLYMER PROCESSING CZASOPISMO NAUKOWO-TECHNICZNE POŚWIĘCONE PROBLEMOM PRZETWÓRSTWA TWORZYW POLIMEROWYCH Wydawca: Instytut Inżynierii Materiałów Polimerowych i Barwników w Toruniu Toruń, ul. M. Skłodowskiej-Curie 55 Tel./fax: 56 / sekretariat@impib.pl Redaguje zespół: Redaktor Naczelny: mgr inż. Henryk Tomanek Z-ca Red. Naczelnego: mgr inż. Błażej Chmielnicki Redaktor ds. językowych: mgr Jacek Leszczyński Kolportaż: Bogumiła Klimczyk Adres Redakcji: Instytut Inżynierii Materiałów Polimerowych i Barwników w Toruniu, Oddział Farb i Tworzyw w Gliwicach, Gliwice, ul. Chorzowska 50 A tel.: 32/ , fax: 32/ h.tomanek@impib.pl, gp@impib.pl Nr 3 (153) / 19 MAJ CZERWIEC 2013 R.
2 134 OD REDAKCJI / SPIS TREŒCI OD REDAKCJI / SPIS TREŒCI Od Redakcji Szanowni Czytelnicy! Oddajemy do Waszych r¹k kolejny, trzeci ju w bie ¹cym roku numer Przetwórstwa Tworzyw, który zawiera ponad 30 artyku³ów naukowych. Prezentowane prace podnosz¹ ró norakie zagadnienia z szeroko rozumianej dziedziny przetwórstwa tworzyw wielkocz¹steczkowych, ich modyfikacji oraz nape³niania. Zamieszczone prace stanowi¹ owoc badañ przedstawicieli licznych oœrodków naukowych, jednak wœród autorów znaleÿæ mo na tak e osoby zwi¹zane z przemys³em. Tego rodzaju maria naukowo-przemys³owy stanowi wielk¹ wartoœæ, pozwalaj¹c powi¹zaæ wynik prac laboratoryjnych z rzeczywistoœci¹ wymagañ i potrzeb konsumentów. Okres wiosenny to tak e czas licznych konferencji naukowych, wœród których niew¹tpliwie trzeba wymieniæ XI Miêdzynarodow¹ Konferencjê Naukowo-Techniczn¹ pt. Kierunki Modyfikacji i Zastosowañ Tworzyw Polimerowych organizowan¹ przez Zak³ad Tworzyw Sztucznych Politechniki Poznañskiej. G³êboko wierzymy, e lektura najnowszego numeru Przetwórstwa Tworzyw bêdzie interesuj¹ca. Redakcja PT Spis treœci Jacek ANDRZEJEWSKI, Tomasz STERZYÑSKI, Danuta CHMIELEWSKA, Mateusz BARCZEWSKI Wp³yw hepta(izobutylo)(winylo)silseskwioksanu na w³aœciwoœci przetwórcze polietylenu 135 Mateusz BARCZEWSKI, Monika DOBRZYÑSKA-MIZERA, Jacek ANDRZEJEWSKI, Danuta CHMIELEWSKA Ocena w³aœciwoœci w³ókien orientowanych wykonanych z nukleowanego izotaktycznego polipropylenu modyfikowanego silseskwioksanami 139 El bieta BOCI GA, Monika KULA, Jakub WAWRZYNIAK Wp³yw czêstotliwosci obci¹ eñ zmêczeniowych na w³aœciwosci mechaniczne, barwê i po³ysk wyprasek wtryskowych z poliamidu El bieta BOCI GA, Damian SZYMAÑSKI Wp³yw warunków wtryskiwania na w³aœciwoœci mechaniczne oraz u ytkowe wyprasek z obszarem ³¹czenia strumieni tworzywa 150 Karol BULA, Dawid KUCHARSKI Analiza odkszta³ceñ wyprasek wtryskowych wytwarzanych w warunkach asymetrii temperatury formy 155 Danuta CHMIELEWSKA, ANDRZEJEWSKI, Mateusz BARCZEWSKI, Tomasz STERZEÑSKI Wp³yw silseskwioksanów na palnoœæ i w³aœciwoœci mechaniczne kompozytów epoksydowych 162 Katarzyna CISOÑ, Stanis³aw KUCIEL Wp³yw starzenia termicznego na w³aœciwoœci pojemników rozdmuchiwanych wytwarzanych z PE-HD 167 Dorota CZARNECKA-KOMOROWSKA, Tomasz STERZYÑSKI Nanokompozyty POM/POSS struktura i w³aœciwoœci termiczne 171 Adam GNATOWSKI, Dariusz KWIATKOWSKI, Dominik GRZESICZAK Analiza zmian w³aœciwoœci termomechanicznych i struktury poliacetalu modyfikowanego piaskiem kwarcowym 176 Paulina JAKUBOWSKA, Arkadiusz KLOZIÑSKI Wp³yw technik homogenizacji na w³aœciwoœci folii papieropodobnych 182 Krystyna KELAR, Kinga MENCEL Wp³yw haloizytowych nanorurek, antypirenu i elastomeru na strukturê, palnoœæ i w³aœciwoœci mechaniczne poliamidu Tomasz KLEPKA, Bronis³aw SAMUJ O Analiza rozk³adu temperatury powierzchni wyt³oczyny w obszarze pomiêdzy g³owic¹ a kalibratorem 191 Arkadiusz KLOZIÑSKI, Paulina JAKUBOWSKA Ocena zgrzewalnoœci polipropylenowych folii orientowanych 195 Monika KNITTER, Kinga GINTOW Wp³yw modyfikacji na odpornoœc ciepln¹ i ogniow¹ kompozytów PET/PPS/BT 201 Monika KNITTER, Agnieszka OLEJAK Wp³yw warunków produkcji na w³aœciwoœci sznurka rolniczego 205 Robert KOMORNICKI, Regina JEZIÓRSKA, Agnieszka ABRAMOWICZ, Zbigniew WIELGOSZ Recykling odpadów wyk³adzin samochodowych 208 Krzysztof LEWANDOWSKI, Jolanta TOMASZEWSKA, Stanis³aw ZAJCHOWSKI, Jacek MIROWSKI Ocena w³aœciwoœci przetwórczych i mechanicznych kompozytów PVC/m¹czka drzewna/nanokrzemionka przetwarzanych metod¹ wyt³aczania 213 Katarzyna MAJCHRZYCKA, Agnieszka BROCHOCKA Modyfikacja biodegradowalnych w³óknin filtracyjnych œrodkiem biobójczym 217 MONIKA MARGOL, DARIUSZ KWIATKOWSKI, MONIKA KULA Analiza wp³ywu ognia na palnoœæ wybranych gatunków folii PET 223 Monika MARGOL, Dariusz KWIATKOWSKI, Monika KULA Wp³yw termicznego skurczu liniowego na w³aœciwoœci wytrzyma³oœciowe tasiemki polipropylenowej przeznaczonej na tkaniny kontenerowe okr¹g³otkane 227 Kinga MENCEL, Krystyna KELAR, Tomasz STERZYÑSKI Analiza wybranych w³aœciwoœci kompozytów anionowych PA6/POSS 231 Jacek NABIA EK Weryfikacja doœwiadczalna modelowania wybranych zjawisk wystêpuj¹cych w procesie wtryskiwania tworzyw termoplastycznych 235 Joanna OLEJNICZAK, Krystyna KELAR Badania DMTA kompozytów poliamid 6/haloizytowe nanorurki 239 Ewa OLEWNIK Odpady z tworzyw poliestrowo-szklanych jako nape³niacze polietylenu 242 Paulina OWCARZ, Stanis³aw KUCIEL Biodegradowalne kompozyty hybrydowe na implanty medyczne 247 Maciej STUDZIÑSKI, Regina JEZIÓRSKA, Maria ZIELECKA Wp³yw nanokrzemionki sferycznej oraz kompatybilizatora na strukturê i dynamiczne w³aœciwosci mechaniczne poliolefin 251 Marek SZOSTAK, Micha³ GRZESIAK Energoch³onnoœæ i powtarzalnoœæ produkcji wyprasek z wykorzystaniem wtryskarek elektrycznych i hydraulicznych 257 Zenon TARTAKOWSKI, Aneta JARLACZYÑSKA Materia³y izolacyjne z recyklatów XPVC 262 Zenon TARTAKOWSKI, Justyna LEWANDOWSKA, Mateusz KOSYL Wp³yw dodatku poruj¹cego na w³aœciwoœci izolacyjne materia³ów z odpadów tetra paku 266 Zenon TARTAKOWSKI, Justyna LEWANDOWSKA, Mateusz KOSYL Zu ycie œcierne kompozytów polimerowych na osnowie polipropylenu z nape³niaczem grafitowym 270 Jolanta TOMASZEWSKA, Katarzyna SKÓRCZEWSKA, Tomasz STERZYÑSKI, Anna ZIÓ KOWSKA Modyfikacja w³aœciwoœci przetwórczych i u ytkowych poli(chlorku winylu) oligomerycznymi silseskwioksanami 274 Monika TROJANOWSKA-TOMCZAK, Ryszard STELLER Wybrane w³aœciwoœci modyfikowanych kompozytów PVC niskotopliwy stop metali 278 Petra VÁÒOVÁ, Ivan HUDEC, Alena KÒAZEOVÁ Influence of corn starch on properties of rubber compounds 283 Irena VUKOVIÆ-KWIATKOWSKA, Halina KACZMAREK Ocena odpornoœci kompozytów z poli(kwasu mlekowego) i poliakrylanów na symulowane œwiat³o s³oneczne 286 Rafa³ ZAWILSKI, Marek SZOSTAK Systemy wytwarzania wyrobów wtryskowych w technologii dynamicznych zmian temperatury formy 292
3 Wp³yw hepta(izobutylo)(winylo)silseskwioksanu na w³aœciwoœci przetwórcze polietylenu 135 Jacek ANDRZEJEWSKI, ANDRZEJEWSKI*, Tomasz STERZYÑSKI, Danuta CHMIELEWSKA, Mateusz BARCZEWSKI Politechnika Poznañska, Instytut Technologii Materia³ów * jacek.andrzejewski@put.poznan.pl Wp³yw hepta(izobutylo)(winylo)silseskwioksanu na w³aœciwoœci przetwórcze polietylenu Streszczenie. Wyniki pomiarów reologicznych wskazuj¹ jednoznacznie na modyfikacjê lepkoœci polietylenu w obecnoœci hepta(izobutylo)(winylo)silseskwioksanu (POSS). Szczególnie interesuj¹ca, ze wzglêdu na w³aœciwoœci przetwórcze, jest mo liwoœæ uzyskania zmian lepkoœci polietylenu zale nych od szybkoœci œcinania wystêpuj¹cych w trakcie rzeczywistych warunków formowania stopionych polimerów. W przypadku zwi¹zku hepta(izobutylo)(winylo)silseskwioksanu lepkoœæ polietylenu PE-HD ulega zmianom ju przy dodatku na poziomie 0,02% mas. nano-nape³niacza, co mo e mieæ bardzo istotny wp³yw na przetwórstwo. Przy ni szych szybkoœciach œcinania dodatek POSS powoduje obni enie lepkoœci polietylenu, natomiast powy ej pewnego poziomu naprê eñ œcinaj¹cych lepkoœæ polimeru wzrasta. Wyniki pomiarów dla PE-LD potwierdzi³y znacznie ni szy poziom oddzia³ywania na lepkoœæ polimeru, co zwi¹zane jest z odmienn¹ struktura cz¹steczkow¹ obu odmian polietylenu. Przedstawione wyniki pomiarów zosta³y uzyskane w ró nych temperaturach, dla ró nych zawartoœci nanododatku, przy czym zmiany lepkoœci kompozytów PE/POSS dotycz¹ próbek o maksymalnej zawartoœci dodatku wynosz¹cej 1% mas. THE INFLUENCE OF HEPTA(ISOBUTYL)(VINYL)SILSESQUIOXANE ON THE PROCESSING PROPER- TIES OF POLYETHYLENE Abstract. The results of the rheological measurements clearly show the modification of viscosity of the polyethylene in presence of hepta(isobutyl)(vinyl)silsesquioxane. Of particular interest due to processing properties is the possibility to obtain polyethylene viscosity changes depending on the shear rates occurring during the molten polymer formation. In the case of hepta(isobutyl)(vinyl)silsesquioxane already an addition of 0.02 wt. % of nanofiller causes visible changes of viscosity, an effect which may play a significant role to processing. At low shear rates the POSS addition leads to certain decrease of PE-HD viscosity, for higher shear rates an inverse effect was observed, i.e. a viscosity increase. The measurement results for the PE-LD confirmed a significantly lower POSS effect on the viscosity of the polymer, which is associated with a different molecular structure LD and HD polyethylene. The rheological measurements were carried out at different temperature and various nanofiller addition, where the viscosity changes were observed for PE-HD samples with POSS content up to 1 wt. %. WSTÊP Stosowanie modyfikatorów w trakcie przetwórstwa polimerów ma na celu nadanie im nowych, polepszonych w³aœciwoœci. Polimery modyfikuje siê poprzez odpowiedni dobór nape³niaczy, zwracaj¹c szczególn¹ uwagê na ich aktywnoœæ powierzchniow¹ oraz wymiary. Szczególne miejsce zajmuj¹ obecnie badania maj¹ce na celu rozwój stosowania nanokompozytów, gdzie rozmiary cz¹stek nape³niacza mieszcz¹ siê w skali nanometrycznej. Najczêœciej wykorzystywanymi nanonape³niaczami s¹: nanokrzemionki [1], nanorurki [2,3,4] oraz poliedryczne oktasilseskwioksany (POSS) [5,6,7]. Silseskwioksany stanowi¹ jedn¹ z grup materia³ów hybrydowych, które opisuje siê ogólnym wzorem: (RSiO 1.5 ) n (gdzie R wodór lub organiczna grupa funkcyjna). Sk³adaj¹ siê z rdzenia krzemo-tlenowego (czêœæ nieorganiczna) na zewn¹trz otoczonego niereaktywnymi b¹dÿ reaktywnymi atomami, cz¹steczkami, grupami skoordynowanymi (Rys.1). Ze wzglêdu na strukturê przestrzenn¹ dzieli siê je na ywice silseskwioksanowe, silseskwioksany drabinkowe oraz silseskwioksany klatkowe (POSS). Otrzymywane s¹ w wyniku polikondensacji hydrolitycznej silanów lub poprzez funkcjonalizacjê gotowych POSS z reaktywnymi grupami funkcyjnymi [8]. Poprzez kontrolowan¹ reakcjê pomiêdzy krzemow¹ klatk¹, stanowi¹c¹ rdzeñ, zwi¹zku POSS, a dodanymi grupami funkcyjnymi istnieje mo liwoœæ utworzenia materia³u o œciœle okreœlonych w³aœciwoœciach. Najczêœciej wykorzystywane grupy funkcyjne to: aminowe, epoksydowe, akrylowe, metakrylowe, winylowe, acetylenowe i hydroksylowe. Grupy te mog¹ spe³niaæ rolê kompatybilizatora u³atwiaj¹c mieszanie polimeru z silseskwioksanem, rolê noœnika nadaj¹cego odpowiednie w³aœciwoœci fizyczne i chemiczne [9] oraz rolê reaktywnego po- ³¹czenia wi¹ ¹cego silseskwioksan z polimerem poprzez odpowiednie wi¹zania. Stanowi¹ one integraln¹ czêœæ materia³u (40 60% jego ca³kowitej masy) ró ni¹c siê od siebie d³ugoœci¹, sztywnoœci¹ i funkcjonalnoœci¹. Mo liwoœæ wykorzystania grup funkcyjnych do osadzenia POSS-ów w matrycy polimerowej oraz rozmiary cz¹steczek silseskwioksanów wp³ywaj¹ w sposób korzystny na wiele w³aœciwoœci otrzymanych materia³ów [10,11]: podwy szenie temperatury zeszklenia, podniesienie ogniotrwa³oœci, rozszerzenie zakresu temperatur pracy polimeru [12], obni enie wspó³czynnika przenikalnoœci cieplnej, obni enie lepkoœci [13] oraz gêstoœci, poprawa gazoszczelnoœci, odpornoœci na utlenianie i w³aœciwoœci mechanicznych [14]. Stwierdzono równie, e przy niskich stê eniach cz¹stki POSS wykazuj¹ w³aœciwoœci smaru-
4 136 Jacek ANDRZEJEWSKI, Tomasz STERZYÑSKI, Danuta CHMIELEWSKA, Mateusz BARCZEWSKI Rys. 1. Schemat budowy silseskwioksanu z grupami funkcyjnymi j¹ce, natomiast zwiêkszenie zawartoœci POSS-u przyczynia siê do wzrostu lepkoœci wytwarzanego nanokompozytu, co mo e byæ równie wynikiem tworzenia siê aglomeratów. Celem badañ przedstawionych w niniejszej publikacji jest ocena wp³ywu dodatku POSS na w³aœciwoœci reologiczne stopionych polietylenu wyznaczane przy zmiennych szybkoœciach œcinania. Materia³y CZÊŒÆ DOŒWIADCZALNA Kompozyty zosta³y sporz¹dzone z nastêpuj¹cych polimerów bazowych: polietylen ma³ej gêstoœci (PE-LD) Malen E FGNX 23D022, MFR = 2,0 g/10 min (190 C/2,16 kg), produkcji Basell-Orlen Polyolefins Sp. z o.o.; popularne metody przetwarzania tego gatunku polimeru to wyt³aczanie z rozdmuchem oraz wyt³aczanie folii rêkawowej. polietylen du ej gêstoœci (PE-HD) Hostalen GC 7260, MFR = 8,0 g/10 min (190 C/2,16 kg), produkcji Basell-Orlen Polyolefins Sp. z o.o., najczêœciej polimer ten stosowany jest materia³ wtryskiwany. Modyfikatorem dla wymienionych polimerów by³ zwi¹zek POSS hepta(izobutylo)(winylo)silseskwioksan (Rys. 1); nape³niacz ten w postaci proszku zosta³ zsyntetyzowany przez zespó³ Poznañskiego Parku Naukowo-Technologicznego UAM. Przygotowanie próbek Przygotowanie materia³u do badañ obejmowa³o dwa etapy. W pierwszym przygotowana zosta³a mieszanina w formie dry-blendu polietylen/poss. Granulat polietylenu, gatunku PE-HD i PE-LD zosta³ rozdrobniony przy u yciu m³yna typu Retsch ZM 200. Proces mieszania prowadzony by³ przy wykorzystaniu mieszalnika obrotowego Retsch GM 200. Tak przygotowana wstêpnie mieszanka zosta³a przetworzona w drugim etapie w procesie wyt³aczania do postaci jednorodnego granulatu. Etap ten prowadzony by³ z wykorzystaniem laboratoryjnej wyt³aczarki dwuœlimakowej typu Zamak EH-16.2D. Wyt³aczanie prowadzono przy prêdkoœci obrotowej œlimaków 100 obr/min, a maksymalna temperatura cylindra wyt³aczarki wynosi³a 170 C. Wszystkie kompozyty PE/POSS zosta³y przygotowane w tych samych warunkach. Zawartoœæ zwi¹zku POSS wynosi³a odpowiednio 1% mas.; 0,5% mas. oraz 0,02 % mas. Jako próbki referencyjne o zerowej zawartoœci nanododatku, zastosowano czyste granulaty polietylenu PE-LD i PE-HD. Zosta³y one przetworzone w tych samych warunkach jak próbki modyfikowane, tak aby wyeliminowaæ wp³yw historii termomechanicznej. Pomiary reologiczne Pomiary reologiczne przeprowadzone zosta³y przy u yciu reometru kapilarnego typu Dynisco LCR 700. Standardowe krzywe lepkoœci zosta³y wyznaczone przy zmiennej szybkoœci œcinania, jej zakres dla prowadzonych pomiarów wynosi³ od 100 do 1000 [1/s]. Dodatkowo pomiary dla wszystkich próbek prowadzone by³y dla kilku temperatur, tak by uwzglêdniæ ewentualne efekty termicznego rozk³adu zwi¹zku POSS. Prezentowane wyniki dotycz¹ badañ prowadzonych w temperaturze 150 C, 170 C, 190 C, 210 C oraz 250 C. WYNIKI I ICH ANALIZA Rys. 2. Cz¹steczka hepta(izobutylo)(winylo)silseskwioksanu Wyniki prezentowanych pomiarów reologicznych zosta³y przedstawione w formie krzywych lepkoœci dy-
5 Wp³yw hepta(izobutylo)(winylo)silseskwioksanu na w³aœciwoœci przetwórcze polietylenu 137 namicznej (rys. 3, 4, 5 i 6). Wybór metody i zakresu pomiarowego mia³ na celu zbli enie warunków pomiaru do warunków panuj¹cych w trakcie procesów przetwórczych. Zmiana temperatury pomiaru podyktowana zosta³a ryzykiem rozpadu cz¹stki POSS. Proces degradacji zwi¹zku mo e byæ spowodowany zarówno zbyt wysok¹ temperatur¹ jak i wysokimi szybkoœciami œcinania, st¹d selektywny dobór warunków technologicznych, w których prowadzono pomiary reologiczne. Wyniki pomiarów reologicznych dla polietylenu ma- ³ej i du ej gêstoœci z dodatkiem hepta(izobutylo)(winylo)oktasilseskwioksanu wskazuj¹ na z³o ony charakter oddzia³ywañ na modyfikatora POSS na w³aœciwoœci polietylenu, przy czym nale y podkreœliæ, ze pomiary prowadzono przy niskiej zawartoœci POSS. Na rysunkach 3 i 4 przedstawiono krzywe p³yniêcia uzyskane dla polietylenu PE-HD, odpowiednio w temperaturze 150 i 250 C. Stwierdzono, e przy niskich prêdkoœciach œcinania w zakresie do [1/s] obserwuje siê obni enie lepkoœci o oko³o 30 Pas, co stanowi 9% wyjœciowej lepkoœci; Rys. 5. Przebieg krzywych lepkoœci dla kompozytów PE-LD/POSS dla temperatury pomiaru 150 C Rys. 3. Przebieg krzywych lepkoœci dla kompozytów PE-HD/POSS dla temperatury pomiaru 150 C Rys. 4. Przebieg krzywych lepkoœci dla kompozytów PE-HD/POSS dla temperatury pomiaru 250 C Rys. 6. Przebieg krzywych lepkoœci dla kompozytów PE-LD/POSS dla temperatury pomiaru 250 C natomiast pocz¹wszy od = 200 1/s zauwa alne jest odwrotne zjawisko, tzn. lepkoœæ PE-HD modyfikowanego POSS wzrasta œrednio o oko³o 50 Pas. Zjawiska takiego nie zaobserwowano dla PE-LD, gdzie maksymalne odchylenie krzywej lepkoœci dla modyfikowanych materia- ³ów, od wartoœci przypadaj¹cych dla PE-LD niemodyfikowanego nie przekracza 30 Pas. W praktyce przebiegi krzywych lepkoœci dla wszystkich próbek pokrywaj¹ siê, natomiast zmiany obserwuje siê tylko w przypadku polietylenu wysokiej gêstoœci. Ma to prawdopodobnie zwi¹zek z bardziej regularn¹ budow¹ ³añcucha polimerowego, co mo e powodowaæ zwiêkszenie powierzchni oddzia³ywania cz¹stek POSS z ³añcuchem g³ównym polietylenu. Mo na przypuszczaæ, e w przypadku oddzia³ywania cz¹steczek POSS z makrocz¹steczkami PE-LD, si³a fizycznych oddzia³ywañ jest znacz¹co ograniczona poprzez istnienie wielu rozga³êzieñ ³añcucha tego polimeru. Analiza literatury nie przynosi interpretacji pozwalaj¹cej objaœniæ zjawisko zaobserwowane w przypadku
6 138 Jacek ANDRZEJEWSKI, Tomasz STERZYÑSKI, Danuta CHMIELEWSKA, Mateusz BARCZEWSKI mieszanin HD-PE/POSS, przy tak niskich stê eniach nanododatku. Dla wiêkszoœci dot¹d przeprowadzonych analiz badana zawartoœæ dodatku POSS wynosi³a od 0,5 do 5% [7, 10, 11, 13,14]. Zjawiska podobne do tych wystêpuj¹cych w badanych mieszankach HD-PE zaobserwowano ju poprzednio [13,14], jednak mechanizm zmiennej charakterystyki lepkoœci by³ powi¹zany ze wzrastaj¹ca zawartoœci¹ dodatku POSS. Przy niskich stê eniach POSS lepkoœæ polimeru obni a siê, co t³umaczy siê dzia³aniem plastyfikuj¹cym nanododatku, natomiast przy zawartoœciach powy ej 2% POSS obserwuje siê odwrotn¹ zale noœæ t³umaczon¹ obni eniem ruchliwoœci ³añcuchów polimerowych prowadz¹c¹ do wzrostu lepkoœci. Spadek lepkoœci obserwowany przy niskich wartoœciach szybkoœci œcinania œwiadczy jednoznacznie o w³aœciwoœciach smaruj¹cych dodatku POSS, a tak e s³abej interakcji pomiêdzy cz¹steczkami POSS, a osnow¹ polimerow¹, co mo e wynikaæ miedzy innymi za s³abo rozwiniêtej powierzchni styku. Do stopniowego wzrostu lepkoœci mo e przyczyniæ siê natomiast stosunkowo ma³a d³ugoœæ grup funkcyjnych, winylowej i butylowej, wystêpuj¹cych w badanym zwi¹zku. Wzrost naprê eñ œcinaj¹cych przyczynia siê do intensyfikacji dwóch zjawisk obserwowanych w przep³ywie stopionego polimeru. Po pierwsze wzrost intensywnoœci wzajemnego ruchu cz¹steczek POSS i HD-PE zwiêksza efektywn¹ powierzchniê oddzia³ywania nanododatku na osnowê polimerow¹. Drugim czynnikiem wynikaj¹cym z tego zjawiska jest równie rosn¹ca interakcja pomiêdzy cz¹steczkami samego nanododatku. Potwierdzeniem tej tezy jest dodatkowy wp³yw temperatury procesu na, obserwowane przy du ych prêdkoœci œcinania, zjawisko wzrostu lepkoœci. Przy wzroœcie temperatury efekt zmiany lepkoœci pojawia siê przy ni szych wartoœciach szybkoœci œcinania, co wi¹ e siê bezpoœrednio z wiêksz¹ mobilnoœci¹ struktury osnowy, co z kolei wp³ywa na intensyfikacjê wspomnianych wy ej zjawisk. PODSUMOWANIE Przeprowadzone pomiary wskazuj¹ na skomplikowany, trudny do opisania charakter oddzia³ywañ wystêpuj¹cych w mieszaninach polietylenu z POSS. Brak chemicznych oddzia³ywañ pomiêdzy grupami funkcyjnymi POSS, a ³añcuchem polietylenu oraz symetryczny charakter tego polimeru (brak polarnoœci), jest powodem wystêpowania stosunkowo s³abych oddzia³ywañ na granicy faz PE/POSS. Efekt ten jest w przypadku polietylenu ma- ³ej gêstoœci PE-LD przyczyn¹ braku istotnych zmian lepkoœci. Natomiast w przypadku polietylenu du ej gêstoœci PE-HD, o liniowym charakterze ³añcuchów, obserwuje siê efekt modyfikacji lepkoœci zwi¹zkiem hepta(izobutylo)(winylo) silseskwioksanu wynikaj¹cy z wiêkszego potencjalnego oddzia³ywania liniowej makrocz¹steczki z grupami POSS. Dodatkowo zmiany lepkoœci polimeru ujawniaj¹ siê przy zawartoœci nanododatku ograniczonej do 1% mas. Ze wzglêdu na skomplikowan¹ i kosztown¹ syntezê POSS uzyskanie mo liwoœci modyfikacji w³aœciwoœci przetwórczych PE-HD przy niewielkich stê eniach tego nanododatku jest równie bardzo korzystne z aplikacyjnego punktu widzenia. Literatura 1. Ambro ewicz D., Marciniec B., Jesionowski T., New POSS/ magnesium silicate nano-hybrids obtained by chemical or mechanical methods, Chem. Eng. J., vol. 210 (2012) s Kelar K., Mencel K, Sterzyñski T, Dutkiewicz M., Maciejewski H., Polyamide 6 modified with silsesquioxane prepared via anionic polymerization of -caprolactam, Polimery vol. 57, no. 10 (2012) s Kelar K., Olejniczak J., Mencel K., Modification of polyamide 6 with halloysite nanotubes, Polimery vol. 58, no 1 (2013) s Skórczewska K., Chmielewska D., Piszczek K., Tomaszewska J., Sterzyñski T., Wytwarzanie nanokompozytów PVC/CNT z zastosowaniem czynników dysperguj¹cych, Chemik vol. 65, no. 4 (2011) s Pielichowski K., Njuguna J., Janowski B.: Pielichowski J., Polyhedral Oligomeric silsesquioxanes Containing Nanohybrid Polymers; Adv. Polym. Sci. vol. 201 (2006) s Janowski B., Pielichowski K., Polimery nanohybrydowe zawieraj¹ce poliedryczne oligosilseskwioksany, Polimery vol. 53, no. 2 (2008) s Zheng L.,Waddon A.J., Farris R.J., Coughlin E.B., X-ray Characterizations of Polyethylene Polyhedral Oligomeric Silsesquioxane Copolymers, Macromolecules vol. 35 (2002)s Maciejewski H., Szubert K., Marciniec B., Technologie otrzymywania funkcjonalizowanych polisiloksanów, Polimery vol. 54, no. 10 (2009) s Czarnecka-Komorowska D., Sterzynski T., Maciejewski H., Dutkiewicz M., The effect of polyhedral oligomeric silsesquioxane (POSS) on morphology and mechanical properties of polyoxymethylene (POM), Compos. Theory Pract. vol. 10, no. 4 (2012) s Lim S.K., Hong E.P., Choi H.J., Chin I.J., Polyhedral oligomeric silsesquioxane and PE nanocomposites and their physical characteristics, J. Ind. Eng. Chem. vol. 16 (2010) s Scapini P.,Figueroa C.A., Amorim C., Machado G., Mauler R., Crespo J., Oliveira R., Thermal and morphological properties of HDPE/ethylene-vinyl acetate copolymer composites with polyhedral oligomeric silsesquioxane nanostructure, Polym.Int. vol. 59 (2010) s Mencel K., Kelar K., Jurkowski B., Influence of shear stress on the structures and properties of PA6/montmorillonite nanocomposites, Polimery vol. 54, no. 5 (2009) s Joshi M., Butola B.S., Simon G., Kukaleva N., Rheological and Viscoelastic Behavior of HDPE/Octamethyl POSS Nanocomposites, Macromolecules vol. 39 (2009) s Huang X., Xie L., Jiang P., Wang G., Yin Y., Morphology studies and ac electrical property of low density polyethylene/octavinyl polyhedral oligomeric silsesquioxane composite dielectrics, Eur. Polym. J. vol. 45 (2009) s
7 Ocena w³aœciwoœci w³ókien orientowanych wykonanych z nukleowanego izotaktycznego polipropylenu modyfikowanego silseskwioksanami 139 Mateusz BARCZEWSKI, Monika DOBRZYÑSKA-MIZERA, Jacek ANDRZEJEWSKI, Danuta CHMIELEWSKA Jacek ANDRZEJEWSKI, Danuta CHMIELEWSKA Politechnika Poznañska, Instytut Technologii Materia³ów mateusz.barczewski@put.poznan.pl Ocena w³aœciwoœci w³ókien orientowanych wykonanych z nukleowanego izotaktycznego polipropylenu modyfikowanego silseskwioksanami Streszczenie: Na podstawie badañ opisuj¹cych wp³yw dodatku silseskwioksanów na nieizotermiczn¹ krystalizacjê nukleowanego izotaktycznego polipropylenu w warunkach œcinania, wytypowano stê enia modyfikatorów oraz nukleantów odpowiednie do zastosowañ jako materia³y przeznaczone do wytwarzania wyrobów orientowanych, takich jak w³ókna lub folie wylewane. Odpowiednio przygotowan¹ mieszaninê zawieraj¹c¹ tetrasilanolfenyl-poss oraz 1,3:2,4-Bis(Dimetylobenzylideno)sorbitol w stosunku 1:1, przy ³¹cznej zawartoœci 0,5% mas. wykorzystano do modyfikacji izotaktycznego polipropylenu. Z wytypowanej kompozycji polimerowej, jak równie z materia³u niemodyfikowanego oraz nukleowanego polimeru wykonano w³ókna orientowane. W celu okreœlenia wp³ywu modyfikacji silseskwioksanami dokonano oceny kalorymetrycznej gotowych wyrobów w postaci w³ókien, z wykorzystaniem ró nicowej kalorymetrii skaningowej (DSC) oraz oceny ich podstawowych w³aœciwoœci mechanicznych. Abstract: On the basis of examinations concerning the influence of a silsesquioxanes additionupon a non-isothermal crystallization of isotactic nucleated polypropylene in shearing conditions, certain concentrations of modifiers and nucleants were selected which are adequate for production of highly oriented goods, such as fibers and cast films. A blend consisting of Tetrasilanol phenyl-poss and 1,3:2,4-Bis(Dimethylobenzylidene)Sorbitol in a ratio of 1:1, containing 0,5 wt % of it, was prepared and used to modify isotactic polypropylene. Using a selected polymer composition, nonmodified material as well as a nucleated one, the oriented fibers were obtained. In order to determine the influence of a modification with using silsesquioxanes, the calorimetric studies of fibers (being a final product) were conducted with using differential scanning calorimetry (DSC) as well as an evaluation of their basic mechanical properties was made. 1. Wstêp Modyfikacja polimerów semikrystalicznych na drodze nukleacji heterogenicznej jest jedn¹ z najpowszechniej stosowanych metod zmiany w³aœciwoœci tej grupy tworzyw. Polega ona na wprowadzeniu do osnowy polimerowej w stanie stopionym, odpowiednio dobranych zwi¹zków w postaci cia³ sta³ych lub cieczy prowadz¹c do zmian kinetyki krystalizacji oraz morfologii wykrystalizowanego materia³u. Izotaktyczny polipropylen mo e krystalizowaæ w trzech uk³adach krystalograficznych: jednoskoœnym ( ), pseudoheksagonalnym ( ) oraz trójskoœnym ( ) [1]. Pierwszy z nich jest uk³adem najbardziej stabilnym, wiêkszoœæ stosowanych nukleantów oraz œrodków pomocniczych dodawanych do osnowy polipropylenowej promuje krystalizacjê w uk³adzie jednoskoœnym ( ). W³aœciwoœci nukleowanego materia³u, w którym udzia³ fazy krystalicznej zdominowany jest przez formê jednoskoœn¹, charakteryzuje siê podwy szon¹ sztywnoœci¹ oraz w przypadku stosowania niektórych typów nukleantów nie bêd¹cych pigmentami lub barwnikami, podwy szon¹ transparentnoœci¹ w odniesieniu do niemodyfikowanej osnowy polimerowej. Spoœród licznych nukleantów heterogenicznych, s³u ¹cych jednoczeœnie jako œrodki klaruj¹ce warto wymieniæ pochodne sorbitoli (DBS, DMDBS) czy te benzoesan sodu (NaBz) [2-7]. Izotaktyczny polipropylen krystalizuj¹cy w uk³adzie pseudoheksagonalnym ( ) wykazuje obni enie sztywnoœci, transparentnoœci oraz zwiêkszenie odpornoœci na kruche pêkanie w niskich temperaturach. Wymieniony wczeœniej uk³ad trójskoœny odgrywa niewielk¹ rolê, st¹d opis warunków koniecznych do jego wystêpowania zostanie pominiêty [1]. Iloœæ dostêpnych na rynku komercyjnych œrodków nukleuj¹cych, promuj¹cych krystalizacjê w metastabilnym uk³adzie pseudoheksagonalnym ( ) jest stosunkowo niewielka. Obecnie najczêœciej wykorzystywanym nukleantem, nie bêd¹cym barwnikiem i nie maj¹cym wp³ywu na zmianê barwy osnowy polimerowej jest N,N -bis(cykloheksyl-2,6-karbaminiano)naftalen wystêpuj¹cy na rynku pod nazw¹ handlow¹ NJ STAR NU100 (RIKA International Wielka Brytania) [4-7]. Wieloœcienne oligomeryczne silseskwioksany (POSS) w ostatnich latach znalaz³y zastosowanie jako nanonape³niacze wielu materia³ów polimerowych. Podejmowane prace badawcze skupione by³y na zmianê w³aœciwoœci reologicznych, stabilnoœci termicznej czy te uzyskania zmian w morfologii krystalizuj¹cego tworzywa, prowadz¹ce do poprawy w³aœciwoœci mechanicznych [8-13]. O ile w przypadku tworzyw chemoutwardzalnych b¹dÿ te w przypadku tworzyw termoplastycznych polarnych mo liwe sta³o siê uzyskanie istotnych zmian w³aœciwoœci poprzez wprowadzenie nanododatków, to w przypadku materia³ów z grupy poliolefin (tj. polietylenu oraz polipropylenu) bêd¹cych polimerami niepolarnymi nie wykazano dotychczas podobnej tendencji. W wiêkszoœci prezentowanych w publikacji nie stwierdzono znacz¹cych zmian w³aœciwoœci, które rekompensowa³yby

8 140 Mateusz BARCZEWSKI, Monika DOBRZYÑSKA-MIZERA, Jacek ANDRZEJEWSKI, Danuta CHMIELEWSKA wysok¹ cenê nanododatku. Obecnie zdecydowana czêœæ prac badawczych prowadzona jest pod k¹tem modyfikacji œrodków pomocniczych stosowanych przy przetwórstwie izotaktycznego polipropylenu oraz innych tworzyw termoplastycznych [13-17]. Przedstawione w publikacjach naukowych próby zastosowania samych zwi¹zków POSS jako nukleantów heterogenicznych nie wykaza³y istotnego wp³ywu nanododatków na zmiany w kinetyce krystalizacji izotaktycznego polipropylenu [10]. Roy Sayatan oraz Jana Sadhan w szeregu publikacji [15-17] zaproponowali zmianê w³aœciwoœci izotaktycznego polipropylenu poprzez nie tyle wprowadzenie samego zwi¹zku POSS, co modyfikacjê nukleanta heterogenicznego (di(benzylideno)sorbitolu, DBS) za pomoc¹ silseskwioksanów, w tym tetrasilanolfenyl-poss, trisilanolfenyl-poss oraz trisilanolcyklopentyl-poss. W trakcie krystalizacji mieszanin zaobserwowano ograniczenie tworzenia siê sieci fibryli DBS, na skutek czêœciowego przereagowania zwi¹zków POSS z DBS. W niniejszej pracy na podstawie wczeœniejszych obserwacji dokonanych w trakcie analizy kinetyki krystalizacji oraz krystalizacji w stanie stopionym spoœród mieszanin na bazie izotaktycznego polipropylenu nukleowanego DMDBS zawieraj¹cych odpowiednio 0,01 do 0,5 % mas. tetrasilanoldenyl-poss (phposs) oraz izobutyltrisilanol-poss (bu-poss) wybrano jedn¹, która zosta³a poddana szerszej analizie [18-20]. W przypadku zastosowania 0,25% mas. phposs w obecnoœci DMDBS 0,25% mas. zaobserwowano czêœciowe ograniczenie krystalizacji w pocz¹tkowej fazie krystalizacji pierwotnej prowadz¹ce do ograniczenia wzrostu lepkoœci krystalizuj¹cego polimeru poddawanego intensywnemu œcinaniu. Zniwelowane zosta³o zatem najwiêksze ograniczenie maj¹ce wp³yw na zwiêkszanie stopnia rozci¹gniêcia w procesie ci¹gnienia w³ókien czy te wylewania folii orientowanej wynikaj¹ce ze zwiêkszonej dynamiki procesu krystalizacji pierwotnej spowodowanej obecnoœci¹ nukleanta. Wyrobem, przy produkcji którego mo liwe bêdzie wykorzystanie wszystkich zalet opisanej wczeœniej modyfikacji, jest folia wylewana, w przypadku której mo liwe stanie siê zwiêkszenie stopnia rozci¹gniêcia i orientacji, przy jednoczesnym jedynie niewielkim pogorszeniu jej transparentnoœci. Prezentowane wyniki badañ maj¹ charakter modelowy i przeprowadzone zosta³y w celu okreœlenia wp³ywu modyfikacji jedynie na mo liwoœæ zwiêkszenia stopnia rozci¹gniêcia i wynikaj¹cej z niej orientacji makrocz¹steczkowej. Wykonane zosta³y w³ókna jako przyk³ad wyrobu orientowanego. Materia³ 2. Metodyka badañ Jako osnowê polimerow¹ wykorzystano izotaktyczny polipropylen o nazwie handlowej Moplen HP500N (Basell Orlen Polyolefins, P³ock), o wartoœci masowego wskaÿnika szybkoœci p³yniêcia MFR = 12 g/10 min [230 C, 2.16 kg] oraz gêstoœci 0,9 g/cm 3.Napodstawiebadañ wstêpnych [19] wytypowano mieszaninê polimerow¹ o potencjale wdro eniowym zawieraj¹c¹ 0,25% mas. nukleanta heterogenicznego 1,3:2,4-Bis(Dimetylobenzylidene)sorbitol (DMDBS) o nazwie handlowej Millad 3988i (Miliken Chemicals, Belgia) oraz 0,25% tetrasilanolfenyl silseskwioksan (phposs). Przygotowanie próbek Stanowi¹cy osnowê polimerow¹ izotaktyczny polipropylen w postaci granulatu rozdrobniony zosta³ z wykorzystaniem m³ynka szybkoobrotowego Tria. Nastêpnie polimer w postaci proszku zosta³ wymieszany wraz z dodatkami w odpowiednich stê eniach z wykorzystaniem mieszalnika szybkoobrotowego Retsh GM200 w czasie t = 3 min z prêdkoœci¹ obrotow¹ n = 3000 obr/min. Do badañ przeznaczono trzy matryce polimerowe, niemodyfikowany izotaktyczny polipropylen, polipropylen nukleowany 0,25% mas. DMDBS oraz mieszaninê o ³¹cznym stê- eniu 0,5 % mas. zwieraj¹c¹ nukleant heterogeniczny oraz nanomodyfikator POSS w stosunku 1:1. W celu otrzymania jednorodnej mieszaniny polimerowej wszystkie sk³adniki zosta³y wymieszane w stanie stopionym z wykorzystaniem wspó³bie nej wyt³aczarki dwuœlimakowej Zamak (190 C, 70 obr/min). Granulowanie wyt³oczyny wykonano na zimno po ch³odzeniu w k¹pieli wodnej. W³ókna polimerowe wykonane zosta³y z wykorzystaniem reometru kapilarnego DYNISCO LCR7000 sprzê onego z termostatowanym odci¹giem RemiPLAST. Stanowisko przedstawiono na rysunku 1. Rys. 1. Reometr kapilarny sprzê ony z termostatowanym odci¹giem w trakcie wykonywania w³ókien Fig. 1. The capillary rheometer conjugated with a thermostated haul-off during producing fibers Po wykonaniu i kondycjonowaniu przez 24 godziny próbek dokonano pomiaru gruboœci otrzymanych w opisany wczeœniej sposób w³ókien, z wykorzystaniem mikroskopu zaopatrzonego w system pomiaru wielkoœci. Œrednice w³ókien przyjête do obliczeñ wytrzyma³oœciowych wyznaczone zosta³y jako œrednie z 45 pomiarów
9 Ocena w³aœciwoœci w³ókien orientowanych wykonanych z nukleowanego izotaktycznego polipropylenu modyfikowanego silseskwioksanami 141 wykonanych ³¹cznie na piêciu losowo wybranych odcinkach i wynosz¹ odpowiednio D ipp = 283,56 µm, D ipp+dmdbs = 300,24 µm, D ipp+dmdbs+phposs = 296,05 µm. Wszystkie w³ókna wykonywane by³y przy takich samych parametrach technologicznych. Ró nice w gruboœci wynikaj¹ zarówno ze zmian w krystalizacji w trakcie œcinania, jak i minimalnych zmian w³aœciwoœci reologicznych spowodowanych dodatkiem nukleanta i modyfikatora. Pomiary wykonane zosta³y przy skorygowanej szybkoœci œcinania w =25s 1, tj. w zakresie przep³ywu stabilnego, pierwsze zak³ócenia przep³ywu typu falistego zaobserwowano przy w = 1250 s Wyniki badañ Ocena stopnia orientacji z wykorzystaniem ró nicowej kalorymetrii skaningowej (DSC) W celu okreœlenia stopnia anizotropii wykonanych wyrobów w postaci w³ókien, wynikaj¹cych z orientacji makrocz¹steczkowej przeprowadzone zosta³y badania kalorymetryczne z wykorzystaniem ró nicowego kalorymetru skaningowego. Porcje w³ókien o ³¹cznej masie 4 mg ±0,1 poddane zosta³y procesowi dwukrotnego topienia. W³ókna nawiniête by³y na rdzeñ w postaci prostok¹tnej p³ytki aluminiowej o wadze 3 mg. Krzywa DSC przedstawiaj¹ca pierwsze topienie zawiera informacje o stopniu rozci¹gniêcia w³ókien, przejawiaj¹c siê podwy szon¹ temperatur¹ topienia w stosunku do materia³u pozbawionego historii termicznej (2 topienie). Przebiegi krzywych topienia przedstawiono na rysunkach 2-4. Na rysunku 2 przedstawiono przebieg topienia nienukleowanego izotaktycznego polipropylenu. Zaobserwowaæ mo na znaczne podwy szenie siê temperatury topienia z C do C. W przypadku próbki nukleowanej DMDBS (Rys. 3) zaobserwowaæ mo na jedynie nieznaczne podwy szenie siê temperatury topienia z C do C. Szcz¹tkowy pik w temperaturze Rys. 3. Krzywe DSC przedstawiaj¹ce przebieg topienia w³ókien orientowanych wykonanych z nukleowanego izotaktycznego polipropylenu Fig. 3. The DSC curves presenting a melting course of oriented fibers made of isotactic nucleated polypropylene Rys. 4. Krzywe DSC przedstawiaj¹ce przebieg topienia w³ókien orientowanych wykonanych z nukleowanego izotaktycznego polipropylenu modyfikowanego 0,25% mas. phposs Fig. 4. The DSC curves presenting a melting course of oriented fibers made of isotactic nucleated polypropylene modified with 0,25 wt % phposs Rys. 2. Krzywe DSC przedstawiaj¹ce przebieg topienia w³ókien orientowanych wykonanych z izotaktycznego polipropylenu Fig. 2. The DSC curves presenting a melting course of oriented fibers made of isotactic polypropylene C œwiadczy o jedynie czêœciowej orientacji, która zosta³a ograniczona na skutek przyspieszonej krystalizacji spowodowanej obecnoœci¹ nukleanta heterogenicznego. W przypadku próbek modyfikowanego polipropylenu (Rys. 4) zaobserwowano najwy szy wzglêdny przyrost temperatury topienia z 164,3 C do 173,3 C, co œwiadczyæ mo e o zwiêkszonej orientacji makrocz¹steczkowej w porównaniu do nienukleowanego materia³u, potwierdza to wczeœniejsze za³o enia. Ograniczenie efektywnoœci krystalizacji w trakcie krystalizacji pierwotnej oraz wynikaj¹ce z tego zjawiska zniwelowanie wzrostu lepkoœci charakterystyczne dla próbek nukleowanych DMDBS, umo liwi³o otrzymanie wyrobów orientowanych

10 142 Mateusz BARCZEWSKI, Monika DOBRZYÑSKA-MIZERA, Jacek ANDRZEJEWSKI, Danuta CHMIELEWSKA o zwiêkszonym stopniu rozci¹gniêcia i orientacji makrocz¹steczkowej. Ocena w³aœciwoœci mechanicznych w³ókien w próbie statycznego rozci¹gania Ocena w³aœciwoœci mechanicznych w próbie statycznego rozci¹gania przeprowadzona zosta³a z wykorzystaniem uniwersalnej maszyny wytrzyma³oœciowej Zwick Roel zaopatrzonej w g³owicê pomiarow¹ o zakresie si³y F max = 100 N, z prêdkoœci¹ rozci¹gania 50 mm/min. Próbki do badañ sk³ada³y siê z równolegle u³o onych wzglêdem siebie 50 niesplecionych w³ókien nawiniêtych pomiêdzy dwa uchwyty wykonane z polietylenu niskiej gêstoœci. Rysunek 5 przedstawia zestawienie wartoœci maksymalnych si³ zrywaj¹cych dla próbek wykonanych z izotaktycznego polipropylenu, polipropylenu nukleowanego sorbitolem oraz próbek nukleowanych modyfikowanych zwi¹zkiem POSS. Na rysunku 6 zestawiono przyk³adowe przebiegi si³y w funkcji wyd³u enia dla rozpatrywanych próbek. Niemodyfikowany izotaktyczny polipropylen ze wzglêdu na opóÿniony proces krystalizacji wykaza³ w porównaniu do próbki nukleowanej wy sze wartoœci si³ zrywaj¹cych (Rys. 5) oraz zdecydowanie mniejsze wyd³u enia konieczne do zerwania wszystkich piêædziesiêciu w³ókien (Rys. 6). Zaobserwowane zachowanie siê próbek wynika ze zwiêkszonej orientacji makrocz¹steczkowej, która w przypadku próbek nukleowanych zosta³a ograniczona na skutek zwiêkszonej efektywnoœci krystalizacji w trakcie ch³odzenia. Wyniki badañ mechanicznych wykonanych dla nukleowanego izotaktycznego polipropylenu modyfikowanego zwi¹zkiem phposs s¹ potwierdzeniem dla wyników otrzymanych w trakcie badañ kalorymetrycznych. Potwierdzone zosta³y za³o enia mówi¹ce o tym, e zastosowanie phposs w stê eniu 0,25% mas. umo liwi jedynie czêœciowe ograniczenie dzia³ania nukleanta. Potwierdzaj¹ to zarówno pomiary si³y maksymalnej, jak i wartoœci wyd³u enia, które wykazuj¹ wartoœci poœrednie pomiêdzy próbk¹ nienukleowan¹ i nukleowan¹. 4. Wnioski Rys. 5. Zestawienie maksymalnej si³y zrywaj¹cej Fig. 5. A comparison of a maximum breaking force Rys. 6. Zestawienie przebiegów przyk³adowych wykresów przedstawiaj¹cych przebieg zmian si³y w funkcji wyd³u enia w trakcie próby statycznego rozci¹gania 50 w³ókien Fig. 6. A comparison of sample curves presenting changes of a breaking force as a function of elongation during the static tensile tests of 50 fibers. Przedstawione wyniki badañ kalorymetrycznych oraz mechanicznych potwierdzaj¹ za³o ony w trakcie badañ wstêpnych sposób dzia³ania zwi¹zku tetrasilanofenyl-poss w obecnoœci DMDBS. Poprzez zastosowanie niekompatybilnych z osnow¹ polimerow¹ zwi¹zków POSS o odpowiedniej iloœci grup hydroksylowych (phposs) mo liwe staje siê kontrolowane ograniczenie krystalizacji. Zjawisko to jak przedstawiono w rozpatrywanych badaniach modelowych umo liwia wykonanie wyrobów orientowanych w postaci w³ókien polipropylenowych o podwy szonym stopniu rozci¹gniêcia i orientacji w porównaniu do materia³u nukleowanego przy jednoczesnym braku istotnego ograniczenia oddzia³ywania DMDBS jako œrodka klaruj¹cego [18]. Potwierdzono mo - liwoœæ zastosowania izotaktycznego polipropylenu nukleowanego zmodyfikowanym DMDBSem za pomoc¹ phposs jako materia³u przeznaczonego do wytwarzania wyrobów orientowanych, w szczególnoœci folii wylewanych stanowi¹cych pó³wyrób do produkcji opakowañ metod¹ termoformowania. Podziêkowania Praca wykonana w ramach grantu Projekt nr UDA-POIG /09 pt. Silseskwioksany jako nanonape³niacze i modyfikatory w kompozytach polimerowych. Autorzy sk³adaj¹ podziêkowania zespo³owi prof. dr. hab. B. Marciñca za przekazanie zastosowanego w pracy zwi¹zku POSS. Literatura: [1] W. Przygocki, A. W³ochowicz, Uporz¹dkowanie makrocz¹steczek w polimerach i w³óknach, WNT, Warszawa, 2006.
11 Ocena w³aœciwoœci w³ókien orientowanych wykonanych z nukleowanego izotaktycznego polipropylenu modyfikowanego silseskwioksanami 143 [2] T. Sterzyñski, H. Oysaed, Structure Modification of Isotactic Polypropylene by Bi-Component Nucleating Systems, Polymer Engineering and Science 2004, 44, [3] T. Sterzyñski, Processing and property improvement in isotactic polypropylene by heterogeneous nucleation, Polimery 2000, 45, [4] A. Romankiewicz, T. Sterzyñski, W. Brostow, Structural characterization of - and -nucleated isotactic polypropylene, Polymer Intetnational 2004, 53, [5] J. Varga, -Modification of isotactic polypropylene: preparation, structure, processing, properties and application, Journal of Macromolecular Science, Part B: Physics, 2002, 41(4-6), [6] M. L. Di Lorenzo, C. Silvestre, Non-isothermal crystallization of polymer, Progress in Polymer Science 1999, 24, [7] Y. Zhang, X. Li, X. Wei, Non-isothermal crystallization kinetics of isotactic polypropylene nucleated with 1,3:2,4-bis(3,4-dimethylbenzylidene) sorbitol. Journal of Thermal Analysis and Calorimetry 2010, 100, [8] A. Fina, D. Tabuani, G. Camino, Polypropylene-polysilsesquioxane blends, European Polymer Journal 2010, 46, [9] Z. Zhou, L. Cui, Y. Zhang, Y. Zhang, N. Yin, Preparation and Properties of POSS grafted polypropylene by reactive blending, European Polymer Journal 2008, 44, [10] J.-H. Chen, Y.-D. Chiou, Crystallization behavior and morphological development of isotactic polypropylene blended with nanostructured polyhedral oligomeric silsesquioxane molecules, Journal of Polymer Science Part B: Polymer Physics, 2006, 44, [11] D. Czarnecka-Komorowska, T. Sterzyñski, H. Maciejewski, M. Dutkiewicz, The effect of polyhedral oligomeric silsesquioxane (POSS) on morphology and mechanical properties of polyoxymethylene (POM), Composites Theory and Practice 2012, 12(4), [12] B. Janowski, K. Pielichowski, Nano-hybrid polymers containing polyhedral oligosilsesquioxanes (POSS). Polimery 2008, 53(2), [13] F.X. Perrin, S. Bruzaud, Y. Grohens, Structure and thermal behaviour of polyhedral oligomeric silsesquioxane modified montmorillonite, Applied Clay Science 2010, 49(3), [14] D. Ambro ewicz, B. Marciniec, T. Jesionowski, New POSS/ magnesium silicate nano-hybrids obtained by chemical or mechanical methods, Chemical Engineering Journal 2012, 210, [15] B-J. Lee, Nucleating agent assisted preparation of polypropylene (PP)/Polyhedral oligomeric silsesquioxane (POSS) nanocomposites and their characterization, Ph.D [16] R. Sayantan, J.L. Byoung, M. K. Zahi, C. J. Sadhan, Exploiting POSS-sorbitol interactions: Issues of reinforcement of isotactic polypropylene spun fibers. Macromolecues 2012, 45, [17] R. Sayantan, J. Sadhan, Reinforcement of polypropylene spun fibers by POSS nanoparticles. Antec [18] M. Barczewski, D. Chmielewska, T. Sterzyñski, J. Andrzejewski, Ocena w³aœciwoœci nukleowanego izotaktycznego polipropylenu modyfikowanego silseskwioksanami, Przetwórstwo Tworzyw 2012, 149 (5), [19] M. Barczewski, M. Dobrzyñska-Mizera, T. Sterzyñski, B. Dudziec, The influence of sorbitol based nucleating agent modified by silsesquioxanes on crystallization of an isotactic polypropylene, W przygotowaniu, [20] M. Dobrzyñska-Mizera, M. Barczewski, T. Sterzyñski, The influence of cooling rate on non-isothermal crystallization of nucleated isotactic polypropylene modified by silsesquioxanes, W przygotowaniu, 2013.
12 144 El bieta BOCI GA, Monika KULA, Jakub WAWRZYNIAK El bieta BOCI GA, Monika KULA, KULA*, Jakub WAWRZYNIAK Politechnika Czêstochowska, Wydzia³ In ynierii Mechanicznej i Informatyki, Instytut Technologii Mechanicznych, Zak³ad Przetwórstwa Polimerów al. Armii Krajowej 19c, Czêstochowa * kula@ipp.pcz.pl Wp³yw czêstotliwosci obci¹ eñ zmêczeniowych na w³aœciwosci mechaniczne, barwê i po³ysk wyprasek wtryskowych z poliamidu 6.10 THE INFLUENCE OF FREQUENCY OF CYCLIC LOADING ON MECHANICAL PROPERTIES, COLOUR AND GLOSS OF POLYAMIDE 6.10 The examinations of changes in mechanical properties, colour and gloss of injection molded parts from polyamide PA 6.10 after cyclic loading with varying frequency, at a constant level of deformation, are presented in the article. The relationships between the stress and the elongation of samples after 1 and 3000 cycles of tensile compression tests were registered and the hysteresis loops were obtained. It was found that cyclic loading causes changes in mechanical properties of samples. In investigations of the effect of loading frequency on hysteresis loop shape it was stated that the value of the maximum stress increased with the increasing load frequency. In the DSC examinations, the effect of loading frequency on the degree of crystallinity of samples, and changes in the range of the melting point of the crystalline phase of polyamide were shown. Small changes in the degree of crystallinity in the surface layer and the core of samples during cyclic loading with different frequencies were observed, but generally the degree of crystallinity in the surface layer is higher than in the core. Cyclic loading affects also the colour and gloss of samples. Smaller changes in colour of loaded samples occurred at the lower value of cyclic loading frequency. The gloss of samples after cyclic loading is lower than not loaded ones and with the increase in loading frequency the gloss decreases. Dominant¹ zjawisk zmêczeniowych [1] s¹ lokalne odkszta³cenia plastyczne, cykliczne umocnienie lub os³abienie, zarodkowanie mikropêkniêæ, ukszta³towanie makropêkniêcia i jego rozwój do zniszczenia materia³u. Zarówno prêdkoœæ odkszta³cenia, jego zakres, jak i wystêpuj¹ce przerwy w obci¹ eniu maj¹ wp³yw na trwa³oœæ zmêczeniow¹ i w³aœciwoœci elementów obci¹ anych cyklicznie [2,3]. Jak wykaza³y wczeœniejsze badania [2] w wyniku cyklicznego rozci¹gania œciskania wyprasek wtryskowych, przy za³o eniu sta³ego poziomu odkszta³cenia, nastêpuj¹ zmiany ich w³aœciwoœci mechanicznych, o czym œwiadczy zmiana naprê enia szczytowego, szerokoœci i pochylenia pêtli histerezy. Zmiany te zale ¹ nie tylko od rodzaju tworzywa wyprasek i sposobu obci¹ ania, ale równie od stanu ich naprê eñ w³asnych, bêd¹cych wynikiem warunków wtryskiwania. Podczas obci¹ enia cyklicznego wyprasek naprê enia w³asne sumuj¹ siê z naprê eniami bêd¹cymi skutkiem obci¹ enia, a wypadkowy stan naprê eñ mo e decydowaæ o kszta³cie pêtli histerezy. Wystêpuj¹cy stan naprê eñ przejawia siê w zmianie pola pêtli histerezy podczas kolejnych cykli obci¹ enia, co mo e byæ miar¹ zmiany energii dyssypacji [4]. W pracy [5] przedstawiono wyniki badañ charakterystyki odkszta³ceniowo-naprê eniowej wyprasek wtryskowych z poliamidu 6.6,uzyskane w próbie cyklicznego rozci¹gania, przy za³o eniu ca³kowitego odkszta³cenia granicznego 0,45 %, stosuj¹c zmienne wartoœci prêdkoœci rozci¹gania 50, 25, oraz 1 mm/min. Próbki zosta³y wstêpnie obci¹ one si³¹ 80 N. Zarejestrowano pêtle po 20 oraz 30 cyklach rozci¹gania. Przeprowadzone badania pozwoli³y stwierdziæ, e w wyniku cyklicznego rozci¹gania wyprasek, przy za- ³o eniu sta³ego poziomu odkszta³cenia, ze wzrostem liczby cykli obci¹ enia naprê enie szczytowe potrzebne do uzyskania odkszta³cenia granicznego ( =0,45%) zwiêksza siê, co wskazuje na umocnienie materia³u. Wykazano równie, e wzrost prêdkoœci rozci¹gania powoduje zwiêkszenie naprê enia szczytowego oraz zmniejszenie szerokoœci pêtli histerezy. W pracy [6] badano próbki w postaci wyt³oczyny z polietylenu o ultra du ej masie cz¹steczkowej UHMWPE, poddane jednoosiowemu cyklicznemu rozci¹ganiu œciskaniu, przy za³o eniu sta³ego poziomu odkszta³cenia (±0,02; ±0,04; ±0,09 oraz ±0,12) z czêstotliwoœci¹ od 1,25 Hz przy najmniejszych odkszta³ceniach (±0,02) do 0,2 Hz przy odkszta³ceniach w zakresie ±0,12. W badaniach eksperymentalnych zaobserwowano, e naprê enie przy maksymalnym i minimalnym odkszta³ceniu zmniejsza siê wraz ze wzrostem liczby cykli, co wskazuje na cykliczne miêknienie materia³u. Ponadto wykazano, e w fazie cyklicznego rozci¹gania wystêpuje wiêksze cykliczne os³abienie (miêknienie) ni w fazie œciskania. Dla tworzyw o okreœlonej strukturze wewnêtrznej, procesy zmêczeniowe zale ne s¹ nie tylko od poziomu obci¹ ania, ale od czasu jego trwania (czêstotliwoœci), temperatury, wilgotnoœci i wielu innych czynników. Wiêkszoœæ spoœród tych czynników jest ze sob¹ œciœle sprzê ona, wiêc ich wp³yw na procesy zmêczeniowe jest funkcj¹ aktualnych parametrów stanu badanego obiektu [7]. Najogólniejszym przypadkiem obci¹ ania elementów konstrukcyjnych jest obci¹ enie losowo zmienne [8]. W wyniku dzia³ania tego rodzaju obci¹ enia mog¹ powstawaæ i rozwijaæ siê w materiale oraz na jego powierz-
13 Wp³yw czêstotliwosci obci¹ eñ zmêczeniowych na w³aœciwosci mechaniczne, barwê i po³ysk wyprasek wtryskowych z poliamidu chni procesy uszkodzenia, przejawiaj¹ce siê m.in. zmian¹ stanu powierzchni. Stan powierzchni elementów obci¹ anych cyklicznie zale y od wszystkich opisanych wy ej czynników i warunków w jakich by³y obci¹ ane i decyduje o ich po³ysku i kolorze. Po³ysk jest wra eniem optycznym powstaj¹cym dziêki odbiciu i rozproszeniu œwiat³a na powierzchni cia³ sta³ych oraz cieczy lub bezpoœrednio nad ich powierzchni¹. Mo na go te zdefiniowaæ jako iloœæ œwiat³a odbitego pod tym samym k¹tem, co œwiat³o padaj¹ce na badan¹ powierzchniê [9]. Kolor nie jest w³aœciwoœci¹ bezwzglêdn¹, poniewa jest zale ny od wielu czynników np. stanu powierzchni badanych próbek [9,10]. Barwê mierzy siê za pomoc¹ modeli zale nych np. RGB, CMYK i niezale - nych np. CIE XYZ, CIEL*a*b [11]. W badaniach eksperymentalnych okreœlano wp³yw cyklicznego obci¹ ania (rozci¹gania œciskania z ró n¹ czêstotliwoœci¹) wyprasek wtryskowych z poliamidu 6.10 na ich w³aœciwoœci mechaniczne, stopieñ krystalicznoœci, barwê i po³ysk powierzchni. 1. BADANIA EKSPERYMENTALNE Celem badañ by³a ocena zmiany charakterystyki odkszta³ceniowo-naprê eniowej wyprasek wtryskowych poddanych cyklicznemu rozci¹ganiu œciskaniu. Próbki badawcze wykonano z poliamidu PA 6.10 Hiprolon 70, firmy Rhodia. Próbki badawcze w postaci wiose³ek do próby rozci¹gania, o kszta³cie i wymiarach zgodnych z PN-EN ISO 527-2:2012, wytwarzano metod¹ wtryskiwania na wtryskarce typu KRAUSS MAFFEI KM65-160C1, przy zastosowaniu formy wtryskowej dwugniazdowej z równoleg³ym uk³adem kana³ów doprowadzaj¹cych. Warunki wtryskiwania tworzywa zestawiono w tabeli 1. Tab. 1. Warunki wtryskiwania zastosowane do wytwarzania próbek Parametr przetwórstwa Wartoœæ parametru Jednostka temperatura wtryskiwania 245 C temperatura formy 60 C ciœnienie docisku 50 MPa prêdkoœæ wtryskiwania 40 mm/s czas fazy wtrysku 0,8 s czas fazy docisku 16 s czas fazy ch³odzenia 20 s W próbie cyklicznego rozci¹gania œciskania rejestrowano zale noœæ pomiêdzy naprê eniem rozci¹gaj¹cym i wyd³u eniem próbki po 1 i 3000 cyklu rozci¹gania. Zbadano wp³yw czêstotliwoœci obci¹ ania na kszta³t pêtli histerezy. Nastêpnie przeprowadzono badania DSC, w których okreœlono wp³yw czêstotliwoœci obci¹ ania próbek na stopieñ krystalicznoœci oraz zmiany zakresu temperatury topnienia fazy krystalicznej poliamidu. Wykonano tak e pomiary barwy i po³ysku próbek poddanych cyklicznemu obci¹ eniu w celu oceny stanu ich powierzchni Wyznaczenie charakterystyk odkszta³ceniowo-naprê eniowych Próby cyklicznego obci¹ ania przeprowadzono przy u yciu maszyny wytrzyma³oœciowej Hegewald&Peschke. Próbki poddano cyklicznemu rozci¹ganiu œciskaniu przy za³o eniu ca³kowitego odkszta³cenia granicznego ±0,3%, stosuj¹c ró ne czêstotliwoœci obci¹ ania 0,5; 1; 1,5 oraz 2 Hz. Rejestrowano przebieg zmian naprê enia w funkcji odkszta³cenia próbki (wyd³u enia wzglêdnego) po 1 i 3000 cykli obci¹ ania. Wyniki badañ przedstawione zosta³y na rysunku 1. Na rysunku 1 widaæ zmiany kszta³tu pêtli histerezy spowodowane ró n¹ czêstotliwoœci¹ cyklicznego obci¹ ania. Wraz ze wzrostem czêstotliwoœci obci¹ ania wartoœci naprê enia szczytowego zwiêkszaj¹ siê. Przyk³adowo dla wyprasek po 1 cyklu obci¹ ania z czêstotliwoœci¹ 0,5 Hz naprê enie szczytowe w fazie rozci¹gania by³o wiêksze o oko³o 0,54 MPa w porównaniu z naprê eniem szczytowym wyznaczonym w przypadku wyprasek po 1 cyklu obci¹ ania z czêstotliwoœci¹ 2 Hz. Tê sam¹ tendencjê mo na zaobserwowaæ dla wyprasek po 3000 cykli obci¹ enia, dla których ró nica ta wynosi oko³o 0,33 MPa. Porównuj¹c pêtle histerezy po 1 i 3000 cykli obci¹ ania mo na zauwa yæ, e ze wzrostem liczby cykli naprê enie potrzebne do uzyskania odkszta³cenia ca³kowitego ( = ±0,3%), dla wszystkich badanych czêstotliwoœci, w fazie rozci¹gania zwiêksza siê. Parametrem charakteryzuj¹cym zachowanie siê materia³u podczas cyklicznego obci¹ ania jest tak e szerokoœæ pêtli histerezy, wyznaczana przy zerowej wartoœci naprê- enia obci¹ aj¹cego. Dla próbek po 1 cyklu obci¹ enia szerokoœæ pêtli histerezy jest wiêksza ni w przypadku próbek poddanych 3000 cykli obci¹ enia. Mo na zaobserwowaæ równie, e im wiêksza jest czêstotliwoœæ cyklicznego obci¹ ania tym szerokoœæ pêtli histerezy jest mniejsza. Przyk³adowo przy czêstotliwoœci obci¹ ania 0,5 Hz szerokoœæ pêtli po 1 i 3000 cyklach jest wiêksza odpowiednio o oko³o 0,013 % oraz 0,014% w porównaniu z wynikami uzyskanymi przy czêstotliwoœci obci¹ ania wynosz¹cej 2 Hz. Wyniki te wskazuj¹ na wiêksze umocnienie materia³u przy wiêkszej czêstotliwoœci obci¹ ania Wyznaczanie stopnia krystalicznoœci Badania DSC wykonano z u yciem mikrokalorymetru skaningowego typu PC 200 firmy Netzsch. Do wyznaczenia stopnia krystalicznoœci wykorzystano oprogramowanie tego urz¹dzenia, które umo liwia rejestrowanie przebiegu procesu topnienia próbki w zadanym przedziale temperatury. Jako wzorzec stosowano ind, a masa próbek zawiera³a siê w granicach od 8 do 9 mg. Próbki odwa ano wag¹ firmy SARTORIUS o dok³adnoœci ±0,01 mg z wewnêtrzn¹ kalibracj¹ i zamkniêt¹ komor¹ pomiarow¹. Krzywe DSC rejestrowano podczas ogrzewania próbek z prêdkoœci¹ 10 C/min w zakresie temperatury od pokojowej do 360 C. Na rysunku 2 przedstawiono wyniki badañ DSC wypraski z poliamidu 6.10 poddanej 3000 cyklom obci¹ ania dla czêstotliwoœci
14 146 El bieta BOCI GA, Monika KULA, Jakub WAWRZYNIAK a) b) c) d) Rys. 1. Pêtle histerezy poliamidu 6.10 uzyskane: a) po 1 cyklu obci¹ ania z czêstotliwoœci¹ 0,5 oraz 2 Hz, b) po 1 cyklu obci¹ ania z czêstotliwoœci¹ 1 oraz 1,5 Hz, c) po 3000 cykli obci¹ ania z czêstotliwoœci¹ 0,5 oraz 2 Hz, d) po 3000 cykli obci¹ ania z czêstotliwoœci¹ 1 oraz 1,5 Hz 0,5 Hz oraz 2 Hz. Próbki pobierane by³y z brzegu oraz œrodka wypraski w celu okreœlenia zmiany stopnia krystalicznoœci w jej przekroju poprzecznym. Tab. 2. Wartoœæ stopnia krystalicznoœci poliamidu 6.10 po cyklicznym obci¹ aniu z czêstotliwoœci¹ 0,5 oraz 2 Hz Wypraski z PA 6.10 Stopieñ krystalicznoœci, % brzeg wypraski œrodek wypraski Nieobci¹ one 31,84 27,87 Obci¹ one z czêstotliwoœci¹ 0,5 Hz Obci¹ one z czêstotliwoœci¹ 2 Hz 27,16 25,55 27,91 26,47 Na podstawie termogramów DSC obliczono stopieñ krystalicznoœci (tabela 2) wyprasek obci¹ onych cyklicznie z czêstotliwoœci¹ 0,5 oraz 2 Hz. Badania wykaza³y, e stopieñ krystalicznoœci wypraski po 3000 cykli obci¹ enia z czêstotliwoœci¹ 0,5 Hz jest ró ny w poszczególnych miejscach jej przekroju poprzecznego. W obszarze warstwy przypowierzchniowej jest wiêkszy i wynosi 27,16%, natomiast w rdzeniu 25,55%. W przypadku wypraski obci¹ onej 3000 cykli z czêstotliwoœci¹ 2 Hz stopieñ krystalicznoœci przy brzegu próbki wynosi 27,91%, a w jej rdzeniu 26,47%. Zwiêkszenie czêstotliwoœci obci¹ ania spowodowa³o nieznaczny wzrost stopnia krystalicznoœci w warstwie przypowierzchniowej o 0,75%, a w rdzeniu o 0,92% w porównaniu z wartoœciami uzyskanymi dla wyprasek po 3000 cykli obci¹ enia z czêstotliwoœci¹ 0,5 Hz. Zwiêkszenie wartoœci stopnia krystalicznoœci wyprasek obci¹ anych z wiêksz¹ czêstotliwoœci¹ zmian tego obci¹ enia, chocia niewielkie, mo e byæ przyczyn¹ wzrostu naprê enia szczytowego, koniecznego do uzyskania za³o onego odkszta³cenia granicznego, wskazuj¹cego na cykliczne umacnianie siê materia³u Barwa wyprasek Badania barwy wyprasek przeprowadzono za pomoc¹ kolorymetru SP60 firmy X-rite, opieraj¹c siê na przestrzeni barw CIELab, obejmuj¹cej w przybli eniu zakres
15 Wp³yw czêstotliwosci obci¹ eñ zmêczeniowych na w³aœciwosci mechaniczne, barwê i po³ysk wyprasek wtryskowych z poliamidu Hz 0,5 Hz Rys. 2. Termogramy DSC dla poliamidu 6.10 po cyklicznym obci¹ eniu z czêstotliwoœci¹ 0,5 Hz oraz 2Hz barw postrzegalnych przez oko ludzkie. Wyniki badañ otrzymane t¹ metod¹ przedstawione s¹ w postaci zmiennych a, b oraz L, gdzie a okreœla zmianê barwy od zielonej (dla wartoœci ujemnych) do czerwonej (dla wartoœci dodatnich), natomiast b od niebieskiej (dla wartoœci ujemnych) do ó³tej (dla wartoœci dodatnich). L oznacza wartoœæ luminancji (jasnoœæ) i zmienia siê w zakresie od 0 dla barwy czarnej do 100 dla bia³ej. Dziêki modelom niezale nym mo na oceniæ ró nice miêdzy odcieniami barw (odleg³oœci miêdzy barwami) E, któr¹ wyznacza siê z zale noœci [12]: L=L 1 L 2 (1) a=a 1 a 2 (2) b=b 1 b 2 (3) E= L a b (4) gdzie: L, a, b oznacza odpowiednio ró nice parametrów barw ró nych wyprasek. Indeksy 1 oraz dwa odnosz¹ siê do dwóch porównywanych wyprasek. Tab. 3. Przedzia³y wartoœci parametru E [12] 0 1 Niewidoczna ró nica barwy ,5 Bardzo ma³a ró nica barwy, rozpoznawalna tylko przez doœwiadczonego obserwatora Œrednia ró nica barwy, rozpoznawalna przez niedoœwiadczonego obserwatora 3,5 5 WyraŸna ró nica barwy Powy ej 5 Du a ró nica barwy W tabeli 3 przedstawiono przedzia³y wartoœci parametru E oraz odpowiadaj¹ce im ró nice barwy. W badaniach barwê wyprasek wtryskowych okreœlano w ich œrodkowym obszarze. Wyniki pomiarów wyprasek z PA 6.10 nieobci¹ onych oraz po 3000 cykli obci¹ enia cyklicznego, z ró n¹ czêstotliwoœci¹, przedstawiono w tabeli 4. Tab. 4. Parametry barwy wyprasek z PA 6.10 nieobci¹ anych oraz po cyklicznym obci¹ aniu Wypraski z PA 6.10 Parametry barwy L a b nieobci¹ ane 62,68 1,84 1,60 po 3000 cykli obci¹ ania z ró n¹ czêstotliwoœci¹ 0,5 Hz 62,03 1,13-0,2 1 Hz 62,36 1,14-0,30 1,5 Hz 62,13 1,07-0,21 2 Hz 62,12 1,19-0,23 Cykliczne obci¹ anie wp³ynê³o na zmianê barwy wyprasek. Wartoœæ parametru a wyprasek po 3000 cykli obci¹ ania, dla wszystkich czterech czêstotliwoœci obci¹ ania, jest mniejsza ni w przypadku wyprasek nieobci¹ anych, co wskazuje na wiêksze nasycenie wyprasek odcieniem czerwonym. Zmiana parametru b w kierunku wartoœci ujemnych dla wszystkich wyprasek poddanych cyklicznemu obci¹ aniu œwiadczy o ich nasyceniu barw¹ niebiesk¹. Luminancja wyprasek obci¹ anych cyklicznie nieznacznie zmniejszy³a siê. Wartoœci E obliczono porównuj¹c parametry barwy wyprasek cyklicznie obci¹ anych, z ró n¹ wartoœci¹ czêstotliwoœci obci¹ ania, z barw¹ wyprasek nieobci¹ anych. Wyniki badañ przedstawiono w tabeli 5.

16 148 El bieta BOCI GA, Monika KULA, Jakub WAWRZYNIAK Rys. 3. Wyniki pomiarów po³ysku wyprasek nieobci¹ onych i po 3000 cykli obci¹ ania z czêstotliwoœci¹ 0,5; 1; 1,5 oraz 2 Hz Ró nica barwy wyprasek poddanych cyklicznemu obci¹ aniu z czêstotliwoœci¹ 0,5 Hz, odniesiona do barwy wyprasek nieobci¹ anych, jest najmniejsza (tabela 5), zauwa alna jedynie dla doœwiadczonego obserwatora. Natomiast ró nice barwy pozosta³ych wyprasek, poddanych cyklicznemu obci¹ aniu przy wiêkszych czêstotliwoœciach, s¹ nieco wiêksze, ju zauwa alne dla niedoœwiadczonego obserwatora. Tab. 5. Wartoœci ró nicy barwy E wyprasek z PA 6.10 obci¹ anych cyklicznie, z ró n¹ czêstotliwoœci¹, odniesionych do barwy wyprasek nieobci¹ anych Wypraski z PA 6.10 po 3000 cykli obci¹ ania z ró n¹ czêstotliwoœci¹ 1.4. Po³ysk wyprasek Wartoœæ parametru E 0,5 Hz 1,97 1 Hz 2,05 1,5 Hz 2,05 2 Hz 2,03 Pomiar po³ysku wykonano po³yskomierzem 406L firmy Elcometer. Badanie po³ysku polega³o na pomiarze intensywnoœci œwiat³a odbitego od danej powierzchni, w w¹skim zakresie k¹ta odbicia [13]. Po³ysk oceniano na podstawie wartoœci Gloss Units (GU). Pomiaru dokonywano w œrodkowym obszarze wypraski. Badania po³ysku przeprowadzono przy k¹cie 60 padania œwiat³a na ich powierzchniê, w kierunku zgodnym z kierunkiem przep³ywu tworzywa w gnieÿdzie formuj¹cym. Wyniki badañ po³ysku wyprasek nieobci¹ onych oraz po 3000 cykli obci¹ ania, z ró n¹ czêstotliwoœci¹, przedstawiono na rysunku 3. Z rysunku 3 mo na zauwa yæ, e najwiêkszym po³yskiem charakteryzuj¹ siê wypraski nieobci¹ one. Cykliczne obci¹ enie spowodowa³o zmniejszenie wartoœci Gloss Units (GU) wyprasek w porównaniu z wartoœciami uzyskanymi dla wyprasek nieobci¹ onych o 0,42, 2,02, 2,82, 4,22 GU odpowiednio dla cyklicznego obci¹ ania z czêstotliwoœci¹ 0,5; 1; 1,5 lub 2 Hz. Ponadto wraz ze wzrostem czêstotliwoœci obci¹ ania mo na odnotowaæ zmniejszenie po³ysku. Przyk³adowo po³ysk wyprasek obci¹ anych cyklicznie z czêstotliwoœci¹ 2 Hz jest mniejszy o oko³o 3,8 GU ni wyprasek obci¹ anych z czêstotliwoœci¹ 0,5 Hz. 2. WNIOSKI Porównuj¹c pêtle histerezy po 1 i 3000 cyklu obci¹ ania mo na zauwa yæ, e ze wzrostem liczby cykli zwiêksza siê naprê enie szczytowe, potrzebne do uzyskania odkszta³cenia ca³kowitego ( = ±0,3%), w przypadku wszystkich badanych czêstotliwoœci obci¹ ania. Wzrost czêstotliwoœci obci¹ ania powoduje zwiêkszenie wartoœci naprê enia szczytowego. Mo na zaobserwowaæ równie, e im wiêksza jest czêstotliwoœæ cyklicznego obci¹ ania tym mniejsza jest szerokoœæ pêtli histerezy. Wskazuje to na wiêksze umocnienie materia³u przy du ej czêstotliwoœci obci¹ ania. Badania DSC wykaza³y, e wraz ze wzrostem czêstotliwoœci cyklicznego obci¹ ania nieznacznie zwiêksza siê stopieñ krystalicznoœci wyprasek, zarówno w jej warstwie przypowierzchniowej jak i w rdzeniu. Cykliczne obci¹ anie powoduje zmiany barwy i po- ³ysku wyprasek wtryskowych. Jest to prawdopodobnie spowodowane zmniejszeniem stopnia krystalicznoœci wyprasek poddanych cyklicznemu obci¹ aniu w porównaniu z wyprask¹ nieobci¹ on¹. Mniejsze ró nice barwy pomiêdzy wypraskami nieobci¹ anymi i po 3000 cykli obci¹ ania wystêpuj¹ przy ma³ej czêstotliwoœci obci¹ ania. Cykliczne obci¹ anie wyprasek skutkuje zmniejszeniem po³ysku ich powierzchni, przy czym im wiêksza jest czêstotliwoœæ obci¹ ania tym po³ysk jest mniejszy. Zmiany stanu powierzchni wyprasek wtryskowych, oprócz zmian w³aœciwoœci mechanicznych oraz zachodz¹cych w ich strukturze, powinny byæ uwzglêdnione podczas projektowania wytworów z tworzyw polimerowych, przeznaczonych do u ytkowania w warunkach cyklicznego obci¹ ania.
17 Wp³yw czêstotliwosci obci¹ eñ zmêczeniowych na w³aœciwosci mechaniczne, barwê i po³ysk wyprasek wtryskowych z poliamidu Literatura: 1. Kocañda S.: Zmêczeniowe pêkanie metali. WNT, Warszawa Boci¹ga E., Kula M., Wojciechowska M.: Charakterystyki odkszta³ceniowo-naprê eniowe wyprasek wtryskowych z tworzyw termoplastycznych. Przetwórstwo Tworzyw nr 6 (144) 2011, Chen D.L., Weiss B., Stickler R.: Cyclic plasticity of recrystallized Mo at low temperatures. Materials Science & Engineering A , 1997, Porêbska R.: Wybrane zagadnienia oceny w³asnoœci mechanicznych kompozytów termoplastycznych. Praca doktorska, Politechnika Krakowska, Boci¹ga E., Kula M.: Wp³yw cyklicznego obci¹ ania wyprasek z poliamidu 6.6 na ich w³aœciwoœci mechaniczne i stopieñ krystalicznoœci. W: Polimery i kompozyty konstrukcyjne, Logoss Press, Cieszyn Krzypow D.J., Rimnac C.M.: Cyclic steady state stress strain behavior of UHMW polyethylene. Biomaterials, Vol 21, 2000, Ksi¹ ke Kaleta J., Kocañda D., Skorupa M., Topoliñski T.: Metody doœwiadczalne w zmeczeniu materia³ów i konstrukcji. Badania podstawowe. Zbiór monografii pod redakcj¹ Józefa Szali. Wydawnictwo Uczelniane Akademii Techniczno-Rolniczej w Bydgoszczy, Bydgoszcz 2000, s Szala J., Topoliñski T.: Ocena trwa³oœci zmêczeniowej tworzyw sztucznych na podstawie wybranych hipotez kumulacji uszkodzeñ zmêczeniowych. Prace Wydzia³u Nauk Technicznych BTN, seria B, nr 17, Bydgoszcz Brown R.: Handbook of polymer testing physical methods, Marcel Dekker Inc., New York Piekarska E.: Wybrane zagadnienia barwienia tworzyw, Przetwórstwo Tworzyw 2009, nr 3, s Boci¹ga E., Trzaskalska M., Wró K.: Wykorzystanie modeli przestrzeni barw w badaniach barwy wyprasek z tworzywa ABS bez oraz z dodatkiem œrodków barwi¹cych, Przetwórstwo Tworzyw, 2011, nr 6, s

18 150 El bieta BOCI GA, Damian SZYMAÑSKI El bieta BOCI GA, Damian SZYMAÑSKI* Zak³ad Przetwórstwa Polimerów, Instytut Technologii Mechanicznych, Politechnika Czêstochowska Al. Armii Krajowej 19 C, Czêstochowa * Autor do korespondencji; szymanski@ipp.pcz.pl Wp³yw warunków wtryskiwania na w³aœciwoœci mechaniczne oraz u ytkowe wyprasek z obszarem ³¹czenia strumieni tworzywa STRESZCZENIE. Obszary ³¹czenia strumieni tworzywa, powstaj¹ce w wyniku zderzania siê frontów przep³ywaj¹cego tworzywa, negatywnie wp³ywaj¹ na w³aœciwoœci mechaniczne oraz wygl¹d wyprasek wtryskowych. Problem ten szczególnie dotyczy wyprasek wykonanych z kompozytów z nape³niaczami w³óknistymi, ze wzglêdu na prostopad³e do kierunku przep³ywu zorientowanie w³ókien nape³niacza w czole frontu strumienia tworzywa wype³niaj¹cego gniazdo formuj¹ce. W pracy przedstawiono wyniki badañ wp³ywu wybranych warunków procesu wtryskiwania na wytrzyma³oœæ na rozci¹ganie, udarnoœæ oraz wygl¹d wyprasek z obszarami ³¹czenia strumieni tworzywa. Walor estetyczny wyprasek oceniano na podstawie kszta³tu i wymiarów szczeliny, powsta³ej na powierzchni wypraski w obszarze ³¹czenia. Badane próbki wykonane zosta³y z kompozytu polipropylenu z 20% zawartoœci¹ talku. Wykazano wp³yw warunków procesu wtryskiwania na g³êbokoœæ i szerokoœæ szczeliny, decyduj¹cej o widocznoœci linii ³¹czenia strumieni tworzywa na powierzchni wypraski. Nie stwierdzono natomiast wp³ywu badanych parametrów wtryskiwania na wartoœæ wytrzyma³oœci na rozci¹ganie wyprasek. Wyniki badañ wyprasek z obszarami ³¹czenia strumieni tworzywa porównano z wynikami uzyskanymi dla wyprasek bez tych obszarów. THE INFLUENCE OF INJECTION MOLDING CONDITIONS ON THE MECHANICAL AND FUNCTIO- NAL PROPERTIES OF MOULDED PARTS WITH THE WELD LINES ABSTRACT. Weld lines are formed as a result of collision of several fronts of the polymer flow that negatively affect the mechanical properties and the visual aspect of the moulded parts. This problem concerns in particular the moulded parts made of composites with fibrous fillers due to the perpendicular (with direction of the flow) orientation of the filler s fibres in the frontal face of the stream of plastic that fills the cavity. This work presents the results of the investigations of the effect of selected injection moulding conditions on the tensile strength, impact strength and the visual aspects of the moulded parts with the weld lines. Aesthetical value of the moulded parts was evaluated based on shape, dimensions of the gaps that were formed on the moulded parts surface in the area of flow fusion. The specimens were made of a composite of polypropylene with 20% of talc. The effect of the injection moulding conditions on the depth and width of a gap that determines the visibility of the line of connection of the plastic streams on the surface of the moulded parts was demonstrated. However, no effect of the injection moulding parameters on the moulded parts tensile strength was found. The results of the examinations obtained for the moulded parts with the weld lines were compared with the results obtained for the moulded parts without these lines. WSTÊP Obszary ³¹czenia strumieni tworzywa w wypraskach wtryskowych powstaj¹ w wyniku zderzenia siê ze sob¹ dwóch frontów przep³ywaj¹cego tworzywa, wype³niaj¹cego gniazdo formuj¹ce [1 3]. Obszary te najczêœciej wystêpuj¹ w d³ugich, cienkoœciennych wypraskach do wype³nienia których konieczne bywa stosowanie wiêkszej liczby punktów doprowadzania tworzywa. Problem ten dotyczy równie wyprasek o skomplikowanej budowie, gdy ciek³e tworzywo wp³ywaj¹ce do gniazda formuj¹cego omija stemple formuj¹ce otwory, oraz w przypadku du ej ró nicy gruboœci œcianek wypraski, w miejscach, w których prêdkoœæ przep³ywaj¹cych strumieni tworzywa jest zró nicowana. Obszary ³¹czenia strumieni tworzywa pogarszaj¹ w³aœciwoœci mechaniczne wyprasek, ze wzglêdu na niedostateczne po³¹czenie ze sob¹ frontów strumieni uplastycznionego tworzywa [2]. Spowodowane jest to miêdzy innymi uwiezionymi pomiêdzy nimi pêcherzami powietrza, oraz przez równoleg³e wzglêdem siebie zorientowanie makrocz¹steczek polimeru oraz nape³niacza, szczególnie nape³niaczy w³óknistych (rysunek 1). Rys. 1. Orientacja w³ókien nape³niacza w obszarze ³¹czenia strumieni tworzywa wypraski wtryskowej [4, 5]

19 Wp³yw warunków wtryskiwania na w³aœciwoœci mechaniczne oraz u ytkowe wyprasek z obszarem ³¹czenia strumieni tworzywa 151 Obszary ³¹czenia strumieni tworzywa poza tym, e pogarszaj¹ w³aœciwoœci wytrzyma³oœciowe wyprasek wtryskowych, negatywnie wp³ywaj¹ na wygl¹d wyprasek. Nieestetyczne linie na powierzchni wytwarzanego metod¹ wtryskiwania elementu sprawiaj¹, e ten nie spe³nia stawianych mu wymagañ jakoœciowych. Mechanizm powstawania widocznych œladów na powierzchni wyprasek w miejscu zderzania siê ze sob¹ dwóch strumieni tworzywa ma swoje pod³o e we w³aœciwoœciach lepkosprê ystych polimeru i zale ny jest od warunków procesu wtryskiwania. Gor¹ce tworzywo podczas wolnego przep³ywu przez zimne kana³y formy wtryskowej, szybko zestala siê przy œciance gniazda formuj¹cego [6 8]. Tworzywo na froncie strumienia ma ni sz¹ temperaturê ni tworzywo w rdzeniu. Podczas zderzania siê ze sob¹ dwóch frontów przech³odzonego tworzywa, na powierzchni wypraski powstaje szczelina w kszta³cie litery V [9 13]. Schemat powstawania tej wady powierzchniowej przedstawiony jest na rysunku 2. naskórek wypraski zale y jak szeroka i g³êboka szczelina powstanie w tym obszarze. W pracy [16], dotycz¹cej wp³ywu warunków procesu wtryskiwania na w³aœciwoœci mikrowyprasek z polistyrenu, wykazano, e temperatura formy i prêdkoœæ wtrysku maj¹ wp³yw na g³êbokoœæ karbu pozostawionego przez zderzaj¹ce siê strumienie uplastycznionego tworzywa. Zwiêkszaj¹c wartoœci tych parametrów uzyskano o 50% mniejsz¹ g³êbokoœæ szczeliny na powierzchni wyprasek. Wykazano w niej równie, e stosowanie wy szej wartoœci temperatury formy pozwoli³o na zmniejszenie szerokoœci linii ³¹czenia strumieni tworzywa o po³owê. Celem badañ by³o okreœlenie wp³ywu warunków wtryskiwania (temperatura formy, temperatura wtryskiwania, prêdkoœæ wtrysku) na wytrzyma³oœæ na rozci¹ganie, udarnoœæ oraz wymiary szczeliny powsta³ej na powierzchni wypraski w obszarze ³¹czenia strumieni tworzywa. BADANIA EKSPERYMENTALNE Badaniom poddane zosta³y próbki z polipropylenu z 20% zawartoœci¹ talku, firmy Basell Polyolefins, o masowym wskaÿniku szybkoœci p³yniêcia (MFR) wynosz¹cym 10,5 g/10 min (wyznaczonym w temperaturze 190 C i przy obci¹ eniu 2,16 kg). Próbki do badañ wykonano na wtryskarce œlimakowej firmy KRAUSS MAFFEI typu KM65 160C1. Przed procesem wtryskiwania, tworzywo w postaci granulatu poddane zosta³o czterogodzinnemu suszeniu w suszarce CABINET DRYER firmy SHINI w temperaturze 60 C. Próbki badawcze mia³y postaæ wiose- ³ek do statycznej próby rozci¹gania o gruboœci 4 mm, zgodnie z norm¹ PN-EN ISO527-2:1998. Tworzywo doprowadzane by³o do gniazda formy wtryskowej z dwóch stron, tworz¹c w jego œrodkowej czêœci obszar ³¹czenia strumieni tworzywa. Badania prowadzono wed³ug planu (tabela 1), w którym okreœlono trzy zmienne warunki procesu wtryskiwania: temperatura formy T f C temperatura wtryskiwania T w C prêdkoœæ wtrysku v w 28,2 84,6 mm/s Tabela 1. Plan badañ Rys. 2. Proces formowania obszaru ³¹czenia strumieni tworzywa [6, 14] Zmiana warunków procesu wtryskiwania, takich jak temperatura formy T f, temperatura wtryskiwania T w czy prêdkoœæ wtrysku v w, mog¹ poprawiæ jakoœæ po³¹czenia zderzaj¹cych siê strumieni tworzywa jedynie w ograniczonym zakresie [2]. Ciek³e tworzywo wype³niaj¹ce gniazdo formuj¹ce, zestala siê w bezpoœrednim s¹siedztwie jego znacznie ch³odniejszych œcianek, tworz¹c warstwê zestalonego tworzywa [15]. Zderzaj¹ce siê strumienie tworzywa po³¹cz¹ siê ze sob¹ jedynie w miejscach, w których tworzywo bêdzie dostatecznie uplastycznione, dlatego od gruboœci tej zestalonej warstwy formuj¹cej Nr Temperatura formy [ C] Temperatura wtryskiwania [ C] Prêdkoœæ wtrysku [mm/s] , , , , ,6 Pozosta³e warunki wtryskiwania by³y nastêpuj¹ce: ciœnienie docisku 50 MPa czas docisku 30 s czas ch³odzenia 10 s czas wtrysku 0,55 1,85 s (w zale noœci od pozosta- ³ych warunków wtryskiwania)
20 152 El bieta BOCI GA, Damian SZYMAÑSKI Rys. 3. Obszar, w którym obserwowano morfologiê wyprasek WYNIKI BADAÑ I ICH OMÓWIENIE Morfologia wyprasek Morfologiê wyprasek obserwowano za pomoc¹ mikroskopu Nikon Eclipse E200, w œwietle przechodz¹cym, spolaryzowanym, przy powiêkszeniu 400-krotnym. Obszar, z którego pobrano œcinki do badañ mikroskopowych przedstawiono schematycznie na rysunku 3. Wyniki obserwacji morfologii wyprasek przedstawiono w tabeli 2. Z obserwacji mikroskopowych wynika, e temperatura formy jest parametrem maj¹cym najwiêkszy wp³yw na wielkoœæ szczeliny powsta³ej na powierzchni wypraski w obszarze ³¹czenia strumieni tworzywa (4 uk³ad planu badañ). Zwiêkszenie temperatury formy z 20 do 80 C, spowodowa³o zmniejszenie zarówno szerokoœci jak i g³êbokoœci karbu, decyduj¹cego o widocznoœci linii ³¹czenia strumieni tworzywa na powierzchni wypraski. Wynika to z mniejszej gruboœci zestalonej warstwy tworzywa wype³niaj¹cego gniazdo formuj¹ce o wysokiej temperaturze. Podobny efekt, lecz w znacznie mniejszym stopniu, zauwa alny jest dla wyprasek uzyskanych przy zastosowaniu wy szej wartoœci temperatury wtryskiwanego tworzywa oraz wiêkszej prêdkoœci wtrysku (2 oraz 3 uk³ad planu badañ). Najlepszy rezultat uzyskano w przypadku wyprasek wytworzonych w warunkach okreœlonych w 5 uk³adzie planu badañ. Zwiêkszenie wartoœci wszystkich trzech badanych parametrów, pozwoli³o na zmniejszenie zarówno szerokoœci jak i g³êbokoœci powsta³ej na powierzchni wypraski szczeliny z kilkudziesiêciu do kilku mikrometrów. Wytrzyma³oœæ na rozci¹ganie wyprasek Statyczn¹ próbê jednoosiowego rozci¹gania przeprowadzono na maszynie wytrzyma³oœciowej Inspekt Desk 20, firmy Hegewald & Peschke. Prêdkoœæ rozci¹gania Wytrzyma³oœæ na rozci¹ganie m [MPa] Wypraski bez obszarów ³¹czenia strumieni tworzywa Wypraski z obszarami ³¹czenia strumieni tworzywa 25,5 24,9 25,1 24,8 24,4 15,2 15,1 15, , Numer uk³adu planu badañ Rys. 4. Wytrzyma³oœæ na rozci¹ganie wyprasek ( m ), dla poszczególnych uk³adów planu badañ
 wyprasek z oraz bez obszarów ³¹czenia strumieni tworzywa, dla wszystkich uk³adów planu badañ. Wyniki zosta³y przedstawione na rysunku 4.")

. Wyniki przedstawiono na rysunku 5. Wartoœæ udarnoœci wyprasek z obszarami ³¹czenia strumieni tworzywa zale y w g³ównej mierze od dwóch czynników.")

