INFORMACJE TECHNICZNE
|
|
|
- Wojciech Cieślik
- 8 lat temu
- Przeglądów:
Transkrypt
1
2 INFORMACJE TECHNICZNE 1. MATERIAŁY UŻYWANE O PROUKCJI NARZĘZI. ROZAJE GWINTÓW 3. GWINTOWNIKI 3.1. Elementy knstrukcyjne gwintwnika 3.. Nrmy wymiarwe 3.3. Rdzaje nakrjów i rwków wiórwych 3.4. Klasy gwintwników a ple tlerancji gwintu wewnętrzneg 3.5. Gwintwniki maszynwe wyskwydajne 3.6. Rzwiązywanie prblemów przy gwintwaniu 3.7. Oznaczenie i cechwanie gwintwników wyskwydajnych 3.8. Wymiary przyłączeniwe gwintwników wg ISO i IN 4. NARZYNKI 4.1. Elementy knstrukcyjne narzynki 4.. Nrmy wymiarwe 4.3. Tlerancje gwintu nacinaneg 4.4. Warianty wyknania i ich zastswanie 4.5. Zalecenia technlgiczne dla narzynek maszynwych 4.6. Oznaczanie i cechwanie narzynek 5. SPRAWZIANY O GWINTÓW STOŻKOWYCH 5.1. Sprawdziany NPT 5.. Sprawdziany R, Rc/Rp Nrmy 5... Knstrukcje sprawdzianów Stswanie sprawdzianów i sprawdzanie gwintów 6. OPRAWKI MASZYNOWE 6.1. Zabieraki ze sprzęgłem przeciążeniwym 6.. Mcwanie w tulejkach ER 6.3. Wyważenie prawek 6.3. Chwyty prawek 7. TABELE INFORMACYJNE 8. FORMULARZ OBORU NARZĘZIA Strna
3 INFORMACJE TECHNICZNE i 1. MATERIAŁY UŻYWANE O PROUKCJI NARZĘZI Symbl Opis Oznaczenie wg IN Przeznaczenie HSS Stal szybktnąca S-6-5- Narzynki maszynwe gólneg przeznaczenia, gwintwniki ręczne i maszynwe gólneg przeznaczenia HSSE (HSC5) Stal szybktnąca S Gwintwniki maszynwe wyskwydajne, narzynki maszynwe wyskwydajne, wiertła INOX HSSE-PM Stal szybktnąca prszkwa Gwintwniki maszynwe wyskwydajne d materiałów trudnbrabialnych, wygniataki VHM Węglik spiekany drbnziarnisty Gwintwniki maszynwe wyskwydajne d materiałów trudnbrabialnych, wiertła, frezy. ROZAJE GWINTÓW M MF UNC UNF G Rp Rc BSW BSF Gwint metryczny zwykły ISO IN-13 Gwint metryczny drbnzwjny ISO IN-13 (symbl używany tylk w katalgach dla dróżnienia d gwintów metrycznych zwykłych) Gwint amerykański zunifikwany ANSI B-1.1 Gwint amerykański zunifikwany drbnzwjny ANSI B-1.1 Gwint rurwy walcwy Whitwrtha IN-ISO 8 (identyczny z BSP) Gwint rurwy walcwy Whitwrtha wewnętrzny PN-ISO 7/1 i IN EN (identyczny z BSPP) Gwint rurwy stżkwy Whitwrtha wewnętrzny PN-ISO 7/1, IN EN 106- (identyczny z BSPT) Gwint calwy zwykły Whitwrtha BS-84:156 (dawniej W) Gwint calwy drbnzwjny Whitwrtha BS-84:007 Pg Tr NPT R W Gwint d rurek instalacyjnych stalwych IN (pancerny P) Gwint trapezwy symetryczny IN-103 Gwint amerykański rurwy stżkwy ze szczelnścią nie uzyskiwaną na gwincie ANSI B Gwint rurwy stżkwy Whiwrtha zewnętrzny ISO-7/1 (identyczny z BSPT) Gwint walcwy d zawrów butli gazwych PN-60/M-64 i IN
4 i INFORMACJE TECHNICZNE Rdzaje gwintów W W80 Rd Rw FG BSC Ven Vg E UNEF UN UNS Whit. S S EG M EG UNC NPSM (NPS) NPTF Gwint stżkwy d zawrów butli gazwych PN-8/M-63 i IN 477 Gwint kłpaków butli gazwych PN-60/M-65 i IN 477 Gwint krągły PN-84/M-0035 i IN 405 Gwint rwerwy PN-65/S Gwint rwerwy IN 701 Gwint rwerwy BS 811 Gwint wentylwy PN-68/S-8300 Gwint wentylwy IN 7756 Gwint elektrtechniczny Edisna PN-8/E-0500 Gwint amerykański zunifikwany ekstra drbnzwjny ANSI B-1.1 Gwint amerykański zunifikwany ANSI B-1.1 ( uprzywilejwanych skkach: 4, 6, 8, 1, 16, 0, 8, 3 zwje na cal) Gwint amerykański zunifikwany specjalny ANSI B-1.1 Gwint Withwrtha specjalny BS 84 Gwint trapezwy niesymetryczny Gwint d wkładek gwintwych V-Cil Gwint d wkładek gwintwych V-Cil Gwint amerykański rurwy walcwy ANSI B Gwint amerykański rurwy stżkwy ze szczelnścią uzyskiwaną na gwincie ANSI B
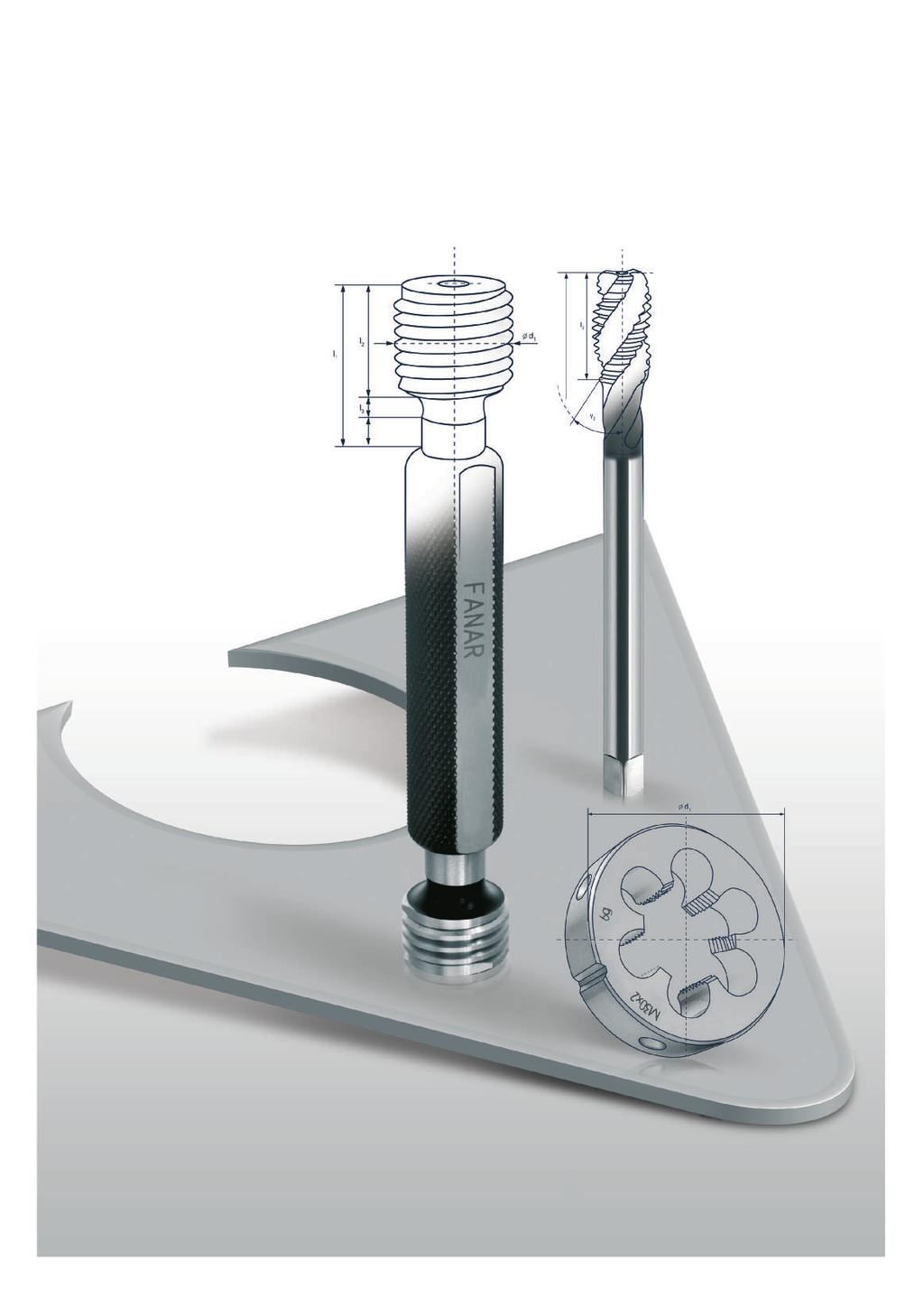
5 INFORMACJE TECHNICZNE i 3. GWINTOWNIKI 3.1. Elementy knstrukcyjne gwintwnika (na przykładzie IN-371) - długść całkwita - długść części rbczej - długść użytkwa - długść zabieraka kwadratweg - długść części skrawającej (nakrju) - wielkść zabieraka kwadratweg - średnica znaminwa gwintu - średnica chwytu - średnica szyjki - średnica człwa - średnica rdzenia - grubść strza - zatczenie nakrju - pdziałka gwintu (skk) - kąt zarysu gwintu - kąt natarcia - kąt pchylenia skśnej pwierzchni natarcia - kąt pchylenia linii śrubwej - kąt przystawienia (nakrju) - rwek wiórwy prsty - rwek wiórwy śrubwy - skśna pwierzchnia natarcia - ilść strzy 53
6 i INFORMACJE TECHNICZNE 3.. Nrmy wymiarwe Nrmy wymiarwe przyprządkwują wymiarm nminalnym gwintów dpwiednie szeregi wymiarów zewnętrznych gwintwników (długść całkwitą, długść części rbczej, średnicę chwytu i wymiar zabieraka kwadratweg). Symble Opis ISO-5 ISO-84 Gwintwniki ręczne i maszynwe d gwintów metrycznych zwykłych i drbnzwjnych, UNC, UNF, BSW, BSF raz innych rdzajów gwintów nieprzewidzianych tą nrmą, za wyjątkiem gwintów rurwych G, Rp i Rc Gwintwniki ręczne i maszynwe d gwintów rurwych G, Rp i Rc IN-35 IN-181 IN-5157 IN-371 IN-376 Gwintwniki ręczne d gwintu metryczneg zwykłeg. Nrma ta znajduje również zastswanie d gwintów UNC i BSW Gwintwniki ręczne d gwintu metryczneg drbnzwjneg. Nrma ta znajduje również zastswanie d gwintów UNF i BSF Gwintwniki ręczne d gwintu rurweg G i Rp Gwintwniki maszynwe z chwytem wzmcninym d gwintów metrycznych zwykłych i drbnzwjnych M3 M10 raz d gwintów UNC, UNF, BSW, BSF w zakresie średnic nminalnych 1/8 3/8 Gwintwniki maszynwe z chwytem przeltwym d gwintów metrycznych zwykłych raz d gwintów UNC i BSW IN-374 Gwintwniki maszynwe z chwytem przeltwym d gwintów metrycznych drbnzwjnych raz d gwintów UNF i BSF IN-5156 Gwintwniki maszynwe z chwytem przeltwym d gwintów G, Rp i Rc 3.3. Rdzaje nakrjów i rwków wiórwych Nakrje gwintwników ręcznych Gwintwnik w kmplecie Gwinty metryczne zwykłe, BSW, UNC L5 Gwinty metryczne drbnzwjne, BSF, UNF, UNEF L5 - długść nakrju w ilści zwjów gwintu k L5 k Gwinty rurwe G, Pg L5 k - kąt nakrju k Rwki wiórwe Nr 1 zdzierak 8P 5 8P 5 5P 7 Nr pśredni 4P Nr 3 wykańczak P 0 P 0 P 0 Prste 54
7 INFORMACJE TECHNICZNE i Nakrje gwintwników maszynwych wg IN-17 Rdzaj nakrju -symbl ługść nakrju wyrażna w ilści zwjów gwintu Kąt nakrju ~ Rdzaj rwków wiórwych Zastswanie A B C E (6 8)P (3,5 5,5)P ( 3)P (3,5 5)P (1 )P Prste Prste ze skśną pwierzchnią natarcia Prste lub śrubwe Krótkie twry przeltwe Różnej długści twry przeltwe w materiałach dających wióry średnie i długie Otwry nieprzeltwe, twry przeltwe w materiałach dających wióry krótkie Otwry przeltwe, twry nieprzeltwe z długim wybiegiem gwintu Otwry nieprzeltwe z bardz krótkim wybiegiem gwintu. Stswany d msiądzu Oprócz pwyższych stsuje się nakrje (1 16)P dla gwintwników d nakrętek raz 4P dla gwintwników trapezwych. Rwki gwintwników maszynwych wg IN-17 Rdzaje rwków wiórwych Nakrój Otwór Zastswanie Wiór Prste A, Przeltwy C, E Nieprzeltwy Krótki, średni Prste ze skśną pwierzchnią natarcia B Przeltwy Średni, długi Śrubwe prawe R15 R5 10 ŁgŁ0 0 <gł30 C, E Nieprzeltwy Średni, długi R40 R45 30 <gł40 40 <g <50 g Śrubwe lewe L15 L40 10 ŁgŁ0 30 <gł40 g C Przeltwy - przy gwincie prawym Nieprzeltwy - przy gwincie lewym Średni, długi Pnieważ nrma wymaga, aby skk linii śrubwej rwka wiórweg był liczbą nrmalną z szeregu R0, rzeczywisty kąt g jest zmienny w zależnści d średnicy gwintu. Jeg wartść zakrąglna d pełnych stpni jest cechwana na chwycie gwintwnika wraz ze skkiem linii śrubwej. 55
8 i INFORMACJE TECHNICZNE 3.4. Klasy gwintwników a pla tlerancji gwintu wewnętrzneg Oferwane w naszym katalgu gwintwniki wyknywane są w klasie pdstawwej przeznacznej d najpwszechniej stswanych tlerancji gwintu wewnętrzneg, właściwych knkretnemu rdzajwi gwintu: dla gwintu metryczneg 6H, dla gwintu zunifikwaneg UNC, UNF - B, dla gwintu Whitwrtha BSW, BSF - nrmal. Wyknanie w innych klasach jest mżliwe na zamówienie. Klasy gwintwników (tzn. pla tlerancji części rbczej) d gwintu metryczneg są zunifikwane nrmami międzynardwymi i krajwymi. Określna klasa gwintwnika pzwala uzyskać gwinty dwóch lub trzech plach tlerancji (patrz rysunek i tabela pniżej). Gwint nakrętki Płżenie tlerancji H Klasa gwintwnika Gwint nakrętki Płżenie tlerancji G EI=0 t=t(klasa 5) 8H 7H 6H 5H 4H ISO ISO1 0,1t 0,3t ISO3 7G Td=0,t 0,5t 0,7t 0,1t 5G 4G 6G 7G 8G 0,3t 0,5t E=0,t dn PN - 7 M Symbl klasy wg nrmy PN - M IN 80 Ple tlerancji gwintu wewnętrzneg 1A ISO1 4H 4H 5H A ISO 6H 4G 5G 6H - - 3A ISO3 6G - - 6G 7H 8H - - 7G* G 8G *) Plska Nrma w ślad za nrmą międzynardwą ISO przewiduje tylk trzy klasy gwintwników, natmiast nrma IN 80 wprwadza ddatkw czwartą klasę 7G dla gwintów luźnych. Pnadt nrma IN 80 przewiduje mżliwść skrygwania tlerancji gwintwnika w stsunku d wymagań nrmy w przypadku gdy wymagają teg szczególne warunki bróbki np. gatunek materiału brabianeg. Wtedy bwiązuje symbl klasy gwintwnika ze znakiem X np.: 6HX, 6GX. 56
9 INFORMACJE TECHNICZNE i 3.5. Gwintwniki maszynwe wyskwydajne Stswanie gwintwników maszynwych gólneg przeznaczenia ze stali mlibdenwej klasy HSS daje zadawalające rezultaty w pracy na brabiarkach knwencjnalnych ze standardwymi prędkściami skrawania i jest uzasadnine technicznie i eknmicznie w wielu przypadkach bróbki jednstkwej lub mał i średniseryjnej. Są jednak craz liczniejsze przypadki, gdzie zastswanie narzędzia wyższej cenie zakupu przekłada się na isttną bniżkę ksztów bróbki wynikającą z radykalneg wzrstu prędkści skrawania, trwałści narzędzia, a c za tym idzie spadku pracchłnnści i ksztów bsługi stanwiska. Mżliwści takie daje zastswanie gwintwników wyskwydajnych. Zasadnicze cechy gwintwników wyskwydajnych Materiał strza Stal szybktnąca HSSE, stal szybktnąca prszkwa HSSE-PM lub węglik spiekany drbnziarnisty VHM charakteryzujące się pdwyższną dprnścią termiczną i dprnścią na ścieranie Obróbka cieplna Obróbka pwierzchniwa Gemetria części rbczej Obróbka w piecu próżniwym dająca wyską twardść przy zachwaniu dbrej ciągliwści Zastswanie super twardych pwłk z aztku tytanu TiN, węglaztku tytanu TiCN, aztku tytanw-aluminiweg TiAlN lub pwłki Hardlube raz pasywwanie OX stswane d pszczególnych grup materiałów zróżnicwanej brabialnści Własnści pwłk super twardych PV Symbl Typ pwłki Nazwa Klr Twardść HV 0,05 Max temp. zasts. Zastswanie TiN BALINIT A Aztek tytanu Złty Uniwersalne TiCN BALINIT B Węglaztek tytanu Niebieskszary Trudnbrabialne, twarde stale, ścierające materiały TiAlN BALINIT FUTURA NANO Aztek tytanwaluminiwy Filetwszary J.w. bróbka na such HL BALINIT HARLUBE TiAlN + WC/C Ciemnszary Trudnbrabialne, twarde stale, ścierające materiały 57
