Ogólne warunki techniczne wykonania konstrukcji stalowych przez
|
|
|
- Edward Piekarski
- 9 lat temu
- Przeglądów:
Transkrypt
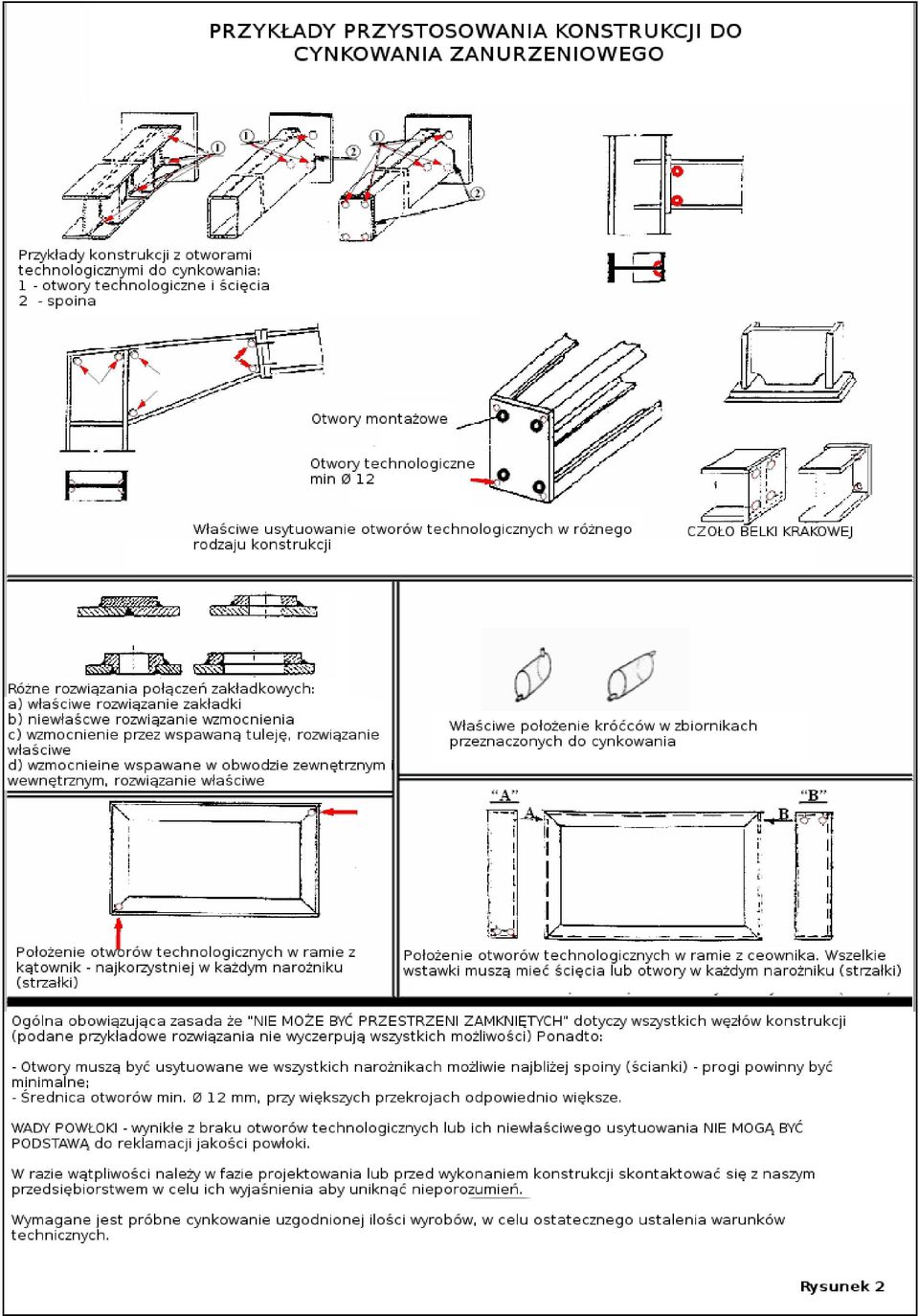
1 Ogólne warunki techniczne wykonania konstrukcji stalowych przez I. Ogólne warunki cynkowania stali: Niniejsze warunki normują w ogólnym zarysie zasady przystosowania konstrukcji stalowych do cynkowania zanurzeniowego (ogniowego) w STP ELBUD sp. z o.o. Przestrzeganie zawartych w tym dokumencie warunków, zapewni terminową obsługę naszych klientów, usprawni prace załadunkowe i wyładunkowe, zmniejszy ryzyko zagubienia lub uszkodzenia elementów podczas transportu i składowania. Nasza ocynkownia ogniowa w Bukownie posiada rozmiar: 7500 [mm] x 1500 [mm] x 2900 [mm] Masa jednego cynkowanego elementu nie może przekraczać 2 ton. Podczas przyjęcia zlecenia przez STP ELBUD sp. z o.o., zaleca się aby Zleceniodawca przedstawi do wglądu rysunki konstrukcji, która ma być cynkowana (najlepiej rysunki robocze elementów, które będą cynkowane). Na okoliczność, w jakim zakresie konstrukcja nadaje się do cynkowania, zostanie w razie potrzeby spisana notatka służbowa. Z obowiązku przedstawienia rysunków zwalnia się konstrukcje proste nie budzące żadnych wątpliwości, jak np. stal kątowa w odcinkach do mm a po uzgodnieniu także otwarte rury proste z kołnierzami i inną stal profilową. Stal kształtowa w prostych odcinkach o długości ponad mm powinna posiadać min. 2 otwory, nie mniejsze niż 12 mm, usytuowane nie dalej jak 50 mm od każdego końca, natomiast krótsze jeden otwór. Dopuszczalne są inne rozwiązania umożliwiające odpowiednie podwieszenie elementów do ramy wsadowej (np. specjalne uchwyty technologiczne). Usytuowanie otworów (uchwytów) technologicznych na innych konstrukcjach ustalone będzie oddzielnie po zbadaniu rysunków lub oglądnięciu elementów konstrukcji. Ogólną zasadą, jaką należy się w tych przypadkach kierować, jest umożliwienie podwieszania wsadu do oprzyrządowania technologicznego oraz umożliwienie zwilżenia powierzchni przez roztwory technologiczne i płynny cynk (zapewnienie drożności tj. wyeliminowanie możliwości powstania zamkniętych "poduszek powietrznych" oraz umożliwienie swobodnego ściekania roztopionego cynku). Dlatego nie może być przestrzeni zamkniętych (skrzynek) przez zaspawanie, zgrzanie, zakołkowanie itp. Konstrukcje z wnękami, elementami skrzynkowymi, żebrami wzmacniającymi wymagają odpowiednio usytuowanych otworów odpowietrzających i do swobodnego ściekania cynku. Miejsce łączenia na zakładkę wymagają otworów odpowietrzających, gdyż w wypadku nieszczelności spoin może nastąpić -1-

2 wybuch i zniszczenie elementu. Ponadto jeżeli wyrób zawierał substancje palne Ocynkownia musi być o tym bezwzględnie powiadomiona.. W przypadku gdy Zleceniodawca nie powiadomi Ocynkowni o zamkniętych przestrzeniach oraz nie usunie z elementów substancji palnych ponosi on odpowiedzialność za wszelkie szkody wynikłe z jego zachowania. Wykonanie otworów technologicznych można zlecić Ocynkowni. (Usługa dostępna po uzgodnieniu, za dodatkową opłat) Przykłady przystosowania konstrukcji do cynkowania zanurzeniowego (ogniowego) - przedstawiono w na rysunkach znajdujących się końcu niniejszego dokumentu. (Rysunek nr 1 oraz Rysunek nr 2) II. Warunki uzyskania dobrej jakości i ciągłej powłoki cynkowej: 2.1) Uzyskanie błyszczącej warstwy o odpowiedniej grubości i własnościach możliwe jest w przypadku stali zawierającej krzem w ilości nie przekraczającej 0,03% lub zawierającej się w przedziale 0,15 0,25%. W przypadku gdy w stali zawarty jest fosfor obliczona wartość Si+2,5 P (Si i P oznacza procentowe zawartości krzemu i fosforu w stali) nie powinna przekraczać 0,09%. Przy tych zawartościach pierwiastków następuje znaczny wzrost grubości i kruchości powłoki cynkowej oraz jej zmatowienie. W związku z tym zalecane jest stosowanie stali S235 (dawne oznaczenie St3S) oraz stali S355 (dawne oznaczenie 18G2A). W przypadku stosowania innej stali należy wcześniej o tym powiadomić Ocynkownię. UWAGA: Stale automatowe zawierające siarkę nie nadają się do cynkowania. 2.2) W przypadku zastosowania innego rodzaju stali konieczne jest powiadomienie o tym Ocynkowni w celu uniknięcia późniejszych nieporozumień. Aby określić przydatność danego gatunku stali do cynkowania Zleceniodawca powinien udostępnić Ocynkowni próbki i informacje o materiale. 2.3) W przypadkach spornych Ocynkowania zastrzega sobie możliwość wykonania analizy chemicznej stali. Nierównomierne rozmieszczenie składników stopowych stali ma zasadniczy wpływ na własności i wygląd powłoki cynkowej. 2.4) Naprężenia wewnętrzne elementów stalowych będące wynikiem przeróbki plastycznej lub obróbki cieplnej mogą doprowadzić do deformacji konstrukcji w czasie cynkowania, na co Ocynkownia nie ma wpływu i nie ponosi za to odpowiedzialności. Niektóre gatunki stali poddane zgniotowi na zimno po procesie ocynkowania mogą stać się kruche. Aby uniknąć kruchości należy stosować stale nie podatne na utwardzenie po zgniocie(stale uspokojone aluminium), unikać zgniotu (gdy nie jest to możliwe należy przed cynkowaniem materiał poddać wyżarzaniu odprężającemu w celu redukcji naprężeń). Stale utwardzone i stale o wysokiej wytrzymałości mogą mieć tak duże naprężenia wewnętrzne, że w czasie procesu cynkowania mogą popękać. 2.5) Zanieczyszczenia nieusuwalne w procesie przygotowania powierzchni do cynkowania np. powłoki malarskie, oznakowanie farbami, zanieczyszczenia lakierami, smołami żywicznymi, pokostami, skupieniami smarów i tłuszczów stałych, żużel spawalniczy, środki przeciwodpryskowe stosowane przy spawaniu, itp. zanieczyszczenia muszą być usunięte przez Zleceniodawcę. Nie będą przyjmowane do cynkowania elementy z powłokami metalicznymi np. kadmowymi, niklowymi itp. Za nieciągłości wynikłe z niedotrzymania w/w warunków STP ELBUD sp. z o.o. nie ponosi odpowiedzialności, ewentualne poprawy powłoki mogą być wykonane wyłącznie na koszt Zleceniodawcy
 Przykłady przystosowania konstrukcji do cynkowania zanurzeniowego (ogniowego) - przedstawiono w na rysunkach znajdujących się końcu niniejszego")