![Jak wykazano w pracy [17], temperatura formy oraz prêdkoœæ wtrysku maj¹ istotny wp³yw na równomiernoœæ rozmieszczenia cz¹steczek talku w przekroju poprzecznym wypraski.](/docs-images/72/67951893/images/21-4.jpg "Podwy szenie temperatury formy, oraz zwiêkszenie prêdkoœci wtrysku z jednej strony powoduje zmniejszenie szczeliny na powierzchni wypraski, co korzystnie wp³ywa na udarnoœæ.")
21 Wp³yw warunków wtryskiwania na w³aœciwoœci mechaniczne oraz u ytkowe wyprasek z obszarem ³¹czenia strumieni tworzywa 153 wynosi³a 50 mm/min. Okreœlono wartoœæ wytrzyma³oœci na rozci¹ganie ( m ) wyprasek z oraz bez obszarów ³¹czenia strumieni tworzywa, dla wszystkich uk³adów planu badañ. Wyniki zosta³y przedstawione na rysunku 4. Wypraski z obszarami ³¹czenia strumieni tworzywa charakteryzuj¹ siê o oko³o 10 MPa mniejsz¹ wytrzyma³oœci¹ na rozci¹ganie ni wypraski bez tych obszarów. Nie stwierdzono natomiast znacz¹cego wp³ywu badanych parametrów na wartoœæ wytrzyma³oœci na rozci¹ganie badanych wyprasek. Udarnoœæ wyprasek Udarnoœæ wyprasek z obszarami ³¹czenia strumieni tworzywa badano metod¹ Charpy ego. Próbki badawcze o wymiarach mmwyciêto z próbek do badañ wytrzyma³oœci na rozci¹ganie. Wyznaczono udarnoœæ próbek bez karbu (a cu ). Wyniki przedstawiono na rysunku 5. Wartoœæ udarnoœci wyprasek z obszarami ³¹czenia strumieni tworzywa zale y w g³ównej mierze od dwóch czynników. Jednym z nich jest wielkoœæ szczeliny na powierzchni wypraski. Drugim czynnikiem jest iloœæ nape³niacza, którego cz¹steczki, w obszarze ³¹czenia strumieni tworzywa, zorientowane s¹ prostopadle do kierunku przep³ywu tworzywa. Jak wykazano w pracy [17], temperatura formy oraz prêdkoœæ wtrysku maj¹ istotny wp³yw na równomiernoœæ rozmieszczenia cz¹steczek talku w przekroju poprzecznym wypraski. Podwy szenie temperatury formy, oraz zwiêkszenie prêdkoœci wtrysku z jednej strony powoduje zmniejszenie szczeliny na powierzchni wypraski, co korzystnie wp³ywa na udarnoœæ. Z drugiej zaœ strony, w tych warunkach wiêcej cz¹steczek talku przep³ywa w gor¹cym rdzeniu wypraski, os³abiaj¹c tym samym po³¹czenie zderzaj¹cych siê strumieni tworzywa, dlatego w³aœnie udarnoœæ wyprasek z 2 i 4 uk³adu planu badañ nie ró ni siê od udarnoœci wyprasek z 1 uk- ³adu. Poprawê udarnoœci zaobserwowano natomiast dla wyprasek otrzymanych dla warunków okreœlonych w 3 uk³adzie planu badañ. Podwy szenie temperatury wtryskiwanego tworzywa wp³ynê³o pozytywnie na wielkoœæ szczeliny w obszarze ³¹czenia strumieni tworzywa, nie wywieraj¹c jednoczeœnie istotnego wp³ywu na równomiernoœæ rozmieszczenia cz¹steczek talku w przekroju poprzecznym wypraski. Najmniejsz¹ udarnoœæ zarejestrowano dla wyprasek z 5 uk³adu planu badañ, gdzie pomimo znacznego ograniczenia rozmiarów karbu na powierzchni wypraski, du a iloœæ cz¹steczek talku w czole zderzaj¹cych siê frontów strumieni tworzywa, spowodowa³a wzrost kruchoœci takiego po³¹czenia. WNIOSKI Przeprowadzone badania pozwoli³y na sformu³owanie nastêpuj¹cych wniosków: Podwy szenie temperatury formy, temperatury wtryskiwanego tworzywa oraz zwiêkszenie prêdkoœci wtrysku pozwoli³o na zmniejszenie rozmiarów szczeliny, powstaj¹cej na powierzchni wypraski w obszarze ³¹czenia strumieni tworzywa, co jest korzystne
22 154 El bieta BOCI GA, Damian SZYMAÑSKI Udarnoœæ a [kj/m ] 2 cu ,75 3,75 3,75 2, Numer uk³adu planu badañ Rys. 5. Udarnoœæ wyprasek z obszarami ³¹czenia strumieni tworzywa, dla wszystkich uk³adów planu badañ ze wzglêdu na wygl¹d powierzchni wypraski. Temperatura formy jest czynnikiem maj¹cym najwiêkszy wp³yw na rozmiary tej szczeliny, Wypraski z obszarami ³¹czenia strumieni tworzywa charakteryzuj¹ siê o oko³o 40% mniejsz¹ wytrzyma- ³oœci¹ na rozci¹ganie, w porównaniu do wyprasek bez tych obszarów. Badane warunki procesu wtryskiwania (temperatura formy, temperatura wtryskiwania, prêdkoœæ wtrysku) nie wywar³y znacz¹cego wp³ywu na wartoœæ wytrzyma³oœci na rozci¹ganie wyprasek wykonanych z kompozytu polipropylenu z 20% zawartoœci¹ talku. Udarnoœæ wyprasek z obszarami ³¹czenia strumieni tworzywa zale y w g³ównej mierze od równomiernoœci rozmieszczenia cz¹steczek talku w przekroju poprzecznym wypraski, na któr¹ wp³ywaj¹ warunki wtryskiwania. Literatura [1] Kovács J. G., Sikló B.: Experimental validation of simulated weld line formation in injection moulded parts. Polymer Testing, 2010, 29, s [2] Erhard G.: Designing With Plastics. Hanser Gardner Publications, Munich [3] Rauwendaal C.: SPC Statistical Process Control in Injection Molding and Extrusion. Hanser Publishers, Munich [4] C-MOLD Design Guide. A Resource for Plastics Engineers, Third Edition. C-MOLD, Ithaca, New York, U.S.A, [5] Osswald T. A., Turng L.-S., Gramann P. J.: Injection Molding Handbook. Hanser Publishers, Munich [6] Wang G., Zhao G., Wang X.: Effects of cavity surface temperature on reinforced plastic part surface appearance in rapid heat cycle moulding. Materials and Design, 2013, 44, s [7] Boci¹ga E., Jaruga T.: Badania mikroskopowe przep³ywu tworzywa w kana³ach 16-gniazdowej formy wtryskowej. Polimery, 2006, 51, 11-12, s [8] Sikora R., Boci¹ga E.: Wybrane zagadnienia przep³ywu tworzywa w formie wtryskowej. Polimery, 2003, 48, 2, s [9] Boci¹ga E., Jaruga T.: Weld Line Problems in Injection Moulded Parts. PPS-18 Polymer Processing Society Meeting. Guimares, 2002, s [10] Kim J. K., Song J. H., Chung S. T., Kwon T. H.: Morphology and Mechanical Properties of Injection Molded Articles With Weld-lines. Polymer Engineering and Science, 1997, 37, s [11] Son Y., Ahn K. H., Char K.: Weldline Morphology of Injection Molded Modified Poly(phenylene-oxide)/Polyamide-6 Blends. Polymer Engineering and Science, 2001, 41, 3, s [12] Kim J. K., Park S. H., Taek O H., Jeon H. K.: The effect of weld-lines on the morphology and mechanical properties of amorphous polyamide/poly(ethylene-ran-propylene) blend with various amounts of an in situ compatibilizer. Polymer, 2001, 42, s [13] Ezrin M.: Plastics Failure Guide: Cause and Prevention. Hanser publishers, New York [14] Beaumont J. P., Nagel R., Sherman R.: Successful Injection Molding, Process, Design, and Simulation. Hanser Publishers, Munich [15] Boci¹ga E.: Procesy determinuj¹ce przep³yw tworzywa w formie wtryskowej i jego efektywnoœæ. Wydawnictwo Politechniki Czêstochowskiej, Czêstochowa [16] Tosello G., Gava A., Hansen H. N., Lucchetta G., Marinello F.: Characterization and analysis of weld lines on micro-injection moulded parts using atomic force microscopy (AFM). Wear, 2009, 266, s [17] Boci¹ga E., Szymañski D.: Wp³yw warunków wtryskiwania na po³ysk i strukturê wyprasek wtryskowych z kompozytu polipropylenu z talkiem. Przetwórstwo Tworzyw, 2012, 149, 5, s Projekt zosta³ sfinansowany ze œrodków Narodowego Centrum Nauki przyznanych na podstawie decyzji numer DEC-2011/03/N/ST8/05955
23 Analiza odkszta³ceñ wyprasek wtryskowych wytwarzanych w warunkach asymetrii temperatury formy 155 Karol BULA, BULA*, Dawid KUCHARSKI** * Politechnika Poznañska, Instytut Technologii Materia³ów, ul. Piotrowo 3, Poznañ ** Politechnika Poznañska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, Poznañ Karol.Bula@put.poznan.pl Analiza odkszta³ceñ wyprasek wtryskowych wytwarzanych w warunkach asymetrii temperatury formy Streszczenie: W pracy przedstawiono analizê wp³ywu asymetrii temperatury formy wtryskowej na odkszta³cenia wyprasek z polipropylenu, prostopad³oœciennych, o gruboœci 4 mm. Zastosowano formê zimno-kana³ow¹ z wlewem bezpoœrednim, formê ch³odzono wod¹ w uk³adzie U. Program badañ dotyczy³ wytwarzania wyprasek w formie termostatowanej, dla której sekwencyjnie zmieniano temperaturê: czeœæ nieruchoma/czêœæ ruchoma odpowiednio: 30 C/30 C, 30 C/45 C, 30 C/60 C, 30 C/75 C. Po wyjêciu z formy wtryskowej zauwa ono widoczne deformacje p³aszczyzn wypraski w kierunku czêœci formy o ni szej temperaturze. Wypraski wtryskowe pos³u y³y do wyciêcia prostopad³oœciennych próbek, które poddano niestandardowej próbie zginania dla okreœlenia si³y potrzebnej do zniwelowania deformacji (ugiêcia) próbki. Okreœlono tak e naprê enia zginaj¹ce. Badania odkszta³cenia powierzchni z wykorzystaniem optycznego skanera 3D ATOS II wykaza³y, e dla najwiêkszej asymetrii temperatury formy 30 C/75 C odkszta³cenie krawêdzi wypraski wynosi 2,3 mm w odniesieniu do powierzchni bazowej. Równoczeœnie stwierdzono, e naprê enia zginaj¹ce towarzysz¹ce zniwelowaniu ugiêcia próbki wynosz¹ 3,56 MPa dla wypraski uzyskanej z formy termostatowanej: 30 C/75 C. WARPAGE OF INJECTION MOLDED PARTS IN CASE OF ASYMMETRICAL MOLD TEMPERATURE Abstract: The work concerning the analysis of asymmetrical mold temperature application on warpage of injection molded parts, with 4 mm of thickness made of polypropylene. The mold with cold runner and simple cooling channel with U shape was applied. Injection molded parts were made with the temperature mold set as: non-moved plate/moved plate respectively 30 C/30 C, 30 C/45 C, 30 C/60 C, 30 C/75 C. After cooling the warpage of injection molded parts was detected. The flexural strength was estimated with the samples cut from obtained details in 3-point bending non-standard test. The base of this test was to evaluate the force and finally the stress which is necessary to minimize the deformation of sample cut from the molding. To calculate the shrinkage and for the deformation analysis an optical scanner ATOS Triple Scan was used. It was noticed that the mold temperature settings have the significant influence on the deformation of the moulding. 1. Wprowadzenie Regulacja temperatury uk³adu ch³odzenia w formach wtryskowych odgrywa du ¹ rolê w uzyskiwaniu okreœlonych w³aœciwoœci wyprasek. W fazie wype³niania formy wtryskowej ciek³ym tworzywem i procesu jego och³adzania, a dla wybranych tworzyw krystalizacji, kszta³towane s¹ nastêpuj¹ce cechy wypraski: orientacja makrocz¹steczek, udzia³ obszarów krystalicznych, stopieñ upakowania makrocz¹steczek. Ponadto zastosowana temperatura formy decyduje o wygl¹dzie powierzchni, widocznych liniach ³¹czenia, naprê eniach w³asnych w wyrobie i innych. [1-3] Z tych wzglêdów termostatowanie formy jest konieczne dla uzyskania po ¹danych cech wyrobu. Równomierny odbiór ciep³a od œciany formy uzyskuje siê poprzez poprawne rozmieszczenie kana³ów ch³odz¹cych, ich œrednicê oraz odleg³oœæ od powierzchni formuj¹cej. Niestety czêsto wskutek skomplikowanej budowy stempla i matrycy formuj¹cej nie mo na odwzorowaæ dok³adnie tego samego sposobu ch³odzenia w obydwu czêœciach formy. Wystêpuj¹ce ró nice temperatury stempla i matrycy mog¹ skutkowaæ nierównomiernym skurczem i powodowaæ deformacje wypraski. Ponadto zastosowanie szeregowego uk³adu ch³odzenia, w którym ch³odziwo przep³ywa przez kana³y ch³odz¹ce w kilku obiegach, powoduje jego nagrzanie i asymetriê odbioru ciep³a z elementów formuj¹cych. Nagrzanie ch³odziwa spowodowane bêdzie m.in. przez du ¹ powierzchniê wymiany ciep³a (powierzchnie kana³ów), jak równie zmniejszenie natê enia przep³ywu ch³odziwa wskutek spadku ciœnienia w d³ugich kana³ach. Jedn¹ z wad wypraski, powstaj¹cych podczas procesu wtryskiwania, jest niepo ¹dana deformacja jej kszta³tu bêd¹ca nastêpstwem skurczu. Po pewnym czasie od uformowania wypraski mo e nast¹piæ jej skrêcenie, pofa³dowanie powierzchni, nieproporcjonalna zmiana wymiarów, deformacja k¹tów. Powodem tego jest nierównomierny skurcz w poszczególnych fragmentach gotowego wyrobu. Deformacja, zwyczajowo okreœlania jako paczenie siê wypraski, jest spowodowana najczêœciej asymetrycznym odbiorem ciep³a od œcian wypraski, oraz orientacj¹ makrocz¹steczek [4]. Wypraska wskutek nierównomiernego odbioru ciep³a i ma³ej sztywnoœci ulega wypaczeniu, poniewa jedna strona jest poddana naprê eniom œciskaj¹cym natomiast przeciwleg³a naprê eniom rozci¹gaj¹cym. Dzieje siê tak na skutek ró - nego skurczu po obu stronach wypraski. W efekcie czeœæ wypraski formowana po stronie czêœci formy o ni szej temperaturze ulega wygiêciu w kierunku powierzchni formowanej przy œciance o wy szej temperaturze [5,6]. Nierównomierny odbiór ciep³a ze œciany wypraski powo-
24 156 Karol BULA, Dawid KUCHARSKI duje przesuniecie gor¹cego rdzenia i zmianê rozk³adu naprê eñ œciskaj¹cych i rozci¹gaj¹cych w przekroju wypraski. Jest tak e odpowiedzialny za zjawisko asymetrii termokinetycznej przep³ywu w gnieÿdzie formy jak równie za powstanie gradientu mikrostruktury w wytworach z polipropylenu [7-9]. Zró nicowanie skurczu w poszczególnych obszarach wypraski jest przyczyn¹ (podobnie jak zró nicowanie odkszta³ceñ) powstania bli ej nieokreœlonego stanu naprê- eñ w³asnych w wyprasce. W przypadku wyprasek o du- ej sztywnoœci naprê enia zostaj¹ utrwalone w wyprasce i wp³ywaj¹ na w³aœciwoœci wytrzyma³oœciowe materia³u. Je eli nominalne w³aœciwoœci mechaniczne zostan¹ zmniejszone, np. przez oddzia³ywanie œwiat³a, karbu, czynników agresywnych otoczenia itp., ujawniaj¹ siê w postaci mikrorys i pêkniêæ. W przypadku wyrobów o mniejszej sztywnoœci d¹ enie do stanu równowagi spowoduje wypaczenia wyprasek. Celem pracy by³o sprawdzenie poziomu deformacji wyprasek wtryskowych wykonanych z izotaktycznego polipropylenu otrzymanych przy niesymetrycznej temperaturze dwóch podzespo³ów formy z centralnie umieszczonym punktem wtrysku. Ponadto zaplanowano poœrednie okreœlenie naprê eñ w³asnych w wypraskach wtryskowych poprzez niestandardow¹ próbê zginania. 2. Czêœæ eksperymentalna Rys. 1. Rzuty wypraski wytworzonej w formie z wlewem bezpoœrednim: a) rzut z boku, b) rzut od czo³a, obszar zakreskowany oznacza miejsce wycinania próbek do testu zginania Analizê wp³yw asymetrii temperatury formy wtryskowej na odkszta³cenia wyprasek wtryskowych przeprowadzono przy u yciu próbek w kszta³cie prostopad³oœcianu o gruboœci 4 mm. Próbki wytwarzano z homopolimeru Moplen HP648T o wskaÿniku szybkoœci p³yniêcia 53 g/10min. Zakres temperatury uplastyczniania wynosi³ C, prêdkoœæ wtrysku 115 mm/s. Zastosowano formê zimno-kana³ow¹ z wlewem bezpoœrednim, z gniazdem o wymiarach mm. Formê ch³odzono wod¹ w uk³adzie kana³ów U. Kana³y o œrednicy 10 mm rozmieszczono w odleg³oœci 16,25 mm do gniazda formy (ruchoma czêœæ formy) oraz w odleg³oœci 14 mm od p³aszczyzny styku p³yty formuj¹cej p³askiej z wyprask¹ (czêœæ nieruchoma). Program badañ dotyczy³ wytwarzania wyprasek w formie termostatowanej, dla której sekwencyjnie zmieniano temperaturê: czeœæ nieruchoma/czêœæ ruchoma odpowiednio: 30 C/30 C, 30 C/45 C, 30 C/60 C, 30 C/75 C, a tak e czeœæ ruchoma/czêœæ nieruchoma odpowiednio: 45 C/30 C, 60 C/30 C, 75 C/30 C. Czas ch³odzenia wynosi³ w ka dym cyklu 50 s. Po wyjêciu wypraski z formy wtryskowej zauwa ono deformacje wypraski, której krawêdzie uleg³y wygiêciu w kierunku czêœci formy o ni szej temperaturze. Wypraski wtryskowe pos³u y³y do wyciêcia prostopad³oœciennych próbek o wymiarach mm. Wymiary wypraski oraz miejsce pobrania próbek zamieszczono na rysunku 1. Wyciête próbki poddano niestandardowej próbie zginania w celu okreœlenia si³y potrzebnej do wyprostowania zdeformowanej próbki, zniwelowania ugiêcia. Badania przeprowadzono na maszynie Instron 4481 z wykorzystaniem rewersora. Na podstawie pomiarów si³y obliczono tak e naprê enia zginaj¹ce. Odkszta³cenia powierzchni wyprasek wyznaczono z wykorzystaniem optycznego skanera 3D ATOS II, który z dok³adnoœci¹ do ±0,02 mm rejestrowa³ po³o enie punktów na powierzchni wypraski i umo liwi³ graficzne odwzorowanie jej kszta³tu. Rejestrowano punkty na powierzchni wyprasek i odniesiono wspó³rzêdne punktów do wspó³rzêdnych punktów, które utworzy³y powierzchniê bazow¹. Powierzchnia bazowa zosta³a uprzednio okreœlona poprzez skanowanie wyprasek uzyskanych dla nastaw temperatury formy: 30 C/30 C. W trakcie przeprowadzania eksperymentu rejestrowano temperaturê formy wtryskowej dwoma czujnikami umieszczonymi w ka dej z p³yt formuj¹cych. Dok³adnoœæ pomiaru temperatury wynosi³a ± 0,6 C. Temperaturê rejestrowano z wykorzystaniem 24-bitowego przetwornika NI Rejestrowano zmiany temperatury formy w pobli u wlewka oraz krawêdzi wypraski. Rysunek 2 przedstawia po³o enie czujników temperatury oraz uk³ad kana³ów ch³odz¹cych. Przyk³adowy przebieg zmian temperatury elementów formuj¹cych dla za³o onej asymetrii temperatury formy w funkcji czasu przedstawiono na rys. 3 oraz 4.


25 Analiza odkszta³ceñ wyprasek wtryskowych wytwarzanych w warunkach asymetrii temperatury formy 157 Rys. 3. Wykres zmiany temperatury p³yt formuj¹cych w funkcji czasu dla programu nastaw temperatury: czêœæ ruchoma 30 C / czêœæ nieruchoma 45 C Na rys. 3 i 4 mo na zaobserwowaæ, e temperatura mierzona czujnikiem nr 2 oraz czujnikiem nr 4 znacznie przekracza temperaturê zak³adan¹, ustalon¹ w termostacie. Dzieje siê tak poniewa termopara umiejscowiona jest blisko tulei wtryskowej, która ma wy sza temperaturê na skutek przylegania do dyszy uk³adu uplastyczniaj¹cego. Nale y zaznaczyæ, e proces prowadzono bez odsuwania uk³adu uplastyczniaj¹cego w fazie ch³odzenia wypraski z uwagi na otwart¹ dyszê i mo liwoœæ wyciekania z niej tworzywa o du ym MFR. Dodatkowym czynnikiem powoduj¹cym podwy szenie temperatury w okolicy tych czujników by³o gor¹ce tworzywo. Nale y podkreœliæ, e dla czêœci nieruchomej formy cykliczne zmiany temperatury by³y œrednio o oko³o 10 C wy sze od nastaw. Najwiêksz¹ amplitudê zmian temperatury zanotowano dla czujników 2 oraz 4. W ka dym przypadku wartoœci rejestrowane by³y wy sze od nastaw. Rys. 2. Rzuty p³yt formuj¹cych wraz z rozmieszczeniem kana³ów ch³odz¹cych oraz umiejscowieniem czujników temperatury (1 4), a) p³yta formuj¹ca od strony wlewka, nieruchoma, b) p³yta formuj¹ca z gniazdem, p³yta ruchoma 3. Wyniki badañ Po wytworzeniu próbek w procesie wtryskiwania do formy termostatowanej z za³o on¹ asymetri¹ temperatury formy zauwa ono prawid³owoœæ, próbki w kszta³cie prostopad³oœcianu ulega³y wygiêciu w kierunku czeœæ formy o ni szej temperaturze. Jest to skutek przesuniêcia gor¹cego rdzenia wypraski w kierunku czêœci formy o wy szej temperaturze, oraz nierównomiernego rozk³a- Rys. 4. Wykres zmiany temperatury p³yt formuj¹cych w funkcji czasu dla programu nastaw temperatury: czêœæ ruchoma 30 C / czêœæ nieruchoma 75 C


26 158 Karol BULA, Dawid KUCHARSKI Rys. 5. Wyniki pomiaru si³y zginaj¹cej, dla próbek pochodz¹cych z serii 30 C / 45 C Rys. 6. Wyniki pomiaru si³y zginaj¹cej, dla próbek pochodz¹cych z serii 30 C / 75 C du naprê eñ rozci¹gaj¹cych w przekroju wypraski, opisywane w literaturze [5,6]. Zjawisku nierównomiernej krystalizacji polipropylenu, zwi¹zanej z gradientem temperatury wewn¹trz wypraski i wspomnianej lokalizacji gor¹cego rdzenia, towarzyszy nierównomierny skurcz objêtoœciowy oraz tworzenie siê lokalnie naprê eñ w³asnych. W celu oszacowania naprê eñ w³asnych w wypraskach wykonano test zginania trójpunktowego belek wyciêtych zgodnie ze schematem zamieszczonym na rysunku 1. Test okreœlono jako niestandardowa próba zginania, a celem badania by³o okreœlenie si³y potrzebnej do odkszta³cenia próbki, w taki sposób, aby zniwelowaæ jej ugiêcie, które by³o wynikiem asymetrycznego ch³odzenia. Dokonywano tylko pomiaru si³y, pomijaj¹c strza³kê ugiêcia. Test przeprowadzono z prêdkoœci¹ przesuwu trawersy 10 mm/min. Na rysunkach 5-6 przedstawiono wykresy zmiany si³y w funkcji przemieszczenia trawersy do momentu wyprostowania belki. Kolejnym krokiem by³o obliczenie wartoœci naprê enia zginaj¹cego, przy uwzglêdnieniu wskaÿnika wytrzyma³oœci przekroju na zginanie belki o przekroju prostok¹ta i wymiarach nominalnych 10 4 mm. Wzór do obliczenia naprê enia zginaj¹cego: M max (1) W gdzie: M max maksymalny moment gn¹cy, W wskaÿnik wytrzyma³oœci przekroju na zginanie. Wartoœci si³y koniecznej do zniwelowania ugiêcia próbki przedstawiono w tabeli 1. Z otrzymanych danych eksperymentalnych (przyk³ady na rys. 5,6) jednoznacznie wynika, e w celu wyprostowania lub inaczej formu³uj¹c zni-
![Analiza odkszta³ceñ wyprasek wtryskowych wytwarzanych w warunkach asymetrii temperatury formy 159 Naprezenia zginajace [Pa] 4000 3500 3000 2500 2000 1500 1000 500 0 30-45 30-60 30-75 45-30 60-30](/docs-images/72/67951893/images/27-0.jpg "75-30 Rys. 7.")
 (rys. 7).")


27 Analiza odkszta³ceñ wyprasek wtryskowych wytwarzanych w warunkach asymetrii temperatury formy 159 Naprezenia zginajace [Pa] Rys. 7. Wartoœci naprê eñ zginaj¹cych dla próbek z asymetrycznie termostatowan¹ form¹ (podpisy osi X dotycz¹ programu nastaw temperatury ruchomej i nieruchomej czêœci formy) welowania ugiêcia belki, najwiêksz¹ si³¹ nale y obci¹ yæ próbki wyciête z wyprasek, które wytwarzano przy najwiêkszej asymetrii temperatury formy (w zapisie umownym: 30 C-75 C oraz 75 C-30 C) (rys. 7). Równoczeœnie stwierdzono, e naprê enia zginaj¹ce towarzysz¹ce wyprostowaniu próbki wynosz¹ 3,57 MPa dla asymetrii temperatury formy: 30 C-75 C. Prostoliniowy kszta³t wykresów zmian wartoœci si³y w funkcji przemieszczenia trawersy zarejestrowany dla wszystkich próbek, œwiadczy o wystêpowaniu tylko odkszta³ceñ sprê ystych. Taki przebieg sugeruje, e w ka dym przypadku po zakoñczeniu badania próbki powróci³y do pierwotnego kszta³tu. Pomiary odkszta³cenia wyprasek wtryskowych przeprowadzono z wykorzystaniem optycznego skanera 3D ATOS II, który z dok³adnoœci¹ do ±0,02 mm rejestrowa³ po³o enie punktów na powierzchni wypraski i umo liwi³ graficzne odwzorowanie jej kszta³tu. Pomiary wykonano dla ka dego uk³adu temperatury formy, tak e dla nastawy Badano powierzchnie wypraski ukszta³towan¹ przez czêœæ nieruchom¹ formy, od strony uk³adu wlewowego maj¹c¹ bezpoœredni kontakt z gor¹c¹ dysz¹ wtryskow¹. Na rys. 8 przedstawiono wyniki uzyskane przy skrajnych nastawach temperatury ch³odzenia podzespo³ów a) b) c) d) Rys. 8. Odkszta³cenia wyprasek uzyskane z wykorzystaniem skanera 3D, ilustrujaca odksztacenia powierzchni wyprasek od strony wlewka, dla nastaw temepratury formy: a) 30-30, b) 30-45, c) 30-60, d) 30-75

28 160 Karol BULA, Dawid KUCHARSKI Tab. 1. Wyniki pomiarów si³y zginaj¹cej oraz obliczonego naprê enia zginaj¹cego, w niestandardowej próbie trójpunktowego zginania Umowny zapis asymetrii temperatury formy Œrednia wartoœæ si³y zginaj¹cej, F [N] Odchylenie standardowe, S [N] Moment gn¹cy, M max [N m] WskaŸnik wytrzyma³oœci przekroju na zginanie, W [m 3 ] Naprê enia zginaj¹ce (obliczone), [Pa] ,69 0,74 0,174 0, ,91 0,43 0,198 0, ,9 0,3 0,238 0, ,25 0,37 0,165 0, ,24 0,56 0,205 0, ,55 0,89 0,231 0, formy. Badania wykaza³y, e wraz ze zwiêkszaniem ró - nicy temperatury podzespo³ów formy nastêpuje zwiêkszanie stopnia deformacji wyprasek. Nie stwierdza siê znacz¹cych oddzia³ywañ rozmieszczenia kana³ów ch³odz¹cych na deformacjê wypraski. Wtryskiwane wyroby w wiêkszoœci przypadków ulegaj¹ równomiernej deformacji we wszystkich kierunkach. Badania skanerem 3D Rys. 9. Zestawienie wartoœci maksymalnego odkszta³cenia próbek oraz zarejestrowanej przez system skanera 3D geometrii bocznej œciany wyprasek próbek prostopad³oœciennych wykaza³y, e dla najwiêkszej asymetrii temperatury formy 30 C-75 C odkszta³cenie krawêdzi wypraski wynosi 2,3 mm w odniesieniu do powierzchni bazowej, dla warunków 30 C-60 C odkszta³cenie to wynosi 1,2 mm, natomiast dla asymetrii 30 C-45 C oko³o 1 mm (rys. 9). 4. Wnioski Wyniki przeprowadzonych badañ wykaza³y jednoznacznie, e asymetria temperatury formy ma istotny wp³yw na poziom odkszta³ceñ wypraski z polipropylenu o gruboœci 4 mm, nawet dla ró nicy temperatury podzespo³ów formy wynosz¹cej 15 C. Rejestrowanie temperatury formy ujawni³o, e istnieje wyraÿne oddzia³ywanie gor¹cego tworzywa w dyszy wtryskowej na temperaturê podzespo³ów formy zamocowanej na stole nieruchomym wtryskarki. Tak e lokalizacja punktu wtrysku, a w przypadku wlewu bezpoœredniego z tulei wtryskowej, wp³ywa na proces zestalania wypraski, a nastêpnie na jej skurcz i deformacjê. Zmierzono si³y potrzebne do zniwelowania ugiêcia próbki, które nastêpnie pos³u y³y do wyznaczenia naprê enia zginaj¹cego, stanowi¹cego poœredni¹ informacjê o naprê eniach w³asnych w wypraskach wtryskowych z polipropylenu. Sposób wyciêcia belek z wyprasek prostopad³oœciennych sugeruje jednak, e nie s¹ to wartoœci adekwatne dla ca³ej wypraski, jedynie dla reprezentatywnego wycinka. Z wykorzystaniem skanera optycznego wyznaczono odkszta³cenie wyprasek. Dowiedziono prawid³owoœci, która zaistnia³a pomiêdzy wzrastaj¹cym stopniem odkszta³cenia próbek i wzrostem naprê eñ zginaj¹cych, które zmierzono przy zniwelowaniu ugiêcia próbek. Wydaje siê, e dalsze badania powinny byæ prowadzone w oparciu o pomiary deformacji w zale noœci od czasu przebywania materia³u w formie wtryskowej, co jest bardzo interesuj¹ce z punktu widzenia kompromisu wi¹ ¹cego wydajnoœæ technologii (skrócenie ch³odzenia) a koniecznoœci¹ utrwalenia kszta³tu przez narzêdzie formuj¹ce. Podziêkowania Praca zosta³a sfinansowana ze œrodków pochodz¹cych z programu /13 DS-PB. Literatura 1. Praca zbiorowa pod redakcj¹ Wilczyñski K., Przetwórstwo tworzyw sztucznych, Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa Smorawiñski A. Technologia wtrysku, Wydawnictwo Naukowo-Techniczne, Warszawa Postawa P., Skurcz przetwórczy wyprasek a warunki wtryskiwania, 2005, Polimery, vol. 50, str Zawistowski H., Frenkler, D. Konstrukcja form wtryskowych do tworzyw termoplastycznych, Wydawnictwo Naukowo- -Techniczne, Warszawa 1984.
29 Analiza odkszta³ceñ wyprasek wtryskowych wytwarzanych w warunkach asymetrii temperatury formy Beaumont J. P., Runner and Gating Design Handbook, Carl Hanser Verlag, Munich, 2004r. 6. Kwiecieñ J., Paczenie wyprasek, PlastNews, Poradnik przetwórcy tworzyw sztucznych 7/2007, str Boci¹ga E., Jaruga T., Lubczyñska K., Gnatowski A., Warpage of injection molded parts as the result of mold temperature differences, 2010, Archives of Materials science and Engineering, vol. 44, 1, str Boci¹ga E., Jaruga T., Wtryskiwanie precyzyjne, 2008, Kom. Bud. Ekspl. Masz. Elektrotech. Bud. OL PAN, str Jaruga T., Struktura wyprasek wtryskowych uzyskana przy ró - nych wartoœciach temperatury formy, Praca zbiorowa pod red. E. Boci¹gi Przetwórstwo materia³ów polimerowych, 2010, Wydawnictwo CWA Regina Poloniae, Czêstochowa, str
30 162 Danuta CHMIELEWSKA, ANDRZEJEWSKI, Mateusz BARCZEWSKI, Tomasz STERZEÑSKI Danuta CHMIELEWSKA, CHMIELEWSKA*, ANDRZEJEWSKI, Mateusz BARCZEWSKI, Tomasz STERZEÑSKI Politechnika Poznañska, Instytut Technologii Materia³ów * danuta.chmielewska@doctorate.put.poznan.pl Wp³yw silseskwioksanów na palnoœæ i w³aœciwoœci mechaniczne kompozytów epoksydowych Streszczenie: W pracy przedstawiono wyniki badañ palnoœci i w³aœciwoœci mechanicznych kompozytów epoksydowych modyfikowanych silseskwioksanami. Badania przeprowadzono dla popularnej ywicy epoksydowej Epidian 6, utwardzanej trietylenotetraamin¹ (Z1), z której wykonano odlewy. Wytworzono kompozyty o zawartoœci 0,5;1;1,5;2 % mas. POSS. Metod¹ poziomego palenia siê okreœlono klasê palnoœci badanych materia³ów. Zbadano równie w³aœciwoœci mechaniczne kompozytów takie jak udarnoœæ Charpey ego oraz twardoœc Shore a D. THE INFLUENCE OF SILSEQUIOXANES ON FLAMMABILITY AND THE MECHANICAL PROPERTIES OF EPOXY COMPOSITES Abstract: The results of flammability measurements and mechanical properties of modified epoxy composites with silsesqioxane have been presented in this paper. The composites were prepared from the epoxy resin Epidian 6 mixed with amine curing agent as a matrix, and three types of silsesquioxanes (POSS) as modifier at 0.5, 1, 1.5, 2 wt. %. Flammability of the samples was studied by horizontal burning tests. The mechanical properties of the composites such as Charpy impact strength and hardness Shore D have been investigated. WSTÊP Materia³om polimerowym wykorzystywanym w przemyœle stawia siê coraz wy sze wymagania bezpieczeñstwa, dlatego te wa ne jest poszukiwanie modyfikatorów mog¹cych poprawiaæ w³aœciwoœci tych tworzyw. ywice epoksydowe nale ¹ do grupy tworzyw chemoutwardzalnych, które w procesie utwardzania tworz¹ usieciowane, nierozpuszczalne tworzywa o du ej wytrzyma³oœci mechanicznej, dobrych w³aœciwoœciach elektroizolacyjnych i du ej odpornoœci chemicznej [1]. Materia³y te znajduj¹ zastosowanie w przemyœle stoczniowym, lotniczym i budowlanym [2,3]. Niestety wad¹ ywic epoksydowych jest ich palnoœæ oraz du a iloœæ dymu wydzielaj¹cego siê podczas procesu palenia. Obni enie palnoœci materia³ów polimerowych uzyskuje siê wprowadzaj¹c do osnowy œrodki obni aj¹ce palnoœæ takie jak antypireny [4]. W ostatnim czasie prowadzono wiele badañ nad popraw¹ w³aœciwoœci materia³ów polimerowych w tym osnowy epoksydowej poprzez zastosowanie oligomerycznych silseskwioksanów (POSS) lub innych zwi¹zków krzemoorganicznych, jako modyfikatorów [6-10]. Wieloœcienne, oligomeryczne silseskwioksany zawieraj¹ w swojej budowie atomy krzemu tworz¹ce strukturê w formie klatki, otoczonej oœmioma reaktywnymi lub obojêtnymi grupami funkcyjnymi [11-12]. Zwi¹zki te, mo na ³¹czyæ z polimerami i monomerami poprzez kopolimeryzacjê, szczepienie lub mieszanie [6,7]. Wprowadzanie do osnowy epoksydowej zwi¹zków POSS ma na celu poprawê w³aœciwoœci mechanicznych, stabilnoœci termicznej oraz odpornoœci ogniowej tych materia³ów. 2.1 Materia³ METODYKA BADAÑ Przedmiotem badañ by³a ywica epoksydowa produkcji Zak³adów Chemicznych Organika Sarzyna: Epidian 6 (EP6) o liczbie epoksydowej 0,51-0,54 mol/100g oraz lepkoœci [mpa s], jako utwardzacz zastosowano trietylenotetraaminê (Z1). Jako modyfikatory zastosowano trzy typy silseskwioksanów: (epoxypropyloksy-propylo)dimetylosiloksy-hepta(izobutylo)pentacyklo-oktasiloksan (GlyPOSS), oktakis(dimetylosiloksy,glicydoksypropylo)oktasileskwioksan (8GlyPOSS), Tabela 1. Nazewnictwo badanych kompozytów Table 1. Name of the composites Zawartoœæ % mas. Typ zastosowanego modyfikatora / nazwa próbki GlyPOSS 8GlyPOSS AlPOSSPh 0 EP6 EP6 EP6 0,5 EP6_0,5 GlyPOSS EP6_0,5 8GlyPOSS EP6_0,5 AlPOSSPh 1 EP6_1 GlyPOSS EP6_1 8GlyPOSS EP6_1 AlPOSSPh 1,5 EP6_1,5 GlyPOSS EP6_1,5 8GlyPOSS EP6_1,5 AlPOSSPh 2 EP6_2 GlyPOSS EP6_2 8GlyPOSS EP6_2 AlPOSSPh
 GlyPOSS; II) 8GlyPOSS; III) AlPOSSPh bis(heptafenyloglinosilseskwioksan) (AlPOSSPh). Strukturê chemiczn¹ stosowanych zwi¹zków POSS przedstawiono na rys. 1. 2.")
31 Wp³yw silseskwioksanów na palnoœæ i w³aœciwoœci mechaniczne kompozytów epoksydowych 163 w czasie 3 godzin w temperaturze 100 C. Nazewnictwo próbek zestawiono w tabeli Metodyka badañ Rys. 1. Schemat budowy chemicznej POSS: I) GlyPOSS; II) 8Gly- POSS; III) AlPOSSPh Fig. 1. Structure of POSS: I) GlyPOSS; II) 8GlyPOSS; III) AlPOSSPh bis(heptafenyloglinosilseskwioksan) (AlPOSSPh). Strukturê chemiczn¹ stosowanych zwi¹zków POSS przedstawiono na rys Przygotowanie próbek Zwi¹zki GlyPOSS i AlPOSSPh rozpuszczano w acetonie w stosunku 1:1 i dyspergowano z u yciem homogenizatora ultradÿwiêkowego Sonopuls, przy czêstotliwoœci 20 khz, a do uzyskania jednorodnej mieszaniny. Oktakis (dimetylosiloksy,glicydoksypropylo) oktasileskwioksan wystêpuje w postaci oleistej cieczy, dlatego te rozpuszczenie tego zwi¹zku w acetonie nie by³o konieczne. Nastêpnie wytworzono mieszaninê ywicy epoksydowej Epidian 6 ze zwi¹zkami POSS stosuj¹c mieszad³o mechaniczne. Wykonano mieszanki o zawartoœci od 0,5 do 2 % mas. POSS w stosunku do ywicy epoksydowej. Nastêpnie kompozycje ³¹czono z utwardzaczem stosuj¹c mieszad³o mechaniczne. Iloœæ utwardzacza by³a zgodna z zaleceniami producenta i wynosi³a 13 czêœci wagowych œrodka utwardzaj¹cego na 100 czêœci ywicy. Mieszaniny odgazowywano w komorze pró niowej w czasie 20 minut, nastêpnie wykonano odlewy w specjalnie przygotowanych formach. Próbki utwardzano w temperaturze otoczenia 23 C, w czasie 24 godzin oraz dotwardzano Ocena palnoœci kompozytów Badanie zagro enia ogniowego przeprowadzono zgodnie z norm¹ PN-EN metod¹ poziomego palenia siê. Analizie poddano znormalizowane beleczki o wymiarach mm. Badano trzy próbki, ka da by³a oznakowana dwoma liniami prostopad³ymi do osi wzd³u nej prêta w odleg³oœci 25 mm i 100 mm od koñca próbki, który ma byæ zapalony. Czas podpalania próbki wynosi³ 30 sekund, odcinek pomiarowy zawiera³ siê pomiêdzy lini¹ 25 a 100. Nastêpnie mierzono czas palenia siê próbek i wyznaczano liniow¹ szybkoœæ palenia siê wed³ug wzoru przedstawionego poni ej. L V 60 gdzie: t V liniowa szybkoœæ palenia siê [mm/min], L uszkodzona d³ugoœæ próbki [mm], t czas [s] Badania udarnoœci Pomiar udarnoœci przeprowadzono stosuj¹c metodê Charpy ego dla próbek bez karbu, wed³ug normy PN-EN ISO Badania przeprowadzono przy u yciu maszyny INSTRON Woolpert PW9, wyposa onej w m³ot o energii potencjalnej 25 J. Badania twardoœci Pomiary twardoœci kompozytów w skali Shore a D wykonano przy u yciu cyfrowego twardoœciomierza firmy Zwick. 3. WYNIKI BADAÑ I ICH OMÓWIENIE Ocena palnoœci kompozytów Obliczone szybkoœci palenia siê kompozytów zestawiono w tabelach 2-4. Dla dodatku GlyPOSS (tab.2) obni- enie szybkoœci palenia siê materia³ów epoksydowych zanotowano przy dodatku zaledwie 0,5 % masowych, dla próbek o wy szych stê eniach nie zaobserwowano znacz¹cego obni enia szybkoœci palenia. W przypadku drugiej grupy kompozytów dodatek zwi¹zku 8GlyPOSS nie wp³yn¹³ na obni enie szybkoœci palenia siê dla stê eñ 0,5; 1; 2% mas.; palnoœæ kompozytów by³a zbli ona do palnoœci próbki referencyjnej (tab.3). Dla próbek o zawartoœci 1,5 % mas. 8GlyPOSS zaobserwowano minimalne zmniejszenie szybkoœci palenia siê. Natomiast kompozyty epoksydowe modyfikowane zwi¹zkiem AlPOSSPh, charakteryzowa³y siê ni szymi wartoœciami liniowej prêdkoœci palenia (tab.4). Zalet¹ tej grupy materia³ów by³a równie znaczna iloœæ popio³u wytwarzana podczas palenia oraz brak spadaj¹cych kropel uszkodzonego materia³u. Wygl¹d wszystkich badanych próbek przedstawiono na rysunkach 2-4. Badania udarnoœci Wprowadzenie do osnowy epoksydowej dodatku GlyPOSS wp³ynê³o na obni enie wartoœci udarnoœci


32 164 Danuta CHMIELEWSKA, ANDRZEJEWSKI, Mateusz BARCZEWSKI, Tomasz STERZEÑSKI Tabela 2. Palnoœæ kompozytów epoksydowych z dodatkiem GlyPOSS Table 2. The flammability of epoxy composites with GlyPOSS Nazwa próbki EP6 EP6 0,5_GlyPOSS EP6 1_GlyPOSS EP6 1,5_GlyPOSS EP6 2_GlyPOSS V [mm/min] 19,45 7,81 14,87 14,82 19,03 Klasyfikacja HB40 spe³nia spe³nia spe³nia spe³nia spe³nia Spadaj¹ce krople tak tak tak tak tak Tabela 3. Palnoœæ kompozytów epoksydowych z dodatkiem 8GlyPOSS Table 3. The flammability of epoxy composites with 8GlyPOSS Nazwa próbki EP6 EP6 0,5_8GlyPOSS EP6 1_8GlyPOSS EP6 1,5_8GlyPOSS EP6 2_8GlyPOSS V [mm/min] 19,45 19,89 19,43 12,78 19,42 Klasyfikacja HB40 spe³nia spe³nia spe³nia spe³nia spe³nia Spadaj¹ce krople tak tak tak tak tak Tabela 4. Palnoœæ kompozytów epoksydowych z dodatkiem AlPOSSPh Table 4. The flammability of epoxy composites with AlPOSSPh Nazwa próbki EP6 EP6 0,5_AlPOSSPh EP6 1_AlPOSSPh EP6 1,5_AlPOSSPh EP6 2_AlPOSSPh V [mm/min] 19,45 9,27 8,12 14,93 9,16 Klasyfikacja HB40 spe³nia spe³nia spe³nia spe³nia spe³nia Spadaj¹ce krople tak nie nie nie nie kompozytów (rys.5). Równie udarnoœæ kompozytów modyfikowanych zwi¹zkiem 8GlyPOSS znacznie zmala- ³a (rys.6) w porównaniu z udarnoœci¹ próbek niemodyfikowanych. Natomiast dla kompozytów epoksydowych modyfikowanych AlPOSSPh zaobserwowano wzrost udarnoœci dla próbek o zawartoœci 2% mas. tego modyfikatora (rys.7). Zmiany udarnoœci spowodowane wprowadzeniem zwiazków POSS wynikaj¹ prawdopodobnie z modyfikacji wzajemnego u³o enia ³añcuchów epoksydowych, jako efekt wprowadzenia przestrzennych klatek z ³añcuchami bocznymi lub zmiany stopnia usieciowania ywicy. Badania twardoœci Wyniki pomiarów twardoœci dla wszystkich kompozytów zestawiono tabeli 5. Twardoœæ badanych kompozytów epoksydowych z dodatkami POSS wynosi³a œrednio 77 Rys. 2. Wygl¹d kompozytów ywicy epoksydowej ze zwi¹zkiem Gly- POSS po próbie palnoœci Fig. 2. Structure of epoxy composites with GlyPOSS after horizontal burning test Rys. 3. Wygl¹d kompozytów ywicy epoksydowej ze zwi¹zkiem 8Gly- POSS po próbie palnoœci Fig. 3. Structure of epoxy composites with 8GlyPOSS after horizontal burning test
![Wp³yw silseskwioksanów na palnoœæ i w³aœciwoœci mechaniczne kompozytów epoksydowych 165 Udarnoœæ [kj/m 2 ] 12 10 8 6 4 2 0 Udaroœæ kompozytów epoksydowych z dodatkiem GlyPOSS 0 0,5 1 1,5 2 zawartoœæ](/docs-images/72/67951893/images/33-0.jpg "% mas. GlyPOSS Rys. 5. Udarnoœæ kompozytów epoksydowych z dodatkiem GlyPOSS Fig. 5. The impact strength of epoxy composites with GlyPOSS Rys. 4.")
33 Wp³yw silseskwioksanów na palnoœæ i w³aœciwoœci mechaniczne kompozytów epoksydowych 165 Udarnoœæ [kj/m 2 ] Udaroœæ kompozytów epoksydowych z dodatkiem GlyPOSS 0 0,5 1 1,5 2 zawartoœæ % mas. GlyPOSS Rys. 5. Udarnoœæ kompozytów epoksydowych z dodatkiem GlyPOSS Fig. 5. The impact strength of epoxy composites with GlyPOSS Rys. 4. Wygl¹d kompozytów ywicy epoksydowej ze zwi¹zkiem AlPOSSPh po próbie palnoœci Fig. 4. Structure of epoxy composites with AlPOSSPh after horizontal burning test w skali Shore a D. Natomiast twardoœæ ywicy epoksydowej wynosi³a 77,8. Dodatek modyfikatorów POSS nie mia³ znacznego wp³ywu na wartoœæ twardoœci, jedynie dla kompozytów EP6 2_AlPOSSPh zaobserwowano nieznaczny wzrost twardoœci do 80 w skali Shore a D. WNIOSKI W zale noœci od zawartych w ich budowie grup funkcyjnych, zwi¹zki POSS wprowadzane do ywicy epoksydowej wp³ywaj¹ na palnoœæ tych materia³ów. Zalet¹ stosowania silsekwioksanów jako modyfikatorów jest fakt, e podczas procesu spalania zwi¹zki te wytwarzaj¹ war- Tabela 5. Twardoœæ Shore a D kompozytów epoksydowych Table 5. The Shore a D hardness of the sepoxy composites Nazwa Twardoœæ Shore a D Nazwa Twardoœæ Shore a D Nazwa Twardoœæ Shore a D EP6 77,8 EP6 77,8 EP6 77,8 EP6 0,5_GlyPOSS EP6 1_GlyPOSS EP6 1,5_GlyPOSS EP6 2_GlyPOSS 76,6 77,8 78,2 77,1 EP6 0,5_8GlyPOSS EP6 1_8GlyPOSS EP6 1,5_8GlyPOSS EP6 2_8GlyPOSS 76,3 72,9 71,5 77,3 EP6 0,5_AlPOSSPh EP6 1_AlPOSSPh EP6 1,5_AlPOSSPh EP6 2_AlPOSSPh 77,9 78,9 77,7 80,2 Udarnoœæ [kj/m 2 ] Udarnoœæ kompozytów epoksydowych z dodatkiem 8GlyPOSS Rys. 6. Udarnoœæ kompozytów epoksydowych z dodatkiem 8GlyPOSS Fig. 6. The impact strength of epoxy composites with 8GlyPOSS 0 0,5 1 1,5 2 zawartoœæ %mas. 8GlyPOSS
34 166 Danuta CHMIELEWSKA, ANDRZEJEWSKI, Mateusz BARCZEWSKI, Tomasz STERZEÑSKI Udarnoœæ [kj/m 2 ] Udarnoœæ kompozytów epoksydowych z dodatkiem AlPOSSPh 0 0,5 1 1,5 2 zawartoœæ % mas. AlPOOSPh Rys. 7. Udarnoœæ kompozytów epoksydowych z dodatkiem AlPOSSPh Fig. 7. The impact strength of epoxy composites with AlPOSSPh stwê obojêtnej krzemionki na powierzchni materia³ów polimerowych, co obrazuj¹ zdjêcia próbek po badaniach palnoœci. Spoœród badanych silseskwioksanów AlPOSSPh wp³yn¹³ na poprawê w³aœciwoœci mechanicznych i termicznych kompozytów, poprzez hamowanie rozprzestrzeniania siê p³omienia i wytwarzanie du ej iloœci popio³u. Natomiast, dla kompozytów z dodatkami GlyPOSS i 8GlyPOSS nie stwierdzono poprawy odpornoœci na ogieñ. Równie w³aœciwoœci mechaniczne tych kompozytów nie uleg³y poprawie, w zwi¹zku z tym wprowadzenie tych dodatków jako œrodków obni aj¹cych palnoœæ nie jest rekomendowane. W dalszych pracach celowe jest zbadanie w³aœciwoœci termicznych kompozytów epoksydowych z wiêkszym udzia³em masowym modyfikatorów POSS zawieraj¹cych grupy fenylowe, izobutylowe oraz glicydowe Podziêkowania Praca wykonana w ramach grantu Projekt nr UDA- -POIG /09 pt. Silseskwioksany jako nanonape³niacze i modyfikatory w kompozytach polimerowych. Autorzy sk³adaj¹ podziêkowania zespo³owi pana prof. dr. hab. B. Marciñca za przekazanie zastosowanych w pracy zwi¹zków POSS. Literatura [1] Czub P., Penczek P., Boñcza-Tomaszewski Z., Pielichowski J.: Chemia i technologia ywic epoksydowych, WNT Warszawa 2002, [2] Urbaniak M. A relationship between the glass transition temperature and the conversion degree in the curing reaction of the EPY epoxy system, Polimery 2011, 56, [3] Oleksy M., Oliwa R., Heneczkowski M.; Mossety-Leszczak B., Galina H., Budzik G. Kompozyty ywicy epoksydowej z modyfikowanymi bentonitami dla potrzeb przemys³u lotniczego, Polimery 2012, 57 [4] Pó³ka M., Analiza szybkoœci wydzielania ciep³a i dymu z materia- ³ów epoksydowych niemodyfikowanych i modyfikowanych œrodkami ogniochronnymi, Polimery 2011, 56, 10 [5] Murias P., Hieronim Maciejewski H., Galina H. Epoxy resins modified with reactive low molecular weight siloxanes, European Polymer Journal, 2012, 48, [6] Zhang, Z.; Liang G.; Wang X., The effect of POSS on the thermal properties of epoxy Polymer Bull 2007, 58, [7] Chen, G-X., Si, L., Lu, P., Li, Q. Epoxy hybrid composites cured with octaaminophenyl polyhedral oligomeric silsesquioxane, J Appl. Polym. Sci 2012, 125, 3929 [8] Lin P-H., Khare R., Molecular Simulation of Cross-Linked Epoxy and Epoxy-POSS Nanocomposite Macromolecules 2009, 42, [9] K. Kelar, K. Mencel, T. Sterzyñski, M. Dutkiewicz, H. Maciejewski, Modyfikowany silseskwioksanem (POSS) poliamid 6 wytwarzany metod¹ anionowej polimeryzacji -kaprolaktamu, Polimery 2012, 10, [10] Czarnecka-Komorowska D., Sterzyñski T., Maciejewski H., Dutkiewicz M., The effect of polyhedral oligomeric silsesquioxane (POSS) on morphology and mechanical properties of polyoxymethylene (POM), 2012, 12: 4, [11] Pielichowski K., Njuguna J., Janowski B., Pielichowski J.: Polyhedral Oligomeric Silsesquioxanes (POSS)-Containing Nanohybrid Polymers Adv. Polym. Sci. 2006, 201, 225. [12] Hao W., Hu J., Chen L., Zhang J., Xing L., Yang W.: Isoconversional analysis of non-isothermal curing process of epoxy resin/epoxide polyhedral oligomeric silsesquioxane composites, Polym. Test. 2011; 30, 355.

35 Wp³yw starzenia termicznego na w³aœciwoœci pojemników rozdmuchiwanych wytwarzanych z PE-HD 167 Katarzyna CISOÑ, Stanis³aw KUCIEL Politechnika Krakowska, Instytut In ynierii Materia³owej al. Jana Paw³a II 37, Kraków kcison3@gmail.com Wp³yw starzenia termicznego na w³aœciwoœci pojemników rozdmuchiwanych wytwarzanych z PE-HD Streszczenie. W pracy przedstawiono rezultaty badañ nad ocen¹ zmian zachodz¹cych w pojemnikach z PE-HD pod wp³ywem starzenia termicznego. Tego typu przyspieszone badania stanowi¹, w oparciu o zasadê równowagi termiczno-czasowej, podstawê oceny mo liwoœci sk³adowania p³ynów technicznych przez nastêpny sezon bez utraty szczelnoœci rozdmuchiwanego pojemnika. Dokonano oceny wp³ywu starzenia na zmianê podstawowych w³aœciwoœci mechanicznych i przetwórczych. Badania wykonano dla pojemników o ro nych kszta³tach nape³nianych p³ynami technicznymi letnimi i zimowymi. THE INFLUENCE OF THE THERMAL AGING PROCESS ON THE PROPERTIES OF CONTAINERS MADE BY BLOW MOULDING, PRODUCED FROM PE-HD Summary. The work shows the results of examinations made up to assess the changes that occur in the PE-HD containers during the thermal aging process. These accelerated types of examinations constitute, on the basis of time temperature balance rules, the base to assess the possibility of keeping the technical fluids for the following season without the loss of tightness of a blown up container. The assessments of the influence of thermal aging process on the changes in basic mechanical and processing properties were carried out for containers of different shape filled with technical fluids of summer and winter type. 1. Wstêp Opakowania formowane rozdmuchem stanowi¹ w Polsce 31% ca³ego rynku opakowañ z tworzyw sztucznych. W ich sk³ad wchodz¹ opakowania formowane technik¹ wyt³aczania z rozdmuchem oraz powstaj¹ce przez wtrysk z rozdmuchem 68% tego segmentu tworz¹ butelki PET, natomiast butelki i kanistry z PP oraz PE to ok. 29% [1, 2]. Opakowania z poliolefin stosowane s¹ g³ównie na produkty zwi¹zane z chemi¹ gospodarcz¹ oraz z kosmetykami. PE-HD wykorzystuje siê do produkcji pojemników na produkty spo ywcze (mleko, jogurty, przyprawy). Z poliolefin powstaj¹ równie kanistry, których u ywa siê do przechowywania ciek³ych produktów chemicznych (rozpuszczalników, olejów silnikowych) oraz do materia³ów niebezpiecznych, po spe³nieniu okreœlonych wymagañ. Pocz¹tek produkcji w Polsce datuje siê na 1954 rok, kiedy to zaczêto wytwarzanie butelek z PE-LD w Koniecpolu w Oddziale Opakowañ firmy INCO VERITAS. Wykorzystywano je na opakowania p³ynu do mycia naczyñ Ludwik. Dalszy rozwój tego typu tworzyw wynika³ z ich konkurencyjnej ceny oraz z coraz nowszych odmian i lepszych w³aœciwoœci. atwo to zauwa yæ na przyk³adzie PP, którego rozprzestrzenianie siê by³o wynikiem nowych odmian, które coraz bardziej nadawa³y siê do wyt³aczania z rozdmuchiwaniem (du ¹ zalet¹ jest ich przeÿroczystoœæ) [1, 3]. Strukturê rynku opakowañ w Polsce dzieli siê na 4 g³ówne segmenty (rys. 1): opakowania giêtkie (42,4%); opakowania formowane z rozdmuchem (33,4%); opakowania formowane wtryskowo (15,2%); opakowania termoformowalne z folii sztywnych (9%) [3]. Proces rozdmuchiwania jest wydajnym procesem cyklicznym. Rozdmuchiwanie swobodne (film blowing) jest realizowane w procesie wyt³aczania. Polega ono na wyt³aczaniu rury cienkoœciennej i natychmiastowym jej rozdmuchiwaniu strumieniem powietrza o niedu ym ciœnieniu, a nastêpnie wyci¹gniêciu za pomoc¹ urz¹dzenia odbieraj¹cego. W czasie rozdmuchiwania zachodzi przede wszystkim rozci¹ganie w kierunku obwodowym, natomiast podczas wyci¹gania rozci¹ganie w kierunku osiowym. Otrzymywana w ten sposób folia jest uwa ana za niezorientowan¹. Ca³y cykl rozdmuchiwania realizowany jest przez maszyny zwane wyt³aczarko-rozdmuchiwarkami, których zadaniem jest doprowadzenie tworzywa do stanu plastyczno-p³ynnego, a nastêpnie przemieszczenie go do g³owicy i rozdmuchanie do formy. Rys. 1. Struktura rynku opakowañ z tworzyw sztucznych w Polsce [3]


36 168 Katarzyna CISOÑ, Stanis³aw KUCIEL Wyprodukowany wyrób po sch³odzeniu jest usuwany z formy. Dok³adnoœæ wyrobów oraz wydajnoœæ procesu rozdmuchiwania zale y w g³ównej mierze od zastosowanej maszyny. W Polsce kilkadziesi¹t firm zajmuje siê produkcj¹ t¹ metod¹ pojemników i kanistrów z polietylenu o œredniej masie cz¹steczkowej, przeznaczonych na opakowania cieczy o ró nej gêstoœci, w tym takich substancji jak: silne kwasy, zasady czy roztwory alkoholowe do mycia i czyszczenia. góra 20 mm od nakrêtki œrodek w po³owie wysokoœci 2. Metodyka badañ Przedmiotem pracy s¹ badania wytrzyma³oœciowe pojemników otrzymywanych metod¹ rozdmuchiwania z polietylenu wysokiej gêstoœci Tipelin 6000B w celu oceny wp³ywu ró nych form starzenia termicznego i chemicznego na które s¹ nara one kanistry w trakcie ich eksploatacji (transportu i magazynowania). Praca powsta³a w wyniku wieloletniej wspó³pracy z firm¹ Opakomet z Krakowa producentem opakowañ rozdmuchiwanych, w oparciu o ich rzeczywiste problemy zwi¹zane z produkcj¹ i przechowywaniem przez d³u szy czas p³ynów technicznych takich jak: p³yny do spryskiwaczy czy p³yny do ch³odnic, w rozdmuchiwanych kanistrach z PE-HD. Dodatkowym celem przeprowadzonych badañ by³a ocena jakoœci oraz odpornoœci na naprê enia styczne produkowanych pojemników zgodnie z zaleceniami norm bran owych. Aby zrealizowaæ powy sze zamierzenia wykonano szereg badañ i pomiarów: badania na zgodnoœæ z PN-O odnoœnie odpornoœci pojemników na naprê enie statyczne i wytrzyma³oœæ mechaniczn¹ oraz korozjê naprê eniow¹; oznaczanie gêstoœci badanego polietylenu PN-EN ISO :2006; oznaczanie masowego wskaÿnika p³yniêcia przed i po starzeniu termicznym PN-EN ISO :2011; wykonywanie d³ugotrwa³ych dwutygodniowych symulacji starzenia termicznego w komorze temperaturowej w 60 C; badania w³aœciwoœci wytrzyma³oœciowych na próbkach wyciêtych z bocznych powierzchni próbek pojemników rozdmuchiwanych PN-EN ISO 527-1: pomiary gruboœci œcianek pojemników; badania wp³ywu temperatury na wytrzyma³oœæ mechaniczn¹ oraz korozjê naprê eniow¹. Badania zosta³y przeprowadzone na dwóch rodzajach pojemników, które ró ni³y siê pojemnoœci¹, kszta³tem oraz mas¹. Pojemniki mia³y pojemnoœæ 5 litrów i wa y³y przeciêtnie 145 g, oraz 2 litry i masê oko³o 65 g. Badania gruboœci œcianek pojemników, odpornoœci starzeniowej przy œciskaniu oraz wp³ywu temperatury na wielkoœæ si³y œciskaj¹cej przeprowadzano na ca³ych pojemnikach. WskaŸnik p³yniêcia by³ oznaczany przy u yciu granulatu przygotowanego z kanistrów, natomiast statyczn¹ próbê rozci¹gania przeprowadzono na próbkach wiose³kowych o wymiarach: mm. Miejsca miejsce wyciêcia próbki do badañ wytrzyma- ³oœciowych wycinania próbek do badañ wytrzyma³oœciowych oraz pomiarów gruboœci przedstawiono na rysunku 2. Wyniki badañ dno 20mm od bocznej œcianki Rys. 2. Miejsca wycinania próbek do badañ wytrzyma³oœciowych i pomiarów gruboœci pojemników Badania gruboœci œcianek bocznych pojemników wykonano na próbkach wyciêtych z kanistrów. Mierzono gruboœci na dnie, w œrodku oraz w górnej czêœci kanistra rys. 3. Stwierdzono, e pojemniki zosta³y wytworzone prawid³owo rozk³ad gruboœci jest adekwatny do miejsca pomiaru. Ró nice w wymiarach s¹ skutkiem grawitacyjnego sp³ywania materia³u po wyt³oczeniu z rêkawa. Pomiar masowego wskaÿnika szybkoœci p³yniêcia (MFR) wykonano na urz¹dzeniu firmy Ceast Melt Flow Junior, przy u yciu granulatu wytworzonego z pojemników rozdmuchiwanych. Temperatura oznaczania zosta³a dobrana na 205 C, ze wzglêdu na odmianê PE do roz- Rys. 3. Porównanie gruboœci œcianek pojemników z dna, œrodka oraz góry dla pojemników 2-litrowych: niestarzonych (0 tyg.) i starzonych przez 2 tygodnie (2 tyg.).
37 Wp³yw starzenia termicznego na w³aœciwoœci pojemników rozdmuchiwanych wytwarzanych z PE-HD 169 dmuchiwania. W nominalnej temperaturze oznaczania wskaÿnika dla PE, czyli 190 C, granulat praktycznie nie p³yn¹³. Czas grzania z obci¹ eniem wynosi³ 120 sekund, obci¹ enie 21,6 N, odciêcie wyp³ywaj¹cego materia³u nastêpowa³o co 5 minut. Oznaczony wskaÿnik szybkoœci p³yniêcia dla PE-HD z pojemników niestarzonych wynosi³ 0,2740±0,0085 g/10min, a dla PE-HD z pojemników starzonych przez okres 2 tygodni 0,3010±0,0052 g/10min. Zaobserwowano niewielki 10% wzrost MFR po 2-tygodniowym starzeniu, co mo e œwiadczyæ o spadku ciê aru cz¹steczkowego wraz z postêpuj¹cym procesem degradacji termicznej. Dla oceny wp³ywu temperatury na w³aœciwoœci mechaniczne oznaczane w próbie œciskania przeprowadzono badania na 6 pojemnikach 5-litrowych, nape³nionych zimowym p³ynem do spryskiwaczy. Umieszczono je po dwa w komorze termicznej na okres 7 dni, w temperaturach odpowiednio: 60, 70, 80 ±1 C. W ka dej z par jeden kanister sta³ na zakrêtce, drugi na dnie. Nastêpnie wykonano próby œciskania dla oznaczenia wytrzyma³oœci mechanicznej oraz odpornoœci na korozjê naprê eniow¹. Porównanie wykresów œciskania kanistrów pokazano na rysunkach4i5. Analizuj¹c wykresy œciskania pojemników starzonych przez tydzieñ mo emy zauwa yæ, i sposób u³o enia pojemnika ma istotny wp³yw na wielkoœæ maksymalnej si³y powoduj¹cej utratê statecznoœci dla pojemników wygrzewanych w temperaturze powy ej 70 C. Wp³yw czasu starzenia termicznego na w³aœciwoœci mechaniczne oznaczone w próbie œciskania Kanistry wygrzewano w komorze termicznej (60 C) przez okres 2 tygodni, a nastêpnie œciskano zgodnie z zaleceniami normy. Próbê œciskania przeprowadzono na maszynie MTS Criterion 3 kn. Po otrzymaniu wyników z tej próby, pojemniki ponownie wygrzewano w takich samych warunkach przez okres kolejnych 2 tygodni. Porównanie wyników œciskania rozdmuchiwanych pojemników pokazano na rysunku 6. Rys. 6. Wyniki badañ odpornoœci na naprê enia statyczne dla pojemników 2-litrowych po2ipo4tygodniach starzenia Po 4 tygodniach zaobserwowano wyraÿny spadek w³aœciwoœci wytrzyma³oœciowych pojemników oznaczonych w próbie œciskania. Rys. 4. Porównanie wykresów œciskania kanistrów 5-litrowych, stoj¹cych na zakrêtce po tygodniowym wygrzewaniu dla trzech ró nych temperatur Wytrzyma³oœæ na rozci¹ganie Badanie przeprowadzono na maszynie MTS Criterion z zastosowaniem ekstensometru osiowego o bazie 20 mm tabela 1. Tab. 1. W³aœciwoœci wytrzyma³oœciowe: z wytrzyma³oœæ na rozci¹ganie, E modu³ sprê ystoœci, l m wyd³u enie przy pierwszym maksimum si³y, l z wyd³u enie przy zerwaniu, oznaczane w próbie rozci¹gania na próbach wycinanych z pojemników 2-litrowych Nazwa pojemnika z [MPa] E [MPa] l m [mm] l z [mm] 0 tyg. 22,95 ±0,9 1310±50 4, tyg. 18,00±1,1 1075±65 3, Rys. 5. Porównanie si³ maksymalnych po tygodniowym wygrzewaniu kanistrów 5-litrowych stoj¹cych na dnie i na zakrêtce dla trzech ró - nych temperatur Po okresie 2 tygodni starzenia pojemników w komorze termicznej nie zaobserwowano utraty wytrzyma³oœci, ani wzrostu sztywnoœci. Œwiadczy to o tym, e utrata szczelnoœci obserwowana w pojemnikach starzonych
38 170 Katarzyna CISOÑ, Stanis³aw KUCIEL przez 4 tygodnie, ma charakter bardzie fizyczny. Spowodowana jest ona rozszczelnieniem zgrzeiny na dnie b¹dÿ te wokó³ p³aszczyzny podzia³u kanistra. Jest to wynikiem oddzia³ywania alkoholu, znajduj¹cego siê prawie w stanie wrzenia. Podsumowanie Pojemniki wytwarzane z PE-HD Tipelin 6000B charakteryzuj¹ siê powtarzalnoœci¹ cech geometrycznych np. gruboœci œcianki i masy pojemnika. Zale y ona od po³o enia w formie i nie wp³ywa w istotny sposób na w³aœciwoœci ca³ego pojemnika. Masowy wskaÿnik p³yniêcia wraz z postêpuj¹cym czasem starzenia termicznego zwiêksza siê. S¹ to niedu e ró nice œwiadcz¹ce o niewielkich zmianach w mikrostrukturze polimeru spadek ciê aru cz¹steczkowego jest niewielki i wskazuje na zachowanie wi¹zañ chemiczny w tego typu materiale. Podwy szenie temperatury starzenia termicznego z 60 do 80 C powoduje przyspieszenie procesu. Oznacza to, e mo liwe jest wczeœniejsze opisanie potencjalnego czasu eksploatacji pojemników, niemniej jednak dochodzi wtedy do sytuacji, w której przez œciany pojemnika przenikaj¹ cz¹steczki alkoholu znajduj¹ce siê w stanie wrzenia. Dwu tygodniowy okres starzenia odpowiadaj¹cy wg regu³y równowagi temperaturowo-czasowej oraz zgodnie z zaleceniem norm bran owych, pó³rocznemu okresowi eksploatacji pojemników nie powoduje znacz¹cych zmian w³aœciwoœci wytrzyma³oœciowych kanistrów. Dopiero po 4 tygodniach przyspieszonego starzenia termicznego obserwujemy wyraÿny spadek w³aœciwoœci wytrzyma³oœciowych pojemników na co wskazuj¹ wyniki ze statycznej próby œciskania. Dla próbek wycinanych ze œcianek pojemników starzonych nie wykazano zmian charakterów wykresów rozci¹gania. Du e wielkoœci odkszta³ceñ œwiadcz¹ o niewielkim wp³ywie tego procesu na w³aœciwoœci wytrzyma³oœciowe czystego polimeru [4]. Rodzaj stosowanego p³ynu ma istotne znaczenie na szacunkowy okres u ytkowania pojemników. P³yn zimowy do spryskiwaczy lub ch³odnic o wy szej procentowo zawartoœci alkoholu (etylowego lub od roku 2010 metylowego) zwiêksza efekt starzenia i tego typu pojemniki musz¹ byæ krócej u ytkowane. Bibliografia: 1. Wasiak W. (red.), Przemys³ opakowañ w Polsce, Polska Izba Opakowañ, Warszawa 2012, Czerniawski B., Analiza krajowego rynku opakowañ z tworzyw sztucznych, Polimery 2007, nr 11 12, Wasiak W. (red), Przemys³ i rynek opakowañ w Polsce, 15 lat Polskiej Izby Opakowañ, Wydawnictwo Vidart Artur Dziedzic, Warszawa 2009, Ward I. M., Mechaniczne w³asnoœci polimerów jako tworzyw konstrukcyjnych, Pañstwowe Wydawnictwo Naukowe, Warszawa 1975, PN-EN ISO :2011: Oznaczanie masowego wskaÿnika p³yniêcia 6. PN-O-79782: Oznaczanie odpornoœci pojemników na naprê enie statyczne i wytrzyma³oœæ mechaniczn¹ oraz korozjê naprê eniow¹. 7. PN-EN ISO 527-1:2012: Tworzywa sztuczne Oznaczanie w³aœciwoœci mechanicznych przy statycznym rozci¹ganiu Czêœæ 1: Zasady ogólne
39 Nanokompozyty POM/POSS struktura i w³aœciwoœci termiczne 171 Dorota CZARNECKA-KOMOROWSKA, Tomasz STERZYÑSKI Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych ul. Piotrowo 3, Poznañ Dorota.Czarnecka-Komorowska@put.poznan.pl Nanokompozyty POM/POSS struktura i w³aœciwoœci termiczne Streszczenie: W artykule przedstawiono wyniki badañ eksperymentalnych nanokomopozytów polioksymetylenu (POM) modyfikowanego polisilseskwioksanami (POSS). Oceniono wp³yw nanocz¹stek POSS na strukturê, w³aœciwoœci reologiczne i cieplne kompozytów. Stê enie nanonodatków POSS w matrycy polioksymetylenowej wynosi³o 0,5 i 1% wag. Badania obejmowa³y analizê struktury metod¹ mikroskopii optycznej i DSC, analizê krzywych p³yniêcia i lepkoœci. Stwierdzono, e modyfikacja polioksymetylenu wybranym silsekwioksanem (POSS) wp³ywa korzystnie na wybrane w³aœciwoœci kompozytów POM/POSS. POLYOXYMETHYLENE/POSS COMPOSITES MORPHOLOGY AND THERMAL PROPERTIES Abstract: This work covers experimental research of polyoxymethylene nanocomposite modified by polyhedral oligomeric silsesquioxane (POSS). The influence of the POSS nanoparticles on the structure and rheological, thermal properties of composite materials was investigated. The concentration of POSS in the POM matrix varied from 0,05 up to 1 wt.%. 1. WPROWADZENIE Polioksymetylen (poliacetal, poli(tlenek metylenu), paraformaldehyd) (POM) jest jednym z wa niejszych materia³ów konstrukcyjnych. Charakteryzuje siê du ¹ wytrzyma³oœci¹ zmêczeniow¹ i odpornoœci¹ na pe³zanie, wysok¹ odpornoœci¹ na uderzenia, ma³ym wspó³czynnikiem tarcia i zu ycia. W porównaniu do poliamidu 6 (PA6) ma znacznie wiêksz¹ wytrzyma³oœæ, twardoœæ i wielokrotnie mniejsz¹ ch³onnoœæ wody (0,2%), co zapewnia du ¹ stabilnoœæ wymiarow¹ wyrobów [1, 2]. Polimer ten pomimo wielu korzystnych cech materia- ³owych posiada du ¹ sk³onnoœæ do kruchego pêkania, co ogranicza jego in ynierskie zastosowania, st¹d w literaturze mo na spotkaæ wiele prac eksperymentalnych dotycz¹cych modyfikacji POM-u termoplastycznymi poliuretanami (TPU) celem zwiêkszenia jego udarnoœci. Z badañ wynika, e dodawanie TPU w iloœci od 5-40% powoduje wzrost odpornoœci na kruche pêkanie, a zarazem obni enie zdolnoœci do krystalizacji, zwiêkszenie zdolnoœci do rozdmuchu np. przy produkcji mikrow³ókien [3]. W celu uzyskania nowych materia³ów na bazie polioksymetylenu prowadzone s¹ prace badawcze nad wp³ywem elastomerów termoplastycznych na stopieñ krystalizacji i strukturê krystaliczn¹ POM. Bada siê wp³yw nieci¹g³oœci struktury w postaci karbów, pêcherzy powietrza na procesy pêkania i wytrzyma³oœæ zmêczeniow¹ poliacetali. Modyfikacja poliacetali nanocz¹stkami MMT poprawia odpornoœæ termiczn¹ i w³aœciwoœci przetwórcze, znacznie polepsza w³aœciwoœci mechaniczne, zwiêksza barierowoœæ woda/gaz oraz ognioodpornoœæ wyrobów. Dziêki temu umo liwia to, liczne zastosowania poliacetali w elektronice, motoryzacji i w przemyœle precyzyjnym [4, 5]. Poilacetale wykazuj¹ ma³¹ odpornoœæ na procesy degradacji i starzenia, co przejawia siê obni eniem w³aœciwoœci mechanicznych i strukturalnych. Degradacja termooksydacyjna jest zjawiskiem, które mo na ograniczyæ np. poprzez wprowadzenie nanocz¹stek POSS do osnowy POM, bowiem z licznych badañ naukowych wiadomo, e nanokompozyty zawieraj¹ce POSS wykazuj¹ du ¹ odpornoœæ na procesy degradacji termooksydacyjnej, co t³umaczy siê tym, e nanocz¹stki POSS utrudniaj¹ wydzielanie siê wolnych rodników [3]. Podobnie w [7,8] stwierdzono, e silsekwioksany, czyli krzemiany molekularne (POSS) s¹ ciekaw¹ grup¹ nanonape³niaczy, które wprowadzone do osnowy polimerowej zwiêkszaj¹ stabilnoœæ termiczn¹, temperaturê zeszklenia, odpornoœæ na utlenianie, w³aœciwoœci mechaniczne, zmniejszaj¹ palnoœæ i lepkoœæ stopionego polimeru. W wyniku studiów literaturowych mo na stwierdziæ, e istnieje du e zainteresowanie zarówno naukowe jak i przemys³owe silsekwioksanami jako nanonape³niaczami i modyfikatorami kompozytów o osnowie polioksymetylenowej. We wczeœniejszych naszych pracach zaobserwowano istotny wzrost wytrzyma³oœci doraÿnej i sztywnoœci kompozytów, jako efekt zoptymalizowania procesu wytwarzania kompozytów z nanonape³niaczami POSS oraz dobrego zdyspergowania sk³adników kompozycji [8]. Kompozyty polimerowe POM/POSS wytworzone z niewielk¹ zawartoœci¹ nanonape³niaczy (do 1% wag.) mog¹ stanowiæ now¹ grupê materia³ów o wyj¹tkowo korzystnych w³aœciwoœciach u ytkowych. Stwierdzono, e wprowadzanie drobnodyspersyjnych nape³niaczy do osnowy polioksymetylenu mo e prowadziæ do zmiany warunków krystalizacji oraz znacz¹co wp³ywaæ na kszta³towanie fazy krystalicznej [8]. Obecnie prowadzone prace maj¹ na celu ocenê struktury kompozytów i wyjaœnienie mechanizmów oddzia³ywania pomiêdzy POM i cz¹steczkami POSS. 2. CZÊŒÆ DOŒWIADCZALNA Przedmiotem badañ by³ komopolimer polioksymetylen typu Tarnoform 300 (prod. Zak³adów Azotowych
40 172 Dorota CZARNECKA-KOMOROWSKA, Tomasz STERZYÑSKI Rys. 1. Budowa chemiczna POSS Fig. 1. Chemical structure of POSS w Tarnowie-Moœcicach) i jego kompozyty z nape³niaczami z grupy krzemianów molekularnych. Badaniom poddano kompozyty z POSS oktakis(dimetylosiloksy, etyloepoksycykloheksylo)oktasilseskwioksanem_ozn. POSS_A (rys. 1) dodawanym w iloœci 0,5% i 1% wag., wykonane poprzez homogenizacjê w stanie stopionym, przy u yciu jednoœlimakowej wyt³aczarki o œrednicy œlimaka D=25 mm i stosunku L/D=34, z zastosowaniem œlimaka o specjalnej konstrukcji. Nanonape³niacz POSS_A wytworzono metod¹ hydrosiliowania na Wydziale Chemii Uniwersytetu Adama Mickiewicza w Poznaniu [9]. W³aœciwoœci reologiczne kompozytów POM/POSS okreœlono na podstawie krzywych p³yniêcia f ( ) wyznaczonych w temperaturze 200 C, w zakresie szybkoœci œcinania od 100 do 1000 s -1. Pomiary prowadzono przy u yciu reometru kapilarnego (Dynisco LCR 7000, MA, USA), wspó³pracuj¹cego z oprogramowaniem Lab- Kars. Do badañ zastosowano g³owicê typu CX300-3 (œrednica D = 0,726 mm i d³ugoœæ L = 22,86 mm). Oznaczenie wskaÿnika szybkoœci p³yniêcia (MFI) dla POM wykonano zgodnie z norm¹ PN-EN ISO 1133 (temperatura 190 C; obci¹ enie 2,16 kg), stosuj¹c plastometr obci¹ nikowy typu Dynisco 4004 (œrednica kapilary D = 2,096 mm i d³ugoœæ kapilary L = 8 mm). Strukturê nadcz¹steczkow¹ POM i nanokompozytów okreœlono przy pomocy mikroskopu optycznego w œwietle spolaryzowanym typu Zeiss, wyposa onego w urz¹dzenie polaryzacyjno-interferencyjne, stosuj¹c powiêkszenie 240. Przy pomocy mikrotomu przygotowano próbki do obserwacji mikroskopowych w postaci œcinków o gruboœci ok. 100 µm. Nastêpnie do obserwacji mikroskopowych na prasie rêcznej wytworzono próbki (cienki folie o gruboœci 50 µm) w temperaturze 190 C i w czasie 20 min. Analizê obrazu powsta³ych struktur, w tym obliczenia wielkoœci sferolitów wykonano przy u yciu programu komputerowego Optaview. W artykule zamieszczono przyk³adowe mikrostruktury materia³u wyjœciowego (niemodyfikowanego POM) i jego kompozytów. Badania w³aœciwoœci termicznych i strukturalnych, takich jak temperatury przemian fazowych i stopieñ krystalicznoœci wykonano przy u yciu ró nicowego kalorymetru skaningowego (DSC 204 F1 Phoenix Netzsch, TA Instruments). Próbki o masie oko³o 5 mg ogrzewano z szybkoœci¹ 20 K/min w zakresie temperatury od 20 do 220 C. Pomiar prowadzono z atmosferze azotu (150 ml/min) w otwartych tyglach Al 2 O 3. Krzywe DSC rejestrowano podczas pierwszego ogrzewania, ch³odzenia i drugiego ogrzewania. Procedurê powtórzono dwukrotnie w celu usuniêcia historii termicznej materia³u; do analizy u yto wyniki drugiego cyklu pomiarowego. Stopieñ krystalicznoœci (X c ) wyznaczono z drugiego ogrzewania próbek i obliczono na podstawie wzoru 1: Hm Xc,% (wz. 1) 0 Hm gdzie: H m entalpia topnienia badanej próbki [J/g], H c entalpia topnienia polimeru w 100% krystalicznego (dla polioksymetylenu H c = 186 J/g) [11]. 3. OMÓWIENIE WYNIKÓW BADAÑ 3.1. Wyniki badañ w³aœciwoœci przetwórcze W celu doboru optymalnych warunków wytwarzania kompozytów wymagana jest znajomoœæ w³aœciwoœci reologicznych stosowanych materia³ów, na które istotny wp³yw maj¹ orientacja makrocz¹steczek, zdolnoœæ do tworzenia faz w ró nym zakresie temperatury oraz stopieñ krystalicznoœci oraz zawartoœæ nape³niaczy. Do elementarnych wskaÿników zwi¹zanych z przetwarzaniem polimerów zaliczamy lepkoœæ i wskaÿnik szybkoœci p³yniêcia, powszechnie stosowany w praktyce przemys³owej. W³aœciwoœci reologiczne czystego polioksymetylenu (POM) i kompozytów POM z ró n¹ zawartoœci¹ nanocz¹steczek silseskwioksanów oceniono na podstawie wskaÿnika szybkoœci p³yniêcia (MFI) oraz krzywych p³yniêcia f ( ), wyznaczonych w temperaturze 200 C (rys. 2). Na rys. 3 przedstawiono wyniki badañ (MFI) dla niemodyfikowanego POM i nanokompozytów POM/POSS w funkcji obci¹ enia. WskaŸnik szybkoœci p³yniêcia daje niepe³n¹ charakterystykê przetwórcz¹, Rys. 2. Krzywe p³yniêcia dla czystego (POM) i nanokompozytów w funkcji szybkoœci œcinania dla ro nych zawartoœci POSS (T=200 C) Fig. 2. Shear stress curves of POM and POM/POSS as a function of shear rate at varying POSS concentrations (T=200 C)
 w funkcji obci¹ enia dla czystego POM i nanokompozytów POM/POSS (T=190 C, T= 200 C) Fig. 3.")


41 Nanokompozyty POM/POSS struktura i w³aœciwoœci termiczne 173 Rys. 3. WskaŸnik szybkoœci p³yniêcia (MFI) w funkcji obci¹ enia dla czystego POM i nanokompozytów POM/POSS (T=190 C, T= 200 C) Fig. 3. Mass Flow Index (MFI) as function load for neat POM and POM/POSS nanocomposites (T=190 C, T= 200 C) dlatego wyznaczono krzywe p³yniêcia, bêd¹ce zale noœci¹ naprê ania œcinaj¹cego od szybkoœci œcinania. Z przebiegu krzywych p³yniêcia (rys. 2) mo na zaobserwowaæ istotny spadek lepkoœci dla nanokompozytów o ró nej zawartoœci modyfikatora, co wynika z obni enia oporu przep³ywu; mo na przypuszczaæ, e nanocz¹stki POSS spe³niaj¹ funkcjê œrodka poœlizgowego obni aj¹cego tarcie wewn¹trz strugi stopionego polimeru lub/oraz na granicy pomiêdzy stopionym polimerem i œciank¹ metalow¹ reometru. Podobne zjawiska zaobserwowano w pracach na modyfikacj¹ poliolefin nanocz¹stkami POSS [12]. Z badañ reologicznych wynika równie, e wraz ze wzrostem zawartoœci nanonape³niacza w kompozycie POM/POSS obserwuje siê wzrost wartoœci wskaÿnika szybkoœci p³yniêcia (MFI), a wiêc obni enie lepkoœci dynamicznej nanokompozytów w porównaniu z niemodyfikowanym POM (rys. 3). Stwierdzono, e dla nanokompozytów z 1% zawartoœci¹ POSS nast¹pi³ 30% wzrost wartoœci MFI, co przypisuje siê wzrostowi ruchliwoœci makrocz¹steczek i zwiêkszeniem siê objêtoœci swobodnej miêdzy nimi na skutek obecnoœci hybrydowych nanonape³niaczy POSS w matrycy polioksymetylenowej. W literaturze dowiedziono, e zmiany lepkoœci wynikaj¹ ze zmian ca³kowitej objêtoœci swobodnej cieczy polimerowej [11] Wyniki badañ mikroskopowych i DSC Na podstawie obserwacji mikroskopowych w œwietle spolaryzowanym POM i jego mieszanin z POSS zaobserwowano wyraÿnie ukszta³towan¹ strukturê krystaliczn¹, któr¹ zilustrowano na rys Na rys. 4 przedstawiono strukturê niemodyfikowanego polioksymetylenu, a na rys. 5 strukturê POM z 0,5% zawartoœci¹ nanonape³niacza POSS ukszta³towan¹ w temperaturze 145 C, na podstawie których wyznaczono wielkoœci sferolitów. Rys. 4. Obraz morfologii czystego POM (T=145 C) Fig. 4. PLM microphotograph of isothermally (T=145 C) crystallized POM Rys. 5. Obraz morfologii POM/0,5%POSS (T=145 C) Fig. 5. PLM microphotograph of isothermally (T=145 C) crystallized POM/POSS_0.5 wt. % POSS Zarówno w czystym POM, jaki i kompozytach zaobserwowano krystaliczn¹ strukturê z wyraÿnymi formami kulistych sferolitów. Kszta³t sferolitów jest wynikiem centralnego zarodkowania i radialnego wzrostu obszarów krystalicznych [6], przy czym uœrednione œrednice sferolitów czystego POM wynosz¹ oko³o 250 µm, a nanokompozytów z 0,5% udzia³em nanocz¹stek POSS oko³o
42 174 Dorota CZARNECKA-KOMOROWSKA, Tomasz STERZYÑSKI 188 µm. W przypadku najwiêkszej zastosowanej w pracy zawartoœci nanocz¹stek (1% wag.) zaobserwowano sferolity o œrednicy oko³o 88 µm. Uzyskany efekt modyfikacji jest korzystny z punktu widzenia zastosowañ, wiadomo bowiem, e w³aœciwoœci mechaniczne materia³ów polimerowych zale ¹ od wielkoœci sferolitów [4,5]. I tak przyk³adowo czêœci maszyn wykonane z materia³ów o strukturze drobnoziarnistej wykazuj¹ wiêksz¹ odpornoœæ na obci¹ enia dynamiczne. Na podstawie krzywych DSC przeprowadzono analizê termiczn¹ kompozytów i obliczono stopieñ krystalicznoœci badanych materia³ów. W niniejszym artykule przedstawiono tylko wybrane wyniki DSC, które zestawiono w tabeli 1 i zilustrowano na rys. 6. Rys. 6. Krzywe DSC czystego POM i nanokompozytów POM/POSS uzyskane podczas drugiego ch³odzenia (20K/min) Fig. 6. DSC scans second cooling curves for neat POM and POM/ POSS nanocomposites (20K/min) Z krzywych DSC wyznaczono temperaturê topnienia T m i krystalizacji T c dla niemodyfikowanego POM i nanokompozytów POM/POSS. Na rys. 6 porównano przebiegi krzywych DSC uzyskanych podczas drugiego ch³odzenia (krystalizacji) nanokompozytów z przebiegiem dla czystego POM, na podstawie, którego stwierdzono niewielki wzrost temperatury krystalizacji nanokompozytów. Egzotermiczne piki krzywych DSC przyporz¹dkowuje siê krystalizacji polioksymetylenu, a ich ostry kszta³t œwiadczy o szybkiej kinetyce przemiany. Zaobserwowane pojedyncze piki topnienia s¹ charakterystyczne dla heterogenicznych kompatybilnych mieszanin, w których wystêpuj¹ silne oddzia³ywania miêdzyfazowe. Analizuj¹c wyniki DSC zawarte w tabeli 1 stwierdzono, wzrost temperatury krystalizacji T c nanokompozytów POM/POSS w stosunku do niemodyfikowanego polioksymetylenu o ok. 2 C. Z literatury wiadomo, e temperatura krystalizacji wzrasta, gdy roœnie iloœæ heterogenicznych zarodków nukleacji [5]. Stwierdzono, ponadto, e temperatura topnienia fazy krystalicznej ma podobne wartoœci (oko³o 167 C), a szerokoœci pików topnienia nie wykazuj¹ istotnych ró nic. Na podstawie badañ DSC zanotowano spadek stopnia krystalicznoœci (na poziomie 10%) dla nanokompozytów zawieraj¹cych 1% wag. POSS. Nale y s¹dziæ, e spowodowane jest to obecnoœci¹ du ych cz¹stek POSS, które utrudniaj¹ dyfuzjê segmentów makrocz¹steczek do rosn¹cych krytalitów. Podobny efekt zaobserwowano w poliamidzie 6 modyfikowanym nanocz¹stkami POSS [12]. Na podstawie badañ DSC stwierdzono, e obecnoœæ nanonape³niacza POSS sprzyja tworzeniu siê zarodków krystalizacji, które powstaj¹ w w¹skim przedziale temperatur, co prowadzi do wzrostu gêstoœci nukleacji, a tym samym do tworzenia struktury nadcz¹steczkowej nanokompozytów w postaci sferolitów o ma³ej œrednicy; efekt ten zaobserwowano podczas badañ mikroskopowych zaprezentowanych powy ej. 4. Podsumowanie Na podstawie przeprowadzonych badañ reologicznych stwierdzono, e modyfikacja polioksymetylenu wybranym silsekwioksanem (POSS) wp³ywa korzystnie na w³aœciwoœci przetwórcze kompozytów POM/POSS. Stwierdzono, e wprowadzenie nanonape³niacza POSS do osnowy polioksymetylenu skutkuje efektem nukleacyjnym, polegaj¹cym na nieznacznym wzroœcie temperatury krystalizacji oraz tworzeniem siê znacznej liczby zarodków krystalizacji, prowadz¹cej do ukszta³towania siê wyraÿnej struktury drobnosferolitycznej w nanokompozycie POM/POSS. Tabela 1. Wyniki badañ DSC dla POM i nanokompozytów POM/POSS * Tab. 1. Results of DSC for neat POM and POM/POSS nanocomposites * Oznaczenie próbki T m [ C] H m [J/g] I ogrz. II ogrz. I ogrz. II ogrz. T c [ C] H c [J/g] X c [%] Czysty POM 166,7 167,0 150,6 167,3 144,0 151,9 89 POM/POSS0,5% 167,3 167,3 134,8 157,6 145,2 142,3 85 POM/POSS1% 168,8 167,0 138,2 146,3 146,3 124,1 79 *) Dok³adnoœæ pomiaru temperatury ± 0,5 C. T m temperatura topnienia, H m zmiana entalpii topnienia, T c temperatura krystalizacji, H c zmiana entalpii krystalizacji, X c stopieñ krystalicznoœci
43 Nanokompozyty POM/POSS struktura i w³aœciwoœci termiczne 175 Literatura [1] Chow W.S., Mohd Ishak Z.A.: J. Appl. Poly. Sci., vol. 91, 2004, 1, pp [2] Janigowa I., Chodak I.: Europ. Poly. J., 31, 1995, pp [3] Provatas A., Matisons J.G., Silsesquioxanes: Synthesis and applications, Trends in Polymer Science, 5 (10), 1997, pp [4] Gao X.; Qu C.; Zhang Q.; Peng Y.: Macromol Mater Eng., 2004, 289, 41. [5] Sanchez-Soto M., Illescas S.: Macromol. Mater. Eng., 2010, 295, pp [6] Illescas S., Arostegui D., Schiraldi A., Sanchez-Soto M., Velasco J.I, J. Nanosci. Neanotechnology, 10, 2001, p [7] Utracki L.A: Two-Phase Polymer Systems, Oxford University Press, New York [8] Czarnecka-Komorowska D., Sterzyñski T., Maciejewski H., Dutkiewicz M.:, Composites Theory and Practice, 2012, no. 4, pp [9] Maciejewski H., Szubert K., Marciniec B., Polimery, 10 (2009) [10] Pingping Z., Dezhu M.: Europ. Polym, 36, 2001, pp [11] Steller R., Polimery, 2012, 57, 7-8, 562. [12] Kelar K., Mencel K., Sterzynski T., Dutkiewicz M., Maciejewski H., Polimery 2012, 57, 10, 695 Podziêkowania: Pracê wykonano w ramach projektu nr UDA- -POIG /09 pt. Silseskwioksany jako nanonape³niacze i modyfikatory w kompozytach polimerowych, wspó³finansowany przez Uniê Europejsk¹ z Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Operacyjnego Innowacyjna Gospodarka , Priorytet I Badania i rozwój nowoczesnych technologii, Dzia³anie 1.3. Wsparcie projektów B+R na rzecz przedsiêbiorców realizowanych przez jednostki naukowe, Poddzia³anie Projekty rozwojowe.
44 176 Adam GNATOWSKI, Dariusz KWIATKOWSKI, Dominik GRZESICZAK Adam GNATOWSKI, GNATOWSKI*, Dariusz KWIATKOWSKI, Dominik GRZESICZAK Politechnika Czêstochowska, Zak³ad Przetwórstwa Polimerów Al. Armii Krajowej 19c, Czêstochowa Tel./fax. (+48) (034) , * gnatowski@ipp.pcz.pl Analiza zmian w³aœciwoœci termomechanicznych i struktury poliacetalu modyfikowanego piaskiem kwarcowym Streszczenie: W pracy przedstawiono wyniki badañ kompozytu poliacetalu z dodatkiem piasku kwarcowego. Przedstawiono wyniki badañ oraz sposób wykonania kompozytów. Badania obejmowa³y termiczn¹ analizê dynamicznych w³aœciwoœci mechanicznych, ró nicow¹ kalorymetriê skaningow¹ oraz pomiary barwy i po³ysku. Przeprowadzono analizê struktury kompozytów z wykorzystaniem mikroskopii optycznej. Okreœlono w³aœciwoœci termomechaniczne metod¹ DMTA, zmiany wartoœci entalpii topnienia metod¹ DSC, zakresu topnienia oraz wartoœci temperatury przy maksymalnej prêdkoœci topnienia fazy krystalicznej. Zarejestrowano mniejsze wartoœci entalpii topnienia dla kompozytów oraz zawê enie zakresu topnienia fazy krystalicznej. W badaniach mikroskopowych kompozytów zaobserwowano zmniejszenie elementów strukturalnych poliacetalu. Zarejestrowano zmiany barwy z bia³ej na szar¹ oraz odnotowano zmianê jasnoœci próbek, z których poliacetal niemodyfikowany odznacza³ siê najwiêksz¹ jasnoœci¹. Wyniki pomiarów zosta³y zweryfikowane w oparciu o paletê barw. Przeprowadzono badania po³ysku pod k¹tem 20 dla kompozytówi tworzywa bazowego. Pomiary wykaza³y, e dodatek nape³niacza zmniejsza po³ysk badanych próbek. S³owa kluczowe: kompozyty, w³aœciwoœci mechaniczne, w³aœciwoœci termiczne, poliacetal, piasek kwarcowy ANALYSIS OF CHANGES THE THERMOMECHANICAL PROPERTIES AND STRUCTURE OF POLY- ACETAL QUARTZ SAND MODIFIED Abstract: This paper presents the results of polyacetal composite with quartz sand addition. The results of research and the way of making composites were presented. The study included analysis of dynamic thermal mechanical properties, differential scanning calorimetry and measurements of color and gloss. An analysis of the structure of the composites under the optical microscope was performed. DMTA method was used to determine the influence of a filler content on thermomechanical properties of polyacetal with qurtz sand. Using this equipment, dynamical properties of polyacetal with the filler addiction in relation to the temperature were determined. The increase of the value storage modulus for composites was observed. Investigations of crystallization degree by means of DSC method as well as investigations of the structure using optical microscope have been conducted. The DSC investigations prove the increase in the crystallization degree of polyacetal during addition of the filler. Recorded the color changes from white to gray, and has been changing the brightness of the samples, which was characterized by an unmodified polyacetal highest brightness. The measurements showed that the addition of filler reduces the gloss of samples. Keywords: composites, mechanical properties, thermal properties, polyacetal, quartz sand 1. Wprowadzenie Kompozyty polimerowe stanowi¹ dobrze rozwijaj¹c¹ siê grupê materia³ów o szerokim zastosowaniu. Szeroka gamma zastosowania powoduje, e kompozyty polimerowe bardzo czêsto wypieraj¹ z zastosowania elementy pochodzenia metalowego. Ponadto mo liwoœæ zastosowania ró nych typów modyfikacji pozwala na polepszenie ró nych w³aœciwoœci np. mechanicznych [1-6]. Modyfikacji mo na dokonaæ na drodze chemicznej, fizycznej lub fizykochemicznej. Modyfikacja chemiczna powstaje w wyniku zmian w chemicznej budowie polimeru. Modyfikacja fizyczna polimerów obejmuje zmianê ich struktury spowodowan¹ wymuszon¹ orientacj¹, mieszaniem polimeru z modyfikatorami, tworzeniem kompleksów polimerowych, zmianê stopnia zdyspergowania i budowy nadcz¹steczkowej poszczególnych faz. Obejmuje te zmianê oddzia³ywañ miêdzycz¹steczkowych na granicy fazwwynikudodaniamodyfikatora[4-7].zalet¹tegotypu modyfikacji jest mo liwoœæ natychmiastowego wykorzystania wyników do równie szybkiego wprowadzenia do produkcji. Koniecznoœæ dostosowania wyrobu do wymagañ rynkowych sprowadza siê do zastosowania pewnych zmian w budowie tworzywa. G³ównym celem modyfikacji mo e byæ polepszenie udarnoœci, zdolnoœci t³umienia drgañ mechanicznych, polepszenia odpornoœci chemicznej, w³aœciwoœci przetwórczych, stabilnoœci wymiarowej, sztywnoœci i wiele innych. Nie jest mo liwe uzyskanie polepszenia we wszystkich wspomnianych wczeœniej aspektach. Nale y projektowaæ i wytwarzaæ materia³y o w³aœciwoœciach spe³niaj¹cych wymagania do produkcji wyrobów zgodnie z przewidzianym zastosowaniem [1, 8]. Celem badañ jest analiza zmian termomechanicznych i struktury poliacetalu (POM) modyfikowanego piaskiem kwarcowym. 2. Materia³ i metodyka badañ Jako materia³ bazowy do wykonania kompozytów u yto poliformaldehyd (POM), o nazwie handlowej Tar-
45 Analiza zmian w³aœciwoœci termomechanicznych i struktury poliacetalu modyfikowanego piaskiem kwarcowym 177 noform 300 firmy Azoty Tarnów, tworzywo z rodziny termoplastów o przeznaczeniu technicznym. Do modyfikacji zastosowano nape³niacz w postaci kwarcowego piasku formierskiego produkcji GRUDZEÑ LAS Sp z o.o. W³aœciwoœci nape³niacza zestawiono w tabeli 1. Tabela 1. W³aœciwoœci nape³niacza [9] Table 1. Properties of filler [9] Frakcja g³ówna 0,10/0,16/0,2 (0,1 0,3) WskaŸnik jednorodnoœci 94% Œrednia wielkoœæ ziarna 0,15 mm Temperatura spiekania 1550 C Wilgotnoœæ 5,5% Sk³ad chemiczny SiO 2 99,24% Fe 2 O 3 0,10% Wêglany 0,07% Tworzywo i nape³niacz przed procesem wtryskiwania suszono w temperaturze 95 C przez 14 godzin. Proces suszenia przeprowadzono w komorze SHINI CD CA- BINET DRYER. Po wysuszeniu, w wyniku mechanicznego mieszania sporz¹dzono kompozyty poliacetalu z piaskiem formierskim. Próbki kompozytów poliacetalu z dodatkiem 10, 20, i 30% nape³niacza wykonano przy u yciu wtryskarki KraussMafei KM C1. Parametry procesu przetwórstwa przedstawiono w tabeli 2. Tabela 2. Zestawienie parametrów przetwórstwa Table 2. The summary of processing parameters Parametr przetwórstwa Wartoœæ parametru Jednostka Temperatura wtryskiwania 200 C Ciœnienie wtrysku 120 MPa Temperatura formy 80 C Ciœnienie docisku 80 MPa Prêdkoœæ wtryskiwania 0,057 mm/s Czas fazy wtrysku 0,9 s Czas docisku 23 s Czas ch³odzenia 10 s Analizê termiczn¹ dynamicznych w³aœciwoœci mechanicznych próbek wykonano przy u yciu urz¹dzenia DMA 242 firmy Netzsch z wykorzystaniem uchwytu do trójpunktowego zginania próbek w postaci belki o wymiarach W trakcie badania próbkê ogrzewano z prêdkoœci¹ 3 C/min w zakresie temperatury od 100 C do 160 C. Badanie przeprowadzono dla czêstotliwoœci 10 Hz przy sta³ej wartoœci amplitudy. Obliczono wartoœæ modu³u zachowawczego E i tangensa k¹ta stratnoœci tg na podstawie wartoœci si³y i odkszta³cenia przy uwzglêdnieniu wymiarów próbki. Wyniki badañ zilustrowano w postaci zale noœci tangensa k¹ta stratnoœci i modu³u zachowawczego od temperatury. Badania metod¹ DSC poliacetalu i poliacetalu z piaskiem kwarcowym wykonano z u yciem mikrokalorymetru skaningowego typu PC 200 firmy Netzsch. Krzywe DSC rejestrowano podczas ogrzewania próbek z szybkoœci¹ 10 C/min w zakresie temperatury od 50 do 210 C. Preparaty do badañ DSC o masie zawieraj¹cej siê w przedziale 7 12 mg by³y wycinane prostopadle do kierunku p³yniêcia materia³u polimerowego z próbek uzyskanych metod¹ wtryskiwania. Do wyznaczenia entalpii topnienia wykorzystano oprogramowanie urz¹dzenia Netzsch Proteus. Stopieñ krystalicznoœci obliczono uwzglêdniaj¹c zawartoœæ nape³niacza w masie próbki. Badania struktury wykonano z u yciem mikroskopu NICON ECLIPSE Preparaty do badañ strukturalnych o gruboœci 6 8 µm wykonano z zastosowaniem mikrotomu Thermo ELECTRON CORPORATION. Badanie barwy przeprowadzono z u yciem spektrofotometru SP60 firmy X-Rite. Otrzymano wyniki w postaci dwóch wspó³rzêdnych a, b opisuj¹cych barwê oraz trzeciej L okreœlaj¹cej jasnoœæ. Uzyskane wartoœci zweryfikowano zgodnie ze skal¹ barw i jasnoœci. Do badania po³ysku stosowano po³yskomierz Elcometer 406. Badania po³ysku przeprowadzono przy k¹cie Wyniki badañ i ich omówienie Na rys. 1, 2 zestawiono zarejestrowane przebiegi zmian wartoœci modu³u zachowawczego E oraz wspó³czynnika stratnoœci mechanicznej w zale noœci od temperatury, przy czêstotliwoœci drgañ 10 Hz poliacetalu oraz kompozytów poliacetalu z piaskiem formierskim. Zawartoœæ nape³niacza w postaci piasku kwarcowego w poliacetalu nie spowodowa³a istotnych zmian charakteru zale noœci modu³u zachowawczego E i tangensa k¹ta stratnoœci mechanicznej tg w funkcji temperatury. Nast¹pi³o jedynie zwiêkszenie wartoœci modu³u zachowawczego E oraz nieznaczne zmniejszenie tangensa k¹ta stratnoœci mechanicznej tg. W zakresie temperatury od -100 do -80 C mo na zaobserwowaæ podobn¹ zale noœæ temperaturow¹ modu³u E poliacetalu i kompozytów z piaskiem kwarcowym. Dla poliacetalu bez dodatku nape³niacza w tym zakresie zarejestrowano maksymaln¹ wartoœæ modu³u 7790 MPa. W przypadku kompozytu 10% odnotowano wzrost wartoœci modu³u o 525 MPa w odniesieniu do poliacetalu bez nape³niacza. Stwierdzono wzrost wartoœci do 1660 MPa w stosunku do poliacetalu w przypadku kompozytu o zawartoœci 30% nape³niacza (rys. 1c). W fazie zeszklenia uzyskano wzrost do wartoœci 9500 MPa. Rozpatruj¹c zakres fazy lepkosprê ystej odnotowano niewielki wzrost modu³u dla kompozytu 10%, który wyniós³ oko³o 300 MPa. Dla poliacetalu w tym zakresie zarejestrowano maksymaln¹ wartoœæ modu³u zachowawczego 1670 MPa, przy czym wartoœæ dla kompozytu o najwiêkszej zawartoœci nape³niacza wzros³a o oko³o 47% i wynios³a 2455 MPa. W zakresie temperatury -50 C do 150 C szczególn¹ ró nicê miêdzy polimerem, a kompozytami zarejestrowano dla tych z nape³niaczem w iloœci 20 i 30%. Najwiêkszy wzrost wartoœci modu³u zachowawczego odnotowano dla kompozytu 30% w temperaturze 0 C, którego war-
46 178 Adam GNATOWSKI, Dariusz KWIATKOWSKI, Dominik GRZESICZAK a) E' [MPa] Temperatura, C b) E' [MPa] Temperatura, C a) tg c) E' [MPa] 0,16 0,14 0,12 0,10 0,08 0,06 0,04 0,02 0, Temperatura, C Temperatura, C b) tg 0,16 0,14 0,12 0,10 0,08 0,06 0,04 0,02 0,00 Rys. 1. Wykres zmian modu³u zachowawczego E w funkcji temperatury poliacetalu 1, z nape³niaczem 10% 2, 20% 3, 30% 4 Fig. 1. The graph of changes of storage modulus E as a function of temperature poliacetal 1 with filler 10% 2, 20% 3, 30% Temperatura, C 3 Rys. 2. Wykres zmian tangensa k¹ta stratnoœci w funkcji temperatury 1 poliacetalu i kompozytu poliacetalu z nape³niaczem2 10%,3 20%,4 30% Fig. 2. The graph of changes of mechanical loss tangent as a function of temperature 1 poliacetal and composite poliacetal with filler2 10%,3 20%,4 30% c) tg 0,16 0,14 0,12 1 0,10 0,08 0,06 0,04 0,02 4 0, Temperatura, C
 POM, 2) POM + 10% piasku kwarcowego, 3) POM + 20% piasku kwarcowego, 4) POM + 30%")
 POM, 2) POM + 10% of quartz sand, 3) POM + 20% of quartz sand, 4) POM + 30% of quartz sand toϾ")

