BENDAM MATERIA Y DO NAPAWANIA I NATRYSKIWANIA CIEPLNEGO
|
|
|
- Julia Rybak
- 6 lat temu
- Przeglądów:
Transkrypt
1 BENDAM MATERIA Y DO NAPAWANIA I NATRYSKIWANIA CIEPLNEGO

2 BENDAM - Materia³y do napawania i natryskiwania cieplnego Firma BENDAM powsta³a w 2007 roku i od samego pocz¹tku dzia³alnoœci skoncentrowaliœmy nasz profil na stworzeniu warunków na dostawy najlepszych materia³ów do napawania i natryskiwania cieplnego trudnoœcieralnych napoin i pow³ok Dlatego te nawi¹zaliœmy strategiczny sojusz z wiod¹cymi producentami tych materia³ów CORODUR das Original i DURUM VERSCHLEISS-SCHUTZ GmbH z Willich w zachodniej czêœci NiemiecW naszej ofercie znajduj¹ siê druty proszkowe do napawania wszystkimi technikami, druty proszkowe i lite do natryskiwania cieplnego oraz proszki do napawania PTA,laserowego i natryskiwania cieplnego Posiadamy równie w ofercie urz¹dzenia do napawania PTA DURWELD 300 i natryskiwania cieplnego DURSPRAY 450 Ponad 20 letnie doœwiadczenie zawodowe z solidnymi podstawami teoretycznymi w dziedzinie napawania i natryskiwania cieplnego zdobyte przez naszych pracowników w firmach zagranicznych i na polskich uczelniach, pozwala rozszerzyæ nasz¹ ofertê o pomoc i doradztwo techniczne we wdra aniu technik napawnia i natryskiwania cieplnego Zapraszamy do wspó³pracy zespó³ BENDAM "przez jakoœæ do sukcesu"


3
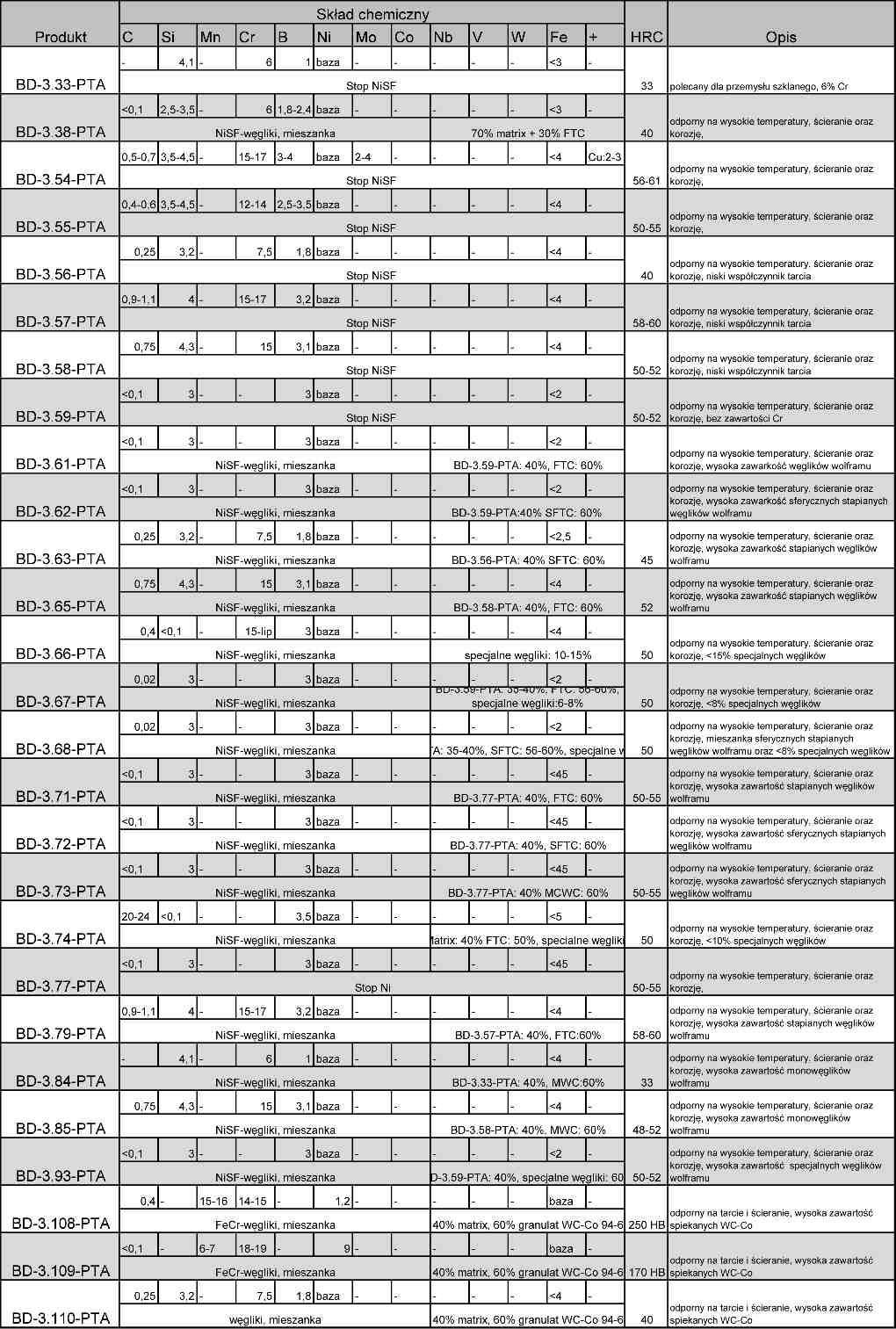
4 Materia³y austenityczne utwardzane zgniotowo BD K T Fe CKNPZ Austenityczne stopiwo elektrody wysokostopowej proszkowej jest odporne na korozjê, wysok¹ temperaturê i szok termiczny do 850 C Stop daj¹cy warstwê o podwy szonej twardoœci wspó³pracuje szczególnie z warstwami poœrednimi o wysokiej ci¹gliwoœci Wysoka ci¹gliwoœæ (ok 40%) powoduje, e 200 K znajduje równie zastosowanie w napawaniu stali trudno spawalnych (npstali Hadfielda) BD K T Fe KNP Produkt jest elektrod¹ proszkow¹ s³u ¹c¹ do napawania na czêœciach wykonanych ze stali manganowej, nara onych na udary podczas naprê eñ eksploatacyjnych Stopiwo jest austenityczne i posiada du ¹ zdolnoœæ umacniania zgniotem przy jednoczesnej wysokiej odpornoœci na obci¹ enia dynamiczne i na pêkanie Produkt polecany do szczêk kruszarek i ró nych elementów udarowych BD K T Fe KNP Drut ten jest wysokomanganow¹ i wysokochromow¹ elektrod¹ proszkow¹ Stopiwo jest odporne na korozjê, niemagnetyczne i wysoce odporne na obci¹ enia dynamiczne Drut stosujemy na elementach nara onych na ekstremalne œcieranie i œciskanie Z powodzeniem stosuje siê go równie w warstwach buforowych na starych warstwach wierzchnich Dziêki wydzielaniu siê niewielkiej iloœci wêglików stopiwo elektrody jest bardziej elastyczne Wo r k H a rd e n i n g A u ste n i c H a rd fa c i n g BD K T Fe CKNPZ The austenitic weld deposit of the high-alloyed flux-cored wire electrode is corrosion resistant, work hardening, anti-magnetic and heat and thermal shock resistant up to 850 C Depending on the high elongation (40%) the alloy is suitable for ductile buffer layers on old hardfacings, for joining dissimilar and difficult to weld steels and impact loaded parts BD K T Fe KNP The flux-cored wire electrode is suitable for welding parts of manganese steel ("Hadfield" type), which are exposed to high impact wear and tear The non-magnetic austenitic deposit is tough, crack-free and work hardening The Weld process should be adjusted as cold as possible due to grain growth and embrittlement at higher temperatures of 400 C Typical applications can be found in the rebuilding of crusher jaws, railroad components, bucket teeth and lips, and it is designed for reclaiming worn parts of manganese base material BD K T Fe KNP 250 K is a highly Mn- Cr- alloyed flux-cored wire The fully austenitic weld material has high plasticity and acts as a plastic buffer Deposits have a work hardening up to 500 HB, are stainless and not magnetic CORODUR 250 K is suitable for welding buffer layers before welding over old hardfacings, because it deposits a ductile weld metal The deposit resists high shrinkage stresses and impact loadings Aplikacje odporne na uderzenia I m p a c t R e s i s t a n t A p p l i c a t i o n s BD T Fe P Produkt stanowi¹ niskostopowe druty proszkowe do wytwarzania warstw o œredniej twardoœci Stopiwo jest odporne na obci¹ enia dynamiczne i zarysowania Drut stosuje siê do napawania na kr¹ kach linowych, szynach, ko³ach toru jezdnego suwnic, wa³ach itp Z powodzeniem znajduje równie zastosowanie na ró nych powierzchniach konstrukcyjnych BD T Fe 2-45-PT Jest to niskostopowa elektroda proszkowa stosowana na czêœciach budowlanych, przy których wymagana jest wy sza twardoœæ stopiwa, np: w wieñcach kó³ zêbatych, ogniwach ³añcucha, ³añcuchach kub³owych z czerpakami, ko³ach bie nych od urawia itp Stopiwo to nadaje siê równie do obróbki wiórowej W przypadku materia³ów podstawowych z wiêksz¹ zawartoœci¹ wêgla nale y zastosowaæ warstwê buforow¹ lub odpowiednie podgrzewanie BD TIC T Fe 8-60-GP Drut ten jest stopem zawieraj¹cym wêgiel, chrom, tytan i molibden i s³u y do napawania warstw odpornych na zarysowania na czêœciach nara onych na œcieranie abrazyjne i jednoczeœnie na spiêtrzenia obci¹ enia i naprê enie udarowe Elektroda sk³ada siê z osnowy martenzytycznej z bardzo odpornym na œcieranie wêglikiem tytanu Drut znajduje zastosowanie np w walcach cementowych, udarowych oraz w m³otach udarowych BD T Fe P 300 is a tubular wire which produces a low alloyed hardfacing deposit with a hardness of about 300 HB The deposit is tough and not susceptible to impact loads and high pressures The number of layers can be done as necessary The interpass temperature should be maximum 250 C 300 is excellent for buffer layers before hardfacing BD T Fe 2-45-PT 450 is a tubular wire that produces a low alloyed deposit for hardfacing of approximately 450 HB The deposit is tough and resistant to impact loads Deposits are forgeable and machinable BD TIC T Fe 8-60-GP C- Cr- Ti- and Mo- alloyed flux-cored wire electrode for parts that are exposed to high abrasive wear in combination with impact stress The micro structure of the deposit is a martensitic matrix with inserted Titanium carbides Applications are cement crusher rolls, pulveriser rolls and hammers
5 BD T Fe 6-60-PT Stop wêgla, chromu, manganu, molibdenu, wolframu i wanadu U ywany jest do wytwarzania warstw charakteryzuj¹cych siê wytrzyma³oœci¹ na obci¹ enia dynamiczne i zu ycie œcierne, tj do czêœci maszyn i elementów konstrukcyjnych, które oprócz obci¹ eñ udarowych nara one s¹ równie na gwa³towne oddzia³ywania trybologiczne Dotyczy to pog³êbiarek ss¹cych, belek kruszarek, p³yt odbojowych, kombajnów wêglowych i przewodów wiertniczych Stopiwo jest arowytrzyma³e do temperatury 550 C BD T Fe 8-55-RP Drut proszkowy z wysok¹ zawartoœci¹ stopu chromu Stosuje siê go do wytwarzania warstw odpornych na œcieranie, o strukturze ferytyczno martenzytycznej Stopiwo wyró nia siê wysok¹ wytrzyma³oœci¹ na naprê enia udarowe i umiarkowan¹ odpornoœci¹ na zu ycie œcierne Pomimo du ej twardoœci stopiwo nie wykazuje tendencji do pêkania Twardoœæ w podwy szonych temperaturach wynosi 45 HRc przy 450 C Do zastosowania na szczêkach kruszarek, kowad³ach, narzêdziach skrawaj¹cych jak równie w wytwarzaniu warstw ochronnych na stalach manganowych STALE NARZÊDZIOWE BD-2 WZ 50 T Fe 3-50-ST Drut proszkowy zawieraj¹c stopy wêgla, chromu, wanadu i wolframu przeznaczony do napawania na tego samego rodzaju stal na narzêdzia do pracy na gor¹co lub na stal niskostopow¹, jak np: formy do pras, stemple, sworznie, urz¹dzenia do ciêcia i zgniatania na gor¹co Stopiwo jest ³atwe w obróbce mechanicznej oraz cieplnej i wykazuje odpornoœæ na odpuszczanie w temperaturze do 550 C BD-2 WZ 55 T Fe 3-55-STW WZ 55 jest stopem zawieraj¹cym wolfram i kobalt utwardzanym dyspersyjnie na gor¹co Stopiwo jest odporne na pêkania i nadaje siê do obróbki wiórowej W wyniku obróbki cieplnej w temperaturze 550 C czasie 3 godzin mo na podwy szyæ twardoœæ stopu z HRc do 56-58HRc Drut znajduje zastosowanie w przyrz¹dach do prasowania tworzyw, matrycach, trzpieniach krótkich i patrycach BD-2 WZ 57 T Fe 4-60-ST Produkt z wysok¹ zawartoœci¹ stopów chromu, kobaltu, wolframu i molibdenu charakteryzuj¹cy siê najwiêksz¹ wytrzyma³oœci¹ na odpuszczenie Poprzez sztuczne starzenie mo na uzyskaæ wiêksz¹ twardoœæ ( z 52HRc na ok 58HRc) Odporny na zu ycie w podwy szonych temperaturach i przy wyciskaniu na gor¹co, wytapianiu metalu, prasach œlimakowych do miedzi i stopów miedzi i stopów metali, oraz w przypadku p³yt kszta³towych do odlewów ciœnieniowych, matryc i stempli w przemyœle stalowym BD-2 WZ 59 T Fe 4-55-ST Dla robót naprawczych i nowych urz¹dzeñ do obróbki na gor¹co i zimno, matryc, stempli i patryc przewidziano WZ59 Przy narzêdziach ze stali niskostopowych pod³o e powinno byæ podgrzewane w temperaturze C Natomiast stale na narzêdzia do pracy na gor¹co podgrzewa siê od 450 do 600 C Podczas napawania nale y utrzymywaæ sta³¹ temperaturê BD T Fe 6-60-PT 601 is a Cr- Mo- V- W- alloyed weld deposit with excellent properties of resistance to abrasion and impact The deposit has a high heat resistance up to 550 C Deposits can be heat treated to increase the hardness For base materials that are difficult to weld, a buffer layer of 200 K or 250 K