3 2.6) Jeżeli kształt elementu pozwala na nałożenie powłoki, a sprawdzenie jakości powierzchni przed cynkowaniem jest niemożliwe, STP ELBUD sp. z o.o. nie bierze odpowiedzialności za powłokę w tych miejscach (np. konstrukcje rurowe, skrzynkowe itp.). 2.7) Skład i struktura stali ma zasadniczy wpływ na wygląd i jakość powłoki cynkowej oraz jej grubość. Szorstkość powierzchni stalowego podłoża wpływa również na wygląd i grubość powłoki cynkowej. 2.8) Nierówności na powierzchni stali np. zawalcowania, wżery zgorzelinowe, wżery korozyjne, łuski, naderwania i inne nieciągłości, kratery spawalnicze, pozostałości żużla spawalniczego, inne wtrącenia niemetaliczne pozostają po cynkowaniu rozpoznawalne lub dzięki cynkowaniu ogniowemu dopiero stają się widoczne. 2.9) Ze szczelin lub wnęk wynikających z budowy przedmiotu lub niewłaściwego wykonania np. połączeniach spawanych mogą po ocynkowaniu wylewać się resztki topnika pogarszając jakość i wygląd powłoki (tzw. "krwawe wycieki" lub "pocenie"). STP ELBUD sp. z o.o. nie ma na to wpływu i nie będzie ponosić odpowiedzialności. 2.10) W przypadku konstrukcji z wnękami, elementami skrzynkowymi, żebrami wzmacniającymi również wymagane są odpowiednie otwory technologiczne eliminujące możliwość powstania poduszek powietrznych (będących przyczyną nieocynkowania fragmentów konstrukcji), umożliwiające swobodne spływanie ciekłego cynku przy wyjmowaniu elementu z kąpieli (w ten sposób uniknie się zgrubienia powłoki w tych miejscach) oraz umożliwiające swobodne wypłukanie popiołów. Wymiar Profilu Zamkniętego [mm] Najmniejsza średnica otworu [mm] odpowiednio dla liczby otworów < 15 < x

4 x x x x x x x x x x ) Wady takie jak np.: odpryski spawalnicze, wżery zgorzelinowe, wżery korozyjne i inne nierówności powierzchni stalowych po procesie cynkowania są nadal widoczne. Niektóre wady uwidaczniają się dopiero po procesie cynkowania. Mogą mieć one charakter pojedynczy lub wykazywać pasmowość będącą wynikiem przeróbki plastycznej. Należą do nich np.: zawalcowania, łuski, naderwania. Chropowatość po procesie cynkowania również jest widoczna, ponadto ma ona wpływ na grubość (powłoka na chropowatej powierzchni jest grubsza) i strukturę powłoki. 2.12) W przypadku odlewów staliwnych(np. groty w bramach ogrodzeniowych), powierzchnia ich powinna być dokładnie oczyszczona z piasku formierskiego. Ponadto materiał powinien być wolny od jam skurczowych, rzadzizn itp. 2.13) W przedmiotach nie przystosowanych do cynkowania ogniowego mogą gromadzić się popioły, powstawać nadmierne zlewy cynku, oraz miejsca nie pokryte cynkiem, co pogorszy wygląd i jakość powłoki. 2.14) Małe otwory w konstrukcjach podczas cynkowania ulegają częściowemu bądź całkowitemu zaślepieniu na co Ocynkownia nie ma wpływu i nie ponosi z tego tytułu odpowiedzialności. 2.15) Cięcie palnikiem zmienia strukturę i skład chemiczny stali w obrębie oddziaływania temperatury w taki sposób, że uzyskanie odpowiedniej grubości powłoki jest niemożliwe. Aby tego uniknąć powierzchnie cięcia powinny być przed procesem cynkowania obrobione mechanicznie tzn. zeszlifowane o około 0,1 mm. 2.16) Nie wzmocnione powierzchnie cienkiej blachy mogą ulec zniekształceniu. Ocynkownia nie ma na to wpływu i nie ponosi z tego tytułu odpowiedzialności. 2.17) W przypadku elementów grubych, które muszą przebywać w kąpieli cynkowej przez dłuższy czas, oraz ze względu na metalurgiczne własności stali o dużych wymiarach powstaje grubsza, bardziej krucha i matowa powłoka cynkowa. 2.18) Cała konstrukcja powinna być wykonana z jednego gatunku stali. Na elementach wykonanych z różnych gatunków stali lub z różnych kształtowników o różnych przekrojach i grubościach powstanie powłoka o zróżnicowanym wyglądzie i własnościach
 i strukturę powłoki. 2.")
5 2.19) W przypadku stosowania stali odbiegających własnościami od stali typu S235 (dawne oznaczenie St3S) oraz stali S355 (dawne oznaczenie 18G2A) należy o tym powiadomić STP ELBUD sp. z o.o.w celu uniknięcia ewentualnych późniejszych nieporozumień. 2.20) W przypadku stosowania obróbki strumieniowo-ściernej (piaskowanie, śrutowanie) należy czyściwo dokładnie usunąć z powierzchni elementów, szczególnie z wnętrz np. rur i wnęk. Pozostałości czyściwa po obróbce strumieniowo-ściernej zanieczyszczają roztwory technologiczne i mogą pogorszyć jakość i wygląd powłoki. 2.21) Dostarczona konstrukcja powinna być zdemontowana na oddzielne elementy, gdyż cynkowanie utrudni lub uniemożliwi jej demontaż. Części ruchome (wahliwe) mogą w czasie cynkowania ulec unieruchomieniu. 2.22) Otwory powinny być "ogratowane" a zadziory na końcach np. po cięciu piłą powinny być usunięte, gdyż pogarszają jakość powłoki i mogą utrudnić późniejszy montaż. Otwory o średnicy poniżej Ø 13, zależnie od grubości ścianki, mogą ulec zalaniu lub przewężeniu w czasie cynkowania. 2.23) Gwinty zewnętrzne i wewnętrzne elementów cynkowanych muszą być po cynkowaniu kalibrowane. 2.24) Jakość powłoki cynkowej uzyskiwana na konstrukcjach stalowych (połysk, gładkość, grubość, przyczepność) jest różna i zależy od składu chemicznego tych stali, w szczególności od zawartości w nich węgla (C), fosforu (P) i krzemu (Si). Zawartość węgla (C) i krzemu (Si) w stali nie powinna przekraczać łącznie 0,5%. Przy stalach zawierających krzem, istnieje ryzyko, że reakcja żelazo-cynk przebiegnie szczególnie silnie i udział stopu żelazowo-cynkowego w powłoce cynkowej będzie wyższy, niż normalnie. W skrajnym przypadku może zdarzyć się, że powłoka cynkowa może składać się ze stopu żelazowo-cynkowego. Zjawisko to można zaobserwować zwłaszcza, gdy zawartość krzemu w stali zawiera się w przedziale: od 0,03% do 0,12% (tzw. efekt Sandelina), jak również przy zawartości krzemu powyżej 0,3%. W opisanych powyżej przypadkach powłoka cynkowa jest najczęściej matowo-szara, chropowata, nierównomierna, bardzo krucha i co z tym bezpośrednio związane oraz podatna na silne odkształcenia i uderzenia (uszkodzenia mechaniczne). Opisane wyżej zjawisko powoduje zmniejszenie przyczepności grubych powłok do stali. Z uwagi efekt Sandelina, nie zaleca się cynkowania ogniowego stali zawierających krzem w przedziałach stężeń określonych wyżej. Zaleca się natomiast stal o zawartości krzemu poniżej 0,03% lub w przedziale od 0,15% do 0,25%. 2.25) Powłoka cynkowa nie jest powłoką jednolitą. Jej struktura zbudowana jest w sposób warstwowy. Pierwszą warstwą, która występuje na powierzchni ocynkowanego elementu stalowego, jest warstwa w której występuje prawie czysty cynk - Zn (minimalna zawartość żelaza)
 Dostarczona konstrukcja powinna być zdemontowana na oddzielne elementy, gdyż cynkowanie utrudni lub uniemożliwi jej demontaż.")