 poliacetalu b) kompozytu z dodatkiem 10% nape³niacza, c) kompozytu z")
47 Analiza zmian w³aœciwoœci termomechanicznych i struktury poliacetalu modyfikowanego piaskiem kwarcowym 179 a) b) c) Rys. 3. Termogramy DSC: 1) POM, 2) POM + 10% piasku kwarcowego, 3) POM + 20% piasku kwarcowego, 4) POM + 30% piasku kwarcowego Fig. 3. Thermogram of DSC: 1) POM, 2) POM + 10% of quartz sand, 3) POM + 20% of quartz sand, 4) POM + 30% of quartz sand toœæ wynosi³a oko³o 4620 MPa. Wzrost wyniós³ nieco wiêcej ni 1200 MPa. Dodanie nape³niacza w iloœci 10% nie spowodowa³o znacz¹cej ró nicy bo o oko³o 400 MPa, natomiast 20% spowodowa³o wzrost o blisko 930 MPa. Na a) b) c) d) Rys. 4. Struktura obserwowana przy powiêkszeniu 400 : a) poliacetalu b) kompozytu z dodatkiem 10% nape³niacza, c) kompozytu z dodatkiem 20% nape³niacza, d) kompozytu z dodatkiem 30% nape³niacza Fig. 4. Structure observed with the magnification 400 : a) polyacetal, b) composite with 10% filler, c) composite with 20% filler, d) composite with 30% filler
48 180 Adam GNATOWSKI, Dariusz KWIATKOWSKI, Dominik GRZESICZAK Tabela 2. Wyniki badañ metod¹ DSC Table 2. Results of DSC Stopieñ krystalicznoœci [%] Ciep³o topnienia [J/g] Zakres temperatury topnienia [ C] Temperatura topnienia maks. refleksu [ C] POM 79,7 151,5 162,6 176,7 168,9 POM +10% P 80,3 137,3 168,0 175,5 171,9 POM +20% P 85,9 130,7 164,5 175,9 170,5 POM +30% P 83,5 111,1 163,5 173,9 170,5 podstawie badañ tangensa k¹ta stratnoœci stwierdzono niewielki stopniowy spadek wartoœci dla kompozytów w zale noœci od zawartoœci nape³niacza. W³aœciwoœci t³umi¹ce kompozytu poliacetalu z piaskiem kwarcowym nie uleg³y znacznemu pogorszeniu. Nieznaczne zmniejszenie siê wartoœci wspó³czynnika stratnoœci mechanicznej w kompozycie 30% œwiadczy o niewielkim pogorszeniu siê w³aœciwoœci t³umi¹cych badanych kompozytów. Na rysunku 3 przedstawiono termogramy DSC poliacetalu i kompozytów z kwarcowym piaskiem formierskim. W tabeli 2 przedstawiono wielkoœci wyznaczone na podstawie zarejestrowanych krzywych termograficznych DSC. role heterogenicznego nukleanta fazy krystalicznej polimeru [10-12]. Zastosowanie nape³niacza w postaci piasku kwarcowego o drobnym uziarnieniu i jego u³o enie wzd³u kierunku p³yniêcia mog¹ wp³ywaæ na wzrost wartoœci stopnia krystalicznoœci. Wynika st¹d prawdopodobieñstwo oddzia³ywañ miêdzycz¹steczkowych w polimerze, prowadz¹cych do utworzenia oœrodków krystalizacji przy ch³odzeniu poliacetalu z piaskiem kwarcowym. Na rysunku 4 przedstawiono strukturê poliacetalu i jego kompozytów z piaskiem formierskim. W badaniach mikroskopowych poliacetalu zaobserwowano elementy strukturalne o du ych wymiarach a) 0 a b b) -0,5-1 -1,5-2 -2,5-3 -3,5-4 POM POM + 10% POM+20% POM + 30% POM POM + 10% POM+20% POM + 30% L [cd/m ] POM POM + 10% POM+20% POM + 30% -4,5 Rys. 5. Wyniki barwy i jasnoœci próbek: a) barwa, b) jasnoœæ Fig. 5. Resultat of color and lightness: a) color, b) lightness 0 Wraz ze wzrostem zawartoœci modyfikatora w kompozycie zaobserwowano wzrost wartoœci stopnia krystalicznoœci osnowy polimerowej oraz zmiany zakresu topnienia fazy krystalicznej. Zarejestrowano nieznacznie zwiêkszon¹ maksymaln¹ temperaturê topnienia dla kompozytów oraz nieznaczne zwê enie zakresu temperatury topnienia fazy krystalicznej. Wzrost wartoœci stopnia krystalicznoœci t³umaczyæ mo na tym, i w niektórych przypadkach, a w szczególnoœci przy œciœle okreœlonej zawartoœci i rodzaju nape³niaczy mog¹ one odgrywaæ i dobrze rozwiniêtych kszta³tach. Wraz ze wzrostem iloœci nape³niacza w kompozycie zaobserwowano zmniejszenie wymiarów elementów strukturalnych. Na rysunku 5 przedstawiono graficznie wyniki pomiaru barwy i jasnoœci. Zgodnie z rysunkiem 5a w oparciu o paletê barw potwierdza siê ciemno szar¹ barwê kompozytów i bia³¹ tworzywa bazowego. Zmiana wartoœci sk³adowej a spowodowa³a zmianê odcienia w kierunku barwy zielonej, natomiast wartoœci sk³adowej b w kierunku barwy nie-
49 Analiza zmian w³aœciwoœci termomechanicznych i struktury poliacetalu modyfikowanego piaskiem kwarcowym 181 o,gu POM POM + 10% bieskiej. Na podstawie wykresu 5b stwierdzono, e zawartoœæ nape³niacza w kompozytach wp³ywa na obni enie jasnoœci próbek. Poliacetal charakteryzuje siê najwiêksz¹ jasnoœci¹. Wyniki badañ po³ysku zilustrowano na rysunku 6. Wzrost zawartoœci nape³niacza powoduje stopniowy spadek po³ysku w stosunku do polimeru. W przypadku próbek o zawartoœci nape³niacza 10 i 20% ró nica jest niewielka, aczkolwiek w przypadku pomiarów dla kompozytu z 30% nape³niaczem odnotowano mniejsz¹ wartoœæ w porównaniu do kompozytów o zawartoœci 10 i 20% nape³niacza. Z przeprowadzonych badañ wynika, e poliacetal bez dodatków charakteryzowa³ siê najwiêkszym po³yskiem spoœród badanych próbek. 4. Podsumowanie POM+20% Rys. 6. Po³ysk badanych materia³ów polimerowych Fig. 6. Gloss of examined polymer materials POM + 30% Nape³niacz w postaci piasku kwarcowego spowodowa³ nieznaczne zmiany wartoœci tangensa k¹ta stratnoœci. Najwiêkszy spadek zarejestrowano dla kompozytu o 30% zawartoœci nape³niacza. W przypadku kompozytu 10% zmiany by³y niewielkie. Modyfikator spowodowa³ wzrost wartoœci modu³u zachowawczego w poszczególnych fazach pocz¹wszy od fazy szklistej do stanu wysokoplastycznego. Niewielkie ró nice zanotowano dla kompozytu o najmniejszej zawartoœci nape³niacza, natomiast najwiêksze odnotowano dla poliacetalu zawieraj¹cego 30% nape³niacza. W fazie zeszklenia wartoœæ modu³u zachowawczego siêga³a wartoœci blisko 9500 MPa. Ró nica najbardziej by³a widoczna w zakresie stanu wysokoelastcznego w temperaturze oko³o 0 C, gdzie odnotowano wzrost modu³u zachowawczego o ponad 1200 MPa w porównaniu do poliacetalu bez nape³niacza. W zakresie stanu wysokoplastycznego ró nice wartoœci s¹ niedu e. Na podstawie badañ przeprowadzonych metod¹ DSC stwierdzono, e zawartoœæ nape³niacza w postaci piasku kwarcowego w kompozycie ma istotny wp³yw na wartoœæ ciep³a topnienia. Dla poliacetalu stwierdzono wiêksz¹ wartoœæ entalpii topnienia. Dla próbek kompozytu z 10% zawartoœci¹ nape³niacza stwierdzono nieznaczny wzrost wartoœci temperatury, przy której topnienie zachodzi najszybciej. Na podstawie badañ struktury zaobserwowano zaciemnione obszary zlokalizowane wœród krystalitów. W badaniach mikroskopowych poliacetalu bez nape³niacza zarejestrowano elementy strukturalne o du ych wymiarach, natomiast w kompozycie, gdzie nape³niacza by³o najwiêcej zauwa ono zmniejszenie elementów strukturalnych. W wyniku dodania nape³niacza do poliacetalu odnotowano na podstawie przeprowadzonych badañ zmianê barwy kompozytów z bia³ej na szar¹, co zosta³o potwierdzone po odczytaniu wyników z palety barw. Najbardziej widoczna zmiana zosta³a zaobserwowana w kompozycie z dodatkiem 30% nape³niacza. Po dokonaniu pomiaru jasnoœci stwierdzono, e poliacetal charakteryzowa³ siê najwy sz¹ wartoœci¹, natomiast kompozyt 30% najni sz¹. Badania po³ysku przeprowadzone dla k¹ta 20 wykaza³y e najwiêkszym po³yskiem charakteryzowa³ siê poliacetal bez dodatków. Miêdzy kompozytami o zawartoœci 10 i 20% odnotowano niewielk¹ ró nicê. Najmniejszy po³ysk zaobserwowano przy kompozycie o najwiêkszej zawartoœci modyfikatora. Literatura 1. Jurkowska B., Jurkowski B. Sporz¹dzanie kompozycji polimerowych, Wydawnictwo Naukowo Techniczne, Warszawa Sterzyñski T., ŒledŸ I., Jednopolimerowe kompozyty polipropylenowe wytwarzanie, struktura, w³aœciwoœci, Polimery 2007, 6, Gnatowski A., Wp³yw rodzaju nape³niacza na w³aœciwoœci wybranych mieszanin, Composites 2005, 2, Banasiak A., Sterzyñski T., W³aœciwoœci kompozytów polimerowych PE+talk, Composites 2002, 3, Królikowski W., Ros³aniec Z., Nanokompozyty polimerowe, Composites 2004, 9, Fornes T. D., Paul D. R., Crystallization behavior of nylon 6 nanocomposites, Polymer 2003, 44, Cheng S.Z.D., Pan R., Wunderlich B., Thermal analysis of poly(butylene terephthalate) for heat capacity, rigid-amorphous content, and transition behavior. Macromol. Chem. 1988, 189, uchowska D. Polimery konstrukcyjne, Wydawnictwa Naukowo-Techniczne, Warszawa drobny_0,10.pdf 10. Alonso M., Velasco J.I., J.S. de Saja, Constrained crystallization and activity of filler in surface modified talc polypropylene composites. Eur. Polym. J. 1997, 33, 3, Sterzyñski T., Processing and property improvement in isotactic polypropylene by heterogeneous nucleation. Polimery 2000, 45, 11-12, Sterzyñski T., Calo P., Lambla M., Thomas M., Trans- and dimethyl-quinacridone nucleation of the isotactic polypropylene. Polymer Engineering and Science 1997, 37, 12,
50 182 Paulina JAKUBOWSKA, Arkadiusz KLOZIÑSKI Paulina JAKUBOWSKA, JAKUBOWSKA*, Arkadiusz KLOZIÑSKI Instytut Technologii i In ynierii Chemicznej, Zak³ad Polimerów, Politechnika Poznañska Pl. M. Sk³odowskiej-Curie 2, Poznañ * Paulina.Jakubowska@put.poznan.pl Wp³yw technik homogenizacji na w³aœciwoœci folii papieropodobnych Streszczenie: Artyku³ poœwiêcony jest ocenie wp³ywu zastosowanej techniki homogenizacji (wyt³aczanie jednoi dwuœlimakowe) na w³aœciwoœci wylewanych folii polimerowych (PE-MD/PP) oraz folii papieropodobnych (PE-MD/PP/CaCO 3 ). Na podstawie przeprowadzonych badañ stwierdzono, e w³aœciwoœci u ytkowe (wytrzyma- ³oœæ przy statycznym rozci¹ganiu, odpornoœæ na przebicie, wspó³czynnik tarcia oraz wytrzyma³oœæ zgrzewów), badanych folii polimerowych i papieropodobnych, zale ¹ od stosunku wagowego poszczególnych jej komponentów i zbli one s¹ do w³aœciwoœci polimeru tworz¹cego fazê ci¹g³¹ mieszaniny. Stwierdzono równie, e zastosowana technika homogenizacji, sposób przeprowadzenia przygotowawczego procesu przetwórczego, ma zasadniczy wp³yw na w³aœciwoœci koñcowego wyrobu. Wykazano, e lepsz¹ technik¹ ujednorodniania zarówno materia³ów polimerowych, jak i kompozytowych, przenosz¹c¹ siê na poprawê w³aœciwoœci u ytkowych gotowego wyrobu jest wyt³aczanie dwuœlimakowe. THE INFLUENCE OF HOMOGENIZATION TECHNIQUES ON PROPERTIES OF PAPER-LIKE FILMS Abstract: The aim of this work was the evaluation of influence of used homogenization techniques (one- and twin-screw extrusion) on the properties of casting films (PE-MD/PP) and paper-like films (PE-MD/PP/CaCO 3 ). On the base on realized measurements it was found that properties (tensile strength, puncture resistance, weld strength and friction coefficient) are depended on the weight ratio of the separate components and are approached to properties of the material forming the continuous phase of the matrix. It was also found that the used homogenization technique (the method of preparatory process) has principal influence on properties of the finished product. It was shown that the better homogenization technique both polymeric materials and composites that transfers better film properties is the twin-screw extrusion. 1. WPROWADZENIE Tworzywo polimerowe, które mo na stosowaæ do zasilania maszyn formuj¹cych gotowe wyroby lub pó³fabrykaty, musi posiadaæ odpowiedni sk³ad, strukturê i postaæ. Funkcjê te spe³niaj¹ procesy przygotowawcze (nazywane te procesami obróbki wstêpnej), do których nale ¹ rozdrabnianie, mieszanie, homogenizacja, konfekcjonowanie i suszenie [1-2]. Obejmuj¹ one ca³¹ drogê technologiczn¹ polimeru od surowego produktu procesów chemicznych do gotowego tworzywa nadaj¹cego siê do formowania. W zale noœci od rodzaju tworzywa i stosowanego póÿniej procesu formowania dobiera siê odpowiednie (i w odpowiedniej kolejnoœci) procesy spoœród wymienionych. Jak powy ej wspomniano, jednym z podstawowych procesów obróbki wstêpnej jest homogenizacja. Celem homogenizacji jest polepszenie i utrwalenie jednorodnoœci mieszanki (polimer + nape³niacz; polimer + polimer; polimer + dodatki [antyutleniacz, œrodki smaruj¹ce, barwniki itp.]). Polimery miesza siê, poddaje homogenizacji z dodatkami (np.: nape³niaczami) ró nymi metodami, które s¹ specyficzne dla danego rodzaju polimeru (duroplast czy termoplast) oraz postaci nape³niacza (proszku, w³ókna ci¹g³ego lub ciêtego) [3-5]. Efekt homogenizacji mieszaniny uzyskuje siê poprzez doprowadzenie wstêpnie przygotowanej mieszanki do stanu cieczy o bardzo du ej lepkoœci (najczêœciej przez stopienie zawartego w niej polimeru) i poddanie bardzo intensywnemu œcinaniu, w wyniku którego cz¹stki sta³ych sk³adników mieszanki ulegaj¹ rozdrobnieniu, a ca³y materia³ zostaje poddany dodatkowemu wymieszaniu. Du a lepkoœæ mieszanki zapobiega jej wtórnemu rozfrakcjonowaniu [2]. Ze wzglêdu na z³o ony charakter procesów mieszania (homogenizacji) nie mo na dok³adnie ustaliæ warunków, w których tworzy siê okreœlony stopieñ zdyspergowania. Praktycznie dla ka dego uk³adu (w tym równie uk³adu: polimer + polimer, polimer + nape³niacz proszkowy) jest konieczne ustalenie w³aœciwych parametrów procesu. Pomimo du ej automatyzacji i postêpu w dziedzinie homogenizacji mieszanin polimerowych nadal s¹ problemy z przeniesieniem technologii ze skali laboratoryjnej do przemys³owej. Wspó³czeœnie do najczêœciej stosowanych metod homogenizacji zalicza siê procesy walcowania, mieszania w mieszalnikach okresowych oraz wyt³aczania jedno- oraz dwuœlimakowego. Pomimo, e wspomniane procesy obróbki wstêpnej s¹ szeroko opisane w literaturze [1-5] brak jest publikacji na temat wp³ywu zastosowanej techniki homogenizacji na w³aœciwoœci folii kompozytowych zawieraj¹cych nape³niacz proszkowy. Do folii takich zalicza siê folie papieropodobne o wysokim stopniu nape³nienia wêglanem wapnia [6-7]. Folie te stanowi¹ przedmiot niniejszej pracy, celem której by³o okreœlenie w³aœciwoœci u ytkowych folii wytworzonych na bazie mieszanin polimerowych (PE-MD/iPP) oraz kompozytów o wysokim (48-72% wag.) stopniu nape³nienia wêglanem wapnia (PE-MD/ ipp/caco 3 ), a tak e ocena wp³ywu zastosowanych technik homogenizacji badanych materia³ów (wyt³aczanie jedno- oraz dwuœlimakowe) na ww. w³aœciwoœci.
51 Wp³yw technik homogenizacji na w³aœciwoœci folii papieropodobnych Materia³ badawczy 2. CZÊŒÆ DOŒWIADCZALNA W prezentowanych badaniach zastosowano trójsk³adnikowe uk³ady PE-MD/iPP/CaCO 3 wytworzone na bazie polietylenu HF 513 (Total Petrochemicals), który stanowi³ osnowê dla kompozytów oraz koncentratu ipp/caco 3 FILOLEN FP-0800 (Chrostiki S.A.) zawieraj¹cego 80 ± 2% wag. wêglanu wapnia (modyfikowany powierzchniowo kwasem stearynowym; œredni rozmiar cz¹stek (d 50 ) 3,7µm) stanowi¹cego ich nape³niacz. Jako materia³y referencyjne zastosowano mieszaniny polimerowe PE-MD (HF 513 Total Petrochemicals)/ ipp (HP 456J Basell Orlen Polyolefins Sp. z o.o.), w których stosunek wagowy obu komponentów by³ analogiczny do stosunku wagowego materia³u polimerowego w kompozytach. Zarówno polimerow¹ mieszaninê odniesienia, jak i kompozyty o wysokim stopniu nape³nienia wêglanem wapnia (48-72% wag. CaCO 3 ) (granulaty wejœciowe do procesu wytwarzania folii) otrzymano na drodze dwóch procesów homogenizacji tj. przy zastosowaniu wyt³aczania jedno- oraz dwuœlimakowego. Do ujednorodniania komponentów w procesie wyt³aczania jednoœlimakowego zastosowano liniê technologiczn¹ sk³adaj¹c¹ siê z wyt³aczarki jednoœlimakowej z g³owic¹ cylindryczn¹ (œrednica dyszy równa 4 mm; L/D 24) (McNeil Akron Repiquet), wanny ch³odz¹cej, odci¹gu oraz granulatora. Proces wyt³aczania poprzedza³o wczeœniejsze suszenie (80 C, 2h) oraz mechaniczne wymieszanie komponentów danego materia³u, a nastêpnie wyt³oczenie tworzywa przy prêdkoœci obrotowej œlimaka równej 40 obr/min; temperatura g³owicy równa 220 C. Drug¹ zastosowan¹ metod¹ ujednorodnienia materia³ów polimerowych i kompozytowych by³o ich wyt³aczanie przy u yciu wyt³aczarki dwuœlimakowej. W tym celu zastosowano wyt³aczarkê wspó³bie n¹ (PRISM Eurolab Digital 16) z g³owic¹ cylindryczn¹ (L/D 40) przeznaczon¹ do wyt³aczania tworzyw termoplastycznych o du ej zawartoœci nape³niaczy nieorganicznych. Wyt³aczarka zaopatrzona jest w 10 stref ogrzewania elektrycznego i jedn¹ ogrzewania g³owicy. Umo liwia tak e dozowanie surowca na ka d¹ ze stref cylindra oraz jego odgazowanie poprzez wykorzystanie odpowiedniego systemu odgazowania pró niowego. W opisywanym przypadku tworzywa oraz nape³niacz by³y podawane na pierwsz¹ strefê cylindra. Granulaty kompozytów oraz mieszanin polimerowych wyt³aczano przy prêdkoœci obrotowej œlimaków równej 150 obr/min; temperatura g³owicy wynosi³a 220 C. Ostatnim etapem przygotowania materia³ów do badañ by³o wyt³aczanie folii. Proces ten przeprowadzono w linii technologicznej wyt³aczania folii wylewanych, w sk³ad której wchodzi³ nó powietrzny, wyt³aczarka jednoœlimakowa wyposa ona w g³owicê szczelinow¹ p³ask¹ owymiarachszczeliny120 1mmorazodci¹gtypu chill-roll (Proma, Toruñ). Odci¹g zbudowany jest z obracaj¹cego siê, chromowanego bêbna ch³odz¹cego o œrednicy 0,265m oraz walca odci¹gaj¹cego. Folie wytwarzane by³y z uprzednio homogenizowanych granulatów wejœciowych poddanych suszeniu (80 C, 2h). Prêdkoœæ obrotow¹ œlimaka w procesie wyt³aczania wynosi³a 30 obr/min; temperatura g³owicy 230 C. Parametrem ulegaj¹cym zmianie w trakcie procesu by³a prêdkoœæ obrotowa bêbna ch³odz¹cego, któr¹ regulowano w celu uzyskania ¹danej gruboœci wyt³aczanej folii (80±5 µm). Tab. 1. Sk³ady badanych materia³ów Nr serii PE-MD % wag. ipp % wag. CaCO 3 % wag. R1 (1œ, 2œ) R2 (1œ, 2œ) R3 (1œ, 2œ) R4 (1œ, 2œ) K1 (1œ, 2œ) K2 (1œ, 2œ) K3 (1œ, 2œ) K4 (1œ, 2œ) œ homogenizacja jednoœlimakowa 2œ homogenizacja dwuœlimakowa Wp³yw zastosowanej techniki homogenizacji materia- ³ów wejœciowych na w³aœciwoœci u ytkowe folii wyznaczono dla oœmiu materia³ów, ró ni¹cych siê wzajemnym stosunkiem wagowym poszczególnych komponentów, których dok³adne sk³ady przedstawiono w poni szej tabeli (tab. 1). 2.2 Aparatura badawcza Ocenê w³aœciwoœci wytrzyma³oœciowych, wytworzonych folii polimerowych oraz papieropodobnych, przeprowadzono na drodze prób statycznego rozci¹gania. Pomiary wykonano przy u yciu uniwersalnej maszyny wytrzyma³oœciowej firmy Zwick, model Roell Z020, z bezdotykowym ekstensometrem wideo, zaopatrzonej w g³owicê pomiarow¹ 100 N. Badania wykonano zgodnie z norm¹ PN-EN ISO Tworzywa Sztuczne. Oznaczanie w³aœciwoœci mechanicznych przy statycznym rozci¹ganiu, przy prêdkoœci posuwu trawersy 100 mm/min. Odpornoœæ folii na przebicie okreœlono zgodnie z norm¹ ASTM D 4649, 2003 (rozdzia³ 3 A5) Okreœlenie odpornoœci cienkich folii na przebicie ; przy prêdkoœci posuwu trawersy 10 mm/min. Wytworzone folie poddano równie ocenie pod k¹tem wartoœci wspó³czynnika tarcia, który wyznaczono z prêdkoœci¹ przesuwu, specjalnie do tego celu przystosowanego wózka pomiarowego, równ¹ 10 mm/min. Badanie wykonano zgodnie z norm¹ PN-EN ISO 8295 Tworzywa Sztuczne. Folie i p³yty. Oznaczanie wspó³czynnika tarcia. W celu okreœlenia wytrzyma³oœci zgrzewów wytworzonych folii produkt poddany zosta³ procesowi zgrzewania, przy pomocy zgrzewarki impulsowej, a nastêpnie próbom zrywania i œcinania, które pozwoli³y okreœliæ wartoœæ si³y niszcz¹cej zgrzew. Pomiar ten wykonywano z prêdkoœci¹ 100 mm/min.
52 184 Paulina JAKUBOWSKA, Arkadiusz KLOZIÑSKI 3. WYNIKI BADAÑ Wp³yw zastosowanych technik homogenizacji materia³ów wejœciowych na zmianê wartoœci modu³u sprê ystoœci wzd³u nej (E, GPa) folii polimerowych i papieropodobnych przedstawiono na poni szym rysunku (rys. 1). Przytoczone dane s¹ wynikami otrzymanymi dla folii wytworzonych z materia³ów oznaczonych symbolami R3 i K3 (wg tab. 1), jednak e analogiczne zale noœci otrzymano dla wszystkich wytworzonych folii. Analizuj¹c przedstawione wyniki badañ zauwa ono, e zgodnie z przewidywaniami, folie papieropodobne w porównaniu z foliami wykonanymi z mieszanin polimerowych charakteryzuj¹ siê wiêkszymi wartoœciami modu³u sprê ystoœci wzd³u nej. Spowodowane jest to faktem, i wêglan wapnia w porównaniu z osnow¹ polimerow¹ jest materia³em twardszym i mniej od niej elastycznym, w wyniku czego znacznie zwiêksza sztywnoœæ badanych folii. Wraz ze wzrostem zawartoœci zastosowanego nape³niacza roœnie wartoœæ modu³u E, a wiêc sztywnoœæ wykonanych na jego bazie folii. Rozpatruj¹c folie oznaczone symbolami K1 oraz K4 (tab. 1), czyli zawieraj¹ce w swoim sk³adzie wêglan wapnia o skrajnych jego udzia³ach w kompozycie (K1 = 48% wag. oraz K4 = 72% wag.) odnotowano ponad dwukrotny wzrost wartoœci omawianego parametru tj. od wartoœci 1,16 ± 0,04 GPa do 2,52 ± 0,06 GPa. E, GPa 2,5 2 1,5 1 0,5 0 1_œ 2_œ technika homogenizacji Rys. 1. Modu³ sprê ystoœci wzd³u nej w funkcji sposobu homogenizacji materia³ów stosowanych do wyt³aczania folii wylewanych (R3, K3 wg tab. 1) R3 K3 W funkcji zastosowanej techniki ujednorodniania komponentów wejœciowych do procesu zauwa ono, e folie otrzymane z materia³ów homogenizowanych przy u yciu wyt³aczarki dwuœlimakowej charakteryzuj¹ siê wy szymi wartoœciami modu³u sprê ystoœci wzd³u nej. Jest to szczególnie widoczne dla folii wykonanych z materia³ów kompozytowych wzrost ten wynosi ok. 6% dla folii wykonanych z mieszanin referencyjnych oraz ok. 14% dla folii wyt³oczonych z materia³ów kompozytowych, w porównaniu z wartoœciami E uzyskanymi dla folii z materia³ów homogenizowanych przy u yciu wyt³aczarki jednoœlimakowej. Uzyskane wyniki badañ sugeruj¹ zatem, e zastosowanie wyt³aczania dwuœlimakowego, jako procesu przygotowawczego materia³y polimerowe i kompozytowe do przetwórstwa, pozwala uzyskaæ granulaty wejœciowe o wiêkszej jednorodnoœci strukturalnej. Potwierdzeniem wy ej przedstawionego wniosku mog¹ byæ, uzyskane dla materia³ów homogenizowanych technik¹ wyt³aczania dwuœlimakowego znacznie mniejsze rozrzuty wartoœci omawianego parametru. Ni sze wartoœci modu³u Younga kompozytów mieszanych w procesie wyt³aczania jednoœlimakowego s¹ prawdopodobnie wynikiem obecnoœci w wyt³oczonej folii aglomeratów wêglanu wapnia. Efektem tego mo e byæ powstawanie specyficznych oddzia³ywañ w obszarze polimer aglomerat wp³ywaj¹cych na obni enie sztywnoœci koñcowego wyrobu. Na kolejnym rysunku (rys. 2) przedstawiono wp³yw zastosowanej technik mieszania granulatów wejœciowych na wyd³u enie przyk³adowych (R4, K4 wg tab. 1) wyrobów foliowych przy przebiciu (dlb, mm). Analiza otrzymanych wyników wykaza³a, e wprowadzenie nape³niacza proszkowego do osnowy poliolefinowej powoduje oczekiwane obni enie odpornoœci folii kompozytowych na przebicie, w stosunku do folii polimerowych (spadek dlb o 61% dla folii K4 do R4; homogenizacja jednoœlimakowa). Podkreœliæ natomiast nale y, e efekt ten jest efektem pozytywnym i zamierzonym z punktu widzenia aplikacyjnego zastosowania gotowego wyrobu jako folii papieropodobnej i równoznaczne jest z mo liwoœci¹ ³atwiejszego otwierania produktów zapakowanych w tego rodzaju materia³ foliowy. Wyd³u enie przy przebici obni a siê tak e wraz ze wzrostem nape³niacza w kompozycie (od wartoœci 2,6 ± 0,5 mm dla K1, do wartoœci 1,8 ± 0,5 mm dla K4), co wynika oczywiœcie z faktu, e wprowadzenie proszkowego nape³niacza do osnowy polimerowej równoznaczne jest z wprowadzeniem do oœrodka ci¹g³ego nieci¹g³ych cz¹stek CaCO 3, które stanowi¹ swoiste, rozproszone w strukturze mikrokarby wywo³uj¹ce obni enie w³aœciwoœci wytrzyma³oœciowych gotowego wyrobu. dlb, mm _œ 2_œ technika homogenizacji Rys. 2. Wyd³u enie przy przebiciu w funkcji sposobu homogenizacji materia³ów stosowanych do wyt³aczania folii wylewanych (R4, K4 wg tab. 1) R4 K4
53 Wp³yw technik homogenizacji na w³aœciwoœci folii papieropodobnych 185 W funkcji zastosowanej techniki homogenizacji odnotowano, e analogicznie jak w przypadku modu³u sprê- ystoœci wzd³u nej, ujednorodnianie komponentów wejœciowych do produkcji folii za pomoc¹ wyt³aczania dwuœlimakowego pozwala uzyskaæ lepsze rezultaty. WyraŸnie widaæ bowiem, e w przypadku folii polimerowych odnotowane wartoœci wyd³u enia przy przebiciu dla homogenizacji dwuœlimakowej w stosunku do jednoœlimakowej s¹ o 15,6% wy sze dla folii R4 oraz o 7,1% ni sze dla folii K4 (wg tab. 1). Otrzymane wyniki badañ potwierdzaj¹ wczeœniej wysuniête przypuszczenie nt. efektywniejszej homogenizacji kompozytów w liniach technologicznych wyt³aczania dwuœlimakowego. Lepsze wymieszanie komponentów kompozytowych równoznaczne jest z bardziej równomiernym roz³o eniem cz¹stek nape³niacza w osnowie polimerowej, które wp³ywaj¹ na obni enie dlb. Dodatkowe potwierdzenie wy szej jednorodnoœci kompozytów oznaczonych symbolem 2_œ (wg tab. 1), w stosunku do 1_œ, stanowi¹ tak e ni sze wartoœci odchyleñ standardowych R4_2_œ i K4_2_œ, w stosunku do R4_1_œ i K4_1_œ. Analogiczne wyniki badañ otrzymano równie porównuj¹c zarejestrowane wartoœci si³ potrzebnych do przebicia folii odniesionych do ich gruboœci. µd 0,4 0,3 0,2 0,1 0 1_œ 2_œ technika homogenizacji R1 K1 Wyznaczone wartoœci wspó³czynnika tarcia kinetycznego w funkcji techniki jak¹ zastosowano do homogenizacji granulatów wejœciowych stosowanych do produkcji folii (R1, K1 wg tab. 1) przedstawiono na kolejnym rysunku (rys. 3). Wyznaczone wartoœci wspó³czynników tarcia kinetycznego osi¹gaj¹ zdecydowanie wy sze wartoœci dla folii nape³nionych CaCO 3. Przyk³adowo porównuj¹c wartoœæ wspó³czynników tarcia dla folii oznaczonych symbolami R1 i K1 (wg tab. 1) ró nica ta wynosi ok. 0,15 dla homogenizacji jednoœlimakowej i 0,09 dla homogenizacji dwuœlimakowej. Otrzymane wyniki badañ sugeruj¹, e wraz ze wzrostem zawartoœci wêglanu wapnia w foliach kompozytowych zwiêksza siê chropowatoœæ gotowego wyrobu, a zatem wzrasta si³a potrzebna do wprawienia jej w ruch stabilniejsza pozycja produktów zapakowanych w folie wytworzone z ww. materia³ów. Z przeprowadzonych badañ jednoznacznie wynika równie, e badane folie kompozytowe charakteryzuj¹ siê chropowatoœci¹ powierzchni, która prawdopodobnie sprzyja przyczepnoœci farb drukarskich. Analizuj¹c rysunek 3 po raz kolejno stwierdzono równie, e wy sze wartoœci wspó³czynnika tarcia kinetycznego charakteryzuj¹ folie, których materia³ wejœciowy ujednorodniano przy zastosowaniu wyt³aczarki dwuœlimakowej. Wzrost ten wynosi odpowiednio dla folii R1 i K1 26% i 18,8%, co potweirdza wniosek nt. lepszego ujednorodniania komponentów przy pomocy ww. metody homogenizacji (bardziej równomierne roz³o enia wêglanu wapnia w osnowie poliolefinowej). Potwierdzeniem powy szego stwierdzenia mo e byæ te analiza b³êdów statystycznych okreœlonych dla poszczególnych pomiarów wyraÿnie widaæ bowiem, e wyznaczone wartoœci odchyleñ standardowych s¹ ni sze dla folii wytwarzanych z granulatów homogenizowanych przy u yciu wyt³aczarki dwuœlimakowej. Ostatni¹ z okreœlonych w³aœciwoœci u ytkowych badanych folii by³a wytrzyma³oœæ ich zgrzewów, wyznaczona w dwóch próbach tj. na zrywanie i œcinanie. Analizuj¹c otrzymane wyniki badañ odnotowano oczekiwane obni enie wytrzyma³oœci zgrzewów folii papieropodobnych w stosunku do folii polimerowych oraz zauwa ono, e wraz ze wzrostem zawartoœci nape³niacza proszkowego w osnowie poliolefinowej wytrzyma³oœæ zgrzewu tak- e obni a siê. Jak ju wczeœniej wspomniano zjawisko to jest wynikiem wprowadzeniem du ych iloœci CaCO 3 do PE-MD i PP, co stanowi swoist¹ przeszkodê w zgrzewaniu folii (zgrzewaniu ulega przede wszystkim materia³ polimerowy, którego wraz ze wzrostem wêglanu wapnia w mieszaninie ubywa), a tym samym obni a jakoœæ zgrzewu. W œwietle wczeœniej przedstawionych wyników badañ, dla modu³u sprê ystoœci wzd³u nej, odpornoœci folii na przebicie i wspólczynników tarcia, w przypadku folii polimerowych odnotowano natomiast nieoczekiwane Rys. 3. Wspó³czynnik tarcia kinetycznego w funkcji sposobu homogenizacji materia³ów stosowanych do wyt³aczania folii wylewanych (R1, K1 wg tab. 1) F, N 15 R4 K _œ 2_œ technika homogenizacji Rys. 4. Wytrzyma³oœæ zgrzewu w próbie zrywania w funkcji sposobu homogenizacji materia³ów stosowanych do wyt³aczania folii wylewanych (R4, K4 wg tab. 1)
54 186 Paulina JAKUBOWSKA, Arkadiusz KLOZIÑSKI obni enie wytrzyma³oœci zgrzewów dla granulatów ujednorodnianych dwuœlimakowo w stosunku do homogenizacji jednoœlimakowej (przyk³ad rys. 4). Celem wyt³umaczenia tego zjawiska nale a³o by przeprowadziæ dodatkowe badania zgrzewów wytworzonych przy innych parametrach impulsu grzania i ch³odzenia oraz dok³adnej analizy miejsca ich pêkania. W przypadku folii kompozytowych otrzymane wyniki badañ technik mieszania potwierdzi³y, e wiêksz¹ homogenizacjê oraz wy szy stopieñ jednorodnoœci gotowego wyrobu charakteryzuje folie wytworzone na bazie granulatów homogenizowanych przy zastosowaniu wyt³aczarki dwuœlimakowej. Analizuj¹c powy sze wykresy (rys. 4) wyraÿnie widaæ bowiem, e folia oznaczona symbolem 2_œ osi¹ga ni sze wartoœci F w stosunku do 1_œ (wg tab. 1), co sugeruje, e na ³¹czeniu folii dwuœlimakowych znajduje siê prawdopodobnie mniej po³¹czeñ polimer polimer, a bardziej równomierne roz³o enie nape³niacza proszkowego wp³ywa na oczekiwane obni enie wytrzyma³oœci zgrzewu. 4. WNIOSKI Przeprowadzone badania w sposób jednoznaczny wykaza³y, e zastosowanie techniki wyt³aczania dwuœlimakowego (jako przygotowawczego procesu przetwórczego), w celu homogenizacji materia³ów wejœciowych do procesu wytwarzania folii, przek³ada siê na uzyskanie bardziej jednorodnego wyrobu koñcowego, tym samym o lepszych w³aœciwoœciach u ytkowych. Ponadto, zauwa ono równie, e opisane folie papieropodobne charakteryzuj¹ siê ni szymi wartoœciami odpornoœci na przebicie i wytrzyma³oœci zgrzewów oraz wy szym modu³em sprê ystoœci wzd³u nej i wspó³czynnikami tarcia gotowego wyrobu, w stosunku do folii polimerowych, co z aplikacyjnego punktu widzenia zastosowania ich jako alternatywy dla konwencjonalnego papieru, jest efektem zamierzonym i po ¹danym. Reasumuj¹c wszystkie powy ej przedstawione wyniki badañ stwierdziæ mo na zatem, e papieropodobne folie kompozytowe wskazuj¹ na mo liwoœæ zast¹pienia w wielu przypadkach polimerowych folii opakowaniowych (dzia³anie proekologiczne). Literatura [1] uchowska D., Polimery konstrukcyjne, WNT, Warszawa 2000 [2] Wilczyñski K., Przetwórstwo tworzyw sztucznych, WPW, Warszawa 2000 [3] Sikora T., Przetwórstwo tworzyw wielkocz¹steczkowych, PWN, Warszawa 1987 [4] ¹czyñski B., Tworzywa sztuczne i ich przetwórstwo, PWN, Warszawa 1980 [5] Jurkowski B., Jurkowska B., Sporz¹dzanie kompozycji polimerowych, PNT, Warszawa, 1995 [6] Jakubowska P., Kloziñski A., Recycling folii papieropodobnych wytworzonych z kompozytów polimerowych o wysokim stopniu nape³nienia wêglanem wapnia, In. Ap. Chem., 2012, 5, s. 22 [7] Jakubowska P., Kloziñski A., Folie kompozytowe o wysokim stopniu nape³nienia wêglanem wapnia odpornoœæ na degradacjê chemiczn¹ i œrodowiskow¹, Przetwórstwo Tworzyw, 2012, 6, s. 573 Autorzy sk³adaj¹ serdeczne podziêkowania panom mgr. in. Mateuszowi Matelskiemu oraz mgr. in. Krzysztofowi aputowi za pomoc w realizacji badañ przedstawionych w niniejszej pracy. Praca zrealizowana w ramach projektu badawczego Ministra Nauki i Szkolnictwa Wy szego numer N N
55 Wp³yw haloizytowych nanorurek, antypirenu i elastomeru na strukturê, palnoœæ i w³aœciwoœci mechaniczne poliamidu Krystyna KELAR, Kinga MENCEL Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych Wp³yw haloizytowych nanorurek, antypirenu i elastomeru na strukturê, palnoœæ i w³aœciwoœci mechaniczne poliamidu 6 Streszczenie. Analizowano wp³yw wybranych modyfikatorów (nanonape³niacz, antypiren, elastomer) na strukturê, palnoœæ oraz w³aœciwoœci mechaniczne poliamidu 6 (PA6). Kompozyty otrzymano metod¹ wyt³aczania przy u yciu wyt³aczarki dwuœlimakowej. Stopieñ zdyspergowania haloizytowych nanorurek (HNT) w poliamidowej matrycy analizowano na podstawie map rozk³adu atomów krzemu w kompozytach. Oznaczano palnoœæ metod¹ UL-94, cechy wytrzyma³oœciowe w próbie statycznego rozci¹gania oraz udarnoœæ próbek z karbem. Stwierdzono, e badane kompozyty maj¹ klasê palnoœci V0, dobre w³aœciwoœci wytrzyma³oœciowe oraz zwiêkszon¹ w stosunku do niemodyfikowanego PA6 odpornoœæ na uderzenia. Wprowadzone modyfikatory zmniejszaj¹ wyd³u enie przy zerwaniu matrycy poliamidowej. INFLUENCE OF THE HALLOYSITE NANOTUBES, FLAME RETARDANT AND ELASTOMER ON THE STRUCTURE, FLAMMABILITY AND MECHANICAL PROPERTIES OF POLYAMIDE 6 Abstract. Studies on the influence of selected modifiers (nanofiler, flame retardant, elastomer) on the structure, flammability and mechanical properties of polyamide 6 (PA6) have been presented. The composites were prepared by extrusion using a twin-screw extruder. The degree of dispersion of halloysite nanotubes (HNT) in polyamide matrix was analyzed by mapping the distribution of silicon atoms in the composites. The following methods were used: flammability UL-94 test, strength characteristics in the static tensile test and the notched impact strength. I was found that the composites have V0 flame class, good strength properties and increased impact strength in the relation to the unmodified PA6. The elongation at break of these composites decreased due to the addition of the modifiers. 1. WPROWADZENIE Wiadomo, e poliamid 6 (PA6), który jest wa nym materia³em konstrukcyjnym ma niekorzystne cechy po- arowe (pali siê w p³omieniu i po usuniêciu Ÿród³a ognia, kapie) czêsto ograniczaj¹ce jego zastosowanie w wielu ga³êziach przemys³u. W celu uodpornienia materia³ów polimerowych na zap³on, spalanie p³omieniowe, szerzenie siê ognia oraz wydzielanie dymu i toksycznych gazów najczêœciej dodaje siê do nich antypireny (flame retardant), które w procesie technologicznym powinny zostaæ jednorodnie zdyspergowane w tworzywie [1 5]. Zadaniem antypirenów jest zwiêkszenie ognioodpornoœci materia³ów polimerowych wzglêdnie modyfikacja ich zachowania siê w p³omieniu. Spe³nienie wymagañ narzuconych przez normy okreœlaj¹ce odpornoœæ materia³ów polimerowych na palenie wymusza dodawanie du ych iloœci antypirenów. Ich zawartoœæ w materiale polimerowym mo e wynosiæ nawet 50-60% mas. [1, 5]. Tak du y udzia³ antypirenu z regu³y wp³ywa niekorzystnie na w³aœciwoœci fizyczne i przetwórcze tworzywa, pogarsza jego przezroczystoœæ, zmienia barwê, przyspiesza procesy degradacji w warunkach u ytkowania i czêsto podnosi cenê koñcowego wyrobu [1, 3]. Zmniejszenie zawartoœci antypirenu oraz korzystne w³aœciwoœci mechaniczne i przetwórcze materia³u polimerowego mo na uzyskaæ dziêki zjawisku synergizmu. Polega ono na tym, e sumaryczny efekt w opóÿnianiu spalania mieszaniny z³o onej z dwóch lub wiêkszej liczby sk³adników jest wiêkszy od sumy indywidualnych dzia- ³añ tych sk³adników [1, 4, 5]. Celem pracy stanowi¹cej przedmiot niniejszego artyku³u by³o okreœlenie wp³ywu bezhalogenowego antypirenu, nanonape³niacza i elastomeru na strukturê, palnoœæ i w³aœciwoœci mechaniczne PA6. Poprawa charakterystyki po arowej PA6 ma istotne znaczenie ze wzglêdu na jego szerokie wykorzystanie w przemyœle samochodowym, górniczym, w elektrotechnice, itd. 2. CZÊŒÆ DOŒWIADCZALNA Do badañ stosowano nastêpuj¹ce surowce: poliamid 6 (Tarnamid T-30, kolor naturalny), produkcji Zak³adów Azotowych w Tarnowie-Moœcicach, haloizytowe nanorurki (HNT), produkcji Sigma-Aldrich Exolit OP1312, produkcji Clariant GmbH, Niemcy (bezhalogenowy antypiren na bazie organicznych fosforanów) o temp. rozk³adu 350 C, triblokowy kopolimer styren/(etylen/butylen)/styren szczepiony bezwodnikiem maleinowym (SEBS-graft-MA) o nazwie handlowej Kraton FG1901X (produkcji firmy Kraton Polymer, USA), o gêstoœci 0,91 g/cm 3. Kopolimer ten zawiera 30% zwi¹zanego styrenu i od 1,4% do 2% zwi¹zanego bezwodnika maleinowego. Sk³ad badanych kompozytów poliamidowych podano w tabeli 1. Dla porównania badano równie niemodyfikowany PA6. Poliamid 6 przed przetwórstwem suszono w komorze termicznej w temperaturze 80 2 C przez 24 godziny. Po wysuszeniu i rêcznym wymieszaniu z pozosta³ymi sk³ad-
, w kierunku od leja zasypowego do g³owicy wynosi³a, odpowiednio, 185, 223, 235, 247, 251, 255, 259, 259, 264 C.")
 75% mas. PA6+5% mas. HNT+15% mas. Exolit OP1312+5% mas.")
56 188 Krystyna KELAR, Kinga MENCEL nikami, kompozycjê porcjami dozowano do leja zasypowego wspó³bie nej wyt³aczarki dwuœlimakowej o œrednicy œlimaka 18 mm i L/D = 40, produkcji ZAMAK, Kraków. Temperatura wyt³aczania w poszczególnych strefach wyt³aczarki (9 stref), w kierunku od leja zasypowego do g³owicy wynosi³a, odpowiednio, 185, 223, 235, 247, 251, 255, 259, 259, 264 C. Szybkoœæ obrotowa œlimaków wynosi³a 69 obr/min. Wyt³oczyny ch³odzono w powietrzu i granulowano. Tabela 1. Oznaczenia i sk³ad badanych materia³ów Nr próbki 1 niemodyfikowany PA6 2 3 Sk³ad kompozycji polimerowej 80% mas. PA6+5% mas. HNT+15% mas. Exolit OP1312 (kompozyt 1) 75% mas. PA6+5% mas. HNT+15% mas. Exolit OP1312+5% mas. SEBS-graft-MA (kompozyt 2) Znormalizowane próbki do badañ palnoœci i w³aœciwoœci mechanicznych wykonywano za pomoc¹ wtryskarki Engel (typu ES 80/20HLS, ze œlimakiem o œrednicy 22 mm i stosunku L/D = 18). Przed wtryskiwaniem granulat PA6 oraz granulaty kompozytów suszono w identycznych warunkach jak wy ej. Próbki wtryskiwano w nastêpuj¹cych warunkach (PA6/kompozyt 1/kompozyt 2): temperatura dyszy 265/280/265 C, ciœnienie wtrysku (hydrauliczne) 64/55/55 MPa, czas wtrysku 1,22/1,22/1,22 s, temperatura formy 23/23/23 C, czas ch³odzenia 30/25/35 s. Metody badañ Test p³omieniowy pionowo zamocowanych próbek (okreœlenie klasy palnoœci) wykonano zgodnie z norm¹ PN-EN , która jest odpowiednikiem UL-94. Obserwacje mikroskopowe i mikroanalizê rozk³adu atomów krzemu w kompozytach wykonywano na powierzchniach prze³omów otrzymanych w wyniku wymro enia próbek w ciek³ym azocie i nastêpne ich z³amanie. Prze³omy naparowywano cienk¹ warstw¹ wêgla w napylarce pró niowej Jeol JEE 4B firmy JEOL (Japonia). Mapki rozk³adu atomów krzemu uzyskano przy u yciu detektora energii promieniowania rentgenowskiego (EDS) Prism 2000 oraz specjalistycznego komputera Avalon firmy Princeton Gammma Tech (USA) wspó³pracuj¹cego z mikroskopem elektronowym. Mapki rejestrowano w czasie (ok. 20 min) wynikaj¹cym z natê enia impulsów promieniowania rentgenowskiego i pikselowego wymiaru mapek ( ) w programie Spirit, pracuj¹cym w systemie Windows Próby statycznego rozci¹gania wg PN-EN ISO 527-2: 1998 wykonywano stosuj¹c maszynê wytrzyma³oœciow¹ Instron model 4481, wspó³pracuj¹c¹ z programem komputerowym SERIE IX, rejestruj¹cym wyniki pomiarów. Rozci¹gano znormalizowane próbki w postaci wiose³ek z prêdkoœci¹ 50 mm/min, w temp C. Badania udarnoœci wykonano z u yciem m³ota Charpy ego typu PW-5 firmy Instron, zgodnie z PN-EN ISO 179-1:2002 (U). W badaniach stosowano próbki typu 2 (prostopad³oœciany o wymiarach mm) z karbem typu A, który naciêto na frezarce laboratoryjnej. Za wynik przyjêto œredni¹ arytmetyczn¹ z dziesiêciu oznaczeñ. Próbki do badañ zawiera³y 1,5 0,05% wody. 3. OMÓWIENIE WYNIKÓW BADAÑ Poliamid 6 jest polimerem, który pali siê w p³omieniu i po usuniêciu Ÿród³a ognia, kapi¹c pal¹cymi siê kroplami. Wydziela siê przy tym charakterystyczny zapach palonego rogu. Stopione krople PA6 zwiêkszaj¹ powierzchniê palenia, co prowadzi do szybkiego rozprzestrzeniania siê ognia, a co widoczne jest na rys. 1. Zachowanie siê kompozytu 1 w teœcie UL 94 przedstawiono na rys. 2. Badaj¹c palnoœæ tego kompozytu stwierdzono, e spe³nia on nastêpuj¹ce kryteria [1, 5]: czas p³oniêcia pojedynczej próbki t 1 i t 2 wynosi 10 sekund, ca³kowity czas p³oniêcia 5 próbek wynosi 50 sekund, próbka nie p³onie ani nie arzy siê do uchwytu, od p³on¹cej próbki nie odrywaj¹ siê pal¹ce krople i fragmenty tworzywa, nie nastêpuje zap³on waty bawe³nianej. Bior¹c pod uwagê powy sze kryteria, kompozyt 1 mo na zaklasyfikowaæ do materia³ów polimerowych o klasie palnoœci V-0. Korzystne cechy po arowe tego kompozytu wynikaj¹ z obecnoœci HNT i antypirenu (Exolitu) w matrycy poliamidowej efekt synergiczny. Zachowanie siê podczas testu UL 94 próbek wykonanych z kompozytu 2 przedstawiono na rys. 3. Kompozyt ten oprócz takiej samej iloœci HNT i antypirenu w matry- a) b) c) Rys. 1 (a c). Zachowanie siê próbek poliamidowych podczas testu pionowego palenia (po drugim podpaleniu próbki i usuniêciu Ÿród³a ognia)
 drugie podpalanie próbki,(b c) po drugim podpaleniu próbki i usuniêciu Ÿród³a ognia a) b) c) Rys. 3.")

![Kopolimer SEBS-graft-MA nale y do polimerów olefinowo-styrenowych, a wiêc materia³ów jeszcze bardziej ³atwopalnych ni PA6 [1].](/docs-images/72/67951893/images/57-2.jpg "Na podstawie przeprowadzonych badañ palnoœci stwierdzono, e dodatek kopolimeru SEBS-graft-MA nie mia³ wp³ywu na palnoœæ tego kompozytu.")
.")


57 Wp³yw haloizytowych nanorurek, antypirenu i elastomeru na strukturê, palnoœæ i w³aœciwoœci mechaniczne poliamidu a) b) c) Rys. 2. Zachowanie siê próbek kompozytu 1 podczas testu pionowego palenia: a) drugie podpalanie próbki,(b c) po drugim podpaleniu próbki i usuniêciu Ÿród³a ognia a) b) c) Rys. 3. Zachowanie siê próbek kompozytu 2 podczas testu pionowego palenia: a) drugie podpalanie próbki, (b c) po drugim podpaleniu próbki i usuniêciu Ÿród³a ognia cy poliamidowej jak¹ mia³ kompozyt 1 zawiera³ ponadto 5% wag. modyfikatora udarnoœci, kopolimeru SEBS-graft-MA. Kopolimer SEBS-graft-MA nale y do polimerów olefinowo-styrenowych, a wiêc materia³ów jeszcze bardziej ³atwopalnych ni PA6 [1]. Na podstawie przeprowadzonych badañ palnoœci stwierdzono, e dodatek kopolimeru SEBS-graft-MA nie mia³ wp³ywu na palnoœæ tego kompozytu. Podobnie, jak kompozyt 1 mo na go zaklasyfikowaæ do materia³ów polimerowych o klasie palnoœci V-0. W przypadku obu kompozytów, zarówno produkty rozk³adu Exolitu, jak i obecnoœæ nanocz¹stek HNT sprzyjaj¹ rozk³adu atomów krzemu, które przestawiono na rys. 4 (b, d). W obu kompozytach mo na zaobserwowaæ w miarê jednorodne rozmieszczenie w matrycy poliamidowej atomów krzemu haloizytowych nanorurek. Na mapach tych widoczne s¹ te obszary o wiêkszym zagêszczeniu atomów Si, œwiadcz¹ce o obecnoœci aglomeratów nanonape³niacza, jak równie obszary puste, w których zawartoœæ HNT jest stosunkowo ma³a. W³aœciwoœci mechaniczne oznaczone w próbie statycznego rozci¹gania niemodyfikowanego PA6 i kompozytów zestawiono w tabeli 2. Jak widaæ, wartoœci granicy plastycznoœci, czyli pierwszego naprê enia, przy którym Tabela 1. W³aœciwoœci mechaniczne przy statycznym rozci¹ganiu i udarnoœæ z karbem badanych materia³ów Nr próbki Granica plastycznoœci, MPa Naprê enie przy umownej granicy plastycznoœci MPa Modu³ sprê ystoœci przy rozci¹ganiu MPa Wyd³u enie przy zerwaniu, % Udarnoœæ próbek z karbem, kj/m ,6 4,8 24,2 1,3 1029,8 31,0 532,3 33,2 8,6 0,5 2 62,4 0,6 25,5 0,7 1375,4 22,2 8,0 1,4 9,7 0,8 3 51,3 1,5 21,6 0,9 1222,3 41,6 19,5 5,0 11,5 2,1 tworzeniu siê porowatej warstwy koksu, która blokuje przep³yw ciep³a z p³omienia do próbki, co powoduje gaœniêcie p³omienia [6, 7]. W³aœciwoœci mechaniczne polimerów modyfikowanych HNT, podobnie jak w przypadku innych nape³niaczy, zale ¹ od trzech najwa niejszych czynników: morfologii, stopnia zdyspergowania oraz kompatybilnoœci miêdzy polimerem i nape³niaczem. Jak widaæ z mikrofotografii SEM przedstawionych na rys. 4 (a, c) morfologia obu kompozytów jest podobna. Miar¹ dyspersji i/lub agregacji cz¹stek HNT w matrycy polimerowej s¹ mapy wzrost wyd³u enia nie powoduje wzrostu naprê enia obu kompozytów jest mniejszy ni niemodyfikowanego PA6. Fakt, e nie uzyskano efektu wzmocnienia matrycy w wyniku wprowadzenia HNT przypisaæ nale y obecnoœci Exolitu. Jak wiadomo dodatek antypirenów najczêœciej pogarsza w³aœciwoœci mechaniczne matrycy polimerowej [2]. Za mniejsz¹ wartoœæ granicy plastycznoœci kompozytu 2 ni kompozytu 1 odpowiedzialny jest elastomer, czyli kopolimer SEBS-graft-MA, który ma stosunkowo ma³¹ wytrzyma³oœæ, wynosz¹c¹ wg danych producenta ok. 35 MPa. Podobnie wyt³umaczyæ mo na stwier-


58 190 Krystyna KELAR, Kinga MENCEL dzone zmiany naprê enia przy umownej granicy plastycznoœci (tab. 2). Wiadomo, e nanonape³niacze wprowadzone do matrycy polimerowej zwiêkszaj¹ jej sztywnoœæ, zmniejszaj¹c jednak najczêœciej wyd³u enie przy zerwaniu [8]. Na podstawie przeprowadzonych badañ stwierdzono, e modu³ sprê- ystoœci przy rozci¹ganiu (modu³ Younga) obu kompozytów jest wiêkszy ni niemodyfikowanego PA6. Za mniejsz¹ sztywnoœæ kompozytu 2 odpowiedzialny jest SEBS-graft-MA, który jako typowy elastomer ma niewielk¹ wartoœæ modu³u Younga. Poliamid 6 jest polimerem, który charakteryzuje siê bardzo du ¹ wartoœci¹ wyd³u enia przy zerwaniu. Wprowadzenie do matrycy poliamidowej antypirenu, ze wzglêdu na du ¹ koncentracjê naprê eñ na granicy faz polimer/nape³niacz, powoduje du y spadek wyd³u enia obu kompozytów (tab. 2). Cech¹ czêsto decyduj¹c¹ o kierunku zastosowania tworzyw polimerowych jest odpornoœæ na obci¹ enia udarowe. Poliamid 6 charakteryzuje siê wysok¹ odpornoœci¹ na uderzenia, która jednak ma niewielkie wartoœci po naciêciu karbu. Poniewa próbki bez karbu wykonane z PA6 nie pêkaj¹, badania porównawcze wykonano dla próbek z karbem, a wyniki przedstawiono w tabeli 1. Wprowadzenie antypirenów do matrycy polimerowej najczêœciej jest przyczyn¹ zmniejszenia udarnoœci. Wiêksz¹ odpornoœæ na uderzenia kompozytu 1 ni niemodyfikowanego PA6 nale y przypisaæ haloizytowym nanorurkom, które prawdopodobnie czêœciowo absorbuj¹ energiê uderzenia. Za wiêksza udarnoœæ kompozytu 2 ni kompozytu 1 odpowiedzialny jest kopolimer SEBS-graft-MA, który bêd¹c elastomerem charakteryzuje siê wysok¹ odpornoœci¹ na uderzenia. 4. PODSUMOWANIE Badania potwierdzi³y znany fakt, e poliamid 6 pali siê w p³omieniu i po usuniêcia Ÿród³a ognia, kapi¹c przy tym pal¹cymi siê kroplami. Synergiczny efekt haloizytowych nanorurek oraz bezhalogenowego antypirenu zwiêksza odpornoœæ ogniow¹ matrycy poliamidowej; otrzymano kompozyty o klasie palnoœci V-0. Kopolimer SEBS-graft-MA nie wp³ywa na palnoœæ; kompozyt zawieraj¹cy haloizytowe nanorurki, bezhalogenowy antypiren i SEBS-graft-MA ma klasê palnoœci V-0. Kopolimer SEBS-graft-MA jest dobrym modyfikatorem udarnoœci dla kompozytów PA6/HNT/antypiren. a) b) c) d) Rys. 4. Mikrofotografie SEM kompozytów: a) kompozyt 1, c) kompozyt 2 oraz mapy rozk³adu atomów krzemu: b) w kompozycie 1, d) w kompozycie 2 Literatura [1] Janowska G., Przygocki W., W³ochowicz A.: Palnoœæ polimerów i materia³ów polimerowych, WNT, Warszawa [2] Boryniec S., Przygocki W.: Procesy spalania polimerów. Cz. I. Zagadnienia podstawowe, Polimery, 1999, vol. 44, no. 2, s [3] Boryniec S., Przygocki W.: Procesy spalania polimerów. Cz. II Zjawisko zap³onu w polimerach, Polimery, 1999, vol. 44, nr. 6, s [4] Boryniec S., Przygocki W.: Procesy spalania polimerów. Cz. III OpóŸnianie spalania materia³ów polimerowych, Polimery, 1999, vol. 44, no. 10, s [5] Praca zbiorowa pod redakcj¹ Jurkowski B., Rydarowski H.: Materia³y polimerowe o obni onej palnoœci, Wydawnictwo Naukowe Instytutu Technologii Eksploatacji Pañstwowego Instytutu Badawczego, Radom [6] Rybiñski P., Janowska G.: Wp³yw antypirenów na stabilnoœæ termiczn¹ i palnoœæ usieciowanych kauczuków nitrylowych, Polimery, 2009, vol. 54, no , s [7] Marney D. C. O., Russell L. J., Wu D. Y.: The suitability of halloysite nanotubes as a fire retardant for nylon 6, Polym. Degrad. Stab., 2008, 93, no. 10, s [8] Prashantha K., Schmitt H., Lacrampe M. F., Krawczak P.: Mechanical behaviour and essential work of fracture of halloysite nanotubes filled polyamide 6 nanocomposites, Composites Science and Technology, 2010, vol. 71, no. 16, s
59 Analiza rozk³adu temperatury powierzchni wyt³oczyny w obszarze pomiêdzy g³owic¹ a kalibratorem 191 Tomasz KLEPKA, Bronis³aw SAMUJ O Politechnika Lubelska, Katedra Procesów Polimerowych ul. Nadbystrzycka 36, Lublin t.klepka@pollub.pl, b.samujlo@pollub.pl Analiza rozk³adu temperatury powierzchni wyt³oczyny w obszarze pomiêdzy g³owic¹ a kalibratorem Streszczenie. W artykule przedstawiono badania dotycz¹ce monitorowania i kontroli zjawisk cieplnych w procesie wyt³aczania z wykorzystaniem skanera termowizyjnego. Temperaturê powierzchni wyt³oczyny badano podczas procesu wyt³aczania przy zmianie odleg³oœci kalibratora wzglêdem g³owicy wyt³aczarskiej. Wykazano, e w wyniku odpowiedniej odleg³oœci ustawienia kalibratora wzglêdem g³owicy wytaczarskiej, mo liwe jest uzyskanie zmiany warunków cieplnych w wyt³oczynie. Uzyskany zakres zmian wartoœci temperatury mo e skutkowaæ popraw¹ przebieg procesu w rozwa nym obszarze linii technologicznej, szczególnie przy wytwarzaniu wytworów o kszta³tach z³o onych o ma³ych gruboœciach œcianek. S³owa kluczowe: wyt³aczanie, pomiar temperatury, wytwory o kszta³tach z³o onych ANALYSIS OF SURFACE TEMPERATURE DISTRIBUTION IN THE AREA BETWEEN EXTRUSION DIE AND CALIBRATOR Abstract. The article presents a study on monitoring and control of hest phenomena using thermal imaging scanner. During the extrusion process extrudate surface of temperature values was studies by changing the distance between the calibrator and extrusion die. The results of the research shows that the correct distance setting of the calibrator and extrusion die enables changes in thermal conditions in the extrudate. Obtained range of temperature changes may improve the process course in the analyzed area of the technological line, particularly during manufactured of the complex shapes products with thin all thicknesses Key words: extrusion temperature, polymer materials, complex shape products Wstêp Jednym z wa niejszych zagadnieñ w przetwórstwie tworzyw jest efektywne przeprowadzenie procesu uplastyczniania tworzywa oraz wykonanie w nim odpowiednich przemian, w jak najefektywniejszy sposób. Poprzez zmianê wybranych warunków procesu, takich jak: ciœnienie, temperatura, stopieñ homogenizacji, wartoœæ natê enia przep³ywu w uk³adzie uplastyczniaj¹cym, a nastêpnie w narzêdziu mo na otrzymywaæ wytwory z tego samego tworzywa, ró ni¹ce siê struktur¹ i w³aœciwoœciami [1-3]. W procesie wyt³aczania do niezwykle istotnych zagadnieñ technologicznych nale y wiêc mo liwoœæ utrzymania niezmiennych, œciœle okreœlonych warunków przebiegu wszystkich zjawisk zachodz¹cych w tworzywie przetwarzanym. Tworzywo transportowane w uk³adzie uplastyczniaj¹cym przez œlimak jest jednoczeœnie nagrzewane ciep³em doprowadzanym z grzejników umieszczonych na cylindrze oraz ciep³em wytwarzanym na skutek tarcia zewnêtrznego i wewnêtrznego tworzywa. Utrzymanie wymaganej temperatury przetwórstwa w poszczególnych strefach, odbywa siê poprzez wykorzystanie odpowiednich uk³adów sterowania i kontroli nagrzewania cylindra. Zwiêkszaj¹cy siê stopieñ skomplikowania konstrukcji wytworów wyt³aczanych oraz stosowanie coraz wiêkszej iloœci ró nego rodzaju nape³niaczy, skutkuje wzrostem trudnoœci zwi¹zanych z zapewnieniem wymaganych niezmiennych warunków przebiegu procesu. Wymaga to niekiedy wprowadzania dodatkowych zmian lub korekty parametrów przetwórstwa, co korzystnie mo na wykonywaæ w obszarze pomiêdzy g³owic¹ a wejœciem do kalibratora [4, 5, 6]. Uzyskanie wymaganych warunków przetwórstwa podczas wyt³aczania jest w du ym stopniu zale ne od kontroli z³o onych procesów jakie zachodz¹ w obszarze narzêdzia, przez które przep³ywa uplastycznione tworzywo. Zaawansowane zespo³y narzêdziowe coraz czêœciej s¹ wyposa ane w dodatkowe uk³ady, umo liwiaj¹ce monitorowanie zjawisk fizycznych maj¹cych bezpoœrednie znaczenie dla uzyskania wymaganych cech wytworu. Jednym z nich mo e byæ dodatkowy uk³ad nagrzewaj¹co-kontrolno-pomiarowy ze strefowym nagrzewaniem i och³adzaniem dyszy g³owicy wyt³aczarskiej, wyposa ony w skaner lub kamerê termowizyjn¹ [7]. Tego rodzaju monitorowanie warunków przetwórstwa w obszarze pomiêdzy dysz¹ g³owicy, a wejœciem do kalibratora umo liwia wprowadzenie podczas tego procesu korekty zmian wartoœci temperatury w uk³adzie. Dziêki temu jest mo liwe uzyskanie powtarzalnych warunków przebiegu procesu uplastyczniania, co bezpoœrednio wp³ywa na proces wyt³aczania, oraz warunki kalibrowania i och³adzania wyt³oczyny. Jest to istotne tak e z uwagi na potrzebê uzyskania zbli onych warunków przetwórstwa, w przypadku wytworów o kszta³tach z³o onych, do których zaliczyæ mo na wyt³oczyny z ebrami lub kana³ami oddzielonymi dodatkowymi przegrodami o ró nej gruboœci [6, 7]. Poprzez odpowiedni przebieg procesu uplastyczniania tworzywa i och³adzania mo na uzyskaæ mniejsze wartoœci skurczu w œciance wyt³oczyny, polepszon¹

![powierzchni oraz ogólnie wiêksz¹ stabilnoœæ kszta³tu i wymiarów [8, 9].](/docs-images/72/67951893/images/60-1.jpg "Dla optymalnego przeprowadzania wyt³aczania, proces ten powinien byæ analizowany cieplnie ju w fazie konstruowania poszczególnych elementów narzêdzia, tak e z wykorzystaniem ró nego rodzaju programów")
60 192 Tomasz KLEPKA, Bronis³aw SAMUJ O Rys. 1. Schemat usytuowania rdzenia kszta³tuj¹cego w dyszy g³owicy oraz wygl¹d zamocowanego rdzenia do korpusu g³owicy podczas wyt³aczania wytworów z zebrami na wewnêtrznej powierzchni wyt³oczyny jakoœæ jej powierzchni oraz ogólnie wiêksz¹ stabilnoœæ kszta³tu i wymiarów [8, 9]. Dla optymalnego przeprowadzania wyt³aczania, proces ten powinien byæ analizowany cieplnie ju w fazie konstruowania poszczególnych elementów narzêdzia, tak e z wykorzystaniem ró nego rodzaju programów do symulacji wspomaganych komputerowo [6, 10]. Dok³adane poznanie i kontrola och³adzania wyt³oczyny w uk³adzie kalibratora, wymaga wbudowania w ten uk³ad du ej liczby dodatkowych czujników temperatury. Z tego te wzglêdu mo liwoœæ monitorowania i korygowania warunków nagrzewania i och³adzania wyt³oczyny bezpoœrednio przed kalibratorem wydaje siê korzystniejsze. Jest to istotne przede wszystkim w procesach o przebiegu ci¹g³ym, przy otwartym typie narzêdzia jakim jest g³owica wyt³aczarska i kalibrator. Przebieg badañ procesu wyt³aczania Badania procesu wyt³aczania z jednoczesnym monitorowaniem zmian temperatury powierzchni zewnêtrznej wyt³oczyny, przeprowadzono w linii technologicznej, wyposa onej w wyt³aczarkê jednoœlimakow¹ S60 firmy Reifenhauser wraz z g³owic¹ do rur o œrednicy 40 mm i gruboœci œcianki 3,7 mm (rys. 1), ze sta³ym rdzeniem kszta³tuj¹cym ebra na wewnêtrznej powierzchni wyt³oczyny. Temperatura szeœciu stref uk³adu uplastyczniaj¹cego na d³ugoœci œlimaka mia³a wartoœci odpowiednio od 165 C do 235 C, natomiast w strefach g³owicy 240 C oraz 245 C. Szybkoœæ wyt³aczania wynosi³a 6 m/min. Tworzywem z którego wykonano wyt³oczynê z ebrami by³ polietylen du ej gêstoœci (PE-HD) o nazwie handlowej Hostalen CRP 100blue o gêstoœci 950 kg/m 3, przy wspó³czynniku p³yniêcia MFR 190,5 = 0,23 g/10min. Podczas procesu wyt³aczania temperatura wyt³oczyny w obszarze kszta³towania struktury geometrycznej, zawieraj¹cym siê pomiêdzy dysz¹ g³owicy a kalibratorem, by³a monitorowana (rys. 2) przy wykorzystaniu skanera termowizyjnego V-20 ER [8]. Podczas procesu wyt³aczania dokonywano badañ rozk³adu temperatury powierzchni wyt³oczyny w zale noœci od ustawienia kalibratora wzglêdem koñcówki dyszy g³owicy wyt³aczarskiej. Odleg³oœæ t¹ zmieniano w zakresie od 80 do 20 mm. Podczas badañ rejestrowano rozk³ad temperatury powierzchni wyt³oczyny i g³owicy wytaczarskiej w zale - noœci od po³o enia kalibratora wzglêdem dyszy g³owicy wyt³aczarskiej. Zarejestrowane termogramy (rys. 3 i rys. 4) przedstawiaj¹ rozk³ad temperatury wyt³oczyny odpowiednio przy maksymalnej i minimalnej odleg³oœci kalibratora od dyszy, z zaznaczonym obszarem pomiarowym wykorzystanym do analizy zmian temperatury wyt³oczyny. W przypadku gdy odleg³oœæ kalibratora od dyszy g³owicy wyt³aczarskiej by³a najwiêksza z badanego zakresu (rys. 5), œrednia temperatura powierzchni wyt³oczyny bezpoœrednio po opuszczeniu dyszy wynosi³a 245,8 C, a amplituda jej zmian w badanym odcinku czasu procesu wyt³aczania by³a stosunkowo du a i mia³a wartoœæ 4,8 C. Na wejœciu do kalibratora zmiennoœæ w czasie temperatury wyt³oczyny by³a wiêksza, wynosi³a 6,6 C, przy wartoœci œredniej wynosz¹cej 217,4 C. Dosuniêcie g³owicy do kalibratora (rys. 6) skutkowa³o zawê eniem pola zmien- Rys. 2. Wygl¹d stanowiska badawczego wraz z uk³adem pomiarowym wyposa onym w skaner V-20

61 Analiza rozk³adu temperatury powierzchni wyt³oczyny w obszarze pomiêdzy g³owic¹ a kalibratorem T, o C Punkty pomiarowe Rys. 6. Przebieg zmian temperatury powierzchni odcinka wyt³oczyny pomiêdzy dysz¹, a kalibratorem po dosuniêciu kalibratora do dyszy: cyfry od 1 do 5 oznaczaj¹ wartoœci temperatury powierzchni wyt³oczyny rejestrowane w odstêpach 60 sekund 2 Rys. 3. Termogram g³owicy wyt³aczarskiej wraz z wyt³oczyn¹ przy po- ³o eniu kalibratora w odleg³oœci 80 mm od dyszy g³owicy z zaznaczonym obszarem pomiarowym noœci temperatury powierzchni wyt³oczyny do oko³o 1,7 C bezpoœrednio przy dyszy i oko³o 2,7 C na wejœciu do kalibratora. Jednoczeœnie œrednia wartoœæ temperatury na powierzchni wyt³oczyny przy wyjœciu z dyszy ulega³a niewielkiemu obni eniu do blisko 244 C, a nastêpnie zwiêkszeniu do 220,8 C na wejœciu do kalibratora. By³ to efekt oczekiwany, wynikaj¹cy ze zmniejszenia powierzchni wyt³oczyny oddaj¹cej ciep³o do otoczenia, a w efekcie skutkuj¹cy zwiêkszeniem stabilnoœci cieplnej procesu wyt³aczania w rozwa anym obszarze linii technologicznej. Podsumowanie i wnioski Rys. 4. Termogram g³owicy wyt³aczarskiej wraz wyt³oczon¹ przy po³o- eniu kalibratora w odleg³oœci 20 mm od dyszy g³owicy z zaznaczonym obszarem pomiarowym T, o C Punkty pomiarowe Rys. 5. Przebieg zmian temperatury powierzchni odcinka wyt³oczyny pomiêdzy dysz¹, a kalibratorem w po³o eniu pocz¹tkowym: cyfry od 1 do 5 oznaczaj¹ wartoœci temperatury powierzchni wyt³oczyny rejestrowane w odstêpach 60 sekund 2 Zastosowanie uk³adu kontrolno-pomiarowego wyposa onego w skaner termowizyjny oraz mo liwoœæ przemieszczania elementów funkcjonalnych linii technologicznej, umo liwia dodatkowe oddzia³ywanie na zmiany temperatury w obszarze pomiêdzy g³owica a kalibratorem. Otrzymane wyniki badañ wykaza³y, e ingerencja w przebieg wyt³aczania w tym obszarze, mo e mieæ wp³yw na uzyskanie zwiêkszenie stabilnoœci cieplnej wyt³oczyny. Poprzez regulacjê odleg³oœci dosuniêcia kalibratora do g³owicy zmienia siê wartoœci temperatury w wyniku zmniejszenia powierzchni oddaj¹cej ciep³o bezpoœrednio do otoczenia. Zmniejszenie wzajemnej odleg³oœci pomiêdzy poszczególnymi urz¹dzeniami wchodz¹cymi w sk³ad linii wyt³aczarskiej, ogranicza straty cieplne, a poprzez to poprawia bilans cieplny ca³ego uk³adu. W efekcie tego mo na w analizowanym obszarze uzyskaæ œciœle okreœlone warunki cieplne, przy okreœlonym zakresie zmian wartoœci temperatury. W dalszym przebiegu procesu mo e to skutkowaæ poprawa stabilnoœci i powtarzalnoœci cech geometrycznych oraz w³aœciwoœci i struktury otrzymanego wytworu. Jest to szczególnie istotne w przypadku wyt³oczyn o kszta³tach z³o onych maj¹cych dodatkowe ebra lub przegrody o zró nicowanej gruboœci œcianki. Praca naukowa finansowana ze œrodków na naukê w latach jako projekt badawczy nr N N
62 194 Tomasz KLEPKA, Bronis³aw SAMUJ O Literatura: 1. Sikora R.: Podstawy przetwórstwa tworzyw wielkocz¹steczkowych. Wydawnictwo Uczelniane Politechniki Lubelskiej, Lublin Sikora J. W.: Selected problems of polymer extrusion. Wydawnictwo Naukow WNGB. Lublin Stasiek J.: Wyt³aczanie tworzyw polimerowych. Wydawnictwo UTP w Bydgoszczy, Bydgoszcz Sikora J.W., Chaper 5. Screw Extrusion in Advances in Polymer Processing, Eds. Sabu T., Yang W., Wodhead Publishing Limited: Oxford Cambrigde New Delhi, Klepka T.: Charakterystyka och³adzania wyt³oczyny o kszta³tach z³o onych. Czasopismo Techniczne Mechanika 1-M/2009, zeszyt nr 3, rok 106. Wydawnictwo Politechniki Krakowskiej, Kraków 2009, s Jakubowska P., Kloziñski A.: Optymalizacja parametrów modyfikacji CaCO 3 stosowanego jako nape³niacz polimerów termoplastycznych. In. Ap. Chem. 2010, 49, 5, s Samuj³o B.: Selected aspects of thermovision in extrusion process. International Conference on Polymer Processing ICPP-2007, Buct Beijing, Chiny 2007, s Sobotová L., Dulebová L.: Analýza mechanických vlastností plastov pri nízkych teplotách Výrobné In inierstvo 2007, 6, 4, s Tor A., Samuj³o B.: Badania termowizyjne procesu wyt³aczania mikroporuj¹cego polichlorku winylu. Przetwórstwo Tworzyw 2010, 136, 4, s Stroh F., Pita J., Balakotaiah V., Luss D.: Thermoflow multiplicity in a cooled tube. AICHE Journal 1990, 36 (3), s
63 Ocena zgrzewalnoœci polipropylenowych folii orientowanych 195 Arkadiusz KLOZIÑSKI, KLOZIÑSKI*, Paulina JAKUBOWSKA Instytut Technologii i In ynierii Chemicznej, Zak³ad Polimerów, Politechnika Poznañska Pl. M. Sk³odowskiej-Curie 2, Poznañ * Arkadiusz.Klozinski@put.poznan.pl Ocena zgrzewalnoœci polipropylenowych folii orientowanych Streszczenie: W artykule opisane zosta³y badania oceny zgrzewalnoœci polipropylenowych folii orientowanych wzd³u nie, wytworzonych w procesie wyt³aczania przy u yciu g³owicy p³askiej (folie wylewane). Proces wyt³aczania przeprowadzono dla dwóch zmiennych parametrów procesu. Pierwszy parametr zmienny stanowi³a temperatura bêbna ch³odz¹cego (20, 40 i 50 C), drugi prêdkoœæ urz¹dzenia odci¹gaj¹cego (4, 8, 12 i 14 m/min). Folie w dalszej czêœci badañ poddano ³¹czeniu w procesie zgrzewania impulsowego, stosuj¹c zmienne nastawy czasu zgrzewania oraz czasu ch³odzenia zgrzeiny. Jakoœæ wytworzonych zgrzewów okreœlono poœrednio, na podstawie oceny parametrów wytrzyma³oœciowych, w warunkach statycznego rozci¹gania; w próbie na œcinanie, oddzieranie oraz odrywanie czo³owe zgrzewu. Przeprowadzone badania wykaza³y bezpoœredni wp³yw warunków procesów przetwórczych (wyt³aczanie, zgrzewanie) na jakoœæ wytworzonych po³¹czeñ. THE ESTIMATION OF ORIENTED POLYPROPYLENE FILMS WELDABILITY Abstract: The aim of this article was an evaluation of the weldability of oriented polypropylene films. All films were produced in the extrusion process with a flat die (casting films). The extrusion process for two variable parameters ware realized. The first parameter was a temperature of cooling drum (20, 40, 50 C) and the second one was the velocity of the pulling off device (4, 8, 12, 14 m/min). In the next part of investigations all films were connected in the impulse weld process with different welding and cooling time. The weld quality on the base on mechanical properties (tensile strength test; shearing and tearing off tests) were determined. The direct influence of processing conditions (extrusion and weld process) on the quality of produced connections was noted. 1. WPROWADZENIE Zastosowanie foliowych opakowañ polimerowych (a wœród nich folii z polipropylenu) ma coraz wiêksze znaczenie praktycznie we wszystkich dziedzinach ycia, co ma odzwierciedlenie we wzrastaj¹cym ich zu yciu. Wzrost zapotrzebowania na produkty foliowe przyczynia siê do ci¹g³ego rozwoju technik produkcji (folie wielowarstwowe, folie orientowane itp.), wzrostu wydajnoœci procesów przetwórczych oraz modyfikacji materia³ów polimerowych stosowanych w przemyœle foliowym. Najbardziej intensywny rozwój obserwuje siê w zakresie modyfikacji fizycznej, gdy pozwala ona w sposób ekonomiczny na wytworzenie materia³u o okreœlonej strukturze i w³aœciwoœciach fizycznych z polimerów produkowanych w skali technicznej [1,2]. Wytwarzanie materia³ów polimerowych o nowych, œciœle zaprojektowanych w³aœciwoœciach realizowana mo e byæ równie w warunkach przetwórczych: materia³y gradientowe (modyfikacja temperatur¹ procesu, modyfikacja warunkami przep³ywu); orientacja (w³ókna, folie) [2,3]. Zdolnoœæ polimerów do orientacji jest charakterystyczn¹ cech¹ substancji wielkocz¹steczkowych, wynikaj¹c¹ i uwarunkowan¹ ich specyficzn¹ budow¹ chemiczn¹ [3-5]. Sk³onnoœæ makrocz¹steczek (ca³ych makrocz¹steczek b¹dÿ ich fragmentów) do uprzywilejowanej orientacji w przestrzeni wzglêdem wybranego kierunku (kierunku przep³ywu polimeru, kierunku wyci¹gania) wykorzystywana jest w produkcji w³ókien oraz folii orientowanych [3,6]. Dok³adny opis technologii produkcji tego typu folii zosta³ szczegó³owo przedstawiony w publikacjach [6,7]. Sta³y wzrost zastosowania folii orientowanych (wzd³u nie, dwukierunkowo), w tym orientowanej folii polipropylenowej (OPP), wynika z ich specyficznych w³aœciwoœci, tzn.: wiêkszej wytrzyma³oœci oraz transparentnoœci, w stosunku do folii konwencjonalnych [6-9]. Folie te najczêœciej stosowane s¹ w przemyœle opakowaniowym. Koniecznoœæ ³¹czenia ze sob¹ folii w celu uzyskania produktów opakowaniowych wymaga tworzenia trwa³ych po³¹czeñ, a najprostsz¹ i najczêœciej stosowan¹ metod¹ ³¹czenia folii jest proces zgrzewania, czyli ³¹czenia elementów z tworzyw termoplastycznych na skutek wywierania nacisku na uplastyczniony materia³ [10,11]. Ze wzglêdu na dyfuzyjny charakter procesu zgrzewania, w³aœciwoœci wytrzyma³oœciowe wytworzonego z³¹cza (zgrzeiny) zale ¹ g³ównie od wielkoœci i czasu trwania nacisku, warunkowane bêd¹ równie w³aœciwoœciami ³¹czonych folii polimerowych [11]. W prezentowanej pracy przedstawiono wyniki badañ oceny zgrzewalnoœci folii polipropylenowych orientowanych wzd³u nie, podjêto równie próbê okreœlenia wp³ywu warunków procesu wyt³aczania oraz wp³ywu warunków zgrzewania na wytrzyma³oœæ zgrzewów. 2.1 Materia³ badawczy 2. CZÊŒÆ DOŒWIADCZALNA Jako polimerowy materia³ badawczy zastosowano polipropylen o nazwie handlowej Moplen oznaczony symbolem HP515M (Basell Orlen Polyolefins Sp. z o.o.), przeznaczony do produkcji transparentnych folii otrzymywanych metod¹ wylewania (cast). Podstawowe parametry fizykochemiczne zastosowanego w badaniach polipropylenu przedstawiono w tabeli 1.
 9,0 g/10 min Modu³ sztywnoœci przy rozci¹ganiu (1")
64 196 Arkadiusz KLOZIÑSKI, Paulina JAKUBOWSKA Tab. 1. Podstawowe w³aœciwoœci polipropylenu Moplen HP515M W³aœciwoœæ Wartoœæ Jednostka Gêstoœæ 0,9 g/cm 3 WskaŸnik szybkoœci p³yniêcia, MFR (230 C/2,16 kg) 9,0 g/10 min Modu³ sztywnoœci przy rozci¹ganiu (1 mm/min) Wyd³u enie przy zerwaniu (50 mm/min) 1250 MPa 570 % Twardoœæ wg Shore a (D) 70 Sh Temp. miêknienia wg Vicata (A50 [50 C/h 10N]) 2.3 Wytworzenie próbek badawczych 153 C Rys. 1. Szczelinowa g³owica p³aska wraz z bêbnem ch³odz¹cym typu chill roll uk³ad technologiczny do wyt³aczania folii orientowanych wzd³u nie Wyt³aczanie folii W pierwszym etapie prowadzonych badañ wytworzone zosta³y folie przy u yciu laboratoryjnej linii wyt³aczania, w sk³ad której wchodzi³a wyt³aczarka jednoœlimakowa firmy Mc NEIL AKRON REPIQUET (Francja), model Fairex o œrednicy œlimaka D = 25 mm i stosunku L/D = 24; szczelinowa g³owica p³aska o szerokoœci roboczej ustnika wynosz¹cej 150 mm i wysokoœci h = 0,5 mm oraz urz¹dzenie odci¹gaj¹cego typu chill roll. Prêdkoœæ obrotowa œlimaka wynosi³a 30 obr/min (sta³e objêtoœciowe natê- enie przep³ywu); temperatura g³owicy oraz ustnika wynosi³a 200 C. Na rysunku 1 przedstawiony zosta³ uk³ad g³owicy p³askiej wraz z bêbnem odci¹gaj¹co-ch³odz¹cym, odpowiadaj¹cy za formowanie folii oraz jej orientacjê w kierunku wzd³u nym. Orientacja wzd³u na folii wytworzona zosta³a na drodze zmian prêdkoœci linowej urz¹dzenia odci¹gaj¹cego oraz zmian temperatury bêbna ch³odz¹cego. Zastosowano cztery prêdkoœci liniowe odci¹gu: V 1 = 4; V 2 = 8; V 3 = 12 i V 4 = 14 m/min oraz trzy temperatury bêbna ch³odz¹cego: T 0 = 20; T 2 = 40 i T 3 = 50 C. W dalszej czêœci pracy przyjêto dla folii oznaczenia, zgodne z warunkami ich wytwarzania, np. dla folii wyt³oczonej przy prêdkoœci liniowej odci¹gu 4 m/min i temperaturze bêbna 20 C oznaczenie w postaci: T 0 V 1. Dobór parametrów procesu wyt³aczania przeprowadzono na podstawie wczeœniejszych badañ, dotycz¹cych oceny wytrzyma³oœci folii orientowanych wzd³u nie. Najwiêksze zró nicowanie w³aœciwoœci mechanicznych (np.: modu³u Younga) uzyskiwano dla folii wyt³aczanych przy skrajnych wartoœciach nastawy parametrów procesu (T 0 i T 3 oraz V 1 i V 4 ) [12]. Dlatego w dalszej czêœci badañ analizowana bêdzie zgrzewalnoœæ folii wyt³oczonych w tych- e warunkach. Wyj¹tek stanowi ocena wp³ywu parametrów procesu zgrzewania na jakoœæ po³¹czeñ, badanie to przeprowadzono dla folii wyt³oczonych przy temperaturze bêbna T 2. Zgrzewanie folii Wyt³oczone folie poddano procesowi zgrzewania w zgrzewarce impulsowej firmy AVC Sealing Solutions, model SMS 350, z regulacj¹ czasu zgrzewania oraz ch³odzenia w zakresie od 0 do 10s; o szerokoœci listwy zgrzewaj¹cej 4 mm. W pierwszym etapie badañ zgrzewano folie wyt³oczone przy zmiennych parametrach procesu wyt³aczania, tzn. dla temperatur bêbna ch³odz¹cego: T 0 i T 3 przy ró - nych prêdkoœciach urz¹dzenia odci¹gaj¹cego. Najlepsze warunki zgrzewania dobrano na podstawie wstêpnych badañ wytrzyma³oœci zgrzewów oraz oceny ich jakoœci (ci¹g³oœæ zgrzewów, obecnoœæ wtr¹ceñ w postaci pêcherzy powietrza). Przyjête parametry procesu zgrzewania wynosi³y 4 s dla czasu grzania oraz 4 s dla czas ch³odzenia. W drugiej czêœci badañ zgrzewano folie T 2 V 1 oraz T 2 V 4, przy zmiennych parametrach czasu impulsu zgrzewaj¹cego (1s, 4s, 7s) i czasu ch³odzenia (1s, 4s 7s,), tak aby móc okreœliæ wp³yw warunków zgrzewania na jakoœæ wykonanych zgrzewów. 2.4 Badania wytrzyma³oœciowe Wytworzone zgrzewy w dalszym etapie badañ by³y poddawane ocenie wytrzyma³oœci podczas prób statycznego rozci¹gania, w zakresie odpornoœci na œcinanie, oddzieranie i odrywanie czo³owe zgodnie ze schematami przedstawionymi na rys. 2. Badaniom wytrzyma³oœciowym poddano równie same zgrzewy. Próby rozci¹gania statycznego przeprowadzono dla zgrzewów wyciêtych z próbek zgrzanych folii (4s czas grzania 4s czas ch³odzenia), zgodnie ze schematem przedstawionym na rys. 2. Szerokoœæ badanej próbki odpowiada³a szerokoœci listwy zgrzewarki. Si³a rozci¹gaj¹ca dzia³a³a prostopadle do kierunku wyt³aczania zgodnie z rys. 3 b). Badania wytrzyma³oœciowe przeprowadzono w warunkach statycznego rozci¹gania przy u yciu uniwersalnej maszyny wytrzyma³oœciowej firmy Zwick, model Roell Z020, zaopatrzonej w g³owicê pomiarow¹ o nominalnej sile 100 N oraz w specjalistyczne uchwyty stosowane do badañ próbek foliowych. Badania przeprowadzono zgodnie z norm¹ PN-EN ISO [14]. Prêdkoœæ przesuwu trawersy dla oceny wartoœci modu³u Younga wynosi³a 1 mm/min, dla wyznaczenia pozosta³ych parametrów
 œcinania; b) oddzierania; c) odrywania [13] a) b) Rys. 3.")
65 Ocena zgrzewalnoœci polipropylenowych folii orientowanych 197 a) b) c) Rys. 2. Schemat mocowania zgrzewów podczas prób statycznego rozci¹gania, próba: a) œcinania; b) oddzierania; c) odrywania [13] a) b) Rys. 3. Schemat pobierania zgrzewu z po³¹czenia foliowego: a) obszar zgrzewu strza³k¹ zaznaczony kierunek wyt³aczania folii, b) kierunek rozci¹gania zgrzewu w warunkach statycznego rozci¹gania (prostopadle do kierunku wyt³aczania folii) wytrzyma³oœciowych (naprê enia przy granicy plastycznoœci, naprê enia maksymalnego) zastosowano prêdkoœæ 100 mm/min. Wszystkie prezentowane w pracy wyniki badañ stanowi¹ uœrednione wartoœci z 5 pomiarów wraz z wartoœci¹ skorygowanego odchylenia standardowego. 3. WYNIKI BADAÑ Uszkodzenie zgrzewów podczas prób wytrzyma³oœciowych w warunkach œcinania zachodzi³o przede wszystkim w obszarze folii. Tylko w kilku przypadkach uszkodzenie/przerwanie wystêpowa³o wzd³u zgrzewu lub w jego pobli u, co oznacza, e podczas próby œcinania miejscem najbardziej nara onym na dzia³anie si³ niszcz¹cych by³a sama folia i to jej wytrzyma³oœæ decydowa³a o wytrzyma³oœci ca³ego uk³adu/zgrzewu. Analiza modu³u Younga, wyznaczonego dla z³¹cz w próbie œcinania, wykaza³a bezpoœredni wp³yw zmiany prêdkoœci bêbna ch³odz¹cego na jego wartoœæ. Jak wynika z zestawienia przedstawionego na rysunku 4, wraz ze wzrostem prêdkoœci bêbna ch³odz¹cego obserwuje siê wzrost wartoœci modu³u sprê ystoœci wzd³u nej wytworzonych po³¹czeñ foliowych. Zauwa yæ równie mo na pewn¹ tendencjê, porównuj¹c E t dla zgrzewów w funkcji temperatury bêbna ch³odz¹cego. Niezale nie od prêdkoœci bêbna modu³ sprê ystoœci wzd³u nej jest za ka - dym razem wiêkszy dla po³¹czeñ wykonanych z folii wyt³oczonych w temperaturze bêbna T 3 = 50 C, w stosunku do E t dla folii wyt³oczonych przy ni szej temperaturze bêbna (T 0 = 20 C). Najprawdopodobniej wzrost wartoœci modu³u Younga stanowi efekt wzrostu orientacji wzd³u - nej folii, powsta³ej w przyjêtych warunkach wyt³aczania. Zwiêkszenie orientacji wynika z podatnoœci makrocz¹steczek polipropylenu do wiêkszego uporz¹dkowania w kierunku rozci¹gania w warunkach wy szej temperatury oraz wiêkszej prêdkoœci odci¹gania folii. Tym samym, dla ni szych temperatur i prêdkoœci bêbna uzyskuje siê wczeœniejszy efekt tzw. zamro enia makrocz¹steczek, przy jednoczesnym mniejszym stopniu ich orientacji [12]. Du e odchylenia standardowe dla wyznaczonych wartoœci modu³u sprê ystoœci wzd³u nej wynikaj¹ z faktu nieci¹g³oœci próbki (wystêpowanie zgrzewu), co w sposób ewidentny wp³ywa na sztywnoœæ uk³adu (próbki badawczej). Wp³yw temperatury bêbna ch³odz¹cego by³ widoczny równie w wyznaczonych wartoœciach wytrzyma³oœci zgrzewów. Wiêksze wartoœci naprê enia przy granicy plastycznoœci ( y ), jak i naprê enia maksymalnego ( M ) uzyskiwano dla zgrzewów wykonanych z folii wyt³oczonej przy wy szych temperaturach bêbna ch³odz¹cego; co potwierdzaæ mo e wiêksz¹ orientacjê tych e folii. Najwiêksz¹ wytrzyma³oœci¹ charakteryzowa³y siê zgrzewy folii wyt³oczonej w warunkach T 3 V 2 (36,4 MPa), a najmniejsz¹ T 0 V 1 (19,92 MPa). Na podstawie uzyskanych wyników mo na równie stwierdziæ, e prêdkoœæ urz¹dzenia odci¹gaj¹cego nie ma jednoznacznego wp³ywu na wytrzyma³oœæ analizowanych zgrzewów. Dla folii wyt³oczonej przy temperaturze bêbna ch³odz¹cego T 0 = 20 C, wraz ze wzrostem prêdkoœci urz¹dzenia odci¹ga-
66 198 Arkadiusz KLOZIÑSKI, Paulina JAKUBOWSKA Rys. 4. Wykres zale noœci zmian modu³u sprê ystoœci wzd³u nej (E t ) zgrzewów folii PP, w funkcji prêdkoœci liniowej urz¹dzenia odci¹gaj¹cego, wyt³oczonych w dwóch temperaturach bêbna ch³odz¹cego: T 0 = 20 C; T 3 = 50 C j¹cego, wartoœæ wytrzyma³oœci przy granicy plastycznoœci wzrasta³a, a dla temperatury T 3 = 50 C wraz ze wzrostem prêdkoœci odci¹gu wartoœæ wytrzyma³oœæ zgrzewu przy granicy plastycznoœci mala³a. Du e znaczenie w przeprowadzonych badaniach wytrzyma³oœci zgrzewów odgrywa³a równie analiza miejsc powstawania zniszczeñ. W przypadku prób statycznego œcinania miejscem najbardziej nara onym na zniszczenie by³a sama folia najs³absze ogniwo w wytworzonym po³¹czeniu. Zupe³nie odmienny przebieg niszczenia po³¹czenia/zgrzewu uzyskano podczas prób oddzierania oraz odrywania czo³owego. Dla próby oddzierania najczêstszym miejscem uszkodzeñ by³y okolice zgrzewu przerwania wystêpuj¹ce wzd³u zgrzewu. Uszkodzenie pojedynczej folii wystêpowa³o rzadko, natomiast kiedy ju mia³o to miejsce to zazwyczaj w pobli- u samego zgrzewu. W badaniach na odrywanie czo³owe miejscem najbardziej nara onym na dzia³anie si³ niszcz¹cych by³ sam zgrzew, który pêka³ lub by³ rozrywany. Folia praktycznie podczas prób odrywania nie ulega³a zniszczeniu. Wartoœci wytrzyma³oœci przy granicy plastycznoœci oraz wytrzyma³oœci maksymalnej dla prób statycznego odrywania i oddzierania czo³owego w funkcji prêdkoœci urz¹dzenia odci¹gaj¹cego i temperatury bêbna ch³odz¹cego przedstawia³y siê w podobny sposób, jak te dla œcinania. Nie mo na jednoznacznie okreœliæ wp³ywu szybkoœci urz¹dzenia odci¹gaj¹cego na wytrzyma³oœæ przy granicy plastycznoœci lub wytrzyma³oœæ maksymaln¹ zgrzewów. Zauwa ono jednak zró nicowanie parametrów wytrzyma³oœciowych zgrzewów, w zale noœci od typu przeprowadzonej próby badawczej. Na rysunku 5 przedstawiono zestawienie wartoœci naprê enia przy granicy plastycznoœci, wyznaczonego dla zgrzewów wykonanych z folii wyt³oczonej dla prêdkoœci odci¹gu V 1, temperatur: T 0 i T 3, wyznaczonego podczas trzech ró - nych prób badawczych patrz rys. 2. Zgrzewy wykaza³y siê najmniejsz¹ odpornoœci¹ na dzia³anie si³ podczas prób na oddzieranie. Prawie dwukrotnie wiêkszym naprê eniem przy granicy plastycznoœci wykaza³y siê zgrzewy poddane dzia³aniu si³ odrywaj¹cych i wynosi³y odpowiednio dla T 0 = 39,94 MPa i dla T 3 = 53,17 MPa. Na omawianym rysunku zauwa yæ mo na równie wp³yw warunków temperaturowych procesu wyt³aczania folii na wytrzyma³oœæ zgrzewów. Zgrzewy wytworzone z folii wyt³oczonej przy wy szej temperaturze bêbna (T 3 ) okaza- ³y siê bardziej wytrzyma³e, bez wzglêdu na typ si³ niszcz¹cych (œcianie, oddzieranie, odrywanie). Podobne zale noœci wystêpowa³y dla wartoœci maksymalnej wytrzyma³oœci zgrzewów. Badaniom poddano równie po³¹czenia foliowe wytworzone przy zmiennych parametrach nastawy zgrzewarki impulsowej, w celu okreœlenie wp³ywu parametrów procesu zgrzewania na wytrzyma³oœæ uzyskanych po³¹czeñ (zgrzein). Na rysunku 6 przedstawiono wytrzyma³oœæ zgrzewów wytworzonych przy zmiennych parametrach procesu zgrzewania: czas grzania czas ch³odzenia, wyznaczone w próbie œcinania. Przyk³adowe oznaczenie na osi odciêtych w postaci 1-1, oznacza zgrzew wykonany w czasie grzania 1s i czasie ch³odzenia 1s. Zestawienie wartoœci y dotyczy zgrzewów wykonanych dla folii wyt³oczonej w temperaturze T 2, dla dwóch skrajnych wartoœci prêdkoœci urz¹dzenia odci¹gaj¹cego, tzn.: V 1 i V 4. Poniewa folie wyt³oczone z prêdkoœci¹ odci¹gu V 1 Rys. 5. Wykres zmian wartoœci naprê enia przy granicy plastycznoœci ( y ) zgrzewów folii PP, w funkcji zastosowanej techniki pomiarowej (próby: œcinania, oddzierania, odrywania), wyt³oczonych w dwóch temperaturach bêbna ch³odz¹cego: T 0 = 20 C; T 3 = 50 C
67 Ocena zgrzewalnoœci polipropylenowych folii orientowanych 199 Rys. 6. Wykres zmian wartoœci naprê enia przy granicy plastycznoœci ( y ) zgrzewów folii PP, w funkcji zastosowanych parametrów zgrzewania (opis w tekœcie), okreœlonego dla folii wyt³oczonych w dwóch temperaturach bêbna ch³odz¹cego: T 0 = 20 C; T 3 = 50 C; podczas prób œcinania charakteryzowa³y siê najwiêksz¹ gruboœci¹ (oko³o 90 µm), czas impulsu ch³odzenia wynosz¹cy 1s by³ zbyt krótki, aby uzyskaæ trwa³e ich po³¹czenie niezale nie od czasu zgrzewania. Dlatego dla uk³adów tych wytrzyma- ³oœæ przy zerwaniu nie zosta³a uwzglêdniona na wykresie nie wytworzono trwa³ego po³¹czenia zgrzewu. Uzyskane wartoœci wytrzyma³oœci zgrzewów (rys. 6) nie pokazuj¹ jednoznacznego wp³ywu zmiany warunków zgrzewania na wytrzyma³oœæ zgrzeiny. Rozpatruj¹c wytrzyma- ³oœæ zgrzewów z punktu widzenia warunków wytwarzania folii zauwa yæ mo na, e w tym przypadku wiêksz¹ wytrzyma³oœci¹ cechuj¹ siê zgrzewy folii wyt³oczonej przy mniejszej wartoœci prêdkoœci urz¹dzenia odci¹gaj¹cego (V 1 ). W prowadzonych badaniach podjêto równie próbê oceny wytrzyma³oœci zgrzewów w warunkach statycznego rozci¹gania zgodnie ze schematem przedstawionym na rys. 3. Na rysunku 7 przedstawiono wykres zmian naprê enia maksymalnego ( M ) zgrzewów w funkcji prêdkoœci urz¹dzenia odci¹gaj¹cego. Jak wynika z zestawionych wartoœci, zgrzew w warunkach statycznego rozci¹gania charakteryzuje siê wiêksz¹ wytrzyma³oœci¹ ni w próbach œcinania, oddzierania i odrywania. W przypadku prób œcinania (patrz rys. 5) wytrzyma³oœæ dla uk³adu folii wyt³oczonej w warunkach T 3 V 1, wynosi³a 36,4 MPa; dla tej samej folii wytrzyma³oœæ zgrzewu na rozci¹ganie wynosi 49,79 MPa. Rozpatruj¹c wp³yw warunków wyt³aczania na wytrzyma³oœæ samego zgrzewu mo na stwierdziæ tendencjê do wzrostu jego wytrzyma- ³oœci wraz ze wzrostem prêdkoœci urz¹dzenia odci¹gaj¹cego, co t³umaczyæ mo na wzrostem orientacji makrocz¹steczkowej. Na wytrzyma³oœæ zgrzewów wp³ywa równie temperatura bêbna ch³odz¹cego. W tym przypadku, dla temp. T 0 = 20 C wytrzyma³oœæ jest wiêksza w prawie ka dym przypadku, wyj¹tek stanowi folia wyt³oczona z prêdkoœci¹ odci¹gu V PODSUMOWANIE Przeprowadzone badania zgrzewalnoœci polipropylenowych folii orientowanych wzd³u nie, wykaza³y bezpoœredni wp³yw parametrów nastawnych procesu wyt³aczania (temperatura bêbna ch³odz¹cego, prêdkoœæ bêbna odci¹gaj¹cego) oraz parametrów zgrzewania (czas zgrzewania i czas ch³odzenia) na wytrzyma³oœæ po³¹czeñ zgrzewanych oraz samych zgrzewów. W zale noœci od typu zastosowanej próby badawczej (œcinanie, oddzieranie, odrywanie) powstaj¹ce uszkodzenia maj¹ ró ny charakter. Najwiêksz¹ wytrzyma³oœci¹ wykaza³y siê po³¹czenia foliowe poddawane dzia³aniu si³y w warunkach odrywania czo³owego, mniej odporne by³y po³¹czenia foliowe poddawane dzia³aniu si³ œcinaj¹cych, a najs³absze okaza³y siê zgrzewy podczas dzia³ania si³ oddzieraj¹cych. Folie wyt³oczone przy wy szej temperaturze (o wiêkszej orientacji wzd³u nej) okaza³y siê bardziej wytrzyma³e w ka dym przypadku bez wzglêdu na rodzaj dzia³aj¹cej si³y. Dla wyciêtych zgrzewów wytworzonych z po³¹czenia folii wyt³oczonej przy ni szej temperaturze bêbna naprê enie maksymalne jest wiêksze, w stosunku do folii wyt³aczanej w wy szej temperaturze bêbna. Pe³ne poznanie mechanizmów wp³ywaj¹cych na zmiany Rys. 7. Wykres zmian wytrzyma³oœci zgrzewów ( M ) folii PP pomiar prowadzony zgodnie ze schematem rys. 3, w funkcji prêdkoœci liniowej urz¹dzenia odci¹gaj¹cego, wyt³oczonych w dwóch temperaturach bêbna ch³odz¹cego: T 0 = 20 C i T 3 = 50 C
68 200 Arkadiusz KLOZIÑSKI, Paulina JAKUBOWSKA wytrzyma³oœci zgrzewów folii orientowanych wzd³u - nie, w przyjêtych warunkach eksperymentu, wskazuje na koniecznoœæ przeprowadzenia badañ strukturalnych wytworzonych zgrzewów, co stanowiæ bêdzie przedmiot planowanych dalszych prac badawczych. Literatura [1] Koszkul J., Materia³y polimerowe, Wydawnictwo Politechniki Czêstochowskiej, Czêstochowa [2] uchowska D., Polimery konstrukcyjne, WNT, Warszawa, [3] Przygocki W., W³ochowicz A., Uporz¹dkowanie makrocz¹steczek w polimerach i w³óknach, WNT, Warszawa [4] Sterzyñski T., Infrared Study of Polyethylene Orientem in Molten State by Flow in a Die, Journal of Macromolecular Science 1988, B27 (4), 369. [5] Sterzyñski T., Orientacja makrocz¹steczkowa i naprê enia styczne w przep³ywie stopionego polietylenu, Wydawnictwo Politechniki Poznañskiej, Poznañ [6] Stasiek J., Wspó³czesne technologie i urz¹dzenia do wyt³aczania folii metod¹ wyt³aczania z rozdmuchiwaniem. Cz. II. Kierunki rozwoju linii technologicznych do wyt³aczania folii metod¹ wyt³aczania z rozdmuchiwaniem, Polimery 2005, 50, 169. [7] Stasiek J., Wspó³czesne technologie i urz¹dzenia do wyt³aczania folii metod¹ wyt³aczania z rozdmuchiwaniem. Cz. I. Wyt³aczanie z rozdmuchiwaniem folii z tworzyw polimerowych, Polimery 2005, 50, 229. [8] Lin Y.J. i inni, Realtionship between biaxial orientation and oxygen permeability of polypropylene film, Polymer 2008, 49, [9] Tetsuya T. i inni, The Efeect of Heat Sealing Temperature on the Properties of OPP/CPP Heat Seal. I. Mechanical Properties, Journal of Applied Polymer Science 2005, vol [10] Praca zbiorowa: Przetwórstwo tworzyw polimerowych. Podstawy logiczne, formalne i terminologiczne (red. Sikora R.), Wydawnictwo Politechniki Lubelskiej, Lublin [11] Wilczyñski K., Przetwórstwo tworzyw sztucznych, WPW, Warszawa [12] Kloziñski A., Jakubowska P., Wp³yw warunków wyt³aczania na w³aœciwoœci folii orientowanych, Zeszyty Naukowe Politechniki Poznañskiej, Budowa Maszyn i Zarz¹dzanie Produkcj¹, nr 12, 2010, 151. [13] Broniewski T., Metody badañ i ocena w³aœciwoœci tworzyw sztucznych, WNT, Warszawa [14] PN-EN ISO , Tworzywa sztuczne. Oznaczanie w³aœciwoœci mechanicznych przy statycznym rozci¹ganiu. Warunki badañ tworzyw sztucznych przeznaczonych do pras, wtryskarek oraz wyt³aczarek, PKN styczeñ Autorzy sk³adaj¹ serdeczne podziêkowania panu mgr in. Micha³owi Nowakowi za pomoc w realizacji badañ przedstawionych w niniejszej pracy Praca zrealizowana w ramach projektu badawczego /2013 DS-PB.
69 Wp³yw modyfikacji na odpornoœc ciepln¹ i ogniow¹ kompozytów PET/PPS/BT 201 Monika KNITTER, Kinga GINTOW Politechnika Poznañska, Instytut Technologii Materia³ów ul. Piotrowo 3, Poznañ Monika.Knitter@put.poznan.pl Wp³yw modyfikacji na odpornoœc ciepln¹ i ogniow¹ kompozytów PET/PPS/BT Streszczenie: W niniejszej pracy zbadano wp³yw nanocz¹stek ceramicznych na w³aœciwoœci cieplne i palnoœæ kompozytów polimerowych. Przedmiotem badañ by³y kompozyty na bazie politereftalanu etylenu (PET) modyfikowanego polisiarczkiem fenylenu (PPS) i tytanianem baru (BT). Materia³y o sta³ym stê eniu PPS 10% i zmiennym tytanianu baru: 0,05; 0,5; 1% wytworzono na drodze technologii wyt³aczania i wtryskiwania. Okreœlono odpornoœæ ciepln¹ wytworzonych kompozytów poprzez oznaczenie temperatury miêknienia metod¹ Vicata oraz przeprowadzono próbê odpornoœci ogniowej UL 94. Próba poziomego palenia wykaza³a, e wszystkie kompozyty nale ¹ do klasy szybkoœci palenia HB a wraz ze wzrostem zawartoœci BT, maleje czas poziomego palenia siê próbek. Próba pionowego palenia potwierdzi³a t¹ tendencjê. Wszystkie badane materia³y sklasyfikowano do klasy palnoœci V-2. Zauwa- ono, e w porównaniu do czystego polimeru, modyfikowane polimery charakteryzowa³y siê wiêksz¹ stabilnoœci¹ procesu palenia. Badania temperatury miêknienia wykaza³y, e wraz ze wzrostem stê enia tytanianu baru, wzrasta temperatura miêknienia kompozytów PET/PPS/BT. EFFECT OF MODIFICATIONS ON THE THERMAL AND FIRE RESISTANCE OF COMPOSITES PET / PPS / BT Abstract: In this study, the effect of nanoparticles on the properties of ceramic thermal and flame retardant polymer composites. The subject of the study were composites based on polyethylene terephthalate (PET) modified polysulphide sulfide (PPS) and barium titanate (BT). Materials with a fixed concentration of PPS 10% and volatile barium titanate: 0.05, 0.5 and 1% were prepared by extrusion and injection molding. Specified thermal resistance of composites made by determining the method of Vicat softening temperature and fire resistance test was conducted UL 94. Attempting horizontal smoking showed that all belong to the class of composite burning rate and HB with increasing BT, decreasing the burning time of the horizontal sampling. Trying vertical burning confirmed this trend. All tested materials were classified into the class V-2 flammability. It is noted that, compared to the pure polymer, the modified polymers were characterized by a more stable combustion process. Softening point tests showed that with the increase in concentration of barium titanate, the softening temperature rises composite PET / PPS / BT. 1. WPROWADZENIE Wysokotemperaturowe polimery termoplastyczne to niezwykle wa na grupa materia³ów in ynierskich. Jako specjalne materia³y u ytkowe stosowane s¹ we wspó³czesnej elektrotechnice, lotnictwie czy motoryzacji. Poza wytrzyma³oœci¹ mechaniczn¹ wymaga siê od nich odpowiedniej odpornoœci termicznej i ogniowej [1,2,3]. Odpornoœæ ta jest doœæ wysoka w porównaniu do powszechnie stosowanych tworzyw termoplastycznych takich jak polipropylen (PP), polistyren (PS) czy politerftalan etylenu (PET), które maj¹ zdecydowanie najs³absze w³aœciwoœci ognioodporne. Do istotnych tworzyw termoodpornych zalicza siê polifenyleny, poliimidy, polisulfony czy poliakrylany. Do termoplastów umiarkowanie termostabilnych klasyfikuje siê polisiarczek fenylenu (PPS). PPS zwany równie polifenylenosulfidem, jest tworzywem krystalicznym o liniowej lub lekko rozga³êzionej budowie ³añcucha. Cechuje siê on du ¹ chemoodpornoœci¹ (nie rozpuszcza siê pod wp³ywem rozpuszczalników organicznych) i bardzo nisk¹ ch³onnoœci¹ wody (0,02%). Polisiarczek fenylenu jest materia³em niepalnym, który mo na d³ugotrwale u ytkowaæ w temperaturze powy ej 200 C. Ze wzglêdu na to, e PPS jest kruchym termoplastem, rzadko stosuje siê go w postaci nienape³nionej. Zazwyczaj modyfikuje siê go w³óknem szklanym, wêglowym, czy te aramidowym. Materia³y na bazie polisiarczku fenylenu stosuje siê g³ównie w przemyœle elektronicznym, elektrotechnicznym do produkcji wtyczek, prze³¹czników, przekaÿników, samochodowym na elementy uk³adu ogrzewania, czêœci gaÿników, korpusy lamp halogenowych czy elementy uk³adu zap³onowego oraz w przemyœle chemicznym na korpusy, wirniki pomp. Produkcja polisiarczku fenylenu zlokalizowana jest g³ównie w USA i Japonii [4,5]. Dobr¹ alternatywê dla typowych polimerów termoodpornych stanowi¹ nanokompozyty polimerowe wzmacniane np. cz¹stkami ceramicznymi. Niepalne nape³niacze mineralne stanowi¹ jedn¹ z grup stosowanych w przetwórstwie tworzyw uniepalniaczy, które powoduj¹ rozcieñczenie tworzywa podatnego na palenie [6]. Znacz¹co mo na zmniejszyæ palnoœæ materia³ów polimerowych wprowadzaj¹c nawet niewielkie iloœci nanonape³niacza. Modyfikacja tworzywa sztucznego nanododatkiem sprawia, e poprawie ulegaj¹, oprócz zwiêkszonej odpornoœci na palenie, tak e niektóre w³aœciwoœci u ytkowe, co w porównaniu z innymi antypirenami, jest szczególnie atrakcyjne [7]. W niniejszej pracy podjêto próbê modyfikacji konwencjonalnego tworzywa politerftalanu etylenu termo-
70 202 Monika KNITTER, Kinga GINTOW odpornym termoplastem nanocz¹stkami ceramicznymi celem otrzymania materia³u polimerowego o podwy - szonej odpornoœci termicznej i ogniowej. 2. MATERIA BADAWCZY Materia³ami wejœciowymi by³y dwa tworzywa sztuczne nale ¹ce do grupy polimerów termoplastycznych: politereftalan etylenu (PET) i polisiarczek fenylenu (PPS) oraz modyfikator z rodziny materia³ów ceramicznych tytanian baru (BT). PET w postaci granulatu zakupiono w SK Chemicals, PPS w postaci proszku o nazwie handlowej Ryton PPS-V1 pochodzi³ z koncernu Philips Petroleum Company. Tytanian baru, o wielkoœci cz¹stek <100 nm, wytworzono w firmie Sigma-Aldrich. Przedmiotem badañ by³y kompozyty PET/PPS/BT o sta³ym stê eniu PPS 10% i zmiennym BT: 0,05; 0,5; 1% wagowo. Próbki do badañ wytworzono w dwóch fazach. W pierwszym etapie wykonano kompozyt PPS/BT na wyt³aczarce wspó³bie nej dwuœlimakowej PRISM (typ Eurolab 16 o œrednicy œlimaka 16 mm, i d³ugoœci L/D równej 40:1). Obydwa materia³y przed przetwórstwem by³y suszone przez dwie godziny w temperaturze 120 C. Nastêpnie otrzyman¹ wyt³oczynê zmielono, wymieszano z politereftalanem etylenu i za pomoc¹ wtryskarki Engel (typu ES 80/20HLS, ze œlimakiem o œrednicy 22 mmi stosunku L/D = 18) wykonano znormalizowane próbki do badañ palnoœci i temperatury Vicata. Równie ten etap przetwórstwa by³ poprzedzony faz¹ suszenia przez cztery godziny w temperaturze 120 C. Otrzymane próbki badawcze oznaczono jako PET/PPS/0,05BT, PET/PPS/0,5BT, PET/PPS/1,0BT. 3. METODYKA BADAÑ W ramach badañ okreœlaj¹cych w³aœciwoœci termoodporne wytworzonych kompozytów okreœlono ich odpornoœæ ciepln¹ poprzez oznaczenie temperatury miêknienia metod¹ Vicata (VST) oraz przeprowadzono próbê odpornoœci ogniowej UL 94. Przedmiotem badañ VST by³y próbki w kszta³cie kr¹ ków o œrednicy 19,7 mm i gruboœci 4 mm. Do wykonania oznaczania przygotowano 6 próbek PET i kompozytów PET/PPS/BT. Oznaczanie temperatury miêknienia wykonano zgodnie z norm¹ PN-EN ISO 306:2006 wg metody B czyli pod obci¹ eniem 50 ± 0,5 N i w wariancie II, czyli przy szybkoœci wzrostu temperatury wynosz¹cej 120 ± 10 C/h. Badanie palnoœci zosta³o wykonane zgodnie z norm¹ PN EN wg metody A (próba poziomego palenia) i B (próba pionowego palenia). Laboratoryjny test UL-94 jest najbardziej rozpowszechnionym testem do badañ tworzyw sztucznych. Jest on bardzo u yteczny do okreœlania palnoœci materia³ów z ma³ych Ÿróde³ ognia, takich jak: niedopa³ki papierosów, zapalone zapa³ki i iskry. Przedmiotem badañ by³y próbki w kszta³cie beleczek o wymiarach: d³ugoœæ 129 mm, szerokoœæ 10 mm i gruboœæ 10 mm, przygotowane zgodnie z norm¹ PN-EN ISO 294-1:2002. Z ka dego rodzaju badanego materia³u polimerowego wybrano kszta³tki wtryskowe wolne od uszkodzeñ czyli np. zadziorów czy wyp³ywek, które mog³yby wp³yn¹æ na przebieg spalania. Nastêpnie ka d¹ beleczkê oznaczono poprzeczn¹ lini¹ w odleg³oœci 25 mm od koñca przeznaczonego do zapalenia. Palnoœæ próbki umocowanej poziomo ocenia siê przez pomiar liniowej szybkoœci palenia siê, czyli szybkoœci rozprzestrzeniania p³omienia. Palnoœæ próbki zamocowanej pionowo okreœla siê mierz¹c czasy palenia siê p³omieniem w³asnym t f i arzenia siê wg poni szego wzoru: 5 t f t, i t, i (1) gdzie: 1 2 i 1 t f ca³kowity czas p³oniêcia [s], t 1,i pierwszy czas p³oniêcia i-tej próbki [s], t 2,i drugi czas p³oniêcia i-tej próbki [s]. 4. WYNIKI BADAÑ Próba poziomego palenia wykaza³a, e bazowy polimer PET jak i jego kompozyty PET/PPS/BT nale ¹ do klasy szybkoœci palenia HB czyli s¹ samogasn¹ce [8]. Podczas testu dla adnej z badanych próbek czo³o p³omienia nie przekroczy³o znaku 100 mm w zwi¹zku z tym nie obliczono liniowej szybkoœci palenia siê. Natomiast zaobserwowano, e z próbek spada³y krople i p³on¹ce cz¹steczki co jest typowym zachowaniem dla politereftalanu etylenu. Zauwa ono równie i po odjêciu Ÿród³a ognia czas gaœniêcia badanych materia³ów skraca³ siê wraz ze wzrostem stê enia nape³niacza tytanianu baru w kompozycie co jest korzystnym zjawiskiem ze wzglêdów przeciwpo arowych (tabela 1.). W zwi¹zku z powy szym przypuszcza siê, e modyfikacja PET cz¹stkami ceramicznymi wp³ywa na obszar palenia i szybkoœæ przenoszenia siê ognia. Tabela 1. Wyniki pomiarów palnoœci próbek metod¹ A Table 1. Flammability results of measurements of samples A Rodzaj materia³u Klasyfikacja Czas gaœniêcia próbek [s] PET HB 10 PET/PPS/0,05BT HB 10 PET/PPS/0,5BT HB 3 PET/PPS/1,0BT HB 1 Próba pionowego palenia pozwoli³a na sklasyfikowanie wszystkich badanych materia³ów do klasy palnoœci V-2. Zauwa ono, e w porównaniu do czystego polimeru, modyfikowane polimery charakteryzowa³y siê wiêksz¹ stabilnoœci¹ procesu palenia. Podczas próby palenia kszta³tki pali³y siê pomarañczowo ó³tym p³omieniem a po ustaniu ognia zaobserwowano zwêglon¹ pow³okê. Przyk³adowy wygl¹d próbek PET oraz kompozytów: PET/PPS/0,05BT, PET/PPS/0,5BT, PET/PPS/1,0BT przedstawiono na rysunku poni ej. Warstwa zwêgliny tworz¹ca siê w wyniku spalania jest korzystnym zjawiskiem gdy spe³nia rolê ochronn¹ i w normalnych warunkach atmosferycznych jest niepalna oraz uniemo liwia swobodn¹ wymianê ciep³a i transport tlenu do g³êbszych warstw p³on¹cego materia³u [9].
 oraz kompozytów: PET/PPS/0,05BT (b), PET/PPS/0,5BT (c), PET/PPS/1,0BT (d), po wykonaniu badania palnoœci metod¹ B. Fig. 1.")
.")