is recommended Preheating is recommended For use on hammer and blooming table rolls, blowbars and bucket teeth BD T Fe 8-55-RP High Cr-alloyed flux-cored wire electrode for welding wear resistant layers with a ferritic - martensitic micro structure The welding deposit is high resistant to impact stress and medium abrasion The deposit is in spite of the high hardness crack free also in multiple layers and can be used up to 700 C Hot hardness 45 HRc at 450 C BD-2 WZ 50 T Fe 3-50-ST This C- Cr-V- W- alloyed flux-cored wire electrode is suitable for repair and build- up applications on hot working steels of similar or lower alloyed hot working tools The weld deposit is machinable, heat treatment is possible and has a retention of hardness up to 550 C BD-2 WZ 55 T Fe 3-55-STW WZ 55 is a flux cored wire which deposits an air hardening and wear resistant alloy and can be applied to reclaim hot-forging dies and to overlay the edges and flat areas of low alloyed high density steel tools CORODUR WZ 55 is typically applied on: slab shears, hot-forging dies, drawing dies, containers, crushing equipment and depressions created by forging, pressure and impact stress BD-2 WZ 57 T Fe 4-60-ST WZ 57 is a flux cored wire which deposits an air hardening and wear resistant alloy and can be applied to reclaim hot-forging dies and to overlay the edges and flat areas of low alloyed high density steel tools CORODUR WZ 57 is typically applied on: slab shears, hot-forging dies, drawing dies, containers, crushing equipment and depressions created by forging, pressure and impact stress Before heat treatment the weld deposit is machinable BD-2 WZ 59 T Fe 4-55-ST The wear and heat resistant deposit of this flux-cored wire electrode in high speed steel quality is suitable for repair and manufacture of hot and cold working tools, stamps and counter dies etc The weld deposit can be heat treated and has a retention of hardness up to 550 C
6 Zabezpieczenie przed zu yciem abrazyjnym Abrasion Resistant Applications BD-2 42 T Fe CGT Drut proszkowy bêd¹cy stopem wêgla, chromu, niklu i molibdenu u ywany jest do napawania na czêœci, które s¹ nara one na œcieranie przy umiarkowanym naprê eniu udarowym Stopiwo wykazuje w³aœciwoœci antykorozyjne i przy pomocy narzêdzi ze stopów twardych poddaje siê obróbce mechanicznej Drut znajduje zastosowanie przy zêbach koparki, pog³êbiarkach ss¹cych, t³oczniach, na powierzchniach uszczelniaj¹cych, ³opatkach i bêbnach mieszalników BD-2 55 Mo T Fe G Austenityczne stopiwo elektrod proszkowych z zawartoœci¹ wêgla, chromu i molibdenu wykorzystuje siê do napawania na czêœciach nara onych na mocne œcieranie przez materia³y mineralne Dziêki zawartoœci molibdenu stop ten jest bardziej wytrzyma³y na wysok¹ temperaturê (do 450 C) ni 55 Polecany jest szczególnie do czêœci pomp, ³opatek mieszalników, transporterów œlimakowych itp BD-2 59 T Fe GR Elektrody proszkowe bêd¹ce stopem wêgla i chromu przeznaczone s¹ do napawania na czêœciach nara onych na silne œcieranie Stopiwo nie poddaje siê obróbce wiórowej Odporna na korozjê osnowa stopu nadaje siê do zastosowania w wilgotnym œrodowisku 59 stosuje siê na ³opatki mieszalników, w rolnictwie i przy p³ozach pieców koksowych W celu uzyskania wy szej odpornoœci na korozjê np: przypadku œlimaków pras hydraulicznych nale y zastosowaæ 59 L BD-2 60 T Fe G Elektrody proszkowe stanowi¹ce stop wêgla i chromu i niobu przeznaczone s¹ do napawania na czêœciach nara onych na silne œcieranie w temperaturach do 450 C Osadzone stopiwo sk³ada siê z bardzo twardych wêglików chromu i niobu W tym przypadku obci¹ enie uderzeniowe powinno byæ mo liwie jak najmniejsze Drut przeznaczony jest do ³opatek mieszalników, pomp betonowych i cementowych, walców do mielenia i p³yt œcieralnych BD-2 61 T Fe G S¹ to wysokostopowe elektrody proszkowe z zawartoœci¹ wêgla, chromu, niobu i boru z wêglikami powoduj¹cymi wzrost twardoœci i stanowi¹cymi dodatkow¹ ochronê przeciwko œcieraniu Produkt stosuje siê w kopalniach odkrywkowych wêgla brunatnego, w cegielniach, cementowniach, przemyœle betonowym jak równie przy p³ytach œcieralnych BD-2 64 T Fe GZ Jest to wysokostopowa elektroda proszkowa zawieraj¹ca pierwiastki: wêgiel, chrom, bor, wolfram i wanad Stop tworzy bardzo tward¹ warstwê martenzytyczno - wêglikow¹ Równie przy wy szych temperaturach stopiwo jest odporne na intensywne mineralne œcieranie Drut stosujemy np: w cegielniach i przy œlimakach transportowych do piasku i gliny W temperaturze 400 C nastêpuje ubytek twardoœci o 15%, a przy 600 C o 25% BD-2 42 T Fe CGT C-, Cr-, Ni-, Mo-alloyed flux-cored wire electrode for hardfacing on parts that are exposed to abrasive wear in combination with medium impact stress The weld deposit is corrosion resistant and machinable Typical applications are found in the chemical and food industry BD-2 55 Mo T Fe G C-, Cr-, Mo-alloyed flux-cored wire electrode for hardfacing on parts that are exposed to high abrasive mineral wear In comparison to 55, the weld deposit of this electrode has a higher temperature resistance (up to 450 C) Used for pumps, mixer parts and conveyer screws BD-2 59 T Fe GR 59 is a highly C- Cr - alloyed flux- cored wire for applications in high mineral wear It is suitable for hard facing of parts that are exposed to high abrasion in wet areas The overlaying thickness should not exceed 10mm which means a deposit of 2-3 layers The deposit should be subjected to little impact stress BD-2 60 T Fe G High C- Cr- Nb- alloyed flux- cored wire electrode for high abrasive wear up to 550 C The weld deposit consists of chrome - and niobium carbides which are embedded into the matrix The deposit should be subjected to little impact stress Weld metal is not machinable Maximum deposit should be limited to three layers and a thickness of 10 mm Before overlaying sensitive base materials and old previously hardfaced surfaces a buffering layer of C 200 K or 250 K is recommended BD-2 61 T Fe G High C- Cr- Nb- B- alloyed flux-cored wire electrode with special carbides combined with cubic Nb-carbides in extreme hardness This combination results in high abrasion resistance to mineral wear Applications are found in the hardfacing of mining equipment, augers, impellers and dredgers BD-2 64 T Fe GZ 64 is a highly C- Cr- B- W- V- alloyed flux-cored wire electrode that deposits a very hard martensitic micro structure with carbides The deposit is resistant to strong mineral abrasion also at higher temperatures This wire can be used for one layer welding without a big decrease of hardness The decrease of hardness is approx 10% at 400 C and approx 25% at 600 C
7 BD-2 65 T Fe GZ Sk³adniki drutu stanowi¹: wêgiel, chrom, molibden, niob, wanad, wolfram, tworz¹ce na powierzchni warstwê twardych wêglików Dziêki du ej iloœci dodatków stopowych drut ten nadaje siê do napawania jako materia³ twardy wytrzyma³y na najbardziej inwazyjne i agresywne œcieranie mineralne Wysoka odpornoœæ na œcieranie utrzymuje siê do temperatury 650 C Drut stosuje siê na pokrywy wielkich pieców, ruszta i na kruszarki kolcowe W sk³ad struktury wchodz¹ pierwszorzêdowe i eutektyczne wêgliki chromu, niobu, molibdenu, wolframu i wanadu na aroodpornej osnowie austenitycznej Ubytek twardoœci wynosi ok 4% w temperaturze 400 C, a przy 650 C ok 10% BD-2 68 T Fe CGZ Jest to wysokostopowa elektroda zawieraj¹ca wêgiel, chrom i bor, stosowana w napawaniu utwardzaj¹cym i zabezpieczaj¹cym przed korozj¹ oraz w celu ochrony przed agresywnym œcieraniem mineralnym równie w wysokich temperaturach Drut stosowany jest na pokrywy du ych pieców, w spiekalniach/aglomerowniach, mieszalnikach, kruszarkach klinkierowych Zalecana gruboœæ pow³oki mo e wynosiæ maksymalnie 2 warstwy tj 6mm W temperaturze 400 C wystêpuje utrata twardoœci o ok 5%, a w temperaturze 600 C utrata twardoœci wynosi oko³o 10% BD-2 78 T Fe GZ Jest to drut proszkowy o kompozycji chemicznej zawieraj¹cej pierwiastki: wêgiel, chrom, wanad i niob Stop przeznaczony do ekstremalnych naprê eñ wywo³anych abrazj¹ Odsadzone stopiwo charakteryzuje wysoka aroodpornoœæ i arowytrzyma³oœæ do temperatury 500 C Drut stosuje siê na ruszta spiekalni, kruszarki klinkierowe, w koparkach do wêgla brunatnego, w ogniwach ró nych ³añcuchów itp BD-2 65 T Fe GZ 65 is a highly C- Cr- Mo- Nb- W- V- alloyed flux-cored wire electrode, which forms extremely hard carbides This is used for hardfacing to extremely strong abrasive mineral wear The deposit retains its wear resistance up to 800 C The structure consists of primarily a n d e u t e c t i c s o l i d i f y i n g C r - c a r b i d e s p l u s Nb- Mo- W- V- carbides The hardness reduction at a temperature of 400 C is approximately 4% and at 700 C approximately 10 % This wire is recommended for use in sintering plants, augers and blast furnace bells BD-2 68 T Fe CGZ Very high C-, Cr-, B-alloyed flux-cored wire electrode for extreme hard and non-corrosive hardfacing against very high mineral wear also at high temperatures The weld deposit has a ledeburitic structure, bearing many various hypereutectic carbides A maximum deposit thickness of 6 mm (1-2 layers) is recommended Hardness Reduction at 400 C app 5%, at 600 C app 10% BD-2 78 T Fe GZ C-, Cr-, V-, Nb-alloyed flux-cored wire electrode for extreme mineral wear The weld deposit has a high scratch hardness Applications are sinter plants, lignite mining machines, gravel industry, chains, etc Hardness Reduction at 400 C app 7% Druty na bazie wêglików wolframu BD -2CNiFD MF CGTZ BD-2COA MF CGTZ Napoiny i pow³oki wykonywane z tego materia³u charakteryzuj¹ siê szczególnie wysok¹ odpornoœci¹ na zu ycie œcierne i korozjê Zawarte w strukturze typu matrycowego NiCrBSi wtopione wêgliki wolframu nie ulegaj¹ rozpadowi po procesie napawania lub natryskiwania cieplnego, ale pozostaj¹ równomiernie roz³o one w pow³oce Typowy sk³ad to % FTC (W2C) i 38-40% NiCrBSi-matrix Stosowany do nanoszenia na elementach ze stali austenitycznych i ferrytowych Zastosowanie: Czêœci maszyn i urz¹dzeñ w przemyœle petrochemicznym, spo ywczym i wydobywczym Wiert³a i œlimaki wiertnicze i transportuj¹ce, ³opatki wentylatorów itp Wêgliki wolframu osadzone s¹ w osnowie elaza i po napawaniu gêsto i równomiernie roz³o one w napoinie Drut przeznaczony jest do napawania trudnoœcieralnych napoin w przemyœle wiertniczym i wydobywczym Twardoœæ wêglików oko³o 2400 HV 0,4 Zastosowanie: Czêœci maszyn i urz¹dzeñ w przemyœle wiertniczym, wydobywczym oraz na wielu innych elementach takich jak œlimaki transportuj¹ce, mieszalniki, zgarniacze itp