6 Kolejne warstwy to tak zwane warstwy stopowe: Zeta, Delta i Gamma. Warstwa Zeta zawiera około 6 % żelaza (Fe), kolejna warstwa Delta zawiera ok. 10 % żelaza, a ostatnia warstwa Gamma jest stopem żelaza i cynku, który zawiera około 25 % żelaza. Powłoka cynkowa ma zazwyczaj wygląd błyszczący, lecz niekiedy jej wygląd od momentu ocynkowania jest szary i matowy. Dzieje się tak zazwyczaj w wyniku cynkowania niektórych gatunków stali, a także dosyć często przy wysokotemperaturowym cynkowaniu ogniowym detali stalowych i żeliwnych, gdzie temperatura kąpieli cynkowej wynosi > 500 C. Pamiętać należy również o tym, że w miarę upływy czasu (z reguły jest to okres kilku miesięcy) powłoka cynkowa zmienia swój wygląd - z powłoki błyszczącej staje się szara i matowa. Dzieje się tak w wyniku reakcji, jaka zachodzi pomiędzy cynkiem a powietrzem. W żaden sposób nie powoduje to obniżenia lub pogorszenia innych własności powłoki cynkowej. 2.26) Grubość powłoki cynkowej jest zależna od grubości cynkowanej stali, czasu przebywania wsadu w kąpieli cynkowej, zawartości krzemu i fosforu w cynkowanym materiale. Norma PN EN ISO 1461 określa średnie-minimalne grubości następująco: Wyrób i jego grubość Grubość miejscowa Powłoki (wartość minimalna) Miejscowa masa powłoki (wartość minimalna) Grubość średnia Powłoki (wartość minimalna) Średnia masa Powłoki (wartość minimalna) µm g/m2 µm g/m2 Stal > 6 mm Stal > 3 mm do 6 mm Stal 1,5 mm do 3 mm Stal < 1,5 mm Grubość powłoki cynkowej zależy od następujących czynników: grubości stali, składu chemicznego stali (zawartość fosforu i krzemu), temperatury kąpieli cynkowej, -6-

7 czasu w czasie którego element przetrzymywany jest w kąpieli cynkowej, chropowatości powierzchni. 2.27) Trwałość powłoki cynkowej jest bezpośrednio uzależniona od kilku czynników. Są to między innymi: grubości powłoki cynku, erozja mechaniczna, kwasowość opadów deszczowych i agresywność środowiska w którym przebywa ocynkowany wyrób. W atmosferze zanieczyszczonej, o charakterze przemysłowym, ubytek cynku może wynosić nawet 10 µm rocznie. W normalnych warunkach miejskich ubytek cynku wynosi około 3 µm. W atmosferze nieskażonej natomiast ok. 2 µm. Zgodnie z PN-EN ISO istnieje pięć kategorii odporności korozyjnej: C1 (bardzo słaba) - np. wnętrza budynków klimatyzowanych - roczny ubytek powłoki cynkowej to < 0,1 µm, co daje ochronę przed korozją na > 100 lat, C2 (słaba) - atmosfera z niewielką zawartością zanieczyszczeń i suchym klimatem, np. obszary wiejskie - roczny ubytek powłoki cynkowej to 0,1 0,7 µm, co daje ochronę przed korozją na około 100 lat, C3 (średnia) - np. atmosfera miejska o średnim zanieczyszczeniu, a także umiarkowany klimat nadmorski - roczny ubytek powłoki cynkowej to 0,7 2,1 µm, co daje ochronę przed korozją na lat, C4 (silna) - np. obszary przemysłowe, tereny nadmorskie o umiarkowanym zasoleniu - roczny ubytek powłoki cynkowej to 2,1 4,2 µm, co daje ochronę przed korozją na lat, C5 (bardzo silna) - np. tereny silnie uprzemysłowione o wysokiej wilgotności powietrza i agresywnej atmosferze, również tereny nadmorskie o wysokim zasoleniu. W celu obliczenia trwałości powłoki cynkowej korzysta się z prostej metody (zgodnie z PN-EN ISO ). Grubość powłoki cynkowej wyrażona w µm Zużycie powłoki cynkowej wyrażone w µm na rok Wynik tego działania da nam ochronę wyrażoną w latach. III. Pakietowanie 3.1) Podstawowym warunkiem rozładowania konstrukcji przeznaczonej do cynkowania jest dostarczenie jej w pakietach (kontenerach, pojemnikach, skrzyniach, pudłach itp.) przystosowanych do rozładunku urządzeniami dźwigowymi. Limity wagi jednego pakietu są następujące: -7-
 - np.")
8 W przypadku Ocynkowni w Bukownie limit masy jednego pakietu nie może przekraczać 2,5 tony. UWAGA: Masa jednego cynkowanego elementu nie może przekraczać 2 ton. 3.2) W przypadku dostarczenia do cynkowania konstrukcji podatnej na zgięcia, zagniecenia itp. należy zastosować uzgodniony z STP ELBUD sp. z o.o. odpowiedni sposób opakowania. 3.3) Pakiety (kontenery, pojemniki, skrzynie, pudła itp.) powinny być łatwe do otwarcia. 3.4) Bez odrębnych dwustronnych uzgodnień w formie pisemnej - konstrukcje dostarczone luzem będą odsyłane na koszt Zleceniodawcy. Dotyczy to również nie dotrzymania innych punktów niniejszych warunków a szczególnie wytycznych z punktów I i II niniejszego regulaminu. 3.5) Termin każdorazowej dostawy uzgadniać pisemnie lub telefonicznie z Wydziałem Cynkowania Wyrobów poprzez Dział Marketingu Stp Elbud. 3.6) Cenę usługi ustala się indywidualnie na podstawie kalkulacji opartej o dostarczoną dokumentację lub na podstawie cynkowania próbnej partii. 3.7) Każda dostawa będzie skontrolowana przez Technologa lub Mistrza Wydziału Cynkowania Wyrobów oraz Kontrolera Działu Kontroli Jakości na zgodność z wymogami pkt 1, 2 i 4. Dowód dostawy poza wyspecyfikowaniem dostarczonych konstrukcji z podaniem ich masy powinien zawierać numery pakietów o których mowa w dziale III niniejszego dokumentu. W razie stwierdzenia odstępstw nawet w trakcie produkcji partia zostanie postawiona do dyspozycji Zleceniodawcy a STP ELBUD sp. z o.o.nie będzie z tego tytułu ponosić odpowiedzialności. 3.8) Zamówienia na usługę cynkowniczą należy składać w 2-ch egzemplarzach, z czego jeden egzemplarz po potwierdzeniu zostanie zwrócony. We wszystkich sprawach (w rozmowach czy korespondencji) należy powoływać się na numer potwierdzenia. W zamówieniu należny podać masę i gabaryty (charakterystykę) zleconej do cynkowania konstrukcji jak również jasno określić, czy powłoka ma być malowana. 3.9) Wykaz ważniejszych norm związanych z cynkowaniem zanurzeniowym i ochroną przed korozją: PN-EN ISO Powłoki cynkowe nanoszone na stal metodą zanurzeniową (cynkowanie jednostkowe); PN-EN ISO Ochrona przed korozją konstrukcji stalowych, żeliwnych. Powłoki cynkowe -8-
 Bez odrębnych dwustronnych uzgodnień w formie pisemnej - konstrukcje dostarczone luzem będą odsyłane na koszt Zleceniodawcy.")
9 i aluminiowe. Wytyczne; PN-EN ISO Część 1: Ogólne wprowadzenie; PN-EN ISO Część 2: Klasyfikacja środowisk; PN-EN ISO Część 3: Zasady projektowania; PN-EN ISO Część 4: Rodzaje powierzchni i sposoby przygotowania powierzchni; 3.10) W przypadku zaistnienia wątpliwości, szczegółowe informacje w sprawach technicznych dotyczących cynkowania ogniowego udziela Kierownik oraz Technolog Wydziału Cynkowania Wyrobów. IV. Ogólne warunki wykonywania prac spawalniczych. 4.1) Podstawową metodą spawalniczą wykorzystywaną przez Stp Elbud w produkcji łączeń elementów stalowych jest: Półautomatyczna, osłonięta gazowo metoda spawania MAG (Met. 135) z drutu spawalniczego. W celu osłonięcia basenu spawania używamy mieszaninę gazów składającą się z 20% CO2 (dwutlenek węgla) oraz 80% Ar (argon). Spoiwa stosowane: - Przewód typu SpG3Si1 do spawania niestopowej stali węglowej S235J2H lub S235JRG (dawne oznaczenie St3S). - Drut typu SpG4Si1 do spawania stali o podwyższonej wytrzymałości klasy S355J2H lub S355JRG (dawne oznaczenie 18G2A). Spawanie wykonane w ramach procesu produkcji odbywa się zgodnie z instrukcją "Spawalnictwa - ogólne Podręcznik Technologii i Kontroli" (Dokument Własny). W przypadku jakichkolwiek wątpliwości, szczegółowe informacje na temat problemów technicznych są dostępne u Głównego Specjalisty Spawalnictwa EWE. Jeśli istnieje konieczność zastosowania innych technologii spawalniczych, wszystkie technologiczne umowy powinny być przeprowadzone z pomocą Głównego Specjalisty Spawalnictwa EWE. V. Uwagi końcowe: 5.1) Niniejsze " Ogólne warunki techniczne wykonania konstrukcji stalowych przez STP ELBUD sp. z o.o. w Krakowie stanowią dokument, który jest bez ograniczeń - udostępniany naszym klientom
 W przypadku zaistnienia wątpliwości, szczegółowe informacje w sprawach technicznych dotyczących cynkowania ogniowego udziela Kierownik oraz Technolog Wydziału Cynkowania Wyrobów. IV.")