![Total time tested materials Rodzaj materia³u Ca³kowity czas p³oniêcia [s] PET 161 PET/PPS/0,05BT 133 PET/PPS/0,5BT 88 PET/PPS/1,0BT 97 Jest to bardzo po ¹dana tendencja gdy PET jak wskazuje](/docs-images/72/67951893/images/71-3.jpg "literatura obok polipropylenu i polistyrenu, jest jednym z najmniej bezpiecznych po arowo tworzyw termoplastycznych [9].")
71 Wp³yw modyfikacji na odpornoœc ciepln¹ i ogniow¹ kompozytów PET/PPS/BT 203 a) b) c) d) Rys. 1. Próbki PET (a) oraz kompozytów: PET/PPS/0,05BT (b), PET/PPS/0,5BT (c), PET/PPS/1,0BT (d), po wykonaniu badania palnoœci metod¹ B. Fig. 1. PET samples (a) and composites PET/PPS/0, 05BT (b), PET/PPS/0, 5BT (c) PET/PPS/1, 0BT (d), after the flammability test method B. Analizuj¹c ca³kowity czas p³oniêcia próbek zauwa ono wp³yw modyfikacji politereftalanu etylenu na ten parametr (tabela 2.). Zaobserwowano, i wraz ze wzrostem stê enia tytanianu baru w kompozycie czas p³oniêcia siê skraca i jest on prawie o po³owê krótszy w porównaniu do czystego polimeru. Tabela 2. Ca³kowity czas p³oniêcia badanych materia³ów Table 2. Total time tested materials Rodzaj materia³u Ca³kowity czas p³oniêcia [s] PET 161 PET/PPS/0,05BT 133 PET/PPS/0,5BT 88 PET/PPS/1,0BT 97 Jest to bardzo po ¹dana tendencja gdy PET jak wskazuje literatura obok polipropylenu i polistyrenu, jest jednym z najmniej bezpiecznych po arowo tworzyw termoplastycznych [9]. Przypuszcza siê, e poza obecnoœci¹ nanocz¹stek ceramicznych wp³yw na znaczne obni enie siê ca³kowitego czasu p³oniêcia ma 10% udzia³ polisiarczku fenylenu, który jest tworzywem niepalnym. Badania temperatury miêknienia wg Vicata wykaza³y, e wraz ze wzrostem stê enia tytanianu baru, wzrasta temperatura miêknienia kompozytów PET/PPS/BT do wartoœci 177,7 C. Dla wszystkich przebadanych kompozytów VST jest wy sza od bazowego polimeru jednak tego materia³u polimerowego nie mo na sklasyfikowaæ jako termoodpornego gdy VST jest poni ej 200 C. Jak podaje literatura temperatura miêknienia VST dla czystego polisiarczku fenylenu wynosi 200 C [10]. W badanym kompozycie nie zauwa ono znacz¹cego wp³ywu PPS na poprawê temperatury VST. Tabela. 2. Wyniki badañ temperatury miêknienia Table 2. The results of the Vicat softening point (VST) Rodzaj materia³u Temperatura miêknienia [ C] PET 170,0 PET/PPS/0,05BT 171,5 PET/PPS/0,5BT 174,5 PET/PPS/1,0BT 177,7 5. PODSUMOWANIE Przeprowadzone badania wskaza³y i, modyfikacja cz¹stkami nieorganicznymi mo e byæ skutecznym sposobem na otrzymania polimerów termoodpornych. Wprowadzenie nawet niewielkiej iloœci nape³niacza odpowiednio zdyspergowanego w osnowie polimerowej poprawia w³aœciwoœci cieplne i ognioodporne kompozytu. Istotnym informacj¹ uzyskan¹ z przeprowadzonych badañ wydaje siê obni enie w porównaniu do PET ca³kowitego
72 204 Monika KNITTER, Kinga GINTOW czasu p³oniêcia kompozytów PET/PPS/BT co w praktyce mo e siê oznaczaæ wolniejsze rozprzestrzenianie siê ognia czyli poprawê bezpieczeñstwa przeciwpo arowego. Kompozyty PET/PPS/BT mo na scharakteryzowaæ jako odporne termicznie na poziomie ok C, palne materia³y polimerowe. Literatura [1] Kaczmar J. W., Trzaska O.: Termoplastyczne tworzywa wysokotemperaturowe, Tworzywa sztuczne w przemyœle, 2011, 4, [2] Jurkowski B., Rydarowski H.: Materia³y polimerowe o obni onej palnoœci, Wydawnictwo Naukowe Instytutu Technologii Eksploatacji Pañstwowego Instytutu Badawczego, Radom [3] Ha³asa E., Heneczkowski M.: Wprowadzenie do in ynierii termoodpornych materia³ów polimerowych, Oficyna Wydawnicza Politechniki Rzeszowskiej, Rzeszów, 2007 [4] Królikowski W.: Polimerowe materia³y specjalne, Politechnika Szczeciñska, Szczecin 1998 [5] uchowska D.: Polimery konstrukcyjne, Wydawnictwa Naukowo-Techniczne, Warszawa [6] Iwko J., Uniepalnianie tworzyw sztucznych, Tworzywa Sztuczne i Chemia, 6, 2009, [7] Janowska G., Przygocki W., W³ochowicz A.: Palnoœæ polimerów i materia³ów polimerowych, WNT, Warszawa, [8] Jurkowski B., Jurkowska B., Rydarowski H.: Niektóre aspekty badañ palnoœci kompozytów polimerowych, Mechanika, Wydawnictwo Politechniki Krakowskiej, [9] Iwko J., Zachowanie siê tworzyw sztucznych w warunkach po arowych cz. I, Tworzywa Sztuczne i Chemia, 3, 2009, [10] Martienssen W., Warlimont H., Condensed Matter and Materials Data, Springer, 2005

73 Wp³yw warunków produkcji na w³aœciwoœci sznurka rolniczego 205 Monika KNITTER, Agnieszka OLEJAK Politechnika Poznañska, Instytut Technologii Materia³ów ul. Piotrowo 3, Poznañ Wp³yw warunków produkcji na w³aœciwoœci sznurka rolniczego Streszczenie: Przedmiotem pracy by³o zbadanie wp³ywu temperatury procesu orientacji folii na tzw. wydajnoœæ d³ugoœciow¹ sznurka rolniczego. Zmieniaj¹c temperaturê na 4 strefach pieca w zakresie od 162 do 185 C okreœlono masê 9 metrów sznurka PP. Wykazano, e wraz ze zwiêkszaniem siê temperatury na poszczególnych strefach pieca masa sznurka zmniejsza siê co jest niekorzystn¹ cech¹. Ponadto okreœlono wp³yw sk³adu surowcowego na w³aœciwoœci wytrzyma³oœciowe sznurka polipropylenowego. Stwierdzono, e nieznaczny dodatek polietylenu do bazowego polimeru zmienia wytrzyma³oœæ na zerwanie sznurka rolniczego a optymalne stê enie to 6% wagowo. EFFECT OF PRODUCTION CONDITIONS ON THE PROPERTIES OF AGRICULTURAL TWINE Abstract: The object of this study was to investigate the effect of process temperature on the so-called orientation film. By changing the temperature of the four zones of the furnace in the range of 162 to 185oC the weight 9 meters PP twine. It has been shown that with increasing temperature of the individual zones of the furnace is reduced string weight which is disadvantage. In addition, the influence of the composition on the mechanical properties of polypropylene twine. It was found that a slight addition to the polyethylene base polymer changes the tensile strength and agricultural twine optimum concentration is 6%. 1. WPROWADZENIE Polipropylen to powszechnie stosowane tworzywo w wielu dziedzinach gospodarki w tym w ogrodnictwie i rolnictwie [1 4]. Wykonuje siê z niego ró nego typu p³yty, arkusze, folie nieorientowane i orientowane oraz folie fibrylowane. Folie fibrylowane ze wzglêdu na budowê to ponacinana w odpowiednich miejscach skrêcona taœma, która tworzy kszta³t plastra miodu. Na rysunku 1 przedstawiono charakterystyczn¹ siatkow¹ budowê sznurka. W³ókna te s¹ stosowane jako sztuczne trawniki, liny, sznury, przêdza, sznurek rolniczy, sznurek opakowaniowy, w³ókniny, taœmy do big bagów. Sznurki te zwane rolniczymi s³u ¹ do owijania bel siana, sianokiszonek, s³omy [5]. Posiadaj¹ one specjalne w³aœciwoœci dziêki, którym belowany materia³ zostaje mocno œciœniêty a jednoczeœnie minimalizowane s¹ straty podczas zbiorów. W ogrodnictwie stosowany jest do podtrzymywania pomidorów, papryk i ogórków szklarniowych, co u³atwia wzrost roœlin. Ze wzglêdu na warunki eksploatacji tego wyrobu, wymaga siê od niego przede wszystkim odpowiedniej wytrzyma³oœci na zrywanie i odpornoœci na warunki atmosferyczne. W warunkach polskich do produkcji sznurka stosuje siê niemodyfikowany polipropylen. Producenci zak³adaj¹ odpornoœæ tego wyrobu na promieniowanie UV na jeden rok sk³adowania produktów na otwartej przestrzeni. Jednak e zwraca siê uwagê, e trzeba go chroniæ przed bezpoœrednim dzia³aniem promieni s³onecznych podczas jego sk³adowania. Poniewa jedn¹ z niekorzystnych w³aœciwoœci polipropylenu jest podatnoœæ na degradacjê pod wp³ywem s³oñca (promieniowania ultrafioletowego UV), aby przed³u yæ jego ywotnoœæ produkowane s¹ równie sznurki na bazie PP modyfikowane stabilizatorami UV [6]. Zadaniem fotostabilizatorów jest hamowanie lub opóÿnianie procesów fotochemicznych generuj¹cych wolne rodniki w polimerze poddanym dzia³aniu promieni s³onecznych. Ze wzglêdu na sk³ad surowcowy wytwarzane s¹ sznurki rolnicze na bazie: polipropylenu, polipropylenu z stabilizatorem UV lub mieszaniny PP/PE ze stabilizatorem UV. Celem niniejszej pracy by³o okreœlenie wp³ywu modyfikacji surowcowej i przetwórczej na w³aœciwoœci wytworzonego sznurka rolniczego. 2. MATERIA BADAWCZY Rys. 1. Budowa sznurka rolniczego Fig. 1. Construction of agricultural twine Badaniom poddano sznurki polipropylenowe wyprodukowane w zak³adzie Toma-Hook, który znajduje siê w
74 206 Monika KNITTER, Agnieszka OLEJAK Wiórkach k. Poznania. Sznurki te s¹ stosowane w ogrodnictwie do uprawy pomidorów. Wyroby te zosta³y wytworzone na linii wyt³aczarskiej sk³adaj¹cej siê z takich elementów jak: dozownik grawimetryczny, wyt³aczarka jednoœlimakowa z g³owic¹ szczelinow¹, kalandry ch³odz¹ce chill-rolls, nó powietrzny, kalandry rozci¹gaj¹ce wstêpnie, piec, kalandry rozci¹gaj¹ce szybko wraz z fibrylatorem oraz zwijarki. Obiektem badañ modyfikacji surowcowej by³ sznurek o gruboœci 1/1500 o zmiennym stê eniu PE-LD w zakresie od 4 do 7% wagowo oznaczone odpowiednio jako PP/4PE, PP/6PE, PP/7PE. Sk³ad surowcowy badanego wyrobu przedstawiono w tabeli 1. Opis 1/1500 oznacza, e jeden kilogram zawiera 1000 metrów sznurka. Tabela 1. Sk³ad surowcowy sznurka rolniczego Table 1. Chemical composition of agricultural twine Udzia³ poszczególnych sk³adników Polipropylen Polietylen Stabilizator UV [%] wagowo Modyfikacji przetwórczej poddano sznurek o gruboœci 1/1200 i stê enie polietylenu 6% wagowo. Do badañ pobrano po 9 metrów sznurka, z 16 wyprodukowanych partii sznurka danego dnia. 3. METODYKA BADAÑ Dla wyrobów w³óknistych takich jak w³ókna jednolub wielow³óknowe czy sznurek rolniczy w³aœciwoœci wytrzyma³oœciowe okreœla siê wyznaczaj¹c tzw. liniow¹ wytrzyma³oœæ doraÿn¹ (ang. tenacity), która jest definiowana jako stosunek maksymalnej si³y zrywaj¹cej do gêstoœci liniowej w³ókna syntetycznego wyra onej w gramach na denier. W niniejszej pracy przeprowadzono statyczn¹ próbê rozci¹gania zgodnie z norm¹ obowi¹zuj¹c¹ dla sznurków polipropylenowych [7,8]. Do badania wykorzystano pionow¹ zrywarkê firmy TensoLab. D³ugoœæ odcinka pomiarowego wynosi³a 400 mm a prêdkoœæ rozci¹gania by³a równa 400 mm/min. Pomiary przeprowadzono w temperaturze 21 C i przy wilgotnoœci powietrza 66%. Okreœlono równie w jednostce tex masê linow¹ badanych sznurków. Pomiar poleg³ na zwa eniu w gramach masy 1000 metrów wyrobu. 4. WYNIKI BADAÑ W pierwszym etapie badañ okreœlono wp³yw stê enia PE na w³aœciwoœci produkowanego sznurka rolniczego. Wstêpna kontrola jakoœci wyrobu polega³a na wyznaczeniu masy 9 metrów sznurka i porównaniu ze wzorcem dla danej gruboœci (tabela 2.). Korzystaj¹c z doœwiadczenia zak³adu produkcyjnego, który umo liwi³ przeprowadzenie badañ za³o ono, e optymalna masa 9 metrów sznurka o gruboœci 1/1500 wynosi 6 g a mo liwy b³¹d mo e mieœciæ siê w zakresie ± 3 %. Tabela 2. Podstawowe w³aœciwoœci badanych sznurków Table 2. The basic properties od twines Sznurek PP PP/4PE Zakres dla masy dziewiêciu metrów sznurka [g] Masa dziewiêciu metrów sznurka [g] Masa liniowa sznurka [tex] 6,60 725,275 PP/6PE 5,82 6,18 5,99 658,242 PP/7PE 5,78 635,156 Wstêpna kontrola jakoœci wykaza³a, i wraz ze zwiêkszaniem siê stê enia PE w mieszaninie PP/PE zmniejsza siê masa 9 metrów sznurka a co za tym idzie równie masa liniowa. Bior¹c pod uwagê za³o enia o dopuszczalnym rozrzucie tego parametru wytypowano jako optymalne stê enie 6% PE. Potwierdzi³y to wyniki próby rozci¹gania przedstawione w tabeli 3. Tabela 3. Wyniki próby rozci¹gania Table 3. The results of the tensile test Rodzaj sznurka Max. si³a, [N] Max. wyd³u- enie, [%] Liniowa wytrzyma³oœæ doraÿna, [g/den] PP/4PE 213 6,8 3,3±0,17 PP/6PE 253 9,5 4,3±0,20 PP/7PE ,4 4,9±0,15 Zaobserwowano, e liniowa wytrzyma³oœæ doraÿna sznurków zwiêksza siê wraz zwiêkszaniem siê zawartoœci polietylenu w mieszaninie PP/PE. Jednak e zauwa ono, e zwiêkszanie siê zawartoœci PE w mieszaninie wi¹ e siê równie z pogorszeniem takiej w³aœciwoœci jak wyd³u enie. Sznurek PP/7PE cechuje siê nieznacznie wiêkszym wyd³u eniem ni sznurek o PP/6PE i prawie dwa razy wiêkszym ni sznurek PP/4PE. Norma zak³ada, e maksymalne wyd³u enie przy zerwaniu nie powinno przekraczaæ 20% [7]. Pod tym wzglêdem wszystkie przebadane sznurki spe³niaj¹ ten wymóg. Analizuj¹c dalej wyniki próby rozci¹gania zauwa ono, e sznurek PP/4PE cechuje siê najmniejsz¹ z przebadanych materia³ów maksymaln¹ si³ê zrywaj¹c¹ i wytrzyma³oœci¹ na zerwanie. W przypadku sznurka PP/7PE tendencja jest odwrotna. Bior¹c pod uwagê, e sznurki te s¹ stosowane do uprawy pomidorów i powinny charakteryzowaæ siê wysok¹ liniow¹ wytrzyma³oœci¹ doraÿn¹ oraz niewielkim wyd³u eniem podczas wzrostu warzywa jako optymalny wytypowano sznurek PP/6PE. Kolejnym etapem badañ by³o zaobserwowanie jak warunki produkcji a dok³adniej temperatura orientacji folii wp³ywa na masê 9 metrów sznurka. Temperaturê regulowano i monitorowano w 4 punktach pieca. Rozk³ad elementów grzejnych pieca przedstawiono na rysunku 2. Nale y zaznaczyæ, i zadan¹ temperaturê nastawiano tylko w dwóch miejscach wspólnych dla strefy pocz¹t-
75 Wp³yw warunków produkcji na w³aœciwoœci sznurka rolniczego Rys. 2. Rozk³ad grzejników na piecu: 1,3 grza³ki górne, 2,4 grza³ki dolne (widok z boku) Fig. 2. Distribution of the furnace heaters: 1,3 upper heater, 2,4 lower heating element kowej pieca (1 i 2) oraz koñcowej (3 i 4). D³ugoœæ robocza komory pieca wynosi³a 5000 mm. Wyniki przeprowadzonej kontroli jakoœci sznurka rolniczego przedstawiono w tabeli 4. Tabela 4. Wyniki modyfikacji przetwórczej Table 4. The results of processing modifications Zakres temperatury strefa 1+2 = 170 C strefa 3+4 = 162 C strefa 1+2 = 177 C strefa 3+4 = 169 C strefa 1+2 = 185 C strefa 3+4 = 177 C Masa dziewiêciu metrów sznurka rolniczego [g] 7,84±0,21 7,54±0,16 7,08±0,15 Zauwa ono, e siê wraz ze zwiêkszaniem temperatury w poszczególnych strefach pieca zmniejsza siê masa sznurka. Prawdopodobnie jest to spowodowane tym, e folia ³atwiej siê orientujê wzd³u nie i staje siê cieñsza. Bior¹c pod uwagê, e dopuszczalny zakres masy dla dziewiêciu metrów sznurka o gruboœci 1/1200 mieœci siê od 7,27 do 7,72 grama jako optymalne temperatury wytypowano 177 i 169 C. Zauwa ono, e zwiêkszanie temperatury do 185 C lub zmniejszania jej do 170 C, zmienia diametralnie masa dziewiêciu metrów sznurka i skutkujê przekroczeniem dopuszczalnej masy. Bior¹c pod uwagê wyniki próby rozci¹gania wykonane w pierwszym etapie badañ przypuszcza siê i w³aœciwoœci wytrzyma³oœciowe nie bêd¹ spe³nia³y wymogów stawianych sznurkom rolniczym. 5. PODSUMOWANIE Przedstawione wyniki badañ wskazuj¹, e najbardziej optymalnym sznurkiem rolniczym do zastosowañ w ogrodnictwie jest wyrób sk³adaj¹cy siê z mieszaniny polipropylenu, fotostabilizatora i 6% wagowo polietylenu. Przeprowadzone badania pozwoli³y ustaliæ optymaln¹ temperaturê pieca, która powinna wynosiæ w pocz¹tkowej strefie 177 C a koñcowej 169 C. Autorki dziêkuj¹ firmie Toma-Hook za mo liwoœæ przeprowadzenia badañ. Literatura [1] Lipp J., Shuster M., Feldman G., Cohen Y., Macromelecules, 41, 2008, [2] Butola B.S., Joshi M., Kumar S., Fiber and Polymers, 2010, 11, 8, [3] Sreenivas K., Arshawardhan V., Kumaraswamy G., Polymer Engineering and Science, 2011 [4] Koszkul J.: Polipropylen i jego kompozyty. Wyd. Politechniki Czêstochowskiej, Czêstochowa [5] L. A. Polovikhina, A. V. Krymov, Yu. A. Svetlitskii, O. M. Shitova, M. P. Zverev, Fibre Chemistry, January February, 1986, 18, 1, [6] Sza³añski M., Zieliñski T., Tworzywa Sztuczne i Chemia, 3/2004 [7] PN-EN Sznurki polipropylenowe, 2002 [8] PN-EN ISO 4167 Sznurki rolnicze poliolefinowe, 2007
76 208 Robert KOMORNICKI, Regina JEZIÓRSKA, Agnieszka ABRAMOWICZ, Zbigniew WIELGOSZ Robert KOMORNICKI, Regina JEZIÓRSKA, Agnieszka ABRAMOWICZ, Zbigniew WIELGOSZ Instytut Chemii Przemys³owej im. prof. Ignacego Moœcickiego ul. Rydygiera 8, Warszawa Recykling odpadów wyk³adzin samochodowych Streszczenie. Zbadano wp³yw modyfikatora (szczepiony bezwodnikiem maleinowym liniowy polietylen ma³ej gêstoœci lub kopolimer etylen-n-okten) na strukturê i w³aœciwoœci u ytkowe odpadów pochodz¹cych z wyk³adzin samochodowych. Metodami analizy termograwimetrycznej (TGA) i ró nicowej kalorymetrii skaningowej (DSC) wykazano, i odpady tworz¹ mieszaninê: poli(tereftalanu etylenu) (PET) ok. 53 %, kopolimeru polietylen-polipropylen (PE-co-PP) ok. 18%, œrodka uniepalniaj¹cego ok. 5 % oraz nape³niacza mineralnego ok. 19 %. Zaobserwowano, e zarówno iloœæ, jak i rodzaj stosowanego modyfikatora maj¹ istotny wp³yw na strukturê i w³aœciwoœci mechaniczne odpadów. Udarnoœæ i wyd³u enie wzglêdne przy zerwaniu zwiêksza siê proporcjonalnie do wzrostu udzia³u modyfikatora. Równoczeœnie modu³ sprê ystoœci przy rozci¹ganiu i zginaniu modyfikowanych odpadów maleje, co œwiadczy o ich mniejszej sztywnoœci. Najmniejsz¹ sztywnoœæ i najwiêksz¹ udarnoœæ stwierdzono w przypadku odpadów z udzia³em szczepionego bezwodnikiem maleinowym kopolimeru etylen-n-okten (MEOR). Prawdopodobnie jest to wynik korzystniejszych oddzia³ywañ miêdzycz¹steczkowych modyfikatora MEOR w porównaniu do szczepionego bezwodnikiem maleinowym liniowego polietylenu ma³ej gêstoœci. AUTOMOTIVE FLOOR MATS WASTE RECYCLING Abstract. The influence of modifier (maleic anhydride grafted linear low density polyethylene or copolymer ethylene-n-octane) on the structure and properties of automotive floor mats waste was studied. From thermogravimetric thermal analysis (TGA) and differential scanning calorymetry (DSC) methods was found, that the automotive floor mats wastes consist of poly(ethylene terephthalate) (PET) ca. 53 %, polyethylene-polypropylene (PE-co-PP) copolymer ca. 18 %, flame retardant agent ca. 5 % and mineral filler ca. 19 % blend. It was observed that content as well as type of used modifier have significant impact on the structure and mechanical properties of the automotive floor mats waste. Moreover, the impact strength and elongation at break increase as a function of modifier content. Simultaneously, tensile and flexural modulus decrease, due to the lower stiffness. The lowest stiffness and the highest impact strength was observed for the waste modified with maleic anhydride grafted ethylene-n-octane copolymer (MEOR). Probably, due to better interphase interactions of MEOR modifier than maleic anhydride grafted liner low density polyethylene. Wstêp Recykling materia³owy jest procesem, w którym do wytwarzania materia³ów polimerowych zamiast oryginalnych polimerów stosuje siê ich odpady. G³ównym kierunkiem rozwoju recyklingu materia³owego tworzyw polimerowych jest poprawa jakoœci m.in. w wyniku tworzenia mieszanin metod¹ reaktywnego wyt³aczania [1,2]. Dziêki zastosowaniu modyfikatorów spe³niaj¹cych jednoczeœnie rolê kompatybilizatora, zmniejszaj¹cego napiêcie miêdzyfazowe, proces umo liwia wytwarzanie materia³ów polimerowych o nowych, lepszych w³aœciwoœciach [3 6]. Jako modyfikatory najczêœciej stosuje siê funkcjonalizowane poliolefiny otrzymane w procesie wolnorodnikowego szczepienia monomerów, zawieraj¹cych reaktywne grupy funkcyjne (np. karboksylowe, bezwodnikowe, oksazolinowe, epoksydowe lub akrylowe) [7 9]. Proces szczepienia poliolefin, ze wzglêdu na koszty, najczêœciej prowadzi siê metod¹ reaktywnego wyt³aczania. Jest on przyjazny dla œrodowiska, poniewa siê nie wydzielaj¹ lotne rozpuszczalniki. Ponadto czas przebywania reagentów w uk³adzie uplastyczniaj¹cym wyt³aczarki jest kontrolowany i regulowany. Szczepieniu podczas wyt³aczania towarzysz¹ równie niekorzystne zjawiska, takie jak degradacja i sieciowanie polimeru. Dlatego polimer, monomer i inicjator oraz warunki prowadzenia procesu (temperatura, czas przebywania reagentów w uk³adzie uplastyczniaj¹cym wyt³aczarki, szybkoœæ obrotowa œlimaka) s¹ dobierane w taki sposób, aby wyeliminowaæ lub zmniejszyæ wp³yw tych niepo ¹danych zjawisk [10]. Funkcjonalizowane poliolefiny zmniejszaj¹ wielkoœæ fazy rozproszonej i zwiêkszaj¹ adhezjê na granicy faz mieszanin odpadów tworzyw polimerowych poprawiaj¹c ich w³aœciwoœci mechaniczne, g³ównie udarnoœæ [8, 10 13]. Celem pracy by³a weryfikacja mo liwoœci zastosowania szczepionego bezwodnikiem maleinowym liniowego polietylenu ma³ej gêstoœci (MPE-LLD) lub elastomeru poliolefinowego, etylen/n-okten (MEOR) jako reaktywnego modyfikatora odpadów dywaników samochodowych. Materia³y odpady wyk³adzin samochodowych (OWS) stanowi¹ce mieszaninê: poli(tereftalanu etylenu) (PET) ok. 53 %, kopolimeru polietylen-polipropylen (PE-co-PP) ok. 18 %, œrodka uniepalniajacego ok. 5 % oraz nape³niacza mineralnego ok. 19 %. liniowy polietylen ma³ej gêstoœci (PE-LLD), Dowlex 5066 G; o masowym wskaÿniku szybkoœci p³yniêcia MFR=1,02 g/10 min (190 C/2,16 kg);
77 Recykling odpadów wyk³adzin samochodowych 209 maleinowany liniowy polietylen ma³ej gêstoœci (MPE-LLD) zawieraj¹cy 0,68 % zaszczepionego bezwodnika maleinowego, o masowym wskaÿniku szybkoœci p³yniêcia MFR = 2,8 g/10 min, otrzymywany metod¹ opracowan¹ we w³asnym zakresie [14] maleinowany elastomer poliolefinowy, etylen/n-okten (MEOR) zawieraj¹cy 0,70 % zaszczepionego bezwodnika maleinowego i masowym wskaÿniku szybkoœci p³yniêcia MFR = 2,3 g/10 min (190 C/2,16 kg); otrzymany we w³asnym zakresie [14] Sposób recyklingu wyk³adzin samochodowych Odpady tworzyw polimerowych OWS mieszano w odpowiednich proporcjach z PE-LLD oraz kompatybilizatorem (MPE-LLD, MEOR) w mieszalniku wstêgowym w temp. 23 C. Nastêpnie wyt³aczano we wspó³bie nej wytaczarce dwuœlimakowej ZE-25x33D firmy Berstorff GmbH. W czasie wyt³aczania utrzymywano dobran¹ na podstawie w³asnych doœwiadczeñ temperaturê stref grzejnych uk³adu uplastyczniaj¹cego w przedziale C oraz g³owicy wytaczarskiej 230 C. Szybkoœæ obrotowa œlimaka by³a sta³a i wynosi³a 100 min -1. Uplastyczniony produkt opuszcza³ wyt³aczarkê przez g³owicê dwu y³ow¹, a po och³odzeniu w wannie, tworzywo granulowano i suszono w temperaturze 80 C przez 4 godziny. Udarnoœæ metod¹ Charpy ego próbek z karbem wyznaczano stosuj¹c aparat firmy Zwick wg PN-EN ISO 179-1:2002 (U). Termograwimetryczn¹ analizê stabilnoœci cieplnej (TGA) wykonywano w atmosferze powietrza za pomoc¹ aparatu TGA/SDTA 851e firmy Mettler Toledo. Szybkoœæ ogrzewania wynosi³a 10 C/min. Do analizy danych pomiarowych stosowano oprogramowanie Star 8.1. Badania metod¹ ró nicowej kalorymetrii skaningowej (DSC) prowadzono stosuj¹c aparat Metler Toledo. Próbki ogrzewano, ch³odzono i ponownie ogrzewano z szybkoœci¹ 10 C/min, w przedziale temperatury od + 30 do +340 C. Masowy wskaÿnik szybkoœci p³yniêcia MFR oznaczano stosuj¹c plastomer firmy Ceast (W³ochy) wg PN-EN ISO 1133:2002 (U). Identyfikacja odpadów Przedstawione na rys. 1 krzywe ró nicowej kalorymetrii skaningowej (DSC) oraz na rys. 2 wyniki analizy Przygotowanie próbek do badañ Próbki do oceny w³aœciwoœci mechanicznych oraz do badañ mikroskopowych wytwarzano metod¹ wtryskiwania przy u yciu wtryskarki Arburg 420 M typu Allrounder wyposa onej w system monitorowania procesu Priamus. Wartoœci temperatury stref grzejnych cylindra, pocz¹wszy od zasobnika tworzywa wynosi³y odpowiednio 180, 190, 200, 210 i 220 C. Ciœnienie wtrysku wynosi³o 950 bar, zaœ docisk realizowano w czasie 14 s przy ciœnieniu 500 bar. Czas ch³odzenia w dwugniazdowej formie wtryskowej wynosi³ 16 s; temperatura formy wtryskowej wynosi³a 35 C. Wytworzono wiose³ka typu 1A o wymiarach mm zgodnie z norm¹ EN ISO Rys. 1. Krzywe DSC odpadów wyk³adzin samochodowych [2] Fig. 1. DSC curves of automotive floor mats waste [2] Metody badañ Strukturê mieszanin charakteryzowano za pomoc¹ skaningowego mikroskopu elektronowego JSM 6100 firmy Jeol. Badano prze³omy próbek otrzymane metod¹ udarow¹, po zamro eniu w ciek³ym azocie; powierzchnie prze³omów napylano z³otem. W³aœciwoœci mechaniczne przy rozci¹ganiu i zginaniu w warunkach statycznych okreœlano przy u yciu maszyny wytrzyma³oœciowej firmy Instron wg norm, odpowiednio, PN-EN ISO 527-2:1998 i PN-EN ISO 178:2006. Pomiary naprê enia zrywaj¹cego i wyd³u enia wzglêdnego przy zerwaniu prowadzono w warunkach prêdkoœci posuwu szczêk 5 mm/min, a wytrzyma³oœci na zginanie 2 mm/min. Rys. 2. Krzywe TGA odpadów wyk³adzin samochodowych [2] Fig. 2. TGA curves of automotive floor mats waste [2]
 blends W³aœciwoœæ OWS MPE-LLD, % mas. OWS/PE-LLD (80/20) MEOR, % mas.")
78 210 Robert KOMORNICKI, Regina JEZIÓRSKA, Agnieszka ABRAMOWICZ, Zbigniew WIELGOSZ Tab. 1. Wp³yw MPE-LLD i MEOR na w³aœciwoœci mieszanin OWS/PE-LLD (80/20) Table 1. Effect of MPE-LLD and MEOR on the properties of OWS/PE-LLD (80/20) blends W³aœciwoœæ OWS MPE-LLD, % mas. OWS/PE-LLD (80/20) MEOR, % mas Wytrzyma³oœæ na rozci¹ganie, MPa 14±0,2 15±0,4 15±0,1 11±0,8 9±0,1 8±0,1 Wyd³u enie wzg. przy zerwaniu, % 6±0,4 9±0,7 16±1,1 15±1,1 25±4,0 94±9,8 Modu³ sprê ystoœci przy rozci¹ganiu, MPa 2378± ± ±54 975±72 924±67 599±70 401±58 Wytrzyma³oœæ na zginanie, MPa 25±1,4 22±0,5 22±0,8 21±0,3 18±0,5 14±0,4 9±0,4 Modu³ sprê ystoœci przy zginaniu, MPa 1980±76 853±34 730±33 641±16 687±17 475±17 290±25 Udarnoœæ z karbem wg Charpy ego, kj/m 2 1,5±0,2 13±2,2 16±0,5 20±2,3 19,5±2,1 35±1,8 105±8,7 MFR (270 C, 1,2 kg), g/10 min 20,7 0,8 0,5 0,4 1,4 1,1 1,0 termograwimetrycznej (TGA) wskazuj¹, e odpady wyk³adzin samochodowych stanowi¹ mieszaninê: poli(tereftalanu etylenu (PET) ok. 53%, kopolimeru polietylen-polipropylen (PE-co-PP) ok. 18%, œrodka uniepalniaj¹cego ok. 5% oraz nape³niacza mineralnego ok. 19%. Proces ich termicznego rozk³adu przebiega dwuetapowo. G³ówny rozk³ad rozpoczyna siê po podgrzaniu materia³u do ok. 270 C. Wyznaczona w miejscu maksimum pochodnej zmiany masy, temperatura maksymalnej szybkoœci zmiany masy (rozpadu termicznego) T max, wynosi 412 C i w stosowanych warunkach pomiaru (10 C/min) jest charakterystyczna dla poli(tereftalanu etylenu) [15]. Ubytek masy w tej temperaturze wynosi ok. 53 %. Na kolejnym etapie, najszybszy ubytek masy wystêpuje w temp. ok. 461 C, potwierdzaj¹c obecnoœæ kopolimeru PE-co-PP. Proces rozk³adu odpadów wyk³adzin samochodowych ulega zakoñczeniu po przekroczeniu temperatury 900 C, a pozosta³oœæ wynosi ok. 19 %, co odpowiada zawartoœci nape³niacza mineralnego. W³aœciwoœci mechaniczne Ze wzglêdu na termodynamiczn¹ niemieszalnoœæ PET z kopolimerem PE-co-PP, w procesie recyklingu tych odpadów, w charakterze kompatybilizatora spe³niaj¹cego rolê promotora adhezji miêdzyfazowej, stosowano modyfikowany liniowy polietylen ma³ej gêstoœci (MPE-LLD) lub kopolimer etylen-n-okten (MEOR), zawieraj¹ce ok. 0,7 % mas. zaszczepionego bezwodnika maleinowanego, otrzymane metod¹ opracowan¹ we w³asnym zakresie [14]. Wyk³adziny samochodowe stanowi¹ce mieszaninê poli(tereftalanu etylenu) i kopolimeru polietylen-polipropylen charakteryzuj¹ siê du ¹ kruchoœci¹ (ma³¹ udarnoœci¹ i ma³ym wyd³u eniem), co potwierdzaj¹ dane zawarte w tabeli 1. Oceniane w³aœciwoœci modyfikowanych odpadów s¹ wyraÿnie lepsze od w³aœciwoœci odpadów niemodyfikowanych. Dodatek modyfikatora tj. szczepionego bezwodnikiem maleinowym liniowego polietylenu ma³ej gêstoœci (MPE-LLD) lub kopolimeru etylen-n-okten (MEOR) zwiêksza wyd³u enie przy zerwaniu, przy czym odpady modyfikowane MPE-LLD charakteryzuj¹ siê znacznie wiêksz¹ sztywnoœci¹ (mniejszym wyd³u eniem oraz wiêksz¹ wartoœci¹ modu³u sprê ystoœci przy rozci¹ganiu i zginaniu) ni modyfikowane MEOR. Dodatek 30 % mas. MPE-LLD skutkuje wzrostem udarnoœci z 1,5 kj/m 2 do 8 kj/m 2. Modyfikator ten spowodowa³ równie najwiêkszy wzrost wytrzyma³oœci na roz- Rys. 3. Mikrofotografie SEM odpadów wyk³adzin samochodowych Fig. 3. SEM micrographs of automotive floor mats waste
: a) 10 % mas.")
 30 % mas. MPE-LLD, f) 30 % mas. MEOR Fig. 4.")
 10 wt.% MEOR, c) 20 wt.% MPE-LLD, d) 20 wt.")



79 Recykling odpadów wyk³adzin samochodowych 211 a b c d e f Rys. 4. Mikrofotografie SEM mieszanin OWS/PE-LLD (80/20): a) 10 % mas. MPE-LLD, b) 10 % mas. MEOR, c) 20 % mas. MPE-LLD, d) 20 % mas. MEOR, e) 30 % mas. MPE-LLD, f) 30 % mas. MEOR Fig. 4. SEM micrographs of OWS/PE-LLD (80/20) blends: a) 10 wt.% MPE-LLD, b) 10 wt.% MEOR, c) 20 wt.% MPE-LLD, d) 20 wt.% MEOR, e) 30 wt.% MPE-LLD, f) 30 wt.% MEOR ci¹ganie i zginanie. Dodatek 20 % mas. PE-LLD i 10, 20 lub 30 % mas. modyfikatora (MPE-LLD lub MEOR) równie prowadzi do wzrostu udarnoœci, przy czym wzrost ten jest znacznie wiêkszy ni w przypadku stosowania tylko modyfikatora (MPE-LLD). Udarnoœæ odpadów w du ym stopniu zale y od rodzaju i iloœci u ytego modyfikatora. Dodatek 20 % mas. MPE-LLD do mieszaniny odpadów i PE-LLD (80/20) skutkuje wzrostem udarnoœci do
80 212 Robert KOMORNICKI, Regina JEZIÓRSKA, Agnieszka ABRAMOWICZ, Zbigniew WIELGOSZ 20 kj/m 2. Natomiast w przypadku MEOR jest ona prawie dwukrotnie wy sza, œwiadcz¹c o jego wiêkszym kompatybilizuj¹cym wp³ywie. Najwiêksz¹ udarnoœæ (105 kj/m 2 ) uzyskano stosuj¹c 30 % mas. MEOR. Modyfikowane odpady zawieraj¹ce MEOR charakteryzuj¹ siê równie najmniejsz¹ sztywnoœci¹, co potwierdza najmniejsza wartoœæ modu³u sprê ystoœci przy rozci¹ganiu i zginaniu. Znacznie mniejsza wartoœæ masowego wskaÿnika szybkoœci p³yniêcia MFR modyfikowanych odpadów, zmniejszaj¹ca siê siê wraz ze wzrostem zawartoœci modyfikatora, mo e œwiadczyæ o zmianie oddzia³ywañ miêdzycz¹steczkowych w wyniku dzia³ania kompatybilizatora, co skutkuje lepszymi w³aœciwoœciami u ytkowymi. Na rysunku 3 przedstawiono mikrofotografie struktury powierzchniowej odpadów wyk³adzin samochodowych. Struktura ta jest typowa dla polimerów niemieszanych. Potwierdzeniem silnych oddzia³ywañ miêdzycz¹steczkowych s¹ przedstawione na rysunku 4 mikrofotografie SEM modyfikowanych odpadów wyk³adzin samochodowych charakteryzuj¹cych siê kompatybiln¹ struktur¹ heterofazow¹, zale n¹ od zawartoœci i rodzaju stosowanego modyfikatora. Modyfikator zmienia strukturê mieszaniny zwiêkszaj¹c wspó³mieszalnoœæ polimerów sk³adowych. Na obrazach prze³omów modyfikowanych mieszanin (rys. 4) obserwujemy dobrze rozproszone i mocno osadzone, ma³e (œrednicy ok. 0,1 µm) cz¹stki modyfikatora na tle osnowy polimerowej i fazy rozproszonej stanowi¹cej odpady dywaników samochodowych. Na uwagê zas³uguje równomierny stopieñ zdyspergowania oraz w¹ski rozk³ad wymiarów cz¹stek fazy rozproszonej, co œwiadczy o ustabilizowaniu siê struktury na poziomie mikrofazowym. Osnowa wykazuje makroskopow¹ jednorodnoœæ, co oznacza bardzo dobr¹ kompatybilnoœæ sk³adników. Drobnoziarnista, ustabilizowana na poziomie mikrofazowym struktura w po³¹czeniu z bardzo dobr¹ adhezj¹ na granicy faz osnowa/faza rozproszona wi¹ e siê ze znacznie mniejszymi naprê eniami w³asnymi w kszta³tkach u ytkowych, co ma istotne znaczenie podczas ich eksploatacji. Praca zrealizowana w ramach projektu rozwojowego Materia- ³y polimerowe otrzymywane innowacyjnymi technikami przetwórstwa odpadów z elektroniki i samochodów UDA- -POIG /08 dofinansowanego w ramach POIG: priorytet 1. Podrozdzia³ Literatura 1. Kijeñski J., Jeziórska R., B³êdzki A., Odzysk i recykling materia³ów polimerowych, Wydawnictwo Naukowe PWN, Warszawa Koz³owski M., Rydarowski H., Recykling odpadów polimerowych z elektroniki i pojazdów, Wydawnictwo Naukowe ITB-PIB, Radom Darie R.N., Vasile C., Koz³owski M., Wp³yw kompatybilizacji na reaktywne przetwórstwo mieszanin polietylen ma³ej gêstoœci/polamid 6/EPDM, Polimery 2006, 51 (9), Al.-Malaika S., Kong W., Reactive processing of polymers: effect of in situ compatibilisation on characteristics of blends of polyethylene terephthalate andthylene-propylene rubber, Polymer 2005, 45, Tarantili P. A., Mitsakaki a. N., Petoussi M. A., Processing and properties of engineering plastics recycled from waste electrical and electronic equipment (WEEE), Polymer Degradation and Stability 2010, 95, Rybnicek J., Lach R., Grellmann W., i inni, Ternary PC/ABS/PMMA blends morphology and mechanical properties under quasi-static loading conditions, Polimery 2012, 57 (2), Jeziórska R. Szadkowska A., Abramowicz A., Wp³yw maleinowanego polietylenu ma³ej gêstoœci na strukturê i w³aœciwoœci mieszaniny odpadów na osnowie ter polimeru akrylonitryl-butadien-styren, Polimery 2012, 57 (10), Jeziórska R., Œwierz-Motysia B., Szadkowska A., Modyfikatory do recyklingu tworzyw polimerowych: otrzymywanie, w³aœciwoœci i zastosowanie, Polimery 2010, 55 (10), Jastrzêbska M., Rutkowska M., Janik H., i inni, The morphology and mechanical properties of recyclated polyethylene/polyamide laminate, Polimery 2010, 35 (11-12), Jeziórska R., Reactive extrusion of polymers (w) Advances in polymer processing. From macro to nano scales, Praca zbiorowa (red. Thomas S., Weimin Y.), Woodhead Publishing Limited, Oxford, Cambridge, New Delhi 2009, Jeziórska R., Wielgosz Z., Osi¹gniêcia Instytutu Chemii Przemys³owej w dziedzinie przetwórstwa i recyklingu tworzyw polimerowych metod¹ wyt³aczania reaktywnego, Przemys³ Chemiczny 2007, 86, Jeziórska R., Some aspects of functionalization of low density polyethylene with ricinol-2-oxazoline methyl maleate in a twin-screw extruder, International Polymer Processing 2007, 22, Jeziórska R., Szadkowska A., Studiñski M., Compatibilization of polyolefins waste based blends by reactive modifiers with anhydride or oxazoline functional groups, Polimery 2007, 52 (5), Jeziórska R., Œwierz-Motysia B., Szadkowska A., i inni, patent, Modyfikator tworzyw konstrukcyjnych i sposób jego wytwarzania, PL , Szostak M., Jeziórska R., Recykling poli(tereftalanu etylenu), Praca zbiorowa pod red. Kijeñski J., B³êdzki A.K., Jeziórska R., Odzysk i recykling materia³ów polimerowych, Wydawnictwo Naukowe PWN, Warszawa 2011,
81 Ocena w³aœciwoœci przetwórczych i mechanicznych kompozytów PVC/m¹czka drzewna/nanokrzemionka przetwarzanych metod¹ wyt³aczania 213 Krzysztof LEWANDOWSKI, Jolanta TOMASZEWSKA, Stanis³aw ZAJCHOWSKI, Jacek MIROWSKI Zak³ad Technologii Polimerów, Wydzia³ Technologii i In ynierii Chemicznej Uniwersytet Technologiczno-Przyrodniczy im. J. J Œniadeckich w Bydgoszczy ul. Seminaryjna 3, Bydgoszcz krzysztof.lewandowski@utp.edu.pl Ocena w³aœciwoœci przetwórczych i mechanicznych kompozytów PVC/m¹czka drzewna/nanokrzemionka przetwarzanych metod¹ wyt³aczania STRESZCZENIE. Podjêto próbê oceny wp³ywu dodatku nanokrzemionki na w³aœciwoœci przetwórcze kompozytów poli(chlorku winylu) (PVC) z m¹czk¹ drzewn¹. Mieszaniny wyt³aczano za pomoc¹ jednoœlimakowej laboratoryjnej wyt³aczarki napêdzanej modu³em plastografometru Brabendera, wykorzystuj¹c g³owicê gor¹co-zimn¹ zaprojektowan¹ i wykonan¹ w Zak³adzie Technologii Polimerów. Mierzono moment obrotowy na œlimaku wyt³aczarki, ciœnienie przed wejœciem do g³owicy wyt³aczarskiej, oraz wydatek. Wyt³oczono profile p³askie, które wykorzystano do oznaczenia w³aœciwoœci mechanicznych przy statycznym rozci¹ganiu i udarnoœci. W badaniach wykorzystano mieszankê ( dry blend ) opart¹ na PVC Neralit o liczbie K=60 zawieraj¹c¹ uk³ad stabilizatorów i innych œrodków pomocniczych. Jako nanonape³niacz wykorzystano sferyczn¹ nanokrzemionkê immobilizowan¹ nanocz¹stkami srebra. Zawartoœæ nanokrzemionki w kompozycie wynosi³a od 1 do 8% zaœ m¹czki drzewnej 30%mas. Przeprowadzone badania jednoznacznie wykaza³y, e modyfikowanie PVC/WF nanokrzemionk¹ w celu poprawy w³aœciwoœci przetwórczych jest celowe do stê enia 2% nanododatku w kompozycie. Po przekroczeniu tej granicy wydajnoœæ wyt³aczania wzrasta ju tylko w niewielkim stopniu. Na podstawie przeprowadzonych badañ mo na wnioskowaæ, i nanokrzemionka nieznacznie wp³ywa na zmianê w³aœciwoœci mechanicznych otrzymanych kompozytów. INVESTIGATION OF MECHANICAL AND PROCESSING PROPERTIES OF PVC/WOOD FLOUR/NA- NOSILICA COMPOSITES IN EXTRUSION PROCESSING SUMARY. Effect of the addition of nanosilica on the processing properties of poly(vinyl chloride) (PVC) composites with wood flour (30% in composites) have been evaluated. The mixtures were extruded on a single screw laboratory extruder, using hot-cold head. Torque screw extruder, the pressure in front of the extrusion head and out-put have measured. Extruded profiles with a defined shape was used for the determination of the mechanical properties such us tensile and impact strength. PVC dry blend based on Neralit 601 (K = 60) containing the stabilizer and aids system was used. Nanosilica containing immobilized silver nanoparticles was used in composites mixtures. The content of nanosilica in the composite is from 1 to 8%. The study clearly showed that nanosilica containing immobilized silver nanoparticles without decreasing the processing properties of wood polymer composites with poly(vinyl chloride) matrix special desirability of nanosilica in order to improve processing properties makes sense to 2% of the nanoadditive in the composite. WSTÊP Jedn¹ z metod modyfikacji materia³ów polimerowych jest stosowanie jako nape³niacza materia³ów pochodzenia roœlinnego, g³ównie m¹czki drzewnej. Otrzymane w ten sposób kompozyty polimerowo-drzewne (WPC), ze wzglêdu na swoje w³aœciwoœci, stosowane s¹ powszechnie jako substytut drewna przy wykonywaniu systemów tarasowych lub desek elewacyjnych [1 3]. WPC pomimo niejednokrotnie bardzo wysokiego, wynosz¹cego nawet 80%, udzia³u m¹czki drzewnej w kompozycie zachowuj¹ bardzo du ¹ odpornoœæ, w stosunku do drewna, na paczenie czy te pêcznienie [1, 4]. Jednak rosn¹cy udzia³ nape³niacza drzewnego wp³ywa na przyspieszony wzrost mikroorganizmów na powierzchni omawianego materia- ³u co nie wp³ywa znacz¹co na zmianê w³aœciwoœci mechanicznych WPC jednak istotnie obni a walory estetyczne, poddanych na dzia³anie warunków atmosferycznych np. desek tarasowych [1, 5]. Dlatego te wa ne jest by nadaæ kompozytom polimerowo-drzewnym podwy szon¹ odpornoœæ na dzia³anie mikroorganizmów i grzybów. Dzia³anie biobójcze wykazuj¹ nanocz¹stki srebra, które w postaci immobilizowanej na nanokrzemionce mog¹ byæ z powodzeniem wprowadzane w sk³ad kompozytów WPC [6, 7], wa ne jest przy tym by dodatek taki nie wp³ywa³ znacz¹co na pogorszenie w³aœciwoœci przetwórczych i mechanicznych otrzymanych kompozytów. Celem pracy jest ocena wp³ywu nanokrzemionki imobilizowannej nanocz¹stkami srebra na wybrane w³aœciwoœci przetwórcze i mechaniczne kompozytów poli(chlorku winylu) z m¹czk¹ drzewn¹ przetwarzanych metod¹ wyt³aczania. Materia³ METODYKA BADAÑ Jako osnowê kompozytów wykorzystano mieszankê (dry blend) na bazie PVC Neralit 601 o liczbie K=60 (SPO- LANA s.a.) zawieraj¹c¹ stabilizatory wapniowo cynkowe oraz uk³ad smarów o dzia³aniu zewnêtrznym i wewnêtrznym.
82 214 Krzysztof LEWANDOWSKI, Jolanta TOMASZEWSKA, Stanis³aw ZAJCHOWSKI, Jacek MIROWSKI Jako nape³niacz drzewny stosowano m¹czkê drzewn¹ (WF) z drzew iglastych Lignocel C120 (C120) (wielkoœæ cz¹stek od 70 µm do 150 µm) oraz Lignocel 9 (L9) (wielkoœæ cz¹stek od 0.8 mm do 1.1 mm) obie produkcji J. RET- TENMAIER&SÖHNE GmbH + Co. KG. Udzia³ nape³niacza w kompozycie polimerowo-drzewnym wynosi³ 30% wagowych. Nanonape³niacz stanowi³a nanokrzemionka imobilizowana nanocz¹stkami srebra (zawartoœæ srebra ppm, wielkoœæ cz¹stek 30 nm) otrzyman¹ metod¹ suszenia rozpy³owego zolu (SGS) (IChP w Warszawie). Metoda otrzymywania takiego typu nanokrzemionki opisana jest w literaturze [9]. Zawartoœæ nanokrzemionki w kompozycie wynosi³a od 1 do 8%. Wyt³aczanie Warunki wyt³aczania dobrano na podstawie wczeœniejszych badañ [9, 10]. Odwa one iloœci PVC, wysuszonego nape³niacza drzewnego (105 C, min. 3 h) oraz nanokrzemionki, mieszano przy u yciu mieszad³a szybkoobrotowego przez 1 min. Nastêpnie wyt³aczano za pomoc¹ jednoœlimakowej laboratoryjnej wyt³aczarki napêdzanej modu³em plastografometru Brabendera (œrednica œlimaka 15 mm, L/D=14). Obroty œlimaka wynosi³y 35 min -1. U yto g³owicy gor¹co-zimnej z kana³em o przekroju prostok¹tnym o wymiarach 10 4 mm i d³ugoœci 130 mm z polerowan¹ powierzchni¹ wewnêtrzn¹. Zastosowanie takiego typu g³owicy pozwala na formowanie profilu i jednoczesn¹ jego kalibracjê. Temperaturê przetwórstwa regulowano za pomoc¹ dwóch stref grzejnych cylindra oraz jednej na ³¹czniku g³owicy. Temperatury te wynosi³y (od leja zasypowego) strefa zasypu 20 C, cylinder I strefa 150 C, cylinder II strefa 182 C, ³¹cznik g³owicy 186 C. Temperatura trzech stref czêœci formuj¹cej g³owicy wynosi³a odpowiednio w kierunku wyt³aczania 135 C, 105 C, 85 C. Podczas wyt³aczania rejestrowano w sposób ci¹g³y: wydatek, ciœnienie przed wejœciem do g³owicy oraz moment obrotowy œlimaka. Prostopad³oœcienne wyt³oczyny o przekroju ok mm pos³u y³y do przeprowadzenia badañ w³aœciwoœci mechanicznych przy statycznym rozci¹ganiu (d³ugoœæ pomiarowa 80 mm, szybkoœæ przesuwu trawersy 10 mm/min) i udarnoœci metod¹ Charpy ego (PN-EN ISO 179-1). Rys. 1. Zale noœæ wydatku podczas wyt³aczania kompozytów na osnowie mieszanki PVC z m¹czk¹ drzewn¹ od zawartoœci nanokrzemionki stopieñ rozdrobnienia ma tendencje do aglomeryzacji, co wp³ywa na pogorszenie efektywnoœci zabierania materia- ³u w strefie leja zasypowego wyt³aczarki. Efektu tego nie obserwuje siê w przypadku stosowania m¹czki drzewnej o znacznie wiêkszych cz¹stkach, dlatego przy wyt³aczania kompozytów z m¹czk¹ drzewn¹ L9 nie obserwuje siê tak du ych zmian wydatku. W takim przypadku poprawê wydajnoœci wyt³aczania kompozytów polimerowo-drzewnych z m¹czk¹ drzewn¹ mo na uzyskaæ poprzez wprowadzenie zmian w klasycznych uk³adach uplastyczniaj¹cych [11, 12] Wraz ze wzrostem wydajnoœci wyt³aczania, zwi¹zanym ze zwiêkszeniem udzia³u nanonape³niacza w wyt³aczanej mieszaninie PVC/C120, obserwuje siê wzrost wartoœci momentu obrotowego œlimaka oraz ciœnienia stopionego kompozytu przed wejœciem do g³owicy wyt³aczarskiej (rys. 2 i rys. 3). W przypadku gdy nape³niaczem drzewnym jest L9 wartoœæ momentu obrotowego, oraz mierzonego ciœnienia, maleje w ca³ym zakresie stosowanego stê enia SGS, niezale nie od mierzonego wydatku wyt³aczania kompozytu. W takim przypadku nanokrze- OMÓWIENIE WYNIKÓW Przeprowadzone badania jednoznacznie wykaza³y, i wydajnoœæ procesu wyt³aczania mieszanin PVC zawieraj¹cych 1% nanokrzemionki zasadniczo wzrasta. Zale - noœæ ta jest najlepiej widoczna w przypadku mieszanki PVC/C120, gdzie mamy do czynienia ze 123% wzrostem wydajnoœci (rys. 1). W przypadku mieszaniny PVC/L9 zaobserwowano nieznaczny wzrost wartoœci wydatku przy ma³ym (do 2%) udziale nanokrzemionki. Nanokrzemionka wp³ywa najprawdopodobniej na poprawê i stabilizacjê homogenizacji mieszaniny PVC z m¹czk¹ drzewn¹ Lignocel C120, która to ze wzglêdu na bardzo du y Rys. 2. Zale noœæ ciœnienia przed wejœciem do g³owicy podczas wyt³aczania kompozytów na osnowie mieszanki PVC z m¹czk¹ drzewn¹ od zawartoœci nanokrzemionki
83 Ocena w³aœciwoœci przetwórczych i mechanicznych kompozytów PVC/m¹czka drzewna/nanokrzemionka przetwarzanych metod¹ wyt³aczania 215 Rys. 3. Zale noœæ momentu obrotowego œlimaka podczas wyt³aczania kompozytów na osnowie mieszanki PVC z m¹czk¹ drzewn¹ od zawartoœci nanokrzemionki Rys. 5. Zale noœæ wyd³u enia wzglêdnego przy zerwaniu wyt³oczyn kompozytów PVC z m¹czk¹ drzewn¹ od zawartoœci nanokrzemionki Rys. 4. Zale noœæ wytrzyma³oœci na rozci¹ganie wyt³oczyn kompozytów PVC z m¹czk¹ drzewn¹ od zawartoœci nanokrzemionki Rys. 6. Zale noœæ udarnoœci wyt³oczyn kompozytów PVC z m¹czk¹ drzewn¹ od zawartoœci nanokrzemionki mionka wp³ywa na obni enie obci¹ enia urz¹dzenia przetwórczego. Jak przedstawiono na wykresie rys.4 wytrzyma³oœæ na rozci¹ganie PVC nape³nionego m¹czk¹ drzewn¹ C120, praktycznie nie zale y od zawartoœci nanokrzemionki. Nale y jednak zauwa yæ, e dodatek nanokrzemionki w iloœci do 2% do mieszanki PVC zawieraj¹cej nape³niacz w postaci Lignocelu 9 nieznacznie poprawia wytrzyma³oœæ kompozytu. Jednak dalszy wzrost nanonape³niacza wp³ywa na nieznaczne obni enie wartoœci wytrzyma³oœci na rozci¹ganie. Wiêkszy wp³yw na badan¹ cechê wytrzyma³oœciow¹ ma niew¹tpliwie wielkoœæ cz¹stek zastosowanego nape³niacza drzewnego. Dodatek 1-2% nanokrzemionki do mieszanin PVC/ m¹czka drzewna zwiêksza nieznacznie wartoœæ wyd³u- enia wzglêdnego przy zerwaniu, natomiast dalszy wzrost zawartoœci do 4-8% nie wp³ywa na zmianê tej w³aœciwoœci w porównaniu do kompozytu niezawieraj¹cego nanokrzemionki (rys.5). Kompozyty polimerowo-drzewne wykazuj¹ niedu e wartoœci udarnoœci ok. 7 kj/m 2 dla kompozytów zawieraj¹cych Lignocel C120 i 5,8 kj/m 2 w przypadku Lignocelu 9 (rys. 6). Niezale nie od stopnia rozdrobnienia u ytych cz¹stek drzewnych nanokrzemionka obni a wartoœæ udarnoœci WPC. W obu przypadkach zastosowanych m¹czek drzewnych, obserwuje siê stopniowy spadek udarnoœci wraz ze wzrostem zawartoœci nanododatku w próbce a do wartoœci oko³o 4 kj/m 2 przy jego 8% udziale. WNIOSKI Modyfikowanie kompozytów o osnowie z poli(chlorku winylu) zawieraj¹cych nanokrzemionkê immobilizowan¹ nanocz¹stkami srebra nie wp³ywa na pogorszenie w³aœciwoœci przetwórczych przetwarzanych kompozytów. Celowe jest stosowanie nanokrzemionki w celu poprawy w³aœciwoœci przetwórczych do 2% zawartoœci w kompozycie. Przy wy szym stê eniu nanope³niacza nie obserwuje siê korzystnych zmian we w³aœciwoœciach przetwórczych i mechanicznych kompozytów PVC/WF/ SGS-Ag.
84 216 Krzysztof LEWANDOWSKI, Jolanta TOMASZEWSKA, Stanis³aw ZAJCHOWSKI, Jacek MIROWSKI Prace realizowano w ramach projektu Nanokompozyty polimerowe o zwiêkszonej odpornoœci na dzia³anie mikroorganizmów Nr UDA-POIG /08-00 Literatura [1] Klyosov A.: Wood Plastic Composites, Wiley Interscience, Hoboken 2007 [2] Report predicts WPC growth, Plastics, Additives and Compounding 2006, 8, 12 [3] Jacob A.: WPC industry focuses on performance and cost, Reinforced Plastics 2006, 50, [4] Nabi Saheb D., Jog J.P., Natural fiber polymer composites: A review, Advances in Polymer Technology 1999, 18, [5] Naumann A., Stephan I., Noll M., Material resistance of weathered wood-plastic composites against fungal decay, International Biodeterioration & Biodegradation 2012, 75, [6] Jeziórska R. i inni, Kompozyty polimerowo-drzewne polietylenu du ej gêstoœci z nanokrzemionk¹ zawieraj¹c¹ immobilizowane nanocz¹stki srebra, Polimery 2012, 57, [7] Wenda M., i inni, Nanonape³niacze krzemionkowe modyfikowane nanosrebrem o w³aœciwoœciach biobójczych, Zeszyty Naukowe Politechniki Poznañskiej Budowa Maszyn i Zarz¹dzanie Produkcj¹ 2010, 12, 363 [8] Zielecka M., i inni, Nanonape³niacze krzemionkowe z trwale wbudowanym w strukturê nanosrebrem lub nanomiedzi¹, wytwarzane metod¹ zol- el, Polimery, 2012, 57, [9] Lewandowski K.i inni, Ocena w³aœciwoœci przetwórczych kompozytów polimerowo-drzewnych na osnowie poli(chlorku winylu), CHEMIK 2011, 65, [10] Lewandowski K., Zajchowski S., Tomaszewska J., Wp³yw temperatury wyt³aczania na w³aœciwoœci kompozytów PVC/drewno, In ynieria i Aparatura Chemiczna, 2010, 49, [11] Sikora J., Dobór liczby i po³o enia rowków uplastyczniaj¹cych cylindra wyt³aczarki jako mo liwoœæ sterowania procesem wyt³aczania, Polimery, 2006, 51, [12] Stasiek J., Wyt³aczanie tworzyw polimerowych: zagadnienia wybrane, Wydawnictwo Uczelniane Uniwersytetu Technologiczno-Przyrodniczego, Bydgoszcz 2007
85 Modyfikacja biodegradowalnych w³óknin filtracyjnych œrodkiem biobójczym 217 Katarzyna MAJCHRZYCKA, MAJCHRZYCKA*, Agnieszka BROCHOCKA Centralny Instytut Ochrony Pracy Pañstwowy Instytut Badawczy (CIOP-PIB) Zak³ad Ochron Osobistych; ódÿ, ul. Wierzbowa 48 * kamaj@ciop.lodz.pl Modyfikacja biodegradowalnych w³óknin filtracyjnych œrodkiem biobójczym Celem badañ by³o opracowanie warunków technologicznych wytwarzania biodegradowalnych w³óknin stosowanych do ochrony uk³adu oddechowego o w³aœciwoœci biobójczych wobec mikroorganizmów chorobotwórczych. Podstawowe w³aœciwoœci tych materia³ów, wynikaj¹ z koniecznoœci zapewnienia wysokiej skutecznoœci wy³apywania cz¹stek bioaerozolu ze strugi przep³ywajacego powietrza, przy jednoczeœnej niskiej wartoœci spadku ciœnienia. Warunek ten osiagniêto dobieraj¹c parametry przerobu polimeru poli(kwasu mlekowego) (PLA) z wykorzystaniem technologii pneumotermicznego formowania runa (ang. melt blown) i odpowiedniej aktywacji gotowej w³ókniny w polu wy³adowañ koronowych. Jednoczeœnie, w celu nadania w³ókninom w³aœciwoœci biobójczych, wprowadzano w strugê polimeru œrodek biocydowy. Przeprowadzone badania w zakresie parametrów filtracyjnych i biobójczoœci wobec bakterii gram dodatnich i ujemnych, potwierdzaj¹ mo liwoœæ wykorzystania tych materia³ów do konstrukcji sprzêtu ochrony uk³adu oddechowego. MODIFICATION OF BIODEGRADABLE FILTERING NONWOVENS WITH A BIOCIDAL AGENT The aim of the study was to work out technological conditions of producing bodegradable nonwovens applied in repsoratory system protection that would present bioactive features towards harmful aerosols. Basis filtering properties of these materials result from the necessity to ensure high efficiency of absorbing bioaerosole particles from the stream of air flow, at the same time remaining low value of pressure drop. This condition was achieved by marching processing parametres of polylactic acid (PLA) using a melt-blown technology and their appropriate activation in the field of coronary discharges. At the same time, in order to provide the nonwovens with bioactive properties, a biocidal agent was introduced into the stream of air flow. The conducted study concerning filtering parametres and bioactivity towards gram positive and gram negative bacteria, confirm the possibility of applying these materials in construction of respiratory protection equipment. 1. WPROWADZENIE Szacuje siê, e w Polsce liczba pracowników s³u by zdrowia nara onych na wdychanie szkodliwego bioerozolu wynosi oko³o 20 tys. Jednoczeœnie problem ten dotyczy tak e takich dziedzin gospodarki jak: biotechnologia, przemys³ kosmetyczny, farmaceutyczny i spo ywczy, budowlany, a tak e us³ugowy. Dlatego te konieczne jest doskonalenie skutecznych œrodków prewencji przed zagro eniami biologicznymi, w tym z wykorzystaniem indywidualnego sprzêtu ochrony uk³adu oddechowego (np. filtrów i pó³masek filtruj¹cych). Nale y podkreœliæ, e sprzêt ten jest z regu³y jednorazowego u ytku, a niejednokrotnie istnieje tak e potrzeba jego wymiany w czasie jednej zmiany roboczej. Powoduje to koniecznoœæ zapewnienia przez pracodawcê odpowiedniego sposobu magazynowania i utylizacji zu ytych egzemplarzy sprzêtu. W tym aspekcie wa ne jest opracowanie i wdro enie do stosowania filtruj¹cego sprzêtu ochrony uk³adu oddechowego o cechach biodegradacji. Jednoczeœnie sprzêt ten powinien posiadaæ w³aœciwoœci biobójcze w odniesieniu do mikroorganizmów chorobotwórczych. Na œwiecie coraz czêœciej podejmuje siê dzia³ania preferuj¹ce zastosowania materia³ów wyprodukowanych na bazie surowców odnawialnych. Sprzyja temu zjawisku rozwój wiedzy w obszarze ochrony œrodowiska oraz rozporz¹dzenia unijne, a w szczególnoœci postêpowanie z odpadami. Obecnie w Unii Europejskiej obowi¹zuje zharmonizowana z Dyrektyw¹ 94/62/EC [1] norma EN 13432: 2000 [2], która wprowadzi³a kryteria oceny opakowañ przydatnych do odzysku organicznego. Nale y przypuszczaæ, e bêd¹ podejmowane kolejne uregulowania prawne w tym zakresie. Spoœród znanych metod wytwarzania nietkanych wyrobów w³ókienniczych jednorazowego u ytku najbardziej ekonomicznymi metodami z uwagi na du ¹ wydajnoœæ s¹ metody bezpoœredniego formowania runa ze stopu polimeru (ang. spun bond i melt blown)[3,4]. Ka da z tych metod, daj¹ca produkty o innych w³aœciwoœciach i innym przeznaczeniu znalaz³a kilka rozwi¹zañ technologicznych w przemyœle. Dotychczas na techniczne wyroby w³ókiennicze, wytwarzane metod¹ bezpoœredni¹ ze stopu polimeru stosowane s¹ polipropylen (PP) i politereftalan etylenu (PET). Wyroby z tych polimerów s¹ odporne na dzia³anie mikroorganizmów, nie ulegaj¹ biodegradacji. Po krótkim okresie u ytkowania d³ugo zalegaj¹ na wysypiskach. Powy sze problemy dotycz¹ tak e w³óknin stosowanych do konstrukcji sprzêtu ochrony uk³adu oddechowego. W³ókniny te powszechnie wytwarzane s¹ metod¹ pneumotermicznego formowania runa (ang. melt blown) z PP. Znanymi polimerami termoplastycznymi, które ulegaj¹ ca³kowitej biodegradacji w warunkach naturalnych s¹ poliestry alifatyczne wytwarzane z ró nych monomerów, takich jak np. kwas glikolowy, kwas mlekowy, kwas mas³owy, kaprolakton. Znaczna czêœæ z nich charakteryzuje siê nisk¹ temperatur¹ topnienia i zeszklenia [5]. Celem prezentowanej pracy badawczej by³o opracowanie sposobu wytwarzania bioaktywnych w³óknin

86 218 Katarzyna MAJCHRZYCKA, Agnieszka BROCHOCKA pneumotermicznych z poli(kwasu mlekowego) (PLA) do oczyszczania powietrza w sprzêcie ochrony uk³adu oddechowego przed bioaerozolem, ze szczególnym uwzglêdnieniem wprowadzania œrodka biobójczego oraz potwierdzenie skutecznoœci filtracji i bioaktywnoœci w³óknin w odniesieniu do bakterii gram-dodatnich i gram- -ujemnych. 2.1 Materia³y 2. CZÊŒÆ DOŒWIADCZALNA W skali przemys³owej wytwarzane s¹ trzy podstawowe biodegradowalne poli- i kopoliestry: poli(kwas mlekowy), alifatyczny poliester glikolu butylenowego, kwasu bursztynowego i adypinowego o nazwie handlowej Bionolle oraz kopoliestery alifatyczno-aromatyczne glikolu butylenowego, kwasu adypinowego i tereflalowego, wystêpuj¹ce pod nazw¹ Eastar Bio i Ecoflex. Na podstawie oceny w³aœciwoœci fizyko-chemicznych, termicznych i reologicznych [6 8] wytypowano polimer biodegradowalny o charakterystyce podanej w tabeli 1. Tabela 1. Charakterystyka polimeru stosowanego do badañ Typ polimeru Producent/ Dostawca Temperatura topnienia, C WskaŸnik p³yniêcia MFI*, g/10 min PLA 6202 D NatureWorks, LLC * MFI wg PN-EN w temperaturze 210 C. Do modyfikacji w³ókien PLA zastosowano œrodek biobójczy wed³ug wynalazku [9]. Sk³ada siê on z perlitu o œrednicy ziaren nie wiêkszej ni 100 µm, z naniesionym na jego powierzchniê preparatem biobójczym. Sk³ad preparatu, w przeliczeniu na masê œrodka biobójczego (bioperlitu) by³ nastêpuj¹cy: 5-25% wagowych chlorku N,N-didecylo-N,N-dimetyloamoniowego, 1-10% wagowych chlorku N-benzylo-N-dodecylo-N,N-dimetyloamoniowego, % wagowych N,N-bis(3-aminopropylo)-N-dodecyloaminy, % wagowych soli sodowej kwasu 2-fosfonobutano-1,2,4-trikarboksylowego, 0.5-4% wagowych gliceryny, 20-80% ni szego alkoholu alifatycznego (korzystnie 2-propanolu), 5-30% wagowych wody demineralizowanej. Zawartoœæ substancji czynnych wynosi³a od 2 do 8 % wagowych, a perlitu od 92 do 98% wagowych w ca³kowitej masie œrodka. Bioperlit otrzymano poprzez natryskiwanie suchego perlitu roztworem preparatu biobójczego o ww. sk³adzie. 2.2 Technologia Rys. 1. Pogl¹dowy schemat g³owicy w³óknotwórczej Istota rozwi¹zania polega³a na wprowadzeniu w strugê polimeru bioperlitu i trwa³ego po³¹czenia go z polimerem PLA, poprzez zastosowanie oryginalnie opracowanej konstrukcji g³owicy w³óknotwórczej przedstawionej na rys. 1 [10]. Œrodek biobójczy dozowany by³ w sposób kontrolowany do g³owicy, centralnie i symetrycznie do strefy wytwarzania w³ókien. Taki sposób podawania œrodka pozwala na dobre wymieszanie go z wytwarzanymi w³óknami. Ponadto uzyskuje siê mniejsze straty œrodka biobójczego, ni w przypadku zastosowania techniki natryskiwania na gotow¹ w³ókninê. Stanowisko do wytwarzania w³óknin sk³ada siê z: wyt³aczarki, ³¹cznika dogrzewaj¹cego umieszczonego miêdzy cylindrem wyt³aczarki a g³owic¹ w³óknotwórcz¹, g³owicy w³óknotwórczej po³¹czonej z nagrzewnic¹ powietrza oraz urz¹dzenia odbiorczego w postaci siatki z wentylatorem wytwarzaj¹cym podciœnienie. Charakteryzuje siê ono tym, e nad g³owic¹ znajduje siê lej zasypowy z przymocowanym zespo³em napêdowym silnika o regulowanej prêdkoœci obrotowej. Rdzeñ g³owicy ma kszta³t walca, na którego zewnêtrznej powierzchni znajduje siê spiralny rowek o tym samym przekroju. Cylinder œlimaka mocowany jest do g³owicy za pomoc¹ ko³paka. G³owica w swej górnej czêœci zaopatrzona jest w dodatkowy króciec do pod- ³¹czenia dop³ywu gor¹cego powietrza, które przez otwory powietrzne dostarczane jest do g³owicy. Rdzeñ g³owi-


87 Modyfikacja biodegradowalnych w³óknin filtracyjnych œrodkiem biobójczym 219 cy po³¹czony jest z zespo³em dysz polimerowych za pomoc¹ gwintowanej tulei. W celu uzyskania zadowalaj¹cej, z punktu widzenia kryteriów ochronnych, skutecznoœci zatrzymywania cz¹stek bioaerozolu w materiale filtracyjnym, zastosowano dodatkowo wy³adowania koronowe (napiêcie wy³adowañ 30 kv). W³ókniny filtracyjne z PLA modyfikowane bioperlitem wytworzono przy nastêpuj¹cych parametrach technologicznych: temperatura I strefy wyt³aczania 280 C, temperatura II strefy wyt³aczania 274 C, temperatura powietrza -295 C, temperatura g³owicy 280 o C, wydatek powietrza 8,8 m 3 /h, wydatek polimeru 4,0 g/min, Odleg³oœæ urz¹dzenia odbiorczego od g³owicy 165 mm. 2.3 Charakterystyka wytworzonych w³óknin Rys. 3. Widok powierzchni w³ókniny filtracyjnej z bioperlitem Dla zobrazowania gruboœci w³ókien i równomiernoœci rozmieszczenia œrodka biobójczego w strukturze w³óknin PLA zastosowano skaningowy mikroskop elektronowy typ VEGA 5135 MM Tescan) (rys. 2,3). Dla potwierdzenia trwa³ego osadzenia bioperltu w strukturze w³ókniny melt-blown wykonano badania zawartoœci mikrobiocydów w materiale oraz trwa³oœci jego wi¹zania. Analizê zawartoœci mikrobiocydów we w³óknach PLA, modyfikowanych bioperlitem zawieraj¹cym wagowo 5% preparatu biobójczego, przeprowadzono za pomoc¹ analizy elementarnej oraz analizy spektrofotometrycznej w nadfiolecie. Mikrobiocydy osadzone na bioperlicie po wprowadzeniu do w³ókien PLA mog¹ byæ zwi¹zane zarówno w sposób trwa³y we w³óknie, jak równie mog¹ byæ zaadsorbowane na powierzchni. Substancja biobójcza zaadsorbowana na powierzchni wykazuje wiêksz¹ aktywnoœæ w porównaniu do substancji biobójczej trwale zwi¹zanej z w³óknem, jakkolwiek mo e ulegaæ desorpcji pod wp³ywem czynników fizycznych i chemicznych. Ca³kowit¹ iloœæ mikrobiocydów, wprowadzonych do w³ókien PLA za pomoc¹ bioperlitu wyznaczono na podstawie analizy elementarnej. Analizê przeprowadzono dla czterech próbek bioaktywnych w³óknin zawieraj¹cych 10% bioperlitu. Bior¹c pod uwagê zawartoœci azotu we w³óknach PLA bez i z bioperlitem stwierdzono, e œrednia zawartoœæ mikrobiocydów w 4 badanych próbach wynosi 0,86% wag. w przeliczeniu na substancje czynne. Powy sza wartoœæ obejmuje ca³kowit¹ iloœæ mikrobiocydów, zarówno tê, trwale zwi¹zan¹ z w³óknem jak i tê, zaadsorbowan¹ na powierzchni. Iloœæ mikrobiocydów zaadsorbowanych na powierzchni, mog¹cych ulec desorpcji, wyznaczono metod¹ spektrofotometryczn¹ w nadfiolecie. Cztery próbki w³ókniny ze œrodkiem biocydowym o masie ok. 20 g odwa ono z dok³adnoœci¹ do 0,0001 g i poddano ekstrakcji w 750 cm 3 demineralizowanej wody o przewodnictwie poni ej 10 S, w temperaturze 35 2 C w czasie 24 godzin. Po zakoñczeniu ekstrakcji roztwór wodny przeniesiono iloœciowo do kolby miarowej, uzupe³niono wod¹ do 1000 cm 3, zmierzono absorbancjê z oran em metylowym w nadfiolecie i na podstawie wyznaczonej krzywej wzorcowej okreœlono stê enie mikrobiocydów w ekstrakcie. Stwierdzono, e w warunkach prowadzonej ekstrakcji, desorpcji ulega 46% mikrobiocydów zawartych w w³ókninie PLA zawieraj¹cej bioperlit. Na podstawie przeprowadzonych analiz mo na stwierdziæ, e 54 % mikrobiocydów jest trwale zwi¹zana z w³óknami, natomiast pozosta³a czêœæ mo e ulegaæ desorpcji. Nie wp³ywa to jednak na skutecznoœæ dzia³ania w³óknin, co potwierdzi³y badania mikrobiologiczne przedstawione poni ej. 2.4 Metody badañ Rys. 2. Widok powierzchni w³ókniny filtracyjnej bez bioperlitu 1) W³aœciwoœci filtracyjne:
88 220 Katarzyna MAJCHRZYCKA, Agnieszka BROCHOCKA skutecznoœæ filtracji wobec aerozoli ciek³ych poprzez wyznaczenie penetracji modelowym aerozolem mg³y oleju parafinowego [11], opór przep³ywu powietrza jako wskaÿnik oporu oddychania [12]. 2) W³aœciwoœci bioaktywne: Skutecznoœæ filtracji wobec bioaerozoli o ró nych kszta³tach i wielkoœci cz¹stki (P.fluorescens oraz S.aureus), prze ywalnoœæ bakterii gram + i gram w czasie inkubacji: 0, 2, 4, 8 h [13 15]. 3. WYNIKI BADAÑ I ICH ANALIZA W tabeli 2 przedstawiono charakterystykê 8 wariantów wytworzonych w³óknin. W obu wariantach masy powierzchniowej (97,0 g/m 2 ±2%) oraz (127,5 g/m 2 ±2%) wytworzonej w³ókniny uzyskano tê sama zale noœæ. W³ókniny ³adowane elektrostatycznie uzyskuj¹ wy sze wartoœci skutecznoœci filtracji (mniejszy wskaÿnik penetracji aerozolu testowego). Jednoczeœnie nale y podkreœliæ, e wszystkie wytworzone warianty w³óknin bioaktywnych i biodegradowalnych osi¹gnê³y zadowalaj¹ce rezultaty z punktu widzenia wymagañ dla filtruj¹cego sprzêtu ochrony uk³adu oddechowego, w zakresie klasy ochronnej 1 i 2 [16, 17]. 3.1 Ocena skutecznoœci zatrzymywania mikroorganizmów W badaniach wyznaczono wskaÿnik skutecznoœci filtracji wobec dwóch rodzajów bakterii obliczony wed³ug nastêpuj¹cej zale noœci: N0 Nk S% 100 % (1) N0 gdzie: S skutecznoœæ filtracji (1-P) w %, N o iloœæ mikroorganizmów przed filtrem, N k iloœæ mikroorganizmów za filtrem. Wyniki badañ skutecznoœci filtracji 4 wariantów bioaktywnych w³óknin, dla dwóch rodzajów mikroorganizmów: ziarenkowca gram-dodatniego S. aureus i pa³eczki gram-ujemnej P. aeruginosa zamieszczono w tabeli 3. Wariant Œrednia wartoœæ skutecznoœci filtracji, % S. aureus P. aeruginosa Œrednia wartoœæ skutecznoœci filtracji, % Tabela 3. Skutecznoœæ filtracji wobec wytypowanych mikroorganizmów Odchylenie standardowe Odchylenie standardowe (1) 99,34 0,39 97,36 3,78 (2) 96,13 0,58 94,96 1,07 (3) 98,11 1,22 99,26 0,48 (4) 98,64 0,74 97,62 0,17 Wyniki badañ wskazuj¹ na uzyskanie bardzo dobrych rezultatów w zakresie skutecznoœci zatrzymywania mikroorganizmów przez opracowane biodegradowalne w³ókniny modyfikowane bioperlitem. Skutecznoœæ filtracji kszta³tuje siê na poziomie od 97,36 do 99,34 dla w³óknin ³adowanych elektrostatycznie i od 94,96 do 98,64 dla w³óknin nie ³adowanych. Zgodnie z za³o eniami lepsze rezultaty uzyskano dla w³óknin ³adowanych elektrostatycznie, podobnie jak to obserwowano w odniesieniu do w³óknin biodegradowalnych bez œrodka biobójczego. W celu stwierdzenia czy parametry strukturalne (masa powierzchniowa) i wielkoœæ mikroorganizmów maj¹ zasadniczy wp³yw na skutecznoœæ filtracji w³óknin z PLA modyfikowanych bioperlitem zastosowano testy statystyczne do weryfikacji hipotez (analiza wariancji 2-czynnikowa ANOVA). Z uwagi na ró n¹ iloœæ komórek P. aeruginosa i S.aureus w strumieniu bioaerozolu przepuszczanego przez próbki w³óknin, w analizie statystycznej nie porównywano danych wyjœciowych, tylko wartoœci wskaÿników iloœci mikroorganizmów. WskaŸniki te obliczono bior¹c pod uwagê liczbê bakterii (P. aeruginosa lub S.aureus) znajduj¹cych siê za próbk¹ w³ókniny (jtk/próbê) w stosunku do liczby mikroorganizmów przed badan¹ próbk¹ (jtk/próbê). Na postawie przeprowadzonej analizy statystycznej stwierdzono, e wielkoœæ zastosowanych do badañ mikroorganizmów nie mia³a zasadniczego wp³ywu na iloœæ zatrzymywanych bakterii na w³ókninach filtracyjnych. Jest to zwi¹zane w szczególnoœci z porównywalnymi rozmiarami (œrednicami aerodynamicznymi) obu bakterii Tabela 2. Charakterystyka w³óknin bioaktywnych PLA i w celach porównawczych PLA bez bioperlitu Nr wariantu w³ókniny adowanie / brak ³adowania eletrostatycznego Masa powierzchniowa, g/m 2 Penetracja mg³y oleju parafinowego, % Opór przep³ywu powietrza, Pa (1)PLA+Bioperlit + 90,0 3,5 213,0 PLA + 96,0 5,9 222,0 (2)PLA+Bioperlit 106,0 9,8 223,3 PLA 96,0 9,5 217,0 (3)PLA+Bioperlit + 134,0 1,8 307,0 PLA + 124,0 4,8 253,0 (4)PLA+Bioperlit 134,0 5,4 296,0 PLA 118,0 7,0 250,0
89 Modyfikacja biodegradowalnych w³óknin filtracyjnych œrodkiem biobójczym 221 testowych. Ziarniaki S.aureus posiadaj¹ komórki rzêdu (0,5 1,5 µm), a pa³eczki P. aeruginosa charakteryzuj¹ce siê rozmiarami (0,4 0,7) (1,0 3,0) µm). Na iloœæ zatrzymywanych komórek nie ma³y tak e wp³ywu parametry strukturalne, w szczególnoœci masa powierzchniowa warstwy filtracyjnej. 3.2 Prze ywalnoœæ mikroorganizmów Skutecznoœæ hamowania wzrostu mikroorganizmów we w³ókninach oceniano w stosunku do próbki kontrolnej, któr¹ stanowi³a iloœæ mikroorganizmów bezpoœrednio po zaszczepieniu ich do próbek badanych w³óknin. Wynik badañ prze ywalnoœci zastosowanych mikroorganizmów w odniesieniu do zmiennych czasów inkubacji przedstawiono odpowiednio na rys. 4, 5. Na podstawie przeprowadzonej analizy z zastosowaniem testu statystycznego do weryfikacji hipotez (analiza wariancji 2-czynnikowa z powtarzanymi pomiarami ANOVA), wykazano, e zarówno dla pa³eczek P. aeruginosa jak i ziarniaków S.aureus w czasie inkubacji w temp. 37 C ju w czasie 2 godzin wystêpuje zjawisko hamowania wzrostu mikroorganizmów (p<0,01) tzn. czas inkubacji powoduje obni enie liczebnoœci badanych populacji bakterii. Prze ywalnoœæ, % Prze ywalnoœæ, % Czas inkubacji, h Rys. 4. Wyniki badañ prze ywalnoœci S. aureus w czasie 1 wariant 2 wariant 3 wariant 4 wariant Czas inkubacji, h Rys. 5. Wyniki badañ prze ywalnoœci P. aeruginosa w czasie 1 wariant 2 wariant 3 wariant 4 wariant Nie stwierdzono tak e istotnych ró nic miêdzy w³ókninami stosowanymi do badañ (³adowanymi i nie³adowanymi elektrostatycznie). Oznacza to, e w³aœciwoœci biobójcze w odniesieniu do bakterii gram dodatnich i gram ujemnych uzyskano na zbli onym poziomie. 4. PODSUMOWANIE Ze wzglêdu na wzrastaj¹c¹ œwiadomoœæ dotycz¹c¹ aspektów ochrony œrodowiska i wymagania stawiane przez organy ustawodawcze produkcja, wykorzystywanie i usuwanie wyrobów z poliolefinowych tworzyw polimerowych postrzegane jest w coraz bardziej krytyczny sposób. Rozwi¹zaniem tego problemu mo e byæ rozwój produktów opartych na biodegradowalnych, ca³kowicie naturalnych i odnawialnych materia³ach. Produkty te powinny byæ neutralne dla œrodowiska w momencie spalania lub powinny byæ ca³kowicie roz³o one w momencie, kiedy skoñczy siê okres ich u ytkowania, aby w ten sposób zminimalizowaæ problem pozbywania siê odpadów ze œrodowiska. Wyniki badañ uzyskane przez autorów pokazuj¹ du y potencja³ w wykorzystaniu biodegradowalnego polimeru PLA jako zamiennika PP, tradycyjnie stosowanego do produkcji w³óknin stosowanych do konstrukcji sprzêtu ochrony uk³adu oddechowego przed szkodliwymi aerozolami. Publikacja przygotowana na podstawie wyników II etapu programu wieloletniego pn. Poprawa bezpieczeñstwa i warunków pracy, sfinansowanego w latach w zakresie badañ naukowych i prac rozwojowych ze œrodków Ministerstwa Nauki i Szkolnictwa Wy szego (NCBiR). Koordynator programu: Centralny Instytut Ochrony Pracy Pañstwowy Instytut Badawczy. Literatura 1. Dyrektywa 94/62/EC Parlamentu Europejskiego i Rady z dnia 20 grudnia 1994 r. w sprawie opakowañ i odpadów opakowaniowych Dz. U. UE, L 365/10 a dnia r. DD:13:13:31994L0062:PL:PDF (dostêp 30 paÿdziernika 2012). 2. Norma EN 13432:2000 Packaging Requirements for packaging recoverable through composting and biodegradation Test scheme and evaluation criteria for the final acceptance of packaging. 3. Schmack G., Tändler B., Vogel R., Häußler L., Melt processing of a new biodegradable synthetic copolyester in high-speed spinning and spunbonding nonwoven process, Chemical Fibres International, 2003, 53, Wcis³o P., Ka³u ka J., Pêczkowska B., Polimery biodegradowalne w technologii pneumotermicznej, Przegl¹d W³ókienniczy, Nr 1, 2006, s Smith R., Biodegradable polymers for industrial applications; Taylor & Francis LLC; Twarowska-Schmidt K., Tomaszewski W., Evaluation of the suitability of selected aliphatic polyester blends for biodegradable
90 222 Katarzyna MAJCHRZYCKA, Agnieszka BROCHOCKA fibrous materials with improved elasticity, Fibres & Textiles in Eastern Europe; 2008; Vol. 16, No. 3(68). 7. Twarowska-Schmidt K., Evaluation of the suitability of some biodegradable polymers for the forming of fibres; Fibres & Textiles in Eastern Europe; 2004; Vol. 12; No. 2(46). 8. Twarowska-Schmidt K., Ratajska M., Brochocka A., Biodegradation of composites made of fibergrade polypropylene and aliphatic polyester, Modyfikacja Polimerów; Oficyna Wydawnicza PW, Wroc³aw, 2005, Brycki B., Gutarowska B., Majchrzycka K., Brochocka A., Orlikowski W., Kruciñska I., Krzy anowski J., ysiak I., Patent Œrodek biobójczy do wytwarzania w³óknin filtracyjnych oraz sposób otrzymywania œrodka biobójczego do wytwarzania w³óknin filtracyjnych, PL, Majchrzycka K., Brochocka A., Orlikowski W., Kruciñska I., Gliœciñska E., Krzy anowski J., ysiak I., Brycki B., Gutarowska B., Zg³oszenie Patentowe: Elektretowa w³óknina pneumotermiczna, PL, EN : 2008 Sprzêt ochrony uk³adu oddechowego. Metody badañ. Wyznaczanie penetracji filtra. 12. EN :2001. Sprzêt ochrony uk³adu oddechowego. Metody badañ. Wyznaczanie oporu oddychania. 13. Majchrzycka K., Gutarowska B., Brochocka A., Aspects of Tests and Assessment of Filtering Materials Used for Respiratory Protection Against Bioaerosol. Part I. Type of Active Substance, Contact Time, Microorganism Species, JOSE, 16(2), 2010, Majchrzycka K., Gutarowska B., Brochocka A., Aspects of Tests and Assessment of Filtering Materials Used for Respiratory Protection Against Bioaerosol. Part II. Sweat in Environment, Microorganisms in the Form of a Bioaerosol, JOSE, 16(2), 2010, Górny R., Cz¹stki grzybów i bakterii jako sk³adnik aerozolu pomieszczeñ: w³aœciwoœci, mechanizmy emisji, detekcja, IMP i ZŒ, Sosnowiec EN 143:2000/A1/2006 Respiratory protective devices Particle filters Requirements, testing, marking; Odpowiednik krajowy: PN-EN 143:2004/A1:2007 Sprzêt ochrony uk³adu oddechowego. Filtry. Wymagania, badanie, znakowanie. 17. EN 149:2001+A1: 2009 Respiratory protective devices Filtering half mask Requirements, testing, marking; Odpowiednik krajowy: PN-EN 149:2001+A1:2009 Sprzêt ochrony uk³adu oddechowego. Pó³maski filtruj¹ce. Wymagania, badanie, znakowanie.
91 Analiza wp³ywu ognia na palnoœæ wybranych gatunków folii PET 223 MONIKA MARGOL, MARGOL*, DARIUSZ KWIATKOWSKI, MONIKA KULA Politechnika Czêstochowska, Wydzia³ In ynierii Mechanicznej i Informatyki, Instytut Technologii Mechanicznych, Zak³ad Przetwórstwa Polimerów al. Armii Krajowej 19c, Czêstochowa margol@ipp.pcz.pl Analiza wp³ywu ognia na palnoœæ wybranych gatunków folii PET Streszczenie. W artykule opisano technologie produkcji folii polimerowych, ze szczególnym uwzglêdnieniem techniki wspó³wyt³aczania, za pomoc¹ której produkowanych jest wiele gatunków folii. Zbadano palnoœæ wybranych gatunków folii PET skupiaj¹c siê na wyznaczeniu wskaÿnika tlenowego oraz przeanalizowano sposób zachowania siê folii podczas spalania. Wykazano, i najlepiej podczas spalania zachowuje siê folia GAG, zawieraj¹ca 10% czystego granulatu i a 80% ywicy termoplastycznej G PET (folia ta pali³a siê wolno, spokojnie, nie wystêpowa³y kapi¹ce krople ). Równie analiza organoleptyczna tej folii po procesie palenia wykaza³a nieznaczny, w porównaniu do pozosta³ych folii, ubytek masy. ANALYSIS OF INFLUENCE FIRE ON THE FLAMMABILITY OF SELECTED SPECIES OF PET FILM Abstract. The article describes the technology of production of polymer films, particularly co-extrusion techniques, which are produced by many species of the film. Flammability of selected species examined PET film focusing on the appointment of oxygen index and analyzed the behavior of the film during combustion. It has been shown that the best combustion behaves GAG film containing 10% of pure granules and 80% of the thermoplastic resin G PET (foil is burned slowly and quietly, there was no dripping drops ). Also the organoleptic analysis of the film showed the smoking process, negligible compared to the rest of the film, the loss of weight. 1. CZÊŒÆ TEORETYCZNA Polimery ze wzglêdu na szereg swoich cech i cennych w³aœciwoœci (ma³a gêstoœæ, du a wytrzyma³oœæ mechaniczna, odpornoœæ na czynniki chemiczne) s¹ niezast¹pionym materia³em w ró nych dziedzinach techniki. Stosowane s¹ jako materia³y konstrukcyjne, w³óknotwórcze, adhezyjne, termo- i elektroizolacyjne. Znajduj¹ równie zastosowanie w produkcji ró nego rodzaju butelek oraz folii [1, 2]. Folie polimerowe wytwarza siê metod¹ wyt³aczania z rozdmuchiwaniem swobodnym przy u yciu g³owicy krzy owej oraz metod¹ wyt³aczania konwencjonalnego za pomoc¹ g³owicy szczelinowej p³askiej i metod¹ wylewania. W pierwszym przypadku wyt³aczana jest folia rurowa, natomiast w drugim folia p³aska [3 6]. Folie polimerowe produkuje siê tak e technik¹ wspó³wyt³aczania [3, 5]. Proces ten polega na wyt³oczeniu folii wielo tworzywowej z jednoczesnym u yciem oddzielnych wyt³aczarek wyposa onych w osobne przewody uplastycznionego tworzywa, które transportuj¹ je do tej samej g³owicy. Najbardziej znane g³owice to g³owice z rozdzielaczem œrubowym i segmentowe (rys. 1). Zalet¹ g³owicy segmentowej jest mo liwoœæ indywidualnego sterowania poszczególnymi przep³ywami wspó³wyt³aczanych tworzyw na odcinku kana³ów doprowadzaj¹cych stopione tworzywo do dyszy, w wyniku regulacji temperatury poszczególnych segmentów g³owicy. Najczêœciej stosowane tworzywa polimerowe do produkcji folii to: LDPE, HDPE, MDPE, PP (CPP folia nieorientowana, OPP folia jednoosiowo orientowana, BOPP folia dwuosiowo orientowana), EVA, EVAC (Ethylene/VinylAcetate), EVAL (Ethylene/ VinylAlcohol), PVA (Polyvinyl/Alcohol), PS, PA, PMMA, PVC i PET [7 9]. PET jest semikrystalicznym tworzywem polimerowym nale ¹cym do grupy poliestrów termoplastycznych. Otrzymywany w wyniku reakcji polikondensacji kwasu tereftalowego (TA) z glikolem etylenowym przy ciœnieniu 0,3 0,5 MPa, w temperaturze C, po czym ester dimetylu tereftalanu poddaje siê reakcji z glikolem etylenowym przy ciœnieniu 0,1 MPa i w szerokim przedziale temperatury od C [10, 11]. Poli(tereftalan etylenu) charakteryzuje siê nastêpuj¹cymi w³aœciwoœciami [12 14]: ma³y ciê ar w³aœciwy, odpornoœæ na dzia³anie czynników chemicznych, ³atwoœæ przetwórstwa i barwienia, ma³a kancerogennoœæ. Do podstawowych wad nale y zaliczyæ g³ównie ma³¹ odpornoœæ ciepln¹ i niewielk¹ w porównaniu z innymi materia³ami konstrukcyjnymi temperaturê rozk³adu, co sprawia, e folie wykonane z PET stwarzaj¹ du e zagro- enie w warunkach po arowych. Przyk³adowo, w tabeli 1, zestawiono niektóre w³aœciwoœci palne poli (tereftalanu etylenu). Tab. 1. Niektóre w³aœciwoœci palne poli (tereftalanu etylenu) [15] Table 1. Some properties of flammable poly (ethylene terephthalate) [15] Temperatura pracy [ C] Temperatura zap³onu iskr¹ lub p³omieniem [ C] Temperatura samozap³onu [ C] Ciep³o spalania [MJ/kg] -20,0 100,0 390,0 400,0 440,0 450,0 22,0 22,9 Praktycznie wszystkie materia³y polimerowe pal¹ siê po wprowadzeniu ich do Ÿród³a ognia. Proces taki okreœ-