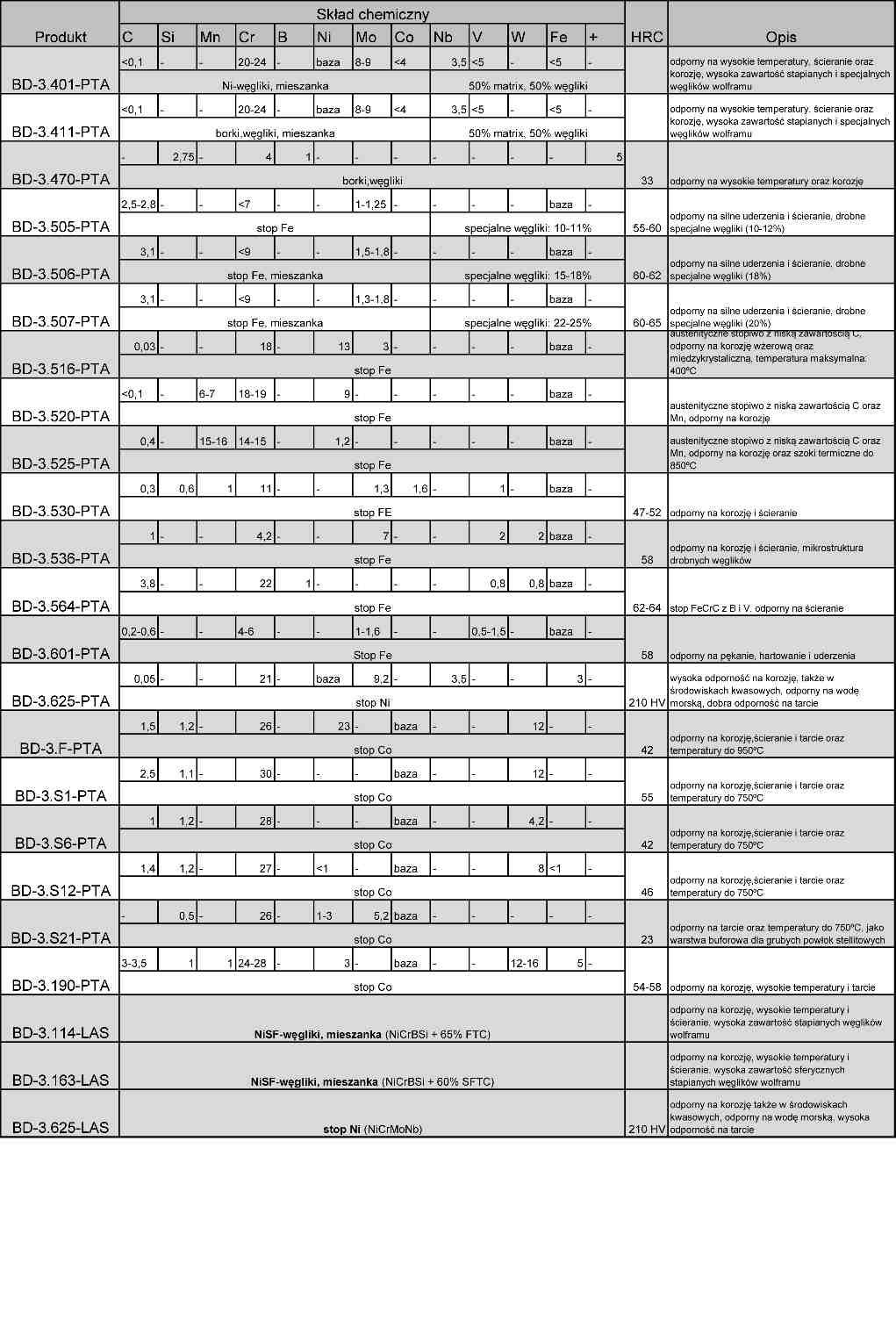
8 ANALIZA /ANALYSIS C SI Mn Cr Ni Mo Co Nb V W Fe inne/ other TwardoϾ/ Hardness DIN EN Type [O in mm] Produkt / product % % % % % % % % % % % % DIN 8555 OA G UP/SA BD K 0,1 0,4 6,0 19,0 8, HB work hardened 400 HB MF CKNPZ 1,2-3,2 1,2-2,4 2,4-4, HB work BD K 1,1 0,3 14,0 4,0 0,6 hardened 450 HB MF KNP 1,2-3,2 1,2-2,4 2,4-4, HB work BD K 0,5 0,4 16,0 14,0 1,2 0,5 0,2 hardened 500 HB MF KNP 1,2-3,2 1,2-2,4 2,4-4,0 BD ,1 0,5 2,0 2,5 0,3 Ti HB MF P 1,2-3,2 1,2-2,4 2,4-4,0 BD ,1 1,0 1,0 13,0 3,5 1,2 0,2 0, HRc MF 5-45-PRT 1,2-3,2 1,2-2,8 2,4-4,0 BD ,1 0,3 0,8 17,0 4,8 1,0 0,2 0, HRc MF 5-40-CPT 1,2-3,2 1,2-2,8 2,4-4,0 BD ,2 0,6 2,0 3,0 0,3 Ti HRc MF P 1,2-3,2 1,2-2,4 2,4-4,0 BD ,3 0,8 1,0 3,5 0,4 0, HRc MF 5-45-PT 1,2-3,2 1,2-2,4 2,4-4,0 BD ,3 0,3 0,8 16,0 4,0 1,5 1,5 1,0 1, HRc MF 5-50-PRT 1,2-3,2 1,2-2,4 2,4-4,0 BD ,1 0,7 0,4 15,0 + 3,2 14, HRc hot hardness 53 HRc MF 3-50-CKTZW 1,2-3,2 1,2-2,4 2,4-4,0 BD ,4 0,6 2,0 6,5 1,5 0,5 1, HRc MF 6-50-PT 1,2-3,2 1,2-2,4 2,4-4,0 BD ,5 1,0 2,2 6,5 0,6 0, HRc MF 6-55-RP 1,2-3,2 1,2-2,4 2,4-4,0 BD TIC 1,8 1,6 1,4 7,0 1,4 Ti HRc MF 6-60-GP 1,2-3,2 BD ,5 1,0 3,0 6,5 1,5 1,5 1, HRc MF 6-60-PT 1,2-3,2 1,2-2,4 2,4-4,0 BD ,5 2,8 1,2 9,5 0, HRc MF 6-55-RP 1,2-3,2 1,2-2,4 2,4-4,0 BD ,4 1,0 1,0 8,0 1,0 1,0 B 1, HRc Special alloy 1,2-2,4 BD ,7 1,0 2,0 2,0 B 4, HRc Special alloy 1,2-3,2 1,2-2,4 BD ,5 1,0 1,6 16,0 B 3, HRc MF SO-65-GT 1,2-3,2 1,2-2,4 BD ,0 0,8 1,5 19,0 4,0 B 1, HRc MF GT 1,2-3,2 1,2-2,4 BD ,4 0,7 1,3 7,0 0,8 8,0 1,0 1, HRc MF 6-55-GP 1,2-3,2 1,2-2,4 2,4-4,0 BD-2 WZ 50 0,3 0,6 0,4 3,0 0,6 4, HRc MF 3-50-ST 1,2-3,2 1,2-2,4 2,4-4,0 BD-2 WZ 55 0,4 0,8 1,2 3,0 2,0 0,5 7, HRc hot hardened HRc MF 3-55-STW 1,2-3,2 1,2-2,4 2,4-4, HRc hot BD-2 WZ 57 0,4 0,8 0,8 13,0 2,2 10,0 0,3 5,5 hardened HRc MF 4-55-STW 1,2-3,2 1,2-2,4 2,4-4,0 BD-2 WZ 59 0,5 0,6 1,2 5,0 3,5 3, HRc MF 4-55-ST 1,2-3,2 1,2-2,4 2,4-4,0 BD ,9 1,0 1,0 28,0 3,0 0, HRc MF CGT 1,2-2,4 2,4-4,0 BD ,2 1,8 1,8 16, HRc MF G 1,2-3,2 1,2-2,4 2,4-4,0 BD ,5 1,2 0,4 21,0 B HRc MF G 1,2-3,2 1,2-3,2 2,4-4,0 BD ,8 1,2 0,6 29, HRc MF GR 1,2-3,2 2,4-4,0 BD-2 55 Mo 5,0 1,7 0,4 27,0 1, HRc MF G 1,2-3,2 2,4-4,0 BD ,4 1,0 0,4 30, HRc MF G 1,6-3,2 2,4-4,0 BD ,0 1,2 0,4 33, HRc MF GR 1,6-3,2 2,4-4,0 BD-2 59 L 3,8 1,2 0,6 33,0 0, HRc MF CGT 1,6-2,8 1,6-2,4 2,4-4,0 BD-2 59 XL 3,0 1,3 0,6 32,0 3,0 0, HRc MF CGT 1,2-2,4 2,4-4,0 BD ,2 1,1 0,4 22,0 7, HRc MF G 1,2-3,2 2,4-4,0 BD ,2 1,3 0,4 22,0 7,0 B HRc MF G 1,6-3,2 2,4-4,0 BD ,4 1,2 0,4 29,0 3, HRc MF G 1,2-3,2 2,4-4,0 BD ,5 1,0 1,6 24,0 0,8 0,8 B 1, HRc (to 600 C) MF GZ 1,2-3,2 BD ,2 1,0 0,4 21,0 7,0 7,0 1,0 2, HRc (to 800 C) MF GZ 1,6-3,2 2,4-4,0 BD ,4 1,0 0,4 21,0 10, HRc MF GZ 1,6-3,2 BD ,0 0,8 0,4 38,0 B 2, HRc (to 750 C) MF CGZ 1,6-3,2 BD ,2 0,8 0,4 32,5 5,8 B 1, HRc MF GRZ 1,6-3,2 BD ,2 1,0 0,4 27,0 6, HRc MF G 1,6-3,2 BD ,0 1,2 0,6 22,0 4,5 6,4 0,8 1, HRc (to 700 C) MF GZ 1,6-3,2 2,4-4,0 BD ,0 1,3 0,5 16,0 6,5 6,5 B 1, HRc MF GZ 1,2-3,2 BD-2 Lit 1 2,4 0,7 0,4 29,0 R 11,0 <3, HRc MF CGTZ 1,2-2,4 1,6-3,2 BD-2 Lit 6 1,1 1,0 0,6 28,0 R 4,5 <3, HRc MF CTZ 1,2-2,4 1,6-3,2 BD-2 Lit 6 LC 0,8 1,0 0,8 28,0 R 4,5 <3, HRc MF CTZ 1,2-2,4 1,6-3,2 BD-2 Lit 6 HC 1,3 1,0 0,8 29,0 R 4,5 <3, HRc MF CTZ 1,2-2,4 1,6-3,2 BD-2 Lit 12 1,4 1,0 0,8 29,0 R 8,0 <3, HRc MF CTZ 1,2-2,4 1,6-3,2
![ANALIZA /ANALYSIS inne/ TwardoϾ/ C SI Mn Cr Ni Mo Co Nb V W Fe other Hardness DIN EN 14700 Type [O in mm] Produkt / product % % % % % % % % % % % % DIN 8555 OA G UP/SA BD-2 Lit 21 0,3 1,0 1,0 27,0](/docs-images/69/60677395/images/9-0.jpg "2,5 5,0 R <3,0 300-330 HB work hardened 45 HRc MF 20-350-CKTZ 1,6-2,8 2,4-3,2 BD-2 Lit 25 0,1 0,8 1,0 20,0 10,5 R 15,0 <3,0 250-280 HB MF 20-300-CKTZ 1,2-2,4 1,6-3,2 BD-2 Loy 520 W 0,1 20,0 R 6,0")
9 ANALIZA /ANALYSIS inne/ TwardoϾ/ C SI Mn Cr Ni Mo Co Nb V W Fe other Hardness DIN EN Type [O in mm] Produkt / product % % % % % % % % % % % % DIN 8555 OA G UP/SA BD-2 Lit 21 0,3 1,0 1,0 27,0 2,5 5,0 R <3, HB work hardened 45 HRc MF CKTZ 1,6-2,8 2,4-3,2 BD-2 Lit 25 0,1 0,8 1,0 20,0 10,5 R 15,0 <3, HB MF CKTZ 1,2-2,4 1,6-3,2 BD-2 Loy 520 W 0,1 20,0 R 6,0 10,0 4,0 T Fe GZ BD-2 COA Fe-C, Co, W(T) Matrix +62 % WSC (2400 HV) Matr 65 HRc MF GZ 1,6-2,8 1,6-2,4 BD Nb 1,2 17,0 0,4 1,0 8,0 0, HRc Special alloy 1,2-3,2 1,2-2,4 2,4-4,0 BD-2 NiCrMo22 0,1 0,6 1,6 0,4 2,2 0, HB MF P 1,2-3,2 1,2-2,4 2,4-4,0 BD-2 295K 0,2 <3,0 10,0 19,0 10,0 N HB Special alloy 1,2-2,8 BD-2 35 <0,1 1,3 1,0 29,0 R B 3, HRc Special alloy 1,6-2,4 BD ,1 0,8 1,2 14,5 Ni+ Ti HB AWS 410 1,2-3,2 1,2-2,4 2,4-4,0 BD ,1 17, HB AWS 430, ,2-3,2 1,2-2,4 2,4-4,0 BD ,3 0,8 14,0 0, HRc AWS 420 1,2-3,2 1,2-2,4 2,4-4,0 BD ,2 17,0 0,4 1, HRc ,2-3,2 1,2-2,4 2,4-4,0 BD ,4 17,0 0,4 1, HRc ,2-3,2 1,2-2,4 2,4-4,0 BD ,1 0,9 1,1 14,0 5,0 0,8 N HRc ~AWS 410NiMo 1,2-3,2 1,2-2,4 2,4-4,0 BD-2 CrMo1 0,1 0,7 1,5 1,3 0, HB MF P 1,2-3,2 1,2-2,4 2,4-4,0 Ti3, Al HRc work hardened to 45 HRc ~MF CKPTZ 1,6-2, HB work hardened 420 HB MF CKNPTZ 1,6-2,8 1,6-2,8 2,4-3,2 BD-2 Loy Co 0,1 16,0 R 16,0 2,5 0,4 4,5 <5,0 BD-2 Loy SE 1/58 0,8 4,7 20,0 R <5,0 B 3, HRc Mf CGTZ 1,6-2,8 BD-2 Loy SE 12/50 0,6 4,9 20,0 R 2,5 <5,0 B 2, HRc MF CGTZ 1,6-2,8 BD-2 Loy SE 21/35 0,5 4,5 20,0 R 2,0 <5,0 B 0, HRc MF CGTZ 1,6-2,8 BD-2 Loy SE 6/40 0,4 4,5 22,0 R 2,0 <5,0 B 1, HRc MF CGTZ 1,6-2,8 BD-2 Loy 36 3,0 36,0 R Cu HB ,6-2,8 BD-2 Loy 60/40 4,0 R 40,0 Cu HB MF NiFe-2 1,2-2,8 T Ni CGTZ BD-2 CNiFD Ni Ni, Si, B-Matrix + 62 % WSC (2400 HV) Matr 55 HRc MF CGTZ 1,2-2,8 1,2-2,4 BD-2 SER <0,1 4,5 4,8 18,0 8,5 5,5 1,0 R HRc hot hardened to 56 HRc Special alloy 1,2-2,4 2,4-4,0
10 Stopy na osnowie kobaltu Cobalt-Based Alloys BD-2 Lit 1 T Co 2-55-CGTZ Jest to najtwardszy z najbardziej znanych stopów na osnowie kobaltu Stopiwo jest odporne na œcieranie i aroodporne Wysoka twardoœæ umo liwia obróbkê jedynie poprzez szlifowanie Stop jest odporny na korozjê i aroodporny do 1000 C Produkt przeznaczony jest do m³ynów arnowych i kr¹ nikowych, pierœcieni œcieralnych i uszczelniaj¹cych oraz innych elementów ulegaj¹cych œcieraniu w przemyœle chemicznym, przy pompach solnych i ³ugowych BD-2 Lit 6 BD-2 Lit 6 LC T Co 2-45-CTZ T Co 2-40-CTZ T Co 2-45-CTZ BD-2 Lit 6 HC Produkt stanowi¹ stopy na osnowie kobaltu z dodatkiem wêglika chromu i wolframu Stopy te charakteryzuj¹ siê odpornoœci¹ na intensywne œcieranie i siln¹ korozjê, du ¹ udarnoœci¹ i odpornoœci¹ na gradienty temperatur W zwi¹zku z du ¹ odpornoœci¹ na obci¹ enia dynamiczne mo liwa jest obróbka ubytkowa skrawaniem przy pomocy narzêdzi z wymiennymi p³ytkami ze stopów twardych Produkty polecane do zaworów parowych, form do prasowania na gor¹co, wysokotemperaturowych pomp na paliwo ciek³e, armatur, gniazd zaworów w silnikach spalinowych i no yc do kêsów BD-2 Lit 12 T Co 2-50-CTZ Drut stanowi stop na osnowie kobaltu odporny na œcieranie, zmiany temperatur i agresywne œrodowisko korozyjne Przeznaczony jest dla narzêdzi do obróbki w przemyœle drewna twardego, materia³ów sztucznych i papierowych, do pras œlimakowych, zaworów wentyli i œwidrów ziemnych BD-2 Lit 21 T Co CKTZ Charakteryzuje siê najwiêksz¹ aroodpornoœci¹ i odpornoœci¹ na obci¹ enia dynamiczne i korozjê spoœród wszystkich dostêpnych stopów na osnowie kobaltu Stopiwo poddaje siê ubytkowej obróbce wiórowej i znajduje zastosowanie na elementach konstrukcji nara onych na korozjê, wysokie temperatury oraz naprê enia udarowe, np przy zaworach wylotowych, armaturze parowej i kwasowej W czasie eksploatacji twardoœæ stopu wzrasta do 45HRc BD-2 Lit 1 T Co 2-55-CGTZ lit 1 deposits a cobalt-base alloy with an austeniticledeburitic structure This is the hardest of the standard cobalt-base alloys It has a high resistance to corrosion (especially to reducing acids and impact), extreme wear and temperature shocks The alloy is only machinable by grinding Best used on wear pads, rotary seal rings, pump sleeves and centerless grinder work rests BD-2 Lit 6 BD-2 Lit 6 LC T Co 2-45-CTZ T Co 2-40-CTZ T Co 2-45-CTZ BD-2 Lit 6 HC Cobalt-base alloys with an austenitic-ledeburitic structure containing chrome and tungsten carbides These alloys are resistant against high corrosion and abrasion, high impact stress and extreme temperature shocks The deposit is machinable by hard metal tools Best used on steam and chemical valves and on equipment handling hot steel, such as tong bits, hot steel-shear blades, etc BD-2 Lit 12 T Co 2-50-CTZ This cobalt base-alloy is the toughest, with highest corrosionand thermal resistance of all cobalt-base alloys The weld deposit is machinable and is used on components thatare exposed to high temperatures, corrosion and impact stress, such as valve seats as well as components in the chemical industry Work hardening up to 45 HRc BD-2 Lit 21 T Co CKTZ Cobalt-base alloy with high resistance against abrasion, temperature shocks and corrosion This alloy is suitable for hardfacing cutting edges of long knives and other tools usedin the wood, plastic, paper, carpet and chemical industries