10 5.2) Zleceniodawca i Wykonawca (Stp Elbud) ustalają, że odpowiedzialność Wykonawcy dotyczy wyłącznie wykonania konstrukcji zgodnie z dostarczoną dokumentacją i specyfikacją i w tym zakresie Wykonawca zadeklaruje/poświadczy zgodność. 5.3) Wykonawca nie ponosi żadnej odpowiedzialności za wprowadzenie wyrobu do obrotu i/lub jego zastosowanie, odpowiedzialność Wykonawcy w tym zakresie jest wykluczona. 5.4) Odpowiedzialność za wprowadzenie wyrobu do obrotu i/lub jego zastosowanie oraz oznakowanie wyrobu i deklarowanie zgodności zgodnie z obowiązującymi przepisami rozciąga się wyłącznie na Zleceniodawcę. 5.5) W szczególności Zleceniodawca ponosi odpowiedzialność w odniesieniu do spełnienia wymagań następujących przepisów: Ustawa o systemie oceny zgodności (Dz.U. 2002, nr 166, poz. 1360) i związane akty wykonawcze; Ustawa o ogólnym bezpieczeństwie produktów (Dz.U. 2003, nr 229, poz. 2275) i związane akty wykonawcze; Ustawa o wyrobach budowlanych (Dz.U. 2004, nr 92, poz. 881) i związane akty wykonawcze; Fakt odbioru niniejszego dokumentu lub też znajomość naszych warunków - określonych w niniejszym dokumencie - jest potwierdzony przez Zleceniodawcę na dokumencie zamówieniowym. Spis Załączników: Rysunek nr 1 - Przykłady przystosowania konstrukcji do cynkowania zanurzeniowego (I) Rysunek nr 2 - Przykłady przystosowania konstrukcji do cynkowania zanurzeniowego (II)
 W szczególności Zleceniodawca ponosi odpowiedzialność w odniesieniu do spełnienia wymagań następujących przepisów: Ustawa o systemie oceny zgodności (Dz.U. 2002, nr 166, poz.")
11 -11-
Ogólne warunki usługi cynkowania
 Ogólne warunki usługi cynkowania 1. Przedmiot i zakres stosowania ogólnych warunków cynkowania w Ocynkowni Joskin. Ogólne warunki cynkowania obejmują wymagania i podstawowe informacje związane z cynkowaniem
Ogólne warunki usługi cynkowania 1. Przedmiot i zakres stosowania ogólnych warunków cynkowania w Ocynkowni Joskin. Ogólne warunki cynkowania obejmują wymagania i podstawowe informacje związane z cynkowaniem
W celu sprostania Państwa wymaganiom wprowadziliśmy standardy wykonania powłoki antykorozyjnej metodą cynkowania ogniowego.
 W celu sprostania Państwa wymaganiom wprowadziliśmy standardy wykonania powłoki antykorozyjnej metodą cynkowania ogniowego. Standardy dzielą się na: A Wariant odbioru materiału ocynkowanego bez obróbki.
W celu sprostania Państwa wymaganiom wprowadziliśmy standardy wykonania powłoki antykorozyjnej metodą cynkowania ogniowego. Standardy dzielą się na: A Wariant odbioru materiału ocynkowanego bez obróbki.
3. Materiał powłoki Powłoki wykonane są ze stopu cynkowego o zawartości 99,995% cynku elektrolitycznego + dodatki uszlachetniające ZnAl i ZnNiBi.
 Przedsiębiorstwo Produkcyjno-Handlowo-Usługowe ELEKTROPLASMET Adam Roguski Rządza 9a, 05-306 Jakubów WARUNKI TECHNICZNE WYKONANIA I ODBIORU POWŁOK CYNKOWANYCH 1. Przedmiot i zakres stosowania WTWiO PC
Przedsiębiorstwo Produkcyjno-Handlowo-Usługowe ELEKTROPLASMET Adam Roguski Rządza 9a, 05-306 Jakubów WARUNKI TECHNICZNE WYKONANIA I ODBIORU POWŁOK CYNKOWANYCH 1. Przedmiot i zakres stosowania WTWiO PC
OCYNKOWNIA DĘBICA WELDON Sp. z o.o.
 OCYNKOWNIA OCYNKOWNIA DĘBICA WELDON Sp. z o.o. Szanowni Państwo, W ramach wypracowanej długookresowej strategii, Weldon sp. z o.o. konsekwentnie realizuje kolejne etapy przyjętej wizji rozwoju. Jednym
OCYNKOWNIA OCYNKOWNIA DĘBICA WELDON Sp. z o.o. Szanowni Państwo, W ramach wypracowanej długookresowej strategii, Weldon sp. z o.o. konsekwentnie realizuje kolejne etapy przyjętej wizji rozwoju. Jednym
STANDARDY WYKONANIA POWŁOKI CYNKOWEJ
 STANDARDY WYKONANIA POWŁOKI CYNKOWEJ W celu sprostania Państwa wymaganiom wprowadziliśmy standardy wykonania powłoki antykorozyjnej metodą cynkowania ogniowego. Standardy dzielą się na: A Wariant odbioru
STANDARDY WYKONANIA POWŁOKI CYNKOWEJ W celu sprostania Państwa wymaganiom wprowadziliśmy standardy wykonania powłoki antykorozyjnej metodą cynkowania ogniowego. Standardy dzielą się na: A Wariant odbioru
WARUNKI TECHNICZNEGO ODBIORU POWŁOK CYNKOWYCH
 WARUNKI TECHNICZNEGO ODBIORU POWŁOK CYNKOWYCH 1. Przedmiot i zakres stosowania WTO. Przedmiotem WTO są wymagania, jakie powinien materiał dostarczony do cynkowania oraz właściwości użytkowe, jakie powinna
WARUNKI TECHNICZNEGO ODBIORU POWŁOK CYNKOWYCH 1. Przedmiot i zakres stosowania WTO. Przedmiotem WTO są wymagania, jakie powinien materiał dostarczony do cynkowania oraz właściwości użytkowe, jakie powinna
Stal - definicja Stal
 \ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
\ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
Rury stalowe. Rury precyzyjne Form 220 i 370
 Rury stalowe Rury precyzyjne Form 220 i 370 Produkowane przez Ruukki precyzyjne rury typu Form są przeznaczone do zastosowań, w których wymagana jest doskonała formowalność, spawalność, wytrzymałość, dokładność
Rury stalowe Rury precyzyjne Form 220 i 370 Produkowane przez Ruukki precyzyjne rury typu Form są przeznaczone do zastosowań, w których wymagana jest doskonała formowalność, spawalność, wytrzymałość, dokładność
Ogólne warunki usługi cynkowania 2018
 Ogólne warunki usługi cynkowania 2018 1. Przedmiot i zakres stosowania ogólnych warunków cynkowania w Ocynkowni Joskin. Ogólne warunki usługi cynkowania obejmują wymagania i podstawowe informacje związane
Ogólne warunki usługi cynkowania 2018 1. Przedmiot i zakres stosowania ogólnych warunków cynkowania w Ocynkowni Joskin. Ogólne warunki usługi cynkowania obejmują wymagania i podstawowe informacje związane
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
CIENKOŚCIENNE KONSTRUKCJE METALOWE
 CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
Nowa technologia - Cynkowanie termodyfuzyjne. Ul. Bliska 18 43-430 Skoczów Harbutowice +48 33 8532418 jet@cynkowanie.com www.cynkowanie.
 Nowa technologia - termodyfuzyjne Ul. Bliska 18 43-430 Skoczów Harbutowice +48 33 8532418 jet@cynkowanie.com www.cynkowanie.com Nowa technologia cynkowanie termodyfuzyjne Pragniemy zaprezentować nowe rozwiązanie
Nowa technologia - termodyfuzyjne Ul. Bliska 18 43-430 Skoczów Harbutowice +48 33 8532418 jet@cynkowanie.com www.cynkowanie.com Nowa technologia cynkowanie termodyfuzyjne Pragniemy zaprezentować nowe rozwiązanie
WARUNKI TECHNICZNEGO ODBIORU POWŁOK CYNKOWYCH
 WARUNKI TECHNICZNEGO ODBIORU POWŁOK CYNKOWYCH 1. Przedmiot i zakres stosowania WTO. Przedmiotem WTO są wymagania, jakie powinien spełniać materiał dostarczony do cynkowania oraz właściwości użytkowe, jakie
WARUNKI TECHNICZNEGO ODBIORU POWŁOK CYNKOWYCH 1. Przedmiot i zakres stosowania WTO. Przedmiotem WTO są wymagania, jakie powinien spełniać materiał dostarczony do cynkowania oraz właściwości użytkowe, jakie
WARUNKI OCENY WŁAŚCIWOŚCI UŻYTKOWYCH WYROBU BUDOWLANEGO WO-KOT/36/01 wydanie 1. Przewody wentylacyjne z blachy stalowej
 INSTYTUT TECHNIKI BUDOWLANEJ PL 00-611 WARSZAWA, ul. Filtrowa 1, www.itb.pl WARUNKI OCENY WŁAŚCIWOŚCI UŻYTKOWYCH WYROBU BUDOWLANEGO WO-KOT/36/01 wydanie 1 Przewody wentylacyjne z blachy stalowej Warszawa,
INSTYTUT TECHNIKI BUDOWLANEJ PL 00-611 WARSZAWA, ul. Filtrowa 1, www.itb.pl WARUNKI OCENY WŁAŚCIWOŚCI UŻYTKOWYCH WYROBU BUDOWLANEGO WO-KOT/36/01 wydanie 1 Przewody wentylacyjne z blachy stalowej Warszawa,
Wymagania techniczne dla konstrukcji wsporczych dotyczą słupów stalowych linii elektro-energetycznych.