92 224 MONIKA MARGOL, DARIUSZ KWIATKOWSKI, MONIKA KULA Rys. 2. Uproszczony schemat procesu palenia polimerów: Q ciep³o potrzebne do osi¹gniêcia temperatury pirolizy T P, Q P ciep³o pirolizy zwiêkszaj¹ce stê enie gazów C G do stê enia zap³onu C Z, Q S ciep³o spalania, Q O straty ciep³a [16] Fig. 2. Simplified diagram of the process of burning polymers: Q heat required to reach the pyrolysis temperature T P, Q P hot pyrolysis gases that increase the concentration of ignition C G C Z, Q S heat of combustion, Q O heat loss [16] Rys. 1. Przyk³ad g³owicy do wspó³wyt³aczania: a) g³owica modu³owa segmentowa tarczowa, Z 1 Z 5 kana³y wlotowe poszczególnych rodzajów tworzyw, b) zespó³ g³owicy sk³adaj¹cy siê z: 1 rdzenia, 2 dyszy ze spiralnym kana³em rozprowadzaj¹cym (spirala Archimedesa), 3, 4 tarcz rozprowadzaj¹cych, 5 tarczy z kana³em wlotowym tworzywa z wyt³aczarki [7] Fig. 1. An example of a co-extrusion head: a) modular sectional circular head, Z1 Z5 inlet channels different types of materials, b) head assembly consisting of: 1 core, 2 spiral nozzle manifold (Archimedes spiral), 3, 4 distributing discs, 5 channel disc material from the extruder inlet [7] lany mianem spalania jest procesem fizykochemicznym, w czasie którego nastêpuje gwa³towne utlenianie materia³u palonego z jednoczesnym wydzielaniem ciep³a, œwiat³a oraz produktów spalania w postaci gazów, dymów oraz pozosta³oœci sta³ych [16]. Uproszczony schemat procesu palenia tworzywa przedstawiono na rys. 2. Materia³om polimerowym stawia siê wiele wymagañ, okreœlaj¹c nie tylko ich w³aœciwoœci u ytkowe, ale i w³aœciwoœci palne oraz cechy po arowe. Cecha po arowa to wielkoœæ empiryczna o wartoœci liczbowej, bêd¹cej funkcj¹ parametru uk³adu, w którym siê j¹ wyznacza. Do cech po arowych zalicza siê m.in.: szybkoœæ generacji ciep³a HRR, dymotwórczoœæ, toksycznoœæ gazowych produktów spalania, stopieñ zwêglenia materia³u po spaleniu, zapalnoœæ materia³u, gêstoœæ dymu i wskaÿnik tlenowy OI [17]. Opieraj¹c siê na wartoœci wskaÿnika tlenowego, materia³y mo na podzieliæ na: ³atwopalne OI < 21%, trudnopalne 21% < OI < 28%, niepalne OI 28%, samogasn¹ce OI > 26%. Wartoœci te s¹ okreœlone z powtarzalnoœci¹ ±0,5% [18]. Sposób oceny palnoœci metod¹ wskaÿnika tlenowego przydatny jest dla tworzyw litych, laminowanych lub porowatych zachowuj¹cych sztywnoœæ w pozycji pionowej i tworzyw w postaci giêtkich p³yt i folii podtrzymywanych w pozycji pionowej. Stosuje siê j¹ m.in. do oceny skutecznoœci modyfikacji tego samego rodzaju polimeru [19]. Literatura dotycz¹ca ró nych aspektów spalania materia³ów polimerowych jest bardzo obszerna. 2. CZÊŒÆ EKSPERYMENTALNA 2.1. Materia³ do badañ Do badañ u yto piêæ rodzajów trójwarstwowych folii PET wyprodukowanych metod¹ wspó³wyt³aczania: a) A PET R1 folie u³o one s¹ w konfiguracji A/A/A: wszystkie warstwy wykonane s¹ z granulatu pierwotnego PET VIRGIN, b) R PET U195 folie u³o one s¹ w konfiguracji A/B/A: warstwa wewnêtrzna B stanowi¹ca 80% gruboœci folii wykonana jest z recyklatu PET, c) GAG U192 warstwy zewnêtrze wykonane z granulatu pierwotnego G PET stanowi¹ 80% gruboœci folii, zaœ warstwa wewnêtrzna stanowi 10% gruboœci folii i jest wykonana z granulatu pierwotnego PET VIRGIN, d) GRG R2 warstwy zewnêtrze wykonane z granulatu pierwotnego G PET stanowi¹ 80% gruboœci folii, zaœ warstwa wewnêtrzna stanowi 10% gruboœci folii i jest wykonana z granulatu G PET recyklowanego, e) GGG U192 wszystkie warstwy wykonane s¹ z granulatu pierwotnego G PET. Poli (tereftalan etylenu) z domieszk¹ glikolu (G PET) jest amorficzn¹ termoplastyczna ywic¹ poliestrow¹, która ze wzglêdu na modyfikacjê drugorzêdowym glikolem nadaje siê doskonale do produkcji przezroczystych folii i opakowañ technik¹ wyt³aczania. Folie przeznaczone do badañ charakteryzuj¹ siê swoim uniwersalnym zastosowaniem a czêœæ z nich mo e byæ
 oraz wilgotnoœæ wzglêdna powietrza (55 65%).")
.")
93 Analiza wp³ywu ognia na palnoœæ wybranych gatunków folii PET 225 stosowana równie do wyrobów maj¹cych kontakt z ywnoœci¹ (R PET). Folie te otrzymano z firmy GTX Hanex Plastics z D¹browy Górniczej Program badañ W programie badañ przyjêto dwa czynniki: zmienny i zak³ócaj¹cy. Czynnikiem zmiennym by³ rodzaj badanej folii, zaœ czynnikiem zak³ócaj¹cym by³a temperatura otoczenia (20 ± 25 C) oraz wilgotnoœæ wzglêdna powietrza (55 65%). Za³o ono jednak, e wp³yw czynników zak³ócaj¹cych jest znikomy i mo na go pomin¹æ, bez szkody dla wyników badañ palnoœci Charakterystyka badania Wy ej opisane folie poddano badaniu palnoœci maj¹cym na celu wyznaczenie wskaÿnika tlenowego OI (oxygen indeks). Badanie to przeprowadzono zgodnie z norm¹ PN-ISO i PN-EN ISO 6940:2005. Polega³o ono na wyznaczeniu najmniejszej objêtoœciowej zawartoœci tlenu w atmosferze mieszaniny tlenu i azotu, jaka w temperaturze otoczenia jest konieczna do zainicjowania i podtrzymania sta³ego palenia siê próbki badanego materia³u. W badaniu wykorzystano przep³yw podawanej z butli mieszaniny tlenu i azotu wzd³u pionowo ustawionej próbki materia³u, której górny koniec podpala siê sond¹ palnikow¹ [20 22]. Indeks tlenowy OI okreœlany wyra eniem (1) [23]: [ O2 ] OI 100 % (1) [ O ] [ N ] 2 2 zaproponowali Fenimore i Martin w 1966 roku, jako iloœciow¹ miarê palnoœci materia³ów polimerowych. W póÿniejszych latach jego zastosowanie rozszerzy³o siê na wszystkie materia³y organiczne, w tym tak e na substancje w fazie gazowej i ciek³ej. Rys. 3. Fragment stanowiska do pomiaru wskaÿnika tlenowego badanych materia³ów wg [24]: 1 kolumna palnikowa, w której umieszcza siê badana tkaninê, 2 rotametr do pomiaru natê enia przep³ywu tlenu, 3 rotametr do pomiaru natê enia przep³ywu azotu Fig. 3. Fragment of measuring device to oxygen index test materials according to [24]: 1 column burners, in which the fabric is placed in the test, 2 rotameter to measure the oxygen flow rate, 3 rotameter to measure the flow rate of nitrogen 2.4. Stanowisko badawcze Elementy stanowiska badawczego przeznaczonego do wyznaczania wskaÿnika tlenowego przedstawiono na rysunku Wyniki badañ i ich omówienie Na podstawie przeprowadzonych badañ palnoœci wyznaczono wskaÿnik tlenowy folii PET. Wyniki te przedstawiono na rysunku 4. Dodatkowo, po badaniu palnoœci, próbki folii poddano ocenie organoleptycznej w celu dok³adniejszej analizy zjawiska wp³ywu ognia na rodzaj folii. Wyniki te zobrazowano na rysunku 5. Przeprowadzone obserwacje organoleptyczne badanych próbek folii PET ujawni³y znacz¹c¹ rolê sk³adu ka - dej z folii. Czysta folia A PET, produkowana z granulatu PET uleg³a szybkiemu, równomiernemu spaleniu przybieraj¹c w koñcowym etapie spalania charakterystyczny Rys. 4. Wartoœci wskaÿnika tlenowego OI wybranych rodzajów folii z poli(tereftalanu etylenu) Fig. 4. OI oxygen index values of selected types of poly(ethyleneterephthalate) kszta³t litery U. Nie wystêpowa³o tam zjawisko kapi¹cych kropli ani adne odpadaj¹ce fragmenty folii podczas spalania. Ten sam charakter podczas spalania wykaza³a folia GGG U 192. Natomiast folie R PET U 195 i GRG R2 pali³y siê szybko i intensywnie a zjawisko tzw. kapi¹cych kropli wystêpowa³o przez ca³y czas palenia siê tych folii. WNIOSKI Z przeprowadzonej analizy wyników badañ palnoœci oraz badañ organoleptycznych wybranych gatunków
![226 MONIKA MARGOL, DARIUSZ KWIATKOWSKI, MONIKA KULA Rys. 5. Badane rodzaje folii PET po procesie palenia [Foto: M. Margol] Fig. 5. Studied types of PET film after burning process [Photo: M.](/docs-images/72/67951893/images/94-0.jpg "Margol] folii PET wynika, i folie z poli(tereftalanu etylenu) charakteryzuj¹ siê wysokim wskaÿnikiem tlenowym OI.")
94 226 MONIKA MARGOL, DARIUSZ KWIATKOWSKI, MONIKA KULA Rys. 5. Badane rodzaje folii PET po procesie palenia [Foto: M. Margol] Fig. 5. Studied types of PET film after burning process [Photo: M. Margol] folii PET wynika, i folie z poli(tereftalanu etylenu) charakteryzuj¹ siê wysokim wskaÿnikiem tlenowym OI. Badania przeprowadzone na kilku przypadkowo wybranych rodzajach tej folii wykaza³y ich wysok¹ i dobr¹ odpornoœæ na zapalnoœæ. Udowodniono, e dodanie granulatu PET z domieszk¹ glikolu (mieszankê okreœla siê mianem G PET) zamiast zwyk³ego regranulatu w procesie produkcji folii istotnie podnosi jej ochronê przed dzia³aniem ognia. Przyk³adem jest tutaj folia GAG, która w swym sk³adzie zawiera a 80% czystego G PET. Literatura 1. Linhart K., Zastosowanie folii. Tworzywa Sztuczne i Chemia 2006, nr 4, s Gibas E., Rymarz G.: Poliestry konstrukcyjne PET i PBT. Plast News 2012, nr 6, s Sikora J.W., Selected Problems of Polymer Extrusion, WydawnictwoNaukowe WGNB, Lublin Michaeli W., Extrusion Dies for Plastics and Rubber, Hanser Publishers, Munich Rauwendal Ch., Polymer Extrusion, Carl HanserVerlag, Munich Vienna New York Troska-Grudzieñ J., Œwiat folii otrzymywanie i rodzaje, Cz. 1., Plast News 2012, nr 10, str Sikora R., Przetwórstwo tworzyw wielkocz¹steczkowych, Wydawnictwo Edukacyjne, Warszawa Stasiek J., Wspó³czesne technologie i urz¹dzenia do wyt³aczania folii metod¹ wyt³aczania z rozdmuchiwaniem. Cz. I. Wyt³aczanie z rozdmuchiwaniem folii z tworzyw polimerowych, Polimery, 2005,vol. 50, nr 3, s ; Cz. II. Kierunki rozwoju linii technologicznych do wyt³aczania folii z rozdmuchiwaniem jednostopniowym, Polimery, vol. 50, nr 5, s Ravindranath K. i Mashelkar R.A., Polyethylene terephthalate chemistry, thermodynamics and transport properties, Chemical Engineering Science, 1986, vol. 41, nr 9, s Brydson J.A., Plastics materials, Oxford, UK: Butterworth Heinemann, Caldicott R.J., The basics of stretch blow molding PET containers, Plastics Engineering, 1999, vol. 55, nr 1, s Curtzweiler G., Vorst K., Danes J.E., Auras R. i Singh J., Effect of recycled poly(ethylene terephtalate) content on properties of extruded poly(ethylene terephtalate), Journal of Plastic Film and Sheeting, 2011, vol. 27, s La Manita F.P. i Vinci M., Recycling poly(ethylene terephthalate), Polymer Degradation and Stability, 1994, vol. 45, nr 1, Perepelkin K. E., Characteristics of the combustibility of fibre forming polymers, fibres and fibre materials (textiles), Khimicheskije volokna (Fibre chemistry), 2009, nr 3, s Iwko J., Zachowanie siê tworzyw sztucznych w warunkach po arowych cz. I. Palnoœæ oraz cechy po arowe tworzyw sztucznych, Tworzywa sztuczne i Chemia, 2009, nr 3, s Pofit-Szczepañska M., Pó³ka M., Matematyczna analiza metod¹ Numajiri Furukawy procesu spalania kompozycji poliestrowych, Polimery, 2003, vol. 48, nr 7 8, s Quintiere J. G., Theorectical basis for flammability properties, Fire Materials, 2006, vol. 30, nr 2, s Praca zbiorowa pod redakcj¹ Jurkowskiego B. i Rydarowskiego H., Materia³y polimerowe o obni onej palnoœci, Wydawnictwo Naukowe Instytutu Technologii Eksploatacji, Radom Jurkowski B., Jurkowska B., Rydarowski H., Palnoœæ materia- ³ów polimerowych. Wydawnictwo Politechniki Poznañskiej, Poznañ Anonim: Flameretardants a guide to the basics, Plast. Addit. Compound, 2003, nr 3, s Lei Y., Qianghua W., Baojun Q., Synergitics effects and mechanism of mulli walled carbon nanotubes with magnesium hydroxide in halogen free flame retardant EVA/MH/MWNT nanocomposites, Poly. Deg. and Stab., 2009, vol. 94, nr 5, s Janowska G., Przygocki W., W³ochowicz A., Palnoœæ polimerów i materia³ów polimerowych, Wydawnictwa Naukowo-Techniczne, Warszawa PN-ISO Oznaczanie zapalnoœci metod¹ wskaÿnika tlenowego.

95 Wp³yw termicznego skurczu liniowego na w³aœciwoœci wytrzyma³oœciowe tasiemki polipropylenowej przeznaczonej na tkaniny kontenerowe okr¹g³otkane 227 Monika MARGOL, MARGOL*, Dariusz KWIATKOWSKI, Monika KULA Politechnika Czêstochowska, Wydzia³ In ynierii Mechanicznej i Informatyki Instytut Technologii Mechanicznych, Zak³ad Przetwórstwa Polimerów al. Armii Krajowej 19c, Czêstochowa * margol@ipp.pcz.pl Wp³yw termicznego skurczu liniowego na w³aœciwoœci wytrzyma³oœciowe tasiemki polipropylenowej przeznaczonej na tkaniny kontenerowe okr¹g³otkane Streszczenie. W artykule przedstawiono wp³yw zjawiska termicznego skurczu liniowego na wytrzyma³oœæ na rozci¹ganie tasiemki, która jest pó³produktem do produkcji worków do przewozu materia³ów sypkich na statkach kontenerowych. Zbadano tasiemki polipropylenowe o losowo wybranych gruboœciach (masach liniowych tex). Udowodniono, e wraz ze wzrostem gruboœci badanych tasiemek maleje termiczny skurcz liniowy. Jest to cecha pozytywna dla badanych tkanin. Przyczynia siê jednak do spadku wytrzyma³oœci na rozci¹ganie i zmniejszenia parametrów wyd³u enia (L max, L zryw. ), co jest zjawiskiem niekorzystnym dla opisywanych tkanin, dla których wymaga siê jak najlepszych w³aœciwoœci wytrzyma³oœciowych przy jak najmniejszej ich kurczliwoœci. THE IMPACT OF LINEAR SHRINKAGE ON STRENGTH PROPERTIES OF POLYPROPYLENE RIBBONS INTENDED FOR CONTAINER ROUND FABRICS Abstract. This article presents the impact of the phenomenon of thermal linear shrinkage on tensile strength of ribbon, which is an intermediate for manufacturing of sacks for container ships. Polypropylene ribbons were examined of randomly selected thickness values (tex linear weights). It has been proven, that with the increase in thickness of the test ribbon thermal linear shrinkage decreases. This is a positive feature for the tested materials. It contributes to the decrease in tensile strength and decrease in elongation parameters at maximum force and break (L max, L zryw.), that is a negative phenomenonfor the described fabric, for which as good as possible strength properties with a minimum of shrinkage are required. 1. WSTÊP W³ókna polipropylenowe wynaleziono oko³o 1960 roku i w okresie ogromnego rozwoju poliamidów, poliestrów i poliakrylonitryli sta³y siê dla nich w³óknem bardzo konkurencyjnym. Zaliczane s¹ do jednych z najtañszych w³ókien syntetycznych [1, 2]. Powsta³y w wyniku polimeryzacji anionowej propylenu [3]. Polipropylen izotaktycznyipp (rys. 1.) produkuje siê metodami polimeryzacji koordynacyjnej przy wykorzystaniu katalizatorów typu Zieglera Natty lub ostatnio metalocenowych (produkuje siê tak esyndiotaktyczny PP spp). Cech¹ charakterystyczn¹ w³ókien polipropylenowych jest bardzo ma³a gêstoœæ wynosz¹ca 0,92 g/cm 3, Rys. 1. Schemat budowy polipropylenu izotaktycznego, w którym konfiguracja wszystkich centrów chiralnoœci jest jednakowa, co powoduje e wszystkie grupy metylowe znajduj¹ siê po jednej stronie ³añcucha polimeru [4, 5] Fig. 1. Schematic structure of isotactic polypropylene, wherein the configuration at all chiral centers is the same, with the result that all methyl groups are on the one side of the polymer chain [4, 5] odpornoœæ na chemikalia (roztwory soli, kwasy i zasady, alkohole, t³uszcze, oleje i inne substancje) oraz wysoka hydrofobowoœæ (0,01 0,03%) utrudniaj¹ca barwienie w³ókien [1]. Ujemn¹ cech¹ w³ókien polipropylenowych jest stosunkowo ma³a odpornoœæ na dzia³anie podwy - szonej temperatury topi¹ siê w 163 C [6 8]. Dzia³anie gor¹cego powietrza w temperaturze powy- ej 140 C wywo³uje znaczny skurcz, wzrost wyd³u enia i spadek wytrzyma³oœci w³ókien [1]. Przedstawiono to na rysunku 2. W przetwórstwie tworzyw wyró nia siê kilka rodzajów skurczu [9 11]: a) ze wzglêdu na zmianê wymiarów geometrycznych przedmiotu: liniowy objêtoœciowy œredni wzd³u ny porzeczny b) wystêpuj¹ce ze wzglêdu na czas i miejsce powstawania: przetwórczy: pierwotny i wtórny ca³kowity okreœlany jako suma skurczu pierwotnego i wtórnego. Skurcz powstaje na skutek nastêpuj¹cych przyczyn: procesów chemicznych zachodz¹cych w tworzywie przetwarzanym w koñcowej fazie procesu przetwórstwa, w³aœciwoœci lepkosprê ystych, szczególnie stopniowego zanikania opóÿnionego odkszta³cenia sprê ys-

96 228 Monika MARGOL, Dariusz KWIATKOWSKI, Monika KULA Rys. 2. Spadek wytrzyma³oœci w³ókien polipropylenowych rozci¹ganych w normalnych warunkach klimatycznych po dzia³aniu powietrza o zmiennej temperaturze. Czas dzia³ania ciep³a 30 minut: Wn wytrzyma³oœæ w³ókien ogrzewanych, Wo wytrzyma³oœæ w³ókien nieogrzewanych; 1 Meraklon; 2 Beanit Propylene [1] Fig. 2. Decrease in tensile strength of polypropylene fibers tested in normal climatic conditions,exposed to air with a variable temperature. Time of heat 30 minutes: Wn heated fiber strength, Wo unheated fiber strength; 1 Meraklon, 2 Beanit Propylene [1] tego oraz zmian struktury, zw³aszcza stopnia krystalicznoœci, warunków zabiegów cieplnych i cieplno-chemicznych, prowadzonych na przedmiotach po zakoñczonym procesie przetwórstwa oraz warunków ich przechowywania. Termiczny skurcz liniowy (wyra ony w %) okreœlany jest jako iloraz zmniejszenia wymiaru wzd³u nego (d³ugoœci) próbki elementarnej poddanej uprzednio dzia³aniu gor¹cego powietrza lub wody dowymiaru wzd³u nego próbki elementarnej przed dzia³aniem powy szych czynników [12, 13]. Mo na to zdefiniowaæ poni szym równaniem: L0 L1 Si 100% (1) gdzie: L0 S i termiczny skurcz liniowy [%], L 0 d³ugoœæ próbki elementarnej przed wykurczeniem [mm], L 1 d³ugoœæ próbki elementarnej po wykurczeniu [mm]. Skurcz objêtoœciowy wyra a siê nastêpuj¹co: V V S 0 1 v 100% (2) V0 gdzie: S v termiczny skurcz objêtoœciowy [%], V 0 objêtoœæ próbki elementarnej przed wykurczeniem [m 3 ], V 1 objêtoœæ próbki elementarnej po wykurczeniu [m 3 ]. Jeœli œrednie wymiary liniowe mo na wyraziæ zale - noœci¹: L0 œr 3 V0 L1 œr 3 V1 (3) to mo na wyprowadziæ wartoœæ: S œr L L L 0œr 1œr 0œr 100% (4) która nazywa siê skurczem œrednim [11]. Tasiemka polipropylenowa znajduje zastosowanie jako pó³produkt do produkcji tkanin kontenerowych, na krosnach okr¹g³ych szeœcioczó³enkowych w formie rêkawa (rys. 3). Tak powsta³e worki s³u ¹ do przewozu materia³ów sypkich na statkach kontenerowych. W³ókna polipropylenowe stanowi¹ oko³o 12% ogólnej iloœci w³ókien syntetycznych. II. BADANIA EKSPERYMENTALNE 1. Materia³ do badañ Materia³em do badañ eksperymentalnych by³y nawoje tasiemek polipropylenowych (pó³produktu stosowanego do produkcji tkanin kontenerowych p³askich) w kolorze bia³ym, o szerokoœci 2 mm i gruboœciach: 148, 151, 154 tex. Rys. 3. Proces produkcyjny tkaniny kontenerowej okr¹g³otkanej na przyk³adzie tkaniny w kolorze ó³tym [14] Fig. 3. The manufacturing process of subcircular fabric container on the exampleof the yellow colour fabric [14]

, nisk¹ lotnoœci¹ oraz wysok¹ kompatybilnoœci¹ substancji aktywnych (20% synergicznej mieszaniny stabilizatorów")
97 Wp³yw termicznego skurczu liniowego na w³aœciwoœci wytrzyma³oœciowe tasiemki polipropylenowej przeznaczonej na tkaniny kontenerowe okr¹g³otkane Surowce badawcze Tasiemka polipropylenowa zosta³a wykonana z nastêpuj¹cych surowców: sk³adnika g³ównego PP Borealis, sk³adnika pomocniczego PE LD Malen oraz sk³adników dodatkowych: stabilizatora UV izabielacza. Stabilizator ten jest szczególnie efektywny przy stabilizacji œwietlnej i termicznej polipropylenu. Odznacza siê ma³¹ gêstoœci¹ wynosz¹ca 0,11 g/cm 3, wysok¹ odpornoœci¹ termiczn¹ (280 C), nisk¹ lotnoœci¹ oraz wysok¹ kompatybilnoœci¹ substancji aktywnych (20% synergicznej mieszaniny stabilizatorów typu HALS) z polimerem. Sk³adniki stabilizatora nie zawieraj¹ substancji toksycznych. Zabielacz to czysty wêglan wapnia nadaj¹cy tasiemkom barwê mleczno-per³ow¹. Œrednica granulek surowców wynosi³a ok. 3 mm. 3. Aparatura badawcza Wyznaczanie skurczu termicznego pod wp³ywem dzia³ania gor¹cego powietrza, w stanie naprê onym przeprowadzono w oparciu o normê PN-EN 13844/2005, na stanowisku badawczym przedstawionym na rysunku Rys. 4. Stanowisko do badania skurczu termicznego pod wp³ywem dzia- ³ania gor¹cego powietrza, w stanie naprê onym [12]: 1 komora ogrzewaj¹ca, 2 badane tasiemki polipropylenowe, 3 zaciski mocuj¹ce, 4 obci¹ niki Fig. 4. Measuring device for testing of the thermal contraction in hot air, in tensioned condition [12]: 1 heating chamber, 2 tested ribbons from polypropylene, 3 fixing clips, 4 counterweights 1 4 W pierwszym etapie pomiaru skurczu termicznego pod wp³ywem dzia³ania gor¹cego powietrza, w stanie naprê onym nale y, na przyrz¹dzie TST2 ustawiæ odpowiedni¹ temperaturê i czas dla danego polimeru w przypadku tasiemek polipropylenowych temperatura wynosi 120 C, czas 2 sekundy. Nastêpnie ustala siê wielkoœæ si³y naprê aj¹cej pos³uguj¹c siê wzorem: W = T a (5) gdzie: W si³a naprê aj¹ca [cn], A wspó³czynnik zale ny do badanego materia³u (dla PP 0,02) [cn/tex], T masa liniowa badanego monofilamentu [tex]. W kolejnym etapie przygotowuje siê obci¹ niki zgodne z obliczeniami, wed³ug powy szego wzoru i umieszcza siê badan¹ próbkê w zaciskach mocuj¹cych urz¹dzenia. Po wyœwietleniu informacji na monitorze komputera do³¹czonego do urz¹dzenia badaj¹cego o ustabilizowaniu siê temperatury, rozpoczyna siê badanie. Po up³ywie wymaganego czasu badania, wartoœæ skurczu termicznego zostaje automatycznie wyœwietlona na monitorze komputera po³¹czonego z urz¹dzeniem badaj¹cym w postaci wykresów zale noœci skurcz termiczny czas badania. Pomiar wykonuje siê dla piêciu próbek ka dej badanej tasiemki polipropylenowej. 5. Wyniki badañ i ich analiza Na podstawie przeprowadzonych badañ wyznaczono 3 charakterystyczne w³aœciwoœci wytrzyma³oœciowe: R m, L max, L zryw. Wyniki te przedstawiono na rysunku 5 i 6. Przeprowadzona analiza tasiemki polipropylenowej, po procesie termicznego skurczu liniowego wykaza³a znaczny spadek w³aœciwoœci wytrzyma³oœciowych. W przypadku tasiemki o masie liniowej 154 tex wytrzyma³oœæ na rozci¹gnie spad³a tylko o 1,34% w porównaniu do tasiemki o masie liniowej 151 tex, gdzie spadek wytrzyma³oœci na rozci¹ganie po procesie termicznego skurczu liniowego wynosi³ 5,3%. Równie analiza pomiarów wyd³u enia po procesie termicznego skurczu liniowego wykaza³a spadek wartoœci wyd³u enia: przy tasiemce o gruboœci 148 tex wartoœæ L max i L zryw wynosi ponad 18,0%, co przy tasiemce 154 tex wartoœæ ta siêga ju prawie Z kolei okreœlenie w³aœciwoœci wytrzyma³oœciowych zrealizowano w oparciu o normê PN-ISO 6939:1997 [15], przy u yciu standardowej maszyny wytrzyma³oœciowej. Obydwa badania zrealizowano w firmie STRADOM S.A. w Czêstochowie. 4. Przebieg pomiaru skurczu termicznego Rys. 5. Zale noœæ wytrzyma³oœci na rozci¹ganie R m [cn/tex] przed i po procesie liniowego skurczu termicznego od gruboœci tasiemki polipropylenowej [tex] Fig. 5. Dependence of tensile strength Rm [cn/tex] before and after the linear thermal shrinkage on polypropylene ribbon thickness [tex]
 [%] przed i po procesie liniowego skurczu termicznego od gruboœci tasiemki polipropylenowej [tex] Fig. 6.")
98 230 Monika MARGOL, Dariusz KWIATKOWSKI, Monika KULA transportu ró nego rodzaju materia³ów sypkich, bez obawy o jej uszkodzenia mechaniczne w postaci przerwañ i pêkniêæ. Literatura: Rys. 6. Zale noœæ wyd³u enia (L max, L zryw ) [%] przed i po procesie liniowego skurczu termicznego od gruboœci tasiemki polipropylenowej [tex] Fig. 6. Dependence of elongation (Lmax, Lzryw) [%] before and after the linear thermal shrinkage on polypropylene ribbon thickness [tex] 15,0%. Oznacza to, e im wiêksza masa liniowatasiemek poddanych wczeœniejszemu procesowi termicznego skurczu liniowego, tym spadek wartoœci ich parametrów wytrzyma³oœciowych bêdzie mniejszy. 6. WNIOSKI Na podstawie wnikliwej analizy przeprowadzonych badañ eksperymentalnych stwierdzono, etermiczny skurcz liniowy a tak e i objêtoœciowy doœæ istotnie wp³ywa na w³aœciwoœci wytrzyma³oœciowe tasiemek polipropylenowych. Przy niskich masach liniowych czyli gruboœciach tasiemki polipropylenowej wystêpowanie zjawiska skurczu termicznego znacznie obni a jej w³aœciwoœci wartoœæ R m spad³a o prawie 6,0%, a wartoœci wyd³u enia L max i L zryw o ponad 18,0%. Jednak wraz ze wzrostem gruboœci tasiemek wartoœci te malej¹ wartoœæ R m spad³a tylko o niewiele ponad 1,0%. Tkaniny kontenerowe okr¹g³otkane produkowane z tasiemki polipropylenowej, z zachowaniem odpowiedniej jej masy liniowej mo na z powodzeniem stosowaæ do 1. Praca zbiorowa, Poradnik in yniera w³ókiennictwo, Wydawnictwa Naukowo-Techniczne, Warszawa Miller P., Rawdanowicz H., Towaroznawstwo wyrobów nie- ywnoœciowych, Wydawnictwa Szkolne i Pedagogiczne, Warszawa Ma³aœnicka W., Ma³aœnicki J., Technologia tworzyw sztucznych, Wydawnictwa Szkolne i Pedagogiczne, Warszawa Nowacki J., Materia³y kompozytowe, Wydawnictwo Politechniki ódzkiej, ódÿ Sikora R., Tworzywa wielkocz¹steczkowe. Rodzaje i w³asnoœci, WNT, Warszawa Koszkul J., Polipropylen i jego kompozyty, Monografie nr 50, Wydawnictwo Politechniki Czêstochowskiej, Czêstochowa Praca zbiorowa, Przerób w³ókien chemicznych, Wydawnictwo Przemys³u Lekkiego i Spo ywczego, Warszawa Praca zbiorowa pod redakcj¹ Prindisza P., Przêdzalnictwo w³ókien chemicznych, Wydawnictwo Przemys³u Lekkiego i Spo ywczego, Warszawa Praca zbiorowa pod redakcj¹ Sikory R., Przetwórstwo tworzyw polimerowych. Podstawy logiczne, formalne i terminologiczne, Wydawnictwa Politechniki Lubelskiej, Lublin Fisher J. M., Handbook of molded part shrinkage and warpage, Plastic Design Library, William Andrew Inc., Norwich Sikora R., Przetwórstwo tworzyw wielkocz¹steczkowych, Wydawnictwo Edukacyjne, Warszawa PN-EN 13844/2005 Tekstylia. Monofilamenty. Wyznaczanie skurczu termicznego. 13. PN-87/P-04761/05 Metody badañ surowców w³ókienniczych. W³ókna chemiczne. Wyznaczanie skurczu liniowego. 14. Materia³y informacyjne pozyskane z firmy STRADOM S.A. w Czêstochowie. 15. PN-ISO 6939:1997 Tekstylia. Nitki w nawojach. Wyznaczanie si³y zrywaj¹cej nitki metod¹ pasmow¹.
99 Analiza wybranych w³aœciwoœci kompozytów anionowych PA6/POSS 231 Kinga MENCEL, Krystyna KELAR, Tomasz STERZYÑSKI Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych Analiza wybranych w³aœciwoœci kompozytów anionowych PA6/POSS Streszczenie. Metod¹ anionowej polimeryzacji -kaprolaktamu, w obecnoœci silseskwioksanu (0,1 lub 0,5% mas.) wytworzono nanokompozyty poliamid 6/POSS. Odlewy rozdrabniano i metod¹ wtryskiwania wytwarzano znormalizowane próbki do badañ. Oznaczano: wskaÿnik szybkoœci p³yniêcia (MFR), cechy wytrzyma³oœciowe w próbie statycznego rozci¹gania, udarnoœæ oraz strukturê metod¹ dynamicznej analizy termomechanicznej (DMTA). Badania DMTA prowadzono w zakresie temperatury od 130 C do 180 C; wyznaczano temperaturê przejœæ relaksacyjnych oraz modu³ zachowawczy poliamidu 6 i nanokompozytów. Stwierdzono, e dodatek POSS wp³ywa na wskaÿnik szybkoœci p³yniêcia oraz temperaturê zeszklenia nanokompozytów. Ponadto stwierdzono, e modu³ zachowawczy (E ) nanokompozytów w zakresie temperatury od 130 C do 10 C jest wyzszy ni niemodyfikowanego PA6. ANALYSIS OF SELECTED PROPERTIES OF ANIONIC PA6/POSS COMPOSITES Abstract. A method of in situ anionic bulk polymerization of -caprolactam, in the presence of silsesquioxane (0.1 or 0.5 % by weight), was used for the preparation of polyamide 6/POSS nanocomposites. The polymerization product was mechanically crushed, and the pellets of PA6 and PA6/POSS nanocomposites were injection moulded and the standard test specimens for measurements were obtained. The melt flow rate (MFR), strength properties in a static tensile test, tension impact and dynamic mechanical thermal analysis (DMTA) were examined. The temperature of relaxation transitions and values of storage modulus (E ) of PA6 and its nanocomposites was determined using DMTA measurements in the temperature range between 130 C and 180 C. It was shown that POSS affects the melt flow rate and glass transition temperature (T g ) of the nanocomposites. It was shown that the values of storage modulus (E ) of the nanocomposites in the temperature range between 130 C and 10 C were higher as compared to the modulus of neat PA6. 1. WPROWADZENIE Poliedryczne silseskwioksany (POSS Polyhedral Oligomeric Silsesquioxanes) jest to grupa zwi¹zków zbudowanych z trójfunkcyjnych jednostek krzemowych T, w których na jeden atom krzemu przypada pó³tora atomu tlenu ([RSiO 3/2 ]n), gdzie R jest dowolnym podstawnikiem organicznym lub atomem wodoru, natomiast n stanowi liczbê ca³kowit¹ przybieraj¹c¹ z regu³y wartoœci 6, 8, 10 lub 12. Cz¹steczki POSS maj¹ wymiary w zakresie od 1 do 3 nm i s¹ uwa ane za najmniejsz¹ mo liw¹ do otrzymania cz¹steczkê krzemow¹. Ze wzglêdu na tendencjê do tworzenia aglomeratów w osnowie polimerowej silseskwioksany tworz¹ czêsto krystality o wymiarach kilkudziesiêciu nanometrów [1]. Krzemowo-tlenowy rdzeñ nanometrycznych rozmiarów oraz obecnoœæ organicznych grup funkcyjnych stwarzaj¹ mo liwoœæ szerokiego wykorzystania POSS jako nanonape³niaczy materia³ów polimerowych. Poprawa wielu w³aœciwoœci fizycznych, tj: podwy szenie temperatury zeszklenia, zwiêkszenie ognioodpornoœci, zmniejszenie lepkoœci i gêstoœci, poprawa w³aœciwoœci mechanicznych materia³ów modyfikowanych silseskwioksanami jest mo liwa dziêki precyzyjnemu osadzeniu nanonape³niacza w osnowie polimerowej. Grupy funkcyjne POSS spe³niaj¹ ró ne funkcje w zale - noœci od rodzaju i uk³adu, w jakim s¹ stosowane. Mog¹ pe³niæ funkcjê kompatybilizatora u³atwiaj¹c mieszanie z polimerem lub mog¹ spe³niaæ funkcjê modyfikatora w³aœciwoœci fizyko-chemicznych [2]. Du e zainteresowanie sisleskwioksanami jako nanonape³niaczami zwi¹zane jest mo liwoœci¹ w³¹czenia grup organicznych poprzez szczepienie, kopolimeryzacjê lub mieszanie do niemal wszystkich polimerów: poliamidu [3 6] polietylenu [7 9], polipropylenu [10 12], polistyrenu [11, 13], ywicy epoksydowej [14, 15] i innych. Unikalne w³aœciwoœci polimerów hybrydowych przek³adaj¹ siê na ich szerokie zastosowanie w ró nych dziedzinach techniki. W pracy [5] zbadano strukturê i wybrane w³aœciwoœci odlewów poliamidowych wytwarzanych metod¹ anionowej polimeryzacji -kaprolaktamu w obecnoœci 0,1% mas. oraz 0,5% mas. oktakis[(3-glicydoksypropylo)dimetylosiloksy]oktasilseskwioksanu. Celem pracy stanowi¹cej przedmiot niniejszego artyku³u by³a ocena wybranych w³aœciwoœci fizycznych i cieplnych tych odlewów, które po zgranulowaniu i usuniêciu metod¹ ekstrakcji (w wodzie) frakcji niskocz¹steczkowych (monomeru i oligomerów) poddano procesowi wtryskiwania. 2. CZÊŒÆ DOŒWIADCZALNA Do badañ stosowano nastêpuj¹ce surowce: -kaprolaktam krystaliczny (KL), gatunek I, producent: Zak³ady Azotowe Tarnów (monomer), diwodorek bis-(2-metoksyetoksy) glinowo-sodowy, produkcji Sigma-Aldrich inicjator polimeryzacji KL (stê enie w mieszaninie reakcyjnej: 0,4% mol), 2,4-diizocyjanian tolilenu, produkcji Sigma-Aldrich aktywator procesu, (stê enie 0,2% mol), oktakis[(3-glicydoksypropylo)dimetylosiloksy]oktasilseskwioksan (POSS), modyfikator, którego zawartoœæ w mieszaninie reakcyjnej wynosi³a: 0,1% mas. oraz 0,5% mas. Proces anionowej polimeryzacji KL prowadzono wg metodyki opisanej w pracy [5]. Odlewy poliamidowe ciêto
100 232 Kinga MENCEL, Krystyna KELAR, Tomasz STERZYÑSKI na plastry i rozdrabniano przy u yciu m³yna (typ 25-16/51, produkcji firmy TIRA, W³ochy). Metod¹ ekstrakcji we wrz¹cej wodzie z rozdrobnionych materia³ów usuwano nieprzereagowany monomer i oligomery. Po dok³adnym wysuszeniu próbek (w komorze termicznej w temp. 80 C w ci¹gu 48 h) przy u yciu wtryskarki t³okowej Mining Chemical Products wykonano znormalizowane próbki do badañ. Temperatura uk³adu uplastyczniaj¹cego wynosi³a 290 C, a temperatura formy 140 C Badania wskaÿnika szybkoœci p³yniêcia (MFR Melt Flow Rate) wykonano przy u yciu plastometru MP-IIRT-M (prod. rosyjskiej) wg PN-EN ISO 1133: 2002 w temperaturze 230 C, przy obci¹ eniu 5 kg i przy sta³ym czasie odniesienia S = 600 s. Badania metod¹ dynamicznej analizy termomechanicznej wykonano z wykorzystaniem aparatu DMTA Anton Paar MCR 301 (prod. Austria). Stosowano czêstotliwoœæ skrêcania próbki 1 Hz oraz szybkoœæ ogrzewania 3 C/min (w zakresie temperatury od 130 C do 180 C). Temperaturê przejœæ relaksacyjnych wyznaczano na podstawie krzywych zmian tangensa k¹ta stratnoœci mechanicznej tg w funkcji temperatury. Analizowano równie zmiany modu³u zachowawczego E w funkcji temperatury. Próby statycznego rozci¹gania wykonano zgodnie PN-EN ISO 527-2:1998 stosuj¹c maszynê wytrzyma³oœciow¹ Instron model 4481, wspó³pracuj¹c¹ z programem komputerowym SERIE IX, rejestruj¹cym wyniki pomiarów. Rozci¹gano znormalizowane próbki w postaci wiose³ek z prêdkoœci¹ 50 mm/min, w temp C. Do badañ udarowego rozci¹gania stosowano m³ot udarowy PSd-50/15, a oznaczenia wykonano zgodnie z PN-EN ISO 8256: Omówienie wyników badañ Miar¹ p³ynnoœci tworzywa polimerowego jest masowy wskaÿnik szybkoœci p³yniêcia (MFR), którego wartoœci zestawiono w tabeli 1. WskaŸnik szybkoœci p³yniêcia jest poœredni¹ miar¹ lepkoœci, przy czym im wiêksza lepkoœæ tworzywa, tym wartoœæ MFR jest mniejsza. Stwierdzona znacznie mniejsza wartoœæ MFR nanokompozytów ni niemodyfikowanego PA6 mo e œwiadczyæ o mo liwoœci czêœciowego sieciowania makrocz¹steczek poliamidu 6 w obecnoœci POSS. Tabela 1. WskaŸnik szybkoœci p³yniêcia (MFR) niemodyfikowanego PA6 oraz nanokompozytów PA6/POSS Oznaczenie próbki MFR [g/10 min] PA6 6,38 PA6/0,1% mas. POSS 2,78 PA6/0,5 mas. POSS 2,57 Wiadomo, e w PA6 wystêpuj¹ trzy przejœcia relaksacyjne, i, przy czym zakres temperatury, w której siê pojawiaj¹ zale y od historii termicznej próbki, zawartoœci wilgoci oraz metody badania [16, 17]. Na krzywych zmian wspó³czynnika stratnoœci mechanicznej tg w funkcji temperatury (rys. 1) zaobserwowaæ mo na tylko tg 0,14 0,12 0,10 0,08 0,06 0,04 0,02 0,00 dwa przejœcia relaksacyjne: oraz. Jak widaæ wartoœæ tg poni ej temp. ok. 110 C zwiêksza siê, co œwiadczy o pocz¹tku zachodzenia relaksacji, poniewa jednak badania DMTA wykonywano w zakresie temperatury od 130 C do 180 C przejœcie to nie zosta³o w pe³ni zarejestrowane. Wyznaczon¹ z badañ DMTA temperaturê przejœæ relaksacyjnych i oraz wartoœæ tg relaksacji zestawiono w tabeli 2. Tabela 2. Temperatura przejœæ relaksacyjnych wyznaczona z badañ DMTA Oznaczenie próbki PA6 PA6+0,1% POSS PA6+0,5% POSS relaksacja Temperatura, C Temperatura przejœcia relaksacyjnego, C relaksacja Rys. 1. Zale noœæ k¹ta stratnoœci mechanicznej tg od temperatury niemodyfikowanego PA6 oraz nanokompozytów PA6/POSS relaksacja (T g ) relaksacja Wartoœæ tg relaksacji PA6 66,0 72,5 0,132 PA6/0,1% mas. POSS 61,9 72,5 0,128 PA6/0,5% mas. POSS 56,6 72,5 0,134 Pik relaksacji przypisany jest temperaturze zeszklenia T g poliamidu i spowodowany jest ruchami segmentów makrocz¹steczek w obszarze amorficznym. Im ni - szy stopieñ krystalicznoœci PA6, tym maksimum relaksacji staje siê mniejsze i przesuwa siê w kierunku ni szej temperatury [16, 17]. Na podstawie analizy wyników badañ stwierdzono, e wartoœæ T g nanokompozytów jest ni sza ni niemodyfikowanego PA6, przy czym im wiêksza zawartoœæ POSS, tym temperatura zeszklenia jest ni - sza. W pracy [5] stwierdzono, e oktakis[(3-glicydoksypropylo)dimetylo-siloksy]oktasilseskwioksan utrudnia krystalizacjê osnowy poliamidowej, a wiêc zmniejszenie wartoœci T g nanokompozytów PA6/POSS wynika prawdopodobnie z mniejszej zawartoœci fazy krystalicznej. Wystêpowanie relaksacji w PA6 przypisywane jest ruchom polarnych grup amidowych, które nie tworz¹ wi¹zañ wodorowych z s¹siednimi makrocz¹steczkami oraz cz¹steczkom wody przy³¹czonym do makrocz¹steczek za pomoc¹ wi¹zañ wodorowych [17]. Fakt, e relaksacja w poliamidzie i nanokompozytach wystêpuje w tej samej temperaturze (tab. 2) œwiadczy o tym, e grupy
101 Analiza wybranych w³aœciwoœci kompozytów anionowych PA6/POSS 233 Tabela 3. Wyniki badañ z próby wytrzyma³oœci na rozci¹ganie i zrywania udarowego PA6 oraz nanokompozytów PA6/POSS Oznaczenie próbki Modu³ sprê ystoœci, E [MPa] Wytrzyma³oœæ na rozci¹ganie, R m [MPa] Naprê enie przy umownej granicy plastycznoœci [MPa] Udarnoœæ [kj/m 2 ] PA ± 46 69,6 ± 1,7 30,8 ± 0,8 431,5 ± 70,8 PA6/0,1% POSS 2110 ± 41 70,5 ± 1,9 28,8 ± 1,6 548,1 ± 63,3 PA6/0,5% POSS 2082 ± 23 68,2 ± 1,4 27,0 ± 0,9 470,7 ± 81,6 chemiczne badanego POSS nie oddzia³uj¹ z grupami amidowymi PA6. Na podstawie analizy zale noœci modu³u zachowawczego E od temperatury (rys. 2) stwierdzono, e dodatek POSS nieznaczne zwiêksza sztywnoœæ osnowy poliamidowej tylko w zakresie temperatury od 130 C do ok. 10 C. W temperaturze pokojowej (ok. 23 C) wartoœæ E poliamidu 6 i nanokompozytów jest zbli ona i wynosi ok MPa. Modul zachowawczy (E'), MPa Temperatura, C Wyniki badania cech wytrzyma³oœciowych oznaczonych w próbie statycznego rozci¹gania oraz zrywania udarowego zestawiono w tabeli 3. Na podstawie analizy wyników badañ nie stwierdzono istotnego wp³ywu POSS na wytrzyma³oœæ na rozci¹ganie, naprê enie przy umownej granicy plastycznoœci oraz modu³ Younga osnowy poliamidowej, co wynika prawdopodobnie z faktu, e POSS tylko w nieznacznym stopniu prowadzi do zmian struktury krystalicznej nanokompozytów PA6/POSS. Najwiêksz¹ wartoœci¹ naprê eñ zrywaj¹cych i prac¹ potrzebn¹ na z³amanie próbek charakteryzowa³y siê nanokompozyty zawieraj¹ce 0,1% mas. POSS, efekt, który wywo³any jest prawdopodobnie lepszym zdyspergowaniem nape³niacza w osnowie polimerowej. 4. PODSUMOWANIE PA6 PA6+0,1% POSS PA6+0,5% POSS Rys. 2. Zale noœæ modu³u zachowawczego E od temperatury niemodyfikowanego PA6 oraz nanokompozytów PA6/POSS Wprowadzenie oktakis[(3-glicydoksypropylo)dimetylosiloksy]oktasilseskwioksanu do osnowy poliamidowej zwiêksza jej lepkoœæ (mniejsze wartoœci MFR), obni a temperaturê zeszklenia, natomiast nie wp³ywa na modu³ zachowawczy w temperaturze pokojowej. W badanym zakresie stê eñ nie stwierdzono istotnego wp³ywu POSS na cechy wytrzyma³oœciowe oznaczane w próbie statycznego rozci¹gania. Nanokompozyt zawieraj¹cy 0,1% mas. oktakis[(3-glicydoksypropylo)-dimetylo-siloksy]oktasilseskwioksanu charakteryzuje siê zwiêkszon¹ odpornoœci¹ na dynamiczne uderzenia. Literatura [1] Wojtas A., Zaborski M., Kosmalska A., Wp³yw dodatku oligosilseskwioksanów klatkowych T8 na w³aœciwoœci mechaniczne kauczuku silikonowego, Polimery, 2010, vol. 55, no. 3, s [2] Dutkiewicz M., Syntezy i nanotechnologie funkcjonalizowanych oktasilseskwioksanów, repozytorium.amu.edu.pl/jspui/bitstream/105931/praca_md.pd. [3] Wan C., Zhao F., Bao X., Kandasubramanian B., Duggan M., Effect of POSS on Crystalline Transitions and Physical Properties of Polyamide 12, J. Polym. Sci., 2009, vol. 47, no. 2, [4] Baldi F., Bignotti F., Ricco L., Monticelli O., Ricco T., Mechanical and Structural Characterization of POSS Modified Polyamide 6, J. Appl. Polym. Sci., 2006, vol. 100, no. 4, s [5] Kelar K., Mencel K., Sterzyñski T., Dutkiewicz M., Maciejewski H., Modyfikowany silseskwioksanem (POSS) poliamid 6 wytwarzany metod¹ anionowej polimeryzacji -kaprolaktamu, Polimery, 2012, vol. 57, no. 10, s [6] Kim K., In-situ Synthesis and Characterization of Polyamide 6/POSS Nanocomposites, Macromolecular Symposia, 2007, vol. 249, no. 1, s [7] Hao N., Boehning M., Schoenhals A., Dielectric properties of nanocomposites based on polystyrene and polyhedral oligomeric phenethyl-silsesquioxanes, Macromolecules, 2007, Vol. 40, no. 26, s [8] Waddon, J., Zheng L., Farris J., Coughlin B., Nanostructured Polyethylene-POSS, Copolymers: Control of Crystallization and Aggregation, Nano Letters, 2002, vol. 2, no. 10, s [9] Zheng L., Farris R., Coughlin B., Synthesis of Polyethylene Hybrid Copolymers Containing Polyhedral Oligomeric Silsesquioxane Prepared with Ring-Opening Metathesis Copolymerization, J. Polym. Sci., 2001, vol. 39, no. 17, [10] Baldi F., Bignotti F., Fina A., Tabuani D., Ricco T., Mechanical Characterization of Polyhedral Oligomeric Silsesquioxane/Polypropylene Blends, J. Appl. Polym. Sci., 2007, vol. 105, no. 2, s [11] Fu B., Yang L., Somani R., Zong S., Hsiao B., Phillips S., Blañski R,. Ruth P., Crystallization Studies of Isotactic Polypropylene
102 234 Kinga MENCEL, Krystyna KELAR, Tomasz STERZYÑSKI Containing Nanostructured Polyhedral Oligomeric Silsesquioxane, J. Polym. Sci., 2001, Vol. 39, no. 22, [12] Pracella M, Chionna D, Fina A, Tabuani D, Frache A, Camino G., Polypropylene POSS nanocomposites: morphology and crystallization behavior, Macromolecular Symposia, 2006, vol. 234, no. 1, s [13] Dintcheva N., Morici E,. Arrigo R., La Mantia F., Malatesta M., Schwab J., Structure-properties relationships of polyhedral oligomeric silsesquioxane (POSS) filled PS nanocomposites, Express Polymer Letter, 2012, vol.6, no.7, s [14] Jones I., Zhou Y., Jeelani S., Mabry S., Effect of polyhedral-oligomeric-sil-sesquioxanes on thermal and mechanical behavior of SC-15 epoxy, Express Polymer Letters, 2008, vol. 2, no. 7, [15] Zhang Z., Liang G., Wang J., Ren P., Epoxy/POSS Organic Inorganic Hybrids: Viscoelastic, Mechanical Properties and Micromorphologies, Polymer Composites, 2007, vol. 28, no. 2, s [16] Kelar K., Technologia wytwarzania czêœci maszyn z poliamidu 6 modyfikowanego nanocz¹stkami, Wyd. Politechniki Poznañskiej, Poznañ, [17] Pramoda K. P., Liu T., Effect of moisture on the dynamic mechanical relaxation of polyamide-6/clay nanocomposites, J. Polym. Sci., Part B: Polym. Phys., 2004, vol. 42, no. 10, s PODZIÊKOWANIE Badania wykonano w ramach projektu nr UDA- -POIG /09-5 pt. Silseskwioksany jako nanonape³niacze i modyfikatory w kompozytach polimerowych wspó³finansowany przez Uniê Europejsk¹ z Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Operacyjnego Innowacyjna Gospodarka , Priorytet I Badania i rozwój nowoczesnych technologii, Dzia³anie 1.3. Wsparcie projektów B+R na rzecz przedsiêbiorców realizowanych przez jednostki naukowe, Poddzia³anie Projekty rozwojowe.
103 Weryfikacja doœwiadczalna modelowania wybranych zjawisk wystêpuj¹cych w procesie wtryskiwania tworzyw termoplastycznych 235 Jacek NABIA EK Politechnika Czêstochowska, Zak³ad Przetwórstwa Polimerów nabialek@ipp.pcz.pl Weryfikacja doœwiadczalna modelowania wybranych zjawisk wystêpuj¹cych w procesie wtryskiwania tworzyw termoplastycznych W pracy przedstawiono wybrane wyniki badañ przep³ywu polimeru podczas wype³niania gniazda formy w procesie wtryskiwania. Proces ten charakteryzuje siê du ¹ dynamik¹, przez co stwarza szereg trudnoœci technologicznych zarówno podczas projektowania form wtryskowych, jak i na etapie wdro enia wytworu do produkcji. Dog³êbne poznanie zjawisk zachodz¹cych podczas wype³niania formy wtryskowej mo e prowadziæ do efektywniejszego projektowania narzêdzi przetwórczych oraz skrócenia czasu wdro enia i czasu produkcji. Porównano wyniki symulacji komputerowych procesu wtryskiwania z rezultatami rejestracji video przep³ywu tworzywa podczas trwania fazy wype³niania. Wykorzystano specjalistyczn¹ formê wtryskow¹ umo liwiaj¹c¹ obserwacjê i rejestracjê przep³ywu tworzywa w procesie przetwórstwa. Forma ta umo liwia bezpoœrednie monitorowanie przebiegu zjawisk wewn¹trz gniazda formuj¹cego w dwóch p³aszczyznach. Zastosowano transparentne wzierniki wykonane z materia³u o nazwie Zerodur, który charakteryzuje siê wspó³czynnikiem rozszerzalnoœci cieplnej bliskim zeru. Do rejestracji przep³ywu zastosowano cyfrow¹ kamerê wideo. Kamera ta umo liwi³a rejestracjê przep³ywów z szybkoœci¹ 25 fps. Ograniczy³o to zakres badañ, gdy przy du ych prêdkoœciach przep³ywu tworzywa obraz rejestrowany stawa³ siê ma³o czytelny. Sekwencje video zarejestrowane podczas badañ poddano obróbce cyfrowej w celu wnikliwej ich analizy. Do badañ symulacyjnych zastosowano profesjonalny program komputerowy Autodesk Moldflow Insight Wyniki badañ umo liwi³y udokumentowanie specyficznych zjawisk zachodz¹cych w procesie wtryskiwania tworzyw polimerowych i ich kompozytów. Porównano zarejestrowane sekwencje video z wynikami obliczeñ numerycznych i oceniono, w jakim stopniu symulacje komputerowe procesu wtryskiwania mog¹ byæ u yteczne w praktyce. Badania przeprowadzono w bardzo szerokim zakresie, jednak z koniecznoœci przedstawiono tylko wybrane wyniki badañ. Jako przyk³ad opisano zagadnienie op³ywania prostok¹tnej przeszkody przez strumieñ tworzywa oraz przep³yw strumieniowy. Otrzymane wyniki badañ s¹ na tyle zachêcaj¹ce, i sk³oni³y autora do kontynuacji tego typu eksperymentów. EXPERIMENTAL VALIDATION OF MODELING OF SELECTED PHENOMENA IN THERMOPLASTICS INJECTION MOLDING PROCESS The paper presents chosen results of investigations on polymer flow during mould cavity filling phase of injection moulding process. The process is characterized by high dynamics, which causes several technological difficulties, both during injection mould design and during product implementation to production stage. Deep understanding of the phenomena which occur during filling the injection mould may lead to more effective design of the processing tools and shortening of the time for implementation and production time. The results of computer simulations of injection process have been compared with the results of video recording for the plastic flow during filling phase. A specialized injection mould which enables observation and registration of the plastic flow during processing has been employed. The mould enables direct monitoring of the course of phenomena inside the mould cavity in two planes. The transparent sight-glasses have been used, made of a material called Zerodur which is characterized by the coefficient of thermal expansion close to zero. To record the flow, a digital video camera has been employed. The camera enabled to register the flows with the rate of 25 fps. This reduced the scope of the investigations, since at higher plastic flow speeds the registered image became less clear. The video sequences registered during the investigations were later digitally processed in order to ensure in-depth analysis. For the simulation investigations a professional computer software Autodesk Moldflow Insight 2013 has been employed. The results of the investigations enabled documenting of specific phenomena which occur during plastics or their composites injection process. The registered video sequences have been compared with the results of numerical calculations and then it was estimated to what degree the computer simulation of injection process may be useful in practice. The investigations were performed on a wide scale, however, only chosen results have been presented. As an example the issue of flowing around the rectangular obstacle of the plastic stream and jetting have been described. The obtained results of the investigations are so encouraging that they made the author continue such experiments. WPROWADZENIE Przetwórstwo tworzyw polimerowych metod¹ wtryskiwania jest procesem szeroko stosowanym w wielu ga³êziach wspó³czesnego przemys³u. Udzia³ tworzyw nape³nionych (kompozytów) w produktach przeznaczonych do wykorzystania nie tylko w yciu codziennym stale roœnie. Wobec takiego stanu rzeczy w pe³ni zasadnym staje siê prowadzenie badañ maj¹cych na celu dog³êbne poznanie zjawisk zachodz¹cych podczas szeroko
104 236 Jacek NABIA EK pojêtego przetwórstwa tworzyw polimerowych. Niniejsza praca jest prób¹ przedstawienia wybranego fragmentu wyników badañ polegaj¹cych na modelowaniu komputerowym przep³ywu tworzyw w gnieÿdzie formy podczas trwania fazy wype³niania. Wyniki badañ symulacyjnych porównano z rezultatami rejestracji wideo przep³ywu kompozytu podczas jego wtryskiwania. Badania takie s¹ prowadzone przez szereg oœrodków naukowych na œwiecie [1 5]. Wed³ug wiedzy autora w skali kraju takich badañ nie prowadzi siê. METODYKA BADAÑ W niniejszej pracy przedstawiono wyniki uzyskane podczas badañ kompozytu PP z kred¹. Zastosowano tworzywo firmy Ferro o nazwie handlowej GPP20CF57HBGY. Zawartoœæ wagowa kredy wynosi³a 20 %. Zastosowana do badañ maszyna przetwórcza to w pe³ni elektryczna wtryskarka firmy Zhafir o symbolu Venus 900. Wtryskarkê wyposa ono w wysokiej klasy uk³ad sterowania szwajcarskiej firmy Sigmatek. W ramach badañ symulacyjnych wykonano szereg analiz numerycznych maj¹cych na celu komputerowe modelowanie procesu wtryskiwania tworzywa. W tym celu wykorzystano profesjonalny program komputerowy Autodesk Moldflow Plastisc Insight w wersji Do poprawnego przeprowadzenia analiz koniecznym sta³o siê wprowadzenie danych materia³owych. Wykorzystano w tym celu bazê danych bêd¹c¹ integraln¹ czêœci¹ programu symulacyjnego. Na rysunkach 1 i 2 przedstawiono wybrane w³aœciwoœci (krzywe p³yniêcia i wykres pvt) zastosowanego do badañ kompozytu. Krzywe p³yniêcia opisuje model reologiczny. W tym przypadku siedmio parametrowy model Cross-WLF [7 15]. Rys. 2. Wykres pvt dla badanego tworzywa szeœæ). Dodatkowo wymuszono uwzglêdnienie efektów bezw³adnoœci i grawitacji w obliczeniach numerycznych. Do badañ wykorzystano prostopad³oœcienn¹ próbkê o wymiarach: 100 mm (d³ugoœæ), 40 mm (szerokoœæ) oraz 4 mm (gruboœæ). Do badañ wizualizacyjnych wykorzystano specjalistyczn¹ formê wtryskow¹ o unikalnej konstrukcji. Forma ta umo liwi³a autorowi rejestracjê zjawisk zachodz¹cych podczas przep³ywu tworzywa wewn¹trz gniazda formuj¹cego. Formê wyposa ono w dwa wzierniki (o powierzchni, co najmniej równej powierzchni gniazda formuj¹cego) wykonane ze szk³a krystalicznego o nazwie handlowej Zerodur produkowanego przez niemieck¹ firmê Schott AG [6]. Materia³ ten charakteryzuje siê bliskim zeru wspó³czynnikiem rozszerzalnoœci cieplnej, co czyni go niewra liwym na gwa³towne zmiany wartoœci temperatury wystêpuj¹ce podczas wype³niania gniazda formy. Rejestracji dokonano za pomoc¹ cyfrowej kamery wideo. Dodatkowo niezbêdnym okaza³o siê zamontowanie specjalnego zestawu doœwietlaj¹cego wykonanego w oparciu o diody LED. Rejestracjê prowadzono w warunkach ca³kowitego zaciemnienia pomieszczenia laboratoryjnego (badania zazwyczaj prowadzono noc¹). WYNIKI BADAÑ Rys. 1. Krzywe p³yniêcia tworzywa Na rysunku 3 przedstawiono model MES wypraski. Przeprowadzenie symulacji wybranych zjawisk wymaga³o zastosowania modelu spe³niaj¹cego szczególne wymagania (iloœæ elementów skoñczonych przypadaj¹cych na gruboœæ œcianki wypraski nie mog³a byæ mniejsza ni Prezentowane poni ej wyniki badañ zawê ono do obszaru zaznaczonego na rysunku 3 (najbardziej interesuj¹cy obszar z punktu widzenia zachodz¹cych zjawisk). Wyniki badañ wizualizacyjnych i symulacyjnych przedstawiono na rysunkach 4 i 5. S¹ to zestawienia zdjêæ poklatkowych uzyskanych z cyfrowej kamery wideo rejestruj¹cej proces wtryskiwania z wynikami symulacji komputerowych. Przedstawione wyniki dotycz¹ procesu prowadzonego w nastêpuj¹cych warunkach: objêtoœciowe natê enie przep³ywu 60 cm 3 /s, maksymalne ciœnienie wtryskiwania 80 MPa, czas wtrysku 2.5 s, czas ch³odzenia 30 s, temperatura wtryskiwania 240 C,





.")


 z rzeczywistym przep³ywem tworzywa (B) Przep³yw strumieniowy.")
105 Weryfikacja doœwiadczalna modelowania wybranych zjawisk wystêpuj¹cych w procesie wtryskiwania tworzyw termoplastycznych 237 A B Rys. 3. Modele MES wyprasek z zaznaczonym obszarem prezentowanym w wynikach badañ temperatura formy ok. 25 C. Na rysunku 4 przedstawiono zestawienie wyników rejestracji wideo przep³ywu tworzywa z wynikami symulacji komputerowej dla tzw. jetting u, czyli przep³ywu strumieniowego. Zjawisko to jest ma³o przewidywalne i powtarzalne praktycznie nie przebiega nigdy tak samo. W zwi¹zku z tym wyniki obliczeñ numerycznych sugeruj¹ przep³yw prawie osiowo symetryczny, podczas gdy w rzeczywistoœci strumieñ tworzywa formuje siê w sposób przypadkowy i zazwyczaj nie symetryczny. Na rysunku 5 przedstawiono w powiêkszeniu porównanie formowania siê rzeczywistego strumienia tworzywa op³ywaj¹cego prostok¹tn¹ przeszkodê ze strumieniem przewidywanym przez program symulacyjny. WNIOSKI Porównanie wyników rejestracji przep³ywu tworzywa w procesie wtryskiwania z rezultatami badañ symulacyjnych pozwala stwierdziæ, i specjalistyczne programy komputerowe umo liwiaj¹ przewidywanie wyst¹pienia zjawisk specyficznych dla danego procesu przetwórstwa. Wspó³czesne programy symulacyjne zapewniaj¹ zadowalaj¹co wierne odwzorowanie rzeczywistoœci (przy za- ³o eniu poprawnoœci wprowadzonych warunków pocz¹tkowych i brzegowych oraz wiarygodnoœci danych materia³owych przetwarzanego polimeru). Oznacza to, e ju w fazie projektowania wytworu mo na przewidywaæ i optymalizowaæ proces jego wytwarzania. Do niedawna nie wszystkie zjawiska charakterystyczne dla przep³ywów tworzyw polimerowych mo na by³o modelowaæ numerycznie. Sta³y dynamiczny rozwój w zakresie oprogramowania symulacyjnego spowodowa³, i obecnie mo liwe jest modelowanie praktycznie wszystkich zjawisk zachodz¹cych podczas wype³niania gniazda formy wtryskowej. Prezentowany w pracy przep³yw strumieniowy jest przyk³adem takiego zjawiska. Rys. 4. Zestawienie wyników symulacji (A) z rzeczywistym przep³ywem tworzywa (B) Przep³yw strumieniowy. Wyniki badañ symulacyjnych pozwalaj¹ stwierdziæ, i tylko dok³adne odwzorowanie rzeczywistych warunków wtryskiwania gwarantuje uzyskanie wiarygodnych wyników obliczeñ. Nawet ma³e niedok³adnoœci w tym wzglêdzie dyskwalifikuj¹ rezultaty modelowania. W niniejszej pracy zaprezentowano wyniki modelowania przep³ywu strumieniowego oraz op³ywania przeszkody przez tworzywo. W obu przypadkach stwierdzono wysoki stopieñ zgodnoœci wyników symulacji komputero-
, co w znacznym")
![stopniu poprawi³o jakoœæ uzyskanych wyników. Literatura A Rys. 5. Zestawienie wyników symulacji (A) z rzeczywistym przep³ywem tworzywa (B) Op³ywanie przeszkody. [1] H. Yokoi, S.](/docs-images/72/67951893/images/106-1.jpg "Takematsu: Visualization of Burning Phenomena during Cavity Filling Process. PPS 18. [2] S.Y. Yang, S.C. Nian, I.C. Sun: Flow Visualization of Filling Process during Micro-Injection Molding.")
![International Polymer Processing. Hanser Verlag. XVII 2002 [3] A. Banasiak, T. Sterzynski: The assessment of flow in the injection s mould of polymer with plate filler as marker.](/docs-images/72/67951893/images/106-2.jpg "Polimery 49, Issue 6, p. 442-448 (in Polish) [4] A. Banasiak, A. Bledzki, T. Sterzynski: Flow lines visualization by injection molding of a model system PE + talc.")
106 238 Jacek NABIA EK B wych z rzeczywistymi zjawiskami zachodz¹cymi podczas trwania procesu wtryskiwania. Kompozyt wybrany do badañ poza ciekawymi w³aœciwoœciami reologicznymi charakteryzuje siê równie odpowiedni¹ barw¹ w stanie ciek³ym (ze wzglêdu na warunki prowadzenia rejestracji video), co w znacznym stopniu poprawi³o jakoœæ uzyskanych wyników. Literatura A Rys. 5. Zestawienie wyników symulacji (A) z rzeczywistym przep³ywem tworzywa (B) Op³ywanie przeszkody. [1] H. Yokoi, S. Takematsu: Visualization of Burning Phenomena during Cavity Filling Process. PPS 18. [2] S.Y. Yang, S.C. Nian, I.C. Sun: Flow Visualization of Filling Process during Micro-Injection Molding. International Polymer Processing. Hanser Verlag. XVII 2002 [3] A. Banasiak, T. Sterzynski: The assessment of flow in the injection s mould of polymer with plate filler as marker. Polimery 49, Issue 6, p (in Polish) [4] A. Banasiak, A. Bledzki, T. Sterzynski: Flow lines visualization by injection molding of a model system PE + talc. PPS Athens 2003, Proceedings, 93 [5] S. Hasegawa, H. Yokoi, Y. Murata: Dynamic Visualization of Cavity Filling Process in Ultra-high Speed and Thin Wall Injection Molding. PPS [6] [7] J. Nabia³ek, J. Koszkul: The influence of input data on the results of injection molding process simulation, 13-th International Scientific Conference AMME 2005, Gliwice, 2005, p [8] J. Koszkul, J. Nabia³ek: The Influence of Viscosity Model on the Results of Injection Molding Process Simulation. 9-th International Scientific Conference AMME 2000, Gliwice-Sopot-Gdañsk, 2000, p [9] K. Lee, M.R. Mackley: The significance of slip in matching polyethylene processing data with numerical simulation, Journal of Non-Newtonian Fluid Mechanics, vol. 94, no. 2-3, 2000, p [10] Y. K. Shen, S. T. Huang, C. J. Chen, S. Yu: Study on flow visualization of flip chip encapsulation process for numerical simulation, International Communications in Heat and Mass Transfer, vol. 33, no. 2, 2006, p [11] A. Özdemir, O. Uluer, A. Güldas: Flow front advancement of molten thermoplastic materials during filling stage of a mold cavity, Polymer Testing, vol. 23, no. 8, 2004, p [12] R. Pantani: Validation of a model to predict birefringence in injection Molding, European Polymer Journal, vol. 41, no. 7, 2005, p [13] K. Wilczyñski: CADMOULD-3D computer modeling of polymers injection process simulation of filling stage. Polymers, vol. 44, no. 6, 1999, p (in Polish). [14] P. Kennedy: Flow Analysis of Injection Molds, Hanser- -Gardner, [15] G.V. Gordon, M.T. Shaw: Computer Programs for Reologist, Hanser Publishers, Munich Vienna New York
107 Badania DMTA kompozytów poliamid 6/haloizytowe nanorurki 239 Joanna OLEJNICZAK, Krystyna KELAR Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych Badania DMTA kompozytów poliamid 6/haloizytowe nanorurki Streszczenie. Zbadano wp³yw haloizytowych nanorurek (HNT) na strukturê kompozytów na bazie poliamidu 6 (PA6/HNT). Zawartoœæ HNT w kompozytach wynosi³a 1,5; 3; 5; 10 i 20% mas. Kompozyty wytwarzano metod¹ wyt³aczania z u yciem wyt³aczarki dwuœlimakowej, wspó³bie nej. Dla porównania badano niemodyfikowany PA6. Po oznaczeniu rzeczywistej zawartoœci HNT w kompozytach (badanie zawartoœci popio³u), zbadano ich strukturê metod¹ dynamicznej analizy termomechanicznej (DMTA). Badania DMTA prowadzono w zakresie od 135 C do 150 C. Stwierdzono, e HNT wp³ywaj¹ na temperaturê przejœæ relaksacyjnych oraz modu³ zachowawczy matrycy poliamidowej. Haloizytowe nanorurki w ca³ym zakresie temperatury zwiêkszaj¹ sztywnoœæ matrycy poliamidowej, przy czym im wiêksza zawartoœæ HNT, tym modu³ zachowawczy kompozytów jest wiêkszy. DMTA STUDIES OF POLYAMIDE-6/HALLOYSITE NANOTUBES COMPOSITES Abstract. The influence of halloysite nanotubes (HNT) on the structure of composites based on polyamide-6 (PA6/HNT) has been investigated. The content of HNT in the composites was 1.5, 3, 5, 10 and 20wt. %. The composites were prepared by extrusion using a co-rotating twin screw extruder. For comparison, unmodified PA6 was studied. After determining the actual content of HNT in the composites (study of ash content), we examined their structure by dynamic mechanical thermal analysis (DMTA). DMTA study was carried out in the range of -135 C to 150 C. It was found that HNT affected the temperature of relaxation transitions and the storage modulus of the polyamide matrix. Halloysite nanotubes throughout the temperature range increases the rigidity of the polyamide matrix, wherein the larger the content of HNT, the composite storage modulus is higher. 1. WPROWADZENIE W ostatnich latach miejsce czystych polimerów zajmuj¹ materia³y modyfikowane. Modyfikuj¹c w³aœciwoœci powszechnie znanych i stosowanych tworzyw polimerowych, czêsto taniej i szybciej ni na drodze syntezy ze zwi¹zków ma³ocz¹steczkowych, mo na otrzymaæ materia³y o z góry przewidzianych cechach, niemaj¹ce odpowiednika wœród produktów naturalnych [1]. Du e zainteresowanie naukowców i przemys³u budz¹ nape³niacze w kszta³cie nanorurek. Dziêki swojej strukturze i w³aœciwoœciom fizykochemicznym nanorurki mog¹ znaleÿæ zastosowanie w przemyœle elektronicznym, elektrotechnicznym i optycznym itp. Istnieje wiele ró nych typów nanorurek, do najwa niejszych nale ¹: nanorurki wêglowe, metaliczne i nieorganiczne [2 4]. Do tych ostatnich nale ¹ m.in. nanorurki haloizytowe (HNT) [5, 6]. Haloizyt (nazwa pochodzi od nazwiska belgijskiego geologa Omaliusa d Halloya) jest minera³em warstwowym o wzorze Al 2 [Si 2 O 5 ](OH) 4 2H 2 O, zaliczanym do gromady krzemianów. Zawiera liczne naturalne nanorurki o wysokiej wartoœci wspó³czynnika kszta³tu oraz pakiety p³ytek [7]. Struktura krystaliczna HNT i ma³a zawartoœæ grup hydroksylowych na powierzchni powoduj¹, e stosunkowo dobrze dysperguje siê je w polimerach, a wytworzone w ten sposób kompozyty charakteryzuj¹ siê wieloma specyficznymi w³aœciwoœciami [5, 7]. 2. CZÊŒÆ DOŒWIADCZALNA Materia³y i przygotowanie próbek do badañ Do badañ stosowano hydrolityczny poliamid 6 (PA6) o nazwie handlowej Tarnamid T-30 (kolor naturalny), produkcji Zak³adów Azotowych w Tarnowie-Moœcicach S.A. oraz haloizytowe nanorurki produkcji Sigma-Aldrich. Kompozyty wytworzono z zastosowaniem wyt³aczarki dwuœlimakowej wspó³bie nej, typ BTSK 20/40D firmy Bûhler. Przed wyt³aczaniem granulat PA6 suszono w komorze termicznej w temp C przez 48 godzin. Szybkoœæ obrotowa œlimaków wynosi³a 250 obr/min. Wyt³oczyny ch³odzono w powietrzu i granulowano. Sk³ad badanych kompozytów oraz podstawowe parametry wyt³aczania przedstawiono w tabeli 1. Tabela 1. Sk³ad badanych kompozytów i podstawowe parametry wyt³aczania Oznaczenie próbki Sk³ad kompozytu PA6/HNT, % mas. Parametry wyt³aczania Temperatura tworzywa w g³owicy, C Ciœnienie tworzywa w g³owicy, bar K1 98,5/1, K2 97/ K3 95/ K4 90/ K5 80/ Znormalizowane próbki do badañ wykonano przy u yciu wtryskarki Engel (typ ES 80/20HLS, ze œlimakiem o œrednicy 22 mm i stosunku L/D = 18). Przed wtryskiwaniem granulat PA6 oraz granulaty kompozytów PA6/HNT suszono jak wy ej i wtryskiwano w nastêpuj¹cych warunkach (PA6/kompozyt): temperatura dyszy 280/275 C, ciœnienie wtrysku (hydrauliczne) 64/55 MPa, czas wtrysku 1,22 s, temperatura formy 23 C/23 C, czas ch³odzenia 35/30 s.
108 240 Joanna OLEJNICZAK, Krystyna KELAR Metody badañ Rzeczywist¹ zawartoœæ HNT w kompozytach oznaczono na podstawie wyników badañ zawartoœci popio³u przeprowadzonych wg normy PN-EN ISO :2000. Zawartoœæ popio³u (HNT pop ) wyra on¹ w procentach masowych wyznaczano ze wzoru: m HNTpop mas m (%.) (1) gdzie: 0 m 0 masa odwa ki kompozytu [g], m 1 masa otrzymanego popio³u [g]. Za wynik przyjêto œredni¹ arytmetyczn¹ z trzech oznaczeñ. Badania metod¹ dynamicznej analizy termomechanicznej wykonano w zakresie temperatury od 135 C do 150 C, stosuj¹c aparat DMTA Anton Paar mcr 301 (Austria). Czêstotliwoœæ skrêcania próbki wynosi³a 1 Hz, a szybkoœæ ogrzewania 3 C/min. Temperaturê przejœæ relaksacyjnych wyznaczano na podstawie krzywych zmian tangensa k¹ta stratnoœci mechanicznej (tg ) w funkcji temperatury. Analizowano równie zmiany modu³u zachowawczego (E ) w funkcji temperatury. 3. OMÓWIENIE WYNIKÓW BADAÑ Na podstawie analizy popio³u stwierdzono, e rzeczywista zawartoœæ HNT w kompozytach (tab. 2) ró ni siê od iloœci wprowadzanej do stopionego PA6 w procesie wyt³aczania. Wynika to z odparowania wody strukturalnej z HNT oraz od³¹czenia siê grup wodorotlenowych [8, 9]. Ponadto zaobserwowano, e im wiêkszy jest udzia³ HNT w kompozycie, tym rozrzut wyników badañ jest wiêkszy. Na tej podstawie mo na przypuszczaæ, e zdyspergowanie wiêkszej iloœci nanorurek w matrycy poliamidowej jest mniej jednorodne. Tabela 2. Rzeczywista zawartoœæ HNT w kompozytach Oznaczenie próbki Œrednia zawartoœæ HNT [% mas.] K1 0,63 0,08 K2 1,95 0,27 K3 3,49 0,64 K4 7,75 1,57 K5 14,73 2,78 W³aœciwoœci mechaniczne kompozytów polimerowych silnie zale ¹ od temperatury, a wiedza o ich zachowaniu siê w ró nej temperaturze ma istotne znaczenie dla konstruktorów czêœci maszyn z tworzyw polimerowych. Dziêki badaniom DMTA mo na okreœlaæ ruchliwoœæ molekularn¹ i analizowaæ przejœcia relaksacyjne w materia- ³ach polimerowych. Wiadomo, e w PA6 wystêpuj¹ trzy procesy relaksacyjne, które oznacza siê jako, i [10]. NajwyraŸniejszy pik relaksacji jest przypisywany temperaturze zeszklenia T g poliamidu 6 [11, 12]. Temperatura zeszklenia œciœle zwi¹zana jest z ruchliwoœci¹ makrocz¹steczek, na któr¹ z kolei wp³yw wywiera struktura i objêtoœæ swobodna polimeru [13]. Na krzywych zmian wspó³czynnika stratnoœci mechanicznej tg w funkcji temperatury (rys. 1) zaobserwowaæ mo na tylko dwa przejœcia relaksacyjne: oraz. Jak widaæ wartoœæ tg poni ej temp. ok. 110 C zwiêksza siê, co œwiadczy o pocz¹tku zachodzenia relaksacji. Ze wzglêdu na to, e badania DMTA wykonywano w zakresie temperatury od 135 C do 150 C przejœcie to nie zosta³o jednak w pe³ni zarejestrowane. tg 0,18 0,16 0,14 0,12 0,10 0,08 0,06 0,04 0,02 0,00 Wyznaczon¹ z badañ DMTA temperaturê przejœæ relaksacyjnych i, wartoœæ tg relaksacji oraz modu³ zachowawczy w temperaturze 23±1 C zestawiono w tabeli 3. Stwierdzono, e w badanym zakresie stê eñ wp³yw HNT na T g matrycy poliamidowej jest niewielki, natomiast ze wzrostem ich zawartoœci w kompozytach wyraÿnie zmniejsza siê maksimum relaksacji, co mo e œwiadczyæ o tym, e maj¹ one mniejszy stopieñ krystalicznoœci ni niemodyfikowany PA6 [10, 13, 14]. Tabela 3. Temperatura przejœæ relaksacyjnych oraz modu³ zachowawczy wyznaczone na podstawie badañ DMTA dla niemodyfikowanego PA6 i kompozytów PA6/HNT Zawartoœæ HNT, % mas. Temperatura przejœcia relaksacyjnego, C relaksacja (T g ) PA6 PA6+1,5% mas. HNT PA6+3% mas. HNT PA6+5% mas. HNT PA6+10% mas. HNT PA6+20% mas. HNT relaksacja PA6+3% mas. HNT PA6+1,5% mas. HNT PA6+5% mas. HNT PA6+10% mas. HNT PA6+20% mas. HNT Temperatura, C Rys. 1. Zale noœæ k¹ta stratnoœci mechanicznej tg od temperatury niemodyfikowanego PA6 i kompozytów PA6/HNT Wartoœæ tg relaksacji Modu³ zachowawczy w temp. 23±1 C, MPa 0 77,4 68,0 0, ,5 77,4 69,1 0, ,3 68,9 0, ,3-69,3 0, ,6-70,7 0, ,6-71,4 0, Relaksacja jest przypisywana ruchom polarnych grup amidowych, które nie tworz¹ wi¹zañ wodorowych oraz cz¹steczkom wody przy³¹czonym do makrocz¹ste- PA6
109 Badania DMTA kompozytów poliamid 6/haloizytowe nanorurki 241 czek za pomoc¹ wi¹zañ wodorowych [10, 11]. Na podstawie badañ stwierdzono, e relaksacja kompozytów zachodzi w temperaturze ni szej ni relaksacja niemodyfikowanego PA6. Wyjaœniæ to mo na nastêpuj¹co: na powierzchni HNT znajduj¹ siê grupy Si O oraz OH, które tworz¹c wi¹zania wodorowe z grupami amidowymi ³añcucha poliamidowego utrudniaj¹ rotacjê grup amidowych [15]. Im wiêksza zawartoœæ HNT w kompozycie, tym wiêcej tworzy siê wi¹zañ wodorowych i tym bardziej utrudniona jest rotacja grup amidowych. Zmiany modu³u zachowawczego (E ) niemodyfikowanego PA6 i kompozytów PA6/HNT w funkcji temperatury przedstawiono na rys. 2. Modu³ zachowaczy (E'), MPa PA6+20% mas. HNT PA6+10% mas. HNT PA6+3% mas. HNT PA6+5% mas. HNT PA6+1,5% mas. HNT PA6 Wartoœci modu³u zachowawczego kompozytów zawieraj¹cych 1,5 i 3 % mas. HNT, w ca³ym badanym zakresie temperatury s¹ zbli one do wartoœci E niemodyfikowanego PA6. Natomiast w przypadku kompozytów zawieraj¹cych 5, 10 i 20% mas. HNT w zakresie poni ej temperatury zeszklenia T g, wartoœci modu³u zachowawczego, w ca³ym zakresie temperatury, s¹ wiêksze ni E niemodyfikowanego PA6, przy czym im wiêksza zawartoœæ HNT, tym modu³ zachowawczy jest wiêkszy. 4. PODSUMOWANIE PA6 PA6+1,5% mas. HNT PA6+3% mas. HNT PA6+5% mas. HNT PA6+10% mas. HNT PA6+20% mas. HNT Temperatura, C Rys. 2. Zale noœæ modu³u zachowawczego E od temperatury niemodyfikowanego PA6 i kompozytów PA6/HNT Rzeczywista zawartoœæ haloizytowych nanorurek w kompozytach jest mniejsza od iloœci wprowadzanej w procesie wyt³aczania. Badania DMTA wykaza³y, e haloizytowe nanorurki wp³ywaj¹ na temperaturê przejœæ relaksacyjnych oraz modu³ zachowawczy matrycy poliamidowej. Dodatek haloizytowych nanorurek powoduje wzrost sztywnoœci matrycy poliamidowej oraz pogorszenie jej w³aœciwoœci t³umi¹cych. Grupy Si O oraz OH znajduj¹ce siê na powierzchni HNT tworz¹c wi¹zania wodorowe z grupami amidowymi ³añcucha poliamidowego utrudniaj¹ rotacjê grup amidowych. Literatura [1] Kelar K., Technologia wytwarzania czêœci maszy z poliamidu 6 modyfikowanego nanoczasteczkami, Wydawnictwo Politechniki Poznañskiej, Poznañ 2006, no [2] Kelar K., Mencel K., Olejniczak J., Modyfikacja polietylenu haloizytowymi nanorurkami. Cz. I. Struktura kompozytów, Archiwum Technologii Maszyn i Automatyzacji, 2011, vol. 31, no. 1, s [3] Bhattacharyya A.R. i in., Crystallization and orientation studies in polypropylene/single wall carbon nanotube composite, Polymer, 2003, vol. 44, no. 8, s [4] Gorga R.E., Cohen R.E., Toughness enhancements in poly(methyl methacrylate) by addition of oriented multiwall carbon nanotubes, J. Polym. Sci., Part B: Polym. Phys., 2004, vol. 42, no. 14, s [5] Li C. i in., A general approach toward halloysite-based composite nanotubes, J. Appl. Polym. Sci., 2009, vol. 112, no. 3, s [6] Ye Y. i in., High impact strength epoxy nanocomposites with natural nanotubes, Polymer, 2007, vol. 48, no. 21, s [7] Ning N. i in., Crystallization behavior and mechanical properties of polypropylene/halloysite composites, Polymer, 2007, vol. 48, no. 25, s [8] Marney D. C. O., Russell L. J., Wu D. Y., The suitability of halloysite nanotubes as a fire retardant for nylon 6, Polym. Degrad. Stab., 2008, vol. 93, no. 10, s [9] Joussein M. E. i in., Halloysite clay minerals a review, Clay Minerals, 2005, vol. 40, s [10] Campoy I. i in., Crystallization kinetics of polypropylene-polyamide compatibilized blends, Eur. Polym. J., 1995, vol. 31, no. 5, s [11] Baschek G., Hartwig G., Zahradnik F., Effect of water absorption in polymers at low and high temperatures, Polymer, 1999, vol. 40, no. 12, s [12] Sterzyñski T. i in., The influence of carbon nanotubes on the PVC glass transition temperature, Composite Science of Technology, Compos. Sci. Technol., 2010, vol. 70, no. 6, s [13] Promoda K. P., Liu T., Effect of moisture on the dynamic mechanical relaxation of polyamide-6/clay nanocomposites, J. Polym. Sci., Part B: Polym. Phys., 2004, vol. 42, no. 10, s [14] Abhijit J., Bhowmick A. K., Thermal degradation and ageing behavior of novel thermoplastic elastomeric nylon-6/acrylate rubber reactive blends, Polym. Degrad. Stab., 1998, vol. 62, no. 3, s [15] Shelley J. S., Mather P. T., DeVries K. L., Reinforcement and environmental degradation of nylon-6/clay nanocomposites, Polymer, 2001, vol. 42, no. 13, s
110 242 Ewa OLEWNIK Ewa OLEWNIK Wydzia³ Chemii, Uniwersytet Miko³aja Kopernika w Toruniu olewnik@umk.pl Odpady z tworzyw poliestrowo-szklanych jako nape³niacze polietylenu Streszczenie. Odpady z tworzyw poliestrowych wzmacnianych w³óknem szklanym powstaj¹ nie tylko po procesie u ytkowania ale tak e w produkcji ró nego rodzaju elementów na bazie laminatów poliestrowo-szklanych. Praca mia³a na celu rozdrobnienie poprodukcyjnych odpadów a nastêpnie ich wprowadzenie do polietylenu. Sproszkowany materia³ by³ wprowadzany w iloœci do 5%wag w trzech ró nych wariantach temperatury przetwórstwa. Otrzymane kompozyty zosta³y zgranulowane, a nastêpnie wykorzystane do otrzymania wiose³ek pomiarowych. Otrzymane materia³y zosta³y poddane badaniu w³aœciwoœci wytrzyma³oœciowych z wykorzystaniem zrywarki Instron 1193 i cieplnych za pomoc¹ techniki DSC. Zak³adamy i dodatek sproszkowanych odpadów mo e zast¹piæ ró - nego typu uniepalniacze lub wp³yn¹æ na poprawê w³aœciwoœci mechanicznych. GLASS REINFORECED POLYESTER WASTES AS THE FILLERS FOR POLYETHYLENE Summary. Waste products of fibre glass reinforced polyester plastics are formed not only once the usability period of a particular product has come to an end but also as a result of manufacturing a variety of elements based on polyester-glass laminates. The research involved grinding post-manufacturing waste and their introduction into polyethylene. The pulverized material was introduced at a 5% weight ratio in three different variations of processing temperature. The obtained composites were granulated and used to form dumbbell-shaped specimens. Mechanical properties of the materials were determined using the Instron 1193 machine and analysis of thermal properties was conducted by means of the DSC technique. We assume that the addition of pulverised waste products can substitute different kinds of fire retardants or improve mechanical properties of the materials. 1. WSTÊP Wiele firm zajmuj¹cych siê otrzymywaniem elementów z ywic poliestrowo-szklanych próbuje zmierzyæ siê z problemem odpadów powstaj¹cych podczas produkcji. Poniewa nie znaleziono dotychczas dla nich mo liwoœci zastosowania jak równie brak jest miejsca na ich sk³adowanie s¹ one dostarczane do spalarni za op³at¹, co zwiêksza koszty produkcji otrzymywanych elementów. Nale y wspomnieæ i prognozuje siê wzrost kosztów sk³adowania spalania odpadów kompozytów w nadchodz¹cych latach dlatego te poszukuje siê innych metod zagospodarowania odpadów z kompozytów poliestrowo-szklanych. Obecnie sk³adowanie jest najtañsz¹ metod¹ pozbywania siê odpadów, ale wed³ug Ramowej Dyrektywy o odpadach 2008/98/EC jest to ostatecznoœæ, ponadto ze wzglêdu na ponad 30% zawartoœæ zwi¹zków organicznych zabronione jest sk³adowanie laminatów poliestrowo-szklanych na wysypiskach œmieci [1-3]. Proponowano do tej pory nastêpuj¹ce metody zagospodarowania odpadów z kompozytów ywice poliestrowe-w³ókno szklane [4-9]: Utylizacja laminatów poliestrowo-szklanych, polegaj¹c¹ na dzia³aniu chlorkiem metylenu. Wynikiem tego jest otrzymanie nape³niaczy w³óknistych, zawieraj¹cych 70-80% wag. w³ókna szklanego oraz proszek czêœci ywicznej. Metoda ta nie znalaz³a szerszego wykorzystania. Rozdrobnienie odpadów ywic poliestrowych wzmacnianych w³óknem szklanym i wprowadzenie do betonów oraz kompozytów polimerowo-cementowych, Ponowne wykorzystanie odpadów do wytworzenia nowych produktów poprzez rozdrobnienie odpadów, a nastêpnie ich rozdzielenie na odpowiednie frakcje i wprowadzenie do nowych kompozytów. W ten sposób mo na zast¹piæ czêœæ nape³niaczy proszkowych lub w³óknistych. Spalanie poprodukcyjnych i pou ytkowych odpadów laminatów poliestrowo-szklanych w z³o u fluidalnym, w celu odzysku wysokiej jakoœci w³ókien, wype³niaczy i ciep³a. Ponowne u ycie rozdrobnionych laminatów poliestrowo-szklanych do produkcji laminatów. Wstêpne badania wykaza³y, i recyklat wp³ywa niekorzystnie na w³aœciwoœci wytrzyma³oœciowe nowego materia³u. Wszystkie wymienione zaproponowane rozwi¹zania nie znalaz³y szerszego zastosowania i nie wyeliminowa³y problemu odpadów poprodukcyjnych z ywic poliestrowych nape³nianych w³óknem szklanym. Nasza propozycja to zastosowanie rozdrobnionych laminatów ywic poliestrowych do otrzymywania kompozytów na bazie polietylenu. 2. CZÊŒÆ DOŒWIADCZALNA 2.1. Otrzymywanie kompozytów na bazie polietylenu Badane uk³ady sk³ada³y siê z polimeru jakim by³ polietylen MALEN FABS (Basell Orlen Polyolefins) oraz nape³niaczy w iloœci do 5%wag, które stanowi³y dwa rodzaje odpadów poprodukcyjnych ywic poliestrowych z w³óknem szklanym otrzymane w firmie Polimer Sp. z o.o. w Solcu Kujawskim. W pierwszym etapie odpady zosta³y
111 Odpady z tworzyw poliestrowo-szklanych jako nape³niacze polietylenu 243 rozdrobnione w ciek³ym azocie do formy proszkowej. Nastêpny etap badañ obejmowa³ mieszanie i wyt³aczanie kompozytów w ró nych warunkach przetwórstwa przy u yciu laboratoryjnej mieszarko-wyt³aczarki firmy PRO- MA [10]. Ró nicowano je pod wzglêdem temperatur stref zasilania i mieszania. Poni sza tabela przedstawia zestawienie warunków badañ (Tab.1) Tab. 1. Zestawienie warunków mieszania i wyt³aczania kompozytów na bazie polietylenu Nr Temperatura zasilania ( C) Temperatura mieszania ( C) Liczba obrotów (1/min) Czas mieszania (min) I II III W tabeli (Tab.2) zamieszczono sk³ad poszczególnych uk³adów kompozytowych. Liter¹ z oznaczono laminat barwy ó³tej (o której decydowa³ rodzaj elkotu EN- GUARD GE 51006) u yty do nape³nienia, natomiast liter¹ b rozdrobniony odpad koloru bia³ego, gdzie zastosowano elkot MAXGUARD RAL Stopieñ nape³nienia zawiera³ siê pomiêdzy 1 a 5%wag, natomiast rodzaj warunków wyt³aczania oznaczono rzymskimi: I,II, III. Tab. 2. Sk³ad kompozytów polimerowych Nazwa próbki Numer warunków przetwórstwa Rodzaj nape³niacza % nape³nienia I-b-1 I b 1 I-b-3 I b 3 I-b-5 I b 5 I-z-1 I z 1 I-z-3 I z 3 I-z-5 I z 5 II-b-1 II b 1 II-b-3 II b 3 II-b-5 II b 5 II-z-1 II z 1 II-z-3 II z 3 II-z-5 II z 5 III-b-1 III b 1 III-b-3 III b 3 III-b-5 III b 5 III-z-1 III z 1 III-z-3 III z 3 III-z-5 III z 5 Nastêpnie tak otrzymane kompozyty zgranulowano. Metod¹ wtrysku na wtryskarce firmy PROMA (czas stapiania: 3 minuty, ciœnienie wtrysku: 3,6 MPa) otrzymano wiose³ka pomiarowe s³u ¹ce do badañ w³aœciwoœci mechanicznych Metody badawcze Badanie cech wytrzyma³oœciowych otrzymanych kompozytów wykonano na aparacie Instron 1193 metod¹ statycznego rozci¹gania zgodnie z norm¹ PN-EN ISO Badania przeprowadzono dla 7 próbek ka - dego rodzaju. Badania temperatury topnienia i entalpii topnienia otrzymanych materia³ów przeprowadzono za pomoc¹ ró nicowej kalorymetrii skaningowej na aparacie typu PL DSC (Polymer laboratories, Epson, UK) w zakresie temperatur C w atmosferze azotu. Analizê powtórzono trzykrotnie dla ka dego rodzaju kompozytu, otrzymane wyniku uœredniono. 3. WYNIKI I DYSKUSJA 3.1. W³aœciwoœci mechaniczne Wartoœci wspó³czynnika sprê ystoœci wzd³u nej (modu³ Younga) w zale noœci od warunków wyt³aczania, iloœci i rodzaju nape³niacza przedstawiono na rysunkach 1-3. Na rysunku 1 zosta³ przedstawiony modu³ Younga dla nastêpuj¹cych warunków przetwórstwa: temperatura zasilania 150 C; temperatura mieszania 165 C; liczba obrotów na minutê 50 oraz czas mieszania 3 minuty warunki okreœlono rzymsk¹ jedynk¹ (I). Na rysunku obserwujemy i przy danych warunkach przetwórstwa wszystkie nape³nienia, niezale nie od iloœci i rodzaju, wykazuj¹ wzrost wartoœci modu³u Younga co œwiadczy o dobraniu odpowiednich warunków przetwórstwa i dobrej dyspersji nape³niacza w osnowie polimerowej. Na rysunku 2 przedstawiono modu³ Younga dla tych samych materia³ów otrzymanych w innych warunkach przetwórstwa: temperatura zasilania 170 C; temperatura mieszania 185 C; liczba obrotów na minutê 50 oraz czas mieszania 3 minuty Modu³ Younga (MPa) PE-I I-z-1 I-z-3 I-z-5 I-b-1 I-b-3 I-b-5 Rys. 1. Modu³ Younga dla I warunków przetwórstwa w zale noœci od rodzaju i iloœci nape³niacza
112 244 Ewa OLEWNIK , ,0 Modu³ Younga (MPa) Wyd³u enie max (mm) 20,0 15,0 10,0 50 5,0 0 PE-II II-z-1 II-z-3 II-z-5 II-b-1 II-b-3 II-b-5 Rys. 2. Modu³ Younga dla II warunków przetwórstwa w zale noœci od rodzaju i iloœci nape³niacza 0,0 PE-I I-z-1 I-z-3 I-z-5 I-b-1 I-b-3 I-b-5 Rys. 4. Zmiana wyd³u enia w zale noœci od rodzaju i iloœci nape³niacza dla I warunków przetwórstwa Wyd³u enie max (mm) 30,0 25,0 20,0 15,0 10,0 5,0 0,0 35,0 30,0 PE-II II-z-1 II-z-3 II-z-5 II-b-1 II-b-3 II-b-5 Rys. 5. Zmiana wyd³u enia w zale noœci od rodzaju i iloœci nape³niacza dla II warunków przetwórstwa Modu³ Younga (MPa) Wyd³u enie max (mm) 25,0 20,0 15,0 10,0 5,0 0,0 PE-III III-z-1 III-z-3 III-z-5 III-b-1 III-b-3 III-b-5 50 Rys. 6. Zmiana wyd³u enia w zale noœci od rodzaju i iloœci nape³niacza dla III warunków przetwórstwa 0 PE-III III-z-1 III-z-3 III-z-5 III-b-1 III-b-3 III-b-5 Rys. 3. Modu³ Younga dla III warunków przetwórstwa w zale noœci od rodzaju i iloœci nape³niacza W przypadku kolejnych warunków przetwarzania oznaczonych jako II wzrost modu³u Younga obserwujemy tylko dla materia³ów nape³nionych w iloœci 1%wag, natomiast dla pozosta³ych materia³ów wartoœæ modu³u Younga maleje w porównaniu z czystym polietylenem. Œwiadczy to o tym i podwy szenie temperatur przetwórstwa ze 150 do 170 C dla strefy zasilania i ze 165 do 185 C dla strefy mieszania nie wp³ywa pozytywnie na rozprowadzenie dodatków w polimerze. Na rysunku 3 przedstawiono wartoœci modu³u Younga dla materia³ów otrzymanych w nastêpuj¹cych warunkach: temperatura zasilania 185 C; temperatura mieszania 200 C; liczba obrotów na minutê 50 oraz czas mieszania 3 minuty. Wyniki potwierdzaj¹ i najlepsze w³aœciwoœci uzyskuje siê dla laminatów bia³ych dodanych w iloœci 1 %wag. Zaskakuj¹cym wyj¹tkiem okaza³o siê nape³nienie 5%wag nape³niaczem otrzymanym w wyniku mielenia laminatu ywicy poliestrowej z w³óknem szklanym posiadaj¹cego kolor ó³ty. Badaj¹c modu³ Younga zosta³ równie przeanalizowany stopieñ wyd³u enia nowych materia³ów w porównaniu z czystym polietylenem. Na rysunkach 4-6 zosta³a pokazana zmiana wyd³u enia w funkcji rodzaju i iloœci nape³niacza oraz warunków przetwarzania.
113 Odpady z tworzyw poliestrowo-szklanych jako nape³niacze polietylenu 245 Wprowadzanie nape³niaczy najczêœciej wp³ywa na zwiêkszenie kruchoœci i sztywnoœci materia³ów (to nie zawsze jest prawd¹). Analizuj¹c poszczególne warunki przetwórstwa obserwujemy najwiêksz¹ redukcjê wyd³u- enia przy zerwaniu dla III warunków przetwórstwa (temperatura zasilania 185 C; temperatura mieszania 200 C; liczba obrotów na minutê 50 oraz czas mieszania 3 minuty.). W tym przypadku poza wp³ywem nape³niacza dochodzi degradacja polimeru podczas mieszania i wyt³aczania w tak wysokich temperaturach przetwórstwa. Dla warunków przetwórstwa oznaczonych I i II zosta- ³y otrzymane podobne wartoœci wyd³u enia. Dla wszystkich badanych materia³ów obserwuje siê spadek wyd³u- enia wraz ze wzrostem stopnia nape³nienia, przy czym spadek ten jest wiêkszy dla materia³ów nape³nianych laminatem ó³tym. Najwiêksze obni enie wartoœci wyd³u enia w stosunku do czystego polietylenu uzyskano dla próbki otrzymanej w I warunkach przetwórstwa i zawieraj¹cej 5%wag ó³tego laminatu ywica poliesterowa w³ókno szklane W³aœciwoœci termiczne otrzymanych kompozytów Analizie poddano wp³yw warunków cieplnych oraz iloœci i rodzaju nape³niacza nie tylko na wytrzyma³oœæ kompozytów polietylenowych ale równie na w³aœciwoœci termiczne. W tym celu przeprowadzono badania za pomoc¹ ró nicowej kalorymetrii skaningowej. W tabeli 3 przedstawiono wyniki temperatury topnienia i entalpii topnienia dla analizowanych materia³ów. Tab. 3. Zestawienie temperatury topnienia i entalpii topnienia dla otrzymanych kompozytów Nazwa próbki T m [ C] H m [J/g] PE I-b I-b I-b I-z I-z I-z II-b II-b II-b II-z II-z II-z III-b III-b III-b III-z III-z III-z Dla wszystkich warunków przetwórstwa (I,II,III) w przypadku materia³ów zawieraj¹cych odpady z ywic poliestrowych z w³óknem szklanym i warstw¹ wierzchni¹ bia³¹ obserwujemy wzrost temperatury topnienia wraz ze wzrostem zawartoœci nape³niacza przy jednoczesnym obni eniu entalpii topnienia. Dla warunków cieplnych II i III ró nica w entalpii topnienia pomiêdzy materia³ami zawieraj¹cym 1 i 5%wag nape³niacza wynosi oko³o 6 mj/mg, dla warunków I ró nica ta jest znacznie mniejsza i wynosi nieca³e 3 mj/mg. Porównuj¹c otrzymane wyniki z modu³em Younga mo na wnioskowaæ i wartoœæ modu³u Younga dla poszczególnych kompozytów zawieraj¹cych bia³y laminat maleje wraz z obni eniem stopnia krystalicznoœci kompozytu. Ma to zwi¹zek ze zmniejszeniem zawartoœci uporz¹dkowanej fazy w materiale co powoduje mniejsz¹ wytrzyma³oœæ nowo otrzymanych produktów. W przypadku laminatu bia³ego mo emy powiedzieæ i nape³niacz nie dzia³a jako œrodek zarodkuj¹cy powstawanie krystalitów. Analizuj¹c kompozyty zawieraj¹ce odpady laminatów ywica poliestrowa w³ókno szklane pokrytych elkotem w kolorze ó³tym, zaobserwowano proces odwrotny do materia³ów nape³nianych odpadem bia³ym. W przypadku kompozytów zawieraj¹cych laminat ó³ty entalpia topnienia roœnie wraz z zawartoœci¹ nape³niacza, natomiast temperatura topnienia maleje. Mo e to œwiadczyæ o tym, i elkot ENGUARD GE mo e dzia³aæ jako œrodek zarodkuj¹cy powstawanie niewielkich krystalitów. Wzrost stopnia krystalicznoœci powsta³ych materia³ów nie mia³ bezpoœredniego prze³o enia na wartoœæ modu³u Younga co mo e œwiadczyæ i istotny wp³yw na w³aœciwoœci kompozytów posiada rodzaj stosowanego elkotu. Pomimo i dla niektórych materia³ów obserwujemy poprawê w³aœciwoœci mechanicznych to wszystkie kompozyty na bazie polietylenu wykazuj¹ obni enie zarówno temperatury topnienia jak i entalpii topnienia w stosunku do czystego polimeru. Najwiêkszy spadek temperatury topnienia w porównaniu do czystego polietylenu obserwowany jest dla kompozytów zawieraj¹cych elkot ó³ty otrzymanych w warunkach przetwórstwa III czyli w temperaturze strefy zasilania 185 C i temperaturze strefy mieszania 200 C. Spadek temperatury topnienia mo e byæ równie zwi¹zany z degradacj¹ osnowy polimerowej. 4. PODSUMOWANIE I WNIOSKI Wzrost iloœci odpadów nie tylko poprodukcyjnych z ywic poliestrowych w³ókno szklane powoduje koniecznoœæ poszukiwania nowych sposobów ich zagospodarowywania. Wprowadzanie sproszkowanych laminatów do polimerów jest jednym ze sposobów, który mo e wyeliminowaæ stosowanie nape³niaczy krzemianowych. Spoœród wszystkich analizowane mieszanin zawieraj¹ce sproszkowane odpady laminatów poliestrowo-szklanych najlepsze w³aœciwoœci otrzymano dla materia³u zawieraj¹cego 1%wag laminatu, w sk³ad którego wchodzi³ elkot bia³y. Dla wymienionego materia³y modu³ Younga
114 246 Ewa OLEWNIK wyniós³ oko³o 294 MPa w porównaniu do 234 MPa dla czystego polietylenu. Porównuj¹c warunki przetwórstwa najlepsze w³aœciwoœci otrzymano dla materia³ów wytworzonych wg nastêpuj¹cego profilu temperaturowego: temperatura strefy zasilania 150 C i temperatury strefy mieszania 165 C. Wszystkie materia³y otrzymane w tych warunkach wykazywa³y wiêksz¹ wartoœæ modu³u Younga w porównaniu do czystego polietylenu. Wiadomo i obecnoœæ nape³niacza wp³ywa na obni enie wyd³u enia przy zerwaniu, zjawisko to jest obserwowane dla wszystkich nowo otrzymanych materia³ów. Podsumowuj¹c, z przeprowadzonych badañ wynika, e na w³aœciwoœci nowych materia³ów ma wp³yw nie tylko iloœæ i rodzaj nape³niacza ale równie znacz¹co o mo - liwoœciach nowych kompozytów decyduj¹ warunki przetwórstwa. Bibliografia 1. Jastrzêbska M., Jurczak W. Recykling kompozytów z jednostek morskich, Logistyka 2011, 5, Rutecka M., Œleziona J., Myalski J. Ocena mo liwoœci zastosowania recyklatu poliestrowo-szklanego w produkcji laminatów; Kompozyty 2004, Jastrzêbska M., Jurczak W., New product made from glass-reinforced polyester waste, Polish Journal of Environmental Studies, 2011, 20, Praca zbiorowa pod red. Wróbla G. Polimery i Kompozyty Konstrukcyjne, Wydawnictwo Logos Press, Cieszyn 2011, Rutecka M., Œleziona J., Myalski J. Wp³yw wype³niaczy z recyklatu poliestrowo-szklanego na w³aœciwoœci mechaniczne laminatów Kompozyty 2006, Jastrzêbska M., Jurczak W. Kompozyty z odpadami poliestrowo-szklanymi, Przetwórstwo tworzyw, 2012, 3, Kowalska E. Wielgosz Z., ubrowiska M. Odpady laminatów poliestrowo-szklanych Recykling 2004, 4, Pickering S. i inni A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites Composites Science and Technology 2000, 60, Iwaya T. i inni. Recycling of fiber reinforced plastics using depolymerization by solvothermal reaction with catalyst Journal of Materials Science 2008,43, Praca zbiorowa pod red. Wróbla G. Polimery i Kompozyty Konstrukcyjne, Wydawnictwo Logos Press, Cieszyn 2011,