11 Stopy na osnowie niklu Nickel- base alloys BD-2 Loy CO T Ni CKNPTZ Produkt stanowi odporny na wysokie temperatury stop przeznaczony na narzêdzia do pracy na gor¹co Wytworzone warstwy wierzchnie s¹ nadzwyczajnie ci¹gliwe i ulegaj¹ utwardzaniu poprzez naprê enia udarowe do 400 HB Proces zachodzi bez deformacji stopiwa CO stosuje siê na matryce, no e do ciêcia na gor¹co, stemple do prasowania na gor¹co, przebijaki okr¹g³e, kowad³a do m³otów, dr¹gi do pielgrzymkowego walcowania rur itp Jako stop wysoce odporny na korozjê w utleniaj¹cych siê mediach wystêpuje pod nazw¹ C4 BD-2 Loy 520 W T Ni 2-40-CKPTZ Jest to drut proszkowy na osnowie niklu zawieraj¹cy pierwiastki takie jak chrom, kobalt, molibden, tytan, aluminium, wolfram Stop jest ³atwy w obróbce, kowalny, odporny na korozjê i szoki termiczne Polecany jest do warstw aroodpornych w elementach nara onych na obci¹ enia i naprê enia Stop znajduje zastosowanie np w kowad³ach do m³otów, gor¹cych formach, w m³otach kuÿniczych i ostrzach wykrojników BD-2 Loy SE 21/35 BD-2 Loy SE 6/40 BD-2 Loy SE 12/50 T Ni 1-35-CGTZ T Ni 1-45-CGTZ T Ni 1-50-CGTZ T Ni 1-60-CGTZ BD-2 Loy SE 1/58 S¹ to stopy niklu, krzemu, chromu i boru bêd¹ce odpowiednikiem stopów na osnowie kobaltu Odpowiadaj¹ one za twardoœæ, twardoœæ w podwy szonych temperaturach, zatrzymanie korozji, odpornoœæ na szoki termiczne i œcieranie Stopy s¹ wykorzystywane w budowie armatury, silników, aparatów chemicznych oraz w technologii j¹drowej Cech¹ charakterystyczn¹ dla tych stopów jest wysoka odpornoœæ na utleniaj¹ce media, dzia³anie agresywnych roztworów koroduj¹cych, korozjê w erow¹ i miêdzykrystaliczn¹ BD-2 Loy CO T Ni CKNPTZ LOY Co is a high alloyed Cr- Mo- Co- W- flux cored Nickel based wire This alloy is suitable for steel that encounters aggressive corrosive media as well as those steels that operate at high temperatures This hardfacing alloy is extraordinarily resistant on impact, pressure loads and high temperature environments, which results in hardening of the deposit up to a hardness of about 420 HB with little deformation W h e n b u i l d - u p l a y e r s a r e r e q u i r e d, K is recommended as a buffer layer It is also recommended that the base material should be preheated to about 300 C 400 C before hardfacing For multi layer welding low interpass temperature and low energy input is recommended BD-2 Loy 520 W T Ni 2-40-CKPTZ LOY 520 W deposits a Cr- Co- Mo- Ti- Al- W- alloy in a nickel base The weld metal is a precipitated, easily hardened alloy with an exceptional combination of high temperature mechanical properties, formability and corrosion resistance The alloy can be used for hot forging dies, hot working steels, hot shear blades, etc To obtain a crack-free weld, the base material should be preheated to 350 C and held After thewelding is completed, the cooling rate should be low BD-2 SE 21/35 BD-2 SE 6/40 BD-2 SE 12/50 BD-2 SE 1/58 T Ni 1-35-CGTZ T Ni 1-45-CGTZ T Ni 1-50-CGTZ T Ni 1-60-CGTZ This alloys leave a nickel base weld deposit The essential characteristics correspond to the Cobalt-base alloys, especially the hardness, corrosion resistance, pitting (inter granular corrosion), heat resistance, wear resistance and thermal shock constancy Applications are found in the chemical industry, nuclear technology field, etc
12 Materia³y do napawania narzêdzi pracuj¹cych na gor¹co Nazwa produktu Product name C % Si % Mn % Cr % Ni % Mo % V % W % So % Tensile strangth (N /mm2) Twardoœæ Hardness HRc BD ,10 0,5 0,6 10,0 1,0 2,0 0,25 Ti 0, * BD ,12 0,6 0,6 10,0 1,7 3,0 Ti 0, * BD ,20 0,6 0,6 10,0 1,7 3,0 Ti 0, ,5 BD ,28 0,7 0,6 10,0 1,7 3,0 Ti 0, ,5-52 BD ,36 0,8 0,6 10,0 1,0 3,0 0,40 0,2 Ti 0, ** BD ,25 0,7 0,6 5,0 1,5 0,40 1,4 Ti 0, ,5 BD ,30 0,7 0,6 5,5 2,5 0,60 2,4 Ti 0, ,5-52 BD ,40 0,8 0,6 6,0 3,0 0,70 3,0 Ti 0, ** 52-55,5 Spawanie eliw Cast Iron Welding NiFe Drut jest stopem niklu i elaza (Ni 36%) i s³u y do napawania eliw, wype³niania jam skurczowych w eliwie sferoidalnym i mo e ³¹czyæ siê ze stalami Stop ten ma wyj¹tkowo niski wspó³czynnik rozszerzalnoœci cieplnej i jest ³atwy w ubytkowej obróbce skrawaniem NiFe 60/40 NiFe-CI Drut z³o ony jest ze stopu niklu i elaza (Ni 60%) daj¹cy spoiwo bogate w nikiel z wytr¹conym grafitem sferoidalnym Stop stosuje siê do ³¹czenia eliwa sferoidalnego, kowalnego i p³ytkowego eliwa szarego oraz do ³¹czenia eliwa ze stal¹ NiFe NiFe 36 is a Ni- Fe- alloyed flux cored wire electrode for welding cast iron, joining steel and cast iron and cast cavity welding This alloy has an extremely low coefficient of thermal expansion and is machinable up to GGG 45 NiFe 60/40 NiFe-CI It is a iron alloyed nickel based tubular wire The physical property of NiFe 60/40 makes it suitable for grey cast iron parts and spherical cast iron It is machinable Used for joining and repairing of nearly all types of cast iron Preheat temperature should be chosen depending on base material and construction

13 BD-4NISEE Ni20 E21-GF-UM-60 CGZ Elektroda do rêcznego napawania na bazie stopu niklowego z udzia³em oko³o 60% wêglików wolframu o œredniej twardoœci 2340HV 0,1 Napoiny charakteryzuj¹ siê bardzo wysoka odpornoœci¹ na œcieranie abrazyjnie w po³¹czeniu z odpornoœci¹ na korozje w podwy szonych temperaturach BD-4DUR B Giêtka elektroda na bazie stopu niklu z wysokim udzia³em wêglików wolframu przeznaczona do gazowego napawania trudnoœcieralnych i odpornych na korozyjnie napoin w œrodowiskach kwasowych, zasadowych i innych BD-4DUR CS Elektroda w postaci pretu do napawaia gazowego w której osadzone w stopie Cu-Ni-Zn gruboziarniste wêgliki wolframu pozwalaj¹ na proste i ³atwe uzyskanie wysokoodpornych napoin na elementach koron wiertniczych itp W naszej ofercie znajduje siê wiele innych elektrod, prêtów i y³ek do napawania elektrycznego i gazowego W naszej ofercie znajduje siê wiele innych elektrod, prêtów i y³ek do napawania elektrycznego i gazowego
14

15
16 BENDAM MATERIA Y DO NAPAWANIA I NATRYSKIWANIA CIEPLNEGO BENDAM Damian Pucha³ka ulœw Anny Gocza³kowice-Zdrój tel/fax: wwwbendampl bendam@bendampl
OK Tubrodur Typ wypełnienia: specjalny
 OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
EN 450B. EN 14700: E Z Fe3. zasadowa
 EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
OK 92.05 SFA/AWS A 5.11: (NiTi3) zasadowa. Otulina:
 zasadowa. Otulina:") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Elektroda do spawania elementów z czystego niklu. Przeznaczona jest także do łączenia materiałów różnoimiennych, np. niklu ze stalą, niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Elektroda do spawania elementów z czystego niklu. Przeznaczona jest także do łączenia materiałów różnoimiennych, np. niklu ze stalą, niklu
Druty proszkowe odporne na ścieranie
 Druty proszkowe odporne na ścieranie Firma DURUM - Ochrona Przed Ścieraniem Sp. z o.o. (DURUM) powstała w 1984 w Mettmann w pobliżu Dusseldorfu i zajmowała się produkcją materiałów ochraniających przed
Druty proszkowe odporne na ścieranie Firma DURUM - Ochrona Przed Ścieraniem Sp. z o.o. (DURUM) powstała w 1984 w Mettmann w pobliżu Dusseldorfu i zajmowała się produkcją materiałów ochraniających przed
M210 SNKX1205 SNKX1607. Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS
 Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 SNKX1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205/1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI
Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 SNKX1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205/1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI
OSTRZA LUTZ DO CIÊCIA FOLII SPECJALISTYCZNE OSTRZA DO SPECJALNEJ FOLII
 OSTRZA LUTZ DO CIÊCIA FOLII SPECJALISTYCZNE OSTRZA DO SPECJALNEJ FOLII PAÑSTWA ZADANIE DO CIÊCIA FOLIA W ÓKNA CHEMICZNE W ÓKNA SZKLANE MEDYCYNA PRZEMYS SPO YWCZY RZEMIOS O PRZEMYS SAMOCHODOWY TKACTWO OSTRZA
OSTRZA LUTZ DO CIÊCIA FOLII SPECJALISTYCZNE OSTRZA DO SPECJALNEJ FOLII PAÑSTWA ZADANIE DO CIÊCIA FOLIA W ÓKNA CHEMICZNE W ÓKNA SZKLANE MEDYCYNA PRZEMYS SPO YWCZY RZEMIOS O PRZEMYS SAMOCHODOWY TKACTWO OSTRZA
SOLID CARBIDE RODS PRĘTY WĘGLIKOWE
 SOLID CARBIDE RODS PRĘTY WĘGLIKOWE TSCR 66 TSCR606 TSCR40 TSCR44 TSCR47 TSCR38 TSCR39 TSCR 308 TSCR G20 SOLID CARBIDE RODS GRADES GATUNKI PRĘTÓW WĘGLIKOWYCH WC grain size Rozmiar ziarna węglika Hardness