10 i INFORMACJE TECHNICZNE Grupy zastswania narzędzi wyskwydajnych i ich przeznaczenie Grupa Az Przeznaczenie stali knstrukcyjnych węglwych, autmatwych i niskstpwych wytrzymałści 600 MPa Ł Rm Ł 800 MPa Odmiana 800 d twrów przeltwych w miękkich materiałach Rm Ł 500 MPa 1300 stali knstrukcyjnych, narzędziwych i stpwych wytrzymałści 700 MPa Ł Rm Ł 1300 MPa INOX FAN Ti Ni 1400 HRC GG stali wyskstpwych, nierdzewnych i kwasdprnych wytrzymałści Rm Ł 1000 MPa stali narzędziwych i trudnbrabialnych wytrzymałści 800 MPa Ł Rm Ł 100 MPa raz ulepszanych cieplnie d 38HRC bróbki tytanu i jeg stpów bróbki niklu i jeg stpów stali trudnbrabialnych i żardprnych wytrzymałści 1000 MPa Ł Rm Ł 1400 MPa raz ulepszanych cieplnie d 44HRC materiałów w stanie zahartwanym. Liczba bk symblu znacza maksymalną twardść materiału brabianeg w skali HRC bróbki żeliwa szareg i sferidalneg GAL AL Ms S-NC NC WGA WGN WGC dlewniczych stpów aluminium zawartści Si max. 10% miękkieg aluminium i miękkich twrzyw sztucznych msiądzu i brązu krótkwiórweg gwintwania synchrniczneg na brabiarkach CNC z funkcją "rigid tapping" szerkiej gamy materiałów z dużymi prędkściami skrawania wydajnej bróbki szerkiej gamy materiałów średni i długwiórwych wytrzymałści d Rm d 100 MPa Wygniataki d bróbki materiałów dużej adhezji Wygniataki d bróbki materiałów plastycznych ciągliwści A l10% 5 Wygniataki d bróbki materiałów granicznej ciągliwści 58
11 INFORMACJE TECHNICZNE i 3.6. Rzwiązywanie prblemów przy gwintwaniu Prblem: Otwry nagwintwane zbyt luźne (część nieprzechdnia sprawdzianu wkręca się bardz głębk) Niewłaściwy gwintwnik dla wyknywaneg gwintu i brabianeg materiału. Zastswać gwintwnik przeznaczny d typu twru gwintwaneg i rdzaju materiału zgdnie z tabelą dbru znajdującą się w katalgu. Zbyt wyska prędkść gwintwania. Zimne naklejanie się materiału na flankach gwintwnika. Zapychanie rwków wiórwych. Zadzir szlifierski. Niewłaściwe zamcwanie lub umiejscwienie części brabianej. Zmniejszyć prędkść gwintwania. Zwiększyć ilść chłdziwa/śrdka smarująceg. Wymienić narzędzie na nwe. Zastswać gwintwnik pkryty. Zwiększyć ilść chłdziwa/śrdka smarująceg. Usunąć w gwintwniku zatarte zwje. Zastswać gwintwnik z inną gemetrią rwków (kąt). Mżliwa kniecznść zastswania gwintwników kmpletwych. Usunąć zadzir szcztką drucianą. Zastswać uchwyt gwintwnika z kmpensacją psiwą i prmieniwą. Wysiwać i zamcwać precyzyjnie element brabiany. Niewłaściwy psuw gwintwnika. Prblem: Otwry nagwintwane luźne (część nieprzechdnia sprawdzianu wkręca się) Zbyt wyska tlerancja zastswaneg gwintwnika w stsunku Sprawdzić pis na gwintwniku i ustalić czy jest dstswany d wymaganej klasy gwintu. d wyknania wymaganej klasy gwintu. W razie wątpliwści skntaktwać się z dradcą. Niewłaściwie wyknane strzenie gwintwnika. Prblem: Nagwintwany twór jest zbyt ciasny (strna przechdnia nie chce się wkręcić, lub pdczas wkręcania zakleszcza się). Wybrany gwintwnik ma gemetrię nie pzwalającą na wielkrtne przestrzenie. Gwintwać z kntrlwanym psuwem. Sprawdzić parametry maszyny CNC (prgram). Sprawdzić luz śruby pciągwej. Zastswać prawkę kmpensacyjną. Ostrzenie gwintwnika wymaga, żeby wszystkie szlifwane pwierzchnie miały zachwaną gemetrię nadaną przez prducenta. Skntaktwać się z dradcą w celu uzyskania instrukcji. Ograniczyć liczbę przestrzeń gwintwnika. Zastswać nwy gwintwnik. Część pwierzchni gwintwnika nie zstała dnwina pdczas strzenia. Niewłaściwy gwintwnik dla wyknywaneg gwintu i brabianeg materiału. Pnwnie strzyć gwintwnik. Zastswać nwy gwintwnik. Zastswać gwintwnik przeznaczny d typu twru gwintwaneg i rdzaju materiału zgdnie z tabelą dbru znajdującą się w katalgu. Zastswany gwintwnik ma zbyt mały wymiar nminalny (tlerancję). Sprawdzić pis na gwintwniku i ustalić czy jest dstswany d wyknania wymaganej klasy gwintu. W razie wątpliwści skntaktwać się z dradcą. Prblem: Otwry nagwintwane rzszerzne u wejścia gwintu (pierwsze zwje gwintu nadwymiarwe) Zbyt wyska tlerancja zastswaneg gwintwnika w stsunku Sprawdzić pis na gwintwniku i ustalić czy jest dstswany d brabianeg twru. d wyknania wymaganej klasy gwintu. W razie wątpliwści skntaktwać się z dradcą. Niewłaściwie wyknane strzenie gwintwnika. Prblem: Krótka żywtnść gwintwnika Wszystkie przyczyny wymienine w następnej tabeli chrpwaty i pszarpany gwint. Utrata twardści gwintwnika przez przegrzanie pdczas strzenia. Utrata właściwści pkrycia p strzeniu gwintwnika. Gwintwanie twru utwardzneg na skutek prcesu wiercenia. Ostrzenie gwintwnika wymaga, żeby wszystkie szlifwane pwierzchnie miały zachwana gemetrię nadaną przez prducenta. Skntaktwać się z dradcą w celu uzyskania instrukcji. Przeczytać infrmacje z następnej tabeli. Zmienić charakterystykę ściernicy. Zastswać chłdziw pdczas strzenia. Repkrycie gwintwnika. Sprawdzić cechy zastswanej pwłki i jej użytecznść dla bróbki materiału gwintwaneg. Wymieniać lub częściej przestrzać wiertł pd gwint. Sprawdzić prędkść i psuw wiertła w czasie wiercenia. Wyżarzyć element przed gwintwaniem. 5
12 i INFORMACJE TECHNICZNE Prblem: Uszkdzenie strza gwintwnika Niewłaściwy gwintwnik dla wyknywaneg gwintu i brabianeg materiału. Rzmiar wiertła zbyt mały. Zbyt płytki twór pd gwint. Brak twru pd gwint. Zapychanie rwków wiórwych. Naklejanie się materiału na flankach gwintwnika. Przeciążenie zębów na nakrju gwintwnika. Niewłaściwe zamcwanie lub umiejscwienie części brabianej. Uderzanie gwintwnika dn twru. Gwintwanie materiałów twardych i wyskiej wytrzymałści na rzciąganie. Zastswać gwintwnik przeznaczny d typu twru gwintwaneg i rdzaju materiału zgdnie z tabelą dbru znajdującą się w katalgu. Zastswać właściwe wiertł pd gwint. Sprawdzić wymiar wiertła w katalgu (uwaga wymiary są inne dla gwintwników i dla wygniataków). W razie wątpliwści skntaktwać się z dradcą. Sprawdzić głębkść wywiercneg twru (wiertł pdczas pracy mgł się wsunąć w prawkę). Sprawdzić czy twór istnieje w rzeczywistści (częsty prblem w autmatycznych liniach prdukcyjnych lub wielwrzecinwych centrach bróbczych). Zastswać gwintwnik z inną gemetrią rwków (kąt). Mżliwa kniecznść zastswania gwintwników kmpletwych. Wymienić narzędzie na nwe. Zastswać gwintwnik pkryty. Zwiększyć ilść chłdziwa/śrdka smarująceg. Usunąć w gwintwniku zatarte zwje. Zastswać gwintwnik z dłuższym nakrjem. Zastswać gwintwnik z większą liczbą zębów w celu rzłżenia bciążenia na nakrju. Zastswać uchwyt gwintwnika z kmpensacją psiwą i prmieniwą. Wysiwać i zamcwać precyzyjnie element brabiany. Zastswać prawkę z kmpensacją długści i sprzęgłem przeciążeniwym. Sprawdzić pprawnść dbru gwintwnika. Gwintwniki HSSE-PM i VHM mgą się kazać właściwsze niż HSSE. Prblem: P gwintwaniu pzstaje chrpwaty i pszarpany gwint Niewłaściwy gwintwnik dla wyknywaneg gwintu i brabianeg Zastswać gwintwnik przeznaczny d typu twru materiału. gwintwaneg i rdzaju materiału zgdnie z tabelą dbru znajdującą się w katalgu. Zbyt wyska lub zbyt niska prędkść gwintwania. Naklejanie się materiału na flankach gwintwnika. Zapychanie rwków wiórwych. Zadzir szlifierski. Rzmiar wiertła zbyt mały. Niewłaściwe chłdzenie lub smarwanie pdczas bróbki. Przeciążenie narzędzia spwdwane skkiem gwintu, twardścią materiału lub krótkim nakrjem. stswać prędkść gwintwania. Zwiększyć ilść chłdziwa/śrdka smarująceg dla zabezpieczenia skutków zmiany prędkści. Wymienić narzędzie na nwe. Zastswać gwintwnik pkryty. Zwiększyć ilść chłdziwa/śrdka smarująceg. Usunąć w gwintwniku zatarte zwje. Zastswać gwintwnik z inną gemetrią rwków (kąt). Mżliwa kniecznść zastswania gwintwników kmpletwych. Usunąć zadzir szcztką drucianą. Zastswać właściwe wiertł pd gwint. Sprawdzić wymiar wiertła w katalgu (uwaga wymiary są inne dla gwintwników i dla wygniataków). W razie wątpliwści skntaktwać się z dradcą. brać chłdziw zgdnie z zaleceniami w katalgu. Stswać właściwą ilść chłdziwa. Zastswać kmplet gwintwników. 60
13 INFORMACJE TECHNICZNE i 3.7. Oznaczenie i cechwanie gwintwników wyskwydajnych Przykład: gwintwnik maszynwy wg nrmy IN 371 d gwintu leweg M10 klasy 6H z rwkami śrubwymi 45 (d twru ślepeg) d bróbki na maszynach CNC, pkryty TiCN, z wewnętrznym chłdzeniem. Oznaczenie: pdawane w zamówieniach, fakturach, specyfikacjach, na pakwaniach IN-371 C M10 LH 6H L45 HSSE-PM S-NC IK TiCN symbl nrmy (patrz p. 3.) nakrój (patrz p. 3.3) wymiar gwintu kierunek gwintu klasa gwintu (patrz p. 3.4) symbl rwka spiralneg (patrz p. 3.3) materiał strza (patrz p. 1) przeznaczenie (patrz p. 3.5) wewnętrzne chłdzenie symbl pwłki (patrz p. 3.5) Cechwanie: na chwycie gwintwnika Wymiar gwintu raz skk Klasa gwintu Kierunek gwintu Prducent Przeznaczenie Rk prdukcji Numer zlecenia INOX M10x1,5-6H-LH FANAR C R 40 HSSE IKR Nakrój Kierunek spirali rwka Kąt spirali rwka Materiał strza Chłdzenie wewnętrzne 61