115 Biodegradowalne kompozyty hybrydowe na implanty medyczne 247 Paulina OWCARZ, Stanis³aw KUCIEL Politechnika Krakowska, Instytut In ynierii Materia³owej al. Jana Paw³a II 37, Kraków Biodegradowalne kompozyty hybrydowe na implanty medyczne Streszczenie. W pracy oceniono mo liwoœæ wykorzystania proszku wulkanicznego tufu porowatego glinokrzemianu do kszta³towania resorbowalnych implantów na elementy zespoleñ koœci. Zaproponowano wytworzenie hybrydowego kompozytu resorbowalnego na osnowie polimerowej z dodatkiem hydroksyapatytu pe³ni¹cego funkcje materia³u wspomagaj¹cego zespolenie i odbudowê koœci oraz modyfikowanego tufu pe³ni¹cego rolê zarówno œrodka wspomagaj¹cego gojenie, jak i noœnika mikroelementów. BIODEGRADABLE HYBRID COMPOSITES FOR MEDICAL IMPLANTS Abstract. In the work estimation of possibilites of using vulcanic tuff porous aluminosilicate for used to design absorbable interference screw for it proposed for bonefixationelements. Proposed made of the hybrid composite resorbable polymer matrix with hydroxyapatite adding carry out the functions of the material supporting the integration and reconstruction of bone and addionally tuff modified for functional both healing and transmitter of microelements. 1. Wprowadzenie 1.1. Polimery biodegradowalne w medycynie Polimery syntetyczne, które maj¹ zastosowanie w medycynie mo na podzieliæ na dwie grupy: biodegradowalne i resorbowalne oraz niedegradowalne. Polimery bioresorbowalne s¹ materia³ami, które w œrodowisku biologiczne czynnym powinny siê rozk³adaæ na produkty nieszkodliwe dla organizmu. S¹ one produktami, które naturalnie wystêpuj¹ w organizmie i s¹ wydalane z niego poprzez metabolizm lub s¹ sk³adnikami, jak np. hydroksyapatyt. Produkty degradacji polimerów biodegradowalnych niekoniecznie wystêpuj¹ naturalnie w organizmie, ale powinny byæ nieszkodliwe dla organizmu. Przyk³adami polimerów bioresorbowalnych, produkowanych na skalê przemys³ow¹ stosowanych w medycynie s¹: polilaktydy, poliglikolid, kopolimery glikolidu z laktydami, kopolimery glikolidu lub laktydu z kaprolaktonem, kopolimery glikolidu lub laktydu z wêglanem trójmetylenu, poliortoestry, polibezwodniki, poliestroamidy oraz poliparadioksanon Implanty medyczne Rys. 1. Przyk³ady interferencyjnych œrub resorbowalnych W medycynie coraz bardziej powszechne staje siê stosowanie implantów resorbowalnych. S¹ one o tyle lepsze od zwyk³ych, e oszczêdza siê pacjentowi kolejnej operacji maj¹cej na celu usuniêcie implantów. Z dostêpnych na rynku mo na wyró niæ nici chirurgiczne, œruby interferencyjne, p³ytki itd. Przyk³adowi producenci takich implantów to Linvatec, Phusis oraz Instrument Makar. Pocz¹wszy od œruby PHUSILINE, PHUSIS oferuje szerok¹ gamê bioresorbowalnych implantów z tymczasow¹ funkcj¹: od momentu kiedy zosta³o uzyskane po³¹czenie, kompletna resorpcja przywraca wolne miejsce po implancie, jednoczeœnie unikaj¹c kolejnego zabiegu chirurgicznego, w celu usuniêcia implantu. G³ówne zastosowania bioresorbowalnych implantów odnosz¹ siê do rekonstrukcji wiêzad³a kolanowego, stabilizacji wewnêtrznych i chirurgii krêgos³upa. Wytworzona z poli(kwasu L-mlekowego) œruba BioScrew jest stopniowo wch³aniana i w koñcu zanika. Œruby te maj¹ d³ugoterminowe tempo absorpcji, co gwarantuje bezpieczne mocowanie przeszczepu w ca³ym procesie leczenia. Wszelkie przysz³e interwencje chirurgiczne s¹ wolne od powik³añ usuniêcia implantu, poniewa œruba jest wch³aniana lub mo e ³atwo zostaæ przewiercona. Na rysunku 1 przedstawiono przyk³ady interferencyjnych œrub resorbowalnych Tuf w³aœciwoœci i zastosowanie Tuf jest rodzajem lekkiej, zwiêz³ej, zazwyczaj porowatej ska³y osadowej nale ¹cej do ska³ okruchowych. Sk³ada siê z materia³u piroklastycznego (g³ównie piasku i popio³u wulkanicznego), czêsto z domieszk¹ innego materia³u okruchowego, scementowanego np. spoiwem krzemionkowym lub ilastym. Tufy s¹ ska³ami o du ej porowatoœci, a co za tym idzie ma³ym ciê arze. Tuf jest ska³¹ o barwie ró- owej z jasnymi plamami lub bia³ej. W stanie œwie ym tuf jest miêkki, po wyschniêciu staje siê twardy i doœæ kruchy. W sk³ad tufu wchodz¹ glinokrzemiany o wzorze chemicznym K(AlSi 3 O 8 ) oraz krzemionki o wzorze SiO 2. Analiza chemiczna potwierdza zawartoœæ ró nych tlenków: K 2 O, Na 2 O, CaO, MgO, Fe 2 O 3, Al 2 O 3, CaCO 3, MgCO 3.




116 248 Paulina OWCARZ, Stanis³aw KUCIEL Tuf wulkaniczny jest naturalnym twardym nape³niaczem z porowat¹ powierzchni¹, co zwiêksza adhezjê i mo liwoœæ lepszego umieszczenia pojedynczych cz¹stek w osnowie polimerowej. W przedstawionych badaniach tuf bêdzie spe³nia³ rolê: materia³u neutralizuj¹cego toksyny i substancje szkodliwe, œrodka ograniczaj¹cego rozwój bakterii, dostarczyciela mikroelementów bêd¹cych sk³adnikami organizmu, w tym sk³adników koœci; mikro- i nanocz¹stki tufu mog¹ te byæ noœnikami substancji wspomagaj¹cych procesy gojenia czy zespolenia koœci. 2. Badania w³asne 2.1. Rodzaje próbek i metodyka badañ Przedmiotem pracy s¹ badania wstêpne w³aœciwoœci fizykomechanicznych kompozytów wytworzonych na osnowie dwóch polimerów ulêgaj¹cych biodegradacji nape³nianych w 20% proszkiem wulkanicznego tufu, których w³aœciwoœci przedstawiono w tabeli 1. NaturePlast PLE 001 to przezroczysty polimer termoplastyczny bêd¹cy pochodn¹ kwasu polimlekowego, wytwarzany z odnawialnych surowców roœlinnych. Mo e byæ formowany na konwencjonalnych wyt³aczarkach, jak równie przy pomocy urz¹dzeñ do termoformowania. NaturePlast PHE 001 to nieprzezroczysty polimer termoplastyczny bêd¹cy pochodn¹ polihydroksyalkanianu, wytwarzany z odnawialnych surowców roœlinnych. Jest to materia³ przeznaczony g³ównie do formowania wtryskowego. U yty, jako nape³niacz mineralny tuf zosta³ przygotowany poprzez dwukrotne zmielenie rozdrobnionej porowatej wulkanicznej ska³y w m³ynku firmy Reutch ZM-1 przy zastosowaniu dwóch kolejnych sit o otworach 0.1 i 0.05 mm. Nastêpnie zosta³ przep³ukany wod¹ destylowan¹, po czym wysuszony w temperaturze pokojowej przez oko³o 1 dobê. Nastêpnie wypra ony w temperaturze 450 C przez 2-3 h i po och³odzeniu, w celu rozdrobnienia powsta³ych bry³ek, przepuszczony jeszcze raz przez m³yn. Dla celów tej pracy nie przelewano zmielonego tufu aktywnymi chemikaliami. Na rysunku 2 przedstawiono mikrofotografie SEM niemodyfikowanych polimerów oraz kompozytów (po napyleniu cz¹stkami z³ota). Na mikrofotografiach tych mo na zaobserwowaæ drobnokrystaliczn¹ mikrostrukturê czystego PH z wyraÿna przewag¹ prze³omu plastycz- Tabela 1. W³aœciwoœci polimerów biodegradowalnych u ytych na osnowê biokompozytów z tufem Oznaczenie w pracy Rodzaj polimeru Nazwa handlowa Gêstoœæ [g/cm 3 ] Masowy wskaÿnik p³yniêcia [g/10 min] Temperatura topnienia [ C] PL polilaktyd Natureplast PLE 001 1, PH polihydroksyalkanian Natureplast PHE 001 1, PH a) b) PHT PL c) d) PLT Rys. 2. Obrazy SEM dla czystych polimerowych matryc i kompozytów z dodatkiem 20% mas. tufu, powierzchnia prze³omu, powiêkszenie 500
117 Biodegradowalne kompozyty hybrydowe na implanty medyczne 249 Rys. 3. Ch³onnoœæ badanych kompozytów po 1, 7 i 30 dniach inkubacji w soli fizjologicznej oraz w wodzie destylowanej Rys. 4. Porównanie modu³ów sprê ystoœci i wyd³u eñ wzglêdnych badanych materia³ów po degradacji hydrolitycznej w soli fizjologicznej o temperaturze 40 C nego. Pojedyncze cz¹stki tufu (b) s¹ stosunkowo dobrze osadzone w osnowie o rozmiarze od 10 do nawet 100 µm. Na rysunku 2c widaæ du e powierzchnie ugrupowañ krystalicznych charakterystyczne dla polilaktydu i wyraÿny kruchy charakter prze³omów po rozci¹ganiu. Drobniejsze cz¹steczki tufu o wielkoœci µm s¹ luÿno zwi¹zane z polimerow¹ osnow¹. Suszenie pró niowe granulatu przed wtryskiwaniem pozwala uzyskiwaæ drobnokrystaliczn¹ strukturê o du ych zdolnoœciach do odkszta³ceñ Wyniki badañ wytrzyma³oœciowych Na rysunkach 3 i 4 porównano ch³onnoœæ soli fizjologicznej badanych kompozytów po 1, 7 i 30 dniach inkubacji w soli fizjologicznej o temperaturze 40 C oraz w wodzie destylowanej o temperaturze 21 C. Niemodyfikowane polimery biodegradowalne PL i PH oraz ich kompozyty z tufem wykazuj¹ wzrost ch³onnoœci wody wraz ze wzrostem czasu degradacji hydrolitycznej. Inny proces obserwuje siê w przypadku degradacji w soli fizjologicznej. Dodatek tufu zwiêksza odkszta³calnoœæ oraz stopieñ biodegradacji kompozytów polimerowych poddanych dzia³aniu hydrolitycznego oddzia³ywania soli fizjologicznej w temperaturze ludzkiego cia³a. Jest to oznaka wzrostu intensywnoœci degradacji wskutek migracji cz¹stek ciep³ego roztworu soli fizjologicznej po granicach cz¹stek tufu w g³¹b materia³u. Powstaje wtedy wiêksza powierzchnia wymiany p³ynu z polimerami, co sprzyja degradacji hydrolitycznej niemodyfikowanych polimerów. Dodatek tufu do polimerów spowodowa³ zmniejszenie wytrzyma³oœci na rozci¹ganie najwiêksze w przypadku polilaktydu, a najmniejsze w przypadku polihydroksyalkanianu, co spowodowane jest prawdopodobnie ma³¹ adhezj¹ tufu do polilaktydu. Degradacja hydrolityczna tylko w ma³ym stopniu wp³ynê³a na wytrzyma³oœæ na rozci¹ganie. 3. Projekt nowego hybrydowego implantu Niezwykle istotnym dla uzyskania poprawy w³aœciwoœci wytrzyma³oœciowych kompozytów polimerów degradowalnych z tufem jest wstêpny kompaudnig cz¹stek tufu z polimerami oraz prawid³owy wybór temperatury ich przetwórstwa, co wymaga dodatkowych badañ. Obserwowano, e lepsze wyniki zmieszania uzyskiwano w ni szej ni zalecana temperatura przetwarzania, co mo e mieæ zwi¹zek z autogenicznym wzrostem temperatury wskutek zwiêkszenia tarcia wewnêtrznego w kompozycie na skutek tarcia cz¹stek tufu. Polimer staje siê

118 250 Paulina OWCARZ, Stanis³aw KUCIEL Rys. 5. Schemat proponowanej koncepcji œruby hybrydowej bardziej p³ynny, co powoduje powstawanie aglomeracji i nierównomierne rozprowadzenie w ca³ej objêtoœci próbki. Mo liwy wzrost adhezji poprzez obróbkê chemiczn¹ tufu i zastosowaniu bioresorbowalnych kompatybilizatorów. Tuf jako dodatek do kompozytów resorbowalnych powinien wystêpowaæ w ma³ych cz¹stkach nie wiêkszych ni 10 µm (po przesianiu na sitach) najlepiej jako mieszanina cz¹stek bardzo ma³ych rzêdu 1-3 µm oraz wiêkszych 5-10 µm. Cz¹stki te prawdopodobnie powinny zostaæ poddane obróbce chemicznej pod k¹tem poprawy adhezji do polimeru ale takiej by nie straciæ korzystnych zwi¹zków wystêpuj¹cych na jego powierzchni. Ró nice jakoœciowe miêdzy partiami polimeru wp³ywaj¹ na warunki jego przetwarzania, w³aœciwoœci koñcowe wyrobu, a tak e na reakcjê tkankow¹. Implanty z polimerów resorbowalnych powinny mieæ udokumentowan¹ zgodnoœæ tkankow¹ i znany ca³kowity czas resorpcji, dostosowany do funkcji jak¹ spe³nia dany implant. Dla obiektywnej oceny wp³ywu cz¹stek tufu na organizm ludzki nale y w przysz³oœci wykonaæ badania reakcji tkankowych na implanty z polimerów resorbowalnych nape³nianych tufem. Analiza otrzymanych wyników oraz wykonany przegl¹d literatury pozwalaj¹ na sformu³owanie tezy o mo liwoœci wytwarzania nowej generacji œrub czy ³¹czników o zmiennych w³aœciwoœciach. Sk³ad takiego kompozytu i sposób jego wytworzenia powinien oddawaæ wszystkie œwiatowe tendencje oraz doœwiadczenia medyczne i korzystaæ z dostêpnej wiedzy na temat mo liwoœci wytwarzania materia³ów. Pomys³em jest wytworzenie dwukomponentowej resorbowalnej œruby zespalaj¹cej metod¹ wtrysku wielokomponentowego lub wtrysku sekwencyjnego (najpierw wtrysk rdzenia, póÿniej osnowy). Ideê wytworzenia takiej œruby przedstawiono na rys. 5. Rdzeñ takiej œruby by³by wykonany metod¹ wtrysku z mieszaniny polilaktydu, w iloœci ok. 45% oraz 15% silnie zorientowanych w³ókien polilaktydowych (o wy szej o C temperaturze topnienia ni czysty polimer co uzyskuje siê poprzez orientacjê makromoleku³), 10% cz¹stek czystego tufu, 25% hydroksyapatytu oraz 5% bioaktywnego szk³a. Na osnowê takiej œruby natryskiwanej na rdzeñ mo - na by u yæ kompozytu o sk³adzie: polilaktyd 60%, hydroksyapatyt 25%, tuf 10% i 5% bioaktywnego szk³a. Szczegó³owe proporcje miêdzy sk³adnikami mo na skorygowaæ poprzez dalsze badania. Tego typu œruba bêdzie sztywniejsza w œrodku, przy czym w równym stopniu biodegradowalna, a powierzchnia bardziej miêkka lepiej bêdzie wspó³pracowaæ z uszkodzon¹ tkank¹ kostna. Literatura 1. Lee Amipour, Pishko M.: Infuence of biomaterial microstructure on citokine secretion by macropohages. Texas a and m university, departament of chemical engineering, college stadion, (2000) B³a ewicz S., Stoch L. (red): Biomateria³y, tom 4 biocybernetyka i in ynieria medyczna, (2003) 3. Wong J. Y., BronzinoJ. D.: Introduction and preface, Biomaterials, D¹browski J.: Biomateria³y dla endoprotezoplastyki stawów. In ynieria biomateria³ów, (2002), Ciupik L., Jêdrych., Powochowicz P., Pieni¹ ek J.: Nowe funkcje protez krêgos³upa z ³¹czenia specyficznych w³asnoœci polimeru peek i rozwi¹zania konstrukcyjnego. In ynieria biomateria³ów, (2004), 38-43, Szymañski A. (red.): Metale i ich stopy tolerowane biologicznie, biomineralizacja i biomateria³y, 1991, Xanthos M.: Bioceramics suitable for tissue engineering application, functional fillers for plastics, 2005, Wong J. Y., Bronzino J. D.: Bone repair and joint implants, biomaterials, 2007, Boczkowska A., Kapuœciñski J., Lindemann Z., Witemberg-Perzyk D., Wojciechowski S.: Kompozyty, wydanie II zmienione, wyd. Politechniki Warszawskiej, Warszawa (2003) 10. Xanthos M.: Bone as a biocomposite, functional fillers for plastics 2005,
119 Wp³yw nanokrzemionki sferycznej oraz kompatybilizatora na strukturê i dynamiczne w³aœciwosci mechaniczne poliolefin 251 Maciej STUDZIÑSKI, STUDZIÑSKI*, Regina JEZIÓRSKA, Maria ZIELECKA Instytut Chemii Przemys³owej, Zak³ad Technologii i Przetwórstwa Polimerów * maciej.studzinski@ichp.pl Wp³yw nanokrzemionki sferycznej oraz kompatybilizatora na strukturê i dynamiczne w³aœciwosci mechaniczne poliolefin Streszczenie. Zbadano wp³yw nanokrzemionki sferycznej zawieraj¹cej aminowe (A-SiO 2 ) lub epoksydowe (E-SiO 2 ) reaktywne grupy funkcyjne oraz elastomeru poliolefinowego szczepionego metakrylanem glicydylu (EOR-g-GMA) jako kompatybilizatora na strukturê i dynamiczne w³aœciwoœci mechaniczne kompozytów polietylenu ma³ej gêstoœci (PE-LD) oraz polipropylenu (PP). Dodatek kompatybilizatora u³atwia dyspersjê nanokrzemionki, zmniejszaj¹c jej tendencjê do tworzenia aglomeratów, co potwierdzi³y badania metod¹ skaningowej mikroskopii elektronowej (SEM). Modu³ zachowawczy G zwiêksza siê wraz ze wzrostem zawartoœci nanokrzemionki, osi¹gaj¹c maksimum przy zawartoœci 4 % mas. A-SiO 2. Natomiast kompozyty PP/E-SiO 2 tylko przy ma³ej zawartoœci krzemionki (1 % mas.) maj¹ wiêksz¹ wartoœæ modu³u G w porównaniu do czystego PP. Prawdopodobnie jest to zwi¹zane z budow¹ chemiczn¹ polipropylenu i znacznie gorsz¹ dyspersj¹ nanocz¹stek krzemionki. EFFECT OF SPHERICAL NANOSILICA AND COMPATIBILIZER ON THE STRUCTURE AND DYNA- MIC MECHANICAL PROPERTIES OF POLYOLEFINS Abstract. The effect of spherical silica containing amine (A-SiO 2 ) or epoxy (E-SiO 2 ) functional groups and glicydyl methacrylate grafted ethylene/n-octene copolymer (EOR-g-GMA) used as a compatibilizer, on the structure and dynamic mechanical properties of low density polyethylene (PE-LD) and isotactic polypropylene (PP) composites, was investigated. From SEM, it was found that the EOR-g-GMA improves the dispersion degree of silica nanoparticles, decreasing the agglomerates formation. PE-LD/A-SiO 2 composites show higher storage modulus than pure PE-LD with maximum at 4 wt.% A-SiO 2 content. However, PP/E-SiO 2 composites only at low silica concentration (1 wt.%) exhibit higher storage modulus than pure PP. Probably, it is due to the polypropylene chemical structure and significantly worse silica nanoparticles dispersion. 1. Wstêp Nanokompozyty maj¹ wiele zalet w porównaniu do tradycyjnych kompozytów, m. in. lepsze w³aœciwoœci mechaniczne (modu³ sprê ystoœci, wytrzyma³oœæ, twardoœæ, odpornoœæ na zadrapania, temperatura HDT), wiêksz¹ przewodnoœæ ciepln¹ (wiêksza wydajnoœæ procesu wtryskiwania), wiêksz¹ odpornoœæ chemiczn¹, mniejsz¹ ch³onnoœæ wody, mniejsz¹ rozszerzalnoœæ liniow¹, lepsze w³aœciwoœci barierowe, ograniczon¹ palnoœæ, lepsze w³aœciwoœci bakteriostatyczne. W ostatnich latach wiele prac dotyczy otrzymywania, w³aœciwoœci i zastosowania nanokompozytów z glinokrzemianami [1 6], nanorurkami [7, 8] oraz nanokrzemionk¹ [9, 10]. Przy wyborze nape³niacza nale y wzi¹æ pod uwagê jego zdolnoœæ do mieszania i dyspergowania w osnowie polimerowej oraz stabilnoœæ w trakcie przetwórstwa. W³aœciwoœci otrzymanych kompozytów zale ¹ zarówno od cech chemicznych, jak i fizycznych u ytych cz¹stek (budowy przestrzennej, wielkoœci oraz stopnia dyspersji w osnowie polimerowej). Nanokrzemionka (SiO 2 ) ma silne w³aœciwoœci hydrofilowe i nie jest zwil ana przez polietylen i polipropylen. Wykazuje w tych polimerach tendencjê do tworzenia aglomeratów. Powoduje to niehomogenicznoœæ kompozytu, co wp³ywa niekorzystnie na jego w³aœciwoœci u ytkowe. Zmniejszaj¹c wymiary cz¹stek nape³niacza, zwiêksza siê zarazem powierzchniê jego kontaktu z osnow¹, co skutkuje wiêkszym stopniem dyspersji i korzystnie wp³ywa na w³aœciwoœci kompozytu. Stopieñ dyspersji cz¹stek krzemionki mo na ponadto poprawiæ poprzez zastosowanie kompatybilizatora, np. elastomeru poliolefinowego szczepionego metakrylanem glicydylu (EOR-g-GMA) oraz modyfikacjê powierzchni krzemionki grupami np. aminowymi (A-SiO 2 ) lub epoksydowymi (E-SiO 2 ). Kompatybilizator, poprzez swoj¹ budowê chemiczn¹ (wbudowane grupy polarne) u³atwia dyspersjê cz¹stek nanonape³niacza oraz powoduje powstanie wi¹zañ chemicznych miêdzy cz¹stkami nanonape³niacza i polimerem. Podobny efekt uzyskuje siê poprzez modyfikowanie powierzchni krzemionki grupami funkcyjnymi np. aminowymi. Celem niniejszej pracy by³o zbadanie wp³ywu zawartoœci i rodzaju grup funkcyjnych nanokrzemionki oraz kompatybilizatora na strukturê i dynamiczne w³aœciwoœci mechaniczne poliolefin. W charakterze kompatybilizatora stosowano elastomer poliolefinowy szczepiony metakrylanem glicydylu (EOR-g-GMA). Materia³y Polietylen ma³ej gêstoœci (PE-LD), Malen-E FGM-23 D-022; o masowym wskaÿniku szybkoœci p³yniêcia MFR = 2,2 g/10 min; Basell Orlen Polyolefins, Polska; Polipropylen izotaktyczny (PP) Moplen HP456H o masowym wskaÿniku szybkoœci p³yniêcia MFR = 1,8 g/10 min; LyondellBasell Industries Holdings; Modyfikowana nanokrzemionka zawieraj¹ca grupy aminowe (A-SiO 2 ) lub epoksydowe (E-SiO 2 ) o wielkoœci cz¹stek 60 nm;
120 252 Maciej STUDZIÑSKI, Regina JEZIÓRSKA, Maria ZIELECKA Etylen/n-okten (zawieraj¹cy 38 % mas. n-oktenu) funkcjonalizowany metakrylanem glicydylu (EOR-g-GMA) zawieraj¹cy 0,68 % mas. zaszczepionego metakrylanu glicydylu, o masowym wskaÿniku szybkoœci p³yniêcia MFR = 2,8 g/10 min, otrzymany metod¹ opracowan¹ we w³asnym zakresie [11]. Otrzymywanie nanokrzemionki Nanokrzemionkê (SiO 2 ) o wielkoœci cz¹stek 60 nm otrzymywano metod¹ zol- el w skali wielkolaboratoryjnej we w³asnym zakresie, zgodnie z [12]. Proces prowadzono w temperaturze pokojowej, w roztworze alkoholowo-wodnym, w œrodowisku alkalicznym stosuj¹c tetraetoksysilan jako monomer. Otrzymywanie nanokompozytów Kompozyty otrzymywano dwuetapowo na drodze wyt³aczania w wyt³aczarce dwuœlimakowej wspó³bie nej (D = 25 mm, L/D = 33) firmy Berstorff z segmentowym uk³adem uplastyczniaj¹cym, wyposa onej w intensywnie mieszaj¹co-œcinaj¹c¹ konfiguracjê œlimaków. W pierwszym etapie sporz¹dzano koncentrat z udzia³em 10 % mas. nanokrzemionki. W tym celu w temperaturze pokojowej mieszano polietylen (PE-LD) lub polipropylen (PP) z nanokrzemionk¹ za pomoc¹ mieszalnika z mieszad³em wstêgowym, a nastêpnie uzyskany koncentrat podawano do zasobnika wyt³aczarki. W drugim etapie, w temperaturze pokojowej przy u yciu mieszalnika z mieszad³em wstêgowym mieszano polimery z wytworzonym uprzednio koncentratem, w iloœci: 10, 20, 40 lub 60 % mas., bez lub z dodatkiem kompatybilizatora w iloœci 2, 4 lub 6 % mas., po czym ca³oœæ dozowano do leja zasypowego wyt³aczarki. W czasie wyt³aczania utrzymywano sta³¹ temperaturê g³owicy wyt³aczarskiej (210 C dla PE-LD i 215 C dla PP) oraz stref grzejnych uk³adu uplastyczniaj¹cego ( C dla PE-LD i C dla PP). Szybkoœæ obrotowa œlimaka by³a sta³a i wynosi³a 300 min -1 dla PE-LD i 250 min -1 dla PP. Stopiony produkt opuszcza³ wyt³aczarkê przez g³owicê dwu y³ow¹. Po och³odzeniu w wannie ch³odz¹cej tworzywo granulowano, a nastêpnie suszono w temperaturze 80 C przez 4 godziny. Próbki do badañ w³aœciwoœci mechanicznych oraz mikroskopowych otrzymywano metod¹ wtryskiwania przy u yciu wtryskarki Arburg 420 M typu Allrounder w temp. o 15 C wy szej od temperatury topnienia kompozytu oznaczanej metod¹ DSC, temperatura formy wtryskowej wynosi³a 30 C. Metody badawcze Strukturê nadcz¹steczkow¹ kompozytów charakteryzowano za pomoc¹ skaningowego mikroskopu elektronowego JSM 6100 firmy Joel. Badano prze³omy próbek otrzymane metod¹ udarow¹, po zamro eniu w ciek³ym azocie; powierzchniê prze³omów napylano z³otem. Termiczn¹ analizê dynamicznych w³aœciwoœci mechanicznych (DMTA) wykonywano za pomoc¹ aparatu RDS II firmy Rheometrics w przedziale temperatury od -150 C do 100 C, czêstotliwoœæ drgañ wynosi³a 1 Hz, odkszta³cenie skrêcaj¹ce 0,1%, szybkoœæ ogrzewania 5 C/min. Badaniom poddano zamocowane pionowo kszta³tki prostok¹tne o wymiarach mm. Wyznaczano modu³ zachowawczy (G ) oraz tangens k¹ta stratnoœci (tg ) w funkcji temperatury. Wyniki badañ i ich omówienie Stopieñ dyspersji nanokrzemionki oraz jej oddzia³ywania z osnow¹ polimerow¹ maj¹ wp³yw na w³aœciwoœci mechaniczne nanokompozytu. Na rys. 1 przedstawiono wp³yw modyfikowanej nanokrzemionki (A-SiO 2 ) oraz kompatybilizatora (EOR-g-GMA) na strukturê nadcz¹steczkow¹ kompozytów polietylenu. Przy ma³ej zawartoœci nanokrzemionki (1 % mas.) powierzchnia prze³omu kompozytu jest w du ym stopniu jednorodna (rys. 1a). Zwiêkszenie iloœci A-SiO 2 do 6 % mas. skutkuje mniejsz¹ jednorodnoœci¹ kompozytu (rys. 1b), spowodowan¹ tendencj¹ nanokrzemionki do tworzenia aglomeratów. Niewielki dodatek (2 % mas.) kompatybilizatora znacznie wyg³adza powierzchniê prze³omu kompozytu PE-LD/A-SiO 2 (99/1), zwiêkszaj¹c jego jednorodnoœæ (rys. 1c). Podobnie, w przypadku wiêkszej zawartoœci krzemionki (6 % mas.) dodatek EOR-g-GMA (6 % mas.) u³atwia dyspersjê nanocz¹stek. Analogiczne zale noœci zaobserwowano w przypadku kompozytów polipropylenu z dodatkiem E-SiO 2 (rys. 2). Dynamiczne w³aœciwoœci mechaniczne kompozytów PE-LD/A-SiO 2, PP/E-SiO 2 bez udzia³u lub z udzia³em kompatybilizatora (EOR-g-GMA) i polimerów sk³adowych (PE-LD, PP) oceniano na podstawie zmian modu³u zachowawczego (G ) oraz tangensa k¹ta stratnoœci tg w funkcji temperatury (rys. 3 6). Pierwsze zmniejszenie modu³u zachowawczego kompozytów odpowiada procesowi relaksacyjnemu, a dwa kolejne procesom relaksacyjnym i. Relaksacja jest przypisywana pojedynczemu procesowi relaksacyjnemu, a jej wystêpowanie jest spowodowane ruchami segmentów makrocz¹steczek zawieraj¹cych trzy lub wiêcej grupy metylenowe, g³ównie w obszarze amorficznym. Relaksacja natomiast dotyczy ruchów segmentów makrocz¹steczek w obszarze miêdzyfazowym. Relaksacja jest przypisywana reorientacji krystalitów w makrocz¹steczkach. Modu³ zachowawczy kompozytów PE-LD/A-SiO 2 zwiêksza siê wraz ze wzrostem zawartoœci nanokrzemionki, osi¹gaj¹c maksimum przy zawartoœci 4 % mas. (rys. 3). Jest to zwi¹zane ze wzrostem stopnia krystalicznoœci [13]. Zmniejszenie modu³u zachowawczego przy wiêkszej zawartoœci (> 4% mas.) krzemionki mo na wyjaœniæ tworzeniem siê aglomeratów. Na rysunku 4, na przyk³adzie kompozytu PE-LD/A-SiO 2 (96/4), przedstawiono wp³yw zawartoœci kompatybilizatora na modu³ zachowawczy G. Dodatek EOR-g-GMA powoduje oczekiwane zmniejszenie sztywnoœci kompozytu (rys. 4a), co mo na wyjaœniæ znacznie mniejsz¹ lepkoœci¹ kompatybilizatora (elastomeru poliolefinowego) ni polietylenu [14]. Przy wiêkszej zawar-
 a) b)")
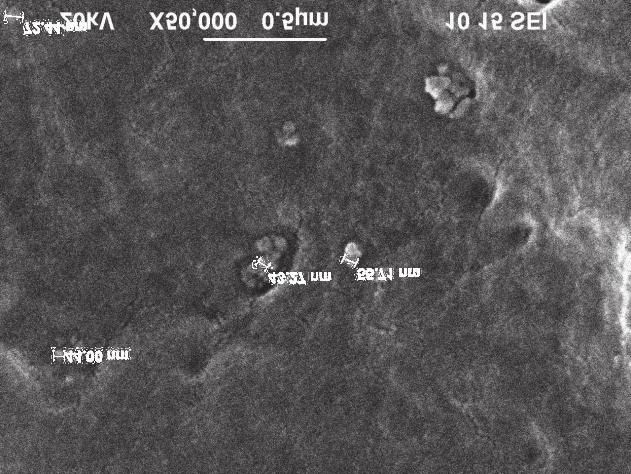
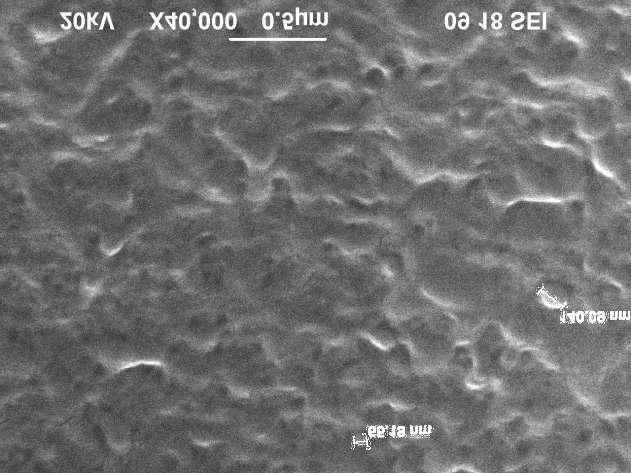
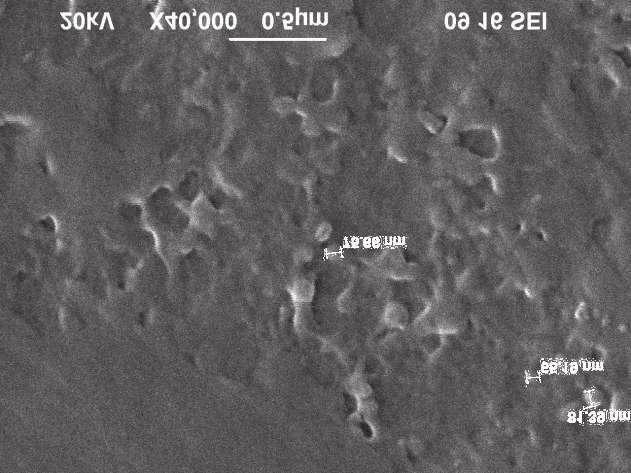
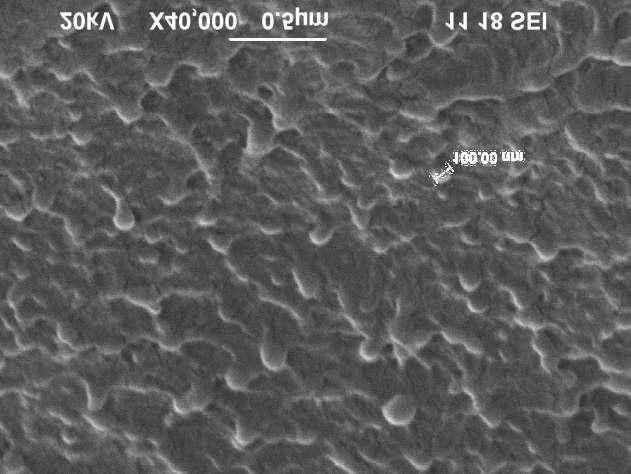
121 a) b) c) d) a) b)
122 254 Maciej STUDZIÑSKI, Regina JEZIÓRSKA, Maria ZIELECKA Rys. 3. Zale noœæ modu³u zachowawczego (G ) i tangensa k¹ta stratnoœci mechanicznej (tg ) PE-LD i kompozytów PE-LD/A-SiO 2 od temperatury Fig. 3. Temperature dependence of storage modulus (G ) and loss tangent (tg ) of PE-LD and PE-LD/A-SiO 2 composites Rys. 4. Zale noœæ modu³u zachowawczego G i tangensa k¹ta stratnoœci mechanicznej (tg PE-LD i kompozytów PE-LD/A-SiO 2 / EOR-g-GMA od temperatury Fig. 4. Temperature dependence of storage modulus (G ) and loss tangent (tg of PE-LD and PE-LD/A-SiO 2 /EOR-g-GMA composites toœci EOR-g-GMA (4 % mas.) modu³ G kompozytu PE-LD/A-SiO 2 nieznacznie wzrasta, potwierdzaj¹c korzystniejsze oddzia³ywania na granicy faz polietylen-nanokrzemionka, które s¹ prawdopodobnie efektem zachodz¹cych reakcji pomiêdzy grupami funkcyjnymi kompatybilizatora i krzemionki. Z rysunku 4b wynika, e dodatek 4 % mas. A-SiO 2 powoduje zwiêkszenie intensywnoœci piku przejœcia relaksacyjnego kompozytu PE-LD/A-SiO 2 i jego przesuniêcie w kierunku wy szej temperatury, tj. z 59 C do 68 C (tab. 1). Wystêpowanie relaksacji jest spowodowane ruchami ³añcuchów fazy krystalicznej PE-LD. Po³o enie i intensywnoœæ tego piku s¹ œciœle zwi¹zane ze stopniem krystalicznoœci i gruboœci¹ krystalitów. Im wy sza jest temperatura przejœcia relaksacyjnego (T ) i wiêksza intensywnoœæ piku, tym udzia³ fazy krystalicznej jest wiêkszy. Gruboœæ krystalitów jest równie wiêksza. Dodatek kompatybilizatora zmniejsza intensywnoœæ piku relaksacji i powoduje jego przesuniêcie w kierunku ni szej temperatury. Zarówno intensywnoœæ, jak i temperatura przejœcia relaksacyjnego wzrasta nieznacznie, przy wiêkszej zawartoœci EOR-g-GMA (4 % mas.), potwierdzaj¹c jego kompatybilizuj¹ce dzia³anie, polegaj¹ce na u³atwieniu dyspersji cz¹stek nanonape³niacza. Tab. 1. Temperatura przejœæ relaksacyjnych PE-LD i kompozytów PE-LD/A-SiO 2 /EOR-g-GMA oraz wartoœæ G w temp C Tab. 1. Transition relaxation temperature of PE-LD and PE-LD/A-SiO 2 /EOR-g-GMA and storage modulus (G ) at temperature of -120 C A-SiO 2, % mas. EOR-g-GMA, % mas. Temperatura przejœcia relaksacyjnego, C b a G w temp C, MPa
123 Wp³yw nanokrzemionki sferycznej oraz kompatybilizatora na strukturê i dynamiczne w³aœciwosci mechaniczne poliolefin 255 obni enie temperatury relaksacji i niewielki wzrost intensywnoœci relaksacji (powodowanej prawdopodobnie ruchami krystalitów), jako efekt obecnoœci nanocz¹stek i kompatybilizatora [17]. Tab. 2. Temperatura przejœæ relaksacyjnych PP i kompozytów PP/E-SiO 2 /EOR-g-GMA oraz wartoœæ G w temp. -50 C Tab. 2. Transition relaxation temperature of PP and PP/E-SiO 2 /EOR-g-GMA and storage modulus (G ) at temperature of -50 C Rys. 5. Zale noœæ modu³u zachowawczego G PP i kompozytów PP/E-SiO 2 /EOR-g-GMA od temperatury Fig. 5. Temperature dependence of storage modulus (G ) of PP and PP/E-SiO 2 /EOR-g-GMA composites Tylko przy ma³ej zawartoœci krzemionki (1 % mas.) kompozyty PP/E-SiO 2 wykazuj¹ wiêksz¹ sztywnoœæ w porównaniu do czystego PP (rys. 5). Prawdopodobnie jest to zwi¹zane z budow¹ chemiczn¹ polipropylenu i znacznie gorsz¹ dyspersj¹ nanocz¹stek (rys. 2). Kompatybilizator dodatkowo zmniejsza sztywnoœæ kompozytów, o czym œwiadczy mniejsza wartoœæ modu³u zachowawczego. W przypadku polipropylenu zaobserwowano równie wystêpowanie trzech przejœæ relaksacyjnych oraz. Wartoœci temperatury wystêpowania tych przejœæ zestawiono w tabeli 2. Pik relaksacji wystêpuj¹cy w temperaturze ok. 10 C mo na przypisaæ temperaturze zeszklenia polipropylenu [15]. Na rysunku 6 przedstawiono zale noœci tg od temperatury dla wybranych kompozytów PP/E-SiO 2. Zgodnie z [16], zmniejszenie intensywnoœci relaksacji wskazuje na korzystniejsze oddzia³ywania miêdzyfazowe. Zmiany takie zaobserwowano dla kompozytu PP z dodatkiem 6 % mas. E-SiO 2 oraz 4 % mas. EOR-g-GMA. Równoczeœnie nastêpuje E-SiO 2, % mas. EOR-g-GMA, % mas. Temperatura przejœcia relaksacyjnego, C b a G w temp. -50 C, MPa Wnioski Zbadano strukturê i w³aœciwoœci kompozytów polietylenu ma³ej gêstoœci i polipropylenu z dodatkiem modyfikowanej nanokrzemionki zawieraj¹cej grupy aminowe lub epoksydowe oraz z dodatkiem elastomeru etylen-n-okten szczepionego metakrylanem glicydylu jako kompatybilizatora. Stwierdzono wzrost tendencji cz¹stek nanokrzemionki do tworzenia aglomeratów wraz ze wzrostem ich zawartoœci w kompozycie. Dodatek kompatybilizatora znacznie u³atwia dyspersjê nanokrzemionki. Zarówno nanokrzemionka, jak i kompatybilizator maj¹ wp³yw na temperaturê przejœæ relaksacyjnych poliolefin. Zaobserwowano znaczny wzrost intensywnoœci oraz temperatury przejœcia relaksacyjnego dla kompozytu PE-LD/A-SiO 2 zawieraj¹cego 4 % mas. A-SiO 2. W przypadku kompozytów na osnowie polipropylenu stwierdzono niewielkie zmniejszenie temperatury zeszklenia przy zawartoœci 6 % mas. E-SiO 2 oraz 4 % mas. kompatybilizatora. Literatura Rys. 6. Zale noœæ tangensa k¹ta stratnoœci tg PP i kompozytów PP/E-SiO 2 /EOR-g-GMA od temperatury Fig. 6. Temperature dependence of loss tangent (tg of PP and PP/E-SiO 2 /EOR-g-GMA composites 1. Teymouri H., Nazockdast Y., The effect of process parameters on physical and mechanical properties of commercial low density polyethylene/org-mmt nanocomposites, J Mater Sci 46, 2011, Zhang J., A.W. Charles, Preparation and flammability properties of polyethylene clay nanocomposites, Polym. Degrad. Stabil. 80, 2003, Wang J., i inni, An XPS study of the thermal degradation and flame retardant mechanism of polystyrene-clay nanocomposites, Polym. Degrad. Stabil. 77, 2002, Agag T., Takeichi T., Polybenzoxazine montmorillonite hybrid nanocomposites: synthesis and characterization, Polymer 41, 2000,
124 256 Maciej STUDZIÑSKI, Regina JEZIÓRSKA, Maria ZIELECKA 5. Z.-M. Liang, J. Yin, H.-J. Xu, Polyimide/montmorillonite nanocomposites based on thermally stable, rigid-rod aromatic amine modifiers, Polymer 44, 2003, Tang Y., i inni, Preparation and thermal stability of polypropylene/montmorillonite nanocomposites, Polym. Degrad. Stabil. 82, 2003, Shaffer M.S.P., Windle A.H., Fabrication and characterization of carbon nanotube/poly (vinyl alcohol) composites. Advanced Materials 11(11), 1999, Qian D., i inni Load transfer and deformation mechanisms in carbon nanotube-polystyrene composites. Applied Physics Letters 76(20), 2000, Jeziórska R., i inni, Effect of POSS on morphology, thermal and mechanical properties of polyamide 6, Polimery 56, nr 11 12, 2011, Jeziórska R., i inni, Nanokompozyty poliamid/nanokrzemionka o budowie sferycznej, Polimery 54, nr 10, 2009, Jeziórska R., i inni, patent Sposób wytwarzania modyfikatorów udarnoœci do tworzyw konstrukcyjnych, Polska, , Zielecka M., i inni, patent Sposób wytwarzania nanoproszków krzemionkowych tak e funkcjonalizowanych, , Zapata P., Quijada R., Benavente R., In situ formation of nanocomposites based on polyethylene and silica nanospheres Journal of Appl. Pol. Sci, 119, 2011, Jeziórska R., i inni. Structure and mechanical properties of low density polyethylene/spherical silica nanocomposites prepared by melt mixing: the joint action of silica s size, functionality, and compatibilizer, Journal of Appl. Pol. Sci., 125, 2012, McGrum, N.G., Read, B.E., Williams, G. An elastic and dielectric effects in polymeric solids. London: Wiley Ashida, M., Noguchi, T. Effect of matrix s type on the dynamic properties for short fiber-elastomer composite. J. Appl. Pol. Sci., 30, 1985, Rosa S. M. L., Nachtigall S. M. B., Ferreira C. A., Thermal and Dynamic-Mechanical Characterization of Rice-Husk Filled Polypropylene Composites, Macromolecular Research, 17 (1), 2009, 8 13.
125 Energoch³onnoœæ i powtarzalnoœæ produkcji wyprasek z wykorzystaniem wtryskarek elektrycznych i hydraulicznych 257 Marek SZOSTAK, Micha³ GRZESIAK Instytut Technologii Materia³ów Politechniki Poznañskiej Ul. Piotrowo 3, Poznañ marek.szostak@put.poznan.pl Energoch³onnoœæ i powtarzalnoœæ produkcji wyprasek z wykorzystaniem wtryskarek elektrycznych i hydraulicznych Streszczenie. W pracy przedstawiono porównanie efektywnoœci dzia³ania wtryskarki elektrycznej ZHAFIR VE 1200 z hydrauliczn¹ HAITIAN MA 1200 z punktu widzenia powtarzalnoœci masy wytwarzanych detali oraz zu ycia energii elektrycznej. Obie wtryskarki mia³y jednakow¹ si³ê zamkniêcia 120 ton oraz wytwarzano na nich podczas badañ detale o zbli onej masie. Stwierdzono, e wtryskarka elektryczna umo liwia wytwarzanie wyprasek z ponad 5-krotnie mniejszym rozrzutem masy w porównaniu z wtryskark¹ hydrauliczn¹. Sporz¹dzono charakterystyki rozrzutu masy wyprasek wokó³ wartoœci oczekiwanej oraz obliczono wartoœci odchylenia standardowego. Wartoœæ odchylenia standardowego w przypadku wtryskarki elektrycznej jest zdecydowanie mniejsza ani eli dla wtryskarki hydraulicznej, co œwiadczy o wiêkszej powtarzalnoœci i mniejszym rozrzucie wyników wokó³ wartoœci oczekiwanej. W badaniach zu ycia energii elektrycznej przez obie omawiane wtryskarki wykazano, e zu ycie energii elektrycznej przez wtryskarkê elektryczn¹ jest oko³o 2,8 razy mniejsze ani eli przez wtryskarkê hydrauliczn¹. Daje to oszczêdnoœæ energii dla wtryskarki elektrycznej na poziomie 64% w stosunku do wtryskarki hydraulicznej o tej samej sile zamkniêcia. ENERGY CONSUMPTION AND REPEATABILITY OF PARTS MOLDED ON HYDRAULIC AND ELEC- TRIC INJECTION MOLDING MACHINES Summary. The paper presents a comparison of electric injection molding machine ZHAFIR VE 1200 with hydraulic HAITIAN MA The produced parts weight repeatability and electricity consumption has been compared. It was found that electrical injection molding machine has more than 5 time smaller mass distribution of manufactured product compared with the hydraulic machine. The weight distribution characteristic of moldings around the expected value has been prepared and standard deviation was calculated. The standard deviation in the case of electric machine is much smaller than for the hydraulic one, which indicates greater repeatability and less scatter of results around the expected value. The second comparison described in the work is related to electricity consumption by both types of discussed injection molding machines. It has been shown that the energy consumption of electric machine is about 2.8 times smaller than for the hydraulic machine. That gives 64% saving of energy consumption for the electric injection molding machine to compare with the hydraulic machine, with the same clamping force. 1. Wstêp W literaturze znaleÿæ mo na sporo artyku³ów, w których porównuje siê wtryskarki elektryczne oraz hydrauliczne [1-3]. Kryteriami najczêœciej branymi do porównañ s¹: zmiana rozk³adu masy otrzymywanych wyprasek w kolejnych cyklach wtryskiwania, ocena zu ycia energii, prêdkoœci wtryskiwania, czasu cyklu oraz sprawnoœci. W niniejszej pracy porównano dwie maszyny: wtryskarkê elektryczn¹ ZHAFIR VE 1200 oraz hydrauliczn¹ HAITIAN MA 1200, gdzie liczba 1200 oznacza maksymaln¹ si³ê zamykania maszyny podawan¹ w kiloniutonach, co w przeliczeniu na tony daje wartoœæ 120 ton. Dobór maszyn o jednakowej sile zamykania jest bardzo istotny w przypadku porównania zu ywanej przez obie wtryskarki energii elektrycznej, gdy pozwala to, przy wytwarzaniu detali o zbli onej masie, na bezpoœrednie porównanie otrzymanych wyników, bez koniecznoœci stosowania dodatkowych przeliczników. W przeprowadzonych badaniach okreœlono: powtarzalnoœæ masy produkowanych na obu wtryskarkach detali oraz wielkoœæ zu ycia przez nie energii elektrycznej podczas procesu wytwarzania tych detali o bardzo zbli onej masie. 2. Przeprowadzone badania 2.1. Powtarzalnoœæ produkcji Powtarzalnoœæ produkcji na obu wtryskarkach: elektrycznej i hydraulicznej okreœliæ mo na poprzez pomiar rozrzutu masy wytwarzanych na nich detali. Im wartoœci masy wyrobu maj¹ mniejsz¹ odchy³kê górn¹ i doln¹ wokó³ wartoœci oczekiwanej, tym maszyna jest bardziej precyzyjna. Pomiary rozrzutu masy wytwarzanych detali przeprowadzono na hali produkcyjnej przy u yciu wagi laboratoryjnej o dok³adnoœci 0,001 g. W przypadku obu porównywanych wtryskarek, losowo wybrano po 20 prawid³owo wykonanych detali, a nastêpnie je zwa ono Wtryskarka elektryczna Podczas prowadzenia badañ, na wtryskarce elektrycznej ZHAFIR VE 1200 produkowano w formie czterogniazdowej detal 1, przedstawiony na rysunku 1, o masie 3,46 g. Maksymalna i minimalna masa produkowanych detali wynios³a odpowiednio: 3,465 g i 3,454 g. Dziêki temu mo na obliczyæ rozrzut masy (R) detalu 1, który wynosi 0,011 g. Górna odchy³ka od wartoœci oczekiwanej (3,46 g)


126 258 Marek SZOSTAK, Micha³ GRZESIAK Rys. 1. Zdjêcie detalu 1 produkowanego na wtryskarce elektrycznej Rys. 2. Wykres rozrzutu masy wypraski wytwarzanej na wtryskarce elektrycznej Rys. 3. Zdjêcie detalu 2 produkowanego na wtryskarce hydraulicznej Rys. 4. Wykres rozrzutu masy wypraski wytwarzanej na wtryskarce hydraulicznej wynosi +0,005, natomiast dolna odchy³ka ma wartoœæ -0,006 g. Wyniki te pokazuj¹, i proces jest powtarzalny, pozwalaj¹cy uzyskaæ detale o masie bardzo zbli onej do oczekiwanej. Na rysunku 2 w postaci graficznej przedstawiono wyniki pomiarów masy wyrobów wytwarzanych na wtryskarce elektrycznej Wtryskarka hydrauliczna Na wtryskarce hydraulicznej HAITIAN MA 1200, produkowano w formie dwukrotnej, detal 2 pokazany na rys. 3, o masie 7,202 g. Oczekiwana masa wyrobu wed³ug specyfikacji technicznej producenta wynosi 7,202 g. Na podstawie uzyskanych wyników pomiarów masy wyprasek stwierdzono, e maksymalna masa wynios³a 7,226 g a minimalna 7,167 g. W tym przypadku rozrzut masy (R) wyrobu, a wiêc ró nica pomiêdzy najwiêksz¹ a najmniejsz¹ uzyskan¹ wartoœci¹, wynios³a 0,059 g. Górna odchy³ka od wartoœci oczekiwanej (7,202 g) wynosi +0,024, natomiast dolna odchy³ka ma wartoœæ -0,035g. Wyniki te pokazuj¹, i w przypadku wtryskarki hydraulicznej wystêpuje zdecydowanie wiêkszy rozrzut wartoœci wokó³ wartoœci oczekiwanej, a wiêc proces jest mniej stabilny, a maszyna charakteryzuje siê mniejsz¹ dok³adnoœci¹ wykonywania wyprasek. Na rysunku 4 w postaci graficznej przedstawiono wyniki pomiarów masy detalu 2 wytwarzanego na wtryskarce hydraulicznej Porównanie rozrzutu masy produkowanych detali Dokonuj¹c porównania obu wtryskarek pod wzglêdem powtarzalnoœci masy badanych detali, wzglêdem wartoœci oczekiwanej, na podstawie uzyskanych wyników pomiarów, obliczono wariancjê i odchylenie standardowe dla detalu 1 i detalu 2. Odchylenie standardowe informuje, jak szeroko wartoœci wielkoœci mierzonej s¹ rozrzucone wokó³ œredniej. W tym przypadku œrednia z pomiarów i wartoœæ oczekiwana s¹ niemal e identyczne, z tego wzglêdu obliczenia maj¹ sens praktyczny. Wartoœæ oczekiwana detalu 1 wynosi 3,46 g, natomiast œrednia wartoœæ X z 20 pomiarów masy kszta³tuje siê na poziomie 3,46045 g, a wiêc ró nica wynosi zaledwie 0,00045 g. 20 xi X 3, g (1) i 1 i gdzie, X wartoœæ œrednia, x i masa kolejnego detalu i iloœæ detali. Kolejnym krokiem jest obliczenie wariancji zbioru 20 wartoœci przy wykorzystaniu wzoru poni ej. n s xi X 0, g (2) n i 1 gdzie, s wariancja, n wielkoœæ zbioru, w omawianym przypadku n = 20. Odchylenie standardowe jest pierwiastkiem kwadratowym z wariancji.

127 Energoch³onnoœæ i powtarzalnoœæ produkcji wyprasek z wykorzystaniem wtryskarek elektrycznych i hydraulicznych 259 s 2 0, (3) gdzie, odchylenie standardowe. Podobne obliczenia wykonano dla detalu 2 wytwarzanego na wtryskarce hydraulicznej. Wartoœæ oczekiwana detalu 2 wynosi 7,202 g, natomiast œrednia wartoœæ z 20 pomiarów masy kszta³tuje siê na poziomie 7,2014 g a wiêc ró nica wynosi zaledwie 0,0006 g. Œredni¹ z pomiarów obliczono na podstawie wzoru 1. Kolejnym krokiem by³o obliczenie wariancji (wzór 2) zbioru 20 wartoœci, która wynios³a 0, oraz odchylenia standardowego (wzór 3) równego 0, Analizuj¹c otrzymane wyniki, mo na stwierdziæ, i wartoœæ odchylenia standardowego dla detalu 1 jest mniejsza ani eli dla detalu 2. Mniejsza wartoœæ odchylenia standardowego œwiadczy o tym, i wiêcej jest wartoœci skupionych wokó³ œredniej, czyli oczekiwanej masy wyrobu. To z kolei pozwala na stwierdzenie, e prowadzenie produkcji wyrobów na wtryskarce elektrycznej natomiast górna granica to oko³o 7,226 g. Jeœli chodzi o wtryskarkê elektryczn¹ rozrzut masy jest na poziomie 0,011 g. WyraŸnie widaæ, i ró nica w rozrzucie masy jest ponad 5 razy mniejsza na korzyœæ wtryskarki elektrycznej. Œwiadczy to o tym, i s¹ one maszynami bardziej precyzyjnymi i odznaczaj¹cymi siê wy sz¹ powtarzalnoœci¹ wytwarzanych wyprasek Zu ycie energii elektrycznej Ka da wtryskarka w danym procesie wtryskiwania charakteryzuje siê okreœlonym poborem mocy, który okreœla siê jako iloœæ energii elektrycznej niezbêdnej do tego, aby zapewniæ prawid³owe jej dzia³anie. Zagadnienia zwi¹zane z optymalizacj¹ zu ycia energii s¹ niezwykle istotne poniewa koszt energii stanowi spory procent ca³kowitych kosztów poniesionych podczas wytwarzania wyprasek wtryskowych. Moc pobrana przez wtryskarkê podawana jest w kilowatach [kw] i jest to tak zwana moc czynna, natomiast pobór mocy podawany jest w kilowatogodzinach [kwh] i daje wymiern¹ liczbê zu ytej energii elektrycznej podczas godziny pracy maszyny. Przeprowadzono pomiary zu ycia energii przez wtryskarkê hydrauliczn¹ oraz elektryczn¹ za pomoc¹ specjalnego analizatora jakoœci energii PQ-Box 100. Jest on przeznaczony jest do analizy jakoœci energii elektrycznej i spe³nia wymagania normy PN-EN dla przyrz¹dów zaliczanych do klasy A. Ma on mo liwoœæ jednoczesnego pomiaru kilkunastu wielkoœci elektrycznych, m.in.: mocy pozornej, mocy czynnej, mocy biernej, wspó³czynnika mocy, wartoœci napiêæ, pr¹dów, itp. W³aœciwe pod³¹czenie analizatora przedstawiono na rysunku 6. Kierunek przep³ywu pr¹du na cêgach pod³¹czonych na przewody L1, L2, L3 przyjêto zgodny, natomiast na przewodzie N kierunek jest przeciwny. Kierunek prze- Rys. 5. Rozrzut masy produkowanych detali wokó³ wartoœci oczekiwanej jest bardziej powtarzalnym procesem i potwierdza, i wtryskarka elektryczna odznacza siê wy sz¹ precyzj¹ wykonywania wyrobów ani eli hydrauliczna. Natomiast uzyskana wiêksza wartoœæ odchylenia standardowego w przypadku wtryskarki hydraulicznej, informuje, i wiêcej jest skrajnych wartoœci masy wypraski, rozrzut wartoœci masy jest zdecydowanie wiêkszy w porównaniu z rozrzutem masy detalu wytwarzanego na wtryskarce elektrycznej. Na rysunku 5 przedstawiono graficznie rozrzut masy wyprasek wokó³ wartoœci oczekiwanej dla obu wtryskarek. Wartoœæ 0 na osi pionowej oznacza oczekiwan¹ masê wypraski, to jest: 7,202 g w przypadku wtryskarki hydraulicznej oraz 3,46 g dla wtryskarki elektrycznej. Rozrzut masy wyprasek wytwarzanych na wtryskarce hydraulicznej wynosi oko³o 0,059 g, dolna granica to 7,167 g, Rys. 6. Schemat pod³¹czenia analizatora jakoœci energii [4]
, a wiêc przep³yw energii ze Ÿród³a do odbiornika. Nale y równie w³aœciwie pod³¹czyæ przewody napiêciowe w danych punktach pomiarowych.")
128 260 Marek SZOSTAK, Micha³ GRZESIAK p³ywu pr¹du pokazany jest strza³k¹ na cêgach pr¹dowych. Kierunek strza³ek okreœla pobór mocy czynnej dodatniej (P>0), a wiêc przep³yw energii ze Ÿród³a do odbiornika. Nale y równie w³aœciwie pod³¹czyæ przewody napiêciowe w danych punktach pomiarowych. W celu sprawdzenia poprawnoœci przep³ywu nale y sprawdziæ na ekranie analizatora wartoœci i kierunki mocy czynnej. W przypadku gdy moc czynna oraz cosinus (wspó³czynnik mocy) s¹ dodatnie, pomiar wykonywany jest poprawnie. Zasilanie miernika pod³¹czone jest do zacisków pomiarowych. W czasie wykonywania pomiaru na ekranie wyœwietlane s¹ chwilowe wartoœci mocy czynnej, biernej, pozornej, pr¹dów i napiêæ. Po zakoñczeniu badania i od- ³¹czeniu przewodów, zarejestrowane wyniki pomiarów przenoszone s¹ na dysk twardy komputera na pomoc¹ interfejsu USB 2.0. Dziêki specjalnemu programowi mo - liwe jest ich odtworzenie i w³aœciwa analiza. Jak ju wspomniano wczeœniej z punktu widzenia pomiaru zu- ycia energii bardzo wa ne jest dobranie maszyn o jednakowej sile zamkniêcia oraz zbli onej masie wypraski w danym cyklu. Przystêpuj¹c do badañ omawianych w niniejszym artykule spe³niono oba te warunki; wtryskarka hydrauliczna i elektryczna maj¹ tak¹ sam¹ si³ê zamykania równ¹ 120 ton. Natomiast masy produkowanych wyrobów s¹ bardzo zbli one i wynosz¹ 13,840 g dla wtryskarki elektrycznej (4 3,46 g) oraz 14,404 g dla wtryskarki hydraulicznej (2 7,202 g). Ró nica masy dla porównywanych wtryskarek wynosi wiêc 0,564 g co stanowi oko³o 4,1% masy wtrysku Wtryskarka elektryczna Pomiary zu ycia pr¹du przez wtryskarkê elektryczn¹ ZHAFIR VE 1200 wykonywano w czasie 15 min, ustawiaj¹c na mierniku okres uœredniania (interwa³u) jako 15 sekund. Oznacza to, i odczyt zapisywano w pamiêci urz¹dzenia w odstêpach 15-sekundowych. Zu ycie energii w ci¹gu 15 minut pracy wtryskarki elektrycznej wynios³o 1,1001 [kwh]. Pozwala to obliczyæ energiê zu yt¹ przez maszynê w czasie jednej godziny pracy bez przerw. E 1h = 4 1,1001 kwh = 4,4004 kwh (4) Najmniejsza wartoœæ zu ycia pr¹du zarejestrowana podczas pomiaru wynosi 0, kwh, natomiast najwiêksza to 1,33264 kwh. Ca³kowita zu yta energia jest sum¹ mocy pobranych przez ka d¹ z trzech faz pr¹du zmiennego w okresie 15 minut. Program automatycznie wylicza zu yt¹ energiê znaj¹c chwilowe wartoœci mocy czynnej rejestrowanej przez miernik oraz ca³kowity czas pomiaru Wtryskarka hydrauliczna Pomiary zu ycia pr¹du przez wtryskarkê hydrauliczn¹ HAITIAN MA 1200 o sta³ej wydajnoœci pompy, podobnie jak w przypadku wtryskarki elektrycznej dokonywano w czasie 15 min, stosuj¹c identyczny czas uœredniania wynosz¹cy 15 sekund. Dobranie tych samych wartoœci czasowych jest istotne z punktu widzenia porównania otrzymanych wyników i w³aœciwej ich oceny. Zu ycie energii w ci¹gu 15 minut pracy wtryskarki elektrycznej wynios³o 3,01832 [kwh]. Pozwala to obliczyæ zu yt¹ energiê przez maszynê w czasie jednej godziny pracy bez przerw. E 1h = 4 3,01832 kwh = 12,07328 kwh W przypadku maszyny hydraulicznej maksymalne i minimalne chwilowe wartoœci zu ycia energii elektrycznej s¹ wiêksze ani eli podczas pomiarów dla wtryskarki elektrycznej. Maksymalna wartoœæ zarejestrowana wynosi 3,4848 kwh, natomiast minimalna w momencie rozpoczêcia pomiaru to 0, Porównanie zu ycia pr¹du Porównuj¹c otrzymane wyniki zu ycia energii elektrycznej dla wtryskarki elektrycznej i hydraulicznej widzimy jednoznacznie, i bardziej energooszczêdn¹ maszyn¹ jest wtryskarka elektryczna. Ca³kowite zu ycie energii dla maszyny elektrycznej podczas godziny pracy (forma czterokrotna, masa wyprasek 13,84 g) kszta³tujê siê na poziomie 4,4 kwh, natomiast w przypadku wtryskarki hydraulicznej (forma dwukrotna, masa wyprasek 14,404 g) ca³kowite zu ycie energii jest oko³o 2,8 razy wiêksze i wynosi 12,07 kwh. Na rysunku 7 przedstawiono graficzne porównanie otrzymanych wyników. Rys. 7. Porównanie zu ycia energii elektrycznej dla wtryskarek hydraulicznej i elektrycznej Przyjmuj¹c zu ycie energii przez wtryskarkê hydrauliczn¹ jako 100% obliczono procentowy poziom zu ycia energii przez wtryskarkê elektryczn¹. Obliczenia dokonano na podstawie poni szego wzoru (5): E % 4, 4004 kwh 100% 36, 44% 36, 5 % (5) 12, kwh Z powy szych obliczeñ wynika, i wtryskarka elektryczna generuje oszczêdnoœæ w zu yciu energii elektrycznej na poziomie oko³o 63,5%. Na rysunku 8 przedstawiono procentowy rozk³ad dla obu wtryskarek. 3. Podsumowanie W pracy porównano wtryskarkê elektryczn¹ ZHAFIR VE 1200 z wtryskarka hydrauliczn¹ HAITIAN MA 1200.

129 Energoch³onnoœæ i powtarzalnoœæ produkcji wyprasek z wykorzystaniem wtryskarek elektrycznych i hydraulicznych 261 Rys. 8. Porównanie w procentach zu ycia energii elektrycznej przez wtryskarki hydrauliczn¹ i elektryczn¹ Porównania dokonano ze wzglêdu na kryterium dok³adnoœci wytwarzanych przez nie detali oraz zu ycia energii elektrycznej. Obie wtryskarki charakteryzowa³y siê jednakow¹ si³¹ zamkniêcia 120 ton oraz wytwarza³y detale o zbli onej masie. Jeœli chodzi o kryterium dok³adnoœci wyprasek, znacznie lepsze wyniki uzyskano w przypadku wtryskarki elektrycznej. Umo liwia ona osi¹gniêcie ponad 5-krotnie mniejszego rozrzutu masy produkowanych na niej wyprasek, w porównaniu z wtryskark¹ hydrauliczn¹. Sporz¹dzone charakterystyki rozrzutu masy wyprasek wokó³ wartoœci oczekiwanej doskonale obrazuj¹ uzyskane wyniki oraz obliczone wartoœci odchylenia standardowego. Wartoœæ odchylenia standardowego w przypadku wtryskarki elektrycznej jest zdecydowanie mniejsza ani eli hydraulicznej, co œwiadczy o wiêkszej powtarzalnoœci i mniejszym rozrzucie wyników wokó³ wartoœci oczekiwanej. Wynika to przede wszystkim z faktu zastosowania silników elektrycznych, które maj¹ dominuj¹cy wp³yw na uzyskiwanie wyprasek o masie bardzo zbli onej do za³o onej. Ma to ogromne znaczenie, zw³aszcza w tych ga³êziach produkcji, gdzie nadrzêdnym kryterium jest precyzja i dok³adnoœæ wykonania, m.in. w motoryzacji czy przemyœle medycznym. Wyniki pomiaru zu ycia energii przez obie wtryskarki równie œwiadcz¹ na korzyœæ wtryskarki elektrycznej. Zu ycie energii elektrycznej tej wtryskarki jest oko³o 2,8 razy mniejsze ani eli wtryskarki hydraulicznej. Przedstawione charakterystyki pokazuj¹, i oszczêdnoœæ energii wtryskarki elektrycznej, w stosunku do wtryskarki hydraulicznej, wynosi 64%. Jest to ró nica bardzo istotna, która potwierdza wysok¹ sprawnoœæ silników elektrycznych stosowanych w tego typu wtryskarkach. Reasumuj¹c, mo na stwierdziæ, i uzasadniony jest wyraÿny wzrost wykorzystania wtryskarek elektrycznych w przemyœle przetwórstwa tworzyw polimerowych. Maszyny te pozwalaj¹ wykonywaæ wyroby z wiêksz¹ precyzj¹ i powtarzalnoœci¹. Ponadto odznaczaj¹ siê one zdecydowanie mniejszym zu yciem energii elektrycznej, co wp³ywa na spore oszczêdnoœci finansowe. Jednak e z drugiej strony trzeba mieæ na wzglêdzie fakt, e koszt zakupu wtryskarki elektrycznej nadal znacznie przewy sza koszt zakupu konwencjonalnej wtryskarki hydraulicznej. Z tego powodu nale y dok³adnie przeanalizowaæ przeznaczenie maszyny, wielkoœæ zamówienia, czas realizacji zlecenia, jakoœæ i powtarzalnoœæ produkcji oraz szereg innych czynników pozwalaj¹cych racjonalnie oceniæ i zadecydowaæ o wyborze odpowiedniej wtryskarki z punktu widzenia op³acalnoœci produkcji. Literatura [1] Dawson, A.J., Coates, P.D., Collis, R., Owen, L., Owen, D., Rajamani, H.S., Injection moulding process assessment by energy monitoring; Plastics, Rubber and Composites, 33 (1), p , [2] Kelly A. L., Woodhead M., Coates P. D., Comparison of injection moulding machine performance. University of Bradsford [3] Jachowicz T., Wtryskarki elektryczne, Polimery, 52 (2) s , [4] Strona internetowa,
130 262 Zenon TARTAKOWSKI, Aneta JARLACZYÑSKA Zenon TARTAKOWSKI, Aneta JARLACZYÑSKA Zak³ad Tworzyw Polimerowych, Instytut In ynierii Materia³owej Zachodniopomorski Uniwersytet Technologiczny w Szczecinie Al. Piastów 19, Szczecin zenon.tartakowski@zut.edu.pl, aneta.jarlaczynska@gmail.com Materia³y izolacyjne z recyklatów XPVC Streszczenie: W pracy przedstawiono badania materia³ów z recyklatu PVC wytworzonego technologi¹ wyt³aczania poruj¹cego o strukturze porowatej w aspekcie wykorzystania ich na wyroby izolacyjne pracuj¹ce w szerokim zakresie zmiennych temperatur. Przeprowadzono badania wp³ywu iloœci lepiszcza w kompozycie, wielkoœci cz¹stek recyklatu oraz warunków przetwarzania na przewodnoœæ ciepln¹ oraz wytrzyma³oœæ przy statycznym rozci¹ganiu wytworzonych materia³ów. Stwierdzono, e wielkoœæ cz¹stek recyklatu oraz dodatek lepiszcza w sposób istotny wp³ywa na przewodnoœæ ciepln¹ materia³u. Wykazano, e recyklat XPVC o strukturze porowatej mo e byæ wykorzystany do wytwarzania p³yt izolacyjnych. S³owa kluczowe: recykling, recyklat XPVC, w³aœciwoœci cieplne, w³aœciwoœci mechaniczne INSULATING MATERIALS FROM XPVC RECYCLATES Abstract: The paper presents the results of the research on material that have been produced from extruded PVC recyclate having a porous structure in terms of using these products as insulation working in a wide range of varying temperatures. The research works include examination of the impact of the material composition and the recyclate particle size as well as the processing conditions on the thermal conductivity and the static tensile strength of the material. It has been found that the recyclate particle size and the addition of binder have a significant influence on the material s thermal conductivity. It has been shown that the extruded XPVC recyclate can be used to produce insulation boards. Keywords: recycling, XPVC recyclate, thermal properties, mechanical properties 1. Wstêp Termoplastyczne tworzywa polimerowe o strukturze porowatej znajduj¹ szerokie zastosowanie na wyroby techniczne, co podyktowane jest ich korzystnymi w³aœciwoœciami fizycznymi, mechanicznymi oraz termoizolacyjnymi [1]. Strukturê porowat¹ mo na uzyskaæ poprzez ekspandowanie oraz wyt³aczanie poruj¹ce [2, 3, 4]. Korzystniejsze w³aœciwoœci posiadaj¹ materia³y wytworzone poprzez wyt³aczanie poruj¹ce przy czym technologia ta jest dro sza w porównaniu z ekspandowaniem. Na wyroby konstrukcyjne o zwiêkszonej odpowiedzialnoœci stosowane s¹ wyroby po procesie wyt³aczania poruj¹cego. Obecnie w u yciu s¹ materia³y wytworzone z PE, PS, PVC, PET. Wraz z rosn¹cym zapotrzebowaniem na te materia³y wzrasta iloœæ powstaj¹cych w procesie produkcji odpadów, które wymagaj¹ zagospodarowania. W istniej¹cej literaturze z zakresu recyklingu materia³ów polimerowych opisane s¹ rozwi¹zania dotycz¹ce tworzyw o strukturze porowatej wytworzonych poprzez ekspandowanie [5, 6, 7]. Dla materia³ów wytworzonych poprzez wyt³aczanie poruj¹ce brak jest stosownej literatury zarówno co do sposobu recyklingu jak i póÿniejszej aplikacji na wyroby [8, 9]. St¹d te problematyka ta sta³a siê tematyk¹ prowadzonych badañ. Przedstawiona praca dotyczy recyklingu odpadów poprodukcyjnych z XPVC (PVC przetwarzane technologi¹ wyt³aczania poruj¹cego). Przyjêto, e w nowo wytworzonych materia³ach zachowana zostanie struktura porowata cz¹stek recyklatu XPVC oraz zastosowane lepiszcze bêdzie posiada³o dobre w³aœciwoœci adhezyjne z recyklatem. Szczegó³owej analizie poddano wp³yw wielkoœci cz¹stek recyklatu na w³aœciwoœci cieplne i mechaniczne wytworzonego materia³u. Prowadzone prace pozwalaj¹ na racjonalne wykorzystanie powsta³ego odpadu oraz na zmniejszenie zanieczyszczenia œrodowiska. 2. Materia³ badawczy i metodyka badañ Do badañ wykorzystano odpady poli(chlorku winylu) wytworzonego technologi¹ wyt³aczania poruj¹cego powsta³e z obróbki mechanicznej p³yt w procesie technologicznym ich kszta³towania. Odpady te charakteryzowa³y siê du ym zró nicowaniem wielkoœci oraz kszta³tu. W wyniku rozdrabniania mechanicznego odpadów przy u yciu m³yna no owego otrzymano materia³ o wielkoœci cz¹stek do 15 mm. Przeprowadzono analizê granulometryczn¹ cz¹stek i wydzielono 5 grup: A wielkoœæ cz¹stek do 2 mm 31 % udzia³u wag. B wielkoœæ cz¹stek 2 4 mm 15 % udzia³u wag. C wielkoœæ cz¹stek 4 8 mm 22 % udzia³u wag. D wielkoœæ cz¹stek 8 10 mm 19 % udzia³u wag. E wielkoœæ cz¹stek mm 13 % udzia³u wag. Strukturê materia³u odpadowego XPVC przed procesem rozdrabniania przedstawia rys. 1 natomiast rys. 2 przedstawia cz¹stki recyklatu XPVC po procesie rozdrabniania mechanicznego. Jako lepiszcze do wytwarzania nowych materia³ów u yto pastê PVC PLASTIZOLU PPZ-4, produkt firmy Krywa³d Plast (gêstoœæ 1,14 g/cm 3, lepkoœæ 1205 cst). Z powy szych materia³ów wykonano kompozyty zawieraj¹ce od 5 do 50 % udzia³u wag. lepiszcza.



131 Materia³y izolacyjne z recyklatów XPVC 263 ³oœciowej INSTRON 8501 (prêdkoœci rozci¹gania 50 mm/min). 3. Wyniki badañ Wybrane wyniki badañ wytworzonych materia³ów przedstawiono w postaci graficznej na rys Analizie poddano wp³yw wielkoœci cz¹stek recyklatu oraz zawartoœci lepiszcza w kompozycie na w³aœciwoœci materia³u, takie jak przewodnoœæ cieplna oraz wytrzyma³oœæ mechaniczna R m. Przebieg zmian przewodnoœci cieplnej kompozytów XPVCrec w zale noœci od wielkoœci cz¹stek recyklatu oraz zawartoœci lepiszcza przedstawia rys. 3. Rys. 1. Struktura materia³u odpadowego XPVC przed procesem rozdrabniania Rys. 3. Przebieg zmian przewodnoœci cieplnej kompozytów XPVC rec. Rys. 2. Cz¹stki recyklatu XPVC po procesie rozdrabniania mechanicznego Wykonanie próbek badawczych. Proces formowania próbek przeprowadzono w formie metalowej posiadaj¹cej 2 gniazda formuj¹ce o wymiarach mm. Materia³ badawczy umieszczono w formie, któr¹ nastêpnie podgrzewano na stole roboczym prasy hydraulicznej. Zastosowano obustronne podgrzewanie formy. Parametry procesu temperaturê, czas oraz ciœnienie docisku p³yt ustalano doœwiadczalnie dla ka dego materia³u Badania materia³ów obejmowa³y okreœlenie: przewodnoœci cieplnej, wytrzyma³oœci mechanicznej przy rozci¹ganiu statycznym oraz gêstoœci. Badania przewodnoœci cieplnej realizowano przy u yciu g³owicy przylgowej urz¹dzenia pomiarowego ISOMETR (firmy Precision). Pomiar realizowano w temp. 25 C, wilgotnoœæ otoczenia 55 %. Badania wytrzyma³oœci na rozci¹ganie realizowano przy u yciu maszyny wytrzyma- Jak widaæ wraz ze wzrostem wielkoœci cz¹stek recyklatu nastêpuje zmniejszenie przewodnoœci cieplnej materia³u. Równie mo na zauwa yæ, e przewodnoœæ cieplna materia³ów uzale niona jest od zawartoœci lepiszcza w kompozycie. Kompozyty zawieraj¹ce wiêcej lepiszcza posiadaj¹ wy sz¹ przewodnoœæ ciepln¹. Najkorzystniejsze w³aœciwoœci uzyskano dla materia³ów wytworzonych z cz¹stek o wielkoœci od 10 mm do 15 mm przy 5 % zawartoœci lepiszcza. Jednak e materia³ taki charakteryzowa³ siê stosunkowo nisk¹ wytrzyma³oœci¹ na rozci¹ganie. Wprowadzenie wiêkszej iloœci lepiszcza 50 % wag. poprawi³o w³aœciwoœci wytrzyma³oœciowe materia³u i jednoczeœnie spowodowa³o podwy szenie przewodnoœci o 14 %, w porównaniu z materia³em zawieraj¹cym 5 % wag. lepiszcza. Porównuj¹c przewodnoœæ ciepln¹ materia³u pierwotnego (p³yta XPVC) z recyklatem rozdrobnionym oraz z wytworzonym materia³em XPVC rec (rys.4) mo na zauwa yæ, e przewodnoœæ recyklatu oraz wytworzonej p³yty z recyklatu jest wiêksze w porównaniu do przewodnoœci p³yty z materia³u pierwotnego (XPVC). Porównanie wytrzyma³oœci mechanicznej R m przy rozci¹ganiu statycznym badanych materia³ów, zawieraj¹cych 10 %, 25 %, 50 % wag. lepiszcza oraz recyklat XPVCrec o wielkoœci od 10 do 15 mm i materia³u podstawowego (pierwotnego) XPVC przedstawia rys. 5. Jak widaæ wytrzyma³oœæ otrzymanych kompozytów XPVCrec
132 264 Zenon TARTAKOWSKI, Aneta JARLACZYÑSKA Rys. 4. Porównanie przewodnosci cieplnej materia³ów z XPVC, XPVC rec oraz recyklatu XPVC (wielkoœæ czastek XPVC mm, zawartoœæ lepiszcza 10 %) Rys. 5. Porównanie wytrzyma³oœci na rozci¹ganie materia³ów XPVC i XPVC rec. jest mniejsza w porównaniu z materia³em pierwotnym XPVC. Na w³aœciwoœci wytrzyma³oœciowe materia³u istotny wp³yw ma zawartoœæ lepiszcza w materiale oraz wielkoœæ cz¹stek recyklatu. Równie jak wykaza³y dalsze badania w³aœciwoœci wytrzyma³oœciowe materia³ów zale ¹ od czasu oddzia³ywania lepiszcza na cz¹stki recyklatu oraz czasu i temperatury elowania lepiszcza pasty PVC. D³u szy czas oddzia³ywania lepiszcza na cz¹stki recyklatu mo e powodowaæ poprawê adhezji na granicy cz¹stka recyklatu lepiszcze. Gêstoœæ materia³ów z recyklatów XPVC rec uzale - niona jest od wielkoœci cz¹stek oraz zawartoœci lepiszcza w kompozycie. Przy 50 % wag. zawartoœci lepiszcza gêstoœæ kompozytu XPVC rec (wielkoœæ cz¹stek do 2 mm) 3-krotnie wiêksza w porównaniu z materia³em podstawowym XPVC (gêstoœæ XPVC rec 0,235 g/cm 3, gêstoœæ XPVC 0,076 g/cm 3 ). Wraz ze wzrostem wielkoœci cz¹stek gêstoœæ materia³u zmniejsza siê (50 % lepiszcza, wielkoœæ cz¹stek recyklatu mm, gêstoœæ XPVC rec 0,118 g/cm 3 ). 4. Wnioski: Dotychczasowe badania wykaza³y, e z odpadów XPVC po procesie rozdrabniania oraz przy u yciu lepiszcza w postaci PLASTIZOLU mo na uzyskaæ nowe materia³y o korzystnych w³aœciwoœciach izolacyjnych oraz mechanicznych w porównaniu z podobnymi w³aœciwoœciami dotychczas stosowanych materia³ów izolacyjnych (np. ekspandowany polistyren, we³na mineralna). Natomiast porównuj¹c w³aœciwoœci otrzymanego materia³u (XPVC rec) z materia³em pierwotnym (XPVC) mo na zauwa yæ, e przewodnoœæ uleg³a zwiêkszeniu (obni enie w³aœciwoœci izolacyjnych) oraz zmniejszenie wytrzyma³oœci Rm. Istotny wp³yw na w³aœciwoœci materia³ów ma wielkoœæ i iloœæ u ytego recyklatu, iloœæ u ytego lepiszcza, czas homogenizacji oraz temperatura procesu elowania lepiszcza. Poprzez odpowiedni dobór sk³adników i parametrów przetwarzania mo na uzyskiwaæ materia³y o ró nych w³aœciwoœciach koniecznych dla przysz³ych aplikacji. Zastosowanie materia³ów wytworzonych z recyklatów XPVC na wyroby techniczne pozwoli na racjonalne
133 Materia³y izolacyjne z recyklatów XPVC 265 wykorzystanie powstaj¹cych odpadów i przyczyni siê do ochrony œrodowiska. Literatura: [1] Harper Ch.,: Handbook of Plastics Technologies, The Mc Graw-Hill, New York, 2006 [2] Tor-Œwi¹tek A., Sikora R.: Efektywnoœæ procesu wyt³aczania mikroporuj¹cego poli(chlorku winylu), 2011, Politechnika Lubelska [3] Stasiek A., ubkowski D.: Badania w³aœciwoœci wyt³aczanego porowatego poli(chlorku winylu), Przetwórstwo tworzyw, s , nr 5, [4] Nitkiewicz Z., Chmielowiec P.: Porównanie w³aœciwoœci litego i porowatego PVC stosowanego do wyrobu rur, Kompozyty, 12(4), , [5] Brandrup J. i inni: Recycling and Recovery of Plastics, Karl Hanser Verlag, 1995, Munchen [6] Ob³ój-Muzaj M.: Recykling i odzysk odpadów PVC, Recykling, nr 7 8, 21 23, [7] German K.: Eliminacja odpadów PVC, Czasopismo techniczne Œrodowisko s , [8] Sykutera D.: Stanowisko badawcze i wstêpne wyniki badañ ciêcia termoplastycznych tworzyw porowatych, Przetwórstwo tworzyw, nr 4, , [9] Sykutera D.: Wtryskiwanie recyklatu porowatego PVC o ró nym stopniu uziarnienia, In ynieria i aparatura chemiczna, nr 5, 42 43, 2008.
134 266 Zenon TARTAKOWSKI, Justyna LEWANDOWSKA, Mateusz KOSYL Zenon TARTAKOWSKI, Justyna LEWANDOWSKA, Mateusz KOSYL Zak³ad Tworzyw Polimerowych, Instytut In ynierii Materia³owej Zachodniopomorski Uniwersytet Technologiczny w Szczecinie Szczecin, Al. Piastów 19; tarzen@zut.edu.pl Wp³yw dodatku poruj¹cego na w³aœciwoœci izolacyjne materia³ów z odpadów tetra paku Streszczenie: W pracy przedstawiono mo liwoœci uzyskania nowych materia³ów izolacyjnych z recyklatów opakowañ wielowarstwowych, poprzez modyfikacjê recyklatu grafitem ekspanduj¹cym, który umo liwi³ otrzymanie struktury porowatej w wytworzonym materiale konstrukcyjnym. Dla polepszenia w³aœciwoœci adhezyjnych pomiêdzy rozdrobnionymi cz¹stkami Tetra Paku wprowadzono do materia³u kopolimer etylen (octan winylu) o zawartoœci octanu winylu 40%. Wytworzone p³yty o ró nej gêstoœci i sk³adzie, zosta³y poddane badaniom cieplnym oraz mechanicznym. Na podstawie przeprowadzonych badañ stwierdzono, e dodatek w postaci grafitu ekspanduj¹cego pozwoli³ uzyskaæ lekkie, wytrzyma³e mechanicznie p³yty konstrukcyjne o korzystnych w³aœciwoœciach termoizolacyjnych, natomiast zastosowanie kopolimeru etylen (octan winylu) zwiêkszy³o wytrzyma³oœæ mechaniczn¹ badanych materia³ów. EFFECT OF POROUS ADDITIVES ON THE THERMAL PROPERTIES OF MATERIALS FROM WASTE TETRA PAK Abstract: This paper presents the possibility of obtaining new insulation material recyclates multilayer packaging through the use of filler in the form of expanding graphite, which allowed to obtain the porous structure of materials of construction. In order to improve the adhesion properties between the fragmented particles of Tetra Pak additional material introduced into the copolymer ethylene (vinyl acetate) with a vinyl acetate content of 40%. Produced panels of different density and composition, were subjected to thermal and mechanical testing. After this study, it was found that the addition of graphite in the form of expanding allows for making lightweight, rugged design panels with improved thermal insulation, and the use of ethylene (vinyl acetate) increases the mechanical strength of the tested recyclate materials. 1. Wstêp Wraz ze wzrostem produkcji i zu ycia dóbr materialnych zwiêkszy³o siê obci¹ enie œrodowiska naturalnego zu ytymi opakowaniami. W ca³ej iloœci odpadów komunalnych udzia³ opakowañ stanowi ok. 50% ich masy, a w ujêciu objêtoœciowym ok. 70%. Z kolei wœród zu ytych opakowañ najwiêksz¹ pozycjê stanowi¹ opakowania wytworzone z papieru, tektury oraz materia³ów wielowarstwowych [1 2]. Do grupy tej nale ¹ m.in. odpady z opakowañ typu Tetra Pak. Wielowarstwowe materia³y kompozytowe typu Tetra Pak wykorzystuje siê g³ównie na opakowania do p³ynnych produktów spo ywczych. Opakowania te po okresie u ytkowania staj¹ siê odpadami, których recykling stwarza problemy, poniewa wyroby te wykonane s¹ z materia³ów o ró nych w³aœciwoœciach fizycznych, mechanicznych oraz przetwórczych. Zazwyczaj s¹ to odpowiednio u³o one wzglêdem siebie warstwy z papieru (kartonu), folii metalowej (aluminiowej) lub metalizowanej oraz folii polimerowej (polietylenowej, polipropylenowej). Poszczególne warstwy kompozytu ³¹czone s¹ technologi¹ laminowania. Natomiast ponowne ich rozdzielenie w procesie recyklingu na poszczególne materia³y jest zwi¹zane ze znacznym kosztem oraz brakiem uzyskania pe³nej jednorodnoœci materia³owej. W literaturze opisane s¹ ró ne sposoby wykorzystania tych odpadów [3 6]. Jedn¹ z mo liwoœci jest produkcja p³yt o przeznaczeniu konstrukcyjno-budowlanym. P³yty te charakteryzuj¹ siê przewodnoœci¹ ciepln¹, zbli- on¹ do polietylenu oraz wysokim ciê arem w³aœciwym, ze wzglêdu na du e zagêszczenie wystêpuj¹cych w nich rozdrobnionych cz¹steczek opakowañ pou ytkowych. Dlatego te podjêto badania nad popraw¹ w³aœciwoœci takich p³yt, poprzez zmianê ich struktury wewnêtrznej z jednolitej na porowat¹, stosuj¹c w tym celu nape³niacz w postaci grafitu ekspanduj¹cego. 2. Materia³ badawczy Do badañ u yto: Rozdrobnione odpady opakowaniowe Tetra Pak wielkoœæ cz¹stek 4 6 mm. Materia³ otrzymano z procesu mechanicznego rozdrabniania pou ytkowych odpadów opakowaniowych. Materia³ oznaczono symbolem TP Grafit ekspanduj¹cy modyfikator (dostarczony przez firmê Sinograf), wielkoœæ cz¹stek µm. Materia³ oznaczono symbolem EG Kopolimer etylen (octan winylu) lepiszcze tworzywo termoplastyczne (nazwa handlowa Ateva 4030AC, produkowany przez firmê Celanese), zawartoœæ octanu winylu 40%. Materia³ oznaczono symbolem EVA Z powy szych materia³ów metod¹ prasowania wykonano p³yty o wymiarach 250x250x10 zawieraj¹ce 10, 20, 30% wag. modyfikatora (nape³niacza) oraz 10% wag. lepisz-

135 Wp³yw dodatku poruj¹cego na w³aœciwoœci izolacyjne materia³ów z odpadów tetra paku 267 cza. P³yty kompozytowe oznaczono: TP, TP/EVA, TP/EVA/EG10, TP/EVA/EG20, TP/EVA/EG30. Materia³y u yte do wytworzenia p³yt kompozytowych podlega³y procesowi suszenia przez okres 48 godzin w temperaturze 50 C. Kompozyty wytwarzano trójetapowo. W I etapie odpady pou ytkowe z wielowarstwowych materia³ów opakowaniowych rozdrabniano mechanicznie. II etap polega³ na mechanicznym wymieszaniu w temperaturze otoczenia sk³adników potrzebnych do uzyskania kompozytów, zaœ III etap prowadzony by³ poprzez prasowanie (temperatura prasowania 200 C, ciœnienie 15 MPa) przy zastosowaniu form metalowych pozwalaj¹cych uzyskaæ wyrób w kszta³cie p³yty ( mm). Z wykonanych p³yt wykrojono próbki do badañ w kszta³cie beleczek, zgodnie z obowi¹zuj¹cymi normami. 3. Metodyka badañ Wykonane materia³y poddano badaniom pozwalaj¹cym okreœliæ wybrane w³aœciwoœci: fizyczne gêstoœæ, cieplne przewodnoœæ cieplna, mechaniczne twardoœæ, wytrzyma³oœæ na rozci¹ganie przy statycznej próbie rozci¹gania oraz przetwórcze stopieñ wype³nienia formy. Badania wytrzyma³oœci na rozci¹ganie przy statycznej próbie rozci¹gania prowadzono na uniwersalnej maszynie wytrzyma³oœciowej INSTRON 4481, przy prêdkoœci rozci¹gania 50 mm/min. Oznaczenie twardoœci wytworzonych kompozytów wykonano przy pomocy twardoœciomierza Shore a w skali D. Badanie przewodnoœci cieplnej prowadzone by³o za pomoc¹ g³owicy przylgowej oraz ig³owej przy u yciu urz¹dzenia pomiarowego ISO- METR (firmy Precision). 4. Wyniki badañ Rys. 1. Przebieg zmian gêstoœci i przewodnoœci cieplnej kompozytów w zale noœci od sk³adu kompozytów Poni ej przedstawiono wybrane wyniki badañ materia³ów, które pozwoli³y dokonaæ oceny ich przydatnoœci na lekkie izolacyjne materia³y konstrukcyjne. Analizie poddano wp³yw iloœci grafitu ekspanduj¹cego oraz dodatku 10% wag. kopolimeru EVA na w³aœciwoœci kompozytów. Wyniki badañ opracowano w postaci graficznej. Przebieg zmian gêstoœci oraz przewodnoœci cieplnej kompozytów w zale noœci od sk³adu przedstawiono na rys. 1. Modyfikacja p³yt z rozdrobnionych odpadów pou ytkowych typu Tetra Pak za pomoc¹ 10% wag. kopolimeru EVA, wywo³a³a nieznaczny wzrost gêstoœci w odniesieniu do materia³u nie modyfikowanego. Dodatek 10% œrodka poruj¹cego w postaci grafitu ekspanduj¹cego do kompozytu, zawieraj¹cego 80% TP oraz 10% EVA (TP/EVA/EG10), spowodowa³a zmniejszenie gêstoœci o ok. 10% w porównaniu z kompozytem niemodyfikowanym. Zwiêkszanie iloœci nape³niacza grafitowego w kompozycie, doprowadzi³o do dalszego obni enia gêstoœci materia³ów, w wyniku powstawania wiêkszej iloœci porów w strukturze materia³u. Dla kompozytu zawieraj¹cego 30% nape³niacza grafitowego nast¹pi³o zmniejszenie gêstoœci o ok. 21% w porównaniu do materia³u zawieraj¹cego dodatek kopolimeru EVA. Dodatek kopolimeru EVA do recyklatu Tetra Paku sprawi³, e nast¹pi³ wzrost przewodnoœci o 10%. Dodatek 10% nape³niacza grafitowego wywo³a³ wzrost przewodnoœci cieplnej o ok. 30% w porównaniu do materia³u TP nie modyfikowanego. Dal- Rys. 2. Przebieg zmian wytrzyma³oœci na rozci¹ganie w zale noœci od sk³adu kompozytów
136 268 Zenon TARTAKOWSKI, Justyna LEWANDOWSKA, Mateusz KOSYL Rys. 3. Przebieg zmian twardoœci w zale noœci od sk³adu kompozytów sze zwiêkszanie zawartoœci grafitu ekspanduj¹cego w kompozycie przyczyni³ siê do dalszego wzrostu przewodnoœci. Zwi¹zane by³o to z du ¹ przewodnoœci¹ ciepln¹ samego nape³niacza grafitowego. Powsta³a w materiale kompozytowym struktura porowata oraz sieæ po- ³¹czeñ, utworzona z cz¹stek ekspandowanego grafitu spowodowa³a, e przewodnoœæ materia³u wzrasta. Najlepszy stosunek gêstoœci do przewodnoœci uzyskano dla kompozytu zawieraj¹cego 10% nape³niacza grafitowego. Przebieg zmian wytrzyma³oœci na rozci¹gane przy statycznej próbie rozci¹gania dla badanych materia³ów przedstawiono rys. 2. Materia³ TP niemodyfikowany wykaza³ wytrzyma³oœæ na rozci¹ganie ok. 3,5 MPa. Dodatek 10% lepiszcza w postaci kopolimeru EVA do materia³u TP powodowa³ wzrost wytrzyma³oœci na rozci¹ganie o 18%. Zastosowanie nape³niacza poruj¹cego (grafitu ekspanduj¹cego) do kompozytu (TP/EVA/EG), wywo³a³o zmniejszenie wytrzyma³oœci na rozci¹ganie w porównaniu do kompozytu zawieraj¹cego dodatek kopolimeru EVA (TP/EVA). Dodatek 30% nape³niacza grafitowego do kompozytu TP/EVA doprowadzi³ do obni enia wytrzyma³oœci na rozci¹ganie o 9% w porównaniu do kompozytu TP/EVA, a wzrost wytrzyma³oœci o 10% w porównaniu z kompozytem wykonanym z odpadów Tetra Pak (TP). Przebieg zmian twardoœci kompozytów w zale noœci od ich sk³adu zobrazowano na rys. 3. Najwy sz¹ twardoœæ zanotowano dla materia³u TP nie poddanego modyfikacji. Dodatek kopolimeru EVA przyczyni³ siê do zmniejszenia twardoœci o 9% w stosunku do materia³u TP nie modyfikowanego. Wynika to z niskiej twardoœci kopolimeru EVA zastosowanego jako lepiszcze. Wprowadzenie do kompozytu nape³niacza grafitowego nie wywo³ano istotnych zmian w twardoœci materia³u. Dla celów aplikacyjnych kompozytów o ró nym sk³adzie istotne znaczenie mia³a analiza stopnia nape³nienia formy w zale noœci od iloœci materia³u wprowadzonego do formy, co przedstawiono na rys. 4. Zaobserwowano, e dodatek grafitu ekspanduj¹cego obni y³ iloœæ materia- ³u potrzebnego do uzyskania 100% nape³nienia formy po procesie prasowania. By³o to spowodowane faktem, e Rys. 4. Porównanie stopnia nape³nienia formy
137 Wp³yw dodatku poruj¹cego na w³aœciwoœci izolacyjne materia³ów z odpadów tetra paku 269 grafit podczas procesu prasowania w podwy szonej temperaturze (200 C) zwiêkszy³ swoj¹ objêtoœæ, wype³ni³ woln¹ przestrzeñ w formie oraz powodowa³ powstawanie struktury porowatej w materiale. Stwierdzono, e przy 30% grafitu ekspanduj¹cego wystarczaj¹ce jest 64% wype³nienie gniazda formuj¹cego, aby uzyskaæ 100% wype³nienie formy wytworzonym kompozytem TP/EVA/EG. Mia³o to istotne znaczenie dla celów aplikacyjnych i projektowych przysz³ych wyrobów. 5. Wnioski Przeprowadzone badania potwierdzi³y celowoœæ modyfikacji materia³u wykonanego z odpadowych opakowañ wielowarstwowych, poprzez zastosowanie œrodka poruj¹cego w postaci grafitu ekspanduj¹cego oraz poprzez wprowadzenie kopolimeru EVA. W wyniku modyfikacji uzyskano wzrost wytrzyma³oœci na rozci¹ganie oraz zmniejszenie gêstoœci badanych materia³ów. Przewodnoœæ cieplna kompozytów mimo zastosowania dobrze przewodz¹cego grafitu pozosta³a na zadowalaj¹cym poziomie, dziêki czemu materia³ bêdzie móg³ zostaæ wykorzystany do wytwarzania lekkich termoizolacyjnych materia³ów konstrukcyjnych. Dodatkowo wykorzystanie odpadów pou ytkowych opakowañ wielowarstwowych w przysz³oœci korzystnie wp³ynie na ochronê œrodowiska naturalnego. Dalsze wielokierunkowe badania w zakresie odpornoœci na czynniki œrodowiskowe oraz mikologiczne, pozwol¹ lepiej okreœliæ przysz³e kierunki zastosowania oraz modyfikacji tych materia³ów. Literatura [1] Trytsman-Gray L.: The career of the carton. Paper a. Board. No 2/1994, 65 [2] Tartakowski Z., Wybrane aspekty przetwórcze i eksploatacyjne wielosk³adnikowych recyklatowych kompozytów poliamidowo-polietylenowych, Zachodniopomorski Uniwersytet Technologiczny, 2009 [3] Borysiak S., Paukszta D. Recykling materia³owy opakowañ typu Tetra-Pak. Przetwórstwo tworzyw, 5/2011 [4] Miku³a J., Korniejenko K., Kuciel S. Recykling materia³owy odpadów Tetra-Paku, Czasopismo Techniczne, Wyd. PK, 3/2009, str [5] Korniejenko K., Kuciel S, Miku³a J. Ocena mo liwoœci wytwarzania p³yt dla potrzeb budownictwa ze zu ytych opakowañ typu Tetra-Pak. Archives of Foundry Engineering. Vol. 10, Special Issues 3/2010, Str [6] Kowalska E., Kuczyñska L., Wielgosz Z., Choroœ M., Wykorzystanie rozw³óknionych laminatów kartonów do p³ynnej ywnoœci jako nape³niaczy polietylenu, Polimery, 7-8(51)/
138 270 Zenon TARTAKOWSKI, Justyna LEWANDOWSKA, Mateusz KOSYL Zenon TARTAKOWSKI, Justyna LEWANDOWSKA, Mateusz KOSYL Zak³ad Tworzyw Polimerowych, Instytut In ynierii Materia³owej Zachodniopomorski Uniwersytet Technologiczny w Szczecinie Szczecin, Al. Piastów 19; tarzen@zut.edu.pl Zu ycie œcierne kompozytów polimerowych na osnowie polipropylenu z nape³niaczem grafitowym Streszczenie: W pracy przedstawiono badania zu ycia œciernego przy tarciu suchym w systemie trzpieñ tarcza, kompozytów wykonanych na osnowie polipropylenu oraz nape³niacza w postaci grafitu. Przeciwpróbka w kszta³cie tarczy by³a wykonana ze stopu aluminium typu 2017A. Przeprowadzono badania kinetyki nagrzewania siê materia³u na styku polimer stop aluminium. Wykazano, e ju niewielkie iloœci nape³niacza grafitowego, korzystnie wp³ywaj¹ na zmiany zu ycia œciernego w porównaniu z materia³em nie modyfikowanym. Stwierdzono równie, e przyrost temperatury w wêÿle tr¹cym, dla próbek z materia³ów modyfikowanych, jest ni szy w porównaniu do próbek wykonanych z materia³ów nie modyfikowanych, w tych samych warunków tarciowych. Pozwala to stwierdziæ, e materia³y te mog¹ mieæ specjalne zastosowanie np. w wêz³ach tr¹cych mikrouk³adów. ABRASIVE WEAR OF POLYMER COMPOSITES ON POLYPROPYLENE MATRIX AND GRAPHITE FILLER Abstract: This paper presents a study of abrasive wear dry friction in the pin-on-disc composite made of the polypropylene matrix and filler in the form of graphite. Counter sample shaped disc was made of aluminum PA6 type. Studied the kinetics of heating of the material at the interface between polymer and aluminum. It has been shown that even small amounts of graphite filler preferably has an effect on wear compared to the unmodified material. It was also found that the temperature rise at the node friction, for samples of the modified material is lower compared to nonmodified materials under the same conditions of friction. That is confirm that the material can be used in the nodes of friction microcircuits. 1. Wstêp Tworzywa polimerowe stanowi¹ jedn¹ z najwa niejszych grup materia³owych stosowanych obecnie w ka dej dziedzinie ycia cz³owieka. Dziêki swoim korzystnym w³aœciwoœciom mog¹ konkurowaæ zarówno z metalami jak i ceramik¹. W wielu przypadkach odpowiednio dobrane tworzywa polimerowe oraz zastosowane do ich modyfikacji nape³niacze pozwalaj¹ zast¹piæ dotychczas stosowane materia³y w konstrukcjach maszyn i urz¹dzeñ. St¹d te tworzywa polimerowe oraz kompozyty polimerowe dziêki swoim korzystnym w³aœciwoœciom tribologicznym znalaz- ³y zastosowanie na elementy œlizgowe maszyn [1 3]. Istnieje du e zapotrzebowanie na polimerowe materia³y œlizgowe nowej generacji, pracuj¹ce w skojarzeniach z ró nymi materia³ami. W wiêkszoœci publikacji przedstawiane s¹ w³aœciwoœci tribologiczne tworzyw polimerowych wspó³pracuj¹cych w uk³adzie polimer stal [4 8]. Coraz czêœciej spotykane s¹ skojarzenia typu polimer stop aluminium, natomiast brak jest wystarczaj¹cej iloœci informacji o w³aœciwoœciach tribologicznych takich uk³adów. St¹d te podjêto badania tribologiczne w takim skojarzeniu materia³owym. Szczegó³owej analizie poddano przebieg zu ycia œciernego kompozytu polipropylenowego modyfikowanego grafitem w zale noœci od jego sk³adu. Analizowano równie kinetykê nagrzewania na styku materia³ów tr¹cych w zale noœci od obci¹ enia i drogi tarcia. Do badañ u yto: 2. Materia³ badawczy Polipropylen osnowa tworzywo termoplastyczne (produkowane przez Brenntag pod nazw¹ handlow¹ Metocene HM648T). Materia³ oznaczony symbolem PP Grafit nape³niacz materia³ otrzymany po procesie ekspandowania, wielkoœæ cz¹stek do 40 µm (materia³ oznaczono symbolem EGA) oraz µm (materia³ oznaczono symbolem EGB) Z powy szych materia³ów wykonano kompozyty zawieraj¹ce 1, 2,5 i 5 % wag. nape³niacza. Kompozyty oznaczono: EGA 1 %, EGA 2,5 %, EGA 5 %, EGB 1 %, EGB 2,5 %, EGB 5 %. Materia³y u yte do wytworzenia kompozytów podlega³y procesowi suszenia przez okres 48 godzin w temperaturze 50 C. Przy pomocy mieszalnika typu Brabender (temperatura przetwórstwa C) wytworzony zosta³ materia³ badawczy, który nastêpnie rozdrabniono. Metod¹ wtryskow¹ wykonano próbki do badañ tribologicznych w postaci walca 5 40 mm. Przeciwpróbka o œrednicy mm wykonana zosta³a ze stopu aluminium 2017A o twardoœci 100 HB i chropowatoœci Ra 0,1. Badaniom poddano 5 próbek wykonanych z ka dego wykonanego materia³u kompozytowego. 3. Metodyka badañ Badania zu ycia œciernego zosta³y przeprowadzone metod¹ trzpieñ tarcza wed³ug schematu przedstawionego na rys.1. Badana próbka 1 umieszczona w uchwycie 2 by³a dociskana obci¹ eniem 3 do obrotowej tarczy 4 wykonanej ze stopu aluminium.