SOLID CARBIDE RODS PRĘTY WĘGLIKOWE TSCR 66 TSCR606 TSCR40 TSCR44 TSCR47 TSCR38 TSCR39 TSCR 308 TSCR G20 SOLID CARBIDE RODS GRADES GATUNKI PRĘTÓW WĘGLIKOWYCH WC grain size Rozmiar ziarna węglika Hardness
-Special. Ceny wraz z dopłatą surowcową Prices without any addition new! Ø 32 Strona/Page 4,5. Black Panther DN 630 +
 P O L S K A -Special SP102-1/2014-PL/GB Frezy HDS HDS-Endmills Wysokowydajna alternatywa dla konwencjonalnych frezów HSS i frezów pełnowęglikowych. The powerful alternative compared with conventional H.S.S.-and
P O L S K A -Special SP102-1/2014-PL/GB Frezy HDS HDS-Endmills Wysokowydajna alternatywa dla konwencjonalnych frezów HSS i frezów pełnowęglikowych. The powerful alternative compared with conventional H.S.S.-and
Druty proszkowe odporne na ścieranie
 Druty proszkowe odporne na ścieranie Firma DURUM VERSCHLEISS-SCHUTZ GmbH (DURUM) powstała w 1984 w Mettmann w pobliżu Dusseldorfu i zajmowała się produkcją materiałów ochraniających przed ścieraniem. Już
Druty proszkowe odporne na ścieranie Firma DURUM VERSCHLEISS-SCHUTZ GmbH (DURUM) powstała w 1984 w Mettmann w pobliżu Dusseldorfu i zajmowała się produkcją materiałów ochraniających przed ścieraniem. Już
M800 SEKT12T3. Stable face milling under high-load conditions. Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS
 Stable face milling under high-load conditions SEKT12T3 Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SEKT12T3 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
Stable face milling under high-load conditions SEKT12T3 Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SEKT12T3 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
KATALOG Materia³y spawalnicze. Druty rdzeniowe
 KATALOG Materia³y spawalnicze Druty rdzeniowe Uwaga! Firma ESAB zastrzega sobie prawo do zmian w asortymencie produktów bez wczeœniejszego powiadamiania. Prezentowany zakres produktów nie stanowi oferty
KATALOG Materia³y spawalnicze Druty rdzeniowe Uwaga! Firma ESAB zastrzega sobie prawo do zmian w asortymencie produktów bez wczeœniejszego powiadamiania. Prezentowany zakres produktów nie stanowi oferty
M210 SNKX1205. Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
 Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
OK SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1. rutylowa. Otulina:
 OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
Klasyfikacja stali i przykłady oznaczeń
 Klasyfikacja stali i przykłady oznaczeń Definicja stali Stal jest to plastycznie (i ewentualnie cieplnie) obrobiony stop żelaza z węglem i innymi pierwiastkami, otrzymywanym w procesach stalowniczych ze
Klasyfikacja stali i przykłady oznaczeń Definicja stali Stal jest to plastycznie (i ewentualnie cieplnie) obrobiony stop żelaza z węglem i innymi pierwiastkami, otrzymywanym w procesach stalowniczych ze
GRUPA I: bardzo duży udar (stale manganowe)
") REGENERACJA Regeneracja i napawanie to często najszybsza i najtańsza metoda służąca naprawie danych części lub do przedłużenia ich żywotności i wydłużeniu ich pracy. Dzięki zastosowaniu procesu regeneracji,
REGENERACJA Regeneracja i napawanie to często najszybsza i najtańsza metoda służąca naprawie danych części lub do przedłużenia ich żywotności i wydłużeniu ich pracy. Dzięki zastosowaniu procesu regeneracji,
WELDING WIRE DRUT SPAWALNICZY
 DRUT SPAWALNICZY DRUT SPAWALNICZY SPIS TREŚCI O NAS 6 DRUTY LITE GMAW HORDA 3Si1 10 HORDA 4Si1 12 HORDA 307Si 14 HORDA 307Ti 16 HORDA 308L 18 HORDA 308LSi 20 HORDA 309L 22 HORDA 309LSi 24 HORDA 310 26
DRUT SPAWALNICZY DRUT SPAWALNICZY SPIS TREŚCI O NAS 6 DRUTY LITE GMAW HORDA 3Si1 10 HORDA 4Si1 12 HORDA 307Si 14 HORDA 307Ti 16 HORDA 308L 18 HORDA 308LSi 20 HORDA 309L 22 HORDA 309LSi 24 HORDA 310 26
Gatunki do toczenia pokrywane CVD
 W GLIKI SPIEKANE str. rozdzia : A 8 A A 12 A 14 Gatunki w glików spiekanych do toczenia Tabela zbiorcza gatunków do toczenia Gatunki w glików spiekanych do frezowania Tabela zbiorcza gatunków do frezowania
W GLIKI SPIEKANE str. rozdzia : A 8 A A 12 A 14 Gatunki w glików spiekanych do toczenia Tabela zbiorcza gatunków do toczenia Gatunki w glików spiekanych do frezowania Tabela zbiorcza gatunków do frezowania
Co to jest stal nierdzewna? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
-Special. -Endmills. Ceny wraz z dopłatą surowcową Prices without any addition new! Ø 32 Strona/Page 4,5. Black Panther DN 630 +
 -Special SP102-1/2016-PL/GB HDS -Frezy -Endmills Wysokowydajna alternatywa dla konwencjonalnych frezów HSS i frezów pełnowęglikowych. The powerful alternative compared with conventional H.S.S.-and carbide
-Special SP102-1/2016-PL/GB HDS -Frezy -Endmills Wysokowydajna alternatywa dla konwencjonalnych frezów HSS i frezów pełnowęglikowych. The powerful alternative compared with conventional H.S.S.-and carbide
Spis treœci CZÊŒÆ I WYTAPIANIE STALI NA ODLEWY W PIECU UKOWYM Wstêp... 11
 Spis treœci CZÊŒÆ I WYTAPIANIE STALI NA ODLEWY W PIECU UKOWYM... 9 Wstêp... 11 1. Budowa pieców do wytapiania stali na odlewy... 13 Sebastian Sobula 1.1. Wprowadzenie... 13 1.2. Elektryczny piec ³ukowy...
Spis treœci CZÊŒÆ I WYTAPIANIE STALI NA ODLEWY W PIECU UKOWYM... 9 Wstêp... 11 1. Budowa pieców do wytapiania stali na odlewy... 13 Sebastian Sobula 1.1. Wprowadzenie... 13 1.2. Elektryczny piec ³ukowy...
Stopy żelaza. Stale Staliwa Żeliwa
 Stopy żelaza Stale Staliwa Żeliwa 1. Stale są to stopy żelaza z węglem i innymi pierwiastkami, zawierające do 2% C, które w procesie wytwarzania podlegają przeróbce plastycznej, np.: walcowaniu, ciągnieniu,
Stopy żelaza Stale Staliwa Żeliwa 1. Stale są to stopy żelaza z węglem i innymi pierwiastkami, zawierające do 2% C, które w procesie wytwarzania podlegają przeróbce plastycznej, np.: walcowaniu, ciągnieniu,
OK Autrod 308L (OK Autrod 16.10)*
*") OK Autrod 308L (OK Autrod 16.10)* SFA/AWS A 5.9: ER308L EN ISO 14343-A: S 19 9 L Drut do spawania pod topnikiem stali nierdzewnych typu 19%Cr, 10%Ni. Stopiwo, dzięki bardzo niskiej zawartości węgla, ma
OK Autrod 308L (OK Autrod 16.10)* SFA/AWS A 5.9: ER308L EN ISO 14343-A: S 19 9 L Drut do spawania pod topnikiem stali nierdzewnych typu 19%Cr, 10%Ni. Stopiwo, dzięki bardzo niskiej zawartości węgla, ma
Stale niestopowe jakościowe Stale niestopowe specjalne
 Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
G.T.S. - system do rowkowania
 Nr. 300-1-13-JD-PL G.T.S. - system Wysokie bezpieczeństwo procesu przy rowkowaniu GP 2120 GM 5130 new! Zalety systemu G.T.S. Unikatowy system zacisku W zapewnia wysoką stabilność podczas operacji toczenia
Nr. 300-1-13-JD-PL G.T.S. - system Wysokie bezpieczeństwo procesu przy rowkowaniu GP 2120 GM 5130 new! Zalety systemu G.T.S. Unikatowy system zacisku W zapewnia wysoką stabilność podczas operacji toczenia
Odporne na ścieranie proszki do napawania laserowego i PTA
 Odporne na ścieranie proszki do napawania laserowego i PTA Firma DURUM VERSCHLEISS-SCHUTZ GmbH (DURUM) powstała w 1984 w Mettmann w pobliżu Dusseldorfu i zajmowała się produkcją materiałów ochraniających
Odporne na ścieranie proszki do napawania laserowego i PTA Firma DURUM VERSCHLEISS-SCHUTZ GmbH (DURUM) powstała w 1984 w Mettmann w pobliżu Dusseldorfu i zajmowała się produkcją materiałów ochraniających
katalog / catalogue DIAMOS
 katalog / catalogue (DIAMOND AND CBN GRINDING WHEELS EXTREME EXPERT (DIAMOND AND CBN GRINDING WHEELS EXTREME EXPERT CZĘŚĆ I - ŚCIERNICE DIAMENTOWE I BORAZONOWE / CBN O SPOIWIE ŻYWICZNYM (PART I - DIAMOND
katalog / catalogue (DIAMOND AND CBN GRINDING WHEELS EXTREME EXPERT (DIAMOND AND CBN GRINDING WHEELS EXTREME EXPERT CZĘŚĆ I - ŚCIERNICE DIAMENTOWE I BORAZONOWE / CBN O SPOIWIE ŻYWICZNYM (PART I - DIAMOND
OK Tigrod 308L (OK Tigrod 16.10)*
*") OK Tigrod 308L (OK Tigrod 16.10)* SFA/AWS A 5.9: ER 308L EN ISO 14343-A: W 19 9 L Spoiwo austenityczne o bardzo niskiej zawartości węgla, do spawania stali odpornych na korozję, zawierających ok. 18% Cr
OK Tigrod 308L (OK Tigrod 16.10)* SFA/AWS A 5.9: ER 308L EN ISO 14343-A: W 19 9 L Spoiwo austenityczne o bardzo niskiej zawartości węgla, do spawania stali odpornych na korozję, zawierających ok. 18% Cr
wpływ niobu na właściwości warstw wierzchnich napawanych samoosłonowymi drutami proszkowymi o stopiwie Fe-cr-c
 Jerzy Niagaj wpływ niobu na właściwości warstw wierzchnich napawanych samoosłonowymi drutami proszkowymi o stopiwie Fe-cr-c effect of niobium on properties of hardfaced layers surface welded by Fe-cr-c
Jerzy Niagaj wpływ niobu na właściwości warstw wierzchnich napawanych samoosłonowymi drutami proszkowymi o stopiwie Fe-cr-c effect of niobium on properties of hardfaced layers surface welded by Fe-cr-c
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
P205 ONMX. New milling Head for inserts - ONMX 0806 C431 P205. Nowa głowica frezarska do płytek - ONMX 0806 C431 P205.
 P205 ONMX 0806-C431 M660 New milling Head for inserts - ONMX 0806 C431 P205. Nowa głowica frezarska do płytek - ONMX 0806 C431 P205. Main Competitor Główna konkurencja ONMU 0806 style Typu ONMU 0806. I.
P205 ONMX 0806-C431 M660 New milling Head for inserts - ONMX 0806 C431 P205. Nowa głowica frezarska do płytek - ONMX 0806 C431 P205. Main Competitor Główna konkurencja ONMU 0806 style Typu ONMU 0806. I.