 1. Przedmiot specyfikacji Wymagania techniczne dla konstrukcji wsporczych dotyczą słupów stalowych linii elektro-energetycznych. Specyfikacja techniczna obejmuje wymagania w zakresie konstrukcji, materiałów,
1. Przedmiot specyfikacji Wymagania techniczne dla konstrukcji wsporczych dotyczą słupów stalowych linii elektro-energetycznych. Specyfikacja techniczna obejmuje wymagania w zakresie konstrukcji, materiałów,
CYNKOWANIE OGNIOWE. Zawsze funkcjonalne rozwiązania. technologia konstrukcji krat
 CYNKOWANIE OGNIOWE Zawsze funkcjonalne rozwiązania technologia konstrukcji krat obróbka i konserwacja Firma Staco jest producentem wysokiej jakości stalowych krat i stopni schodów. Produkty Staco są niezwykle
CYNKOWANIE OGNIOWE Zawsze funkcjonalne rozwiązania technologia konstrukcji krat obróbka i konserwacja Firma Staco jest producentem wysokiej jakości stalowych krat i stopni schodów. Produkty Staco są niezwykle
System przyłączeniowy z blachy stalowej 2mm T-600 Opis techniczny
 System przyłączeniowy z blachy stalowej 2mm T-600 Opis techniczny DOKUMENTACJA SYSTEMU PRZYŁĄCZENIOWEGO Z BLACHY STALOWEJ 2MM T-600 1. Przeznaczenie: System przyłączeniowy z blachy stalowej o grubości
System przyłączeniowy z blachy stalowej 2mm T-600 Opis techniczny DOKUMENTACJA SYSTEMU PRZYŁĄCZENIOWEGO Z BLACHY STALOWEJ 2MM T-600 1. Przeznaczenie: System przyłączeniowy z blachy stalowej o grubości
KATEGORIA WZNOSZENIE OGRODZEŃ - OGRODZENIA SYSTEMOWE STALOWE
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH Oznaczenie kodu według Wspólnego Słownika Zamówień (CPV) KATEGORIA - 45342000-6 WZNOSZENIE OGRODZEŃ - OGRODZENIA SYSTEMOWE STALOWE
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH Oznaczenie kodu według Wspólnego Słownika Zamówień (CPV) KATEGORIA - 45342000-6 WZNOSZENIE OGRODZEŃ - OGRODZENIA SYSTEMOWE STALOWE
SPECYFIKACJA TECHNICZNA DLA PRZEWODÓW RUROWYCH
 PSE-Operator S.A. SPECYFIKACJA TECHNICZNA DLA PRZEWODÓW RUROWYCH Warszawa 2006 1 z 5 SPIS TREŚCI 1.0 WYMAGANIA OGÓLNE... 3 2.0 NORMY... 3 3.0 WYMAGANE PARAMETRY TECHNICZNE... 4 4.0 WYMAGANIA TECHNICZNE...
PSE-Operator S.A. SPECYFIKACJA TECHNICZNA DLA PRZEWODÓW RUROWYCH Warszawa 2006 1 z 5 SPIS TREŚCI 1.0 WYMAGANIA OGÓLNE... 3 2.0 NORMY... 3 3.0 WYMAGANE PARAMETRY TECHNICZNE... 4 4.0 WYMAGANIA TECHNICZNE...
WIEGEL Kittlitz Cynkownia ogniowa
 DER F E U E R V E R Z I N K E R DER PULVERBESCHICHTER DER G I T T E R M A S T B A U Twoja stal w dobrych rękach. Poznajmy się: WIEGEL Kittlitz Cynkownia ogniowa Link bezpośrednio do zakładu Zeskanuj kod
DER F E U E R V E R Z I N K E R DER PULVERBESCHICHTER DER G I T T E R M A S T B A U Twoja stal w dobrych rękach. Poznajmy się: WIEGEL Kittlitz Cynkownia ogniowa Link bezpośrednio do zakładu Zeskanuj kod
APROBATA TECHNICZNA ITB AT /2013. Profile stalowe HM, HL, HZM i HZL WARSZAWA
 APROBATA TECHNICZNA ITB AT-15-7183/2013 Profile stalowe HM, HL, HZM i HZL WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż. Witolda MAKULSKIEGO Projekt okładki:
APROBATA TECHNICZNA ITB AT-15-7183/2013 Profile stalowe HM, HL, HZM i HZL WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż. Witolda MAKULSKIEGO Projekt okładki:
SPECYFIKACJE TECHNICZNE WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH
 SPECYFIKACJE TECHNICZNE WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH ST B 01.03. Ogrodzenie SPIS TREŚCI : 1. CPV - 45342000-6 Ogrodzenie boisk Sporządził : SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA OGRODZENIE CPV 45342000-6
SPECYFIKACJE TECHNICZNE WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH ST B 01.03. Ogrodzenie SPIS TREŚCI : 1. CPV - 45342000-6 Ogrodzenie boisk Sporządził : SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA OGRODZENIE CPV 45342000-6
SYSTEMY ANTYKOROZYJNE.
 SYSTEMY ANTYKOROZYJNE www.proximal.pl SYSTEMY ANTYKOROZYJNE PROXIMAL Farby antykorozyjne przeznaczone są do gruntowania metalowych elementów. Dzięki zastosowaniu odpowiedniego spoiwa oraz specjalistycznych
SYSTEMY ANTYKOROZYJNE www.proximal.pl SYSTEMY ANTYKOROZYJNE PROXIMAL Farby antykorozyjne przeznaczone są do gruntowania metalowych elementów. Dzięki zastosowaniu odpowiedniego spoiwa oraz specjalistycznych
W przypadku, gdy uzasadniają to obliczenia statyczne wykonane dla rurociągu, dopuszcza się
 Zarządzenie nr 1/2012 z dnia 21 lutego 2012 roku w sprawie rur przewodowych przeznaczonych do stosowania w warszawskim systemie ciepłowniczym (w.s.c.) Aktualizacja 11.2015 Na podstawie analiz awaryjności
Zarządzenie nr 1/2012 z dnia 21 lutego 2012 roku w sprawie rur przewodowych przeznaczonych do stosowania w warszawskim systemie ciepłowniczym (w.s.c.) Aktualizacja 11.2015 Na podstawie analiz awaryjności
Załącznik nr 2. Wyniki pomiarów i ocena zabezpieczeń antykorozyjnych konstrukcji stalowej iglicy PKiN
 Załącznik nr 2 Wyniki pomiarów i ocena zabezpieczeń antykorozyjnych konstrukcji stalowej iglicy PKiN Ekspertyza stanu technicznego iglicy Pałacu Kultury i Nauki 02786/16/Z00NZK Załącznik nr 2: Wyniki pomiarów
Załącznik nr 2 Wyniki pomiarów i ocena zabezpieczeń antykorozyjnych konstrukcji stalowej iglicy PKiN Ekspertyza stanu technicznego iglicy Pałacu Kultury i Nauki 02786/16/Z00NZK Załącznik nr 2: Wyniki pomiarów
SZCZEGÓŁOWE SPECYFIKACJE TECHNICZNE SST 6-1 OST D OGRODZENIA
 1 SZCZEGÓŁOWE SPECYFIKACJE TECHNICZNE SST 6-1 OST D 07.06.01 OGRODZENIA SPIS TREŚCI 1. WSTĘP...2 2. MATERIAŁY...2 3. SPRZĘT... 2 4. TRANSPORT...2 5. WYKONANIE ROBÓT... 2 7. OBMIAR ROBÓT... 3 8. ODBIÓR
1 SZCZEGÓŁOWE SPECYFIKACJE TECHNICZNE SST 6-1 OST D 07.06.01 OGRODZENIA SPIS TREŚCI 1. WSTĘP...2 2. MATERIAŁY...2 3. SPRZĘT... 2 4. TRANSPORT...2 5. WYKONANIE ROBÓT... 2 7. OBMIAR ROBÓT... 3 8. ODBIÓR
INFORMACJA TECHNICZNA
 Strona 1 z 5 Dwukomponentowa epoksydowa powłoka gruntująca High-Solid do konstrukcji stalowych z większym obciążeniem korozją do stali, stali ocynkowanej ogniowo i nawierzchni ze starymi powłokami ZASTOSOWANIE
Strona 1 z 5 Dwukomponentowa epoksydowa powłoka gruntująca High-Solid do konstrukcji stalowych z większym obciążeniem korozją do stali, stali ocynkowanej ogniowo i nawierzchni ze starymi powłokami ZASTOSOWANIE
APROBATA TECHNICZNA ITB AT /2013
 Seria: APROBATY TECHNICZNE Egzemplarz archiwalny APROBATA TECHNICZNA ITB AT-15-7319/2013 Na podstawie rozporządzenia Ministra Infrastruktury z dnia 8 listopada 2004 r. w sprawie aprobat technicznych oraz
Seria: APROBATY TECHNICZNE Egzemplarz archiwalny APROBATA TECHNICZNA ITB AT-15-7319/2013 Na podstawie rozporządzenia Ministra Infrastruktury z dnia 8 listopada 2004 r. w sprawie aprobat technicznych oraz
SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH D URZĄDZENIA ZABEZPIECZAJĄCE RUCH PIESZYCH
 SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH D-07.06.02 URZĄDZENIA ZABEZPIECZAJĄCE RUCH PIESZYCH D-07.06.02 Urządzenia zabezpieczające ruch pieszych 255 SPIS TREŚCI 1. WSTĘP...256 1.1.
SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH D-07.06.02 URZĄDZENIA ZABEZPIECZAJĄCE RUCH PIESZYCH D-07.06.02 Urządzenia zabezpieczające ruch pieszych 255 SPIS TREŚCI 1. WSTĘP...256 1.1.
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA OZNAKOWANIE PIONOWE l. WSTĘP l. l. Przedmiot SST Przedmiotem niniejszej szczegółowej specyfikacji technicznej (SST) są wymagania dotyczące dostawy: oznakowania pionowego
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA OZNAKOWANIE PIONOWE l. WSTĘP l. l. Przedmiot SST Przedmiotem niniejszej szczegółowej specyfikacji technicznej (SST) są wymagania dotyczące dostawy: oznakowania pionowego
APROBATA TECHNICZNA ITB AT /2012. Obejmy typu NICZUK HOBBY do podwieszania przewodów instalacyjnych WARSZAWA
 APROBATA TECHNICZNA ITB AT-15-7247/2012 Obejmy typu NICZUK HOBBY do podwieszania przewodów instalacyjnych WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez mgr inż.
APROBATA TECHNICZNA ITB AT-15-7247/2012 Obejmy typu NICZUK HOBBY do podwieszania przewodów instalacyjnych WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez mgr inż.