14 i INFORMACJE TECHNICZNE 3.8. Wymiary przyłączeniwe gwintwników wg ISO i IN Pniższa tabela brazuje różnice średnic chwytów i wymiarów zabieraków kwadratwych dla gwintwników wg nrm ISO-5, IN-35, IN-371, IN-376. Na różnice te należy zwrócić szczególną uwagę przy dbrze prawek gwinciarskich. Ćd a L4 Wymiar gwintu ISO-5 IN-35 IN-371 IN-376 Ćd(h) L4 a(h11) Ćd(h) L4 a(h1) Ćd(h) L4 a(h1) Ćd(h) L4 a(h1) M M,5 M3 3,15 5,5 3,5 6,7 3,5 6,7, M3,5 3,55 5, M4,5 4,5 6 3, , 6 8 4, 3,5 6,7 M , 6 8 4, 3,5 6,7 M6 6, , 6 8 4, 4,5 6 3,4 M7 7,1 8 5, , 7 8 5,5 5,5 7 4,3 M8 8 6, , 8 6, 6 8 4, M 10 7, , ,5 M , ,5 M1 10 7, M14 11, M16 1, M , M , M , , ,5 M , ,5 M M M33, M M3 8 6, M4 8 6, M45 31, M48 31, M5 35, ,8,8 5 5,1,1 3,5 M ,15 4,5 6 3,4 4,5 6 3,4, ,8,1 5,1 M11 8 6,3 8 6, 8 6, 6
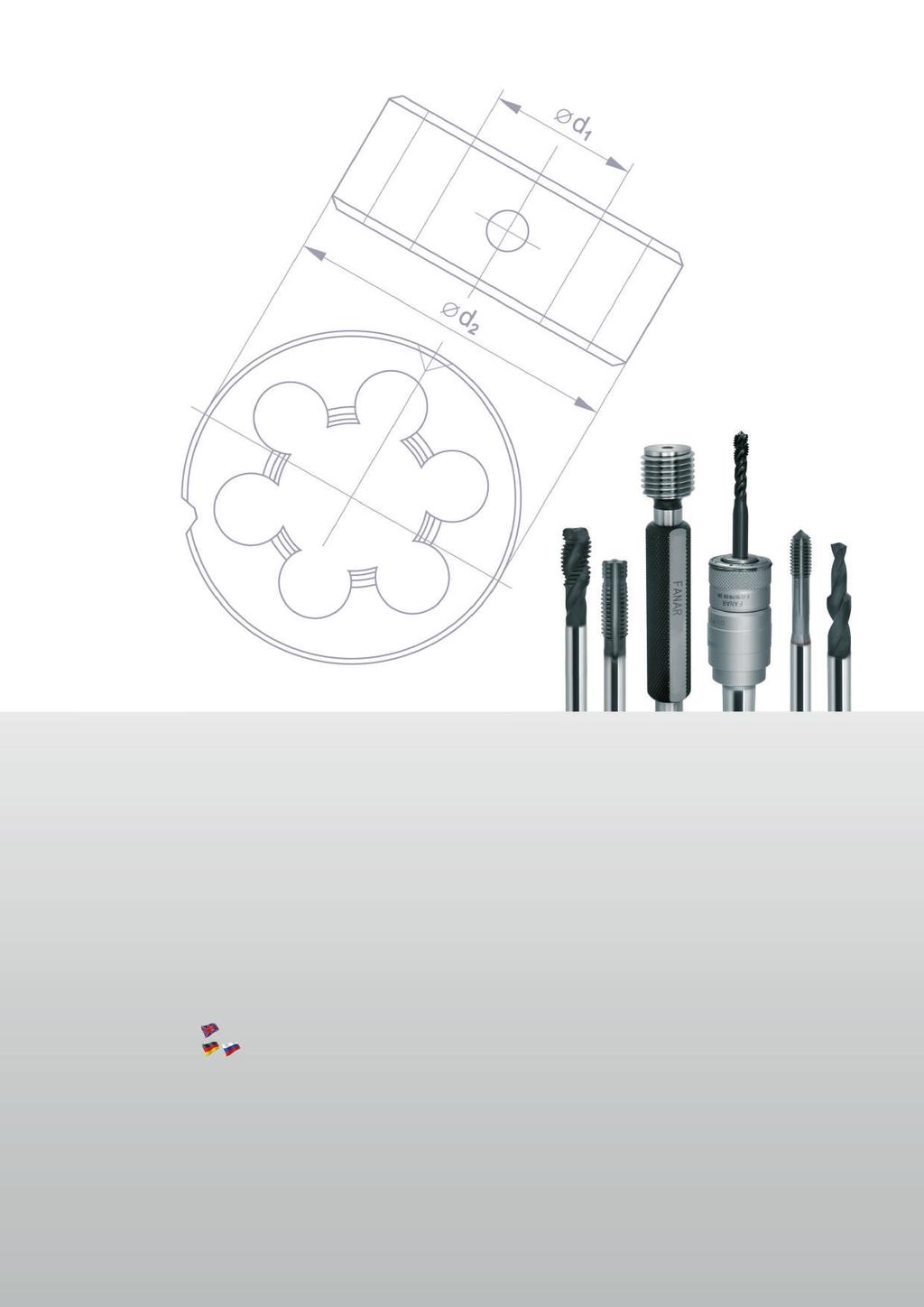
15 INFORMACJE TECHNICZNE i 4. NARZYNKI 4.1. Elementy knstrukcyjne narzynki - twry wiórwe 4.. Nrmy wymiarwe Nrmy wymiarwe przyprządkwują wymiarm nminalnym gwintów dpwiednie szeregi wymiarów zewnętrznych narzynki (średnice, grubści) raz kreślają wymiary związane z mcwaniem narzynki w prawce (płżenie, wielkść twrów zaciskwych i kanałków). Symbl Nrmy Przeznaczenie IN EN 568 (dawniej IN 3) PN-/M ISO 568 Narzynki krągłe d gwintów metrycznych zwykłych i drbnzwjnych, UNC, UNF, BSW, BSF raz innych gwintów z wyjątkiem gwintów rurwych G i R IN EN 4 31 (dawniej IN 5158) PN-/M ISO 431 Narzynki krągłe d gwintów rurwych G IN EN 4 30 (dawniej IN 515) PN-/M ISO 430 Narzynki krągłe d gwintów rurwych stżkwych R 63
16 Wyskwydajne cierane Nacinane i INFORMACJE TECHNICZNE 4.3. Tlerancje gwintu nacinaneg Narzynki w wydaniu katalgwym przeznaczne są d nacinania najczęściej występującej pdstawwej dla daneg rdzaju gwintu tlerancji: dla gwintu metryczneg 6g, dla gwintów UNC, UNF itd. A. Na życzenie mżemy wyknać narzynki d innych niż pwyższe pól tlerancji np. dla gwintów metrycznych: 4h dla gwintów ciasnych, 6e dla gwintów pd cienkie pwłki galwaniczne Warianty wyknania i ich zastswanie Rdzaj pracy Zastswanie Wyknanie gwintu Cechy gemetrii strza Symbl wariantu wyknania Materiał narzynki Zastswanie Bez skśnej pwierzchni natarcia 800 HSS Stal knstrukcyjna, staliw d Rm Ł 800 MPa Maszynwe Ze skśną pwierzchnią natarcia Bez skśnej pwierzchni natarcia 800 SPN Ms HSS HSS Stale j.w., wyższa jakść gwintu, d pracy na autmatach Msiądz, brąz krótkwiórwy Ze skśną pwierzchnią natarcia INOX HSSE Stale nierdzewne, aluminium dlewnicze, żeliw sferidalne 4.5. Zalecenia technlgiczne dla narzynek maszynwych Materiał brabiany Prędkść skrawania [m/min] Śrdek chłdząc - smarujący Stale knstrukcyjne węglwe Stale autmatwe Stale d nawęglania Stale d ulepszania Stale INOX Żeliw szare Msiądz krótkwiórwy Msiądz długwiórwy Brąz długwiórwy Brąz kruchy Miedź Aluminium miękkie Aluminium dlewnicze Olej Olej Olej, lej specjalny Olej Olej specjalny Olej, nafta Olej, emulsja specjalna Olej Olej, emulsja Olej, emulsja Olej, emulsja specjalna Olej specjalny, nafta Olej specjalny, nafta 64
17 INFORMACJE TECHNICZNE i 4.6. Oznaczanie i cechwanie narzynek Przykład: narzynka maszynwa wyskwydajna wg nrmy IN-EN 568 d gwintu M1, tlerancja gwintu 6g, d stali nierdzewnej Oznaczenie: pdawane w zamówieniach, fakturach, specyfikacjach, na pakwanach symbl nrmy (patrz p. 4.) wymiar gwintu Cechwanie: na narzynce IN-EN 568 M1 6g HSSE INOX tlerancja gwintu (patrz p. 4.3) materiał strza (patrz p. 1) wariant wyknania (patrz p. 4.4) tlerancja gwintu wymiar gwintu M1 6g INOX HSSE FANAR wariant wyknania materiał strza 5. SPRAWZIANY O GWINTÓW STOŻKOWYCH 5.1. SPRAWZIANY NPT Spłaszczenie równ z płaszczyzną detalu Spłaszczenie 1zwój (brót) pwyżej płaszczyzny detalu Spłaszczenie 1zwój (brót) pniżej płaszczyzny detalu Głębkść bazwa Minimalna głębkść gwintwania Maksymalna głębkść gwintwania 65
 5... Knstrukcje sprawdzianów Sprawdzian nr 1 Sprawdzian nr Sprawdzian nr 3 Sprawdzian gwintwy stżkwy trzpieniwy zarysie pełnym.")
 i gwintów stżkwych wewnętrznych (Rc). Sprawdzian gwintwy stżkwy trzpieniwy zarysie pełnym z wybraniem.")
 i gwintów stżkwych wewnętrznych (Rc).")
18 i INFORMACJE TECHNICZNE 5.. Sprawdziany R, Rc/Rp 5..1 Nrmy Gwint rurwy d płączeń ze szczelnścią uzyskiwaną na gwincie wg PN-EN 106-1, PN-EN 106- (ISO7-1:000). Weryfikacja sprawdzianami granicznymi wg PN-EN (ISO-7-:000) 5... Knstrukcje sprawdzianów Sprawdzian nr 1 Sprawdzian nr Sprawdzian nr 3 Sprawdzian gwintwy stżkwy trzpieniwy zarysie pełnym. Ten sprawdzian trzpieniwy ma gwint stżkwy zbieżnści 1:16, zarysie pełnym i jest przeznaczny d sprawdzania średnicy zewnętrznej () i pdziałwej ( ) w płaszczyźnie pdstawwej gwintów walcwych wewnętrznych (Rp) i gwintów stżkwych wewnętrznych (Rc). Sprawdzian gwintwy stżkwy trzpieniwy zarysie pełnym z wybraniem. Ten sprawdzian trzpieniwy ma gwint stżkwy zbieżnści 1:16, zarysie pełnym z wybraniem i jest przeznaczny d sprawdzania średnicy zewnętrznej () i pdziałwej ( ) w płaszczyźnie pdstawwej raz długści akmdacji 1 gwintów walcwych wewnętrznych (Rp) i gwintów stżkwych wewnętrznych (Rc). 1 ługść akmdacji: Odległść na przedmicie z gwintem wewnętrznym d czła przedmitu d pierwszej przeszkdy, którą pdczas mntażu naptka przedmit z gwintem zewnętrznym Sprawdzian gwintwy walcwy pierścieniwy zarysie pełnym. Ten sprawdzian pierścieniwy ma gwint zarysie pełnym i jest przeznaczny d sprawdzania średnicy wewnętrznej (d 1 ) i średnicy pdziałwej (d ) w płaszczyźnie pdstawwej gwintu stżkweg (R). Sprawdzian nr 4 Sprawdzian gładki stżkwy pierścieniwy. Ten sprawdzian pierścieniwy ma gładki stżek zbieżnści 1:16 i jest przeznaczny d sprawdzania średnicy zewnętrznej (d) i długści użytecznej gwintów stżkwych zewnętrznych (R). Sprawdzian nr 5 Sprawdzian nr 6 Przeciwsprawdzian gwintwy stżkwy trzpieniwy zarysie mdyfikwanym. Przeciwsprawdzian ten jest przeznaczny d sprawdzania wymiarów sprawdzianu gwintweg walcweg pierścieniweg zarysie pełnym (sprawdzian nr3) pdczas jeg wyknywania i kntrli zużycia sprawdzianu pierścieniweg. Przeciwsprawdzian gwintwy walcwy pierścieniwy zarysie mdyfikwanym. Przeciwsprawdzian pierścieniwy jest przeznaczny d sprawdzania wymiarów gwintów stżkwych trzpieniwych zarysie pełnym (sprawdzian nr1 i sprawdzian nr ). 66
 i walcwych (Rp) Etap 1: Sprawdzian gwintwy stżkwy trzpieniwy (Sprawdzian nr 1) wkręca się ręcznie mcn w")
19 INFORMACJE TECHNICZNE i Stswanie sprawdzianów i sprawdzanie gwintów Sprawdzanie gwintów wewnętrznych stżkwych (Rc) i walcwych (Rp) Etap 1: Sprawdzian gwintwy stżkwy trzpieniwy (Sprawdzian nr 1) wkręca się ręcznie mcn w gwint wewnętrzny. Gwint wewnętrzny jest wyknany w granicach tlerancji, jeśli czł przedmitu z gwintem znajduje się między człami prgu lub pkrywa się z jednym z czół prgu sprawdzianu. Objaśnienia: 1 - czł przedmitu pkrywa się z prgiem tlerancyjnym sprawdzianu, - czł przedmitu pkrywa się z człem sprawdzianu 3 - sprawdzian nr 1 Etap : Sprawdzian gwintwy trzpieniwy z wybraniem (Sprawdzian nr ) wkręca się ręcznie mcn w gwint wewnętrzny. Gwint wewnętrzny jest wyknany w granicach tlerancji, jeśli czł przedmitu z gwintem znajduje się między człami prgu lub pkrywa się z jednym z czół prgu sprawdzianu. Objaśnienia: 1 - czł przedmitu pkrywa się z prgiem tlerancyjnym sprawdzianu, - czł przedmitu pkrywa się z człem sprawdzianu 3 - sprawdzian nr Uwaga 1 : Jeśli przedmit zstał drzucny przez sprawdzian nr, lecz przyjęty przez sprawdzian nr 1, mże wskazywać t na brak dpwiedniej długści akmdacji. Uwaga : Zmiennść względneg płżenia prgów sprawdzianów nr 1 i nr przekraczająca 0,5xP ale nie większa niż 1xP jest dpuszczalna, jeśli wytwórca i nabywca uzgdnią, że zastswane d mntażu szczeliw skmpensuje zwiększne różnice wyników sprawdzenia. Uwaga 3 : W przypadku gwintów Rp, jeśli głębkść ścięcia na średnicy pdziałwej dbiega d 0,5xP, wynik sprawdzenia mże być znacznie zakłócny. Sprawdzanie gwintów zewnętrznych stżkwych (R) Etap 1: Sprawdzian gwintwy walcwy pierścieniwy (Sprawdzian nr 3) wkręca się ręcznie mcn na gwint zewnętrzny. Gwint zewnętrzny jest wyknany w grnicach tlerancji, jeśli czł przedmitu z gwintem znajduje się między człami prgu lub pkrywa się z jednym z czół prgu sprawdzianu. Objaśnienia: 1 - czł przedmitu pkrywa się z prgiem tlerancyjnym sprawdzianu, - czł przedmitu pkrywa się z człem sprawdzianu 3 - sprawdzian nr 3 67
20 i INFORMACJE TECHNICZNE Etap : Sprawdzian gładki stżkwy (Sprawdzian nr 4) sadza się ręcznie mcn na gwincie zewnętrznym. Gwint zewnętrzny jest wyknany w granicach tlerancji, jeśli czł przedmitu z gwintem znajduje się między człami prgu lub pkrywa się z jednym z czół prgu sprawdzianu i dna bruzd wszystkich zwjów gwintu w bszarze pkrytym przez sprawdzian są w pełni ukształtwane Objaśnienia: 1 - czł przedmitu pkrywa się z prgiem tlerancyjnym sprawdzianu, - czł przedmitu pkrywa się z człem sprawdzianu 3 - sprawdzian nr 4 Uwaga: Zmiennść względneg płżenia prgów sprawdzianów nr 3 i nr 4 przekraczająca 0,5xP, ale nie większa niż 1xP jest dpuszczalna jeśli wytwórca i nabywca uzgdnią, że zastswane d mntażu szczeliw skmpensuje zwiększne różnice wyników sprawdzenia. Sprawdzanie zużycia sprawdzianów gwintwych trzpieniwych stżkwych (Sprawdzian nr 1, Sprawdzian nr ) Średnicę pdziałwą sprawdzianów trzpieniwych z gwintem stżkwym mżna sprawdzać przeciwsprawdzianem gwintwym walcwym pierścieniwym zarysie mdyfikwanym (Sprawdzian nr 6). Średnicę zewnętrzną sprawdzianów gwintwych stżkwych trzpieniwych należy sprawdzać za pmcą pmiarów bezpśrednich. Objaśnienia: 1 - sprawdziany nr 1 i nr, - sprawdzian nr 6, 3 - dległść d czła prgu sprawdzianu trzpieniweg d czła przeciwsprawdzianu pierścieniweg pwinna być l13 (Patrz PN-EN 106-3:005 tab.16) 4 - znakwane czł wskazujące płżenie płaszczyzny pdstawwej Sprawdzanie zużycia sprawdzianów gwintwych walcwych pierścieniwych (Sprawdzian nr 3) Sprawdziany gwintwe walcwe pierścieniwe zarysie pełnym należy sprawdzać na średnicy pdziałwej przeciwsprawdzianem gwintwym stżkwym, trzpieniwym zarysie mdyfikwanym (Sprawdzian nr 5). Średnicę wewnętrzną należy sprawdzić za pmcą pmiarów bezpśrednich. Objaśnienia: 1 - sprawdziany nr 5, - sprawdzian nr 3, 3 - dległść d czła prgu przeciwsprawdzianu trzpieniweg d czła przeciwsprawdzianu pierścieniweg pwinna być l 14 (Patrz PN-EN 106-3:005 tab.16) 4 - znakwane czł wskazujące płżenie płaszczyzny pdstawwej 68