HIGH SPEED DRILL (INDEXABLE TYPE) WIERTŁA SZYBKOŚCIOWE Z PŁYTKAMI WIELOOSTRZOWYMI
 WIERTŁA SZYBKOŚCIOWE Z PŁYTKAMI WIELOOSTRZOWYMI") SELECTION GUIDE SPIS TREŚCI DRILLS WIERTŁA SOLID CARBIDE DRILLS WIERTŁA WĘGLIKOWE MONOLITYCZNE D3 - D131 D3 - D71 KRUZ DRILLS (INDEXABLE TYPE) WIERTŁA Z PŁYTKAMI WYMIENNYMI KRUZ D71 - D95 HIGH SPEED DRILL
SELECTION GUIDE SPIS TREŚCI DRILLS WIERTŁA SOLID CARBIDE DRILLS WIERTŁA WĘGLIKOWE MONOLITYCZNE D3 - D131 D3 - D71 KRUZ DRILLS (INDEXABLE TYPE) WIERTŁA Z PŁYTKAMI WYMIENNYMI KRUZ D71 - D95 HIGH SPEED DRILL
Płyty trudnościeralne do ochrony przed zużyciem
 Płyty trudnościeralne do ochrony przed zużyciem PŁYTA DURMAT CP i PŁYTA PLATINUM Aby wydłużać okres eksploatacji, zwiększać wydajność i rentowność, należy intensywnie analizować zużywanie się powierzchni
Płyty trudnościeralne do ochrony przed zużyciem PŁYTA DURMAT CP i PŁYTA PLATINUM Aby wydłużać okres eksploatacji, zwiększać wydajność i rentowność, należy intensywnie analizować zużywanie się powierzchni
K-Line Wysokowydajne wiertła
 Nr. 224-1/2014-PL/GB Wysokowydajne wiertła High Performance Carbide Drill Wysokowydajne wiertła do obróbki stali, staliwa oraz stali stopowej i ulepszonej charakteryzujących się wytrzymałością do 1300
Nr. 224-1/2014-PL/GB Wysokowydajne wiertła High Performance Carbide Drill Wysokowydajne wiertła do obróbki stali, staliwa oraz stali stopowej i ulepszonej charakteryzujących się wytrzymałością do 1300
PIERWIASTKI STOPOWE W STALACH. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
W trzech niezależnych testach frezy z powłoką X tremeblue typu V803 był w każdym przypadku prawie 2 razy bardziej wydajne niż wersja niepowlekana.
 To nowa powłoka ochronna i jest znacznie lepsza jak DLC, - X-TremeBLUE jest nową aplikacją powlekania oparta na najnowszych technologiach NANO struktury. - X-TremeBLUE to powłoka o mikronowej grubości,
To nowa powłoka ochronna i jest znacznie lepsza jak DLC, - X-TremeBLUE jest nową aplikacją powlekania oparta na najnowszych technologiach NANO struktury. - X-TremeBLUE to powłoka o mikronowej grubości,
Państwa partner w dziedzinie stali Your partner in steel
 Państwa partner w dziedzinie stali Your partner in steel W KRÓTKIM TERMINIE DOSTARCZYMY blachy trudnościeralne z rodziny XAR XAR 300 XAR 400 XAR 400 W XAR 450 XAR 500 XAR 600 ALTRIX VAUTID dobry wybór
Państwa partner w dziedzinie stali Your partner in steel W KRÓTKIM TERMINIE DOSTARCZYMY blachy trudnościeralne z rodziny XAR XAR 300 XAR 400 XAR 400 W XAR 450 XAR 500 XAR 600 ALTRIX VAUTID dobry wybór
Tech-News. Power Drills
 Nr. 325/2017-PL/GB Tech-News Power Drills Wysokowydajne wiertła do obróbki stali, staliw, stali ulepszonych i stopowych o wytrzymałości do ok. 1300 N/mm². High performance carbide drills for machining
Nr. 325/2017-PL/GB Tech-News Power Drills Wysokowydajne wiertła do obróbki stali, staliw, stali ulepszonych i stopowych o wytrzymałości do ok. 1300 N/mm². High performance carbide drills for machining
Produkty z węglikiem wolframu
 Produkty z węglikiem wolframu Firma DURUM VERSCHLEISS-SCHUTZ GmbH (DURUM) powstała w 1984 w Mettmann w pobliżu Dusseldorfu i zajmowała się produkcją materiałów ochraniających przed ścieraniem. Już w pierwszym
Produkty z węglikiem wolframu Firma DURUM VERSCHLEISS-SCHUTZ GmbH (DURUM) powstała w 1984 w Mettmann w pobliżu Dusseldorfu i zajmowała się produkcją materiałów ochraniających przed ścieraniem. Już w pierwszym
WARSTWY WĘGLIKOWE WYTWARZANE W PROCESIE CHROMOWANIA PRÓŻNIOWEGO NA POWIERZCHNI STALI POKRYTEJ STOPAMI NIKLU Z PIERWIASTKAMI WĘGLIKOTWÓRCZYMI
 4-2010 T R I B O L O G I A 23 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jan TACIKOWSKI *, Jan K. SENATORSKI *,***, Mariusz KOPROWSKI ** WARSTWY WĘGLIKOWE WYTWARZANE W PROCESIE CHROMOWANIA PRÓŻNIOWEGO NA
4-2010 T R I B O L O G I A 23 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jan TACIKOWSKI *, Jan K. SENATORSKI *,***, Mariusz KOPROWSKI ** WARSTWY WĘGLIKOWE WYTWARZANE W PROCESIE CHROMOWANIA PRÓŻNIOWEGO NA
INSPECTION METHODS FOR QUALITY CONTROL OF FIBRE METAL LAMINATES IN AEROSPACE COMPONENTS
 Kompozyty 11: 2 (2011) 130-135 Krzysztof Dragan 1 * Jarosław Bieniaś 2, Michał Sałaciński 1, Piotr Synaszko 1 1 Air Force Institute of Technology, Non Destructive Testing Lab., ul. ks. Bolesława 6, 01-494
Kompozyty 11: 2 (2011) 130-135 Krzysztof Dragan 1 * Jarosław Bieniaś 2, Michał Sałaciński 1, Piotr Synaszko 1 1 Air Force Institute of Technology, Non Destructive Testing Lab., ul. ks. Bolesława 6, 01-494
MULTI PURPOSE SOLID CARBIDE END MILLS
 MULTI PURPOSE SOLID CARBIDE END MILLS WĘGLIKOWE FREZY MONOLITYCZNE DO OBRÓBKI OGÓLNEJ 45 CARBIDE END MILLS FREZY Z WĘGLIKA SPIEKANEGO UCX ADDED CHAMFER EDGES DODANA FAZA KRAWĘDZI Series Seria Model Description
MULTI PURPOSE SOLID CARBIDE END MILLS WĘGLIKOWE FREZY MONOLITYCZNE DO OBRÓBKI OGÓLNEJ 45 CARBIDE END MILLS FREZY Z WĘGLIKA SPIEKANEGO UCX ADDED CHAMFER EDGES DODANA FAZA KRAWĘDZI Series Seria Model Description
OK BAND Rodzaj stopu: C-Mn. Typowy skład chemiczny taśmy (%): C Si Mn 0,10 0,25 0,50. Dopuszczenia: -
: C Si Mn 0,10 0,25 0,50. Dopuszczenia: -") OK BAND 7018 Taśma ze stali niskowęglowej o małej zawartości zanieczyszczeń metalurgicznych, do napawania stali o podobnym składzie chemicznym oraz do układania warstw buforowych. Proces zapewnia znacznie
OK BAND 7018 Taśma ze stali niskowęglowej o małej zawartości zanieczyszczeń metalurgicznych, do napawania stali o podobnym składzie chemicznym oraz do układania warstw buforowych. Proces zapewnia znacznie
Odporne na ścieranie proszki do napawania laserowego i PTA
 Odporne na ścieranie proszki do napawania laserowego i PTA Firma DURUM VERSCHLEISSSCHUTZ GmbH (DURUM) powstała Firma BENDAM została założona w 2005 roku w Polsce w 984 w Mettmann w pobliżu Dusseldorfu
Odporne na ścieranie proszki do napawania laserowego i PTA Firma DURUM VERSCHLEISSSCHUTZ GmbH (DURUM) powstała Firma BENDAM została założona w 2005 roku w Polsce w 984 w Mettmann w pobliżu Dusseldorfu
OK Tigrod 1070 (OK Tigrod 18.01)*
*") OK Tigrod 1070 (OK Tigrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Spoiwo do spawania czystego aluminium, odporne na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
OK Tigrod 1070 (OK Tigrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Spoiwo do spawania czystego aluminium, odporne na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
WŁAŚCIWOŚCI TRIBOLOGICZNE POWŁOK ELEKTROLITYCZNYCH ZE STOPÓW NIKLU PO OBRÓBCE CIEPLNEJ
 4-2011 T R I B O L O G I A 43 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jerzy SMOLIK ***, Jan TACIKOWSKI *, Jan SENATORSKI *, Wiktor GRZELECKI * WŁAŚCIWOŚCI TRIBOLOGICZNE POWŁOK ELEKTROLITYCZNYCH ZE STOPÓW
4-2011 T R I B O L O G I A 43 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jerzy SMOLIK ***, Jan TACIKOWSKI *, Jan SENATORSKI *, Wiktor GRZELECKI * WŁAŚCIWOŚCI TRIBOLOGICZNE POWŁOK ELEKTROLITYCZNYCH ZE STOPÓW
KS-342 IKS-342 Pirometr monochromatyczny podczerwieni KS-342 KS-342 jest wyprodukowany by kontrolować i regulować temperaturę topnienia poprzez bezkon
 KS-342 IKS-342 Pirometr monochromatyczny podczerwieni KS-342 KS-342 jest wyprodukowany by kontrolować i regulować temperaturę topnienia poprzez bezkontaktowe mierzenie temperatury. Podwójny wyświetlacz
KS-342 IKS-342 Pirometr monochromatyczny podczerwieni KS-342 KS-342 jest wyprodukowany by kontrolować i regulować temperaturę topnienia poprzez bezkontaktowe mierzenie temperatury. Podwójny wyświetlacz
Materiały informacje ogólne (S355J2+N) (C45U) (40CrMnMo7) (40CrMnMoS86) A.9 Wytrzymałość Charakterystyka
 (C45U) (40CrMnMo7) (40CrMnMoS86) A.9 Wytrzymałość Charakterystyka") 1.0570 (S355J2+N) C 0,2 Si 0,55 Mn 1,60 P 0,035 S 0,035 ~ 550 Stal konstrukcyjna niestopowa,dobrze spawalna. Stosowana na elementy konstrukcji stalowych oraz opraw do tłoczników. Structural steel unalloyed,
1.0570 (S355J2+N) C 0,2 Si 0,55 Mn 1,60 P 0,035 S 0,035 ~ 550 Stal konstrukcyjna niestopowa,dobrze spawalna. Stosowana na elementy konstrukcji stalowych oraz opraw do tłoczników. Structural steel unalloyed,
NAPAWANIE ELEMENTÓW ODPORNYCH NA ZUŻYCIE ŚCIERNE Z ZASTOSOWANIEM MATERIAŁÓW DURMAT. Materiały do napawania dla przemysłu cementowego i energetycznego
 NAPAWANIE ELEMENTÓW ODPORNYCH NA ZUŻYCIE ŚCIERNE Z ZASTOSOWANIEM MATERIAŁÓW DURMAT Materiały do napawania dla przemysłu cementowego i energetycznego Firma DURUM VERSCHLEISS-SCHUTZ GmbH (DURUM) powstała
NAPAWANIE ELEMENTÓW ODPORNYCH NA ZUŻYCIE ŚCIERNE Z ZASTOSOWANIEM MATERIAŁÓW DURMAT Materiały do napawania dla przemysłu cementowego i energetycznego Firma DURUM VERSCHLEISS-SCHUTZ GmbH (DURUM) powstała
PIERWIASTKI STOPOWE W STALACH
 PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
Wpływ pierwiastków stopowych na właściwości mechaniczne stopiwa
 ZESZYTY NAUKOWE WYŻSZEJ SZKOŁY ZARZĄDZANIA OCHRONĄ PRACY W KATOWICACH Nr 1(3)/2007, s. 75-84 ISSN-1895-3794 Tomasz Węgrzyn Wyższa Szkoła Zarządzania Ochroną Pracy w Katowicach Damian Hadryś Politechnika
ZESZYTY NAUKOWE WYŻSZEJ SZKOŁY ZARZĄDZANIA OCHRONĄ PRACY W KATOWICACH Nr 1(3)/2007, s. 75-84 ISSN-1895-3794 Tomasz Węgrzyn Wyższa Szkoła Zarządzania Ochroną Pracy w Katowicach Damian Hadryś Politechnika
DIN 6527 FREZY; END MILLS. Charakterystyka; Features. Zastosowanie; Application
 DIN 6527 dla frezów 2-ostrzowych; for 2-flute end mills 4 6 57 8 5 6 57 10 6 6 57 10 7 8 63 13 8 8 63 16 9 10 72 16 10 10 72 19 12 12 83 22 14 14 83 22 16 16 92 26 18 18 92 26 20 20 104 32 dla frezów 4-ostrzowych;
DIN 6527 dla frezów 2-ostrzowych; for 2-flute end mills 4 6 57 8 5 6 57 10 6 6 57 10 7 8 63 13 8 8 63 16 9 10 72 16 10 10 72 19 12 12 83 22 14 14 83 22 16 16 92 26 18 18 92 26 20 20 104 32 dla frezów 4-ostrzowych;
WPŁYW OBRÓBKI CIEPLNEJ NA WYBRANE WŁASNOŚCI STALIWA CHROMOWEGO ODPORNEGO NA ŚCIERANIE
 59/22 Archives of Foundry, Year 2006, Volume 6, 22 Archiwum Odlewnictwa, Rok 2006, Rocznik 6, Nr 22 PAN Katowice PL ISSN 1642-5308 WPŁYW OBRÓBKI CIEPLNEJ NA WYBRANE WŁASNOŚCI STALIWA CHROMOWEGO ODPORNEGO
59/22 Archives of Foundry, Year 2006, Volume 6, 22 Archiwum Odlewnictwa, Rok 2006, Rocznik 6, Nr 22 PAN Katowice PL ISSN 1642-5308 WPŁYW OBRÓBKI CIEPLNEJ NA WYBRANE WŁASNOŚCI STALIWA CHROMOWEGO ODPORNEGO
Spis produktów Table of contents
 A/2 Spis produktów Table of contents L5 L60 Płyty do form wtryskowych z otworami Mould plates with holes Strona Page A/4 - A/115 P Płyty do form wtryskowych bez otworów Mould plates without holes A/116
A/2 Spis produktów Table of contents L5 L60 Płyty do form wtryskowych z otworami Mould plates with holes Strona Page A/4 - A/115 P Płyty do form wtryskowych bez otworów Mould plates without holes A/116
Shield-Bright 308L (OK TUBROD 14.20)*
*") Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
WŁAŚCIWOŚCI MECHANICZNE I TRYBOLOGICZNE SILUMINU NADEUTEKTYCZNEGO PO OBRÓBCE CIEPLNEJ