WARUNKI WYKONANIA I ODBIORU ROBÓT BUDOWLANYCGH
 WARUNKI WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH URZĄDZENIA ZABEZPIECZAJĄCE RUCH PIESZY 1 1. WSTĘP Przedmiotem niniejszych Warunków Wykonania i Odbioru Robót Budowlanych są wytyczne do przygotowania przez
WARUNKI WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH URZĄDZENIA ZABEZPIECZAJĄCE RUCH PIESZY 1 1. WSTĘP Przedmiotem niniejszych Warunków Wykonania i Odbioru Robót Budowlanych są wytyczne do przygotowania przez
pobrano z
 AT-15-7686/2008 2/14 ZAŁĄCZNIK POSTANOWIENIA OGÓLNE I TECHNICZNE SPIS TREŚCI 1. PRZEDMIOT APROBATY TECHNICZNEJ... 3 2. PRZEZNACZENIE, ZAKRES I WARUNKI STOSOWANIA... 3 3. WŁAŚCIWOŚCI TECHNICZNE. WYMAGANIA...
AT-15-7686/2008 2/14 ZAŁĄCZNIK POSTANOWIENIA OGÓLNE I TECHNICZNE SPIS TREŚCI 1. PRZEDMIOT APROBATY TECHNICZNEJ... 3 2. PRZEZNACZENIE, ZAKRES I WARUNKI STOSOWANIA... 3 3. WŁAŚCIWOŚCI TECHNICZNE. WYMAGANIA...
ZINKPOWER COATING DŁUGOTRWAŁA OCHRONA STALI OCYNKOWANEJ OGNIOWO
 ZINKPOWER COATING DŁUGOTRWAŁA OCHRONA STALI OCYNKOWANEJ OGNIOWO 2016 www.zinkpower.com ZINKPOWER COATING WŁAŚCIWE ROZWIĄZANIE DO KAŻDEGO ZASTOSOWANIA ZINKPOWER jest jedną z wiodących grup oferujących cynkowanie
ZINKPOWER COATING DŁUGOTRWAŁA OCHRONA STALI OCYNKOWANEJ OGNIOWO 2016 www.zinkpower.com ZINKPOWER COATING WŁAŚCIWE ROZWIĄZANIE DO KAŻDEGO ZASTOSOWANIA ZINKPOWER jest jedną z wiodących grup oferujących cynkowanie
POSTANOWIENIA OGÓLNE I TECHNICZNE
 AT-15-8946/2012 2/19 Z A Ł Ą C Z N I K POSTANOWIENIA OGÓLNE I TECHNICZNE SPIS TREŚCI 1. PRZEDMIOT APROBATY... 3 2. PRZEZNACZENIE, ZAKRES I WARUNKI STOSOWANIA... 3 3. WŁAŚCIWOŚCI TECHNICZNE. WYMAGANIA...
AT-15-8946/2012 2/19 Z A Ł Ą C Z N I K POSTANOWIENIA OGÓLNE I TECHNICZNE SPIS TREŚCI 1. PRZEDMIOT APROBATY... 3 2. PRZEZNACZENIE, ZAKRES I WARUNKI STOSOWANIA... 3 3. WŁAŚCIWOŚCI TECHNICZNE. WYMAGANIA...
KLASYFIKACJI I BUDOWY STATKÓW MORSKICH
 PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 5/2012 do CZĘŚCI IX MATERIAŁY I SPAWANIE 2008 GDAŃSK Zmiany Nr 5/2012 do Części IX Materiały i spawanie 2008, Przepisów klasyfikacji i budowy statków
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 5/2012 do CZĘŚCI IX MATERIAŁY I SPAWANIE 2008 GDAŃSK Zmiany Nr 5/2012 do Części IX Materiały i spawanie 2008, Przepisów klasyfikacji i budowy statków
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA SST ZT.06 OGRODZENIA CPV
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA SST ZT.06 OGRODZENIA CPV 45342000-6 PROJEKT OSIEDLOWEGO CENTRUM SPORTU I REKREACJI ETAP II ul. Garaszewo nr. 39, Poznań dz. nr ew. 19 SST ZT.06 SPECYFIKACJA TECHNICZNA
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA SST ZT.06 OGRODZENIA CPV 45342000-6 PROJEKT OSIEDLOWEGO CENTRUM SPORTU I REKREACJI ETAP II ul. Garaszewo nr. 39, Poznań dz. nr ew. 19 SST ZT.06 SPECYFIKACJA TECHNICZNA
KONSTRUKCJE METALOWE - LABORATORIUM. Produkcja i budowa stali
 KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
Katalog produktów. Łączniki żeliwne
 Katalog produktów Łączniki żeliwne KZO S.A. Koneckie Zakłady Odlewnicze S.A. są odlewnią o ponad 120 letniej tradycji. Specjalizujemy się w odlewach dla branży budowlanej. Po zakończonym w 2011 roku procesie
Katalog produktów Łączniki żeliwne KZO S.A. Koneckie Zakłady Odlewnicze S.A. są odlewnią o ponad 120 letniej tradycji. Specjalizujemy się w odlewach dla branży budowlanej. Po zakończonym w 2011 roku procesie
VII SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH
 VII SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH URZĄDZENIA ZABEZPIECZAJĄCE RUCH PIESZYCH 1. Wstęp 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące
VII SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH URZĄDZENIA ZABEZPIECZAJĄCE RUCH PIESZYCH 1. Wstęp 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące
mplarz archiwalny APROBATA TECHNICZNA ITB AT /2013
 Seria: APROBATY TECHNICZNE mplarz archiwalny APROBATA TECHNICZNA ITB AT-15-9215/2013 Na podstawie rozporządzenia Ministra Infrastruktury z dnia 8 listopada 2004 r. w sprawie aprobat technicznych oraz jednostek
Seria: APROBATY TECHNICZNE mplarz archiwalny APROBATA TECHNICZNA ITB AT-15-9215/2013 Na podstawie rozporządzenia Ministra Infrastruktury z dnia 8 listopada 2004 r. w sprawie aprobat technicznych oraz jednostek
Cu min. Fe maks. Ni maks. P min. P maks. Pb maks. Sn min. Sn maks. Zn min. Zn maks.
 Taśmy z brązu Skład chemiczny Oznaczenie Skład chemiczny w % (mm) Klasyfikacja symboliczna Klasyfikacja numeryczna Norma Europejska (EN) Cu min. Fe maks. Ni maks. P min. P maks. Pb maks. Sn min. Sn maks.
Taśmy z brązu Skład chemiczny Oznaczenie Skład chemiczny w % (mm) Klasyfikacja symboliczna Klasyfikacja numeryczna Norma Europejska (EN) Cu min. Fe maks. Ni maks. P min. P maks. Pb maks. Sn min. Sn maks.
SSAB Form STWORZONE DLA CIEBIE I FORMOWANIA NA ZIMNO
 SSAB Form STWORZONE DLA CIEBIE I FORMOWANIA NA ZIMNO Jeśli nie dopuszczasz odstępstw wymiarów w swojej szybkiej produkcji na dużą skalę, SSAB Form zapewni powtarzalne tolerancje, których szukasz. SSAB
SSAB Form STWORZONE DLA CIEBIE I FORMOWANIA NA ZIMNO Jeśli nie dopuszczasz odstępstw wymiarów w swojej szybkiej produkcji na dużą skalę, SSAB Form zapewni powtarzalne tolerancje, których szukasz. SSAB
PROJEKTOWANIE KONSTRUKCJI STALOWYCH WEDŁUG EUROKODÓW.