139 Zu ycie œcierne kompozytów polimerowych na osnowie polipropylenu z nape³niaczem grafitowym 271 wykonywany by³ w 5 punktach na obwodzie próbki polimerowej na styku próbka przeciwpróbka. Wynik stanowi œredni¹ z 5 pomiarów dla ka dego materia³u. Przeprowadzono badania mikroskopowe przy pomocy mikroskopu Nikon MA200, pozwalaj¹ce okreœliæ topografiê powierzchni tarcia próbek. 4. Wyniki badañ Rys. 1. Schemat badania metod¹ trzpieñ tarcza (1 próbka, 2 uchwyt, 3 obci¹ enie, 4 przeciwpróbka) Badanie przeprowadzone zosta³o w temperaturze otoczenia 25 C i wilgotnoœci wzglêdnej 50±5 %. Zastosowano naciski w zakresie 0,1 0,5 MPa oraz sta³¹ prêdkoœæ œlizgow¹ 0,5 m/s. Zu ycie œcierne badane by³o w zakresie drogi tarcia do m co 1000 m. Na podstawie wyników pomiarów ubytku masy badanej próbki polimerowej wyznaczono zu ycie œcierne wed³ug wzoru (1): Z m m p k gdzie: Z zu ycie œcierne objêtoœciowe [mm 3 ] m p pocz¹tkowa masa próbki [g] m k koñcowa masa próbki[g] gêstoœæ materia³u [g/mm 3 ] Badano równie kinetykê nagrzewania siê materia³ów na styku próbka przeciwpróbka dla poszczególnych nacisków po drodze tarcia co 100 m przy u yciu pirometru z laserowym pomiarem temperatury. Pomiar temperatury Poni ej przedstawiono wybrane wyniki badañ pozwalaj¹ce okreœliæ w³aœciwoœci tribologiczne badanych materia³ów. Wyniki badañ opracowano w postaci graficznej, s¹ to wyniki uœrednione otrzymane z pomiaru 5 próbek dla danego materia³u. Wartoœæ niepewnoœci pomiarowej wyników surowych obliczono na poziomie ufnoœci P=0,95 [9]. Istotny wp³yw na przebieg zu ycia badanych materia³ów mia³ ich sk³ad, droga tarcia, si³a z jak¹ materia³ polimerowy jest dociskany do pod³o a oraz temperatura na styku próbka przeciwpróbka w jakiej zachodzi proces tarciowy w wêÿle tr¹cym. Przebieg zmian zu ycia œciernego w zale noœci od sk³adu materia³ów i drogi tarcia (przy nacisku 0,2 MPa) przedstawiono na rys. 2. Najwiêksze zu ycie œcierne zanotowano dla PP nie modyfikowanego. Wykres zu ycia œciernego wszystkich badanych materia³ów ma charakter liniowy. Modyfikacja PP grafitem ekspanduj¹cym spowodowa³a zmniejszenie siê zu ycia kompozytu PP/EG w porównaniu do nie modyfikowanego PP. Dodatek EGB w iloœci 1 % przyczyni³ siê do zmniejszenia siê zu ycia œciernego po przebyciu drogi m o ok. 92 % w odniesieniu do materia³u nie modyfikowanego. Jednoczeœnie kompozyt ten wykaza³ najmniejsze zu ycie w porównaniu do innych badanych materia³ów. Kompozyty zawieraj¹ce 5 % nape³niacza grafitowego wykaza³y najwiêksze zu ycie spoœród wykonanych materia³ów. Kompozyty o zawartoœci 2,5 % nape³niacza EGA oraz EGB wykaza³y porównywalne zu ycie œcierne. Rys. 2. Przebieg zmian zu ycia œciernego PP i PP/EGB w zale noœci od drogi tarcia [N 0,2 MPa, T 25 C, v 0,5 m/s]
140 272 Zenon TARTAKOWSKI, Justyna LEWANDOWSKA, Mateusz KOSYL Rys. 3. Przebieg zmian zu ycia œciernego PP i PP/EGB w zale noœci od obci¹ enia [L 5000 m, T 25 C, v 0,5 m/s] Przebieg zmian zu ycia œciernego PP i PP/EGB w zale noœci od sk³adu materia³ów oraz obci¹ enia (droga tarcia L 5000 m) zobrazowano na rys. 3. Wraz ze wzrostem obci¹ enia stwierdzono wzrost zu ycia materia³ów. Dla kompozytów typu PP/EGA zu ycie przy tych samych warunkach tarciowo-zu yciowych by³o wiêksze ni dla kompozytów PP/EGB. Podobne zale noœci zauwa ono dla materia³ów zawieraj¹cych te same iloœci modyfikatora grafitowego. Jednoczeœnie mo na zauwa yæ, e kompozyty modyfikowane wykaza³y mniejsze zu ycie w porównaniu z PP niemodyfikowanym. W trakcie procesu tarcia nastêpuje nagrzewanie siê próbki i przeciwpróbki. Przebieg zmian temperatury na styku próbka przeciwpróbka (przy nacisku 0,2 MPa) przedstawiono na rys.4. Najwy szy przyrost temperatury zanotowano dla PP nie niemodyfikowanego. Przyrost temperatury wyniós³ ok. 9 C. Temperatura ustabilizowa- ³a siê po przebyciu 2400 m. Modyfikacja PP przy zastosowaniu grafitu ekspandowanego zarówno o wielkoœci cz¹steczek do 40 µm (EGA) jak i w zakresie µm (EGB) doprowadzi³a do nagrzewania siê materia³u w znacznie mniejszym stopniu ni materia³ nie modyfikowany. Mo na s¹dziæ, e powy szy efekt zwi¹zany jest z dobrym przewodnictwem cieplnym grafitu. Najmniejszy przyrost temperatury zanotowano dla kompozytu PP/EGA zawieraj¹cego 2,5 % nape³niacza grafitowego. Dla materia³ów modyfikowanych zaobserwowano stabilizacjê temperatury po przebyciu drogi ok m, natomiast dla próbki z PP niemodyfikowanego po drodze tarcia 2400 m. Przeprowadzone badania mikroskopowe powierzchni próbek po procesie tarciowo-zu yciowym, wykaza³y œlady zu ycia na powierzchni zarówno próbki jak i przeciwpróbki. Na rys. 5 przedstawiono obraz powierzchni p³aszczyzn próbki z widocznymi œladami odzwierciedlaj¹cymi procesy tarciowe zu ycia œciernego. Widoczne rysy na rysunku (5a) mog¹ œwiadczyæ o niskiej odpornoœci na zu ycie œcierne materia³u nie poddanego modyfikacji. Natomiast rysunek (5b) zobrazowa³ znacznie mniejsze rysy, co mog³o byæ spowodowane dodatkiem cz¹stek grafitu bior¹cych udzia³ w procesach tarciowo-zu yciowych. Rys. 4. Przebieg zmiany przyrostu temperatury na styku polimer stop aluminium w zale noœci drogi tarcia L [N 0,2 MPa, T 25 C, v 0,5m/s]
 PP b) PP/EGB 1% (N 0,2 MPa, L 10000 m, v 0,5 m/s) Rys. 6.")


141 Zu ycie œcierne kompozytów polimerowych na osnowie polipropylenu z nape³niaczem grafitowym 273 Rys. 5. Powierzchnia badanych próbek po procesie tarcia a) PP b) PP/EGB 1% (N 0,2 MPa, L m, v 0,5 m/s) Rys. 6. Obraz topografii powierzchni materia³u PP/EGB 2,5% po procesie tarcia (N 0,2MPa, L m) Potwierdzeniem mniejszego zu ycia œciernego materia³u modyfikowanego jest rys. 6. przedstawiaj¹cy topografiê powierzchni materia³u kompozytowego PP/EGB 2,5 %. Jak widaæ na rysunku, na powierzchni styku pary tr¹cej powsta³y jedynie powierzchniowe zarysowania. 5. Wnioski Przeprowadzone badania oraz uzyskane wyniki potwierdzi³y celowoœæ modyfikacji PP za pomoc¹ grafitu po procesie ekspandowania, do zastosowañ na materia³y tarciowe w wêz³ach konstrukcyjnych. Badania materia- ³ów wykaza³y, e dodatek tego nape³niacza wp³ywa pozytywnie na obni enie zu ycia œciernego badanych kompozytów. Dodatek nape³niacza grafitowego spowodowa³ równie ok. piêciokrotne zmniejszenie siê przyrostu temperatury na styku skojarzenia œlizgowego polimer stop aluminium. Dodatek ju 1 % nape³niacza grafitowego znacznie zmniejszy³ iloœæ oraz g³êbokoœæ zarysowañ powierzchni próbki polimerowej pracuj¹cej na styku ze stopem aluminium. Dalsze wielokierunkowe badania cieplne, mechaniczne oraz wp³yw starzenia w ró nych œrodowiskach pozwol¹ na okreœlenie mo liwych zastosowañ tych materia³ów kompozytowych. Literatura [1] Rymuza Z., Trybologia polimerów œlizgowych, Warszawa 1986 [2] Szczerek M., Przepiórka J., Czerska M., Poprawa charakterystyk tribologicznych polimerowo-metalowych wêz³ów tarcia z wykorzystaniem modyfikowanych poromerycznych pow³ok polimerowych, Tribologia 6/2006, [3] Myalski J., W³aœciwoœci tribologiczne materia³ów kompozytowych zawieraj¹cych wêgiel szklisty, Tribologia: tarcie, zu ycie, smarowanie 4/2011, [4] Tartakowski Z., Wybrane aspekty przetwórcze i eksploatacyjne wielosk³adnikowych recyklatowych kompozytów poliamidowo-polietylenowych, Zachodniopomorski Uniwersytet Technologiczny, 2009 [5] Palabiyik M., Bahadur S., Tribological studies of polyamide 6 and high-density polyethylene blends filled with PTFE and copper oxide and reinforced with short glass fiber, Wear 8(253)/2002, [6] Kowalewski P., Wieleba W., WoŸniak J., Wp³yw ukszta³towania œladów obróbki elementu stalowego na w³aœciwoœci tribologiczne materia³ów polimerowych w okresie docierania, Zeszyty problemowe Maszyny elektryczne 72/2005, [7] Go³¹b A., Skoneczny W., Badanie wspó³pracy tribologicznej tworzywa PEEK/BG ze stal¹ ³o yskow¹, Zagadnienia eksplantacji maszyn, 4(152)/2007, [8] Franklin S., Wear Experiments with Selected Engineering Polymers and Polymer Composities under Dry Sliding Conditions, Wear 251/2001, [9] Arendalski J., Niepewnoœæ pomiarów, Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 2003
142 274 Jolanta TOMASZEWSKA, Katarzyna SKÓRCZEWSKA, Tomasz STERZYÑSKI, Anna ZIÓ KOWSKA Jolanta TOMASZEWSKA, 1*, KatarzynaSKÓRCZEWSKA, 1, Tomasz STERZYÑSKI, Anna 2, Anna ZIÓ KOWSKA 1 1 Uniwersytet Technologiczno-Przyrodniczy w Bydgoszczy 2 Politechnika Poznañska * jolanta.tomaszewska@utp.edu.pl Modyfikacja w³aœciwoœci przetwórczych i u ytkowych poli(chlorku winylu) oligomerycznymi silseskwioksanami Streszczenie. W pracy przedstawiono wyniki analizy plastografometrycznej oraz badañ MFR, w³aœciwoœci mechanicznych i temperatury zeszklenia mieszanin poli(chlorku winylu) (PVC) z ró n¹ zawartoœci¹ dwóch rodzajów oligomerycznych silseskwioksanów. W³aœciwoœci otrzymanych w wyniku przetwarzania w komorze ugniataj¹cej Brabendera plastyfikatów PVC/POSS porównano z w³aœciwoœciami mieszanin PVC zawieraj¹cych identyczn¹ jak w przypadku POSS zawartoœæ plastyfikatorów tradycyjnie stosowanych w przetwórstwie PVC. Wyniki badañ sugeruj¹ mo liwoœæ zastosowania obu rodzajów POSS jako œrodków plastyfikuj¹co-smarnych w takich aplikacjach, w których wykluczone jest zastosowanie klasycznych plastyfikatorów PVC. MODIFICATION OF PROCESSING AND UTILITY PROPERTIES OF POLY (VINYL CHLORIDE) WITH OLIGOMERIC SILSESQUIOXANE Abstract. The results of the plastographometric analysis and MFR research of mechanical properties and glass transition temperature of poly (vinyl chloride) (PVC) mixtures with different contents of two types of oligomeric silsesquioxane. Properties of plasticized PVC/POSS compounds obtained during kneading in Brabender measuring mixer were compared with the properties of PVC containing identical contents of plasticizers conventionally used in the processing of PVC as in case of the POSS. The results suggest the possibility of using both types of POSS as a means plasticization-lubricants additives in such applications, in which the use of traditional PVC plasticizers is excluded. Wprowadzenie Cech¹ wyró niaj¹c¹ poli (chlorek winylu) (PVC) spoœród innych termoplastów jest mo liwoœæ szerokiej modyfikacji w³aœciwoœci fizykomechanicznych i przetwórczych przez wprowadzenie szeregu zwi¹zków pomocniczych, w tym plastyfikatorów. Plastyfikatory, zwane tak- e zmiêkczaczami wp³ywaj¹ zarówno na w³aœciwoœci przetwórcze jak i u ytkowe PVC. Obni aj¹ one temperaturê zeszklenia, a zatem zwiêkszaj¹ zakres temperatury u ytkowania PVC. Obni enie temperatury p³yniêcia zwi¹zane jest z obni eniem temperatury elowania, a co za tym idzie formowania w procesie przetwórstwa. Na zmianê w³aœciwoœci przetwórczych, fizykomechanicznych i dielektrycznych wp³ywaj¹ równie inne modyfikatory stosowane w mieszankach PVC, w tym w postaci nanonape³niaczy. Dodatek nanocz¹stek tlenochlorku bizmutu, tlenku glinu, wêglanu wapnia oraz nanorurek i montmorylonitu [1-7] powoduje m.in. wzrost temperatury zeszklenia w porównaniu do polimeru nienape³nionego. Zastosowanie nanomiedzi w postaci p³atków lub proszku wp³ywa istotnie na w³aœciwoœci dielektryczne kompozytów na osnowie PVC [8]. Badania nad wykorzystaniem POSS do modyfikacji poli(chlorku winylu) s¹ zagadnieniem, któremu w literaturze poœwiêcono do tej pory stosunkowo niedu o miejsca. Dotychczas opublikowano zaledwie kilka doniesieñ na temat kompozytów PVC/POSS [9-12]. Wyniki prac wskazuj¹ na wyraÿny efekt plastyfikuj¹cy PVC poprzez wprowadzenie POSS. Modyfikowane za pomoc¹ POSS plastyfikaty zosta³y wytworzone ró nymi metodami przetwórstwa, a stosowane do modyfikacji mieszanki PVC opisane w literaturze mia³y ró ny sk³ad. Na podstawie naszych wstêpnych badañ mieszanin PVC z polisilseskwioksanami stwierdziliœmy, e dodatek ten wywo³uje zmiany w³aœciwoœci œwiadcz¹ce o dzia³aniu plastyfikuj¹co-smarnym. Celem niniejszej pracy by³o okreœlenie wp³ywu dwóch typów oligomerycznych silseskwioksanów: oktakis(dimetylosiloksy, metakrylooksypropylo)oktasilseskwioksanu (Me-POSS) i tetrakis(dimetylosiloksy, metakrylooksypropylo)tetrakis(dimetylosiloksy,oktylo) oktasilseskwioksanu (Me-Okt-POSS) na w³aœciwoœci mieszanki PVC, a tak e porównanie w³aœciwoœci plastyfikatów PVC/POSS z w³aœciwoœciami plastyfikatów PVC zawieraj¹cych jedynie klasyczne plastyfikatory stosowane w przetwórstwie poli(chlorku winylu). Materia³ jako osnowê zastosowano mieszankê dry blend o sk³adzie: PVC S61 Neralit 100 cz. wag. (Anwil-Spolana S.A.), stabilizator termiczny Patstab cz. wag. (Patcham), smar Naftolube FTP 1 cz.wag. (Chemson) modyfikatorami stosowanymi w pracy by³y: oktakis(dimetylosiloksy, metakrylooksypropylo)oktasilseskwioksan C 72 H 136 O 36 Si 16 (w dalszej czêœci pracy Me-POSS) i tetrakis(dimetylosiloksy, metakrylooksypropylo)tetrakis(dimetylosiloksy, oktylo) oktasilseskwioksan C 76 H 160 O 28 Si 16 (w dalszej czêœci pracy Me-Okt-POSS) syntezowane w Zak³adzie Chemii Metaloorganicznej Wydzia³u Chemii UAM w Poznaniu.
143 Modyfikacja w³aœciwoœci przetwórczych i u ytkowych poli(chlorku winylu) oligomerycznymi silseskwioksanami 275 Jako plastyfikatory stosowano: ftalan dibutylu (DBP), tereftalan bis-etyloheksylu (DOTP), sebacynian bis-2-etyloheksylu (DOS) oraz plastyfikator poliestrowy (P9). Przetwarzanie mieszanin i metodyka badañ Mieszanki PVC zawieraj¹ce stabilizator i smar oraz ró n¹ zawartoœæ plastyfikatorów i modyfikatorów POSS, kolejno DBP, DOTP, DOS, P9, Me- POSS oraz Me-Okt-POSS przetwarzano w identycznych warunkach. W pierwszym etapie, w komorze mieszaj¹cej Brabendera typ Plasti-Corder Pl (temp. 120 C, prêdkoœæ obrotowa 30 min -1, masa wsadu 60g), przygotowano mieszaniny PVC zawieraj¹ce kolejno 1; 2.5; 5; 10 % plastyfikatora lub POSS. Drugi etap obejmowa³ elowanie mieszanin w komorze ugniataj¹cej w termostatowanej komorze o pojemnoœci 50 cm 3 nape³nianej ka dorazowo 56 g mieszaniny. Tworzywa ugniatano w komorze o temperaturze (T K ) 185 C, stosuj¹c prêdkoœæ obrotow¹ g³ównego rotora 30 min -1, przy frykcji 1:1.5. Z elowane plastyfikaty po rozdrobnieniu stanowi³y materia³ do badañ MFR (200N/175 C) oraz analizy termicznej metod¹ ró nicowej kalorymetrii skaningowej (DSC), przy u yciu aparatu Phoenix DSC 204 F1 Netzsch w standardowych warunkach (masa próbek 10 mg, szybkoœæ zmian temperatury 5 C/min w zakresie temperatury +30 do +120 C). Z analizy termogramów wyznaczono temperaturê zeszklenia, a z pozosta³ej czêœci przemia³u metod¹ prasowania w temperaturze 180 C, wykonano p³ytki o gruboœci 1 mm, z których przygotowano próbki do badañ w³aœciwoœci mechanicznych w próbie statycznego rozci¹gania (zgodnie z PN-EN ISO 527-1, przy prêdkoœci dolnej trawersy wynosz¹cej 10 mm/min). Omówienie wyników Rys. 1. Przyk³adowy plastogram PVC; 1 moment obrotowy, 2 temperatura; t X czas osi¹gniêcia punktu elowania, M E moment obrotowy w stanie równowagi, T E temperatura rzeczywista mieszaniny Przebieg plastogramów ugniatania czyli zale noœci momentu obrotowego od czasu jest zbli ony dla wszystkich mieszanek PVC z plastyfikatorami i dwoma rodzajami POSS i zgodny z opisanym w literaturze [13]. Na plastogramach, po pocz¹tkowym wzroœcie momentu obrotowego zwi¹zanym z za³adowaniem materia³u do komory, obserwuje siê wyst¹pienie drugiego maksimum na krzywej zwi¹zanego z elowaniem PVC (rys. 1). Odczytane z plastogramów wartoœci momentu obrotowego w stanie równowagi M E w funkcji zawartoœci modyfikatora przedstawiono na rys. 2. Z analizy danych przedstawionych na tym wykresie wynika, e dodatek plastyfikatorów stosowanych w pracy powoduje istotne obni enie wartoœci momentu obrotowego w stanie równowagi, œwiadcz¹ce o ich wp³ywie na lepkoœæ przetwarzanych mieszanin w stanie lepkop³ynnym. Wartoœæ M E maleje od wartoœci 27 Nm dla niemodyfikowanego PVC, do wartoœci ok Nm dla mieszanin PVC z plastyfikatorami. Najwiêksze obni enie M E zwi¹zane jest z wprowadzeniem do mieszanki PVC ftalanu dibutylu. Dodatek Me-POSS do mieszanki PVC powoduje równie obni enie lepkoœci, choæ przy 10% jego zawartoœci w mieszaninie wartoœæ M E jest wy sza od wartoœci dla PVC z plastyfikatorami, w zale noœci od ich rodzaju, o ok. 0,5 do 3 Nm. Modyfikacja mieszanki PVC dodatkiem Me-Okt-POSS powoduje, e wartoœæ momentu obrotowego obni a siê gwa³townie wraz ze wzrostem jego zawartoœci w mieszaninie. W porównaniu z pozosta³ymi modyfikatorami jego wp³yw na obni enie lepkoœci jest najbardziej efektywny; przy zawartoœci 10% wartoœæ M E wynosi wówczas ok. 7 Nm. M E [Nm] zawartoœæ POSS [%] Me-Okt-POSS DOTP DBP P9 Me-POSS DOS Rys. 2. Zale noœæ momentu obrotowego w stanie równowagi od zawartoœci modyfikatora w mieszaninie z PVC Z analizy przebiegu plastogramów wynika ponadto, e wraz ze wzrostem zawartoœci modyfikatorów w mieszaninie z PVC, skraca siê czas wyst¹pienia momentu maksymalnego t X oraz obni a siê temperatura rzeczywista masy T E. Jednak ró nice pomiêdzy mieszaninami zawieraj¹cymi Me-POSS i Me-Okt-POSS, a pozosta³ymi plastyfikatorami nie s¹ tak istotne jak w przypadku omawianej wartoœci momentu obrotowego w stanie równowagi.
144 276 Jolanta TOMASZEWSKA, Katarzyna SKÓRCZEWSKA, Tomasz STERZYÑSKI, Anna ZIÓ KOWSKA MFR [g/10 min] Me-Okt-POSS Me-POSS P9 DOTP DOS DBP zawartoœæ modyfikatora [%] Rys. 3. Zale noœæ MFR od zawartoœci modyfikatora w mieszaninie z PVC modu³ Younga [MPa] Me-Okt-POSS DOTP DBP P9 Me-POSS DOS zawartoœæ POSS [%] Rys. 4. Zale noœæ modu³u Younga od zawartoœci modyfikatora w mieszaninie z PVC Wp³yw stosowanych w pracy modyfiktorów na w³aœciwoœci przetwórcze mieszanki PVC, okreœlone na podstawie pomiarów MFR, obrazuj¹ dane przedstawione na rys. 3. Z przebiegu zale noœci MFR w funkcji rosn¹cej zawartoœci modyfikatora, stwierdzono, e do zawartoœci 5% w mieszaninie PVC nie obserwuje siê istotnego wp³ywu plastyfikuj¹cego, niezale nie od rodzaju plastyfikatora lub POSS. Zwiêkszenie zawartoœci modyfikatora do 10% skutkuje istotnym zró nicowaniem wartoœci MFR. Plastyfikaty zawieraj¹ce klasyczne zmiêkczacze charakteryzuje wartoœæ MFR w zakresie od 1 do 3 g /10 min, przy Tabela 1. Temperatura zeszklenia mieszanin PVC z ró n¹ zawartoœci¹ modyfikatorów Zawartoœæ modyfikatora [%] Temperatura zeszklenia [ C] P9 DOS DOTP DBP Me-POSS Me-Okt-POSS 0 74,7 1 74,8 74,1 73,9 69,0 74,9 76, ,5 70,1 69,4 61,5 74,8 76,8 5 69,7 51,3 56,7 57,9 60,8 75, ,2 47,3 45,1 46,8 57,4 77,4 czym jest ona najni sza dla plastyfikatu PVC/Me-POSS i wynosi 0,8 g/10 min. Najwiêkszy wp³yw na w³aœciwoœci przetwórcze mieszanki PVC ma dodatek Me-Okt-POSS, którego 10% zawartoœæ powoduje niemal 20-krotny wzrost wartoœci MFR w porównaniu do PVC nienape³nionego. Zale noœæ modu³u sprê ystoœci Younga od zawartoœci modyfikatora w mieszaninie z PVC przedstawiono na rys. 4. W przypadku plastyfikatów PVC z plastyfikatorami klasycznymi o stê eniu do 2,5% obserwuje siê niewielki wzrost wartoœci modu³u œwiadcz¹cy prawdopodobnie o efekcie antyplastyfikacji. Wzrost zawartoœci plastyfikatorów DOTP, DBP i P9 do 10% powoduje, e wartoœæ modu³u maleje do ok MPa. Podobn¹ wartoœci¹ modu³u charakteryzuj¹ siê równie plastyfikaty PVC/POSS, jednak w przypadku tych materia³ów nie zaobserwowano wzrostu wartoœci modu³u przy zawartoœci silseskwioksanów do 2,5%. Z danych przedstawionych w tabeli 1 wynika, e modyfikacja PVC plastyfikatorami konwencjonalnymi jak i jednym z polisileskwioksanów powoduje obni enie temperatury zeszklenia plastyfikatów. Dodatek Me-POSS do mieszanki PVC skutkuje obni- eniem temperatury zeszklenia dopiero wówczas, gdy jego zawartoœæ wynosi powy ej 2.5%. Podobny efekt obserwuje siê w przypadku plastyfikatora poliestrowego. Nale y jednak dodaæ, e wprowadzenie klasycznych zmiêkczaczy stosowanych w przetwórstwie PVC powoduje obni enie T g plastyfikatów do ok C tj. do temperatury o ok. 10 C ni szej ni przy zastosowaniu polisilseskwioksanu z grupami metakrylowymi. Odmienny wp³yw na temperaturê zeszklenia PVC wykazuje Me-Okt-POSS, którego dodatek, niezale nie od zawartoœci, powoduje, e wartoœæ tej temperatury jest wy sza ni T g PVC niemodyfikowanego. Efekt ten jest prawdopodobnie zwi¹zany ze zmniejszeniem ruchliwoœci segmentów makrocz¹steczek PVC na skutek obecnoœci 8-wêglowych ³añcuchów alifatycznych w cz¹steczkach POSS [14]. Wnioski Na podstawie przeprowadzonych badañ przetwórczych stwierdzono, e oba stosowane w pracy polisilseskwioksany mog¹ byæ stosowane jako modyfikatory w³aœciwoœci przetwórczych PVC. W zakresie stê eñ do 10% w mieszaninie z PVC, Me-Okt_POSS jest bardziej skutecznym œrodkiem plastyfikuj¹co-smarnym od tradycyj-
145 Modyfikacja w³aœciwoœci przetwórczych i u ytkowych poli(chlorku winylu) oligomerycznymi silseskwioksanami 277 nie stosowanych plastyfikatorów. Plastyfikuj¹ce dzia³anie obu typów POSS potwierdzaj¹ wyniki badañ mechanicznych. Dodatek Me-Okt-POSS nie powoduje jednak efektu obni enia temperatury zeszklenia, co prawdopodobnie zwi¹zane jest ze zmniejszeniem ruchliwoœci ³añcuchów PVC na skutek obecnoœci d³ugich podstawników alifatycznych. Wyniki badañ sugeruj¹ mo liwoœæ zastosowania obu rodzajów POSS lub ich mieszaniny jako plastyfikatorów w takich aplikacjach, w których wykluczone jest zastosowanie klasycznych zmiêkczaczy PVC. W celu opracowania pe³nej charakterystyki przetwórczo-u ytkowej plastyfikatów PVC/POSS zwi¹zanej z potencjalnymi mo liwoœciami zastosowañ prowadzone bêd¹ dalsze badania nad okreœleniem migracji modyfikatora (np. zastosowania w medycynie), w³aœciwoœci barierowych (np. folie opakowaniowe) oraz stabilnoœci termicznej, co jest niezwykle istotne w przypadku PVC. Literatura 1. Xu B i inni: Polyvinyl chloride/montmorillonite nanocomposites: Glass transition temperature and mechanical properties. Journal of Thermal Analysis and Calorimetry 2004, 78(1), Fangling Gong i inni: Thermal properties of poly(vinyl chloride)/montmorillonite nanocomposites, Polymer Degradation and Stability 2004, 84, Polaskova M. i inni: Polyvinyl chloride filled with bismuth oxychloride powder, Polymer Processing Society Conference, Larnaca, Cyprus, p Elashmawi I. S. i inni: Structure and performance of ZnO/PVC nanocomposites, Physica B: Physics of Condensed Matter 2011, 405(19), Zhong-Zhen Yu, Yiu-Wing Mai: Rheological and mechanical properties of PVC/CaCO 3 nanocomposites prepared by in situ polymerization, Polymer 2004, 45(19), Abu-Abdeen M.: Static and dynamic mechanical properties of poly(vinyl chloride) loaded with aluminum oxide nanopowder, Materials & Design 2012, 33, Sterzyñski T. i inni: The influence of carbon nanotubes on the PVC glass transition temperature, Composites Science and Technology 2010,70(6), oœ P. i inni: W³aœciwoœci kompozytów polimerowych z udzia³em proszków lub p³atków miedzi jako nape³niaczy, Polimery 2012, 57, Soong S.Y., Cohen R.E., Boyce M.C.: Polyhedral oligomeric silsesquioxane as a novel plasticizer for poly(vinyl chloride). Polymer 2007, 48, Soong S. Y. i inni: Rate-Dependent Deformation Behavior of POSS-Filled and Plasticized Poly(vinyl chloride). Macromolecules 2006, 39, Silva R., Salles C., Mauler R., Oliveira R.: Investigation of the thermal, mechanical and morphological properties of poly(vinyl chloride)/polyhedral oligomeric silsesquioxane nanocomposites. Polymer International 2010, 59, Jungang Gao, Yonggang Du, Cuifang Dong: Rheological Behavior and Mechanical Properties of Blends of Poly(vinyl chloride) with CP-POSS. International Journal of Polymeric Materials 2010,59, Piszczek K., Tomaszewska J., Sterzyñski T.: The influence of temperature of poly(vinyl chloride) melt on the equilibrium state of gelation process, Polimery 2010, 55, Kelar K. i inni: Polyamide 6 modified with silsesquioxane prepared via anionic polymerization of e-caprolactam, Polimery 2012, 57, Badania zrealizowano w ramach Projektu nr UDA- -POIG /09 pt. Silseskwioksany jako nanonape³niacze i modyfikatory w kompozytach polimerowych Projekt wspó³finansowany przez Uniê Europejsk¹.
146 278 Monika TROJANOWSKA-TOMCZAK, Ryszard STELLER Monika TROJANOWSKA-TOMCZAK, TROJANOWSKA-TOMCZAK*, Ryszard STELLER Zak³ad In ynierii i Technologii Polimerów Wydzia³ Chemiczny, Politechnika Wroc³awska ul. Wybrze e Wyspiañskiego 27, Wroc³aw * Autor do korespondencji: monika.trojanowska-tomczak@pwr.wroc.pl Wybrane w³aœciwoœci modyfikowanych kompozytów PVC niskotopliwy stop metali Streszczenie: W pracy przedstawiono w³aœciwoœci mechaniczne, elektryczne oraz strukturalne mataria³ów kompozytowych sk³adaj¹cych siê z polichlorku winylu oraz niskotopliwego stopu Wooda, które poddano modyfikacjom. Pierwsza z nich polega³a na wygrzewaniu kompozytu w temperaturze, w której matryca polimerowa jest uplastyczniona a metal stopiony. W drugiej modyfikacji, po etapie wygrzewania na próbki wywierano nacisk przy u yciu prasy. Modyfikacje mia³y na celu sprawdzenie, czy stopienie fazy metalicznej nie uszkadza struktury sieci przewodz¹cych œcie ek. Oprócz tego za³o ono, e zastosowanie ciœnienia mo e przyczyniæ siê do poprawy spójnoœci uk³adu, poprzez penetracjê stopionego metalu do pustych przestrzeni miêdzyziarnowych b¹dÿ te do wnêtrza porowatych ziaren suspensyjnego PVC. Otrzymane wyniki badañ wskazuj¹, i dzia³anie temperatury nie wp³ywa negatywnie na strukturê kompozytu, jednak w niewielkim stopniu zmniejsza udarnoœcæ i wytrzyma³oœæ na zginanie. Zaobserwowano natomiast korzystny wp³yw ciœnienia. Próbki charakteryzuj¹ siê wiêksz¹ udarnoœci¹, wytrzyma³oœci¹ na zginanie oraz twardoœci¹. Obie modyfikacje nie wp³ywaj¹ znacz¹co na rezystywnoœæ skroœn¹ oraz skutecznoœæ ekranowania promieniowania elektromagnetycznego kompozytów. Wszystkie materia³y dobrze przewodz¹ pr¹d elektryczny oraz skutecznie ekranuj¹ promieniowanie. S³owa kluczowe: kompozyty o osnowie polimerowej, stop niskotopliwy, w³aœciwoœci mechaniczne, rezystywnoœæ skroœna SELECTED PROPERTIES OF MODIFIED COMPOSITES PVC LOW MELTING METAL ALLOY Abstract: The paper concerns the modified composite materials based on poly(vinyl chloride) and low melting Wood s alloy. Mechanical, electrical and microstructural properties of composites are presented. First modification consisted in composite heating at temperature higher than softening temperature of polymer matrix and melting point of metal. In second modification, after heating, pressure was exerted on samples. The influence of these modifications on metallic conductive paths was investigated. The aim of these modifications was to verify if the structure of metal phase undergoes destruction. Besides, it was assumed that using pressure may improve coherence of system by liquid metal penetration into free space between grains or by penetration into porous grains of suspension PVC. Investigation results show that temperature expose does not have negative influence on composite structure, though reduces slightly impact and flexural strength. On the other hand, the positive influence of pressure was observed. Samples have higher impact, flexural strength and hardness. The modifications do not change significantly electrical resistivity and electromagnetic interference shielding effectiveness (EMI SE). All materials conduct electrical current well and have a good ability to shield electromagnetic waves. Key words: polymer matrix composites, low melting alloy, mechanical properties, electrical resistivity 1. WPROWADZENIE Skala produkcji kompozytów w porównaniu do tradycyjnych materia³ów jest niewielka. Jednak specjaliœci prognozuj¹, e ju za kilka lat udoskonalanie technologii wytwarzania kompozytów zmniejszy koszty ich produkcji, a co za tym idzie rozszerzy pole aplikacji. Dotychczas popyt na kompozyty pojawia³ siê g³ównie tam, gdzie kluczowe znaczenie odgrywa relacja masy do wytrzyma³oœci produktu. Przede wszystkim s¹ to bran e, w których zastosowanie kompozytów mo e przyczyniæ siê b¹dÿ do wzrostu bezpieczeñstwa produktu, b¹dÿ te poprawy ekonomiki jego u ytkowania. Unikatowe cechy kompozytów wykorzystuje zatem g³ównie przemys³ samochodowy, lotniczy, stoczniowy a tak e astronautyczny [1]. Zalet¹ kompozytów polimerowych jest mo liwoœæ sterowania w³aœciwoœciami (mechanicznymi, elektrycznymi, termicznymi) poprzez odpowiedni dobór rodzaju osnowy oraz nape³niacza. I tak do poprawy w³aœciwoœci mechanicznych najczêœciej stosowane s¹ w³ókna szklane, wêglowe oraz stalowe. Przewodnictwo elektryczne i termiczne nadaje siê natomiast, dodaj¹c do polimerów metale takie jak nikiel, srebro, miedÿ, aluminium [2,3]. Jednak ci¹gle problemem pozostaje uzyskanie optymalnych w³aœciwoœci kompozytów przy jak najmniejszej zawartoœci metalu [4]. Autorzy opracowali sposób otrzymywania kompozytów, w których oba sk³adniki, polimer i metal, tworz¹ ci¹g³e fazy, co w efekcie daje strukturê wzajemnie przenikaj¹cych siê sieci. Struktura ta pozwala osi¹gn¹æ przewodnictwo elektryczne przy mniejszej zawartoœci metalu, a zatem przyczynia siê do obni enia progu perkolacji. Za pomoc¹ ciœnienia ciek³y stop niskotopliwy zostaje umieszczany we wnêtrzu porowatej matrycy o otwartych
147 Wybrane w³aœciwoœci modyfikowanych kompozytów PVC niskotopliwy stop metali 279 porach. Bazuj¹c na powy szej zasadzie niskotopliwy stop Wooda by³ ju wykorzystywany do analizowania porowatoœci cementu i piaskowca, pêkniêæ w strukturze marmuru oraz mikrostruktury mu³owców [5]. W niniejszej pracy zbadano wp³yw temperatury oraz ciœnienia na strukturê i w³aœciwoœci kompozytów polichlorek winylu stop Wooda. Próbki poddano modyfikacjom, które mia³y na celu sprawdzenie, czy stopienie fazy metalicznej nie uszkadza struktury sieci przewodz¹cych œcie ek. Oprócz tego za³o ono, e zastosowanie ciœnienia mo e przyczyniæ siê do poprawy spójnoœci uk³adu, np. poprzez penetracjê stopionego metalu do pustych przestrzeni miêdzyziarnowych b¹dÿ te do wnêtrza porowatych ziaren suspensyjnego PVC Materia³y 2. CZÊŒÆ DOŒWIADCZALNA Matrycê polimerow¹ wykonano z suspensyjnego polichlorku winylu o nazwie handlowej Polanvil S-67 HBD (Anwil S.A., Polska), o gêstoœci 1.38 g/cm 3. Jako stopu niskotopliwego u yto stop Wooda (Bi 50 Pb 25 Sn 12,5 Cd 12,5 ) firmy STANLAB w postaci granulek. Temperatura topnienia stopu ok. 70 C, gêstoœæ 9,7 g/cm Otrzymywanie kompozytów i ich modyfikacja Do wytworzenia osnów z PVC wykorzystano metodê spiekania, pozwalaj¹c¹ otrzymaæ porowaty materia³ (o porach otwartych) i daj¹c¹ mo liwoœæ ³atwego regulowania porowatoœci. Proszek polimerowy zasypywano do stalowej formy i po wstêpnym zagêszczeniu przez wibracjê umieszczano w suszarce laboratoryjnej na 20 minut. Optymalna temperatura spiekania wynosi³a 170 C. Po tym czasie formê zamykano pokryw¹ i odstawiano do och³odzenia. Ciasno spasowana pokrywa wywiera nacisk na proszek, co u³atwia deformacjê ziaren i ich ³¹czenie. Otrzymany spieki mia³y postaæ kr¹ ków o œrednicy 32 mm i gruboœci 4,5 mm. Stopieñ porowatoœci regulowano za pomoc¹ zmiany gêstoœci spieków, stosuj¹c ró ne nawa ki PVC. Wytworzenie kompozytów przebiega³o w nastêpuj¹cych etapach. Stalowy autoklaw ze stopem Wooda we wnêtrzu ogrzewano w 100 C a do ca³kowitego stopienia metalu. Nastêpnie ogrzan¹ uprzednio matrycê polimerow¹ umieszczano w œrodku autoklawu, który zamykano pokryw¹ zaopatrzon¹ w obci¹ nik z metalowej siatki. Obci¹ nik zapobiega wyp³ywaniu lekkiego polimeru na powierzchniê stopionego metalu. Po dok³adnym zamkniêciu autoklawu usuwano z niego powietrze za pomoc¹ pompy pró niowej, po czym przeprowadzano intruzjê stopu Wooda do wnêtrza porów matrycy stosuj¹c ciœnienie azotu. Szczegó³y dotycz¹ce budowy autoklawu i przebiegu procesu zosta³y przedstawiony przez autorów w innym artykule [10]. Zgodnie z równaniem Washburna maj¹cym postaæ: P 2 cos (1) r w którym: P ciœnienie, r promieñ porów, napiêcie powierzchniowe, k¹t zwil ania ciœnienie stosowane w procesie pozwala zape³niæ pory o œrednicy wiêkszej od 1 µm, co oznacza, e sk³adniki kompozytu przenikaj¹ siê w skali mikro. Kompozyty otrzymane w powy szy sposób poddano modyfikacjom. Pierwsza z nich polega³a na wygrzewaniu kompozytu w suszarce laboratoryjnej, w temperaturze 140 C, to jest w temperaturze, w której polichlorek winylu jest uplastyczniony a stop Wooda ciek³y. W drugiej modyfikacji, po etapie wygrzewania, próbki kompozytów poddawano dzia³aniu si³y 25 kn, stosuj¹c nacisk prasy. Pod wp³ywem si³y czeœæ stopu by³a wypychana z wnêtrza porów, kompozyty zawiera³y œrednio o 10% wag. mniej stopu ni materia³y wyjœciowe Metodyka badañ Badanie morfologii kompozytów wykonano przy u yciu skaningowego mikroskopu elektronowego Zeiss EVO MA25. Próbki by³y polerowane i pokrywane wêglem. Nastêpuj¹ce w³aœciwoœci mechaniczne: twardoœæ (metoda Brinella), udarnoœæ (metoda Dynstat), wytrzyma³oœæ na zginanie (metoda Dynstat) zbadano zgodnie z odpowiadaj¹cymi im normami w temperaturze pokojowej. Rezystywnoœæ skroœn¹ zmierzono standardow¹ metod¹ czteropunktow¹ w temperaturze pokojowej. Próbki o wymiarach mm by³y umieszczane w komorze klimatycznej zapewniaj¹cej regulacjê temperatury do 0,1 C. Spadek napiêcia na elektrodach zmierzono za pomoc¹ multimetru Agilent Technologies A. Wartoœæ rezystancji zosta³a przeliczona na rezystywnoœæ skroœn¹ wyra on¹ w m. Wartoœæ rezystancji PVC zosta³a wyznaczona z krzywej pr¹dowo-napiêciowej a do pomiaru u yto elektrometr Keithley Pomiar skutecznoœci ekranowania promieniowania elektromagnetycznego zosta³ wykonany zgodnie z normami ASTM D7449 oraz ASTM D5568, poniewa nie istnieje jedna norma dla ma³ych próbek. Pomiar by³ przeprowadzony przy u yciu analizatora Agilent Technologies E5071C w zakresie czêstotliwoœci 300 khz 6,5 GHz. Próbki pomiarowe mia³y postaæ pierœcieni o wewnêtrznej œrednicy 6 mm, zewnêtrznej œrednicy 14 mm i gruboœci 5 mm. 3. OMÓWIENIE WYNIKÓW Wyniki badañ w³aœciwoœci mechanicznych przedstawione na wykresach 1-3 pokazuj¹, e poddanie kompozytów dzia³aniu temperatury wy szej od temperatury miêknienia matrycy polimerowej pogarsza ich wytrzyma³oœæ mechaniczn¹. Udarnoœæ i wytrzyma³oœæ na zginanie materia³ów zmniejszy³a siê œrednio o 15%. Wyt³umaczeniem tego zjawiska mo e byæ wzajemna dyfuzja obu sk³adników z ró n¹ szybkoœci¹, co prowadzi do powstania dodatkowych pustych porów i zmienienia struktury fazy polimerowej. Potwierdzeniem tej teorii jest zwiêkszenie wymiarów (pêcznienie) próbek poddanych ogrzewaniu. Odmienne rezultaty otrzymano z kolei w przy-
148 280 Monika TROJANOWSKA-TOMCZAK, Ryszard STELLER Udarnoœæ, kj/m 2 4,0 3,5 3,0 2,5 2,0 1,5 1,0 0,5 0,0 kompozyt wyjœciowy temperatura temperatura i ciœnienie Zawartoœæ metalu, % Rys. 1. Udarnoœæ modyfikowanych kompozytów PVC/stop Wooda Fig. 1. Impact of modified composites PVC/Wood s metal Twardoœæ Brinella, MPa kompozyt wyjœciowy temperatura temperatura i ciœnienie Zawartoœæ metalu, % Rys. 3. Twardoœæ Brinella modyfikowanych kompozytów PVC/stop Wooda Fig. 3. Brinell hardness of modified composites PVC/Wood s metal Wytrzyma³oœæ na zginanie, kj/m kompozyt wyjœciowy temperatura temperatura i ciœnienie Zawartoœæ metalu, % Rys. 2. Wytrzyma³oœæ na zginanie modyfikowanych kompozytów PVC/stop Fig. 2. Flexural strength of modified composites PVC/Wood s metal Rezystywnoœæ skroœna, m 1E-3 1E-4 1E-5 1E-6 kompozyt wyjœciowy temperatura temperatura i ciœnienie Zawartoœæ metalu, % Rys. 4. Rezystywnoœæ skroœna modyfikowanych kompozytów PVC/stop Wooda Fig. 4. Electrical resistivity of modified PVC/Wood s metal composites padku kompozytów poddanych dzia³aniu nacisku. Mimo, e kompozyty te zawieraj¹ o 10% wag. mniej metalu, okaza³o siê, e s¹ bardziej wytrzyma³e mechanicznie od kompozytów wyjœciowych. Szczególnie du ej poprawie uleg³a udarnoœæ. Jej wartoœæ dla ka dego sk³adu wzros³a œrednio dwukrotnie. Kompozyty po obu modyfikacjach charakteryzuj¹ siê wiêksz¹ twardoœci¹ (metoda Brinella). Wyniki pomiaru rezystywnoœci skroœnej jasno wskazuj¹, e kompozyty zarówno modyfikowane jak i niemodyfikowane dobrze przewodz¹ pr¹d elektryczny. Rezystywnoœæ próbek mieœci siê w przedziale od do m w zale noœci od zawartoœci stopu Wooda; im wiêkszy udzia³ metalu, tym lepsze przewodnictwo. Wartoœci te s¹ typowe dla przewodników. Dla porównania rezystywnoœæ stopu Wooda wynosi m [9], a matrycy z polichlorku winylu jest rzêdu m. Zale noœæ rezystywnoœci skroœnej od zawartoœci nape³niacza oraz od rodzaju modyfikacji (wykres 4) pokazuje, e nacisk i ciep³o pogorszaj¹ w niewielkim stopniu przewodnictwo, co przek³ada siê na wzrost rezystywnoœci. Jednak przy wartoœciach tego rzêdu mo na przyj¹æ, e wp³yw modyfikacji na zdolnoœæ materia³u do przewodzenia pr¹du jest nieznacz¹cy. Dodatkowo zbadano w³aœciwoœæ elektromagnetyczn¹ kompozytów, skutecznoœæ ekranowania elektromagnetycznego. Jest to zdolnoœæ materia³u do t³umienia fali elektromagnetycznej (zmniejszanie amplitudy fali). Materia³y ekranuj¹ce mog¹ t³umiæ fale albo poprzez absorpcjê albo poprzez odbicie. Skutecznoœæ ekranowania definiuje siê jako stosunek natê enia pola elektrycznego w wybranym miejscu bez ekranu umieszczonego miêdzy Ÿród³em promieniowania a punktem obserwacji E i, do natê enia pola elektrycznego w tym samym miejscu, ale w przypadku, gdy jest umieszczony ekran E t. Wyra a siê j¹ w skali logarytmicznej (db) [6,7]. Minimalna wartoœæ EMI
 20log10 (2) Et W³aœciwoœci elektromagnetyczne kompozytów zale- ¹ od wielu czynników, ale w najwiêkszej mierze od przewodnictwa elektrycznego i przenikalnoœci elektrycznej.")

149 Wybrane w³aœciwoœci modyfikowanych kompozytów PVC niskotopliwy stop metali 281 SE wymagana do zastosowañ komercyjnych wynosi 20 db. E i SE( db) 20log10 (2) Et W³aœciwoœci elektromagnetyczne kompozytów zale- ¹ od wielu czynników, ale w najwiêkszej mierze od przewodnictwa elektrycznego i przenikalnoœci elektrycznej. Dlatego te otrzymane wyniki badañ by³y analogiczne do rezultatów badañ w³aœciwoœci elektrycznych. Dobre przewodnictwo elektryczne implikuje zdolnoœæ do ekranowania promieniowania elektromagnetycznego. Zdolnoœæ ta by³a do przewidzenia równie ze wzglêdu na fakt, i bizmut i o³ów s¹ diamagnetykami, poch³aniaj¹ wiêc promieniowanie. Skutecznoœæ ekranowania kompozytu zawieraj¹cego 20% obj. metalu wynosi db w zale - noœci od czêstotliwoœci promieniowania i jedynie dla Zdolnosc ekranowania, db kompozyt wyjœciowy 2 - temperatura 3 - temperatura i ciœnienie MHz 10 MHz 100 MHz 1GHz Czestotliwosc, Hz Rys. 5. Wykres zale noœci skutecznoœci ekranowania promieniowania elektromagnetycznego od czêstotliwoœci promieniowania dla kompozytu PVC/20% obj. stopu Wooda przed i po modyfikacji Fig. 5. X-band EMI SE of PVC/20 vol% Wood s metal composites before and after modifications as a function of electromagnetic wave frequency czêstotliwoœci mniejszych od 2 GHz spada poni ej 20 db. Badania dowiod³y, e nacisk oraz ciep³o pogarszaj¹ skutecznoœæ ekranowania kompozytów. Jednak tak jak w przypadku rezystancji, zmiana ta jest niewielka, a bior¹c pod uwagê, e mamy do czynienia ze skal¹ logarytmiczn¹, ró nice s¹ zaniedbywalnie ma³e. Mikroskopia SEM (rys. 6) nie wykaza³a ró nic w morfologii kompozytów wyjœciowych i modyfikowanych. Stwarza to koniecznoœæ zmiany sposobu przygotowania próbek i powtórzenia badania przy znacznie wiêkszym powiêkszeniu, w celu precyzyjnego zbadania powierzchnii styku fazy polimerowej i metalicznej. 4. PODSUMOWANIE Kompozyty wykonane z polichlorku winylu nape³nionego niskotopliwym stopem Wooda poddano Rys. 6. Obraz SEM przekroju kompozytu zawieraj¹cego 20 %obj. stopu Wooda: a) kompozyt wyjœciowy, b) kompozyt poddany dzia³aniu si³y 25 kn Fig. 6. SEM image of composite containing 20 vol% of Wood s metal: a) basic composite, b) composite after exerting pressure modyfikacjom maj¹cym na celu okreœlenie wp³ywu temperatury oraz ciœnienia na strukturê i w³aœciwoœci materia³ów. Na podstawie przeprowadzonych badañ mo na stwierdziæ, e poddanie kompozytów dzia³aniu temperatury wy szej od temperatury miêknienia matrycy polimerowej pogarsza nieznacznie ich w³aœciwoœci mechaniczne. Mo e byæ to spowodowane zmian¹ fazy polimerowej. Powstaj¹ wolne przestrzenie miêdzy polimerem a metalem, prowadz¹ce do pêcznienia kompozytu (zwiêkszenie wymiarów). Nie wp³ywa to jednak niekorzystnie na przewodnictwo elektryczne czy skutecznoœæ ekranowania promieniowania elektromagnetycznego, gdy ci¹g³oœæ fazy metalicznej pozostaje nieprzerwana. Zaobserwowano natomiast, e dzia³anie ciœnienia poprawia spójnoœæ uk³adu, co przek³ada siê na wzrost udarnoœci a w dalszej kolejnoœci wytrzyma³oœci na zginanie i twardoœci. Mimo to, mikroskopia SEM nie wykaza³a zmian w morfologii kompozytów. Konieczne zatem bêdzie zmienienie sposobu preparacji próbki do obserwacji i zbadanie styku faz polimer metal.
150 282 Monika TROJANOWSKA-TOMCZAK, Ryszard STELLER PODZIÊKOWANIE Praca wspó³finansowana ze œrodków Unii Europejskiej w ramach Europejskiego Funduszu Spo³ecznego. Literatura [1] Mrówczyñski, K., Kompozyty polimerowe bran a z przysz³oœci¹, Chemia i Biznes 2012, 6. [2] Milewski, J.V., Katz, H.S., Handbook of Reinforcements for Plastics, New York [3] Mrozek, R.A., Cole, P.J., Mondy, L.A., Rao, R.R., Bieg L.F., Lenhart, J.L., Highly conductive, melt processable polymer composites based on nickedl and low melting eutectic metal, Polymer 2010, 51, [4] Karttunen, M., Ruuskanen, P., Pitkänen V., Albers W.M., Electrically conductive metal polymer nanocomposites for electronics applications, Journal of Electronic Materials 2008, 37, [5] Willis K.L., Abell A.B., Lange D.A., Image-based characterization of cement pore structure using Wood s metal intrusion, Cement and Concrete Research, 1998, 28, [6] Al-Ghamdi, A.A., El-Tantawy, F., New electromagnetic wave shielding effectiveness at microwave frequency of polyvinyl chloride reinforced graphite/copper nanoparticles, Composites: Part A 2010, 41, [7] Lozano-Guerrero, A.J., Benefits of using conductive plastics in shielding configurations to reduce radiated electromagnetic interference, Microwave and Optical Technology Letters 2010, 52, [8] Washburn, E.W., Note on a method of determining the distribution of pore sizes in a porous material, Physics 1921, 7, [9] Shalaby, R.M., Characteristics Study on Bi-Pb Based Alloys Quenched from Melt, Journal of Materials Science & Technology 2009, 25, [10] Trojanowska-Tomczak, M., Steller, R., Wytwarzanie i w³aœciwoœci kompozytu PVC ze stopem Wooda o strukturze wzajemnie przenikaj¹cych siê sieci, Przetwórstwo Tworzyw 2012, 5,
151 Influence of corn starch on properties of rubber compounds 283 Petra VÁÒOVÁ, Ivan HUDEC, HUDEC*, Alena KÒAZEOVÁ** * Slovak University of Bratislava, Faculty of Chemical and Food Technology, Radlinského 9, Bratislava; petra.vanova@stuba.sk, ivan.hudec@stuba.sk ** VEGUM a.s., Gumárenská 337, Dolné Vestenice; alena.knazeova@vegum.sk Influence of corn starch on properties of rubber compounds Abstract. At the present time rubber industry and markets of polymer they are obliged be searching of the new renewable resources for their products. Hence, research is focused on application and function of renewable natural sources, for example lignin, starch, cellulose in the last years. The present work was focused on the study of the influence of corn starch as a filler on properties of rubber blends based on NBR. The main goal was to find suitable amount of used corn starch in combinations with other addivives of rubber compounds in order to support biodegradability and to reduce the cost of final products. The study is dedicated to the evaluation of starch content on curing characteristics and physical-mechanical properties and the observation of fillers dispersion in the rubber matrix. The corn starch was applied in natural form, and also after subsequent drying. The achieved results point out the possibilities of preparation of rubber compounds with applied corn starch in various concentration. 1. Introduction Starch is polysaccharide occurring in various parts of plants. Starch in plants is a reservoir of energy for new period of their growth. Starch is consisted of two fractions: amylose which containes up of essentially -(1>4) D-glucopyranosyl units and amylopectin which is made up of a large number of short chains linked together at their reducing end side by a -(1>6) linkage. Corn starch usually contains approximately 20 30% of amylose and 70 80% of amylopectin. The shape and size of starch granules varies according to the different plants species, which starch is derived from. Starch is a wealthy, naturally renewable, biodegradable and inexpensive natural polymer. Its unique properties significantly affect the structure and morphology of processed products. Starch is one of the most significant biopolymers in food processing and has many various applications in non-food production, for example in the field of pharmaceuticals, textiles, alcohol-based fuels and adhesives. New uses of starch include low-calorie substitutes, biodegradable packaging materials, thin films and thermoplastic materials with improved thermal and mechanical properties. Native starch does not have high thermal stability and tend to easily retrogradate. Therefore, modification of native starch is used to overcome its weaknesses [1, 2]. 2. Experimental The type of commercially used rubber compound based on butadiene-acrylonitrile rubber NBR, under the trade name Krynac 3370F (LANXESS, Germany, content of acrylonitrile 32.5%), was processed in order to prepare rubber composites. Besides the processing additives and components of curing system, carbon black (N 550, N 772) as fillers, rubber compounds contained different amount of corn starch. Corn starch, under the trade name Meritena 100 with moisture content 11% and ph 6.7 was supplied by AMYLUM SLOVAKIA, Boleráz. The content of corn starch varied from 0 to 40 phr The methods and procedures The rubber compounds were prepared in laboratory Brabender mixer in two steps. In the first one, the raw rubber, the processing additives and the fillers were mixed together. In the second step, the curing system was introduced. The tensile properties of cured rubber compounds were measured by using ZWICK ROELL/Z 2.5 appliance at cross-head speed of 500 mm/min at laboratory temperature in accordance with the valid technical standards. The hardness of vulcanizates was measured using durometer and the unit was expressed in Shore A. The resistance of vulcanized rubbers to the action of oils was determined by measurement of properties of the rubbers before and after immersing in selected type of oil. The experiment was carried out at temperatures of 100 C and 70 C for a period 72 hours. Dispersion of filler in rubber matrix was determined by using Dispergrader NT Results and Discussion From Figure 1 it becomes evident that the presence of corn starch in rubber compounds leads to the decrease of optimum curing time. The more evident decline was recorded in case of corn starch applied in natural form. The change of optimum curing time of rubber compounds in a consequence of increasing amount of corn starch used in a dried form was less visible and the optimum curing time of the sample with 40 phr of dried filler remained almost unchanged in comparison with the reference sample. The obtained values of physical-mechanical properties of prepared composites are illustrated in Fig The tensile strength at break of NBR vulcanizates showed the decreasing tendency with increasing amount of applied corn starch as shown in Fig. 2. In case of vulcanizates based on NBR, higher values of tensile strength at break were achieved by applying of corn starch in dried form in all filler concentration range.



152 284 Petra VÁÒOVÁ, Ivan HUDEC, Alena KÒAZEOVÁ Fig. 1. The influence of corn starch content, which was applied in natural and dried form, on the optimum curing time of rubber compounds based on NBR Fig. 4. The influence of corn starch content on the hardness of NBR vulcanizates resistance to oils at 100 C resistance to oils at 70 C Resistance to oils [%] Fig. 2. The influence of corn starch content, which was applied in natural and dried form, on the tensile strength at break of vulcanizates based on NBR By incorporation of 10 phr of filler, the elongation at break of NBR vulcanizates decreased, but with next increasing of filler content, the values of elongation at break fluctuated in low range, almost independently on the amount of corn starch incorporated. As seen in Fig. 3 the type of applied filler was not significant. The hardness of vulcanizates (Fig. 4) increased with increasing amount of corn starch, as the hardness of corn The content of filler starch [phr] Fig. 5. The influence of corn starch content on the resistance of NBR vulcanizates to oils starch particles is higher than the hardness of rubber matrix. The highest values of hardness were reached by applying of corn starch in dried form, because water play role of corn starch plasticizer. The resistance to oils was measured in case of the reference sample and samples with 10 and 40 phr of corn Fig. 3. The influence of corn starch content on the elongation at break of NBR vulcanizates Fig. 6. Microscopic images of sample containing carbon black only (reference sample)

153 Influence of corn starch on properties of rubber compounds Conclusion Fig. 7. Microscopic images of sample containing carbon black and 30 phr of corn starch in the rubber matrix based on NBR starch incorporated. The reference sample contained only carbon black as a filler. As seen in Fig. 5 there is a slight decrease in the resistance to oils with increasing starch content at a test temperature of 100 C. At a temperature of 70 C, a higher value of resistance to oil was measured for a case of usage 10 phr of filler starch. NBR vulcanizates containing 40 phr of starch showed repeated decrease in resistance to oils, which is a result of starch overfilling of the composites. The reference rubber compound showed the best dispersion of filler (Fig. 6). With increasing content of corn starch the decreasing of dispersion was found. Worse dispersion of filler in a rubber matrix is caused by polar hydroxyl groups of corn starch, which formed various inter and intra molecular bonds between particles of fillers. These physical bonds formed agglomerates of filler particles and then the total deterioration of dispersion is observed (Fig. 7). The results achieved by study revealed that the presence of corn starch in chosen rubber matrix leads to the deterioration of physical-mechanical properties. The reason might be attributed to the structure of natural filler and the presence of hydroxyl groups on the surface of corn starch particles, which tend to form intra- and intermolecular hydrogen bonds. This leads to the forming of aggregates and agglomerates of filler particles in the rubber matrix, what to a large extent contribute to the deterioration of observed properties. Weak mutual interactions and adhesion between the rubber matrix and the particles of fillers are next reason, why corn starch does not act as reinforcing filler in tested rubber systems. Despite of deterioration of physical-mechanical properties, rubber composites with applied corn starch are possible to be used in some applications, which are not subjected to excessive dynamic-mechanical strain. The results revealed that better properties of composites were achieved at lower filler contents, up to 20 phr. The incorporation of tested natural filler leads to increasing of hardness of prepared composites, the using of such materials in applications required higher hardness is possible. For broader utilization of such materials, the efficient methods of corn starch modifications should be developed, in order to improve the compatibility and adhesion between the rubber matrix and the particles of corn starch. References 1. Kaur B., et al.: Progress in starch modification in the last decade, Food Hydrocolloids 26, (2012). 2. Maache-Rezzoug et al.: Investigation on structural and physicochemical modifications of standard maize, waxy maize, wheat and potato starches after DIC treatment, Carbohydrate Polymers 86, (2011).
154 286 Irena VUKOVIÆ-KWIATKOWSKA, Halina KACZMAREK Irena VUKOVIÆ-KWIATKOWSKA, Halina KACZMAREK Uniwersytet Miko³aja Kopernika, ul. Gagarina 7, Toruñ Ocena odpornoœci kompozytów z poli(kwasu mlekowego) i poliakrylanów na symulowane œwiat³o s³oneczne Streszczenie. Wspó³czesny œwiat w ogromnej mierze stosuje tworzywa sztuczne w prawie wszystkich dziedzinach zwi¹zanych z ludzk¹ aktywnoœci¹. Z systematycznym wzrostem produkcji tworzyw wi¹ ¹ siê problemy z ich utylizacj¹ i ogromnymi iloœciami odpadów stanowi¹cych zagro enie dla œrodowiska. Dodatkowo wzrasta cena podstawowego surowca do produkcji polimerów ropy naftowej. Taka sytuacja wymusza opracowanie nowoczesnych materia³ów wytwarzanych ze Ÿróde³ odnawialnych, a przy tym daj¹cych mo liwoœæ recyklingu b¹dÿ degradacji w stosunkowo krótkim czasie. Poli(kwas mlekowy) PLA jest polimerem spe³niaj¹cym wymienione oczekiwania [1,2]. Wa nym praktycznym aspektem dla u ytkowych materia³ów polimerowych jest ich odpornoœæ na dzia³anie promieniowania UV, które jest naturalnie obecne w œrodowisku. Przedmiotem pracy jest przedstawienie dzia³ania promieniowania UV na kompozyt otrzymany z PLA i poliakrylanów. Kompozyty otrzymywane s¹ poprzez wprowadzenie do matrycy PLA akrylanowego monomeru wielofunkcyjnego i poddanie uk³adu fotopolimeryzacji w celu usieciowania. Taka modyfikacja wp³ywa na stabilnoœæ fotochemiczn¹ tworzywa. Stosunek wagowy PLA do akrylanu w otrzymanych kompozytach wynosi³ 40:60, 50:50 i 90:10. Zastosowano monomer dipentaerytrytol pentaakrylanu DPEPA, a jako fotoinicjator Darocur 1173 w iloœci 5 % wzglêdem monomeru [3,4]. Wszystkie próbki by³y poddane procesowi fotostarzenia w aparacie Suntest (ATLAS) przez oko³o 1000h. Zmiany strukturalne by³y kontrolowane przez ca³y czas technikami spektroskopowymi FTIR. Przeprowadzone analizy wykaza³y wyraÿny wzrost odpornoœci PLA na dzia³anie promieniowania UV w kompozycie z monomerem akrylanowym. ANALYSIS OF RESISTANCE OF POLY(LACTIC ACID) AND POLYACRYLATES COMPOSITES TO THE SIMULATED SUNLIGHT Abstract. The plastics have been used in almost all fields of human activity. However, the hudge amount of plastic waste is undesirable effect of increasing polymer production. The second serious problem is increase of price of raw material for polymer synthesis crude oil. This situation has forced the development of new materials produced from renewable sources, and at the same time giving the possibility of recycling or degradation in a relatively short time. Poly (lactic acid) PLA is a polymer satisfying the mentioned requirements. An important practical aspect of the usage of polymer materials is their resistance to UV radiation, which is naturally present in the environment. The task of this work is to present the UV radiation influence on the composites obtained from the PLA and polyacrylates. The composites were prepared by mixing of PLA and multifunctional acrylate monomer (DPEPA dipentaerythritol pentaacrylate) and curing by UV-light to perform the crosslinking photopolymerization. The ratio of PLA to monomer was 40 to 60%, 50 to 50% and 90 to 10% (% w/w). Darocur 1173 as the photoinitiator was used. All samples were then aged in laboratory conditions using Suntest apparatus (Atlas) for about 1000 hours. The changes in chemical structure during sample aging have been monitored by FTIR techniques. The results showed a significant increase of PLA resistance to UV radiation in a composite with acrylate monomer comparing to pure PLA aged in the same conditions. Wstêp Szerokie zastosowanie tworzyw sztucznych we wspó³czesnym œwiecie w prawie wszystkich dziedzinach zwi¹zanych z ludzk¹ aktywnoœci¹ powoduje wzrost iloœci odpadów, które s¹ niepodatne na rozk³ad w œrodowisku naturalnym. Aktualnym problemem zwi¹zanym z produkcj¹ tworzyw polimerowych jest te wzrost cen ropy naftowej stanowi¹cej podstawowy surowiec do ich produkcji. Taka sytuacja wymusza opracowanie nowoczesnych materia³ów, wytwarzanych ze Ÿróde³ odnawialnych, a przy tym daj¹cych mo liwoœæ recyklingu, b¹dÿ degradacji w stosunkowo krótkim czasie. Poli(kwas mlekowy) PLA jest polimerem spe³niaj¹cym wymienione oczekiwania, maj¹cym coraz szersze zastosowanie. Jednym z wa nych praktycznych aspektów u ytkowania materia³ów polimerowych jest ich odpornoœæ na dzia³anie promieniowania UV, które jest naturalnie obecne w œrodowisku. Przedmiotem pracy jest przedstawienie dzia³ania promieniowania UV na kompozyt otrzymany z PLA i poliakrylanów. Kompozyty otrzymywane by³y poprzez wprowadzenie do matrycy PLA piêciofunkcyjnego monomeru akrylanowego dipentaerytrytol pentaakrylanu DPEPA, a nastêpnie poddanie uk³adu fotopolimeryzacji w obecnoœci Darocur 1173 jako fotoinicjatora. Taka modyfikacja wp³ywa na stabilnoœæ fotochemiczn¹ tworzywa. Podczas fotopolimeryzacji powstaje wewnêtrzna sieæ wzajemnie przenikaj¹cych siê ³añcuchów PLA i DPEPA. S¹ one nierozpuszczalne i wykazuj¹ wysoki stopieñ usieciowania [4]. Przygotowano trzy kompozyty ró ne pod wzglêdem zastosowanych udzia³ów wago-
155 Ocena odpornoœci kompozytów z poli(kwasu mlekowego) i poliakrylanów na symulowane œwiat³o s³oneczne 287 wych PLA i DPEPA. Wynosi³y one 40 do 60%, 50 do 50% oraz 90 do 10% procent wagowych. Wszystkie próbki by³y poddane procesowi przyspieszonej fotodegradacji w aparacie Suntest (ATLAS) przez oko³o 1000h. Zachodz¹ce pod wp³ywem dzia³ania promieniowania UV zmiany strukturalne by³y rejestrowane metod¹ spektroskopow¹ FTIR. Fotostabilnoœæ kompozytów jest niezwykle istotna w przypadku stosowania w warunkach zewnêtrznych, gdzie poddane s¹ dzia³aniu czynników atmosferycznych, w tym œwiat³a s³onecznego (np. w materia³ach opakowaniowych lub pow³okach ochronnych), a nie ma mo liwoœci przewidywania jej przebiegu tylko na podstawie zachowania czystych polimerów. Prezentowane badania wyjaœniaj¹ wp³yw promieniowania symuluj¹cego s³oñce na kompozyty PLA z poliakrylanami. Materia³y Czêœæ doœwiadczalna W badaniach zastosowano granulowany poli (kwas mlekowy) 2002d (Nature Works, USA). Monomer dipentaerytrytol pentaakrylanu (DPEPA) (Aldrich, USA), fotoinicjator Darocur 1173 (Ciba, Szwajcaria) oraz chloroform jako rozpuszczalnik (POCH Spó³ka Akcyjna, Polska). Przygotowanie próbek Poli (kwas mlekowy) zosta³ wstêpnie oczyszczony z roztworu przez wytr¹canie. Nastêpnie roztwór chloroformowy czystego PLA zmieszano z monomerem i 5% wagowymi fotoinicjatora. Stosunek wagowy polimeru i monomeru 1:1, 4:6 oraz 9:1. Roztwór wylano na p³ytki kwarcowe oraz p³ytki z KBr i wysuszono w temperaturze pokojowej bez dostêpu œwiat³a. Po odparowaniu rozpuszczalnika, próbki utwardzono UV przez 5 minut. ród³em by³a wysokociœnieniowa lampa HPK 125W, PHILIPS, Holandia. Fotodegradacja Do fotodegradacji w symulowanych warunkach œwiat³a s³onecznego zastosowano aparat Suntest XLS (Atlas), wyposa ony w ksenonow¹ lampê. Zastosowano filtr ze szk³a borokrzemowego uzyskuj¹c promieniowanie o d³ugoœci fali > 290 nm. Próbki by³y umieszczane w aparacie Suntest zawsze w tym samym miejscu, w tej samej kolejnoœci. Napromienianie odbywa³o siê w suchym powietrzu, bez zraszania. Zastosowano nastêpuj¹ce cykle starzenia: 12 godzin ekspozycji, a nastêpnie 12 godzin symulacji nocy. Natê enie œwiat³a wynosi³o 250 W/m 2, temperatura wynosi³a 35 C. ¹czny czas starzenia wynosi³ 1000 h, co odpowiada dawce promieniowania 450 MJ/m 2. Warunki badania by³y zaprogramowane. Próbki by³y wyjmowane z aparatu Suntest po ka dym cyklu do analizy spektrofotometrycznej i ponownie umieszczane w aparacie, aby kontynuowaæ proces starzenia. Analiza spektrofotometryczna Rys. 1. Wzór strukturalny dipentaerytrytolu pentaakrylanu DPEPA Wzór strukturalny stosowanego monomeru przedstawia Rys. 1. Wzór poli(kwasu mlekowego) zamieszczony jest na rys.2. Rys. 2. Wzór strukturakny poli(kwasu mlekowego) PLA Widma w podczerwieni, zosta³y zebrane w zakresie cm -1 w spektrofotometrze Genesis II FTIR (Mattson, USA) (32 skany, rozdzielczoœci 4 cm -1 ). Do opracowania widm w tym m.in. do normalizacji, obliczania pola powierzchni zastosowano oprogramowanie WINFIRST 3,57 dostarczone przez firmê Mattson. Dyskusja wyników Widma FTIR wyjœciowych próbek dla zakresu cm -1 przedstawione s¹ na rys. 3, 4 i 5. Dla czystego monomeru poddanego uprzednio piêciominutowej fotopolimeryzacji widaæ pasmo grupy hydroksylowej z maksimum przy oko³o 3500 cm -1 oraz nieco wyraÿniejsze pasmo przy cm -1 przypisane rozci¹gaj¹cym drganiom CH 3 grup metoksylowych. Pasmo przy liczbie falowej 1800 cm -1 pochodzi od drgañ rozci¹gaj¹cych grupy karbonylowej. W obszarze od 1500 do oko³o 800 cm -1 znajduje siê szerokie pasmo charakterystyczne dla monomerów akrylanowych. Mo na tu wyodrêbniæ pasmo przy oko³o 1250 cm -1 pochodz¹ce od deformuj¹cych drgañ grupy karbonylowej oraz drugie przy 1100 cm -1 pochodz¹ce od drgañ rozci¹gaj¹cych wi¹zania C O.
156 288 Irena VUKOVIÆ-KWIATKOWSKA, Halina KACZMAREK Absorbancja OH CH C=O C-O D³ugoœæ fali cm -1 Rys. 3. Widmo FTIR dla spolimeryzowanego DPEPA z zaznaczonymi charakterystycznymi pasmami dla poszczególnych wi¹zañ chemicznych Pole powierzchni piku Pole powierzchni piku Czas fotodegradacji, h Czas fotodegradacji, h Rys. 4. Wykres zmian pól powierzchni pasm absorpcyjnych w widmie FTIR na skutek napromieniania DPEPA Dla zobrazowania zmian zachodz¹cych w próbkach wykonanych z usieciowanego monomeru DPEPA wykonano wykresy zale noœci powierzchni wybranych pasm absorpcyjnych tj. intensywnoœci integralnych od czasu w jakim próbki by³y poddawane fotodegradacji w aparacie Suntest (rys.4). Lewy wykres obrazuje spadek wartoœci powierzchni dla grup C=O oraz C-O. Prawy pokazuje przyrost dla grup OH, CH oraz stabiln¹ wartoœæ dla pasma 1800cm -1 pochodz¹cego od rozci¹gaj¹cych drgañ grupy estrowej. Mo na wiêc stwierdziæ, e dzia³anie œwiat³em s³onecznym w wymiarze oko³o 1000 h w spolimeryzowanym DPEPA powoduje degradacjê poprzez rozrywanie sieci polimerowej w obszarze grup C=O oraz mostków tlenowych (rys.1). Widmo FTIR czystego poli(kwasu mlekowego) przedstawione jest na rysunku 5. S³abe pasmo przy 3500 cm -1 pochodzi od grup karboksylowych umieszczonych na koñcach ³añcucha polimerowego (rys. 2). Nieco wyraÿniejsze, przy 3000 cm -1 powstaje na skutek drgañ rozci¹gaj¹cych pochodz¹cych od wi¹zañ wêgiel wodór. Najsilniejsze pasmo przy 1800 cm -1 daj¹ drgania rozci¹gaj¹ce grupy karbonylowej, powtarzaj¹cej siê w ka dym merze. Nale y jeszcze zauwa yæ niedu e, ale wyraÿne pasmo przy 1100 cm -1 pochodz¹ce od drgañ rozci¹ga C=O C-O Absorbancja OH CH D³ugoœæ fali cm -1 Rys. 5. Widmo FTIR dla czystego PLA z zaznaczonymi charakterystycznymi pasmami dla poszczególnych wi¹zañ chemicznych
157 Ocena odpornoœci kompozytów z poli(kwasu mlekowego) i poliakrylanów na symulowane œwiat³o s³oneczne 289 Pole powierzchni piku Pole powierzchni piku Czas fotodegradacji, h Czas fotodegradacji, h Rys. 6. Wykres zmian pól powierzchni na skutek napromieniania dla poszczególnych pasm w widmie FTIR dla czystego poli(kwasu mlekowego) 1.0 C-O C=O 0.8 Absorbancja OH CH D³ugoœæ fali cm -1 Rys. 7. Widmo FTIR dla kompozytu PLA/DPEPA 50/50 z zaznaczonymi charakterystycznymi pasmami dla poszczególnych wi¹zañ chemicznych j¹cych C O. Rys.6 przedstawia dzia³anie promieniowania w aparacie Suntest na próbkê PLA. WyraŸny jest spadek powierzchni pod pikiem pochodz¹cym od drgañ rozci¹gaj¹cych C O. Oznacza to, e fotodegradacja zachodzi, w miejscu wi¹zañ ³¹cz¹cych poszczególne mery PLA. Przyrasta natomiast wartoœæ powierzchni pasma absorpcyjnego grupy karboksylowej, co sugeruje proces fotoutleniania. Nastêpnie poddano analizie widma FTIR kompozytów. Przebadano trzy kompozyty z³o one z poli(kwasu mlekowego) i dipentaerytrytolu pentaakrylanu o ró nym udziale procentowym sk³adników. Widmo FTIR kompozytu o sk³adzie PLA/DPEPA 50/50 przed fotodegradacj¹ zawiera charakterystyczne pasma przy liczbie falowej 3500, 3000, 1800, 1250 i 1100 cm -1 (rys.7). Zmiany zachodz¹ce podczas napromieniania w obszarze cm -1 ilustruje zestawienie na rys.8. Widoczny jest spadek absorbancji dla liczby falowej 1250 oraz brak zmian dla 1100 cm -1. Mo na przypuszczaæ, e usieciowany DPEPA tworz¹c wewnêtrznie przenikaj¹c¹ h Absorbancja h D³ugoœæ fali, cm -1 Rys. 8. Znormalizowane widmo FTIR dla kompozytu PLA/DPEPA 50/50: stan przed naœwietlaniem i po napromienianiu w aparacie Suntest.
158 290 Irena VUKOVIÆ-KWIATKOWSKA, Halina KACZMAREK 1.00 Absorbancja Pole powierzchni piku Pole powierzchni piku Czas fotodegradacji, h Czas fotodegradacji, h Rys. 9. Zmiany pó³ powierzchni pod pikami na skutek napromieniania dla poszczególnych pasm w widmie FTIR dla kompozytu PLA/DPEPA 50/ h 0 h D³ugoœæ fali, cm -1 Rys. 10. Znormalizowane widmo FTIR dla kompozytu PLA/DPEPA 90/10: stan przed naœwietlaniem (kolor czarny) oraz po 1000 h napromieniania w aparacie Suntest (kolor czerwony) siê sieæ z PLA stabilizuje uk³ad tak, e wi¹zania C-O pozostaj¹ nienaruszone. W wyniku degradacji zmniejsza siê zawartoœæ grup karbonylowych i jednoczeœnie tworz¹ siê wi¹zania OH. Obserwowane trendy prezentuje wykres na rys.9. WyraŸne spadki zarejestrowano dla liczby falowej 3000 i 1250 cm -1, natomiast intensywnoœæ pasma przy 3500 cm -1 wzrasta. Praktycznie nie odnotowano zmian dla liczb falowych 1750 i 1100 cm -1. Fotodegradacji poddano równie kompozyt o sk³adzie PLA/DPEPA 90/10. Pasma dla liczby falowej 1250 oraz 1100 cm -1 odpowiadaj¹ce drganiom deformacyjnym grupy karbonylowej oraz drganiom rozci¹gaj¹cym C-O nie wykazuj¹ zmian (rys. 10). Na wykresie (rys. 11) przedstawione s¹ trendy dla wszystkich charakterystycznych pasm wystêpuj¹cych na widmie FTIR dla kompozytu o sk³adzie PLA/DPEPA Pole powierzchni piku Pole powierzchni piku Czas fotodegradacji, h Czas fotodegradacji, h Rys. 11. Zmiany pól powierzchni pasm absorpcyjnych w widmie FTIR na skutek napromieniania kompozytu PLA/DPEPA 90/10
159 Ocena odpornoœci kompozytów z poli(kwasu mlekowego) i poliakrylanów na symulowane œwiat³o s³oneczne 291 Absorbancja h 1000 h D³ugoœæ fali, cm -1 Rys. 12. Znormalizowane widmo FTIR dla kompozytu PLA/DPEPA 60/40: stan przed naœwietlaniem (kolor czarny) oraz po 1000 h napromieniania w aparacie Suntest (kolor czerwony) Pole powierzchni piku Pole powierzchni piku Czas fotodegradacji, h Czas fotodegradacji, h Rys. 13. Zmiany pól powierzchni pasm absorpcyjnych w widmie FTIR na skutek napromieniania kompozytu PLA/DPEPA 60/40 90/10. Lekki wzrost zauwa alny jest dla pasma 3500 cm -1, s³aby spadek pól powierzchni mo na zaobserwowaæ dla pasma karbonylowego przy 1800 cm -1, natomiast wyraÿny spadek odnotowano dla liczby falowej 3000 cm -1, odpowiadaj¹cej drganiom rozci¹gaj¹cym dla wi¹zañ C-H. Analizie poddano równie kompozyt, w którym monomer akrylanowy wystêpowa³ w nadmiarze: PLA/DPE- PA 60/40. Na rys. 12 przedstawiono znormalizowane widmo FTIR w zakresie od 1500 do 1000 cm -1 przed i po fotodegradacji tej próbki. Pasmo dla liczby falowej 1250 cm -1 charakteryzuje siê stabilnoœci¹, natomiast pasmo odpowiadaj¹ce drganiom rozci¹gaj¹cym wi¹zania C-O cechuje siê spadkiem. Charakterystyczne zmiany pasm absorpcyjnych badanego kompozytu przedstawia rys. 13. Spadek intensywnoœci wykazuj¹ pasma dla d³ugoœci fali 1800, 1100 oraz 3000 cm -1, natomiast pasma 3500 oraz 1250 cm -1 nie ulegaj¹ zmianom. Wynika st¹d, e fotodegradacja w tym kompozycie zachodzi g³ównie w ugrupowaniach C=O i C-O. Wnioski Poli(kwas mlekowy) i jego kompozyty z poliakrylanem na bazie piêciofunkcyjnego monomeru dipentaerytrytolu pentaakrylanu oraz czysty spolimeryzowany monomer podano fotostarzeniu w aparacie Suntest, emituj¹cym promieniowanie zbli one do œwiat³a s³onecznego. Czyste polimery (PLA i polidpepa) wykazuj¹ wzglêdn¹ niestabilnoœæ przejawiaj¹c¹ siê zmianami intensywnoœci pasm absorpcyjnych grup karbonylowych oraz pojedynczego wi¹zania wêgiel tlen, co wykaza³y badania spektroskopowe. Spoœród kompozytów najwiêksz¹ fotostabilnoœæ wykaza³a próbka PLA/DPEPA o równych udzia³ach monomeru i poli(kwasu mlekowego). Mo na stwierdziæ, e dzia³anie stabilizuj¹ce jest wywo³ane utworzon¹ wewnêtrzn¹ przenikaj¹c¹ siê sieci¹ polimerow¹, która zapobiega fotostarzeniu kompozytu w Sunteœcie a do 1000h, dziêki czemu jego w³aœciwoœci u ytkowe pozostaj¹ praktycznie niezmienione. Literatura Kaczmarek H. Fotopolimeryzacja triakrylanu trimetylopropanu w matrycy polimerów liniowych Polimery tworzywa wielkocz¹stkowe 1995, 40, nr 6, Kaczmarek H., Vukoviæ-Kwiatkowska I. Preparation and characterization of interpenetrating networks based on polyacrylates and poly(lactic acid) Express Polymer Letters, 2012, 6, 1, 78-94
160 292 Rafa³ ZAWILSKI, Marek SZOSTAK Rafa³ ZAWILSKI, Marek SZOSTAK Instytut Technologii Materia³ów Politechniki Poznañskiej ul. Piotrowo 3, Poznañ Systemy wytwarzania wyrobów wtryskowych w technologii dynamicznych zmian temperatury formy Streszczenie. W artykule przedstawiono podstawowe technologie wtryskiwania z cyklicznymi zmianami temperatury formy wtryskowej oraz omówiono zasady i charakterystyki procesów dynamicznego sterowania temperatur¹ formy wtryskowej. Scharakteryzowano metody ogrzewania gniazd form wtryskowych z wykorzystaniem zjawisk: konwekcji, przewodnictwa cieplnego, promienników podczerwieni i indukcji elektro-magnetycznej. Przedstawiono tak e najczêœciej obecnie stosowane metody: Variotherm, Rapid Temperature Cycling RTC, Variomould IR, Rapid Heating Ceramics RHC oraz Indu Mold. Omówiono zalety i wady ka dej z powy szych metod oraz niezbêdne do ich realizacji oprzyrz¹dowanie. Porównano ponadto konwencjonalny proces wtryskiwania z procesem wykorzystuj¹cym cykliczne zmiany temperatury formy. Niniejszy artyku³ ma na celu przybli enie istoty oraz obszarów zastosowania najnowszych metod wtryskiwania tworzyw polimerowych z zastosowaniem dynamicznych zmian temperatury formy wtryskowej. Opisane w pracy rozwi¹zania wyznaczaj¹ kierunek, w jakim obecnie rozwija siê przetwórstwo tworzyw polimerowych, stawiaj¹c na poprawê w³aœciwoœci produkowanych wyprasek przy jednoczesnym obni aniu kosztów ich wytwarzania. MANUFACTURING SYSTEMS OF INJECTION MOLDED PARTS USING THE TECHNOLOGY OF DYNAMIC MOLD TEMPERATURE CHANGE Summary. In this article the injection molding technologies using the variable mold temperature technics together with the principles and characteristics of dynamic controlling of the injection mold temperature have been described. The methods of mold cavities heating using the convection, conduction of heat, infrared and electro-magnetic induction have been discussed. The Variotherm, Rapid Temperature Cycling RTC, Variomould IR, Rapid Heating Ceramics RHC and Indu Mold methods have been described. The advantages and disadvantages of each of these methods have been shown. The conventional injection molding process and variable mold temperature injection technics have been compared, too. This article aims to explain the nature and application areas of the injection molding process with the dynamic mold temperature change. Solutions described in this paper indicate the current directions in polymer processing technologies, which aim to improve the properties of produced moldings and reduce the production costs. 1. Wprowadzenie Jednym z kluczowym parametrów w procesie wtryskiwania termoplastów jest temperatura tworzywa, a dok³adnie charakterystyka jej zmian w poszczególnych fazach cyklu pracy wtryskarki. Od przebiegu zmian temperatury tworzywa w uk³adzie uplastyczniaj¹cym, a nastêpnie w formie wtryskowej, zale y wiele istotnych cech technologicznych i u ytkowych produkowanych wyprasek. Przetwórcy tworzyw polimerowych coraz czêœciej rezygnuj¹ ze sta³ej temperatury formy w procesie wtryskiwania na rzecz jej cyklicznych zmian. Wynika to z rozpowszechniania siê przekonania, i wtryskiwanie tworzywa do formy o temperaturze przekraczaj¹cej temperaturê zeszklenia lub krystalizacji, a nastêpnie szybkie jej sch³adzanie przynosi rozliczne korzyœci zarówno w samym procesie przetwórstwa, jak i w zakresie poprawy istotnych cech wypraski. W zwi¹zku z tym rozwi¹zania te s¹ obecnie spotykane w ca³ym spektrum zastosowañ technologii wtryskiwania, od przemys³u motoryzacyjnego, przez opakowaniowy, a do zastosowañ z dziedziny optyki. Rosn¹ce oczekiwania w stosunku do jakoœci, estetyki, w³aœciwoœci wytrzyma³oœciowych i u ytkowych wyprasek z tworzyw polimerowych wymagaj¹ stosowania w procesie ich produkcji coraz bardziej innowacyjnych rozwi¹zañ technologicznych. Wyzwania stawiane przez niektóre bran e (na przyk³ad w przypadku wytwarzania detali optycznych) s¹ niemo liwe do osi¹gniêcia przy zastosowaniu konwencjonalnych, tradycyjnych technik przetwórstwa. Stosowanie w procesie wtryskiwania wysokiej temperatury form wtryskowych umo liwia produkcjê wyprasek o wyj¹tkowo du ym po³ysku (rys. 1) np.: obudowy telefonów komórkowych, laptopów i sprzêtu audio-video, wyprasek o po ¹danych w³aœciwoœciach mikrostruktury powierzchni, perfekcyjnym odwzorowaniu kszta³tu i wymiarów gniazda formuj¹cego oraz prawie Rys. 1. Detal z ABS wykonany z u yciem i bez techniki cyklicznego nagrzewania gniazd formuj¹cych [5]
 [1-5].")
161 Systemy wytwarzania wyrobów wtryskowych w technologii dynamicznych zmian temperatury formy 293 zerowym poziomie szcz¹tkowych naprê eñ w³asnych (wa ne m.in. w przypadku produkcji soczewek gruboœciennych) [1-5]. W nowoczesnych i najczêœciej wdra anych obecnie rozwi¹zaniach sterowania szybkimi cyklicznymi zmianami temperatury gniazd formuj¹cych wykorzystuje siê obiegi olejowe, elektryczne grza³ki oporowe, przegrzan¹ parê wodn¹, a tak e promienniki podczerwieni i induktory elektromagnetyczne. Stosuj¹c technologiê wtryskiwania z szybkimi, cyklicznymi zmianami temperatury formy przetwórcy s¹ w stanie spe³niæ wymagania dzisiejszego rynku, dotycz¹ce jakoœci powierzchni wyprasek i dok³adnoœci ich wykonania. Co najwa niejsze, mo na te wymagania spe³niæ z zachowaniem ekonomiki produkcji. Urz¹dzenia i uk³ady steruj¹ce temperatur¹ dzia³aj¹ równolegle w cyklu wtryskiwania, nie tylko nie opóÿniaj¹c procesu, ale nawet przyczyniaj¹ siê do jego skrócenia, obni aj¹c w ten sposób koszt wytworzenia wyprasek. Obecnie najczêœciej stosuje siê nastêpuj¹ce sposoby nagrzewania form wtryskowych: par¹ wodn¹ (np. Rapid Temperature Cycling RTC), ciecz¹ (np. Variotherm, Dynamic Mold Temperature Control DMTC), indukcj¹ (np. InduMold, Cage System, 3iTech), promieniowaniem podczerwonym (np. Variomelt IR), grza³kami elektrycznymi (np. Rapid Heating Ceramics RHC). W metodzie cyklicznej regulacji temperatury gniazd formuj¹cych wysoka temperatura œcianek formy przyczynia siê do opóÿnienia sch³adzania wtryskiwanego do formy tworzywa ciek³ego i szybkiego tworzenia zestalonej zewnêtrznej warstwy wypraski. Dziêki temu w procesie wtryskiwania uzyskuje siê wypraski lepiej odwzorowuj¹ce powierzchnie gniazd formuj¹cych, przy znacz¹co mniejszym oporze przep³ywu tworzywa w fazie wype³niania formy. Z kolei podczas fazy docisku wystêpuje lepsza propagacja ciœnienia w ca³ej objêtoœci wypraski. Wystêpuj¹ wiêc mniejsze gradienty ciœnienia pomiêdzy punktem wtrysku i najdalej oddalonymi od niego miejscami na drodze przep³ywu tworzywa. Przek³ada siê to na obni enie zamro onych w wyprasce naprê eñ oraz mniejsze ró nice skurczu w poszczególnych obszarach wypraski. Korzyœæ ta staje siê widoczna szczególnie wtedy, gdy cyklicznym sterowaniem temperatur¹ gniazd formuj¹cych objête s¹ obie czêœci formy [6-7]. 2. Zasady procesu wtryskiwania z zastosowaniem techniki cyklicznych zmian temperatury powierzchni gniazda formuj¹cego Produkcja wtryskowa detali z termoplastów, w przypadku których wymagane jest dok³adne odwzorowanie bardzo drobnych, czasem mierzonych w mikrometrach, struktur na powierzchni, wyj¹tkowego po³ysku lub jakoœci powierzchni w³aœciwej dla zastosowañ optycznych stanowi³a zawsze wyj¹tkowo trudne wyzwanie dla przetwórców. Z produkcj¹ tego typu zwi¹zane by³y zazwyczaj zwiêkszone koszty, spowodowane miêdzy innymi du ¹ brakowoœci¹ i koniecznoœci¹ stosowania dok³adniejszej kontroli jakoœci wyprasek. Zastosowanie wtrysku tworzywa do gor¹cej formy pozwoli³o unikn¹æ wielu czêsto spotykanych wad jakoœciowych detali. Cykliczne nagrzewanie i ch³odzenie gniazd formy (rys. 2) pozwala na znaczn¹ poprawê w³aœciwoœci produkowanych wyprasek przy zachowaniu du ego marginesu bezpieczeñstwa, co umo liwia prowadzenie produkcji wielkoseryjnej, a nawet masowej tego typu detali (przyk³adem mog¹ byæ obudowy telefonów komórkowych) [9]. W klasycznym przebiegu procesu wtryskiwania ciek³e tworzywo ma du o wy sz¹ temperaturê ni œcianki gniazda formy. W zwi¹zku z tym wystêpuje zjawisko szybkiego zestalania warstwy tworzywa na œciankach gniazda, utrudniaj¹ce jego przep³yw w formie. D¹ ¹c do przezwyciê enia oporów p³yniêcia zwiêksza siê tempera- Rys. 2. Przebieg zmian temperatury gniazda formy w procesie jej cyklicznej regulacji [8]
162 294 Rafa³ ZAWILSKI, Marek SZOSTAK turê, ciœnienie i prêdkoœæ wtryskiwania. W nastêpstwie pojawiaj¹ siê dobrze znane przetwórcom wady wyprasek (np.: srebrzyste smugi, przypalenia, degradacja termiczna), a koñcowa jakoœæ produkowanych detali jest czêsto wynikiem koniecznego kompromisu. Techniki cyklicznej regulacji temperatury formy daj¹ przetwórcy mo liwoœæ œwiadomego wp³ywania na przebieg i rozk³ad temperatury w gnieÿdzie. Dziêki wysokiej temperaturze formy podczas fazy wtrysku nie wystêpuje zjawisko tworzenia siê zestalonej warstwy tworzywa na powierzchni styku z gniazdem formuj¹cym, a przep³yw fontannowy tworzywa nie ulega zaburzeniu (rys. 3). Rys. 4. Skrócenie ca³kowitego czasu cyklu wtryskiwania dziêki zastosowaniu metody szybkich zmian temperatury gniazda formy [9] Rys. 3. Wp³yw temperatury formy na przep³yw strumienia wtryskiwanego tworzywa w procesie: a) wtryskiwania konwencjonalnego, b) wtryskiwania z cyklicznym nagrzewaniem/ch³odzeniem formy [5] Mo liwe staje siê unikniêcie immanentnych wad wyprasek oraz uzyskanie w³aœciwoœci do tej pory nieosi¹galnych w konwencjonalnym przebiegu procesu wtryskiwania. W odró nieniu od klasycznej metody stabilizacji temperatury formy w rozwi¹zaniu tym temperatura na styku œcianki gniazda formuj¹cego i wtryskiwanego tworzywa jest wysoka, co opóÿnia zestalanie siê tworzywa. W zale - noœci od kszta³tu i powierzchni wypraski mo na dziêki temu uzyskaæ jednoczesn¹ zmianê wielu ró nych cech charakterystycznych detalu. Metoda szybkich zmian temperatury gniazda formuj¹cego umo liwia niezale ne dobranie temperatury do ka dej z faz procesu wtryskiwania. Przyk³adowo podczas fazy ch³odzenia temperatura wody mo e byæ du o ni sza ni w rozwi¹zaniu konwencjonalnym, umo liwiaj¹c znaczne skrócenie czasu ch³odzenia wyprasek gruboœciennych. Testy przeprowadzone w przypadku produkcji soczewek LED o gruboœci 11 mm z PMMA wykaza³y, i dziêki zastosowaniu metody szybkich zmian temperatury formy mo liwe by³o skrócenie czasu cyklu a o 15% (rys. 4) (temperatura formy stabilizowanej klasycznie wynosi³a 75 C, natomiast zakres szybkich zmian temperatury wynosi³ 125 C 25 C) [9]. W celu poprawy w³aœciwoœci wyprasek (na przyk³ad niedopuszczenie do powstawania obszarów ³¹czenia strumieni tworzywa) w zale noœci od tworzywa stosowana jest temperatura nieco przekraczaj¹ca temperaturê zeszklenia tworzywa T g lub temperaturê krystalizacji T k. Ale ju nawet krótkotrwale osi¹gana temperatura poni ej T g lub T k mo e w istotny sposób poprawiæ w³aœciwoœci wytwarzanego detalu. Sposób ³¹czenia strug tworzywa i zmian temperatury p³yn¹cego tworzywa przedstawiono na rysunku 5. Wiadomo od ponad 20 lat, e metod¹ na unikniêcie linii ³¹czenia siê strug tworzywa w wyprasce jest podgrzanie gniazda formuj¹cego podczas wype³niania formy do temperatury zbli onej do wartoœci temperatury zeszklenia/krystalizacji tworzywa (rys. 6). Odtworzenie struktur na powierzchni o wielkoœci rzêdu nm, koniecznych przyk³adowo przy produkcji pow³ok antyrefleksyjnych, wymaga nagrzania formy do temperatury przewy szaj¹cej temperaturê zeszklenia przetwarzanego tworzywa. Jest to wielkoœæ struktur od trzech do piêciu razy mniejsza od wystêpuj¹cych na powierzchni p³yty DVD. Jednak w zakresie temperatury formy powy ej temperatury zeszklenia usuniêcie wypraski z gniazda formuj¹cego jest mo liwe dopiero po d³u szym czasie ch³odzenia. Ch³odzenie ma wiêc nadal podstawowe znaczenie dla ekonomiki procesu i najczêœciej realizowane jest w sposób klasyczny, tj. przy pomocy obiegów wodnych. Tylko w przypadku uzyskania optymalnej relacji pomiêdzy systemem nagrzewaj¹cym gniazdo, a systemem jego ch³odzenia mo na osi¹gn¹æ krótki czas ca³kowity cyklu procesu wtryskiwania. Oznacza to koniecznoœæ zastosowania bardzo wydajnego systemu ch³odzenia, szczególnie sprawnego w obszarach formy poddawanych skoko-