 73/2 Archives of Foundry, Year 2001, Volume 1, 1 (2/2) Archiwum Odlewnictwa, Rok 2001, Rocznik 1, Nr 1 (2/2) PAN Katowice PL ISSN 1642-5308 WŁAŚCIWOŚCI MECHANICZNE I TRYBOLOGICZNE SILUMINU NADEUTEKTYCZNEGO
73/2 Archives of Foundry, Year 2001, Volume 1, 1 (2/2) Archiwum Odlewnictwa, Rok 2001, Rocznik 1, Nr 1 (2/2) PAN Katowice PL ISSN 1642-5308 WŁAŚCIWOŚCI MECHANICZNE I TRYBOLOGICZNE SILUMINU NADEUTEKTYCZNEGO
SIGMA COATINGS. Ochrona przysz³oœci
 POW OKI OCHRONNE SIGMA COATINGS Ochrona przysz³oœci Sigma Protective Coatings to dzia³ wyspecjalizowany w opracowaniach, wytwarzaniu i dostawach farb do wykonywania pow³ok ochronnych dla sprostania wszystkim
POW OKI OCHRONNE SIGMA COATINGS Ochrona przysz³oœci Sigma Protective Coatings to dzia³ wyspecjalizowany w opracowaniach, wytwarzaniu i dostawach farb do wykonywania pow³ok ochronnych dla sprostania wszystkim
KOMPOZYTOWE WARSTWY STOPOWE C Cr Mn NA ODLEWACH STALIWNYCH. Katedra Odlewnictwa Wydziału Mechanicznego Technologicznego Politechniki Śląskiej 2
 50/44 Solidification of Metals and Alloys, Year 2000, Volume 2, Book No. 44 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 44 PAN Katowice PL ISSN 0208-9386 KOMPOZYTOWE WARSTWY STOPOWE C Cr Mn NA
50/44 Solidification of Metals and Alloys, Year 2000, Volume 2, Book No. 44 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 44 PAN Katowice PL ISSN 0208-9386 KOMPOZYTOWE WARSTWY STOPOWE C Cr Mn NA
7. Symulacje komputerowe z wykorzystaniem opracowanych modeli
 Opracowane w ramach wykonanych bada modele sieci neuronowych pozwalaj na przeprowadzanie symulacji komputerowych, w tym dotycz cych m.in.: zmian twardo ci stali szybkotn cych w zale no ci od zmieniaj cej
Opracowane w ramach wykonanych bada modele sieci neuronowych pozwalaj na przeprowadzanie symulacji komputerowych, w tym dotycz cych m.in.: zmian twardo ci stali szybkotn cych w zale no ci od zmieniaj cej
OPTYMALIZACJA CZERPAKÓW KOPAREK KOŁOWYCH URABIAJĄCYCH UTWORY TRUDNO URABIALNE
 Górnictwo i Geoinżynieria Rok 33 Zeszyt 2 2009 Roman Szyszka*, Sławomir Płomiński* OPTYMALIZACJA CZERPAKÓW KOPAREK KOŁOWYCH URABIAJĄCYCH UTWORY TRUDNO URABIALNE Podstawowymi maszynami zdejmującymi nadkład
Górnictwo i Geoinżynieria Rok 33 Zeszyt 2 2009 Roman Szyszka*, Sławomir Płomiński* OPTYMALIZACJA CZERPAKÓW KOPAREK KOŁOWYCH URABIAJĄCYCH UTWORY TRUDNO URABIALNE Podstawowymi maszynami zdejmującymi nadkład
ODPORNO NA KOROZJ WIELOSKŁADNIKOWYCH STOPÓW NA OSNOWIE Al-Mg
 9/21 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 21(1/2) ARCHIVES OF FOUNDARY Year 2006, Volume 6, Nº 21 (1/2) PAN Katowice PL ISSN 1642-5308 ODPORNO NA KOROZJ WIELOSKŁADNIKOWYCH STOPÓW NA OSNOWIE Al-Mg
9/21 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 21(1/2) ARCHIVES OF FOUNDARY Year 2006, Volume 6, Nº 21 (1/2) PAN Katowice PL ISSN 1642-5308 ODPORNO NA KOROZJ WIELOSKŁADNIKOWYCH STOPÓW NA OSNOWIE Al-Mg
WPŁYW WANADU I MOLIBDENU ORAZ OBRÓBKI CIEPLNEJ STALIWA Mn-Ni DLA UZYSKANIA GRANICY PLASTYCZNOŚCI POWYŻEJ 850 MPa
 7/8 ARCHIWUM ODLEWNICTWA Rok 2003, Rocznik 3, Nr 8 Archives of Foundry Year 2003, Volume 3, Book 8 PAN - Katowice PL ISSN 1642-5308 WPŁYW WANADU I MOLIBDENU ORAZ OBRÓBKI CIEPLNEJ STALIWA Mn-Ni DLA UZYSKANIA
7/8 ARCHIWUM ODLEWNICTWA Rok 2003, Rocznik 3, Nr 8 Archives of Foundry Year 2003, Volume 3, Book 8 PAN - Katowice PL ISSN 1642-5308 WPŁYW WANADU I MOLIBDENU ORAZ OBRÓBKI CIEPLNEJ STALIWA Mn-Ni DLA UZYSKANIA
Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 2016/2017 Przedmiot: Podstawy Nauki o Materiałach II
 Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 201/2017 plan zajęć dla grupy M1 11 (wtorek 8.30-10.00) grupa temat osoba prowadząca sala 1 28.02.2017 Zajęcia organizacyjne dr inż. Paweł Figiel
Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 201/2017 plan zajęć dla grupy M1 11 (wtorek 8.30-10.00) grupa temat osoba prowadząca sala 1 28.02.2017 Zajęcia organizacyjne dr inż. Paweł Figiel
PL B1. PLASMA SYSTEM SPÓŁKA AKCYJNA, Siemianowice Śląskie, PL BUP 23/15
 PL 224007 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224007 (13) B1 (21) Numer zgłoszenia: 408098 (51) Int.Cl. B23K 26/34 (2014.01) B23P 6/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 224007 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224007 (13) B1 (21) Numer zgłoszenia: 408098 (51) Int.Cl. B23K 26/34 (2014.01) B23P 6/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE
 TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE Poland GENERAL INFORMATION USE Whiteheart malleable cast iron fittings brand EE are used in threaded pipe joints, particularly in water, gas,
TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE Poland GENERAL INFORMATION USE Whiteheart malleable cast iron fittings brand EE are used in threaded pipe joints, particularly in water, gas,
M670 SDXF. Increase productivity by increasing the feed rate. Zwiększ produktywność, zwiększając prędkość posuwu.
 SDXF Increase productivity by increasing the feed rate. Zwiększ produktywność, zwiększając prędkość posuwu. New Hi-Feed milling heads Nowe głowice frezarskie do wysokich prędkości posuwu M670 M670 Milling
SDXF Increase productivity by increasing the feed rate. Zwiększ produktywność, zwiększając prędkość posuwu. New Hi-Feed milling heads Nowe głowice frezarskie do wysokich prędkości posuwu M670 M670 Milling
JDSD Wiertła płytkowe
 -Special SP103/2015-PL/GB JDSD płytkowe Short Hole Drills SPMX SPKX Dostępne o średnicy 12,5 do 50mm Available from Diameter 12,5 to 50mm Obrobiona cieplnie i specjalnie pokrywana powierzchnia dla większej
-Special SP103/2015-PL/GB JDSD płytkowe Short Hole Drills SPMX SPKX Dostępne o średnicy 12,5 do 50mm Available from Diameter 12,5 to 50mm Obrobiona cieplnie i specjalnie pokrywana powierzchnia dla większej
Stopy tytanu. Stopy tytanu i niklu 1
 Stopy tytanu Stopy tytanu i niklu 1 Tytan i jego stopy Al Ti Cu Ni liczba at. 13 22 29 28 struktura kryst. A1 αa3/βa2 A1 A1 ρ, kg m -3 2700 4500 8930 8900 T t, C 660 1668 1085 1453 α, 10-6 K -1 18 8,4
Stopy tytanu Stopy tytanu i niklu 1 Tytan i jego stopy Al Ti Cu Ni liczba at. 13 22 29 28 struktura kryst. A1 αa3/βa2 A1 A1 ρ, kg m -3 2700 4500 8930 8900 T t, C 660 1668 1085 1453 α, 10-6 K -1 18 8,4
REAMERS ROZWIERTAKI D-148 HOLE MAKING OBRÓBKA OTWORÓW WSRN Z =3, 4 D149-D147 WSBN Z=8-12 D148-D149 WTRN Z=8-12 D150.
 REAMERS ROZWIERTAKI Z =3, 4 49-47 3,4 FLUTE SOLID CARBIDE REAMER FOR HSM* 3,4 OSTRZOWY ROZWIERTAK PEŁNOWĘGLIKOWY DO OBRÓBKI HSM* WSBN Z=8-12 48-49 3,4 FLUTE SOLID CARBIDE REAMER FOR SUPER FINISHING THROW
REAMERS ROZWIERTAKI Z =3, 4 49-47 3,4 FLUTE SOLID CARBIDE REAMER FOR HSM* 3,4 OSTRZOWY ROZWIERTAK PEŁNOWĘGLIKOWY DO OBRÓBKI HSM* WSBN Z=8-12 48-49 3,4 FLUTE SOLID CARBIDE REAMER FOR SUPER FINISHING THROW
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Newsletter nr 6/01/2005
 Newsletter nr 6/01/2005 Dlaczego stal nierdzewna jest odporna na korozję? (część II) Stalami nazywamy techniczne stopy żelaza z węglem i z innymi pierwiastkami, zawierające do 2 % węgla (symbol chemiczny
Newsletter nr 6/01/2005 Dlaczego stal nierdzewna jest odporna na korozję? (część II) Stalami nazywamy techniczne stopy żelaza z węglem i z innymi pierwiastkami, zawierające do 2 % węgla (symbol chemiczny
WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW DUPLEX WYTWARZANYCH W PROCESIE TYTANOWANIA PRÓŻNIOWEGO NA STALI NARZĘDZIOWEJ POKRYTEJ STOPEM NIKLU
 4-2011 T R I B O L O G I A 125 Ewa KASPRZYCKA *,**, Bogdan BOGDAŃSKI **, Jan TACIKOWSKI **, Jan SENATORSKI **, Dominik SMOLIŃSKI *** WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW DUPLEX WYTWARZANYCH W PROCESIE TYTANOWANIA
4-2011 T R I B O L O G I A 125 Ewa KASPRZYCKA *,**, Bogdan BOGDAŃSKI **, Jan TACIKOWSKI **, Jan SENATORSKI **, Dominik SMOLIŃSKI *** WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW DUPLEX WYTWARZANYCH W PROCESIE TYTANOWANIA
OK FLUX Dopuszczenia: TÜV (OK Band 316L) 0,2-2,0 mm Suszenie:
 0,2-2,0 mm Suszenie:") OK FLUX 10.05 EN 760: SA Z 2 DC Topnik aglomerowany przeznaczony do napawania (platerowania) na stalach niestopowych lub niskostopowych wysokostopową taśmą elektrodową Cr lub Cr Ni. TÜV (OK Band 316L)
OK FLUX 10.05 EN 760: SA Z 2 DC Topnik aglomerowany przeznaczony do napawania (platerowania) na stalach niestopowych lub niskostopowych wysokostopową taśmą elektrodową Cr lub Cr Ni. TÜV (OK Band 316L)
Płytki wieloostrzowe ALX
 Nr. 304/2018-PL Tech-News Płytki wieloostrzowe ALX A20 Innowacja w obróbce aluminium ALX Goldtec A20 Saphitec Wszystko co potrzebne w toczeniu aluminium: Od lekkiej obróbki wykańczającej (TK 1210) po ciężką
Nr. 304/2018-PL Tech-News Płytki wieloostrzowe ALX A20 Innowacja w obróbce aluminium ALX Goldtec A20 Saphitec Wszystko co potrzebne w toczeniu aluminium: Od lekkiej obróbki wykańczającej (TK 1210) po ciężką
Materiały metalowe. Wpływ składu chemicznego na struktur i własnoci stali. Wpływ składu chemicznego na struktur stali niestopowych i niskostopowych
 i własnoci stali Prezentacja ta ma na celu zaprezentowanie oraz przyblienie wiadomoci o wpływie pierwiastków stopowych na struktur stali, przygotowaniu zgładów metalograficznych oraz obserwacji struktur
i własnoci stali Prezentacja ta ma na celu zaprezentowanie oraz przyblienie wiadomoci o wpływie pierwiastków stopowych na struktur stali, przygotowaniu zgładów metalograficznych oraz obserwacji struktur
Materiały spawalnicze
 Katalog produktów Linde.. 89 Materiały spawalnicze Elektrody otulone Elektrody rutylowe Elektrody zasadowe Elektrody wysokostopowe Elektrody specjalne Elektrody do napawania Materiały do spawania metodą
Katalog produktów Linde.. 89 Materiały spawalnicze Elektrody otulone Elektrody rutylowe Elektrody zasadowe Elektrody wysokostopowe Elektrody specjalne Elektrody do napawania Materiały do spawania metodą
MATERIAŁY DO NAPAWANIA DLA PRZEMYSŁU CEMENTOWEGO I ENERGETYCZNEGO
 VERSCHLEISS-SCHUTZ GMBH DIN EN ISO 9001:200 DIN EN ISO 334-3 WEAR PROTEC TION M AT E R I A L S A N D S E R V I C E S MATERIAŁY DO NAPAWANIA DLA PRZEMYSŁU CEMENTOWEGO I ENERGETYCZNEGO NAPAWANIE ELEMENTÓW
VERSCHLEISS-SCHUTZ GMBH DIN EN ISO 9001:200 DIN EN ISO 334-3 WEAR PROTEC TION M AT E R I A L S A N D S E R V I C E S MATERIAŁY DO NAPAWANIA DLA PRZEMYSŁU CEMENTOWEGO I ENERGETYCZNEGO NAPAWANIE ELEMENTÓW
STALE STOPOWE KONSTRUKCYJNE. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
FREZY PM; END MILLS PM
 FREZY PM; END MILLS PM DIN 327-B K, 844-A K-N www.fenes.com.pl DIN 327-B K D [e8] d [h8] I I 1 L 6 6 8 36 52 7 10 10 40 60 8 10 11 40 61 9 10 11 40 61 10 10 13 40 63 11 12 13 45 70 12 12 16 45 73 14 12
FREZY PM; END MILLS PM DIN 327-B K, 844-A K-N www.fenes.com.pl DIN 327-B K D [e8] d [h8] I I 1 L 6 6 8 36 52 7 10 10 40 60 8 10 11 40 61 9 10 11 40 61 10 10 13 40 63 11 12 13 45 70 12 12 16 45 73 14 12
Materiały konstrukcyjne
 Materiały konstrukcyjne 2 Stal Stal jest to materiał zawierający (masowo): więcej żelaza niż jakiegokolwiek innego pierwiastka; o zawartości węgla w zasadzie mniej niż 2%; zawierający również inne pierwiastki.