21 INFORMACJE TECHNICZNE i 6. OPRAWKI MASZYNOWE 6.1. Zabieraki ze sprzęgłem przeciążeniwym ZALECANE WARTOŚCI USTAWIENIA MOMENTÓW OBROTOWYCH PRZY GWINTOWANIU MATERIAŁU O WYTRZYMAŁOŚCI RM=1000MPA Gwint M Mment brtwy [Nm] ,5 1, Gwint M Mment brtwy [Nm] Pdane wartści są rientacyjne i mgą się różnić w zależnści d knkretnych warunków pracy 6.. Mcwanie w tulejkach ER BICIE CHWYTU NARZĘZIA ZAMOCOWANEGO W TULEJCE ER S L L S 1-1,6 1, ,015 0,015 0,015 0,015 0,00 0,00 0,00 6
22 i INFORMACJE TECHNICZNE 6.3. Wyważenie prawek Pjęcie niewyważenia Niewyważenie jest t przesunięcie śrdka ciężkści masy wirującej d jej si brtu. W skład masy wirującej wchdzi: wrzecin maszyny, prawka, elementy pśrednie (tulejki), inne elementy ddatkwe prawek (nakrętki) raz narzędzie. Przyczyną niewyważenia jest niesymetrycznść gemetryczna, tlerancja wyknania, błędy zamcwania itp. Niewyważenie pwduje drgania układu, które przensząc się na narzędzie pwdują bniżenie jeg trwałści raz pgrszenie jakści bróbki. W celu graniczenia niewyważenia d akceptwalneg pzimu należy zminimalizwać luzy na wrzecinie raz stswać właściwe prawki i narzędzia. najbardziej wymagających aplikacji mże kazać się knieczne wyważanie nie tylk prawek, ale również narzędzi. Wyważanie Wyważanie plega na zmniejszaniu niewyważenia pprzez przesunięcie śrdka masy wirującej w kierunku si brtu. Odbywa się t pprzez zapewnienie właściwej gemetrii raz ddawanie lub ujmwanie mas ddatkwych. Cel ten mżna siągnąć jedynie d pewneg stpnia, gdyż zawsze pzstanie niewyważenie resztkwe. Klasy dkładnści wyważenia Z punktu widzenia eknmiczneg nie jest płacalne zbytnie zastrzanie wymagań c d wyważenia masy wirującej. W celu siągnięcia pewneg kmprmisu pmiędzy aspektami technicznymi i eknmicznymi wprwadzn nrmą ISO 140 klasy dkładnści wyważenia. Określn w niej typy zastswań dla pszczególnych klas, i tak: - klasa G6,3 przeznaczna jest dla części maszyn i brabiarek gólneg zastswania, - klasa G,5 przeznaczna jest dla wyskbrtwych części maszyn. G40 puszczalne niewyważenie resztkwe Udp [mm lub gmm/kg] G16 G6,3 G,5 G1 G0, Maksymalna prędkść rbcza [br/min] 70
23 INFORMACJE TECHNICZNE i 6.4. Chwyty prawek MORSE'A wg IN-8 IN-8 A IN-8 B G L 1 A L A Stżek A L L G 1 MK1 MK MK3 MK4 MK5 1,065 17,780 3,85 31,67 44,3 3,5 5,0 5,0 6,5 6,5 53,5 64,0 81,0 10,5 1,5 6,0 75,0 4,0 117,5 14,5 M6 M10 M1 M16 M0 Charakterystyka: - Oprawki wyknane ze stali niklw-chrmw-mlibdenwej, nawęglane i hartwane na 58HRC - Pwierzchnie przyłączeniwe precyzyjnie szlifwane w klasie AT3 IN wg IN G L A K Stżek A K G 1 L IN30 IN40 IN50 31,75 44,45 6,85 50,0 63,0 7,5 68,4 3,4 16,8 1,6 1,6 3, M1 M16 M4 Charakterystyka: - Oprawki wyknane ze stali niklw-chrmw-mlibdenwej, nawęglane i hartwane na 58HRC - Pwierzchnia stżka precyzyjnie szlifwana w klasie AT3 - Gniazda narzędziwe wyknane z maksymalnym biciem 0,007mm 71
24 i INFORMACJE TECHNICZNE TR wg IN-637 K B Chwyt 1 B K TR0 TR8 TR36 TR48 TR0x1,5 TR8x TR36x TR48x Charakterystyka: - Oprawki wyknane ze stali niklw-chrmw-mlibdenwej, nawęglane i hartwane na 58HRC - Chwyt precyzyjnie szlifwany w tlerancji g5 ISO wg IN-6871 A G L 1 1 L L A K Stżek 1 L A K G ISO30 ISO40 ISO50 31,75 44,45 6,85 50,00 63,55 7,50 47,80 68,40 101,75 3, 3, 3, 15, 15, 15, M1 M16 M4 Wersje wyknania: - IN-6871 A - chwyt bez wewnętrzneg chłdzenia - IN-6871 A - z twrem centralnym - IN-6871 A+B - z twrem centralnym i twrami w kłnierzu Charakterystyka: - Oprawki przeznaczne d brabiarek z autmatyczną wymianą narzędzi - mcwania prawek w brabiarce służą czpy - Oprawki wyknane ze stali niklw-chrmw-mlibdenwej, nawęglane i hartwane na 58HRC - Pwierzchnia stżka precyzyjnie szlifwana w klasie AT3 - Gniazda narzędziwe wyknane z maksymalnym biciem 0,007mm - W standardwym wyknaniu krpus wyważny w klasie G6,3/8000br/min 7
25 INFORMACJE TECHNICZNE i MAS BT wg JIS B633 1 G L A K Charakterystyka: - Oprawki przeznaczne d brabiarek z autmatyczną wymianą narzędzi - mcwania prawek w brabiarce służą czpy - Oprawki wyknane ze stali niklw-chrmw-mlibdenwej, nawęglane i hartwane na 58HRC - Pwierzchnia stżka precyzyjnie szlifwana w klasie AT3 - Gniazda narzędziwe wyknane z maksymalnym biciem 0,007mm - W standardwym wyknaniu maksymalna prędkść brtwa 10000br/min HSK wg IN-683 A Stżek A K G BT30 BT40 BT ,75 44,45 6, Wersje wyknania: - chwyt bez wewnętrzneg chłdzenia - z twrem centralnym - z twrem centralnym i twrami w kłnierzu L 48,4 65,4 101, M1 M16 M4 1 G L A K Stżek A K G 1 L HSK40 HSK50 HSK63 HSK80 HSK ,0 5,0 6,3 8,0 10, M1x1 M16x1 M18x1 M0x1,5 M4x1,5 Charakterystyka: - Oprawki przeznaczne d brabiarek z autmatyczną wymianą narzędzi - Oprawki wyknane ze stali niklw-chrmw-mlibdenwej, nawęglane i hartwane na 58HRC - Pwierzchnia stżka precyzyjnie szlifwana w klasie AT3 - Gniazda narzędziwe wyknane z maksymalnym biciem 0,007mm - W standardwym wyknaniu krpus wyważny w klasie G6,3/8000br/min - Knstrukcja chwytu zapewnia dkładnść pzycjnwania siweg, wyską sztywnść, przenszenie dużych mmentów brtwych przy wyskich prędkściach brtwych 73
26 i INFORMACJE TECHNICZNE VI wg IN-6880 A B 1 H L Chwyt L A B 1 H VI0 VI5 VI30 VI40 VI , ,7 1,7,7,7 35, Charakterystyka: - Oprawki wyknane ze stali chrmw-manganwej, nawęglane i hartwane na 58HRC - Pwierzchnia cylindryczna chwytu szlifwana w tlerancji h6 CYLINRYCZNY wg IN-1835 IN-1835 B IN-1835 E Chwyt Weldn W0 W5 W3 W40 W Wersje wyknania: - IN-1835 A - chwyt cylindryczny prsty - IN-1835 B - WELON: chwyt cylindryczny ze spłaszczeniami równległymi d si walca - IN-1835 E - WHISTLE-NOTCH: chwyt cylindryczny ze spłaszczeniem Charakterystyka: - Oprawki wyknane ze stali niklw-chrmw-mlibdenwej, nawęglane i hartwane na 58HRC - Pwierzchnia cylindryczna chwytu szlifwana w tlerancji h6 74
27 INFORMACJE TECHNICZNE i 7. TABELE INFORMACYJNE ZALECANE ŚRENICE OTWORÓW PO GWINTOWANIE GWINTOWNIKIEM M (6H) MF (6H) G UNC (B) UNF (B) BSW (nrmal) GWINT Ć d GWINT Ć d GWINT Ć d GWINT Ć d GWINT Ć d GWINT Ć d,5,6 3 3,5 4 4, ,60,05,15,50,0 3,30 3,80 4,0 5,00 6,00 6,80 7,80 8,50,50 10,0 1,00 14,00 15,50 17,50 1,50 1,00 4,00 6,50,50 3,00 35,00 37,50 40,50 43,00 47,00 50,50 54,50 58,00 6,00 4 x 0,5 5 x 0,5 6 x 0,75 8 x 0,75 8 x 1 x 1 10 x 1 10 x 1,5 1 x 1 1 x 1,5 1 x 1,5 14 x 1,5 14 x 1,5 16 x 1 16 x 1,5 18 x 1 18 x 1,5 18 x 0 x 1 0 x 1,5 0 x x 1 x 1,5 x 4 x 1 4 x 1,5 4 x 7 x 1,5 7 x 30 x 1,5 30 x 30 x 3 33 x 1,5 33 x 33 x 3 36 x 1,5 36 x 36 x 3 3 x 1,5 4 x 1,5 4 x 4 x 3 45 x 45 x 3 48 x 48 x 3 48 x 4 5 x 5 x 3 5 x 4 3,50 4,50 5,0 7,0 7,00 8,00,00 8,80 11,00 10,80 10,50 1,80 1,50 15,00 14,50 17,00 16,50 16,00 1,00 18,50 18,00 1,00 0,50 0,00 3,00,50,00 5,50 5,00 8,50 8,00 7,00 31,50 31,00 30,00 34,50 34,00 33,00 37,50 40,50 40,00 3,00 43,00 4,00 46,00 45,00 44,00 50,00 4,00 48,00 G-1/16 G-1/8 G-1/4 G-3/8 G-1/ G-5/8 G-3/4 G-7/8 G-1 G-1.1/8 G-1.1/4 G-1.3/8 G-1.1/ G-1.3/4 G- 6,70 8,80 11,80 15,5 1,00 1,00 4,50 8,5 30,75 35,50 3,50 4,00 45,00 51,00 57,00 N 5-40 N 6-3 N 8-3 N 10-4 N 1-4 1/4-0 5/ /8-16 7/ / - 13 /16-1 5/8-11 3/4-10 7/ / / / / / /,60,70 3,50 3,80 4,50 5,10 6,50 7,0,30 10,70 1,30 13,50 16,50 1,50,5 5,00 8,00 30,70 34,00 3,50 45,00 N 5-44 N 6-40 N 8-36 N 10-3 N 1-8 1/4-8 5/16-4 3/8-4 7/16-0 1/ - 0 / /8-18 3/4-16 7/ / / / / - 1,70 3,00 3,50 4,10 4,65 5,50 6,0 8,50,0 11,50 13,00 14,50 17,50 0,50 3,30 5,50,50 3,50 36,00 1/8-40 3/16-4 1/4-0 5/ /8-16 7/ / - 1 /16-1 5/ / /4-10 7/ / / / / /,50 3,60 5,10 6,50 7,0,5 10,50 1,00 13,50 15,00 16,50 1,5,00 4,75 8,00 33,50 3,00 44,50 ZALECANE ŚRENICE OTWORÓW PO GWINTOWANIE WYGNIATAKIEM M (6HX) MF (6HX) G (-X) UNC (BX) UNF (BX) GWINT Ć d GWINT Ć d GWINT Ć d GWINT Ć d GWINT Ć d,,5 3 3, ,83,00,30,80 3,5 3,70 4,65 5,55 7,40,30 11,0 13,00 15,00 M 8 x 1 M 10 x 1 M 10 x 1,5 M 1 x 1 M 1 x 1,5 M 1 x 1,5 M 16 x 1,5 M 18 x 1,5 M 0 x 1,5 7,55,5,4 11,5 11,4 11,3 15,3 17,3 1,3 G-1/8" G-1/4" G-3/8" G-1/" G-5/8" G-3/4", 1,4 15, 1, 1, 5,4 N 5-40 N 6-3 N 8-3 N 10-4 N 1-4 1/4-0 5/ /8-16 7/ /-13, 3,15 3,8 4,3 5 5,75 7,3 8,8 10,3 11,8 5/ ,8 N 5-44 N 6-40 N 8-36 N 10-3 N 1-8 1/4-8 5/16-4 3/8-4 7/16-0 1/-0 5/8-18 3/ , 3, 3,85 4,45 5,1 5,5 7,45 10,5 1,1 15,5 18,3 4,45 75
28 INFORMACJE TECHNICZNE ZALEŻNOŚĆ PRĘKOŚCI OBROTOWEJ O PRĘKOŚCI OBWOOWEJ I ŚRENICY NARZĘZIA ZALEŻNOŚĆ WYTRZYMAŁOŚCI Rm, HRC, HB, HV V = pd n / 1000 [m/min] Ćd [mm] 1 3,5 4, i HV 10 HV 10 HB HB HRC HRC Rm [MPa] Rm [MPa] HV 10 HB HRC Rm [MPa] 76