163 Systemy wytwarzania wyrobów wtryskowych w technologii dynamicznych zmian temperatury formy 295 Rys. 5. Eliminacja linii ³¹czenia siê strug tworzywa przez cykliczne nagrzewanie gniazda formy wtryskowej w miejscu, w którym mo e znajdowaæ siê wada [5] wym zmianom temperatury. Istotne jest równie to, by elementy stalowe formy wtryskowej poddawane tym zmianom mia³y jak najmniejsza masê i objêtoœæ. Przy okazji badañ i wdro eñ zwi¹zanych z wykorzystaniem tego zjawiska, odkrywano kolejne zalety i kolejne obszary zastosowañ metody wtrysku do formy, której œcianki maj¹ wysok¹ temperaturê. Korzyœci te mo na przedstawiæ nastêpuj¹co [9]: poprawa jakoœci i w³aœciwoœci wizualnych powierzchni wyprasek, bardzo dobre odwzorowanie na powierzchni wyprasek struktur w skali mikro i nano, brak wystêpowania linii p³yniêcia i linii ³¹czenia siê strug tworzywa, Rys. 6. Subiektywna ocena widocznoœci linii ³¹czenia na wyprasce (obudowa telefonu komórkowego) w zale noœci od temperatury gniazda formuj¹cego [9] ze wzglêdu na brak efektu wych³adzania strugi, mo - liwoœæ wype³niania gniazda tworzywem przy obni onym ciœnieniu, mo liwa d³u sza droga p³yniêcia tworzywa, co pozwala na ograniczenie liczby punktów wtrysku, brak wystêpowania wci¹gów, jam i zapadniêæ, mo liwoœæ produkcji detali optycznych (np. gruboœciennych soczewek) o perfekcyjnych geometriach i wysokiej jakoœci powierzchniach (dobre odwzorowanie powierzchni w miejscach pocienieñ, ma³e naprê- enia w wyprasce, krótkie cykle wtryskiwania), mo liwoœæ produkcji detali o powierzchniach odpornych na zarysowania (np. szkie³ka telefonów komórkowych), mo liwoœæ rezygnacji z drogich systemów wtryskiwania sekwencyjnego oraz kaskadowego i zast¹pienia ich klasycznym systemem gor¹co-kana³owym, Jedn¹ z najwa niejszych, podstawowych korzyœci zwi¹zanych ze stosowaniem tej technologii jest mo liwoœæ d³u szego wywierania ciœnienia docisku na zestalaj¹ce siê tworzywo, nawet w obszarach najdalej oddalonych od punktu wtrysku. Dziêki obni eniu wymaganego ciœnienia i mo liwoœci zwiêkszenia stosunku d³ugoœci p³yniêcia tworzywa do gruboœci wypraski sta³o siê mo liwe produkowanie wyprasek cienkoœciennych, o gruboœciach œcianek mniejszych od 400 mikrometrów. Ciœnienie w fazie docisku jest bardziej równomierne w ca³ej objêtoœci wypraski i mo e mieæ du o mniejsz¹ wartoœæ, co przek³ada siê na mo liwoœæ prowadzenia procesu na wtryskarkach o mniejszej sile zamykania formy, a to oznacza tañsze maszyny, tañsze formy i w efekcie tañsze wypraski. Nale y równie wspomnieæ o wadach, których zasadniczo nie ma zbyt wiele i s¹ one stopniowo eliminowane

, mo liwoœæ szybszego zu ywania siê i awarii elementów ruchomych formy (wypychacze, suwaki, szczêki), brak mo liwoœci ³atwej adaptacji tej technologii w")


164 296 Rafa³ ZAWILSKI, Marek SZOSTAK KONWEKCJA PROMIENIOWANIE PRZEWODNICTWO INDUKCJA Rys. 7. Podzia³ technologii nagrzewania gniazd formy wtryskowej z uwagi na sposób dostarczania ciep³a [8] dziêki rozwojowi tej technologii. Do g³ównych wad zaliczyæ mo na: ryzyko wyd³u enia czasu cyklu w przypadku wyprasek cienkoœciennych, brak mo liwoœci zastosowania tej technologii we wszystkich przypadkach (czynnikiem ograniczaj¹cym jest najczêœciej kszta³t geometryczny wypraski), mo liwoœæ szybszego zu ywania siê i awarii elementów ruchomych formy (wypychacze, suwaki, szczêki), brak mo liwoœci ³atwej adaptacji tej technologii w istniej¹cych formach, na pozór skomplikowany know-how odstraszaj¹cy potencjalnych u ytkowników, wy szy koszt formy i urz¹dzeñ peryferyjnych. Do nagrzewania gniazd formuj¹cych wykorzystuje siê nastêpuj¹ce metody, niektóre wykorzystywane w przemyœle od d³u szego czasu i w zwi¹zku z tym dobrze znane: ciecze stosowane jako media przekazuj¹ce ciep³o do formy (woda, olej), grza³ki oporowe (patronowe, kartrid e, pow³oki oporowe), lampy na podczerwieñ, wewnêtrzne i zewnêtrzne grza³ki indukcyjne. Z uwagi na zachodz¹ce zjawiska fizyczne i cieplne, a tak- e osi¹gan¹ szybkoœæ nagrzewania, w obecnie stosowanych procesach cyklicznego nagrzewania gniazd form wykorzystywane s¹ zjawiska fizyczne, przedstawione na rys Charakterystyka stosowanych rozwi¹zañ dynamicznego sterowania temperatur¹ gniazd formuj¹cych 3.1. Ogrzewanie gniazda formuj¹cego z wykorzystaniem zjawiska konwekcji ciep³a Jedn¹ z czterech obecnie stosowanych metod nagrzewania gniazd formy jest metoda konwekcyjna. Mo liwe s¹ dwa warianty ogrzewania konwekcyjnego powierzchni gniazda formy: bezpoœrednia i poœrednia. W pierwszym, stosunkowo rzadko spotykanym wypadku, gor¹ce powietrze wdmuchiwane jest do wnêtrza formy i w ten sposób nagrzewa powierzchnie formuj¹ce. Natomiast w metodach poœrednich wykorzystywane s¹ b¹dÿ tradycyjne kana³y ch³odz¹ce, b¹dÿ kana³y grzewcze, specjalnie w tym celu wykonane w formie. Jako noœnik ciep³a wykorzystuje siê najczêœciej wodê, olej lub przegrzan¹ parê wodn¹. Obecnie jednym z najwiêkszych obszarów zastosowañ tej metody jest produkcja detali estetycznych, np. takich jak pozbawione wszelkich wad i o bardzo wysokim po³ysku ramy do paneli LCD [2,4]. Podstawow¹ wad¹ zwi¹zan¹ z zastosowaniem wody lub oleju jest ma³a dynamika zmian temperatury formy i bardzo du a bezw³adnoœæ procesu. Z drugiej jednak strony media te s¹ wzglêdnie ³atwe w u yciu. Przewaga pary wodnej w stosunku do wody wynika z nieco bardziej intensywnej i równomiernej wymiany ciep³a z form¹. Zmiana pomiêdzy fazami grzania i ch³odzenia formy w przypadku zastosowania cieczy jako medium mo e byæ realizowana dwoma sposobami: gor¹ce i zimne medium przepuszczane s¹ naprzemiennie przez ten sam kana³ w formie, dla gor¹cego i zimnego medium przewidziane s¹ oddzielne (dwa lub wiêcej) obiegi. Dostêpne s¹ ró ne systemy sterowania temperatury formy z wykorzystaniem zjawiska konwekcji. Przyk³adowo firma Werkzeugbau Siegfried Hoffman GmbH opatentowa³a i wprowadzi³a na rynek system termostatowania Variotherm, pozwalaj¹cy na uzyskanie bardzo dobrych jakoœciowo wyprasek w procesie o du ej dynamice zmiany temperatury formy (prêdkoœæ grzania powierzchni formuj¹cych 20 K/s, prêdkoœæ ch³odzenia 8 10 K/s). Z kolei firma ONI-Temperiertechnik Rhytemper GmbH proponuje system impulsowej regulacji temperatury formy opatentowan¹ technologi¹ Rhytemper, w której wykorzystane s¹ klasyczne procesy cieplne, zachodz¹ce w formie wtryskowej. W czasie, gdy forma jest otwarta oraz podczas fazy wtrysku forma nie jest termostatowana, co prowadzi do szybkiego ogrzania œcianek gniazda formy przez wtryskiwane tworzywo. Bezpoœrednio po zakoñczeniu fazy wtrysku lub fazy docisku rozpoczyna siê ch³odzenie impulsowe. W przypadku wykorzystania do nagrzewania zjawiska konwekcji stosuje siê najczêœciej nastêpuj¹ce uk³ady mediów: nagrzewanie olej / ch³odzenie olej, nagrzewanie gor¹ca woda / ch³odzenie zimna woda,

165 Systemy wytwarzania wyrobów wtryskowych w technologii dynamicznych zmian temperatury formy 297 nagrzewanie para wodna / ch³odzenie zimna woda Ogrzewanie gniazda formuj¹cego z zastosowaniem promienników podczerwieni Rys. 8. Przyk³adowe rozwi¹zanie zintegrowania promiennika podczerwieni z form¹ wtryskow¹ [9] W metodzie tej wykorzystuje siê fale elektromagnetyczne w zakresie podczerwieni. Zdolnoœæ absorpcji promieniowania zale y od rodzaju materia³u, z którego wykonane jest gniazdo formuj¹ce oraz sposobu wykoñczenia jego powierzchni. Przyk³adowo polerowana powierzchnia stalowa odbija du ¹ czêœæ padaj¹cego promieniowania œwietlnego, w tym tak e podczerwonego, w przeciwieñstwie do powierzchni matowej, która je poch³ania. Promienniki podczerwieni najczêœciej emituj¹ szerokie spektrum promieniowania z jednym wyraÿnym maksimum d³ugoœci fali elektromagnetycznej. Na podstawie tej wartoœci charakteryzuje siê i klasyfikuje promienniki, dziel¹c je na krótkofalowe ( 2 µm), œredniofalowe (2 µm < 3,5 µm) oraz d³ugofalowe ( > 3,5 µm). Zaprojektowanie efektywnie dzia³aj¹cego uk³adu wykorzystuj¹cego tê metodê nagrzewania wymaga znajomoœci w³aœciwoœci absorpcyjnych materia³u formy. Na tej podstawie dobiera siê d³ugoœæ fali emitowanej przez promiennik. Przyk³adowo do stali preferowane s¹ promienniki pracuj¹ce w krótkofalowym zakresie podczerwieni. Firma ENGEL na targach K2007 jako pierwsza przedstawi³a technologiê i urz¹dzenia oparte na tej w³aœnie metodzie, s³u ¹ce do produkcji obudów telefonów komórkowych o bardzo wysokim po³ysku (tzw. piano black ) [9]. Sprawnoœæ nagrzewania t¹ metod¹ mo na podnieœæ w sposób dwojaki. Po pierwsze poprzez zwiêkszenie absorpcji promieniowania podczerwonego przez powierzchniê dziêki wytworzeniu na niej odpowiedniej pow³oki. Pow³oki takie mog¹ znacznie poprawiæ zdolnoœæ poch³aniania ciep³a przez powierzchniê, skracaj¹c tym samym wymagany czas nagrzewania. Osi¹gana obecnie szybkoœæ przyrostów temperatury wynosi K/s, lecz prowadzone s¹ badania nad nowymi pow³okami daj¹cymi jeszcze lepsze rezultaty. Pod wzglêdem dynamiki nagrzewanie promieniowaniem podczerwonym porównywalne jest z metod¹ nagrzewania par¹ wodn¹. Zaletami nagrzewania podczerwieni¹ s¹ niskie koszty inwestycyjne, krótki czas ch³odzenia (np. w przypadku stosowania rozwi¹zania separacji gniazda szczelin¹ powietrzn¹), brak górnej granicy temperatury (w odró nieniu od nagrzewania cieczami czy par¹), stabilnoœæ i powtarzalnoœæ procesu, brak koniecznoœci stosowania ch³odzenia impulsowego lub opró niania kana³ów ch³odz¹cych przed nagrzewaniem. Podstawowym mankamentem jest mo liwoœæ nagrzewania wy³¹cznie przy formie otwartej. Problem ten mo - na rozwi¹zaæ poprzez zwiêkszenie liczby gniazd formuj¹cych i zastosowanie obrotowej p³yty indeksowej. Nagrzewanie drugiego gniazda formy odbywa siê wówczas jednoczeœnie z faz¹ ch³odzenia wypraski w pierwszym gnieÿdzie, co nie powoduje wyd³u enia cyklu wtryskiwania. Poprzez zabudowanie promiennika w formie eliminuje siê koniecznoœæ stosowania dodatkowego manipulatora. Nagrzewanie nastêpuje od tylnej strony gniazda, dziêki czemu nie ma koniecznoœci nak³adania pow³oki na ogrzewan¹ powierzchniê formuj¹c¹. Przyk³adowym rozwi¹zaniem pokazanym na rysunku 8 jest forma dwugniazdowa, w której zastosowano ch³odzenie jednego gniazda z jednoczesnym grzaniem drugiego. W czasie, gdy w dolnym gnieÿdzie nastêpuje wtrysk, górne gniazdo jest nagrzewane promieniowaniem podczerwonym. Po zakoñczeniu cyklu wtryskiwania p³yta indeksowa obraca siê o 180 stopni. W tym rozwi¹zaniu p³yty formuj¹ce s¹ ch³odzone w sposób ci¹g³y. Ze wzglêdu na zamkniêt¹ przestrzeñ grzewcz¹ oraz odizolowanie nagrzewanego gniazda od ch³odzenia formy proces jest wyj¹tkowo wydajny pod wzglêdem energetycznym. Wg opinii przetwórców to rozwi¹zanie techniczne zapewnia dobr¹ powtarzalnoœæ produkcji oraz szybk¹ amortyzacjê inwestycji w nieco dro sze narzêdzie Ogrzewanie gniazda formuj¹cego z wykorzystaniem zjawiska przewodnictwa cieplnego W kolejnej metodzie nagrzewania gniazda wykorzystuje siê zjawisko wytwarzania ciep³a podczas przep³ywu pr¹du elektrycznego przez elementy oporowe (np. grza³ki oporowe). Choæ jest to relatywnie tania metoda, nie rozpowszechni³a siê do tej pory ze wzglêdu na wiele wad, takich jak problemy z ukierunkowywaniem strumienia ciep³a, niedok³adne sterowanie oraz krótk¹ ywotnoœæ grza³ek. Dopiero pojawienie siê ceramiki przewodz¹cej pr¹d elektryczny zwiêkszy³o potencja³ zastosowañ tej metody. Uzyskuje siê dziêki tym materia³om du ¹ gêstoœæ mocy siêgaj¹c¹ 150 W/cm 2 oraz szybkoœæ przyrostu temperatury na powierzchni wypraski na poziomie 20K/s [5].
166 298 Rafa³ ZAWILSKI, Marek SZOSTAK Rys. 9. Porównanie sprawnoœci grza³ek patronowych i ceramicznych [10] Elementy oporowe umieszcza siê jak najbli ej powierzchni gniazda, poniewa wytwarzane przez nie ciep³o przekazywane jest poprzez przewodnictwo do œcianek gniazda formuj¹cego. W idealnym rozwi¹zaniu elementy te stanowi¹ fragment powierzchni gniazda formuj¹cego. Sama koncepcja nie jest nowa, przyk³adowo grza³ki patronowe stosowane s¹ w przetwórstwie tworzyw polimerowych ju od d³u szego czasu. Grza³ki tego typu nie s¹ dobrym rozwi¹zaniem w przypadku cyklicznego sterowania temperatur¹ formy ze wzglêdu na to, e ka dy taki element stanowi odrêbne, punktowe Ÿród³o ciep³a. Po³o enie i liczba tych grza³ek wp³ywa wiêc na rozk³ad temperatury w formie i trudno jest uzyskaæ jednorodny jej rozk³ad. Pod wzglêdem równomiernoœci rozk³adu temperatury du o lepszym rozwi¹zaniem jest zastosowanie ceramicznych grza³ek oporowych (oferowanych przyk³adowo przez firmê GWK). Z regu³y elementy te umieszczane s¹ bezpoœrednio pod powierzchni¹ gniazda formuj¹cego. Zbudowane s¹ one z dwóch ró nych materia³ów materia³u o bardzo dobrym wspó³czynniku przewodnictwa cieplnego (50 60 W/mK) otoczonego materia³em o w³aœciwoœciach izolacyjnych termicznie [6]. Grza³ki ceramiczne w postaci wstawek do form stosowane s¹ bardzo czêsto do ogrzewania miejscowego pewnych fragmentów wypraski. Wysoka moc tych grza³ek wynosz¹ca ponad 100 W/m 2, pozwala b³yskawicznie nagrzaæ strefy gniazda, w których na wyprasce mog¹ pojawiaæ siê np. linie ³¹czenia strug tworzywa. Nale y jednak pamiêtaæ, i grza³ki te mog¹ osi¹gaæ maksymalne temperatury zbli one do 1000 C, co przy z³ym prowadzeniu procesu mo e prowadziæ nie tylko do destrukcji tworzywa ale równie uszkodzenia formy [10]. Mo liwe do uzyskania szybkoœci nagrzewania s¹ doœæ wysokie i wynosz¹ oko³o 25K/s. Ciep³o odprowadzane jest kana³ami ch³odz¹cymi umieszczonymi w formie bezpoœrednio pod ceramiczn¹ grza³k¹ oporow¹. Poniewa przewodnictwo cieplne wysokostopowej stali (14 40 W/mK) jest nieco ni sze od przewodnictwa cieplnego elementu ceramicznego, przy odpowiednim ustawieniu procesu udaje siê uzyskaæ na œciankach gniazda zarówno szybki wzrost, jak i spadek temperatury. Grza³ki ceramiczne znalaz³y szczególnie zastosowanie w produkcji soczewek z poliwêglanu lub poli (metakrylanu metylu). W przypadku PC œcianki formy przed wtryskiem nagrzewane s¹ do temperatury 135 C, a wypraska jest usuwana z formy o temperaturze C. Wartoœci temperatury w przypadku PMMA s¹ ni sze i wynosz¹ odpowiednio 110 C oraz C [10]. Grza³ki patronowe, przy gêstoœci mocy 60 W/cm 2, osi¹gaj¹ temperaturê na powierzchni 900 C po oko³o 30 sekundach. Grza³ki ceramiczne wykazuj¹ wiêksz¹ gêstoœæ mocy rzêdu 100 W/cm 2, a temperaturê rzêdu 1000 C uzyskuj¹ ju po 7 sekundach (rys. 9). Wad¹ grza³ek ceramicznych jest ich du a wra liwoœæ na naprê enia zginaj¹ce oraz kruchoœæ. Grza³ek tych nie mo na obrabiaæ w trzech wymiarach, co ogranicza ich zastosowanie do produkcji detali p³askich. Bardzo dobrym materia³em do produkcji wysokowydajnych grza³ek oporowych okaza³a siê przewodz¹ca ceramika. Mo e byæ ona ukszta³towana zgodnie z zarysem wypraski, umieszczona tu pod powierzchni¹ gniazda, umo liwiaj¹c regulacjê temperatury wybranych obszarów gniazda. Mo liwa do osi¹gniêcia t¹ metod¹ temperatura wynosi 500 C. Kana³y ch³odzenia mog¹ zostaæ poprowadzone równie we wnêtrzu elementu z ceramiki. Do realizacji sterowania umieszcza siê w pêtli sprzê enia zwrotnego czujniki temperatury, montuj¹c je w formie blisko powierzchni gniazda formuj¹cego. Ceramika przewodz¹ca umo liwia dynamiczne i sprawne regulowanie temperatury form i ich gniazd formuj¹cych. Wynika to miêdzy innymi z umiejscowienia grza³ki w bezpoœredniej bliskoœci powierzchni gniazda formuj¹cego oraz stosunkowo niewielkiej masy materia³u podlegaj¹cej nagrzewaniu (regulowana jest zasadniczo temperatura powierzchni gniazda, a nie ca³ej objêtoœci formy). Temperaturê mo na sterowaæ przy zastosowaniu klasycznego sterownika do dysz gor¹co-kana³owych (obecnie jest to standardowe wyposa enie nowoczesnej wtryskarki). 3.4 Ogrzewanie gniazda formuj¹cego z wykorzystaniem zjawiska indukcji elektromagnetycznej Nagrzewanie indukcyjne w uproszczeniu wykorzystuje zasadê pracy transformatora. Induktor, przez który p³ynie pr¹d zmienny o wysokiej czêstotliwoœci otoczony jest zmiennym polem elektromagnetycznym. Jeœli umieœci siê w tym zmiennym polu element przewodz¹cy pr¹d elektryczny, na jego powierzchni bêd¹ indukowa³y siê pr¹dy wirowe, z których przep³ywem zwi¹zane jest wydzielanie siê ciep³a zwi¹zanego ze zjawiskiem histerezy magnetycznej. Induktor równie siê nagrzewa, dlatego najczêœciej jest on wykonany z przewodów w formie rurek, przez które przep³ywa medium ch³odz¹ce. Metoda ta zapewnia du ¹ szybkoœæ nagrzewania, przekraczaj¹c¹ 50K/s. Przyk³adem tej technologii mo e byæ opatentowa-

167 Systemy wytwarzania wyrobów wtryskowych w technologii dynamicznych zmian temperatury formy 299 ne przez Kunststoff Institut Lüdenscheidt rozwi¹zanie InduMold, w którym dziêki zastosowaniu szybkiego nagrzewania indukcyjnego gniazd formuj¹cych uda³o siê wyeliminowaæ wady wyprasek, niemo liwe do usuniêcia w klasycznym procesie wtryskiwania, takie jak zmatowienia powierzchni, czy widoczne linie ³¹czenia strumieni tworzywa. Zjawisko ogrzewania w wyniku indukcji elektromagnetycznej wynika z powstawania strat mocy czynnej indukowanych pr¹dów wirowych, uzyskiwanych w wyniku oddzia³ywania zmiennego pola elektromagnetycznego na elementy formy wtryskowej. Ciep³o generowane jest bezpoœrednio w œciankach narzêdzia, umo liwiaj¹c uzyskanie bardzo du ych szybkoœci przyrostu temperatury na powierzchniach gniazd formuj¹cych, od 20 60K/s [11]. Mo liwe s¹ zasadniczo dwa rozwi¹zania techniczne. Induktor mo e byæ wprowadzany jako odrêbne, zewnêtrzne urz¹dzenie pomiêdzy podzespo³y otwartej formy b¹dÿ induktor mo e zostaæ wbudowany do wnêtrza formy. Zjawisko indukcji w³asnej powoduje doœæ korzystny rozk³ad gêstoœci pr¹dów wirowych w formie, w wyniku którego maksymalnemu nagrzewaniu poddawane s¹ warstwy powierzchniowe narzêdzia, podczas gdy wnêtrze formy nagrzewa siê nieznacznie. W wiêkszoœci przypadków formy grzane indukcyjne s¹ przez ca³y czas poddawane ch³odzeniu (medium ch³odz¹ce kr¹ y nieprzerwanie w kana³ach formy). Problemem jest jednoczesne ch³odzenie i nagrzewanie. W zale noœci od sposobu poprowadzenia kana³ów ch³odz¹cych powierzchnia gniazda mo e nagrzewaæ siê w sposób nierównomierny. W przypadku induktorów wprowadzanych z zewn¹trz wystêpuj¹ du e spadki temperatury w okresie pomiêdzy rozpoczêciem usuwania induktora z otwartej formy, a wtryskiem tworzywa. W zwi¹zku z tym przyjmuje siê poprawkê i zwiêksza zadan¹ temperaturê powierzchni gniazda o wartoœæ oko³o 100K. Koniecznoœæ stosowania tej poprawki pogarsza bilans energetyczny ca³ego procesu. Negatywnym skutkiem mo e byæ równie wyd³u enie czasu cyklu wtryskiwania (podobny problem wystêpuje równie w przypadku promienników podczerwieni). Pewnym usprawnieniem mo e byæ odizolowanie ogrzewanej p³yty formuj¹cej od pozosta³ej czêœci formy za pomoc¹ szczeliny powietrznej, gdy skutecznie izoluje ona ogrzewane gniazdo od ch³odzonego korpusu formy (rys.10). W przypadku induktorów zintegrowanych z form¹ wtryskow¹ narzêdzie jest ogrzewane od wewn¹trz formy, w zwi¹zku z tym maksymalna temperatura nie wystêpuje na powierzchni gniazda formuj¹cego, lecz na powierzchni styku induktora z form¹. Ciep³o musi w zwi¹zku z tym zostaæ przekazane do powierzchni formuj¹cych poprzez odpowiednie elementy przewodz¹ce. W porównaniu z induktorami zewnêtrznymi zabudowanie induktorów w formie wtryskowej znacz¹co podnosi koszt wykonania narzêdzia oraz wymaga zastosowania w produkcji termostatów pracuj¹cych w trybie impulsowym. Nagrzewanie indukcyjne bardzo dobrze sprawdza siê w przypadku produkcji detali z tworzyw porowatych. Rys. 10. Zapobieganie stratom ciep³a podczas ogrzewania formy przez zastosowanie szczeliny izolacyjnej [9] Dziêki tej technologii uzyskuje siê gruboœcienne detale o bardzo g³adkiej i b³yszcz¹cej powierzchni, pozbawione rys, zapadniêæ i jam, jakoœci niemo liwej do uzyskania przy klasycznym prowadzeniu procesu wtryskiwania, w którym by³ to zawsze kompromis pomiêdzy wystêpowaniem wci¹gów lub porowatej powierzchni, spowodowanej dodatkiem poroforów. Pomimo wielu zalet zwi¹zanych z wykorzystywaniem tworzyw porowatych (brak zapadniêæ, mniejsze zu ycie materia³u, krótsze cykle, tañsze formy), nie by³y one nigdy stosowane do produkcji detali dekoracyjnych. W razie koniecznoœci stosowano obni aj¹ce znacznie ekonomikê produkcji rozwi¹zania, takie jak podwy szanie temperatury formy i wyd³u anie cykli, malowanie czy dotryskiwanie cienkiej warstwy zewnêtrznej. Dopiero zastosowanie technologii sterowania temperatur¹ gniazd wtryskowych, umo liwi³o poprawê w³aœciwoœci powierzchni wyprasek porowatych i zwiêkszy³o zakres ich stosowania [11]. 4. Podsumowanie Stosowanie metody cyklicznych zmian temperatury gniazd formuj¹cych przynosi wiele korzyœci, znacz¹co poprawiaj¹c jakoœæ produkowanych detali. Jest to technologia nowa, nie stosowana powszechnie przez przetwórców. Tylko oko³o 20% ankietowanych firm zajmuj¹cych siê przetwórstwem tworzyw polimerowych w Niemczech deklaruje posiadanie lub chêæ jej wdro enia [1,4]. Systemy nagrzewania oparte o ciek³e media, takie jak woda czy olej, staj¹ siê powoli standardem. G³ówn¹ ich
Wp³yw czêstotliwosci obci¹ eñ zmêczeniowych na w³aœciwosci mechaniczne, barwê i po³ysk wyprasek wtryskowych z poliamidu 6.10
 144 El bieta BOCI GA, Monika KULA, Jakub WAWRZYNIAK El bieta BOCI GA, Monika KULA, KULA*, Jakub WAWRZYNIAK Politechnika Czêstochowska, Wydzia³ In ynierii Mechanicznej i Informatyki, Instytut Technologii
144 El bieta BOCI GA, Monika KULA, Jakub WAWRZYNIAK El bieta BOCI GA, Monika KULA, KULA*, Jakub WAWRZYNIAK Politechnika Czêstochowska, Wydzia³ In ynierii Mechanicznej i Informatyki, Instytut Technologii
Nanokompozyty POM/POSS struktura i w³aœciwoœci termiczne
 Nanokompozyty POM/POSS struktura i w³aœciwoœci termiczne 171 Dorota CZARNECKA-KOMOROWSKA, Tomasz STERZYÑSKI Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych ul. Piotrowo
Nanokompozyty POM/POSS struktura i w³aœciwoœci termiczne 171 Dorota CZARNECKA-KOMOROWSKA, Tomasz STERZYÑSKI Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych ul. Piotrowo
Wp³yw silseskwioksanów na palnoœæ i w³aœciwoœci mechaniczne kompozytów epoksydowych
 1 Danuta CHMIELEWSKA, ANDRZEJEWSKI, Mateusz BARCZEWSKI, Tomasz STERZEÑSKI Danuta CHMIELEWSKA, CHMIELEWSKA*, ANDRZEJEWSKI, Mateusz BARCZEWSKI, Tomasz STERZEÑSKI Politechnika Poznañska, Instytut Technologii
1 Danuta CHMIELEWSKA, ANDRZEJEWSKI, Mateusz BARCZEWSKI, Tomasz STERZEÑSKI Danuta CHMIELEWSKA, CHMIELEWSKA*, ANDRZEJEWSKI, Mateusz BARCZEWSKI, Tomasz STERZEÑSKI Politechnika Poznañska, Instytut Technologii
CHOOSEN PROPERTIES OF MULTIPLE RECYCLED PP/PS BLEND
 ARKADIUSZ KLOZIŃSKI, PAULINA JAKUBOWSKA WYBRANE WŁAŚCIWOŚCI MIESZANINY / W FUNKCJI KROTNOŚCI PRZETWÓRSTWA CHOOSEN PROPERTIES OF MULTIPLE RECYCLED / BLEND S t r e s z c z e n i e A b s t r a c t W pracy
ARKADIUSZ KLOZIŃSKI, PAULINA JAKUBOWSKA WYBRANE WŁAŚCIWOŚCI MIESZANINY / W FUNKCJI KROTNOŚCI PRZETWÓRSTWA CHOOSEN PROPERTIES OF MULTIPLE RECYCLED / BLEND S t r e s z c z e n i e A b s t r a c t W pracy
1. Wstêp Charakterystyka linii napowietrznych... 20
 Spis treœci Od Autora... 11 1. Wstêp... 15 Literatura... 18 2. Charakterystyka linii napowietrznych... 20 3. Równanie stanów wisz¹cego przewodu... 29 3.1. Linia zwisania przewodu... 30 3.2. Mechanizm kszta³towania
Spis treœci Od Autora... 11 1. Wstêp... 15 Literatura... 18 2. Charakterystyka linii napowietrznych... 20 3. Równanie stanów wisz¹cego przewodu... 29 3.1. Linia zwisania przewodu... 30 3.2. Mechanizm kszta³towania
Badania wybranych w³aœciwoœci mechanicznych wyrobów z poliamidów i innych tworzyw konstrukcyjnych (uzupe³nienie)
") 216 Wybrane aspekty starzenia wzmocnionych poliamidów. Cz. 3. B³a ej CHMIELNICKI Politechnika Œl¹ska w Gliwicach, Wydzia³ Mechaniczno-Technologiczny Semestr IX, Grupa specjalizacyjna Przetwórstwo i Obróbka
216 Wybrane aspekty starzenia wzmocnionych poliamidów. Cz. 3. B³a ej CHMIELNICKI Politechnika Œl¹ska w Gliwicach, Wydzia³ Mechaniczno-Technologiczny Semestr IX, Grupa specjalizacyjna Przetwórstwo i Obróbka
1. WPROWADZENIE 2. CZÊŒÆ DOŒWIADCZALNA. 2.1 Materia³ badawczy
 Ocena zgrzewalnoœci polipropylenowych folii orientowanych 195 Arkadiusz KLOZIÑSKI, KLOZIÑSKI*, Paulina JAKUBOWSKA Instytut Technologii i In ynierii Chemicznej, Zak³ad Polimerów, Politechnika Poznañska
Ocena zgrzewalnoœci polipropylenowych folii orientowanych 195 Arkadiusz KLOZIÑSKI, KLOZIÑSKI*, Paulina JAKUBOWSKA Instytut Technologii i In ynierii Chemicznej, Zak³ad Polimerów, Politechnika Poznañska
Bogus³aw KRÓLIKOWSKI. Instytut In ynierii Materia³ów Polimerowych i Barwników Toruñ, ul. M. Sk³odowskiej-Curie 55
 Wp³yw konfiguracji œlimaków wyt³aczarki typu W2W na niektóre w³aœciwoœci polimerów w symulowanym procesie recyklingu... 567 Bogus³aw KRÓLIKOWSKI Instytut In ynierii Materia³ów Polimerowych i Barwników
Wp³yw konfiguracji œlimaków wyt³aczarki typu W2W na niektóre w³aœciwoœci polimerów w symulowanym procesie recyklingu... 567 Bogus³aw KRÓLIKOWSKI Instytut In ynierii Materia³ów Polimerowych i Barwników
Charakterystyki odkszta³ceniowo-naprê eniowe wyprasek wtryskowych z kompozytu poliacetalu z w³óknem szklanym
 88 El bieta BOCI GA, Monika KULA*, Mariola WOJCIECHOWSKA El bieta BOCI GA, Monika KULA*, Mariola WOJCIECHOWSKA Zak³ad Przetwórstwa Polimerów, Instytut Technologii Mechanicznych Politechnika Czêstochowska
88 El bieta BOCI GA, Monika KULA*, Mariola WOJCIECHOWSKA El bieta BOCI GA, Monika KULA*, Mariola WOJCIECHOWSKA Zak³ad Przetwórstwa Polimerów, Instytut Technologii Mechanicznych Politechnika Czêstochowska
KALORYMETRYCZNA OCENA WPŁYWU POLISTYRENU NA KRYSTALIZACJĘ POLIPROPYLENU
 ARTUR KOŚCIUSZKO *, PAULINA JAKUBOWSKA, ARKADIUSZ KLOZIŃSKI **, TOMASZ STERZYŃSKI *** KALORYMETRYCZNA OCENA WPŁYWU POLISTYRENU NA KRYSTALIZACJĘ POLIPROPYLENU THE CALORIMETRIC STUDIES OF AN INFLUENCE OF
ARTUR KOŚCIUSZKO *, PAULINA JAKUBOWSKA, ARKADIUSZ KLOZIŃSKI **, TOMASZ STERZYŃSKI *** KALORYMETRYCZNA OCENA WPŁYWU POLISTYRENU NA KRYSTALIZACJĘ POLIPROPYLENU THE CALORIMETRIC STUDIES OF AN INFLUENCE OF
PRAWA ZACHOWANIA. Podstawowe terminy. Cia a tworz ce uk ad mechaniczny oddzia ywuj mi dzy sob i z cia ami nie nale cymi do uk adu za pomoc
 PRAWA ZACHOWANIA Podstawowe terminy Cia a tworz ce uk ad mechaniczny oddzia ywuj mi dzy sob i z cia ami nie nale cymi do uk adu za pomoc a) si wewn trznych - si dzia aj cych na dane cia o ze strony innych
PRAWA ZACHOWANIA Podstawowe terminy Cia a tworz ce uk ad mechaniczny oddzia ywuj mi dzy sob i z cia ami nie nale cymi do uk adu za pomoc a) si wewn trznych - si dzia aj cych na dane cia o ze strony innych
Przedmowa Czêœæ pierwsza. Podstawy frontalnych automatów komórkowych... 11
 Spis treœci Przedmowa... 9 Czêœæ pierwsza. Podstawy frontalnych automatów komórkowych... 11 1. Wstêp... 13 1.1. Rys historyczny... 14 1.2. Klasyfikacja automatów... 18 1.3. Automaty komórkowe a modelowanie
Spis treœci Przedmowa... 9 Czêœæ pierwsza. Podstawy frontalnych automatów komórkowych... 11 1. Wstêp... 13 1.1. Rys historyczny... 14 1.2. Klasyfikacja automatów... 18 1.3. Automaty komórkowe a modelowanie
1. Wstêp. 2. Metodyka i zakres badañ WP YW DODATKÓW MODYFIKUJ CYCH NA PODSTAWOWE W AŒCIWOŒCI ZAWIESIN Z POPIO ÓW LOTNYCH Z ELEKTROWNI X
 Górnictwo i Geoin ynieria Rok 29 Zeszyt 4 2005 Jan Palarski*, Franciszek Plewa*, Piotr Pierzyna* WP YW DODATKÓW MODYFIKUJ CYCH NA PODSTAWOWE W AŒCIWOŒCI ZAWIESIN Z POPIO ÓW LOTNYCH Z ELEKTROWNI X 1. Wstêp
Górnictwo i Geoin ynieria Rok 29 Zeszyt 4 2005 Jan Palarski*, Franciszek Plewa*, Piotr Pierzyna* WP YW DODATKÓW MODYFIKUJ CYCH NA PODSTAWOWE W AŒCIWOŒCI ZAWIESIN Z POPIO ÓW LOTNYCH Z ELEKTROWNI X 1. Wstêp
Ćwiczenie: "Ruch harmoniczny i fale"
 Ćwiczenie: "Ruch harmoniczny i fale" Opracowane w ramach projektu: "Wirtualne Laboratoria Fizyczne nowoczesną metodą nauczania realizowanego przez Warszawską Wyższą Szkołę Informatyki. Zakres ćwiczenia:
Ćwiczenie: "Ruch harmoniczny i fale" Opracowane w ramach projektu: "Wirtualne Laboratoria Fizyczne nowoczesną metodą nauczania realizowanego przez Warszawską Wyższą Szkołę Informatyki. Zakres ćwiczenia:
11.1. Zale no ć pr dko ci propagacji fali ultrad wi kowej od czasu starzenia
 11. Wyniki bada i ich analiza Na podstawie nieniszcz cych bada ultrad wi kowych kompozytu degradowanego cieplnie i zm czeniowo wyznaczono nast puj ce zale no ci: pr dko ci propagacji fali ultrad wi kowej
11. Wyniki bada i ich analiza Na podstawie nieniszcz cych bada ultrad wi kowych kompozytu degradowanego cieplnie i zm czeniowo wyznaczono nast puj ce zale no ci: pr dko ci propagacji fali ultrad wi kowej
OSTRZA LUTZ DO CIÊCIA FOLII SPECJALISTYCZNE OSTRZA DO SPECJALNEJ FOLII
 OSTRZA LUTZ DO CIÊCIA FOLII SPECJALISTYCZNE OSTRZA DO SPECJALNEJ FOLII PAÑSTWA ZADANIE DO CIÊCIA FOLIA W ÓKNA CHEMICZNE W ÓKNA SZKLANE MEDYCYNA PRZEMYS SPO YWCZY RZEMIOS O PRZEMYS SAMOCHODOWY TKACTWO OSTRZA
OSTRZA LUTZ DO CIÊCIA FOLII SPECJALISTYCZNE OSTRZA DO SPECJALNEJ FOLII PAÑSTWA ZADANIE DO CIÊCIA FOLIA W ÓKNA CHEMICZNE W ÓKNA SZKLANE MEDYCYNA PRZEMYS SPO YWCZY RZEMIOS O PRZEMYS SAMOCHODOWY TKACTWO OSTRZA
W³aœciwoœci u ytkowe i struktura poliacetalu z dodatkiem piasku kwarcowego po procesie wygrzewania
 Adam GNATOWSKI, Dominik GRZESICZAK, Mateusz CHYRA, Patryk JAGUSIAK Adam GNATOWSKI, GNATOWSKI*, Dominik GRZESICZAK, Mateusz CHYRA, Patryk JAGUSIAK Politechnika Czêstochowska, Instytut Technologii Mechanicznych
Adam GNATOWSKI, Dominik GRZESICZAK, Mateusz CHYRA, Patryk JAGUSIAK Adam GNATOWSKI, GNATOWSKI*, Dominik GRZESICZAK, Mateusz CHYRA, Patryk JAGUSIAK Politechnika Czêstochowska, Instytut Technologii Mechanicznych
DZIA 4. POWIETRZE I INNE GAZY
 DZIA 4. POWIETRZE I INNE GAZY 1./4 Zapisz nazwy wa niejszych sk³adników powietrza, porz¹dkuj¹c je wed³ug ich malej¹cej zawartoœci w powietrzu:...... 2./4 Wymieñ trzy wa ne zastosowania tlenu: 3./4 Oblicz,
DZIA 4. POWIETRZE I INNE GAZY 1./4 Zapisz nazwy wa niejszych sk³adników powietrza, porz¹dkuj¹c je wed³ug ich malej¹cej zawartoœci w powietrzu:...... 2./4 Wymieñ trzy wa ne zastosowania tlenu: 3./4 Oblicz,
Modyfikacja poliamidu 6 haloizytowymi nanorurkami
 18 POLIMERY 2013, 58,nr1 KRYSTYNA KELAR, JOANNA OLEJNICZAK, KINGA MENCEL Politechnika Poznañska Instytut Technologii Materia³ów Zak³ad Tworzyw Sztucznych ul. Piotrowo 3, 61-138 Poznañ Modyfikacja poliamidu
18 POLIMERY 2013, 58,nr1 KRYSTYNA KELAR, JOANNA OLEJNICZAK, KINGA MENCEL Politechnika Poznañska Instytut Technologii Materia³ów Zak³ad Tworzyw Sztucznych ul. Piotrowo 3, 61-138 Poznañ Modyfikacja poliamidu
3.2 Warunki meteorologiczne
 Fundacja ARMAAG Raport 1999 3.2 Warunki meteorologiczne Pomiary podstawowych elementów meteorologicznych prowadzono we wszystkich stacjach lokalnych sieci ARMAAG, równolegle z pomiarami stê eñ substancji
Fundacja ARMAAG Raport 1999 3.2 Warunki meteorologiczne Pomiary podstawowych elementów meteorologicznych prowadzono we wszystkich stacjach lokalnych sieci ARMAAG, równolegle z pomiarami stê eñ substancji
BADANIA WYTRZYMA OŒCI NA ŒCISKANIE PRÓBEK Z TWORZYWA ABS DRUKOWANYCH W TECHNOLOGII FDM
 dr in. Marek GOŒCIAÑSKI, dr in. Bart³omiej DUDZIAK Przemys³owy Instytut Maszyn Rolniczych, Poznañ e-mail: office@pimr.poznan.pl BADANIA WYTRZYMA OŒCI NA ŒCISKANIE PRÓBEK Z TWORZYWA ABS DRUKOWANYCH W TECHNOLOGII
dr in. Marek GOŒCIAÑSKI, dr in. Bart³omiej DUDZIAK Przemys³owy Instytut Maszyn Rolniczych, Poznañ e-mail: office@pimr.poznan.pl BADANIA WYTRZYMA OŒCI NA ŒCISKANIE PRÓBEK Z TWORZYWA ABS DRUKOWANYCH W TECHNOLOGII
WPŁYW OBCIĄŻEŃ ZMĘCZENIOWYCH NA WYSTĘPOWANIE ODMIAN POLIMORFICZNYCH PA6 Z WŁÓKNEM SZKLANYM
 92/21 ARCHIWUM ODLEWNICTWA Rok 26, Rocznik 6, Nr 21(2/2) ARCHIVES OF FOUNDARY Year 26, Volume 6, Nº 21 (2/2) PAN Katowice PL ISSN 1642-538 WPŁYW OBCIĄŻEŃ ZMĘCZENIOWYCH NA WYSTĘPOWANIE ODMIAN POLIMORFICZNYCH
92/21 ARCHIWUM ODLEWNICTWA Rok 26, Rocznik 6, Nr 21(2/2) ARCHIVES OF FOUNDARY Year 26, Volume 6, Nº 21 (2/2) PAN Katowice PL ISSN 1642-538 WPŁYW OBCIĄŻEŃ ZMĘCZENIOWYCH NA WYSTĘPOWANIE ODMIAN POLIMORFICZNYCH
POMIAR STRUMIENIA PRZEP YWU METOD ZWÊ KOW - KRYZA.
 POMIAR STRUMIENIA PRZEP YWU METOD ZWÊ KOW - KRYZA. Do pomiaru strumienia przep³ywu w rurach metod¹ zwê kow¹ u ywa siê trzech typów zwê ek pomiarowych. S¹ to kryzy, dysze oraz zwê ki Venturiego. (rysunek
POMIAR STRUMIENIA PRZEP YWU METOD ZWÊ KOW - KRYZA. Do pomiaru strumienia przep³ywu w rurach metod¹ zwê kow¹ u ywa siê trzech typów zwê ek pomiarowych. S¹ to kryzy, dysze oraz zwê ki Venturiego. (rysunek
Projektowanie procesów logistycznych w systemach wytwarzania
 GABRIELA MAZUR ZYGMUNT MAZUR MAREK DUDEK Projektowanie procesów logistycznych w systemach wytwarzania 1. Wprowadzenie Badania struktury kosztów logistycznych w wielu krajach wykaza³y, e podstawowym ich
GABRIELA MAZUR ZYGMUNT MAZUR MAREK DUDEK Projektowanie procesów logistycznych w systemach wytwarzania 1. Wprowadzenie Badania struktury kosztów logistycznych w wielu krajach wykaza³y, e podstawowym ich
Wpływ promieniowania na wybrane właściwości folii biodegradowalnych
 WANDA NOWAK, HALINA PODSIADŁO Politechnika Warszawska Wpływ promieniowania na wybrane właściwości folii biodegradowalnych Słowa kluczowe: biodegradacja, kompostowanie, folie celulozowe, właściwości wytrzymałościowe,
WANDA NOWAK, HALINA PODSIADŁO Politechnika Warszawska Wpływ promieniowania na wybrane właściwości folii biodegradowalnych Słowa kluczowe: biodegradacja, kompostowanie, folie celulozowe, właściwości wytrzymałościowe,
Szczegółowe informacje na temat gumy, rodzajów gumy oraz jej produkcji można znaleźć w Wikipedii pod adresem:
 GUMA. To rozciągliwy materiał, elastomer chemicznie zbudowany z alifatycznych łańcuchów polimerowych (np. poliolefin), które są w stosunkowo niewielkim stopniu usieciowane w procesie wulkanizacji kauczuku
GUMA. To rozciągliwy materiał, elastomer chemicznie zbudowany z alifatycznych łańcuchów polimerowych (np. poliolefin), które są w stosunkowo niewielkim stopniu usieciowane w procesie wulkanizacji kauczuku
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Mechanizacja i automatyzacja w I i II I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów z aspektami procesach przetwórstwa tworzyw polimerowych. C.
Nazwa przedmiotu: Mechanizacja i automatyzacja w I i II I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów z aspektami procesach przetwórstwa tworzyw polimerowych. C.
Wp³yw procesu starzenia na w³aœciwoœci mechaniczne PE-LD poddanego wielokrotnej recyrkulacji w uk³adzie œlimakowym i œlimakowo-tarczowym
 Wp³yw procesu starzenia na w³aœciwoœci mechaniczne PE-LD poddanego wielokrotnej recyrkulacji w uk³adzie œlimakowym i œlimakowo-tarczowym 145 Iwona MICHALSKA-PO OGA Politechnika Koszaliñska, Wydzia³ Mechaniczny,
Wp³yw procesu starzenia na w³aœciwoœci mechaniczne PE-LD poddanego wielokrotnej recyrkulacji w uk³adzie œlimakowym i œlimakowo-tarczowym 145 Iwona MICHALSKA-PO OGA Politechnika Koszaliñska, Wydzia³ Mechaniczny,
W³aœciwoœci przetwórcze termoplastycznych tworzyw polimerowych modyfikowanych silseskwioksanami (POSS)
") PLIMERY 2013, 58, nr10 805 MATEUSZ BARCZEWSKI 1), DRTA CZARNECKA-KMRWSKA 1), JACEK ANDRZEJEWSKI 1), TMASZ STERZYÑSKI 1), ), MICHA DUTKIEWICZ 2), BEATA DUDZIEC 2) W³aœciwoœci przetwórcze termoplastycznych
PLIMERY 2013, 58, nr10 805 MATEUSZ BARCZEWSKI 1), DRTA CZARNECKA-KMRWSKA 1), JACEK ANDRZEJEWSKI 1), TMASZ STERZYÑSKI 1), ), MICHA DUTKIEWICZ 2), BEATA DUDZIEC 2) W³aœciwoœci przetwórcze termoplastycznych
WPŁYW PROCESU TARCIA NA ZMIANĘ MIKROTWARDOŚCI WARSTWY WIERZCHNIEJ MATERIAŁÓW POLIMEROWYCH
 WOJCIECH WIELEBA WPŁYW PROCESU TARCIA NA ZMIANĘ MIKROTWARDOŚCI WARSTWY WIERZCHNIEJ MATERIAŁÓW POLIMEROWYCH THE INFLUENCE OF FRICTION PROCESS FOR CHANGE OF MICROHARDNESS OF SURFACE LAYER IN POLYMERIC MATERIALS
WOJCIECH WIELEBA WPŁYW PROCESU TARCIA NA ZMIANĘ MIKROTWARDOŚCI WARSTWY WIERZCHNIEJ MATERIAŁÓW POLIMEROWYCH THE INFLUENCE OF FRICTION PROCESS FOR CHANGE OF MICROHARDNESS OF SURFACE LAYER IN POLYMERIC MATERIALS
Modyfikacje betonu dodatkiem rozdrobnionego polipropylenu
 Modyfikacje betonu dodatkiem rozdrobnionego polipropylenu 99 Bogdan LANGIER, Krzysztof WERNER, W³odzimierz BARANOWSKI Politechnika Czêstochowska langier@op.pl, krzysztofwerner@tlen.pl, baranowski@ipp.pcz.pl
Modyfikacje betonu dodatkiem rozdrobnionego polipropylenu 99 Bogdan LANGIER, Krzysztof WERNER, W³odzimierz BARANOWSKI Politechnika Czêstochowska langier@op.pl, krzysztofwerner@tlen.pl, baranowski@ipp.pcz.pl
Analiza zmian w³aœciwoœci termomechanicznych i struktury poliacetalu modyfikowanego piaskiem kwarcowym
 76 Adam GNATOWSKI, Dariusz KWIATKOWSKI, Dominik GRZESICZAK Adam GNATOWSKI, GNATOWSKI*, Dariusz KWIATKOWSKI, Dominik GRZESICZAK Politechnika Czêstochowska, Zak³ad Przetwórstwa Polimerów Al. Armii Krajowej
76 Adam GNATOWSKI, Dariusz KWIATKOWSKI, Dominik GRZESICZAK Adam GNATOWSKI, GNATOWSKI*, Dariusz KWIATKOWSKI, Dominik GRZESICZAK Politechnika Czêstochowska, Zak³ad Przetwórstwa Polimerów Al. Armii Krajowej
Publikacje pracowników Katedry Inżynierii Materiałowej w 2010 r.
 Publikacje pracowników Katedry Inżynierii Materiałowej w 2010 r. 1. Żenkiewicz M., Richert J., Różański A.: Effect of blow moulding on barrier properties of polylactide nanocomposite films, Polymer Testing
Publikacje pracowników Katedry Inżynierii Materiałowej w 2010 r. 1. Żenkiewicz M., Richert J., Różański A.: Effect of blow moulding on barrier properties of polylactide nanocomposite films, Polymer Testing
12. Wyznaczenie relacji diagnostycznej oceny stanu wytrzymało ci badanych materiałów kompozytowych
 Open Access Library Volume 2 211 12. Wyznaczenie relacji diagnostycznej oceny stanu wytrzymało ci badanych materiałów kompozytowych 12.1 Wyznaczanie relacji diagnostycznych w badaniach ultrad wi kowych
Open Access Library Volume 2 211 12. Wyznaczenie relacji diagnostycznej oceny stanu wytrzymało ci badanych materiałów kompozytowych 12.1 Wyznaczanie relacji diagnostycznych w badaniach ultrad wi kowych
PRZETWÓRSTWO TWORZYW POLYMER PROCESSING. Nr 5 (149) / 18 WRZESIEŃ PAŹDZIERNIK 2012 R. PRZETWÓRSTWO TWORZYW
 / 18 WRZESIEŃ PAŹDZIERNIK 2012 R. PRZETWÓRSTWO TWORZYW") PRZETWÓRSTWO TWORZYW Czasopismo naukowo-techniczne. Ukazuje się od 1994 r. Czasopismo publikuje artykuły recenzowane. Liczba punktów za umieszczoną publikację naukową 6 punktów. Wersja drukowana jest podstawową
PRZETWÓRSTWO TWORZYW Czasopismo naukowo-techniczne. Ukazuje się od 1994 r. Czasopismo publikuje artykuły recenzowane. Liczba punktów za umieszczoną publikację naukową 6 punktów. Wersja drukowana jest podstawową
Lekcja 173, 174. Temat: Silniki indukcyjne i pierścieniowe.
 Lekcja 173, 174 Temat: Silniki indukcyjne i pierścieniowe. Silnik elektryczny asynchroniczny jest maszyną elektryczną zmieniającą energię elektryczną w energię mechaniczną, w której wirnik obraca się z
Lekcja 173, 174 Temat: Silniki indukcyjne i pierścieniowe. Silnik elektryczny asynchroniczny jest maszyną elektryczną zmieniającą energię elektryczną w energię mechaniczną, w której wirnik obraca się z
Materiały z przeróbki opon w nawierzchniach asfaltowych
 Materiały z przeróbki opon w nawierzchniach asfaltowych Prof. Dariusz Sybilski IBDiM d.sybilski@ibdim.edu.pl Ożarów 28 września 2011 1 Problem zużytych opon samochodowych 700 600 500 400 300 Liczba mieszkańców,
Materiały z przeróbki opon w nawierzchniach asfaltowych Prof. Dariusz Sybilski IBDiM d.sybilski@ibdim.edu.pl Ożarów 28 września 2011 1 Problem zużytych opon samochodowych 700 600 500 400 300 Liczba mieszkańców,
Rys Mo liwe postacie funkcji w metodzie regula falsi
 5.3. Regula falsi i metoda siecznych 73 Rys. 5.1. Mo liwe postacie funkcji w metodzie regula falsi Rys. 5.2. Przypadek f (x), f (x) > w metodzie regula falsi 74 V. Równania nieliniowe i uk³ady równañ liniowych
5.3. Regula falsi i metoda siecznych 73 Rys. 5.1. Mo liwe postacie funkcji w metodzie regula falsi Rys. 5.2. Przypadek f (x), f (x) > w metodzie regula falsi 74 V. Równania nieliniowe i uk³ady równañ liniowych
Wp³yw recyklingu mechanicznego na odkszta³calnoœæ i strukturê polioksymetylenu
 446 Dorota CZARNECKA-KOMOROWSKA Dorota CZARNECKA-KOMOROWSKA Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych; ul. Piotrowo 3, 60-965 Poznañ; e-mail: Dorota.Czarnecka-Komorowska@put.poznan.pl
446 Dorota CZARNECKA-KOMOROWSKA Dorota CZARNECKA-KOMOROWSKA Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych; ul. Piotrowo 3, 60-965 Poznañ; e-mail: Dorota.Czarnecka-Komorowska@put.poznan.pl
Od redakcji. Symbolem oznaczono zadania wykraczające poza zakres materiału omówionego w podręczniku Fizyka z plusem cz. 2.
 Od redakcji Niniejszy zbiór zadań powstał z myślą o tych wszystkich, dla których rozwiązanie zadania z fizyki nie polega wyłącznie na mechanicznym przekształceniu wzorów i podstawieniu do nich danych.
Od redakcji Niniejszy zbiór zadań powstał z myślą o tych wszystkich, dla których rozwiązanie zadania z fizyki nie polega wyłącznie na mechanicznym przekształceniu wzorów i podstawieniu do nich danych.
Wp³yw czasu wygaœniêcia na w³asnoœæ opcji kupna o uwarunkowanej premii Wp³yw czasu wygaœniêcia na w³asnoœci opcji kupna o uwarunkowanej premii
 Ewa Dziawgo * Ewa Dziawgo Wp³yw czasu wygaœniêcia na w³asnoœæ opcji kupna o uwarunkowanej premii Wp³yw czasu wygaœniêcia na w³asnoœci opcji kupna o uwarunkowanej premii Wstêp Rosn¹ca zmiennoœæ warunków
Ewa Dziawgo * Ewa Dziawgo Wp³yw czasu wygaœniêcia na w³asnoœæ opcji kupna o uwarunkowanej premii Wp³yw czasu wygaœniêcia na w³asnoœci opcji kupna o uwarunkowanej premii Wstêp Rosn¹ca zmiennoœæ warunków
CENTRUM BADANIA OPINII SPOŁECZNEJ
 CENTRUM BADANIA OPINII SPOŁECZNEJ SEKRETARIAT OŚRODEK INFORMACJI 629-35 - 69, 628-37 - 04 693-46 - 92, 625-76 - 23 UL. ŻURAWIA 4A, SKR. PT.24 00-503 W A R S Z A W A TELEFAX 629-40 - 89 INTERNET http://www.cbos.pl
CENTRUM BADANIA OPINII SPOŁECZNEJ SEKRETARIAT OŚRODEK INFORMACJI 629-35 - 69, 628-37 - 04 693-46 - 92, 625-76 - 23 UL. ŻURAWIA 4A, SKR. PT.24 00-503 W A R S Z A W A TELEFAX 629-40 - 89 INTERNET http://www.cbos.pl
S³awomir Wysocki* MODYFIKACJE BENTONITU NIESPE NIAJ CEGO NORM OCMA ZA POMOC POLIMERU PT-25 DO P UCZEK TYPU HDD**
 WIERTNICTWO NAFTA GAZ TOM 26 ZESZYT 3 2009 S³awomir Wysocki* MODYFIKACJE BENTONITU NIESPE NIAJ CEGO NORM OCMA ZA POMOC POLIMERU PT-25 DO P UCZEK TYPU HDD** 1. WSTÊP Technika przewiertów sterowanych jest
WIERTNICTWO NAFTA GAZ TOM 26 ZESZYT 3 2009 S³awomir Wysocki* MODYFIKACJE BENTONITU NIESPE NIAJ CEGO NORM OCMA ZA POMOC POLIMERU PT-25 DO P UCZEK TYPU HDD** 1. WSTÊP Technika przewiertów sterowanych jest
Odpady z tworzyw poliestrowo-szklanych jako nape³niacze polietylenu
 242 Ewa OLEWNIK Ewa OLEWNIK Wydzia³ Chemii, Uniwersytet Miko³aja Kopernika w Toruniu e-mail: olewnik@umk.pl Odpady z tworzyw poliestrowo-szklanych jako nape³niacze polietylenu Streszczenie. Odpady z tworzyw
242 Ewa OLEWNIK Ewa OLEWNIK Wydzia³ Chemii, Uniwersytet Miko³aja Kopernika w Toruniu e-mail: olewnik@umk.pl Odpady z tworzyw poliestrowo-szklanych jako nape³niacze polietylenu Streszczenie. Odpady z tworzyw
2.Prawo zachowania masy
 2.Prawo zachowania masy Zdefiniujmy najpierw pewne podstawowe pojęcia: Układ - obszar przestrzeni o określonych granicach Ośrodek ciągły - obszar przestrzeni którego rozmiary charakterystyczne są wystarczająco
2.Prawo zachowania masy Zdefiniujmy najpierw pewne podstawowe pojęcia: Układ - obszar przestrzeni o określonych granicach Ośrodek ciągły - obszar przestrzeni którego rozmiary charakterystyczne są wystarczająco
Wyznaczanie współczynnika sprężystości sprężyn i ich układów
 Ćwiczenie 63 Wyznaczanie współczynnika sprężystości sprężyn i ich układów 63.1. Zasada ćwiczenia W ćwiczeniu określa się współczynnik sprężystości pojedynczych sprężyn i ich układów, mierząc wydłużenie
Ćwiczenie 63 Wyznaczanie współczynnika sprężystości sprężyn i ich układów 63.1. Zasada ćwiczenia W ćwiczeniu określa się współczynnik sprężystości pojedynczych sprężyn i ich układów, mierząc wydłużenie
tel/fax 018 443 82 13 lub 018 443 74 19 NIP 7343246017 Regon 120493751
 Zespół Placówek Kształcenia Zawodowego 33-300 Nowy Sącz ul. Zamenhoffa 1 tel/fax 018 443 82 13 lub 018 443 74 19 http://zpkz.nowysacz.pl e-mail biuro@ckp-ns.edu.pl NIP 7343246017 Regon 120493751 Wskazówki
Zespół Placówek Kształcenia Zawodowego 33-300 Nowy Sącz ul. Zamenhoffa 1 tel/fax 018 443 82 13 lub 018 443 74 19 http://zpkz.nowysacz.pl e-mail biuro@ckp-ns.edu.pl NIP 7343246017 Regon 120493751 Wskazówki
Zarządzanie projektami. wykład 1 dr inż. Agata Klaus-Rosińska
 Zarządzanie projektami wykład 1 dr inż. Agata Klaus-Rosińska 1 DEFINICJA PROJEKTU Zbiór działań podejmowanych dla zrealizowania określonego celu i uzyskania konkretnego, wymiernego rezultatu produkt projektu
Zarządzanie projektami wykład 1 dr inż. Agata Klaus-Rosińska 1 DEFINICJA PROJEKTU Zbiór działań podejmowanych dla zrealizowania określonego celu i uzyskania konkretnego, wymiernego rezultatu produkt projektu
W³aœciwoœci i przetwarzalnoœæ kompozytów polipropylenowych a rodzaj i iloœæ nape³niacza. Czêœæ II. Wyniki badañ
 368 Kamil ELAZEK, Janusz W. SIKORA, Ivan GAJDOS Kamil ELAZEK, 1), JanuszW. W. SIKORA, Ivan 2), Ivan GAJDOS 3) 1) Inergy Automotive Systems, ul. Budowlana 28, 20-469 Lublin; e-mail: zelazekkamil@gmail.com
368 Kamil ELAZEK, Janusz W. SIKORA, Ivan GAJDOS Kamil ELAZEK, 1), JanuszW. W. SIKORA, Ivan 2), Ivan GAJDOS 3) 1) Inergy Automotive Systems, ul. Budowlana 28, 20-469 Lublin; e-mail: zelazekkamil@gmail.com
Materiałowe i technologiczne uwarunkowania stanu naprężeń własnych i anizotropii wtórnej powłok cylindrycznych wytłaczanych z polietylenu
 POLITECHNIKA ŚLĄSKA ZESZYTY NAUKOWE NR 1676 SUB Gottingen 7 217 872 077 Andrzej PUSZ 2005 A 12174 Materiałowe i technologiczne uwarunkowania stanu naprężeń własnych i anizotropii wtórnej powłok cylindrycznych
POLITECHNIKA ŚLĄSKA ZESZYTY NAUKOWE NR 1676 SUB Gottingen 7 217 872 077 Andrzej PUSZ 2005 A 12174 Materiałowe i technologiczne uwarunkowania stanu naprężeń własnych i anizotropii wtórnej powłok cylindrycznych
SUBSTANCJE ZUBOŻAJĄCE WARSTWĘ OZONOWĄ
 SUBSTANCJE ZUBOŻAJĄCE WARSTWĘ OZONOWĄ I) INFORMACJE OGÓLNE W ostatnich latach stosowanie licznych, szeroko rozpowszechnionych substancji syntetycznych napotkało na nowe ograniczenie, którym jest ochrona
SUBSTANCJE ZUBOŻAJĄCE WARSTWĘ OZONOWĄ I) INFORMACJE OGÓLNE W ostatnich latach stosowanie licznych, szeroko rozpowszechnionych substancji syntetycznych napotkało na nowe ograniczenie, którym jest ochrona
Bielsko-Biała, dn. 10.02.2015 r. Numer zapytania: R36.1.089.2015. WAWRZASZEK ISS Sp. z o.o. ul. Leszczyńska 22 43-300 Bielsko-Biała ZAPYTANIE OFERTOWE
 Bielsko-Biała, dn. 10.02.2015 r. Numer zapytania: R36.1.089.2015 WAWRZASZEK ISS Sp. z o.o. ul. Leszczyńska 22 43-300 Bielsko-Biała ZAPYTANIE OFERTOWE W związku realizacją projektu badawczo-rozwojowego
Bielsko-Biała, dn. 10.02.2015 r. Numer zapytania: R36.1.089.2015 WAWRZASZEK ISS Sp. z o.o. ul. Leszczyńska 22 43-300 Bielsko-Biała ZAPYTANIE OFERTOWE W związku realizacją projektu badawczo-rozwojowego
Wp³yw nanorurek wêglowych na w³asnoœci wytrzyma³oœciowe nanokompozytów
 Wp³yw nanorurek wêglowych na w³asnoœci wytrzyma³oœciowe nanokompozytów 179 Leszek A. DOBRZAÑSKI, Agnieszka MUCHA Politechnika Œl¹ska, Instytut Materia³ów In ynierskich i Biomedycznych e-mail: agnieszka.mucha@polsl.pl
Wp³yw nanorurek wêglowych na w³asnoœci wytrzyma³oœciowe nanokompozytów 179 Leszek A. DOBRZAÑSKI, Agnieszka MUCHA Politechnika Œl¹ska, Instytut Materia³ów In ynierskich i Biomedycznych e-mail: agnieszka.mucha@polsl.pl
DWP. NOWOή: Dysza wentylacji po arowej
 NOWOŒÆ: Dysza wentylacji po arowej DWP Aprobata Techniczna AT-15-550/2007 SMAY Sp. z o.o. / ul. Ciep³ownicza 29 / 1-587 Kraków tel. +48 12 78 18 80 / fax. +48 12 78 18 88 / e-mail: info@smay.eu Przeznaczenie
NOWOŒÆ: Dysza wentylacji po arowej DWP Aprobata Techniczna AT-15-550/2007 SMAY Sp. z o.o. / ul. Ciep³ownicza 29 / 1-587 Kraków tel. +48 12 78 18 80 / fax. +48 12 78 18 88 / e-mail: info@smay.eu Przeznaczenie
System wizyjny do wyznaczania rozp³ywnoœci lutów
 AUTOMATYKA 2007 Tom 11 Zeszyt 3 Marcin B¹ka³a*, Tomasz Koszmider* System wizyjny do wyznaczania rozp³ywnoœci lutów 1. Wprowadzenie Lutownoœæ okreœla przydatnoœæ danego materia³u do lutowania i jest zwi¹zana
AUTOMATYKA 2007 Tom 11 Zeszyt 3 Marcin B¹ka³a*, Tomasz Koszmider* System wizyjny do wyznaczania rozp³ywnoœci lutów 1. Wprowadzenie Lutownoœæ okreœla przydatnoœæ danego materia³u do lutowania i jest zwi¹zana
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: MECHATRONIKA Rodzaj przedmiotu: obowiązkowy Rodzaj zajęć: wykład, laboratorium ROBOTYKA Robotics Forma studiów: stacjonarne Poziom przedmiotu: I stopnia Liczba godzin/tydzień:
Nazwa przedmiotu: Kierunek: MECHATRONIKA Rodzaj przedmiotu: obowiązkowy Rodzaj zajęć: wykład, laboratorium ROBOTYKA Robotics Forma studiów: stacjonarne Poziom przedmiotu: I stopnia Liczba godzin/tydzień:
Badanie wybranych w³aœciwoœci i struktury transparentnego ABS z dodatkiem poroforu i piasku kwarcowego
 390 Pawe³ PALUTKIEWICZ, Adam GNATOWSKI, Justyna POLICIÑSKA Pawe³ PALUTKIEWICZ, PALUTKIEWICZ*, Adam GNATOWSKI, Justyna POLICIÑSKA Politechnika Czêstochowska, Instytut Technologii Mechanicznych * e-mail
390 Pawe³ PALUTKIEWICZ, Adam GNATOWSKI, Justyna POLICIÑSKA Pawe³ PALUTKIEWICZ, PALUTKIEWICZ*, Adam GNATOWSKI, Justyna POLICIÑSKA Politechnika Czêstochowska, Instytut Technologii Mechanicznych * e-mail
LABORATORIUM TECHNOLOGII NAPRAW WERYFIKACJA TULEJI CYLINDROWYCH SILNIKA SPALINOWEGO
 LABORATORIUM TECHNOLOGII NAPRAW WERYFIKACJA TULEJI CYLINDROWYCH SILNIKA SPALINOWEGO 2 1. Cel ćwiczenia : Dokonać pomiaru zuŝycia tulei cylindrowej (cylindra) W wyniku opanowania treści ćwiczenia student
LABORATORIUM TECHNOLOGII NAPRAW WERYFIKACJA TULEJI CYLINDROWYCH SILNIKA SPALINOWEGO 2 1. Cel ćwiczenia : Dokonać pomiaru zuŝycia tulei cylindrowej (cylindra) W wyniku opanowania treści ćwiczenia student
1 FILTR. Jak usun¹æ 5 zanieczyszczeñ za pomoc¹ jednego z³o a? PROBLEMÓW Z WOD ROZWI ZUJE. NOWATORSKIE uzdatnianie wody 5 w 1
 Jak usun¹æ 5 zanieczyszczeñ za pomoc¹ jednego z³o a? 1 FILTR ROZWI ZUJE PROBLEMÓW Z WOD 1 TWARDOŒÆ 2 ELAZO 3 MANGAN 4 AMONIAK 5 ORGANIKA Zanieczyszczenia takie jak: twardoœæ, mangan, elazo, naturalne substancje
Jak usun¹æ 5 zanieczyszczeñ za pomoc¹ jednego z³o a? 1 FILTR ROZWI ZUJE PROBLEMÓW Z WOD 1 TWARDOŒÆ 2 ELAZO 3 MANGAN 4 AMONIAK 5 ORGANIKA Zanieczyszczenia takie jak: twardoœæ, mangan, elazo, naturalne substancje
(wymiar macierzy trójk¹tnej jest równy liczbie elementów na g³ównej przek¹tnej). Z twierdzen 1 > 0. Zatem dla zale noœci
. Z twierdzen 1 > 0. Zatem dla zale noœci") 56 Za³ó my, e twierdzenie jest prawdziwe dla macierzy dodatnio okreœlonej stopnia n 1. Macierz A dodatnio okreœlon¹ stopnia n mo na zapisaæ w postaci n 1 gdzie A n 1 oznacza macierz dodatnio okreœlon¹
56 Za³ó my, e twierdzenie jest prawdziwe dla macierzy dodatnio okreœlonej stopnia n 1. Macierz A dodatnio okreœlon¹ stopnia n mo na zapisaæ w postaci n 1 gdzie A n 1 oznacza macierz dodatnio okreœlon¹
Druk nr 1013 Warszawa, 9 lipca 2008 r.
 Druk nr 1013 Warszawa, 9 lipca 2008 r. SEJM RZECZYPOSPOLITEJ POLSKIEJ VI kadencja Komisja Nadzwyczajna "Przyjazne Państwo" do spraw związanych z ograniczaniem biurokracji NPP-020-51-2008 Pan Bronisław
Druk nr 1013 Warszawa, 9 lipca 2008 r. SEJM RZECZYPOSPOLITEJ POLSKIEJ VI kadencja Komisja Nadzwyczajna "Przyjazne Państwo" do spraw związanych z ograniczaniem biurokracji NPP-020-51-2008 Pan Bronisław
Stopy tytanu. Stopy tytanu i niklu 1
 Stopy tytanu Stopy tytanu i niklu 1 Tytan i jego stopy Al Ti Cu Ni liczba at. 13 22 29 28 struktura kryst. A1 αa3/βa2 A1 A1 ρ, kg m -3 2700 4500 8930 8900 T t, C 660 1668 1085 1453 α, 10-6 K -1 18 8,4
Stopy tytanu Stopy tytanu i niklu 1 Tytan i jego stopy Al Ti Cu Ni liczba at. 13 22 29 28 struktura kryst. A1 αa3/βa2 A1 A1 ρ, kg m -3 2700 4500 8930 8900 T t, C 660 1668 1085 1453 α, 10-6 K -1 18 8,4
Akcesoria M5 G 1" Seria 600
 RTUS POLSK kcesoria " Zawory kontroluj¹ce przep³yw Zawory szybkiego spustu Zawory - elementy logiczne T³umiki Zawory zwrotne Rozga³êŸniki proste Zawory blokuj¹ce Rozga³êŸniki do monta u w grupy konomizer
RTUS POLSK kcesoria " Zawory kontroluj¹ce przep³yw Zawory szybkiego spustu Zawory - elementy logiczne T³umiki Zawory zwrotne Rozga³êŸniki proste Zawory blokuj¹ce Rozga³êŸniki do monta u w grupy konomizer
Chemia i technologia materiałów barwnych BADANIE WŁAŚCIWOŚCI ZWIĄZKÓW BARWNYCH WYKORZYSTANIEM SPEKTROFOTOMETRII UV-VIS.
 Chemia i technologia materiałów barwnych Ćwiczenia laboratoryjne BADANIE WŁAŚCIWOŚCI ZWIĄZKÓW BARWNYCH WYKORZYSTANIEM SPEKTROFOTOMETRII UV-VIS. Z Opracowanie: dr inŝ. Ewa Wagner-Wysiecka Politechnika Gdańska
Chemia i technologia materiałów barwnych Ćwiczenia laboratoryjne BADANIE WŁAŚCIWOŚCI ZWIĄZKÓW BARWNYCH WYKORZYSTANIEM SPEKTROFOTOMETRII UV-VIS. Z Opracowanie: dr inŝ. Ewa Wagner-Wysiecka Politechnika Gdańska
DANE MAKROEKONOMICZNE (TraderTeam.pl: Rafa Jaworski, Marek Matuszek) Lekcja IV
 Lekcja IV") DANE MAKROEKONOMICZNE (TraderTeam.pl: Rafa Jaworski, Marek Matuszek) Lekcja IV Stopa procentowa Wszelkie prawa zastrze one. Kopiowanie i rozpowszechnianie ca ci lub fragmentu niniejszej publikacji w jakiejkolwiek
DANE MAKROEKONOMICZNE (TraderTeam.pl: Rafa Jaworski, Marek Matuszek) Lekcja IV Stopa procentowa Wszelkie prawa zastrze one. Kopiowanie i rozpowszechnianie ca ci lub fragmentu niniejszej publikacji w jakiejkolwiek
Standardowe tolerancje wymiarowe WWW.ALBATROS-ALUMINIUM.COM
 Standardowe tolerancje wymiarowe WWW.ALBATROSALUMINIUM.COM Tolerancje standardowe gwarantowane przez Albatros Aluminium obowiązują dla wymiarów co do których nie dokonano innych uzgodnień podczas potwierdzania
Standardowe tolerancje wymiarowe WWW.ALBATROSALUMINIUM.COM Tolerancje standardowe gwarantowane przez Albatros Aluminium obowiązują dla wymiarów co do których nie dokonano innych uzgodnień podczas potwierdzania
Temat: Funkcje. Własności ogólne. A n n a R a j f u r a, M a t e m a t y k a s e m e s t r 1, W S Z i M w S o c h a c z e w i e 1
 Temat: Funkcje. Własności ogólne A n n a R a j f u r a, M a t e m a t y k a s e m e s t r 1, W S Z i M w S o c h a c z e w i e 1 Kody kolorów: pojęcie zwraca uwagę * materiał nieobowiązkowy A n n a R a
Temat: Funkcje. Własności ogólne A n n a R a j f u r a, M a t e m a t y k a s e m e s t r 1, W S Z i M w S o c h a c z e w i e 1 Kody kolorów: pojęcie zwraca uwagę * materiał nieobowiązkowy A n n a R a
N O W O Œ Æ Obudowa kana³owa do filtrów absolutnych H13
 N O W O Œ Æ Obudowa kana³owa do filtrów absolutnych H13 KAF Atest Higieniczny: HK/B/1121/02/2007 Obudowy kana³owe KAF przeznaczone s¹ do monta u w ci¹gach prostok¹tnych przewodów wentylacyjnych. Montuje
N O W O Œ Æ Obudowa kana³owa do filtrów absolutnych H13 KAF Atest Higieniczny: HK/B/1121/02/2007 Obudowy kana³owe KAF przeznaczone s¹ do monta u w ci¹gach prostok¹tnych przewodów wentylacyjnych. Montuje
PROCEDURA OCENY RYZYKA ZAWODOWEGO. w Urzędzie Gminy Mściwojów
 I. Postanowienia ogólne 1.Cel PROCEDURA OCENY RYZYKA ZAWODOWEGO w Urzędzie Gminy Mściwojów Przeprowadzenie oceny ryzyka zawodowego ma na celu: Załącznik A Zarządzenia oceny ryzyka zawodowego monitorowanie
I. Postanowienia ogólne 1.Cel PROCEDURA OCENY RYZYKA ZAWODOWEGO w Urzędzie Gminy Mściwojów Przeprowadzenie oceny ryzyka zawodowego ma na celu: Załącznik A Zarządzenia oceny ryzyka zawodowego monitorowanie
Recykling niskoudarowego polistyrenu (GPPS): struktura, w³aœciwoœci
: struktura, w³aœciwoœci") Recykling niskoudarowego polistyrenu (GPPS): struktura, w³aœciwoœci 485 Dorota CZARNECKA-KOMOROWSKA Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych; ul. Piotrowo 3, 60-965
Recykling niskoudarowego polistyrenu (GPPS): struktura, w³aœciwoœci 485 Dorota CZARNECKA-KOMOROWSKA Politechnika Poznañska, Instytut Technologii Materia³ów, Zak³ad Tworzyw Sztucznych; ul. Piotrowo 3, 60-965
2. Charakterystyka materia³ów u ytych do badañ
 Górnictwo i Geoin ynieria Rok 29 Zeszyt 4 2005 Jan Palarski*, Franciszek Plewa*, Piotr Pierzyna*, Artur Zaj¹c** W AŒCIWOŒCI ZAWIESIN Z MATERIA ÓW ODPADOWYCH Z DODATKIEM ŒRODKA WI CEGO W ASPEKCIE MO LIWOŒCI
Górnictwo i Geoin ynieria Rok 29 Zeszyt 4 2005 Jan Palarski*, Franciszek Plewa*, Piotr Pierzyna*, Artur Zaj¹c** W AŒCIWOŒCI ZAWIESIN Z MATERIA ÓW ODPADOWYCH Z DODATKIEM ŒRODKA WI CEGO W ASPEKCIE MO LIWOŒCI
Wp³yw warunków wtryskiwania na w³aœciwoœci mechaniczne oraz u ytkowe wyprasek z obszarem ³¹czenia strumieni tworzywa
 10 El bieta BOCI GA, Damian SZYMAÑSKI El bieta BOCI GA, Damian SZYMAÑSKI* Zak³ad Przetwórstwa Polimerów, Instytut Technologii Mechanicznych, Politechnika Czêstochowska Al. Armii Krajowej 19 C, 42-201 Czêstochowa
10 El bieta BOCI GA, Damian SZYMAÑSKI El bieta BOCI GA, Damian SZYMAÑSKI* Zak³ad Przetwórstwa Polimerów, Instytut Technologii Mechanicznych, Politechnika Czêstochowska Al. Armii Krajowej 19 C, 42-201 Czêstochowa
INSTRUKCJA OBS UGI KARI WY CZNIK P YWAKOWY
 INSTRUKCJA OBS UGI KARI WY CZNIK P YWAKOWY Wydanie paÿdziernik 2004 r PRZEDSIÊBIORSTWO AUTOMATYZACJI I POMIARÓW INTROL Sp. z o.o. ul. Koœciuszki 112, 40-519 Katowice tel. 032/ 78 90 000, fax 032/ 78 90
INSTRUKCJA OBS UGI KARI WY CZNIK P YWAKOWY Wydanie paÿdziernik 2004 r PRZEDSIÊBIORSTWO AUTOMATYZACJI I POMIARÓW INTROL Sp. z o.o. ul. Koœciuszki 112, 40-519 Katowice tel. 032/ 78 90 000, fax 032/ 78 90
ANALOGOWE UKŁADY SCALONE
 ANALOGOWE UKŁADY SCALONE Ćwiczenie to ma na celu zapoznanie z przedstawicielami najważniejszych typów analogowych układów scalonych. Będą to: wzmacniacz operacyjny µa 741, obecnie chyba najbardziej rozpowszechniony
ANALOGOWE UKŁADY SCALONE Ćwiczenie to ma na celu zapoznanie z przedstawicielami najważniejszych typów analogowych układów scalonych. Będą to: wzmacniacz operacyjny µa 741, obecnie chyba najbardziej rozpowszechniony
Zagro enia fizyczne. Zagro enia termiczne. wysoka temperatura ogieñ zimno
 Zagro enia, przy których jest wymagane stosowanie œrodków ochrony indywidualnej (1) Zagro enia fizyczne Zagro enia fizyczne Zał. Nr 2 do rozporządzenia MPiPS z dnia 26 września 1997 r. w sprawie ogólnych
Zagro enia, przy których jest wymagane stosowanie œrodków ochrony indywidualnej (1) Zagro enia fizyczne Zagro enia fizyczne Zał. Nr 2 do rozporządzenia MPiPS z dnia 26 września 1997 r. w sprawie ogólnych
ŒLIZGOWY TERMOUTWARDZALNY KOMPOZYT METALO YWICZNY NA ELEMENTY O YSK POPRZECZNYCH
 5-23 T R I B O L O G I A 11 Janusz DASIEWICZ*, Zbigniew PAWELEC* ŒLIZGOWY TERMOUTWARDZALNY KOMPOZYT METALO YWICZNY NA ELEMENTY O YSK POPRZECZNYCH THE SLIDING THERMOSETTING METAL-RESINOUS COM- POSITE FOR
5-23 T R I B O L O G I A 11 Janusz DASIEWICZ*, Zbigniew PAWELEC* ŒLIZGOWY TERMOUTWARDZALNY KOMPOZYT METALO YWICZNY NA ELEMENTY O YSK POPRZECZNYCH THE SLIDING THERMOSETTING METAL-RESINOUS COM- POSITE FOR
Badania efektywnoœci dzia³ania wyt³aczarki nowej generacji
 9 POLIMERY, 6,nr EMIL SASIMOWSKI Politechnika Lubelska Katedra Procesów Polimerowych ul. Nadbystrzycka 6, -68 Lublin e-mail: e.sasimowski@pollub.pl Badania efektywnoœci dzia³ania wyt³aczarki nowej generacji
9 POLIMERY, 6,nr EMIL SASIMOWSKI Politechnika Lubelska Katedra Procesów Polimerowych ul. Nadbystrzycka 6, -68 Lublin e-mail: e.sasimowski@pollub.pl Badania efektywnoœci dzia³ania wyt³aczarki nowej generacji
USTAWA. z dnia 29 sierpnia 1997 r. Ordynacja podatkowa. Dz. U. z 2015 r. poz. 613 1
 USTAWA z dnia 29 sierpnia 1997 r. Ordynacja podatkowa Dz. U. z 2015 r. poz. 613 1 (wybrane artykuły regulujące przepisy o cenach transferowych) Dział IIa Porozumienia w sprawach ustalenia cen transakcyjnych
USTAWA z dnia 29 sierpnia 1997 r. Ordynacja podatkowa Dz. U. z 2015 r. poz. 613 1 (wybrane artykuły regulujące przepisy o cenach transferowych) Dział IIa Porozumienia w sprawach ustalenia cen transakcyjnych
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH
 UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
Janusz Kazimierz Krochmal* MO LIWOŒCI OCENY ZAILENIA OŒRODKÓW PIASZCZYSTO-ILASTYCH NA PODSTAWIE POMIARU K TA FAZOWEGO**
 WIERTNICTWO NAFTA GAZ TOM 28 ZESZYT 1 2 2011 Janusz Kazimierz Krochmal* MO LIWOŒCI OCENY ZAILENIA OŒRODKÓW PIASZCZYSTO-ILASTYCH NA PODSTAWIE POMIARU K TA FAZOWEGO** 1. MATERIA BADAWCZY Próbki do badañ
WIERTNICTWO NAFTA GAZ TOM 28 ZESZYT 1 2 2011 Janusz Kazimierz Krochmal* MO LIWOŒCI OCENY ZAILENIA OŒRODKÓW PIASZCZYSTO-ILASTYCH NA PODSTAWIE POMIARU K TA FAZOWEGO** 1. MATERIA BADAWCZY Próbki do badañ
WYROK W IMIENIU RZECZYPOSPOLITEJ POLSKIEJ. SSN Bogusław Cudowski (przewodniczący) SSN Jolanta Frańczak (sprawozdawca) SSN Krzysztof Staryk
 SSN Jolanta Frańczak (sprawozdawca) SSN Krzysztof Staryk") Sygn. akt II UK 27/15 WYROK W IMIENIU RZECZYPOSPOLITEJ POLSKIEJ Sąd Najwyższy w składzie: Dnia 3 lutego 2016 r. SSN Bogusław Cudowski (przewodniczący) SSN Jolanta Frańczak (sprawozdawca) SSN Krzysztof
Sygn. akt II UK 27/15 WYROK W IMIENIU RZECZYPOSPOLITEJ POLSKIEJ Sąd Najwyższy w składzie: Dnia 3 lutego 2016 r. SSN Bogusław Cudowski (przewodniczący) SSN Jolanta Frańczak (sprawozdawca) SSN Krzysztof
REJESTRACJA PROCESÓW KRYSTALIZACJI METODĄ ATD-AED I ICH ANALIZA METALOGRAFICZNA
 22/38 Solidification of Metals and Alloys, No. 38, 1998 Krzepnięcie Metali i Stopów, nr 38, 1998 PAN Katowice PL ISSN 0208-9386 REJESTRACJA PROCESÓW KRYSTALIZACJI METODĄ ATD-AED I ICH ANALIZA METALOGRAFICZNA
22/38 Solidification of Metals and Alloys, No. 38, 1998 Krzepnięcie Metali i Stopów, nr 38, 1998 PAN Katowice PL ISSN 0208-9386 REJESTRACJA PROCESÓW KRYSTALIZACJI METODĄ ATD-AED I ICH ANALIZA METALOGRAFICZNA
Badania skuteczności działania filtrów piaskowych o przepływie pionowym z dodatkiem węgla aktywowanego w przydomowych oczyszczalniach ścieków
 Uniwersytet Rolniczy im. Hugona Kołł łłątaja w Krakowie, Wydział Inżynierii Środowiska i Geodezji Katedra Inżynierii Sanitarnej i Gospodarki Wodnej K r z y s z t o f C h m i e l o w s k i Badania skuteczności
Uniwersytet Rolniczy im. Hugona Kołł łłątaja w Krakowie, Wydział Inżynierii Środowiska i Geodezji Katedra Inżynierii Sanitarnej i Gospodarki Wodnej K r z y s z t o f C h m i e l o w s k i Badania skuteczności
Rodzaje i metody kalkulacji
 Opracowały: mgr Lilla Nawrocka - nauczycielka przedmiotów ekonomicznych w Zespole Szkół Rolniczych Centrum Kształcenia Praktycznego w Miętnem mgr Maria Rybacka - nauczycielka przedmiotów ekonomicznych
Opracowały: mgr Lilla Nawrocka - nauczycielka przedmiotów ekonomicznych w Zespole Szkół Rolniczych Centrum Kształcenia Praktycznego w Miętnem mgr Maria Rybacka - nauczycielka przedmiotów ekonomicznych
- Miejscowość Kod pocztowy Nr posesji Ulica Gmina
 Pieczątka Wnioskodawcy Nr sprawy: ROPS.II. (pieczątka Wnioskodawcy) (pieczątka instytucji przyjmującej wniosek) W N I O S E K o dofinansowanie robót budowlanych dotyczących ze środków Państwowego Funduszu
Pieczątka Wnioskodawcy Nr sprawy: ROPS.II. (pieczątka Wnioskodawcy) (pieczątka instytucji przyjmującej wniosek) W N I O S E K o dofinansowanie robót budowlanych dotyczących ze środków Państwowego Funduszu
Badania w³aœciwoœci rur po procesie starzenia elektrochemicznego
 Badania w³aœciwoœci rur po procesie starzenia elektrochemicznego 293 Mateusz CHYRA Politechnika Czêstochowska, Zak³ad Przetwórstwa Polimerów Al. Armii Krajowej 19c, 42-2 Czêstochowa Tel./fax. (+48) (34)
Badania w³aœciwoœci rur po procesie starzenia elektrochemicznego 293 Mateusz CHYRA Politechnika Czêstochowska, Zak³ad Przetwórstwa Polimerów Al. Armii Krajowej 19c, 42-2 Czêstochowa Tel./fax. (+48) (34)
spektroskopia UV Vis (cz. 2)
") spektroskopia UV Vis (cz. 2) spektroskopia UV-Vis dlaczego? wiele związków organicznych posiada chromofory, które absorbują w zakresie UV duża czułość: zastosowanie w badaniach kinetyki reakcji spektroskop
spektroskopia UV Vis (cz. 2) spektroskopia UV-Vis dlaczego? wiele związków organicznych posiada chromofory, które absorbują w zakresie UV duża czułość: zastosowanie w badaniach kinetyki reakcji spektroskop
Nowoczesne systemy regulacji wydajności spręŝarek chłodniczych: tłokowych, śrubowych i spiralnych. Część 1. Autor: Marek Kwiatkowski
 Nowoczesne systemy regulacji wydajności spręŝarek chłodniczych: tłokowych, śrubowych i spiralnych. Część 1 Autor: Marek Kwiatkowski Spis treści: 1. Przyczyny stosowania regulacji wydajności spręŝarki 2.
Nowoczesne systemy regulacji wydajności spręŝarek chłodniczych: tłokowych, śrubowych i spiralnych. Część 1 Autor: Marek Kwiatkowski Spis treści: 1. Przyczyny stosowania regulacji wydajności spręŝarki 2.
Analiza zmian w³aœciwoœci termicznych i struktury rur z polietylenu po procesie starzenia
 Analiza zmian w³aœciwoœci termicznych i struktury rur z polietylenu po procesie starzenia 97 Adam GNATOWSKI*, Mateusz CHYRA, W³odzimierz BARANOWSKI Politechnika Czêstochowska, Zak³ad Przetwórstwa Polimerów
Analiza zmian w³aœciwoœci termicznych i struktury rur z polietylenu po procesie starzenia 97 Adam GNATOWSKI*, Mateusz CHYRA, W³odzimierz BARANOWSKI Politechnika Czêstochowska, Zak³ad Przetwórstwa Polimerów
Właściwości materii - powtórzenie
 Przygotowano za pomocą programu Ciekawa fizyka. Bank zadań Copyright by Wydawnictwa Szkolne i Pedagogiczne sp. z o.o., Warszawa 2011 strona 1 Imię i nazwisko ucznia Data...... Klasa... Zadanie 1. Czy zjawisko
Przygotowano za pomocą programu Ciekawa fizyka. Bank zadań Copyright by Wydawnictwa Szkolne i Pedagogiczne sp. z o.o., Warszawa 2011 strona 1 Imię i nazwisko ucznia Data...... Klasa... Zadanie 1. Czy zjawisko
Plan wykładu. Uwagi ogólne i definicje (1)
") Plan wykładu Wprowadzenie Elementy elektroniczne w obudowach SO, CC i QFP Elementy elektroniczne w obudowach BGA i CSP Montaż drutowy i flip-chip struktur nie obudowanych Tworzywa sztuczne i lepkospręż
Plan wykładu Wprowadzenie Elementy elektroniczne w obudowach SO, CC i QFP Elementy elektroniczne w obudowach BGA i CSP Montaż drutowy i flip-chip struktur nie obudowanych Tworzywa sztuczne i lepkospręż
Wyznaczenie sprawności grzejnika elektrycznego i ciepła właściwego cieczy za pomocą kalorymetru z grzejnikiem elektrycznym
 Nr. Ćwiczenia: 215 Politechnika Łódzka FTIMS Kierunek: Informatyka rok akademicki: 2008/2009 sem. 2. Termin: 20 IV 2009 Temat Ćwiczenia: Wyznaczenie sprawności grzejnika elektrycznego i ciepła właściwego
Nr. Ćwiczenia: 215 Politechnika Łódzka FTIMS Kierunek: Informatyka rok akademicki: 2008/2009 sem. 2. Termin: 20 IV 2009 Temat Ćwiczenia: Wyznaczenie sprawności grzejnika elektrycznego i ciepła właściwego
PREFABRYKOWANE STUDNIE OPUSZCZANE Z ŻELBETU ŚREDNICACH NOMINALNYCH DN1500, DN2000, DN2500, DN3200 wg EN 1917 i DIN V 4034-1
 PREFABRYKOWANE STUDNIE OPUSZCZANE Z ŻELBETU ŚREDNICACH NOMINALNYCH DN1500, DN2000, DN2500, DN3200 wg EN 1917 i DIN V 4034-1 DO UKŁADANIA RUROCIĄGÓW TECHNIKAMI BEZWYKOPOWYMI 1. Rodzaje konstrukcji 1.1.
PREFABRYKOWANE STUDNIE OPUSZCZANE Z ŻELBETU ŚREDNICACH NOMINALNYCH DN1500, DN2000, DN2500, DN3200 wg EN 1917 i DIN V 4034-1 DO UKŁADANIA RUROCIĄGÓW TECHNIKAMI BEZWYKOPOWYMI 1. Rodzaje konstrukcji 1.1.
INSTRUKCJA OBSŁUGI WD2250A. WATOMIERZ 0.3W-2250W firmy MCP
 INSTRUKCJA OBSŁUGI WD2250A WATOMIERZ 0.3W-2250W firmy MCP 1. CHARAKTERYSTYKA TECHNICZNA Zakresy prądowe: 0,1A, 0,5A, 1A, 5A. Zakresy napięciowe: 3V, 15V, 30V, 240V, 450V. Pomiar mocy: nominalnie od 0.3
INSTRUKCJA OBSŁUGI WD2250A WATOMIERZ 0.3W-2250W firmy MCP 1. CHARAKTERYSTYKA TECHNICZNA Zakresy prądowe: 0,1A, 0,5A, 1A, 5A. Zakresy napięciowe: 3V, 15V, 30V, 240V, 450V. Pomiar mocy: nominalnie od 0.3
Wyniki pierwszego kolokwium Podstawy Programowania / INF
 1 Ab Hasan 240917 B 0,8 0,7-1,5 50% 2 Ad Tomasz 241149 A 1,0 0,9 0,8 2,7 90% 3 Al Adam 241152 A 0,8 0,5 0,5 1,8 60% 4 An Jan 241780 C 0,3 0,0-0,3 10% 5 An Jakub 241133 A 0,8 0,9 1,0 2,7 90% 6 An Kacper
1 Ab Hasan 240917 B 0,8 0,7-1,5 50% 2 Ad Tomasz 241149 A 1,0 0,9 0,8 2,7 90% 3 Al Adam 241152 A 0,8 0,5 0,5 1,8 60% 4 An Jan 241780 C 0,3 0,0-0,3 10% 5 An Jakub 241133 A 0,8 0,9 1,0 2,7 90% 6 An Kacper
Wentylatory dachowe FEN -160
 Wentylatory dachowe FEN -160 D AWNICA ELEKTRYCZNA P11 KABEL ELEKTRYCZNY PROWADZONY DO SILNIKA. ROZWI ZANIE UNIEMO LIWIA KONTAKT OS ONY KABLA Z PRZESTRZENI KO A WIRNIKOWEGO. OBUDOWA LAMINAT SILNIK WIRNIK
Wentylatory dachowe FEN -160 D AWNICA ELEKTRYCZNA P11 KABEL ELEKTRYCZNY PROWADZONY DO SILNIKA. ROZWI ZANIE UNIEMO LIWIA KONTAKT OS ONY KABLA Z PRZESTRZENI KO A WIRNIKOWEGO. OBUDOWA LAMINAT SILNIK WIRNIK
Problemy w realizacji umów o dofinansowanie SPO WKP 2.3, 2.2.1, Dzia anie 4.4 PO IG
 2009 Problemy w realizacji umów o dofinansowanie SPO WKP 2.3, 2.2.1, Dzia anie 4.4 PO IG Jakub Moskal Warszawa, 30 czerwca 2009 r. Kontrola realizacji wska ników produktu Wska niki produktu musz zosta
2009 Problemy w realizacji umów o dofinansowanie SPO WKP 2.3, 2.2.1, Dzia anie 4.4 PO IG Jakub Moskal Warszawa, 30 czerwca 2009 r. Kontrola realizacji wska ników produktu Wska niki produktu musz zosta
PL-LS.054.24.2015 Pani Małgorzata Kidawa Błońska Marszałek Sejmu RP
 Warszawa, dnia 04 września 2015 r. RZECZPOSPOLITA POLSKA MINISTER FINANSÓW PL-LS.054.24.2015 Pani Małgorzata Kidawa Błońska Marszałek Sejmu RP W związku z interpelacją nr 34158 posła Jana Warzechy i posła
Warszawa, dnia 04 września 2015 r. RZECZPOSPOLITA POLSKA MINISTER FINANSÓW PL-LS.054.24.2015 Pani Małgorzata Kidawa Błońska Marszałek Sejmu RP W związku z interpelacją nr 34158 posła Jana Warzechy i posła
OBRÓBKA CIEPLNA SILUMINU AK132
 52/22 Archives of Foundry, Year 2006, Volume 6, 22 Archiwum Odlewnictwa, Rok 2006, Rocznik 6, Nr 22 PAN Katowice PL ISSN 1642-5308 OBRÓBKA CIEPLNA SILUMINU AK132 J. PEZDA 1 Akademia Techniczno-Humanistyczna
52/22 Archives of Foundry, Year 2006, Volume 6, 22 Archiwum Odlewnictwa, Rok 2006, Rocznik 6, Nr 22 PAN Katowice PL ISSN 1642-5308 OBRÓBKA CIEPLNA SILUMINU AK132 J. PEZDA 1 Akademia Techniczno-Humanistyczna