 PROJEKTOWANIE KONSTRUKCJI STALOWYCH WEDŁUG EUROKODÓW. 1 Wiadomości wstępne 1.1 Zakres zastosowania stali do konstrukcji 1.2 Korzyści z zastosowania stali do konstrukcji 1.3 Podstawowe części i elementy
PROJEKTOWANIE KONSTRUKCJI STALOWYCH WEDŁUG EUROKODÓW. 1 Wiadomości wstępne 1.1 Zakres zastosowania stali do konstrukcji 1.2 Korzyści z zastosowania stali do konstrukcji 1.3 Podstawowe części i elementy
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA SST ZT.04 OGRODZENIA CPV
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA SST ZT.04 OGRODZENIA CPV 45342000-6 DOKUMENTACJA PROJEKTOWA PRZEBUDOWY BOISKA SPORTOWEGO NA TERENIE OSIR W ul. Kościuszki 59, 62-100 Wągrowiec, dz. nr ew. 5397 SST ZT.04
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA SST ZT.04 OGRODZENIA CPV 45342000-6 DOKUMENTACJA PROJEKTOWA PRZEBUDOWY BOISKA SPORTOWEGO NA TERENIE OSIR W ul. Kościuszki 59, 62-100 Wągrowiec, dz. nr ew. 5397 SST ZT.04
TEMAT 11: CZYNNIKI NISZCZĄCE PODŁOŻA I POWŁOKI MALARSKIE
 TEMAT 11: CZYNNIKI NISZCZĄCE PODŁOŻA I POWŁOKI MALARSKIE 1 CZYNNIKAMI, KTÓRE OBNIŻAJĄ WARTOŚĆ LUB NISZCZĄ PODŁOŻE I POWŁOKI MALARSKIE, SĄ ODDZIAŁYWANIA: - FIZYCZNE: ściskanie, rozciąganie, zginanie, ścieranie,
TEMAT 11: CZYNNIKI NISZCZĄCE PODŁOŻA I POWŁOKI MALARSKIE 1 CZYNNIKAMI, KTÓRE OBNIŻAJĄ WARTOŚĆ LUB NISZCZĄ PODŁOŻE I POWŁOKI MALARSKIE, SĄ ODDZIAŁYWANIA: - FIZYCZNE: ściskanie, rozciąganie, zginanie, ścieranie,
Symboliczne Numeryczne EN Cu min. Cu maks. Fe maks. Mn maks. Ni min. Ni maks. Pb maks. Sn maks. Zn min. Szacunkowe odpowiedniki międzynarodowe
 Taśmy nowe srebro Skład chemiczny Oznaczenie Skład chemiczny w % (mm) Symboliczne Numeryczne EN Cu min. Cu maks. Fe maks. Mn maks. Ni min. Ni maks. Pb maks. Sn maks. Zn min. Inne, całkowita maks. CuNi12Zn24
Taśmy nowe srebro Skład chemiczny Oznaczenie Skład chemiczny w % (mm) Symboliczne Numeryczne EN Cu min. Cu maks. Fe maks. Mn maks. Ni min. Ni maks. Pb maks. Sn maks. Zn min. Inne, całkowita maks. CuNi12Zn24
C/Bizkargi, 6 Pol. Ind. Sarrikola E LARRABETZU Bizkaia - SPAIN
 Mosiądz Skład chemiczny Oznaczenia Skład chemiczny w % (mm) EN Symboliczne Numeryczne Cu min. Cu maks. Al maks. Fe maks. Ni maks. Pb min. Pb maks. Sn maks. Zn min. Inne, całkowita maks. CuZn10 CW501L EN
Mosiądz Skład chemiczny Oznaczenia Skład chemiczny w % (mm) EN Symboliczne Numeryczne Cu min. Cu maks. Al maks. Fe maks. Ni maks. Pb min. Pb maks. Sn maks. Zn min. Inne, całkowita maks. CuZn10 CW501L EN
Informacje ogólne - Zawieranie umów
 Ogólne warunki handlowe dotyczące ocynkowania ogniowego elementów stalowych stosowane przez P.P.U.H. GAL Spółka z ograniczoną odpowiedzialnością Sp. K. Informacje ogólne cynkowanie. 1 Cynkowanie ogniowe,
Ogólne warunki handlowe dotyczące ocynkowania ogniowego elementów stalowych stosowane przez P.P.U.H. GAL Spółka z ograniczoną odpowiedzialnością Sp. K. Informacje ogólne cynkowanie. 1 Cynkowanie ogniowe,
APROBATA TECHNICZNA ITB AT /2012
 Seria: APROBATY TECHNICZNE APROBATA TECHNICZNA ITB AT-15-7375/2012 Na podstawie rozporządzenia Ministra Infrastruktury z dnia 8 listopada 2004 r. w sprawie aprobat technicznych oraz jednostek organizacyjnych
Seria: APROBATY TECHNICZNE APROBATA TECHNICZNA ITB AT-15-7375/2012 Na podstawie rozporządzenia Ministra Infrastruktury z dnia 8 listopada 2004 r. w sprawie aprobat technicznych oraz jednostek organizacyjnych
APROBATA TECHNICZNA ITB AT /2006
 INSTYTUT TECHNIKI BUDOWLANEJ PL 00-611 WARSZAWA, ul. FILTROWA 1 tel.: (48 22) 825 04 71; (48 22) 825 76 55 fax: (48 22) 825 52 86 Czł onek Europejskiej Unii Akceptacji Technicznej w Budownictwie UEAtc
INSTYTUT TECHNIKI BUDOWLANEJ PL 00-611 WARSZAWA, ul. FILTROWA 1 tel.: (48 22) 825 04 71; (48 22) 825 76 55 fax: (48 22) 825 52 86 Czł onek Europejskiej Unii Akceptacji Technicznej w Budownictwie UEAtc
rury stalowe i profile zamknięte
 rury stalowe i profile zamknięte SPECJALIŚCI OD RUR STALOWYCH Od 10 lat dostarczamy naszym klientom rury stalowe i profile zamknięte, których parametry spełniają najwyższe wymagania jakościowe. Nasi odbiorcy,
rury stalowe i profile zamknięte SPECJALIŚCI OD RUR STALOWYCH Od 10 lat dostarczamy naszym klientom rury stalowe i profile zamknięte, których parametry spełniają najwyższe wymagania jakościowe. Nasi odbiorcy,
POSTĘPOWANIE PO OCYNKOWANIU
 część 3 str. 1 / 8 POSTĘPOWANIE PO OCYNKOWANIU Unikanie obcej rdzy Korozja na skutek składowania nieocynkowane elementy na ocynkowanych dźwigarach! Ślady rdzy pogarszają ochronne działanie antykorozyjne
część 3 str. 1 / 8 POSTĘPOWANIE PO OCYNKOWANIU Unikanie obcej rdzy Korozja na skutek składowania nieocynkowane elementy na ocynkowanych dźwigarach! Ślady rdzy pogarszają ochronne działanie antykorozyjne
Elastyczny system płaszczy o metalicznym wyglądzie
 Kaiflex Protect Alu-TEC jest elastycznym systemem płaszczy o wyglądzie podobnym do blachy. Składa się on z elastycznej, twardej folii połączonej z odporną na warunki atmosferyczne powierzchnią aluminiową.
Kaiflex Protect Alu-TEC jest elastycznym systemem płaszczy o wyglądzie podobnym do blachy. Składa się on z elastycznej, twardej folii połączonej z odporną na warunki atmosferyczne powierzchnią aluminiową.
APROBATA TECHNICZNA ITB AT /2006
 INSTYTUT TECHNIKI BUDOWLANEJ PL 00-611 WARSZAWA, ul. FILTROWA 1 tel.: (48 22) 825 04 71; (48 22) 825 76 55 fax: (48 22) 825 52 86 Czł onek Europejskiej Unii Akceptacji Technicznej w Budownictwie UEAtc
INSTYTUT TECHNIKI BUDOWLANEJ PL 00-611 WARSZAWA, ul. FILTROWA 1 tel.: (48 22) 825 04 71; (48 22) 825 76 55 fax: (48 22) 825 52 86 Czł onek Europejskiej Unii Akceptacji Technicznej w Budownictwie UEAtc
ZINCTAPE A INNE METODY OCHRONY ANTYKOROZYJNEJ
 ZINCTAPE A INNE METODY OCHRONY ANTYKOROZYJNEJ Taśma antykorozyjna ZincTape efektywnie zabezpiecza powierzchnie z żelaza, stali, aluminium i metali lekkich, na całym świecie, od ponad 30 lat. Technologię
ZINCTAPE A INNE METODY OCHRONY ANTYKOROZYJNEJ Taśma antykorozyjna ZincTape efektywnie zabezpiecza powierzchnie z żelaza, stali, aluminium i metali lekkich, na całym świecie, od ponad 30 lat. Technologię
KONSTRUKCJE METALOWE - LABORATORIUM. Łączniki mechaniczne
 KONSTRUKCJE METALOWE - LABORATORIUM Łączniki mechaniczne Asortyment śrub trzpień łeb Śruby z łbem sześciokątnym Śruby z gwintem na całej długości, z łbem sześciokątnym Śruby nie mniejsze niż M12 Gwinty
KONSTRUKCJE METALOWE - LABORATORIUM Łączniki mechaniczne Asortyment śrub trzpień łeb Śruby z łbem sześciokątnym Śruby z gwintem na całej długości, z łbem sześciokątnym Śruby nie mniejsze niż M12 Gwinty
APROBATA TECHNICZNA ITB AT-15-9024/2012. Kształtowniki systemu KURP-DACH gięte na zimno z blachy stalowej ocynkowanej WARSZAWA
 APROBATA TECHNICZNA ITB AT-15-9024/2012 Kształtowniki systemu KURP-DACH gięte na zimno z blachy stalowej ocynkowanej WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez
APROBATA TECHNICZNA ITB AT-15-9024/2012 Kształtowniki systemu KURP-DACH gięte na zimno z blachy stalowej ocynkowanej WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez
KARTA ZABEZPIECZENIA OGNIOCHRONNEGO KONSTRUKCJI STALOWYCH
 KARTA ZABEZPIECZENIA OGNIOCHRONNEGO KONSTRUKCJI STALOWYCH Zestawem pęczniejących farb ogniochronnych systemu FLAME CONTROL No 173 Malowanie wykonane na podstawie niniejszej karty systemem ogniochronnym
KARTA ZABEZPIECZENIA OGNIOCHRONNEGO KONSTRUKCJI STALOWYCH Zestawem pęczniejących farb ogniochronnych systemu FLAME CONTROL No 173 Malowanie wykonane na podstawie niniejszej karty systemem ogniochronnym
PRĘTY CHROMOWANE, RURY STALOWE CYLINDROWE
 PRĘTY CHROMOWANE, RURY STALOWE CYLINDROWE 1 SPECYFIKACJA PRODUKTU 1 Rury bez szwu, zimnociągnione, wewnętrznie honowane na cylindry hudrauliczne H8 1. Stosowanie: Ta specyfikacja produktu zawiera wszystkie
PRĘTY CHROMOWANE, RURY STALOWE CYLINDROWE 1 SPECYFIKACJA PRODUKTU 1 Rury bez szwu, zimnociągnione, wewnętrznie honowane na cylindry hudrauliczne H8 1. Stosowanie: Ta specyfikacja produktu zawiera wszystkie
SPRAWOZDANIE ĆWICZENIE SP-1. LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie tlenowe. I.