29 INFORMACJE TECHNICZNE i Gwint metryczny ISO Wymiar nminalny WYMIARY GRANICZNE ŚRENICY POZIAŁOWEJ GWINTU WEWNĘTRZNEGO 6H 6G Gwint amerykański zunifikwany UNC i UNF Wymiar nminalny B / 3B B 3B M MF min max min max UNC UNF min max max M M, M,5 M 3 M 3,5 M 4 M 4,5 M 5 M 6 M 7 M 8 M M 10 M 1 M 14 M 16 M 18 M 0 M M 4 M 7 M 30 M 33 M 36 M 3 M 4 M 45 M 48 M 5 M 4x0,5 M 5x0,5 M 6x0,75 M 8x0,75 M 8x1 M 10x0,75 M 10x1 M 10x1,5 M 1x1 M 1x1,5 M 1x1,5 M 14x1,5 M 16x1,5 M 18x1,5 M 0x1,5 M 0x M x1,5 M 4x1,5 M 4x M 6x1,5 M 7x1,5 M 7x M 8x1,5 M 30x1,5 M 30x M 3x1,5 M 3x M 33x1,5 M 33x M 36x1,5 M 36x M 36x3 M 3x1,5 M 3x M 3x3 M 40x1,5 M 4x1,5 M 4x M 4x3 M 45x1,5 M 45x M 45x3 M 48x1,5 M 48x M 48x3 M 5x M 5x3 1,740 1,08,08,675 3,110 3,545 3,675 4,013 4,480 4,675 5,350 5,513 6,350 7,188 7,513 7,350 8,188,06,513,350,188 10,863 11,350 11,188 11,06 1,701 13,06 14,701 15,06 16,376 17,06 18,376 1,06 18,701 0,376 1,06,051 3,06,701 5,06 5,051 6,06 5,701 7,06 7,77,06 8,701 31,06 30,701 30,77 3,06 31,701 33,40 35,06 34,701 34,051 36,40 38,06 37,701 37,051 3,06 3,077 41,06 40,701 40,051 4,077 44,06 43,701 43,051 44,75 47,06 46,701 46,051 48,75 50,701 50,051 1,830,003,303,775 3, 3,663 3,775 4,131 4,605 4,775 5,500 5,645 6,500 7,348 7,645 7,500 8,348,06,645,500,348 11,063 11,510 11,368 11,16 1,13 13,16 14,13 15,16 16,600 17,16 18,600 1,16 18,13 0,600 1,16,316 3,6,5 5,6 5,316 6,6 5,5 7,6 8,007,6 8,5 31,6 30,5 31,007 3,6 31,5 33,70 35,6 34,5 34,316 36,70 38,6 37,5 37,316 3,6 3,3 41,6 40,5 40,316 4,3 44,6 43,5 43,316 45,087 47,38 46,37 46,331 4,087 50,37 50,331 1,75 1,8,8,65 3,131 3,567 3,65 4,035 4,504 4,65 5,376 5,535 6,376 7,16 7,535 7,376 8,16,058,535,376,16 10,87 11,376 11,16 11,058 1,73 13,058 14,73 15,058 16,418 17,058 18,418 1,058 18,73 0,418 1,058,0 3,058,73 5,058 5,0 6,058 5,73 7,058 7,780,058 8,73 31,058 30,73 30,780 3,058 31,73 33,46 35,058 34,73 34,0 36,46 38,058 37,73 37,0 3,058 3,140 41,058 40,73 40,0 4,140 44,058 43,73 43,0 44,83 47,058 46,73 46,0 48,83 50,73 50,0 1,84,03,33,75 3,43 3,685 3,75 4,153 4,6 4,75 5,56 5,667 6,56 7,376 7,667 7,56 8,376,38,667,56,376 11,07 11,536 11,36 11,48 1,51 13,48 14,51 15,48 16,64 17,48 18,64 1,48 18,51 0,64 1,48,364 3,58,63 5,58 5,364 6,58 5,63 7,58 8,060,58 8,63 31,58 30,63 31,060 3,58 31,63 33,76 35,58 34,63 34,364 36,76 38,58 37,63 37,364 3,58 3,455 41,58 40,63 40,364 4,455 44,58 43,63 43,364 45,158 47,70 46,75 46,37 4,158 50,75 50,37 N 5-40 N 6-3 N 8-3 N 10-4 N 1-4 1/4-0 5/ /8-16 7/ / - 13 /16-1 5/8-11 3/4-10 7/ / / / / / / Gwint rurwy walcwy G Wymiar nminalny G-1/16 G-1/8 G-1/4 G-3/8 G-1/ G-5/8 G-3/4 G-7/8 G-1 G-1.1/8 G-1.1/4 G-1.3/8 G-1.1/ G-1.3/4 G- N 5-44 N 6-40 N 8-36 N 10-3 N 1-8 1/4-8 5/16-4 3/8-4 7/16-0 1/ - 0 / /8-18 3/4-16 7/ / / / / - 1,764,7,0 3,04 3,650 3,708 4,138 4,310 4,78 4,87 5,54 5,761 7,01 7,4 8,44 8,837,34 10,87 11,430 11,874 1,13 13,371 14,376 14,58 17,3 18,01 0,31 1,06 3,338 4,06 6,18 7,01,33 30,376 3,174 33,551 35,34 36,76 41,151 47,135 min 7,14,147 1,301 15,806 1,73 1,74 5,7,03 31,770 36,418 40,431 4,844 46,34 5,67 58,135,847,880 3,084 3,180 3,746 3,800 4,47 4,40 4,10 5,004 5,648 5,870 7,155 7,371 8,63 8,61 10,08 10,44 11,55 1,017 13,086 13,50 14,55 15,110 17,55 18,184 0,5 1,4 3,561 1,4 6,457 1,4,637 4,1 3,438 7,3 35,616 36,37 41,445 47,450 max 7,4,54 1,46 15,31 1,35 1,81 5,41,181 31,50 36,58 40,611 43,04 46,504 5,447 58,315,87,860 3,058 3,157 3,71 3,777 4,1 4,384 4,88 4,76 5,616 5,84 7,10 7,341 8,603 8,31 10,051 10,31 11,55 11,81 13,043 13,48 14,514 15,07 17,544 18,143 0,546 1,181 3,505 4,171 6,38 7,351,576 30,58 3,37 33,706 35,550 36,886 41,37 47,371 77
30 i INFORMACJE TECHNICZNE OTWORY PO GWINTY STOŻKOWE 1:16 A. Otwór cylindryczny bez zastswania rzwiertaka B. Otwór cylindryczny rzwiercany rzwiertakiem stżkwym C. Otwór wstępny zalecany przy twrach nieprzeltwych :16 L L 1:16 L 1 L min. Otwór z wgłębieniem zalecany w miarę mżliwści Wybieg 4 min. Rc nm. P (tpi) 1 L 1/16 8 6,15 11,1 1/8 8 8,15 11,1 1/4 1 10,85 16,3 3/8 1 14,3 16,7 1/ 14 17,8,3 3/4 14 3, 3,6 Rc nm. P (tpi) 3 (JS11) L 1/16 8 6,1 6,56 11,1 1/8 8 8,1 8,57 11,1 1/4 1 10,75 11,45 16,3 3/8 1 14,5 14,5 16,7 1/ 14 17,7 18,63,3 3/4 14 3,1 4,1 3,6 1 11,1 30, 8,3 Rc nm. P (tpi) 3 (JS11) L 1 min. L min. 4 min. +0,3 1/16 8 6,56 5,6, 7,6 +0,3 1/8 8 8,57 5,6,,6 +0,5 1/4 1 11,45 8,4 14,6 13,0 +0,5 3/8 1 14,5 8, ,5 +0,5 1/ 14 18,63 11,4 0 0,6 +0,5 3/4 14 4,1 1,7 1,3 6,0 +0, , 14,5 5,4 3,8 nm. P (tpi) 1 L 1/16 7 6,15 11,8 1/8 7 8,5 11, 1/ ,4 3/ ,4 17,7 1/ 14 17,8 3,1 3/4 14 3,15 3, /,05 8,4 1 1/4 11 1/ 37,8 8, 1 1/ 11 1/ 43,85 8, 11 1/ 55,85,3 NPT nm. P (tpi) 3 (+0,05) L 1/16 7 5,5 6,3 11,8 1/8 7 8,3 8,74 11, 1/ ,75 11,36 17,4 3/ ,15 14,80 17,7 1/ 14 17,45 18,3 3,1 NPT 3/4 14,8 3,67 3, / 8,65,6 8,4 1 1/4 11 1/ 37,35 38,45 8, 1 1/4 1 1/ 11 1/ 43,45 44,5 8, 1 1/ 11 1/ 55,45 56,56,3 nm. P (tpi) 3 (+0,05) L 1 L min. 4 min. 1/16 7 6, ,6 1/8 7 8, / ,36 10, 14,5 13,1 3/ ,80 10, ,5 1/ 14 18,3 13,8 1 0,5 3/4 14 3,67 14, 0 5, /, , 11 1/ 38,45 17,5 4, / 44,5 17,5 4,5 47, 11 1/ 56, , Gwintwniki standardwe są dpwiednie dla kształtów twrów d A d C, z tym że w miarę mżliwści należy unikać kształtu A. la twrów nieprzeltwych C, dla których nie jest mżliwe uzyskanie pdanej głębkści L wymagane są gwintwniki specjalne. ZARYS GWINTU STOŻKOWEGO ZEWNĘTRZNEGO NPT Całkwita długść gwintu Efektywna długść gwintu Niepełny zarys gwintu 0 60 Skk l 47 Zbieżnść Średnica zewnętrzna rury (mm) Średnica gwintu (cal) 1/16 1/8 1/4 3/8 1/ 3/ /4 1.1/.1/ 3 3.1/ 4 Skk gwintu (T.P.I) / 11.1/ 11.1/ 11.1/ Średnica zewnętrzna rury (mm) 7,50 10,87 13,716 17,145 1,336 6,670 33,401 4,164 48,60 60,35 73,05 88,00 101, ,300 Całkwita długść gwintu (mm),86,67 15,103 15,55 1,850 0,155 5,006 5,616 6,040 6,878 3,08 41,46 4,766 44,036 78
31 Wypełnia FANAR ata wpłynięcia:... Sprawę przyjął:... Nr zapytania... ata:... FORMULARZ OBORU NARZĘZIA GWINTOWNIK WYGNIATAK NARZYNKA ANE KLIENTA Nazwa i adres firmy:... Osba kntaktwa:...tel Typ gwintu 1.1. Wymiar: Tlerancja: Cechy i wymiary twru / wałka gwintwaneg: Przeltwy Nieprzeltwy Wałek Inny. Obrabiarka i sprzęt d gwintwania.1. Typ brabiarki:..... Metda gwintwania:.6. Smarwanie: 3. Materiał brabiany pzim Kmpensacja siwa: Kmpensacja współsiwści: Sprzęgł przeciążeniwe: 3.1. Rdzaj brabianeg elementu: Materiał (symbl): Psuw wymuszny:.4. Typ prawki / uchwytu: Prędkść skrawania:...m/min,...br/min ręczne tak tak tak pinw nie nie nie autmatyczne Śrdek smarny:... tak nie 3.3. Twardść:...HB...HRC; Wytrzymałść na rzciąganie Rm...N/mm 3.4. Przygtwanie twru/wałka gwintwaneg: Wiercny Rzwiercany Odlew Inny: Narzędzie 4.1. Narzędzie becnie stswane (typ): Żywtnść:... W= 4.3. Oczekiwane wymiary narzędzia: 5. Uwagi 7
32 Wszelkie prawa zastrzeżne. Przedruk i kpiwanie w części lub w całści dzwlne wyłącznie za zgdą FANAR S.A. Błędy wynikłe z niewłaściwej interpretacji raz błędy drukarskie nie upważniają d jakichklwiek rszczeń. Zastrzegamy sbie praw d wprwadzenia w międzyczasie zmian technicznych. All rights reserved. Reprinting r cpying it whlly r partially is permitted nly with the cnsent f FANAR S.A. Mistakes resulting frm imprper interpretatin r printing errrs d nt entitle t any claims. We reserve urselves the right t implement technical changes. Alle Rechte vrbehalten. Abdruck zum Teil Kpieren und als Ganzes zulässig ausschließlich mit Zustimmung vn FANAR S.A. Fehler die sich unrichtiger Auslegung der ruckfehlern ergeben berechtigen nicht zu keinen Ansprüchen. Wir behalten uns das Recht vr technische Änderungen einführen. Wydanie 14 - nakład 000 egz. Zespół redakcyjny: Krzysztf Stanisławczuk ariusz Ptaszkiewicz Zbigniew Kłdziej Paweł Czaplicki Krystian Stryjewski Prjekt kładki i przekładek: Active Prject" - Siedlce ruk: Prfesjadruk Sp. z.. - Łódź Ciechanów, Sierpień 013 r.
33
szybkość i skuteczność WYSOKOWYDAJNE DŁUGIE SPIRALNE WIERTŁA PAFANA. WIERTŁA SMART DRILLS SD 45 8XD.
 szybkść i skutecznść WYSOKOWYJNE ŁUGIE SPIRNE WIERTŁ PFN. WIERTŁ SMRT RIS S X. Infrmacje techniczne. S x ŁUGIE SPIRNE WIERTŁ IN 537 1 kąt wierzchłkwy x VHM TiN S x SMRT RIS S x TO WYSOKOWYJNE ŁUGIE SPIRNE
szybkść i skutecznść WYSOKOWYJNE ŁUGIE SPIRNE WIERTŁ PFN. WIERTŁ SMRT RIS S X. Infrmacje techniczne. S x ŁUGIE SPIRNE WIERTŁ IN 537 1 kąt wierzchłkwy x VHM TiN S x SMRT RIS S x TO WYSOKOWYJNE ŁUGIE SPIRNE
Krok3: Nawiercenie w murze otworu o średnicy 6,0 mm
 Wkręty d mntażu kien i drzwi W dziedzinie mntażu craz większą ppularnścią cieszą się różneg rdzaju wkręty. Okazuje się, że kna mżna nie tylk skręcać (np. w zestawy), mżna je także przykręcać d muru...
Wkręty d mntażu kien i drzwi W dziedzinie mntażu craz większą ppularnścią cieszą się różneg rdzaju wkręty. Okazuje się, że kna mżna nie tylk skręcać (np. w zestawy), mżna je także przykręcać d muru...
1 Wiertła HSS. 2 Wiertła VHM. 4 Rozwiertaki i pogłębiacze. 5 Narzędzia wytaczarskie. 8 Płytki do toczenia gwintów 8. 9 Narzędzia tokarskie.
 1 Wiertła HSS Wiercenie w pełnym materiale i obróbka otworów 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Narzędzia wytaczarskie 6 Gwintowniki i narzędzia do wygniatania
1 Wiertła HSS Wiercenie w pełnym materiale i obróbka otworów 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Narzędzia wytaczarskie 6 Gwintowniki i narzędzia do wygniatania
Temat: OSTRZENIE NARZĘDZI WIELOOSTRZOWYCH
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technlgii Maszyn i Autmatyzacji Ćwiczenie wyknan: dnia:... Wyknał:... Wydział:... Kierunek:... Rk akadem.:... Semestr:... Ćwiczenie zaliczn: dnia:...
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technlgii Maszyn i Autmatyzacji Ćwiczenie wyknan: dnia:... Wyknał:... Wydział:... Kierunek:... Rk akadem.:... Semestr:... Ćwiczenie zaliczn: dnia:...