Materiały konstrukcyjne 2 Stal Stal jest to materiał zawierający (masowo): więcej żelaza niż jakiegokolwiek innego pierwiastka; o zawartości węgla w zasadzie mniej niż 2%; zawierający również inne pierwiastki.
BUILDING BUILDING. Patrol Group offers a broad spectrum of building products: building buckets and containers of various shapes and sizes.
 BUILDING BUILDING Patrol Group offers a broad spectrum of building products: building buckets and containers of various shapes and sizes. Firma Patrol Group oferuje szeroki wybór artykułów budowlanych.
BUILDING BUILDING Patrol Group offers a broad spectrum of building products: building buckets and containers of various shapes and sizes. Firma Patrol Group oferuje szeroki wybór artykułów budowlanych.
ANTYŚCIERNE I ANTYKOROZYJNE WARSTWY NOWEJ GENERACJI WYTWARZANE W PROCESIE TYTANOWANIA PRÓŻNIOWEGO NA STALI NARZĘDZIOWEJ
 4-2015 T R I B O L O G I A 77 EWA KASPRZYCKA *, BOGDAN BOGDAŃSKI ** ANTYŚCIERNE I ANTYKOROZYJNE WARSTWY NOWEJ GENERACJI WYTWARZANE W PROCESIE TYTANOWANIA PRÓŻNIOWEGO NA STALI NARZĘDZIOWEJ WEAR-RESISTANT
4-2015 T R I B O L O G I A 77 EWA KASPRZYCKA *, BOGDAN BOGDAŃSKI ** ANTYŚCIERNE I ANTYKOROZYJNE WARSTWY NOWEJ GENERACJI WYTWARZANE W PROCESIE TYTANOWANIA PRÓŻNIOWEGO NA STALI NARZĘDZIOWEJ WEAR-RESISTANT
diameter of shank part flat shank part corrugated cutting
 www.fenes.com.pl diameter of cutting part diameter of shank part flat Geometria ostrzy; Geometry of teeth: obwodowych z zaszlifem; circumferential with relief grinding helix tool flank face clearance angle
www.fenes.com.pl diameter of cutting part diameter of shank part flat Geometria ostrzy; Geometry of teeth: obwodowych z zaszlifem; circumferential with relief grinding helix tool flank face clearance angle
OTRZYMYWANIE KOMPOZYTÓW METALOWO-CERAMICZNYCH METODAMI PLAZMOWYMI
 KOMPOZYTY (COMPOSITES) 1(21)1 Władysław Włosiński 1, Tomasz Chmielewski 2 Politechnika Warszawska, Instytut Technologii Materiałowych, ul. Narbutta 85, 2-542 Warszawa OTRZYMYWANIE KOMPOZYTÓW METALOWO-CERAMICZNYCH
KOMPOZYTY (COMPOSITES) 1(21)1 Władysław Włosiński 1, Tomasz Chmielewski 2 Politechnika Warszawska, Instytut Technologii Materiałowych, ul. Narbutta 85, 2-542 Warszawa OTRZYMYWANIE KOMPOZYTÓW METALOWO-CERAMICZNYCH
SELECTION GUIDE SPIS TREŚCI
 SELECTION GUIDE SPIS TREŚCI Forming Taps Wygniataki M MF UNF ISO metric coarse thread DIN 13 Gwint metryczny wg DIN 13 ISO metric fi ne thread DIN 13 Gwint metryczny drobnozwojny wg DIN 13 Unifi ed coarse
SELECTION GUIDE SPIS TREŚCI Forming Taps Wygniataki M MF UNF ISO metric coarse thread DIN 13 Gwint metryczny wg DIN 13 ISO metric fi ne thread DIN 13 Gwint metryczny drobnozwojny wg DIN 13 Unifi ed coarse
OK Autrod SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb)
") OK Autrod 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drut ze stopu niklu, odporny na korozję i podwyższone temperatury, przeznaczony do stopów typu NiCr21Mo, NiCr22Mo, spawania
OK Autrod 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drut ze stopu niklu, odporny na korozję i podwyższone temperatury, przeznaczony do stopów typu NiCr21Mo, NiCr22Mo, spawania
Projekt MES. Wykonali: Lidia Orkowska Mateusz Wróbel Adam Wysocki WBMIZ, MIBM, IMe
 Projekt MES Wykonali: Lidia Orkowska Mateusz Wróbel Adam Wysocki WBMIZ, MIBM, IMe 1. Ugięcie wieszaka pod wpływem przyłożonego obciążenia 1.1. Wstęp Analizie poddane zostało ugięcie wieszaka na ubrania
Projekt MES Wykonali: Lidia Orkowska Mateusz Wróbel Adam Wysocki WBMIZ, MIBM, IMe 1. Ugięcie wieszaka pod wpływem przyłożonego obciążenia 1.1. Wstęp Analizie poddane zostało ugięcie wieszaka na ubrania
Typ SCF FITTING OF FILTER ELEMENTS FOR THE SEPARATION OF COARSE AND FINE DUST
 Typ SCF FITTING OF FILTER ELEMENTS FOR THE SEPARATION OF COARSE AND FINE DUST Standard cell frames for pocket filters, Mini Pleat filter inserts, activated carbon filter inserts, Mini Pleat filter panels
Typ SCF FITTING OF FILTER ELEMENTS FOR THE SEPARATION OF COARSE AND FINE DUST Standard cell frames for pocket filters, Mini Pleat filter inserts, activated carbon filter inserts, Mini Pleat filter panels
Termometry bimetaliczne
 TM 54.01 Seria termometrów o du ej wytrzyma³oœci Model 54 German Lloyd Approval (with feature liquid damping only) Odpowiednie w konstrukcjach maszyn, urz¹dzeñ, zbiorników. Dziêki zastosowaniu t³umienia
TM 54.01 Seria termometrów o du ej wytrzyma³oœci Model 54 German Lloyd Approval (with feature liquid damping only) Odpowiednie w konstrukcjach maszyn, urz¹dzeñ, zbiorników. Dziêki zastosowaniu t³umienia
1. Wstêp Charakterystyka linii napowietrznych... 20
 Spis treœci Od Autora... 11 1. Wstêp... 15 Literatura... 18 2. Charakterystyka linii napowietrznych... 20 3. Równanie stanów wisz¹cego przewodu... 29 3.1. Linia zwisania przewodu... 30 3.2. Mechanizm kszta³towania
Spis treœci Od Autora... 11 1. Wstêp... 15 Literatura... 18 2. Charakterystyka linii napowietrznych... 20 3. Równanie stanów wisz¹cego przewodu... 29 3.1. Linia zwisania przewodu... 30 3.2. Mechanizm kszta³towania
Podstawy Konstrukcji Maszyn
 Podstawy Konstrukcji Maszyn Wykład 11 Przekładnie zębate część 4 Obliczenia wytrzymałościowe Dr inŝ. Jacek Czarnigowski Koła zębate walcowe Koła zębate przenoszą obciąŝenia poprzez wzajemny nacisk powierzchni
Podstawy Konstrukcji Maszyn Wykład 11 Przekładnie zębate część 4 Obliczenia wytrzymałościowe Dr inŝ. Jacek Czarnigowski Koła zębate walcowe Koła zębate przenoszą obciąŝenia poprzez wzajemny nacisk powierzchni
OCENA WŁASNOŚCI TRIBOLOGICZNYCH NOWYCH MATERIAŁÓW NARZĘDZIOWYCH NA OSNOWIE NIKLU
 4-2011 T R I B O L O G I A 11 Piotr BAŁA *, Janusz KRAWCZYK *, Marcin MADEJ * OCENA WŁASNOŚCI TRIBOLOGICZNYCH NOWYCH MATERIAŁÓW NARZĘDZIOWYCH NA OSNOWIE NIKLU THE TRIBOLOGICAL PROPERTIES OF NEW Ni-BASED
4-2011 T R I B O L O G I A 11 Piotr BAŁA *, Janusz KRAWCZYK *, Marcin MADEJ * OCENA WŁASNOŚCI TRIBOLOGICZNYCH NOWYCH MATERIAŁÓW NARZĘDZIOWYCH NA OSNOWIE NIKLU THE TRIBOLOGICAL PROPERTIES OF NEW Ni-BASED
Grzałki spiralne Coil heater
 Grzałki spiralne Coil heater Charakterystyka: dzięki zastosowaniu najwyższej jakości komponentów nasze grzałki mogą osiągać wysokie moce przy zachowaniu kompaktowych wymiarów ogromny wybór dostępnych przekrojów,
Grzałki spiralne Coil heater Charakterystyka: dzięki zastosowaniu najwyższej jakości komponentów nasze grzałki mogą osiągać wysokie moce przy zachowaniu kompaktowych wymiarów ogromny wybór dostępnych przekrojów,
Wysokowydajne systemy laserowe produkcji ALPHA LASER. Autoryzowany Dystrybutor. LaserTech
 Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
ELEMENTY DO TŁOCZNIKÓW STEMPLE I MATRYCE
 ELEMENTY DO TŁOCZNIKÓW COMPONENTS FOR DIE SETS STEMPLE I MATRYCE PUNCHES AND DIES SUWAKI ROLKOWE I KLINOWE ROLLER CAMS AND CAM UNITS WYPYCHACZE EJECTORS MOCOWANIA I TRANSPORT CLAMPING AND LIFTING SPRĘŻYNY
ELEMENTY DO TŁOCZNIKÓW COMPONENTS FOR DIE SETS STEMPLE I MATRYCE PUNCHES AND DIES SUWAKI ROLKOWE I KLINOWE ROLLER CAMS AND CAM UNITS WYPYCHACZE EJECTORS MOCOWANIA I TRANSPORT CLAMPING AND LIFTING SPRĘŻYNY
Stainless steel long products
 St ai nl es ss t eell ongpr oduc t Bright bars, flat bars and cold formed sections complete the product range of Marcegaglia stainless steel long products for applications including precision engineering,
St ai nl es ss t eell ongpr oduc t Bright bars, flat bars and cold formed sections complete the product range of Marcegaglia stainless steel long products for applications including precision engineering,
PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302
 do połączeń kołnierzowych PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302 W bogatej ofercie firmy ASMET obok typowych elementów złącznych znajdują się wyroby śrubowe i inne elementy o niestandardowych rozmiarach
do połączeń kołnierzowych PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302 W bogatej ofercie firmy ASMET obok typowych elementów złącznych znajdują się wyroby śrubowe i inne elementy o niestandardowych rozmiarach
OK SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32. zasadowa. Otulina:
 OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Elektroda z dodatkiem stopowym Ni i u, do spawania wszystkich rodzajów złączy. Stopiwo o doskonałych własnościach mechanicznych, odporne na
OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Elektroda z dodatkiem stopowym Ni i u, do spawania wszystkich rodzajów złączy. Stopiwo o doskonałych własnościach mechanicznych, odporne na
ANALIZA PROCESU ZUŻYWANIA WARSTW NAPAWANYCH W GLINIASTO-PIASZCZYSTEJ MASIE ŚCIERNEJ
 4-2011 T R I B O L O G I A 211 Jerzy NAPIÓRKOWSKI *, Arkadiusz RYCHLIK * ANALIZA PROCESU ZUŻYWANIA WARSTW NAPAWANYCH W GLINIASTO-PIASZCZYSTEJ MASIE ŚCIERNEJ ANALYSIS OF THE WEAR PROCESS OF HARDFACING LAYERS
4-2011 T R I B O L O G I A 211 Jerzy NAPIÓRKOWSKI *, Arkadiusz RYCHLIK * ANALIZA PROCESU ZUŻYWANIA WARSTW NAPAWANYCH W GLINIASTO-PIASZCZYSTEJ MASIE ŚCIERNEJ ANALYSIS OF THE WEAR PROCESS OF HARDFACING LAYERS