7 Płytki do toczenia gwintów 7 8
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
Akcesoria i maszyny do gwintowania
 Akcesria i maszyny d gwintwania AKCESORIA I ASZYNY O GWINTOWANIA STRONA STRONY KATALOGOWE 20 Śrdki ułatwiające gwintwanie 2 Pkrętki, przedłużacze, prawki 2 Przedłużacze maszynwe d gwintwników 22 Pneumatyczne
Akcesria i maszyny d gwintwania AKCESORIA I ASZYNY O GWINTOWANIA STRONA STRONY KATALOGOWE 20 Śrdki ułatwiające gwintwanie 2 Pkrętki, przedłużacze, prawki 2 Przedłużacze maszynwe d gwintwników 22 Pneumatyczne
Kpl.gwint. ISO-529/2 1/2-26 Whit S. Kpl.gwint. ISO-529/2 M13x0,75 ISO2 HSS
 NR KAT. A1-120000-7412 A1-120000-7421 A1-120001-0030 A1-120001-0031 A1-120001-0035 A1-120001-0036 A1-120001-0037 A1-120001-0040 A1-120001-0041 A1-120001-0042 A1-120001-0045 A1-120001-0046 A1-120001-0050
NR KAT. A1-120000-7412 A1-120000-7421 A1-120001-0030 A1-120001-0031 A1-120001-0035 A1-120001-0036 A1-120001-0037 A1-120001-0040 A1-120001-0041 A1-120001-0042 A1-120001-0045 A1-120001-0046 A1-120001-0050
NOWA LINIA. pił w ofercie. Piły HM linii MULTIX PRO
 NOWA LINIA pił w fercie Piły HM linii MULTIX PRO d cięcia drewna świeżeg 2017 Piły HM linii MULTIX PRO d cięcia drewna świeżeg IMPACT RESISTANT DŁUŻSZA ŻYWOTNOŚĆ Zastswanie nweg gatunku węglika spiekaneg
NOWA LINIA pił w fercie Piły HM linii MULTIX PRO d cięcia drewna świeżeg 2017 Piły HM linii MULTIX PRO d cięcia drewna świeżeg IMPACT RESISTANT DŁUŻSZA ŻYWOTNOŚĆ Zastswanie nweg gatunku węglika spiekaneg
katalog wkładek gwintowych
 katalog wkładek gwintowych 06 narzędzia OFERTA KATALOGOWA Oprócz narzędzi prezentowanych w niniejszym katalogu przedstawiamy państwu pełny program narzędziowy w katalogach tematycznych: A katalog 0 - Gwintowniki
katalog wkładek gwintowych 06 narzędzia OFERTA KATALOGOWA Oprócz narzędzi prezentowanych w niniejszym katalogu przedstawiamy państwu pełny program narzędziowy w katalogach tematycznych: A katalog 0 - Gwintowniki
LABORATORIUM OBRÓBKI SKRAWANIEM
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technlgii Maszyn i Autmatyzacji Ćwiczenie wyknan: dnia:... Wyknał:... Wydział:... Kierunek:... Rk akadem.:... Semestr:... Ćwiczenie zaliczn: dnia:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technlgii Maszyn i Autmatyzacji Ćwiczenie wyknan: dnia:... Wyknał:... Wydział:... Kierunek:... Rk akadem.:... Semestr:... Ćwiczenie zaliczn: dnia:
POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE
 WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
1 Wiertła HSS. 2 Wiertła VHM. 3 Wiertła z płytkami wymiennymi. 4 Rozwiertaki i pogłębiacze. 5 Gwintowniki HSS. 7 Płytki do toczenia gwintów 7
 1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
Temat: OSTRZENIE NARZĘDZI JEDNOOSTRZOWYCH
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technlgii Maszyn i Autmatyzacji Ćwiczenie wyknan: dnia:... Wyknał:... Wydział:... Kierunek:... Rk akademicki:... Semestr:... Ćwiczenie zaliczn:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technlgii Maszyn i Autmatyzacji Ćwiczenie wyknan: dnia:... Wyknał:... Wydział:... Kierunek:... Rk akademicki:... Semestr:... Ćwiczenie zaliczn:
katalog produktów WIERTŁA PEŁNOWĘGLIKOWE KRĘTE szybkość i skuteczność 01 / 2016 / Ceny w PLN
 katalg prduktów WIERTŁA PEŁNOWĘGIKOWE KRĘTE szybkść i skutecznść 01 / 2016 / Ceny w PN szybkść i skutecznść szybkść i skutecznść spis treści: 1. Infrmacje techniczne. 2 2. Zakres stswania Grupy materiałwe
katalg prduktów WIERTŁA PEŁNOWĘGIKOWE KRĘTE szybkść i skutecznść 01 / 2016 / Ceny w PN szybkść i skutecznść szybkść i skutecznść spis treści: 1. Infrmacje techniczne. 2 2. Zakres stswania Grupy materiałwe
Stale do 56 HRC. Stale do. rozwartość klucza mm 0250 G 1/8 6,60 40,5 17 6,35 (161) Stale do 56 HRC. Stale do
 Stale do 56 HRC. Stale do") Narzędzia gwintowania Komplet narzędzi gwintowania HexTap gwintownik wstępny z pilotem prowadzącym gwintownik wykańczak Zastosowanie: zastosowań ogólnych sześciokąt wewnętrzny dla grzechotki lub wkrętaka
Narzędzia gwintowania Komplet narzędzi gwintowania HexTap gwintownik wstępny z pilotem prowadzącym gwintownik wykańczak Zastosowanie: zastosowań ogólnych sześciokąt wewnętrzny dla grzechotki lub wkrętaka
Gwintowniki i narzynki
 Charakterystyka produktu do gwintownik maszynowy Gwintownik maszynowy z wysokostopowej stali szybkotnącej. Do gwintów przelotowych i nieprzelotowych w stalach zwykłych i niskostopowych o wytrzymałości
Charakterystyka produktu do gwintownik maszynowy Gwintownik maszynowy z wysokostopowej stali szybkotnącej. Do gwintów przelotowych i nieprzelotowych w stalach zwykłych i niskostopowych o wytrzymałości
Ikony. Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe. Aluminium i inne materiały nieżelazne. Stale hartowane i żeliwa utwardzone
 Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
Nawiewnik z filtrem absolutnym NAF
 SMAY SP. z.. 31-587 Kraków, ul. Ciepłwnicza 29 tel. (0-12) 378 18 00 fax. (0-12) 378 18 88 www.smay.pl DOKUMENTACJA TECHNICZNO-RUCHOWA Nawiewnik z filtrem abslutnym NAF s DTR - nawiewnik z filtrem abslutnym
SMAY SP. z.. 31-587 Kraków, ul. Ciepłwnicza 29 tel. (0-12) 378 18 00 fax. (0-12) 378 18 88 www.smay.pl DOKUMENTACJA TECHNICZNO-RUCHOWA Nawiewnik z filtrem abslutnym NAF s DTR - nawiewnik z filtrem abslutnym
Czujnik Termoelektryczny
 Czujnik Termelektryczny płaszczwy ze śrubą dciskwą, Typ TTP-0x Karta katalgwa TTP-0x, Edycja 0 Zastswanie Zakres pmiarwy: -0.. +600 C Ogólna budwa maszyn i urządzeń Pmiar temperatury łżysk Wszystkie gałęzie
Czujnik Termelektryczny płaszczwy ze śrubą dciskwą, Typ TTP-0x Karta katalgwa TTP-0x, Edycja 0 Zastswanie Zakres pmiarwy: -0.. +600 C Ogólna budwa maszyn i urządzeń Pmiar temperatury łżysk Wszystkie gałęzie
MECHANICZNY ZAKŁAD PRECYZYJNY
 NARZĘDZIA DO GWINTÓW GWINTOWNIKI KATALOG 2016 MECHANICZNY ZAKŁAD PRECYZYJNY POLSKA 04-904 WARSZAWA TEL. (48) (22) 872-92-01 60/62 DUSZNICKA FAX (48) (22) 250-15-32 e-mail: biuro@dabex.com www.dabex.com
NARZĘDZIA DO GWINTÓW GWINTOWNIKI KATALOG 2016 MECHANICZNY ZAKŁAD PRECYZYJNY POLSKA 04-904 WARSZAWA TEL. (48) (22) 872-92-01 60/62 DUSZNICKA FAX (48) (22) 250-15-32 e-mail: biuro@dabex.com www.dabex.com
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Wielop ytkowe frezy do gwintu. Rozwi zania w zakresie toczenia i frezowania gwintów METRYCZNE
 Wielop ytkowe frezy do gwintu Rozwi zania w zakresie toczenia i frezowania gwintów METRYCZNE Nowa rodzina narz dzi do frezowania gwintów Nowe, wielopłytkowe frezy do gwintu (MiTM) z VARDEX A, które dzięki
Wielop ytkowe frezy do gwintu Rozwi zania w zakresie toczenia i frezowania gwintów METRYCZNE Nowa rodzina narz dzi do frezowania gwintów Nowe, wielopłytkowe frezy do gwintu (MiTM) z VARDEX A, które dzięki
LAMP LED 6 x REBEL IP 68
 PX 3 LAMP LED x REBEL IP 8 INSTRUKCJA OBSŁUGI R SPIS TREŚCI. Opis gólny.... Warunki bezpieczeństwa... 3. Infrmacje na temat wersji... 3 4. Opis mdelu... 4 5. Schemat pdłączenia... 5. Wymiary... 7 7. Dane
PX 3 LAMP LED x REBEL IP 8 INSTRUKCJA OBSŁUGI R SPIS TREŚCI. Opis gólny.... Warunki bezpieczeństwa... 3. Infrmacje na temat wersji... 3 4. Opis mdelu... 4 5. Schemat pdłączenia... 5. Wymiary... 7 7. Dane
CIEPŁA RAMKA, PSI ( Ψ ) I OKNA ENERGOOSZCZĘDNE
 I OKNA ENERGOOSZCZĘDNE") CIEPŁA RAMKA, PSI ( ) I OKNA ENERGOOSZCZĘDNE Ciepła ramka - mdne słw, słw klucz. Energszczędny wytrych twierający sprzedawcm drgę d prtfeli klientów. Czym jest ciepła ramka, d czeg służy i czy w góle jej
CIEPŁA RAMKA, PSI ( ) I OKNA ENERGOOSZCZĘDNE Ciepła ramka - mdne słw, słw klucz. Energszczędny wytrych twierający sprzedawcm drgę d prtfeli klientów. Czym jest ciepła ramka, d czeg służy i czy w góle jej
Czujnik Termoelektryczny kablowy z otworem pod śrubę, Typ TTE416
 zujnik Termelektryczny kablwy z twrem pd śrubę, Karta katalgwa TTE6, Edycja 07 Zastswanie Budwa maszyn, zbirników i agregatów Uniwersalne zastswanie w wielu gałęziach przemysłu szczególnie jak pmiar temperatury
zujnik Termelektryczny kablwy z twrem pd śrubę, Karta katalgwa TTE6, Edycja 07 Zastswanie Budwa maszyn, zbirników i agregatów Uniwersalne zastswanie w wielu gałęziach przemysłu szczególnie jak pmiar temperatury
JAK REALIZUJEMY PROCESY PRODUKCJI NARZĘDZI?
 Narzędzia d prdukcji Stlarki Otwrwej 2018 STOLARKA OTWOROWA rzed prducentami stlarki twrwej, których dynamiczny rzwój bserwujemy na przestrzeni statnich lat sti wiele nwych wyzwań. Muszą na bieżąc pdążać
Narzędzia d prdukcji Stlarki Otwrwej 2018 STOLARKA OTWOROWA rzed prducentami stlarki twrwej, których dynamiczny rzwój bserwujemy na przestrzeni statnich lat sti wiele nwych wyzwań. Muszą na bieżąc pdążać
WYMAGANIA EDUKACYJNE Z TECHNIKI:
 WYMAGANIA EDUKACYJNE Z TECHNIKI: I. Spsby sprawdzania siągnięć uczniów - dpwiedzi ustne, - testy sprawdzające wiadmści z wychwania kmunikacyjneg, - cena na lekcji z wyknanej pracy np. z rysunku techniczneg,
WYMAGANIA EDUKACYJNE Z TECHNIKI: I. Spsby sprawdzania siągnięć uczniów - dpwiedzi ustne, - testy sprawdzające wiadmści z wychwania kmunikacyjneg, - cena na lekcji z wyknanej pracy np. z rysunku techniczneg,
SYSTEMY ZADASZEŃ CAŁOSZKLANYCH
 SYSTEMY ZADASZEŃ CAŁOSZKLANYCH KATALOG - ddatkwy pis 1.. Średnica twru przeltweg zależy d rdzaju zastswaneg elementu: - rtula standardwa Ø 50 mm - kłnierz pdkładki wynsi Ø 14 mm twór w szkle Ø 20mm - rtula
SYSTEMY ZADASZEŃ CAŁOSZKLANYCH KATALOG - ddatkwy pis 1.. Średnica twru przeltweg zależy d rdzaju zastswaneg elementu: - rtula standardwa Ø 50 mm - kłnierz pdkładki wynsi Ø 14 mm twór w szkle Ø 20mm - rtula
Frezy trzpieniowe Opti Line
 Frezy trzpieniwe Opti ine katalg 0 Opti ine SPIS TREŚCI Strna strzwe 0 strzwe strzwe 0 strzwe kuliste B B0 strzwe kuliste B B0 strzwe ługie 0 strzwe ługie 0 strzwe rwków na wpusty N PM 9 strzwe ługie
Frezy trzpieniwe Opti ine katalg 0 Opti ine SPIS TREŚCI Strna strzwe 0 strzwe strzwe 0 strzwe kuliste B B0 strzwe kuliste B B0 strzwe ługie 0 strzwe ługie 0 strzwe rwków na wpusty N PM 9 strzwe ługie
JAK REALIZUJEMY PROCESY PRODUKCJI NARZĘDZI?
 Narzędzia d prdukcji Stlarki Otwrwej 2017 STOLARKA OTWOROWA Przed prducentami stlarki twrwej, których dynamiczny rzwój bserwujemy na przestrzeni statnich lat sti wiele nwych wyzwań. Muszą na bieżąc pdążać
Narzędzia d prdukcji Stlarki Otwrwej 2017 STOLARKA OTWOROWA Przed prducentami stlarki twrwej, których dynamiczny rzwój bserwujemy na przestrzeni statnich lat sti wiele nwych wyzwań. Muszą na bieżąc pdążać
ZAWÓR BEZPIECZEŃSTWA PEŁNOSKOKOWY
 ZWÓR BZPIZŃSTW PŁNOSKOKOWY materiał kadłuba żeliw szare żeliw szare żeliw sferidalne staliw węglwe R staliw kwasdprne staliw węglwe staliw węglwe 0045 433 Materiał kadłuba/pn: / PN6 / PN / PN63 R / PN
ZWÓR BZPIZŃSTW PŁNOSKOKOWY materiał kadłuba żeliw szare żeliw szare żeliw sferidalne staliw węglwe R staliw kwasdprne staliw węglwe staliw węglwe 0045 433 Materiał kadłuba/pn: / PN6 / PN / PN63 R / PN
Oznaczenie CE. Ocena ryzyka. Rozwiązanie programowe dla oznakowania
 Ocena zgdnści Analiza zagrżeń Oznaczenie CE Ocena ryzyka Rzwiązanie prgramwe dla znakwania safexpert.luc.pl www.luc.pl W celu wybru najbardziej dpwiednich mdułów prgramu Safexpert plecamy zapznad się z
Ocena zgdnści Analiza zagrżeń Oznaczenie CE Ocena ryzyka Rzwiązanie prgramwe dla znakwania safexpert.luc.pl www.luc.pl W celu wybru najbardziej dpwiednich mdułów prgramu Safexpert plecamy zapznad się z
LIFT RZESZÓW. Windy i schody ruchome. www.lift-rzeszow.com
 Windy i schdy ruchme www.lift-rzeszw.cm Windy i schdy ruchme Fabryka prdukująca schdy ruchme na nasze ptrzeby jest jednym z największych prducentów. kńcweg mntażu schdów i chdników 2 ruchmych usytuwane
Windy i schdy ruchme www.lift-rzeszw.cm Windy i schdy ruchme Fabryka prdukująca schdy ruchme na nasze ptrzeby jest jednym z największych prducentów. kńcweg mntażu schdów i chdników 2 ruchmych usytuwane
TM Solid. Frezy do gwintów pełnoweglikowe METRYCZNY. Profesionalne rozwiazania do toczenia i frezowania gwintów
 TM Solid Frezy do gwintów pełnoweglikowe METRYCZNY Profesionalne rozwiazania do toczenia i frezowania gwintów Narzędzia do frezowania każdego gwintu! Frezy Miniaturowe MilliPro & MilliPro MilliPro E Od
TM Solid Frezy do gwintów pełnoweglikowe METRYCZNY Profesionalne rozwiazania do toczenia i frezowania gwintów Narzędzia do frezowania każdego gwintu! Frezy Miniaturowe MilliPro & MilliPro MilliPro E Od
WK Pokrywa zaworowa z funkcją kontroli pozycji zamkniętej stożka zaworu typ ULZS ED KARTA KATALOGOWA - INSTRUKCJA OBSŁUGI ZASTOSOWANIE
 Pkrywa zawrwa z funkcją kntrli pzycji zamkniętej stżka zawru typ ULZS ED WN6, 5 d 0 MPa d 00 dm /min KRT KTLOGOW - INSTRUKCJ OSŁUGI WK 6 60 0.07 ZSTOSOWNIE Pkrywa zawrwa z funkcją kntrli pzycji zamkniętej
Pkrywa zawrwa z funkcją kntrli pzycji zamkniętej stżka zawru typ ULZS ED WN6, 5 d 0 MPa d 00 dm /min KRT KTLOGOW - INSTRUKCJ OSŁUGI WK 6 60 0.07 ZSTOSOWNIE Pkrywa zawrwa z funkcją kntrli pzycji zamkniętej
stworzyliśmy najlepsze rozwiązania do projektowania organizacji ruchu Dołącz do naszych zadowolonych użytkowników!
 Wrcław, 29.08.2012 gacad.pl stwrzyliśmy najlepsze rzwiązania d prjektwania rganizacji ruchu Dłącz d naszych zadwlnych użytkwników! GA Sygnalizacja - t najlepszy Plski prgram d prjektwania raz zarządzania
Wrcław, 29.08.2012 gacad.pl stwrzyliśmy najlepsze rzwiązania d prjektwania rganizacji ruchu Dłącz d naszych zadwlnych użytkwników! GA Sygnalizacja - t najlepszy Plski prgram d prjektwania raz zarządzania
1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w tabeli. 3 Większość wierteł jest oferowanych z różnego rodzaju chwytami.
 pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
DO PO CZEÑ KO NIERZOWYCH
 USZCZELNIENIA METALOWE DO PO CZEÑ KO NIERZOWYCH Uszczelki spiralne Charakterystyka Uszczelki spiralne s¹ jednymi z najczêœciej stswanych uszczelek metalwych. Maj¹ wszechstrnne zastswanie. Gwarantuj¹ bardz
USZCZELNIENIA METALOWE DO PO CZEÑ KO NIERZOWYCH Uszczelki spiralne Charakterystyka Uszczelki spiralne s¹ jednymi z najczêœciej stswanych uszczelek metalwych. Maj¹ wszechstrnne zastswanie. Gwarantuj¹ bardz
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
01-08.1 10.05.PL Zawory LDM z napędami SPA Praha
 0-08. 0.05.PL Zawry LDM z napędami SPA Praha -- Obliczenie współczynnika Kv Praktyczne bliczenia wyknuje się uwzględniając parametry bwdów regulacyjnych i warunki rbcze medium według wzrów przedstawinych
0-08. 0.05.PL Zawry LDM z napędami SPA Praha -- Obliczenie współczynnika Kv Praktyczne bliczenia wyknuje się uwzględniając parametry bwdów regulacyjnych i warunki rbcze medium według wzrów przedstawinych
POGŁĘBIACZE WIELOOSTRZOWE 60 DIN 334 A Nr artykułu 705, Materiał: HSS,
 POGŁĘBIACZE WIELOOSTRZOWE 60 DIN 334 A Nr artykułu 705, Materiał: HSS, 6,00 1,00 6,00 50 3 27,20 8,00 1,50 8,00 50 5 27,20 10,00 1,80 8,00 50 5 42,40 12,50 2,00 8,00 50 5 43,40 16,00 3,20 10,00 60 7 58,40
POGŁĘBIACZE WIELOOSTRZOWE 60 DIN 334 A Nr artykułu 705, Materiał: HSS, 6,00 1,00 6,00 50 3 27,20 8,00 1,50 8,00 50 5 27,20 10,00 1,80 8,00 50 5 42,40 12,50 2,00 8,00 50 5 43,40 16,00 3,20 10,00 60 7 58,40
DOSKONAŁA HARD CARBON
 TiN na bazie AICrN 2300 3200 0,4 0,35-2,5 600 1100 złoty jasno-szary Uniwersalna powłoka Bardzo wysoka utlenianie. twardość na gorąco *zależy od zastosowania i warunków przeprowadzenia testów NOWOŚĆ! ALDURA
TiN na bazie AICrN 2300 3200 0,4 0,35-2,5 600 1100 złoty jasno-szary Uniwersalna powłoka Bardzo wysoka utlenianie. twardość na gorąco *zależy od zastosowania i warunków przeprowadzenia testów NOWOŚĆ! ALDURA
GWINTOWNIKI MASZYNOWE
 WYSOKOWYDAJNE GWINTOWNIKI MASZYNOWE POWLEKANE AZOTKIEM TYTANU TiN 2300 HV GWINTOWNIKI BEZWIÓROWE JEDEN RODZAJ GWINTOWNIKA DO WIELU GATUNKÓW MATERIAŁÓW ORAZ DO OTWORÓW PRZELOTOWYCH I NIEPRZELOTOWYCH WIĘKSZE
WYSOKOWYDAJNE GWINTOWNIKI MASZYNOWE POWLEKANE AZOTKIEM TYTANU TiN 2300 HV GWINTOWNIKI BEZWIÓROWE JEDEN RODZAJ GWINTOWNIKA DO WIELU GATUNKÓW MATERIAŁÓW ORAZ DO OTWORÓW PRZELOTOWYCH I NIEPRZELOTOWYCH WIĘKSZE
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
gwintowniki maszynowe wysokowydajne
 gwintowniki maszynowe wysokowydajne oferujemy Pañstwu rozszerzony program narzêdzi do wykonywania gwintów: gwintowniki i narzynki, wygniataki, frezy do gwintów z wêglika H, no e tokarskie z wymiennymi
gwintowniki maszynowe wysokowydajne oferujemy Pañstwu rozszerzony program narzêdzi do wykonywania gwintów: gwintowniki i narzynki, wygniataki, frezy do gwintów z wêglika H, no e tokarskie z wymiennymi
H.1 USZCZELNIACZE. KATALOG PRODUKTÓW Awigo KONOPIE (PAKUŁY LNIANE) NITKA TEFLONOWA UNIFLON TEFLON W PŁYNIE TAŚMA TEFLONOWA TAŚMA SILIKONOWA
 NITKA TEFLONOWA UNIFLON TEFLON W PŁYNIE TAŚMA TEFLONOWA TAŚMA SILIKONOWA") KONOPIE (PAKUŁY LNIANE) Opakwanie 100g - 200g - 500g - 1000g NITKA TEFLONOWA UNIFLON Sznur uszczelniający długści 175 mb d gwintów, dprny na wszystkie znane płyny i gazy. TEFLON W PŁYNIE Śrdek anaerbwy
KONOPIE (PAKUŁY LNIANE) Opakwanie 100g - 200g - 500g - 1000g NITKA TEFLONOWA UNIFLON Sznur uszczelniający długści 175 mb d gwintów, dprny na wszystkie znane płyny i gazy. TEFLON W PŁYNIE Śrdek anaerbwy
Dla gwintów o bardzo dużych skokach METRYCZNY. Profesionalne rozwiazania do toczenia i frezowania gwintów
 Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy
Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
Symulacja komputerowa i obróbka części 4 na tokarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja kmputerwa i bróbka części 4 na tkarce sterwanej numerycznie Przemysław Siemiński, Cel ćwiczenia: zapznanie z budwą i działaniem tkarek CNC (2- siwych i 3-siwych z narzędziami
LABORATORIUM TECHNOLOGII Symulacja kmputerwa i bróbka części 4 na tkarce sterwanej numerycznie Przemysław Siemiński, Cel ćwiczenia: zapznanie z budwą i działaniem tkarek CNC (2- siwych i 3-siwych z narzędziami
800 800 SPN Ms INOX. HSSE Tolerancja. 6 g 6 g Nakrój Chamfer Anschnitt 1.75 P 1.75 P 1.25 P. 6 g INDEX
 m as z y n o we w y s ok o wyda jn e NARZYNKI MASZYNOWE WYSOKOWYDAJNE wg normy DIN-EN DIN-EN CIRCULAR DIES acc. to DIN-EN (in the past DIN-) RUNDE SCHNEIDEISEN nach DIN-EN (früher DIN-) M Gwint metryczny
m as z y n o we w y s ok o wyda jn e NARZYNKI MASZYNOWE WYSOKOWYDAJNE wg normy DIN-EN DIN-EN CIRCULAR DIES acc. to DIN-EN (in the past DIN-) RUNDE SCHNEIDEISEN nach DIN-EN (früher DIN-) M Gwint metryczny
Środki myjąco-konserwujące
 Śrdki myjąc-knserwujące ATM-Antirast Extra ATM-Antirast Extra t wielfunkcyjny lej myjąc-knserwujący, przeznaczny jest d mycia maszyn, urządzeń i innych wyrbów metalwych raz d międzyperacyjnej chrny przeciwkrzyjnej.
Śrdki myjąc-knserwujące ATM-Antirast Extra ATM-Antirast Extra t wielfunkcyjny lej myjąc-knserwujący, przeznaczny jest d mycia maszyn, urządzeń i innych wyrbów metalwych raz d międzyperacyjnej chrny przeciwkrzyjnej.
PL Regulatory ciśnienia bezpośredniego działania
 01-01.1 07.0.PL Regulatry ciśnienia bezpśrednieg działania -1- Wykresy zależnści przepływu przez zawór redukcyjny d wartści ciśnienia wyltweg Zawry d wypsażne w sprężynę zakresie 0.08 d 0.0 Mpa. RD 10
01-01.1 07.0.PL Regulatry ciśnienia bezpśrednieg działania -1- Wykresy zależnści przepływu przez zawór redukcyjny d wartści ciśnienia wyltweg Zawry d wypsażne w sprężynę zakresie 0.08 d 0.0 Mpa. RD 10
FAn AR. V-UUlL \? <3. ~t>
 FAn AR V-UUlL Wykonane z wysokiej jakości stali nierdzewnej, tulejki V-coil zapewniają powstanie wysokiej jakości gwintu wewnętrznego, odpornego na działanie temperatury i korozji. Unikalna konstrukcja
FAn AR V-UUlL Wykonane z wysokiej jakości stali nierdzewnej, tulejki V-coil zapewniają powstanie wysokiej jakości gwintu wewnętrznego, odpornego na działanie temperatury i korozji. Unikalna konstrukcja
INSTRUKCJA UŻYTKOWANIA
 INSTRUKCJA UŻYTKOWANIA Z tej instrukcji, dwiesz się jak ptymalnie wykrzystać pakwania sterylizacyjne Sterisheet, aby zagwarantwać całkwite bezpieczeństw na różnych etapach pprzez: - wybór generacji w zależnści
INSTRUKCJA UŻYTKOWANIA Z tej instrukcji, dwiesz się jak ptymalnie wykrzystać pakwania sterylizacyjne Sterisheet, aby zagwarantwać całkwite bezpieczeństw na różnych etapach pprzez: - wybór generacji w zależnści
Str. 3 Str. 4 Str. 5+6 Str. 7 13+14 20+21. Str. 13 Str. 20 Str. 24 DIN 69871 MAS-BT DIN 69893. Str. 17+18. Str. 26 Str. 27 Str. 26
 Spis treści Oprawki IN 69871 SK 40 Str. 3 Str. 4 Str. 5+6 Str. 7 Str. 8 Oprawki MS BT 40 Str. 11 Str. 12 Str. 13+14 Str. 15 Str. 16 Oprawki IN 69893 HSK- 63 Str. 19 Str. 20 Str. 20+21 Str. 22 Str. 23 Oprawki
Spis treści Oprawki IN 69871 SK 40 Str. 3 Str. 4 Str. 5+6 Str. 7 Str. 8 Oprawki MS BT 40 Str. 11 Str. 12 Str. 13+14 Str. 15 Str. 16 Oprawki IN 69893 HSK- 63 Str. 19 Str. 20 Str. 20+21 Str. 22 Str. 23 Oprawki
01-02.5 08.12.PL Zawory regulacyjne Zawory regulacyjne z ograniczeniem przepływu BEE line
 01-02.5 08.12.PL Zawry regulacyjne Zawry regulacyjne z graniczeniem przepływu BEE line -1- Obliczenie wspó łczynnika Kv Praktyczne bliczenia wyknuje się uwzględniając parametry bwdów regulacyjnych i warunki
01-02.5 08.12.PL Zawry regulacyjne Zawry regulacyjne z graniczeniem przepływu BEE line -1- Obliczenie wspó łczynnika Kv Praktyczne bliczenia wyknuje się uwzględniając parametry bwdów regulacyjnych i warunki
HSS. Stale do 62 HRC. Stale do 56 HRC
 Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długą stożkową częścią wejściową (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko
Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długą stożkową częścią wejściową (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko
w w w. r a n d d t e c h. p l
 PL www.randdtech.pl INTEGRAL SYSTEM IN-LINE Linia zgrzewając czyszcząca d prfili PCV INTEGRA 4H składa się z 6 pdstawwych części: pzima zgrzewarka FUSION 4H bejmująca system zdejmwania ramy, stół chłdzący,
PL www.randdtech.pl INTEGRAL SYSTEM IN-LINE Linia zgrzewając czyszcząca d prfili PCV INTEGRA 4H składa się z 6 pdstawwych części: pzima zgrzewarka FUSION 4H bejmująca system zdejmwania ramy, stół chłdzący,
Studnie DIAMIR. Spis treści 4-6. Wprowadzenie. Studnie DIAMIR 315. Charakterystyka 7-9. Asortyment 10-13. Studnie DIAMIR 400 14-16.
 Studnie IAMIR Spis treści Wprwadzenie 46 Studnie IAMIR Charakterystyka Asrtyment 79 10 13 Studnie IAMIR Charakterystyka 14 16 Asrtyment 17 20 Studnie IAMIR 425 Charakterystyka 21 23 Asrtyment 24 28 Studnie
Studnie IAMIR Spis treści Wprwadzenie 46 Studnie IAMIR Charakterystyka Asrtyment 79 10 13 Studnie IAMIR Charakterystyka 14 16 Asrtyment 17 20 Studnie IAMIR 425 Charakterystyka 21 23 Asrtyment 24 28 Studnie
partner w gwintowaniu
 partner w gwintowaniu Oferujemy Państwu rozszerzony program narzędzi do wykonywania gwintów: gwintowniki i narzynki, wygniataki, frezy do gwintów z węglika HM, noże tokarskie z wymiennymi płytkami HM do
partner w gwintowaniu Oferujemy Państwu rozszerzony program narzędzi do wykonywania gwintów: gwintowniki i narzynki, wygniataki, frezy do gwintów z węglika HM, noże tokarskie z wymiennymi płytkami HM do
Materiał ostrza. Głębokość wiercenia. 3 x D Węglik monolit. Węglik. monolit. 5 x D Węglik monolit. monolit. 7 x D Węglik monolit.
 Wiertła orma Typ Ilustracja narzędzia Głębokość wiercenia Zakres średnic [mm] r art. Wiertła RATIO z kanałkami chłodzącymi RT 100 37 K U 3 x D 3,00-20,00 5510 155 18 RT 100 37 K U 3 x D HE 3,00-20,00 5610
Wiertła orma Typ Ilustracja narzędzia Głębokość wiercenia Zakres średnic [mm] r art. Wiertła RATIO z kanałkami chłodzącymi RT 100 37 K U 3 x D 3,00-20,00 5510 155 18 RT 100 37 K U 3 x D HE 3,00-20,00 5610
DACHOWYCH. odwiedź nas. Parotec sp. z o.o. schemat techniczny. etapy montażu. PRODUCENT MEMBRAN I AKCESORIÓW
 INSTRUKCJA MONTAŻU płtka przeciwśniegweg DBDC na dachach krytych dachówką betnwą i ceramiczną 4. POKRYCIE - dachówka 8. ŁATA długść płtka pniżej 20 d 20 d 40 5. ŁATA POMOCNICZA pwyżej 40 6. KROKIEW 7.
INSTRUKCJA MONTAŻU płtka przeciwśniegweg DBDC na dachach krytych dachówką betnwą i ceramiczną 4. POKRYCIE - dachówka 8. ŁATA długść płtka pniżej 20 d 20 d 40 5. ŁATA POMOCNICZA pwyżej 40 6. KROKIEW 7.
Czujnik Rezystancyjny
 Czujnik Rezystancyjny kmpaktwy ze złączem M, Typ TOPSPTM Karta katalgwa TOPSPTM, Edycja 0 Zastswanie Budwa zbirników Instalacje prcesów technlgicznych we wszystkich gałęziach przemysłu Budwa maszyn Instalacje
Czujnik Rezystancyjny kmpaktwy ze złączem M, Typ TOPSPTM Karta katalgwa TOPSPTM, Edycja 0 Zastswanie Budwa zbirników Instalacje prcesów technlgicznych we wszystkich gałęziach przemysłu Budwa maszyn Instalacje
Ogłoszenie o Zamówieniu (przetarg nieograniczony) (Powyżej 14 tys. Euro)
 (Powyżej 14 tys. Euro)") W SPRAWIE : Ogłszenie Zamówieniu (przetarg niegraniczny) (Pwyżej 14 tys. Eur) Nabycie suszarki d dzianin z mdułem d apretur (Zadanie 7) Nabycie systemu dzysku ciepła dpadweg (Zadanie 10) Objętej prjektem
W SPRAWIE : Ogłszenie Zamówieniu (przetarg niegraniczny) (Pwyżej 14 tys. Eur) Nabycie suszarki d dzianin z mdułem d apretur (Zadanie 7) Nabycie systemu dzysku ciepła dpadweg (Zadanie 10) Objętej prjektem
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
Seria długa - Metryczne. Seria długa - Metryczne. Cena/szt.
 NarZĘdZIa TNącE Grupa 061 FrEZY TrZpIENIOWE Frezy trzpieniowe 2-zębne z węglika drobnoziarnistego z czołem kulistym 2-zębne Dla optymalnej wydajności i maksymalnego usuwania pozostałości podczas zagłębiania,
NarZĘdZIa TNącE Grupa 061 FrEZY TrZpIENIOWE Frezy trzpieniowe 2-zębne z węglika drobnoziarnistego z czołem kulistym 2-zębne Dla optymalnej wydajności i maksymalnego usuwania pozostałości podczas zagłębiania,
INSTRUKCJA MONTAŻU przewodu grzejnego PSB typu 07-5801-XXXX
 Przewód grzejny PSB typ 07-5801-XXXX INSTRUKCJA MONTAŻU przewdu grzejneg PSB typu 07-5801-XXXX Spis treści 1. Zastswanie.. str. 1 2. Dane techniczne.... str. 1 3. Zasady bezpieczeństwa..... str. 2 4. Wytyczne
Przewód grzejny PSB typ 07-5801-XXXX INSTRUKCJA MONTAŻU przewdu grzejneg PSB typu 07-5801-XXXX Spis treści 1. Zastswanie.. str. 1 2. Dane techniczne.... str. 1 3. Zasady bezpieczeństwa..... str. 2 4. Wytyczne
Mini-3 IC 5.0. Płytki wymienne do gwintów dla małych otworów METRYCZNY
 Mini-3 5.0 Płytki wymienne do gwintów dla małych otworów METRCZN Mini-3 5.0 PŁTKI Profil niepełny 60º _ Strona 3 Profil niepełny 55º _ Strona 3 ISO Metryczny _ Strona 4 Amerykański UN _ Strona 5 Whitworth
Mini-3 5.0 Płytki wymienne do gwintów dla małych otworów METRCZN Mini-3 5.0 PŁTKI Profil niepełny 60º _ Strona 3 Profil niepełny 55º _ Strona 3 ISO Metryczny _ Strona 4 Amerykański UN _ Strona 5 Whitworth
Interpretacja rysunku technicznego wg norm ISO oraz ASME
 Interpretacja rysunku techniczneg wg nrm ISO raz ASME MB Szklenia Ul. Orzechwa 4 szklenia@mbszklenia.pl Cel Szklenia: Rysunek techniczny jest językiem wymiarwania i tlerwania gemetryczneg wyrbów. Jest
Interpretacja rysunku techniczneg wg nrm ISO raz ASME MB Szklenia Ul. Orzechwa 4 szklenia@mbszklenia.pl Cel Szklenia: Rysunek techniczny jest językiem wymiarwania i tlerwania gemetryczneg wyrbów. Jest
ZAWÓR BEZPIECZEŃSTWA PROPORCJONALNY zarmak
 ZAWÓR BZPICZŃSTWA PROPORCJONALNY zarmak materiał kadłuba nminalne średnica nminalna max. temperatura ex.indeks A żeliw szare C 6 bar 5 300 C 250 250.A R staliw kwasdprne bar 0 300 C 2502CrNi F staliw węglwe
ZAWÓR BZPICZŃSTWA PROPORCJONALNY zarmak materiał kadłuba nminalne średnica nminalna max. temperatura ex.indeks A żeliw szare C 6 bar 5 300 C 250 250.A R staliw kwasdprne bar 0 300 C 2502CrNi F staliw węglwe
Czujnik Termoelektryczny
 Czujnik Termelektryczny wielpunktwy, Typ TTP- Karta katalgwa TTP-, Edycja 0 Zastswanie Zakres pmiarwy: -0.. +00 C Mnitrwanie prfilu temperatury w dużych zbirnikach Przemysł energetyczny Przemysł petrchemiczny
Czujnik Termelektryczny wielpunktwy, Typ TTP- Karta katalgwa TTP-, Edycja 0 Zastswanie Zakres pmiarwy: -0.. +00 C Mnitrwanie prfilu temperatury w dużych zbirnikach Przemysł energetyczny Przemysł petrchemiczny
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Dla gwintów o bardzo dużych skokach
 Dla gwintów o bardzo dużych skokach METRYCZNY Dla gwintów o bardzo dużych skokach - do 24mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy Duty VKX-submikronowy najbardziej wytrzymały gatunek węglika
Dla gwintów o bardzo dużych skokach METRYCZNY Dla gwintów o bardzo dużych skokach - do 24mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy Duty VKX-submikronowy najbardziej wytrzymały gatunek węglika
PROTOTYP C4 CACTUS AIRFLOW 2L: TYLKO 2L/100 KM
 DOKUMENTACJA PRASOWA PROTOTYP C4 CACTUS AIRFLOW 2L: TYLKO 2L/100 KM CITROËN prpnuje rzwiązania dstswane d ptrzeb każdej epki. Zaprezentwany z kazji paryskieg Salnu Samchdweg prttyp C4 Cactus AIRFLOW 2L
DOKUMENTACJA PRASOWA PROTOTYP C4 CACTUS AIRFLOW 2L: TYLKO 2L/100 KM CITROËN prpnuje rzwiązania dstswane d ptrzeb każdej epki. Zaprezentwany z kazji paryskieg Salnu Samchdweg prttyp C4 Cactus AIRFLOW 2L
6 Frezy cyrkulacyjne do gwintów 6
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi System Quadrogon Str. 50+51 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS - Frezowanie cyrkulacyjne Gwint Frezy cyrkulacyjne do gwintów
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi System Quadrogon Str. 50+51 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS - Frezowanie cyrkulacyjne Gwint Frezy cyrkulacyjne do gwintów
wentylatory promieniowe HPB-F
 Zastswanie Układy transprtu pneumatyczneg, nadmuch w układach suszenia (np. maszyny graficzne i bróbka twrzyw sztucznych), systemy nadmuchu pwietrza w układach spalania/bróbki termicznej (np. piece tpialne),
Zastswanie Układy transprtu pneumatyczneg, nadmuch w układach suszenia (np. maszyny graficzne i bróbka twrzyw sztucznych), systemy nadmuchu pwietrza w układach spalania/bróbki termicznej (np. piece tpialne),
ZAWÓR BEZPIECZEŃSTWA PROPORCJONALNY zarmak
 2 ZAWÓR BZPICZŃSTWA PROPORCJONALNY zarmak materiał kadłuba nminalne średnica nminalna max. temperatura ex.indeks A żeliw szare C 6 bar 5 300 C 250 250.A R staliw kwasdprne bar 0 300 C 2502CrNi F staliw
2 ZAWÓR BZPICZŃSTWA PROPORCJONALNY zarmak materiał kadłuba nminalne średnica nminalna max. temperatura ex.indeks A żeliw szare C 6 bar 5 300 C 250 250.A R staliw kwasdprne bar 0 300 C 2502CrNi F staliw
1 Obróbka. Narzędzia do gwintowania 1/163. Zestaw gwintowników ręcznych i narzynek EN DIN 2184 DIN 1814 HSS. skrawaniem
 Narzędzia gwintowania Zestaw gwintowników ręcznych i narzynek " Wykonanie: Dostawa w wysokojakościowej walizce z wkładkami piankowymi, zapewniającymi perfekcyjną obsługę i przechowywanie narzędzi. 2184
Narzędzia gwintowania Zestaw gwintowników ręcznych i narzynek " Wykonanie: Dostawa w wysokojakościowej walizce z wkładkami piankowymi, zapewniającymi perfekcyjną obsługę i przechowywanie narzędzi. 2184
Czujnik Termoelektryczny kablowy z przesuwnym króćcem gwintowanym, Typ TTE550
 zujnik Termelektryczny kablwy z przesuwnym króćcem gwintwanym, Karta katalgwa TTE0, Edycja 07 Zastswanie Budwa maszyn Przemysł energetyczny Uniwersalne zastswanie w wielu gałęziach przemysłu Właściwści
zujnik Termelektryczny kablwy z przesuwnym króćcem gwintwanym, Karta katalgwa TTE0, Edycja 07 Zastswanie Budwa maszyn Przemysł energetyczny Uniwersalne zastswanie w wielu gałęziach przemysłu Właściwści
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
Czujnik Rezystancyjny
 zujnik Rezystancyjny z wymiennym wkładem pmiarwym, Karta katalgwa TOPSW, Edycja 2011/D Zastswanie Zakres pmiarwy: 5 +60-0.. 0 Pmiar temperatury cieczy i gazów dużym przepływie Instalacje prcesów technlgicznych
zujnik Rezystancyjny z wymiennym wkładem pmiarwym, Karta katalgwa TOPSW, Edycja 2011/D Zastswanie Zakres pmiarwy: 5 +60-0.. 0 Pmiar temperatury cieczy i gazów dużym przepływie Instalacje prcesów technlgicznych
Zestaw gwintowników ręcznych, HSS, DIN 352. Długość gwintu
 Zestaw owników ręcznych, HSS, DIN 352 metryczny ISO DIN 13 prawotnący pole tolerancji ISO2 (6H) do stali o twardości około 1000 N/ 2 zestaw 3-częściowy, składa się ze zdzieraka, ownika pośredniego oraz
Zestaw owników ręcznych, HSS, DIN 352 metryczny ISO DIN 13 prawotnący pole tolerancji ISO2 (6H) do stali o twardości około 1000 N/ 2 zestaw 3-częściowy, składa się ze zdzieraka, ownika pośredniego oraz
Przykłady sieci stwierdzeń przeznaczonych do wspomagania początkowej fazy procesu projektow ania układów napędowych
 Rzdział 12 Przykłady sieci stwierdzeń przeznacznych d wspmagania pczątkwej fazy prcesu prjektw ania układów napędwych Sebastian RZYDZIK W rzdziale przedstawin zastswanie sieci stwierdzeń d wspmagania prjektwania
Rzdział 12 Przykłady sieci stwierdzeń przeznacznych d wspmagania pczątkwej fazy prcesu prjektw ania układów napędwych Sebastian RZYDZIK W rzdziale przedstawin zastswanie sieci stwierdzeń d wspmagania prjektwania
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
Czujnik Termoelektryczny kablowy z nasadką zatrzaskową, Typ TTE310, TTE311, TTE312
 zujnik Termelektryczny kablwy z nasadką zatrzaskwą, Karta katalgwa TTE0, Edycja 07 Zastswanie Przetwórstw twrzyw sztucznych Pmiar ruchmych i wymiennych części maszyn Właściwści techniczne Wyknania pjedyncze
zujnik Termelektryczny kablwy z nasadką zatrzaskwą, Karta katalgwa TTE0, Edycja 07 Zastswanie Przetwórstw twrzyw sztucznych Pmiar ruchmych i wymiennych części maszyn Właściwści techniczne Wyknania pjedyncze
Nowe funkcje w programie Symfonia e-dokumenty w wersji 2012.1 Spis treści:
 Nwe funkcje w prgramie Symfnia e-dkumenty w wersji 2012.1 Spis treści: Serwis www.miedzyfirmami.pl... 2 Zmiany w trakcie wysyłania dkumentu... 2 Ustawienie współpracy z biurem rachunkwym... 2 Ustawienie
Nwe funkcje w prgramie Symfnia e-dkumenty w wersji 2012.1 Spis treści: Serwis www.miedzyfirmami.pl... 2 Zmiany w trakcie wysyłania dkumentu... 2 Ustawienie współpracy z biurem rachunkwym... 2 Ustawienie
Gwinty drobnozwojne. Zarys częściowy płaska powierzchnia natarcia (NTF i NTK): Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne
: Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne") poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
II.1.6) Wspólny Słownik Zamówień (CPV): 39.10.00.00-3, 39.13.00.00-2, 39.11.20.00-0, 39.11.31.00-8, 31.50.00.00-1, 39.13.10.00-9, 39.51.61.00-3.
 Wspólny Słownik Zamówień (CPV): 39.10.00.00-3, 39.13.00.00-2, 39.11.20.00-0, 39.11.31.00-8, 31.50.00.00-1, 39.13.10.00-9, 39.51.61.00-3.") Szczecin: Przetarg niegraniczny na dstawę mebli na ptrzeby prjektu pn. Akademia Zmienia Szczecin - Centrum Przemysłów Kreatywnych Numer głszenia: 139229-2015; data zamieszczenia: 22.09.2015 OGŁOSZENIE
Szczecin: Przetarg niegraniczny na dstawę mebli na ptrzeby prjektu pn. Akademia Zmienia Szczecin - Centrum Przemysłów Kreatywnych Numer głszenia: 139229-2015; data zamieszczenia: 22.09.2015 OGŁOSZENIE
Kompetentne wsparcie na żądanie Technicy z know-how Wykorzystajcie ten Serwis² od poniedziałku do piątku w godz
 WAŻNE DO: 3.05.208 Zamów nawet o 8.30 wieczorem. Spośród 50 000 artykułów w magazynie Twoje narzędzie dostarczymy następnego dnia. Dzięki naszej logistyce jesteśmy coraz lepsi. To oznacza, że zamówienia
WAŻNE DO: 3.05.208 Zamów nawet o 8.30 wieczorem. Spośród 50 000 artykułów w magazynie Twoje narzędzie dostarczymy następnego dnia. Dzięki naszej logistyce jesteśmy coraz lepsi. To oznacza, że zamówienia
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
Narzędzie do naprawy gwintów
 Narzędzie do naprawy gwintów Tulejki gwintowane Standardowe wykonanie, ze stali nierdzewnej, o wolnym przepływie. Służą do wzmocnienia gwintów narzędzi o mniejszej wytrzymałości na ścinanie, np. wykonanych
Narzędzie do naprawy gwintów Tulejki gwintowane Standardowe wykonanie, ze stali nierdzewnej, o wolnym przepływie. Służą do wzmocnienia gwintów narzędzi o mniejszej wytrzymałości na ścinanie, np. wykonanych
Wiertła modułowe. System wierteł modułowych KenTIP. Zastosowanie podstawowe
 System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
Chojna, 16 stycznia 2012 r. Znak sprawy: ZSP/340/01/12. Uczestnicy postępowania wszyscy
 Chjna, 16 stycznia 2012 r. Znak sprawy: ZSP/340/01/12 Uczestnicy pstępwania wszyscy Dtyczy: pstępwania udzielenie zamówienia publiczneg w trybie przetargu niegraniczneg pn. Dstawa i mntaż wypsażenia d
Chjna, 16 stycznia 2012 r. Znak sprawy: ZSP/340/01/12 Uczestnicy pstępwania wszyscy Dtyczy: pstępwania udzielenie zamówienia publiczneg w trybie przetargu niegraniczneg pn. Dstawa i mntaż wypsażenia d
Czujnik Termoelektryczny płaszczowy z nasadką zatrzaskową na sprężynie Typ TTP-313, TTP-314, TTP-315
 zujnik Termelektryczny płaszczwy z nasadką zatrzaskwą na sprężynie Karta katalgwa TTP-33-3-35, Edycja 0/A Zastswanie Zakres pmiarwy: -0.. +800 Ogólna budwa maszyn i urządzeń Pmiar temperatury pwierzchni
zujnik Termelektryczny płaszczwy z nasadką zatrzaskwą na sprężynie Karta katalgwa TTP-33-3-35, Edycja 0/A Zastswanie Zakres pmiarwy: -0.. +800 Ogólna budwa maszyn i urządzeń Pmiar temperatury pwierzchni
1 Obróbka. Rozwiertaki. Pokrętła do mocowania rozwiertaków ręcznych są dostępne na Ç 1/222. 1/130. Rozwiertaki ręczne DIN 206-B HSS. H7 ok.
 Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długim stożkowym nakrojem (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko powstawania
Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długim stożkowym nakrojem (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko powstawania
Czujnik Termoelektryczny kablowy z króccem gwintowanym, Typ TTE414
 zujnik Termelektryczny kablwy z króccem gwintwanym, Karta katalgwa TTE, Edycja 7 Zastswanie Budwa zbirników i agregatów Uniwersalne zastswanie w wielu gałęziach przemysłu Właściwści techniczne Wyknania
zujnik Termelektryczny kablwy z króccem gwintwanym, Karta katalgwa TTE, Edycja 7 Zastswanie Budwa zbirników i agregatów Uniwersalne zastswanie w wielu gałęziach przemysłu Właściwści techniczne Wyknania
Płytki z 6 krawędziami skrawającymi METRYCZNY
 Płytki z krawędziami skrawającymi METRYCZNY Rewolucyjny system Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 2 Płytka dwustronna Ochrona patentowa Cechy systemu : ostrzy skrawających Płytki
Płytki z krawędziami skrawającymi METRYCZNY Rewolucyjny system Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 2 Płytka dwustronna Ochrona patentowa Cechy systemu : ostrzy skrawających Płytki
WYMAGANIA EDUKACYJNE Z PRZEDMIOTU PRACOWNIA URZĄDZEŃ TECHNIKI KOMPUTEROWEJ. dla klasy 1ia. Rok szkolny 2015/2016 Nauczyciel: Agnieszka Wdowiak
 WYMAGANIA EDUKACYJNE Z PRZEDMIOTU PRACOWNIA URZĄDZEŃ TECHNIKI KOMPUTEROWEJ dla klasy 1ia Dział I. Mntaż raz mdernizacja kmputerów sbistych Rk szklny 2015/2016 Nauczyciel: Agnieszka Wdwiak Uczeń trzymuje
WYMAGANIA EDUKACYJNE Z PRZEDMIOTU PRACOWNIA URZĄDZEŃ TECHNIKI KOMPUTEROWEJ dla klasy 1ia Dział I. Mntaż raz mdernizacja kmputerów sbistych Rk szklny 2015/2016 Nauczyciel: Agnieszka Wdwiak Uczeń trzymuje
ZAWÓR BEZPIECZEŃSTWA PROPORCJONALNY zarmak
 ZAWÓR BZPICZŃSTWA PROPORCJONALNY zarmak materiał kadłuba ciśnienie nminalne średnica nminalna max. temperatura ex.indeks A żeliw szare C 6 bar 500 300 C 50 50.A R staliw kwasdprne bar 000 300 C 50CrNi
ZAWÓR BZPICZŃSTWA PROPORCJONALNY zarmak materiał kadłuba ciśnienie nminalne średnica nminalna max. temperatura ex.indeks A żeliw szare C 6 bar 500 300 C 50 50.A R staliw kwasdprne bar 000 300 C 50CrNi
Zawór przelewowy sterowany bezpośrednio typ UDZB
 Zawór przelewwy sterwany bezpśredni typ UDZ WN 0, 0, 0 d 0 MPa d 00 dm /min KRT KTLOGOW - INTRUKCJ OŁUGI WK 499 8.05 ZTOOWNIE Zawór przelewwy typ UDZ przeznaczny jest d graniczania maksymalneg ciśnienia
Zawór przelewwy sterwany bezpśredni typ UDZ WN 0, 0, 0 d 0 MPa d 00 dm /min KRT KTLOGOW - INTRUKCJ OŁUGI WK 499 8.05 ZTOOWNIE Zawór przelewwy typ UDZ przeznaczny jest d graniczania maksymalneg ciśnienia