 i cięcie tlenowe. I.") SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I 03.00.00 1 1. INSTALACJA GAZOWA 1.2 Wstęp SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 1.1.1 Przedmiot robót Przedmiotem niniejszej Szczegółowej Specyfikacji
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I 03.00.00 1 1. INSTALACJA GAZOWA 1.2 Wstęp SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 1.1.1 Przedmiot robót Przedmiotem niniejszej Szczegółowej Specyfikacji
NORMA ZAKŁADOWA UCHWYTY I OBEJMY STALOWE DO MOCOWANIA RUROCIĄGÓW OKRĘTOWYCH
 Okrętowa Komisja Standaryzacji NORMA ZAKŁADOWA UCHWYTY I OBEJMY STALOWE DO MOCOWANIA RUROCIĄGÓW OKRĘTOWYCH ZN-5004 Zamiast: ZN-5004:1999 Grupa katalogowa SKN 0545 ICS 47.020.30 listopad 2008 1 Wstęp 1.1
Okrętowa Komisja Standaryzacji NORMA ZAKŁADOWA UCHWYTY I OBEJMY STALOWE DO MOCOWANIA RUROCIĄGÓW OKRĘTOWYCH ZN-5004 Zamiast: ZN-5004:1999 Grupa katalogowa SKN 0545 ICS 47.020.30 listopad 2008 1 Wstęp 1.1
KARTA TECHNICZNA,
 OPIS PRODUKTU ZASTOSOWANI E Dwuskładnikowy grunt epoksydowy, utwardzany poliamidem pigmentowany antykorozyjnie fosforanem cynku. Farba przeznaczona do malowania sprzętu transportowego, maszyn rolniczych,
OPIS PRODUKTU ZASTOSOWANI E Dwuskładnikowy grunt epoksydowy, utwardzany poliamidem pigmentowany antykorozyjnie fosforanem cynku. Farba przeznaczona do malowania sprzętu transportowego, maszyn rolniczych,
SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH D
 103 SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH URZĄDZENIA ZABEZPIECZAJĄCE RUCH PIESZYCH 104 1. Wstęp 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące
103 SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH URZĄDZENIA ZABEZPIECZAJĄCE RUCH PIESZYCH 104 1. Wstęp 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące
Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu.
 i technologii wytwarzania wyrobu.") STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
APROBATA TECHNICZNA ITB AT /2013
 APROBATA TECHNICZNA ITB AT-15-7378/2013 ŁĄCZNIKI WIERCĄCE, SAMOGWINTUJĄCE MCF (tzw. wkręty farmerskie) WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż. Witolda
APROBATA TECHNICZNA ITB AT-15-7378/2013 ŁĄCZNIKI WIERCĄCE, SAMOGWINTUJĄCE MCF (tzw. wkręty farmerskie) WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż. Witolda
SST- B04 ROBOTY ZBROJARSKIE
 SPIS TREŚCI 1. Wstęp 1.1. Przedmiot SST. 1.2. Zakres stosowania SST. 1.3. Zakres robót objętych SST. 1.4. Określenia podstawowe. 1.5. Ogólne wymagania dotyczące robót. 2. Materiały 2.1. Stal zbrojeniowa.
SPIS TREŚCI 1. Wstęp 1.1. Przedmiot SST. 1.2. Zakres stosowania SST. 1.3. Zakres robót objętych SST. 1.4. Określenia podstawowe. 1.5. Ogólne wymagania dotyczące robót. 2. Materiały 2.1. Stal zbrojeniowa.
APROBATA TECHNICZNA ITB AT /2013. Łączniki wiercące, samogwintujące FHD, FHDS, WHD oraz PHD WARSZAWA
 APROBATA TECHNICZNA ITB AT-15-7436/2013 Łączniki wiercące, samogwintujące FHD, FHDS, WHD oraz PHD WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż. Witolda
APROBATA TECHNICZNA ITB AT-15-7436/2013 Łączniki wiercące, samogwintujące FHD, FHDS, WHD oraz PHD WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż. Witolda
WARUNKI WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH U.01.05.01 KONSTRUKCJA STALOWA
 WARUNKI WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH KONSTRUKCJA STALOWA 1. Wstęp 1.1 Określenia podstawowe Określenia podstawowe są zgodne z obowiązującymi odpowiednimi polskimi normami i definicjami. 1.2 Wymogi
WARUNKI WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH KONSTRUKCJA STALOWA 1. Wstęp 1.1 Określenia podstawowe Określenia podstawowe są zgodne z obowiązującymi odpowiednimi polskimi normami i definicjami. 1.2 Wymogi
szkło klejone laminowane szkło klejone z użyciem folii na całej powierzchni.
 SZKŁO LAMINOWANE dokument opracowany przez: w oparciu o Polskie Normy: PN-B-13083 Szkło budowlane bezpieczne PN-EN ISO 12543-5, 6 Szkło warstwowe i bezpieczne szkło warstwowe PN-EN 572-2 Szkło float definicje
SZKŁO LAMINOWANE dokument opracowany przez: w oparciu o Polskie Normy: PN-B-13083 Szkło budowlane bezpieczne PN-EN ISO 12543-5, 6 Szkło warstwowe i bezpieczne szkło warstwowe PN-EN 572-2 Szkło float definicje
APROBATA TECHNICZNA ITB AT /2013. Łączniki wiercące, samogwintujące HWH WARSZAWA
 APROBATA TECHNICZNA ITB AT-15-7435/2013 Łączniki wiercące, samogwintujące HWH WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż. Witolda MAKULSKIEGO Projekt
APROBATA TECHNICZNA ITB AT-15-7435/2013 Łączniki wiercące, samogwintujące HWH WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż. Witolda MAKULSKIEGO Projekt
SPECYFIKACJA TECHNICZNA M.14.02.01.
 SPECYFIKACJA TECHNICZNA M.14.02.01. POKRYWANIE POWŁOKAMI MALARSKIMI ELEMENTÓW KONSTRUKCJI MOSTOWYCH 1. Wstęp 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące wykonania
SPECYFIKACJA TECHNICZNA M.14.02.01. POKRYWANIE POWŁOKAMI MALARSKIMI ELEMENTÓW KONSTRUKCJI MOSTOWYCH 1. Wstęp 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące wykonania
SPECYFIKACJA TECHNICZNA M PORĘCZE NA OBIEKTACH MOSTOWYCH I UŻYTECZNOŚCI PUBLICZNEJ
 SPECYFIKACJA TECHNICZNA M 19.01.04 PORĘCZE NA OBIEKTACH MOSTOWYCH I UŻYTECZNOŚCI PUBLICZNEJ 1. Wstęp 1.1 Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej (STWiORB) są wymagania dotyczące wykonania
SPECYFIKACJA TECHNICZNA M 19.01.04 PORĘCZE NA OBIEKTACH MOSTOWYCH I UŻYTECZNOŚCI PUBLICZNEJ 1. Wstęp 1.1 Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej (STWiORB) są wymagania dotyczące wykonania
SPECYFIKACJE TECHNICZNE WYKONANIA I OBIORU ROBÓT BUDOWLANYCH ST.0.03
 SPECYFIKACJE TECHNICZNE WYKONANIA I OBIORU ROBÓT BUDOWLANYCH ST.0.03 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA ZABEZPIECZENIE ANTYKOROZYJNE KONSTRUKCJI STALOWYCH 1 1. WSTĘP 1.1. Przedmiot SST Przedmiotem niniejszej
SPECYFIKACJE TECHNICZNE WYKONANIA I OBIORU ROBÓT BUDOWLANYCH ST.0.03 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA ZABEZPIECZENIE ANTYKOROZYJNE KONSTRUKCJI STALOWYCH 1 1. WSTĘP 1.1. Przedmiot SST Przedmiotem niniejszej
 Zimny cynk składa się z miliardów cząsteczek tworzących szczelną powłokę, które pokrywają powierzchnię w całości (zachowuje się podobnie jak piasek). Z tego powodu pokrycie zimnego cynku jest zawsze elastyczne
Zimny cynk składa się z miliardów cząsteczek tworzących szczelną powłokę, które pokrywają powierzchnię w całości (zachowuje się podobnie jak piasek). Z tego powodu pokrycie zimnego cynku jest zawsze elastyczne
PSE-SF.Linia 400kV.2 PL/2014v1 - FUNDAMENTY 2
 PSE-SF.Linia 400kV.2 PL/2014v1 - FUNDAMENTY 2 1. Część ogólna Wymagania techniczne dla fundamentów konstrukcji wsporczych słupów dotyczą fundamentów słupów stosowanych w liniach elektroenergetycznych 220
PSE-SF.Linia 400kV.2 PL/2014v1 - FUNDAMENTY 2 1. Część ogólna Wymagania techniczne dla fundamentów konstrukcji wsporczych słupów dotyczą fundamentów słupów stosowanych w liniach elektroenergetycznych 220
LAF-Polska Bielawa 58-260, ul. Wolności 117 NIP: 882-152-92-20 REGON: 890704507 http://www.laf-polska.pl
 Podstawowe informacje o stali Stal jest stopem żelaza, węgla i innych pierwiastków stopowych o zawartości do 2,14 % węgla. W praktyce, jako stale oznacza się stopy, które najczęściej zawierają żelazo,
Podstawowe informacje o stali Stal jest stopem żelaza, węgla i innych pierwiastków stopowych o zawartości do 2,14 % węgla. W praktyce, jako stale oznacza się stopy, które najczęściej zawierają żelazo,
SPECYFIKACJA TECHNICZNA ST KONSTRUKCJE STALOWE
 SPECYFIKACJA TECHNICZNA ST-04.03 KONSTRUKCJE STALOWE 1 Spis treści 1. WSTĘP... 3 1.1. Przedmiot specyfikacji technicznej... 3 1.2. Zakres stosowania ST... 3 1.3. Zakres robót objętych ST... 3 1.4. Określenia
SPECYFIKACJA TECHNICZNA ST-04.03 KONSTRUKCJE STALOWE 1 Spis treści 1. WSTĘP... 3 1.1. Przedmiot specyfikacji technicznej... 3 1.2. Zakres stosowania ST... 3 1.3. Zakres robót objętych ST... 3 1.4. Określenia
Utwardzacz do gruntoemalii poliuretanowej
 Gruntoemalia Poliuretanowa 2k PRODUKTY POWIĄZANE THIN 50 Utwardzacz do gruntoemalii poliuretanowej Rozcieńczalnik uniwersalny, wolny, standardowy, szybki ZASTOSOWANIA Gruntoemalia Poliuretanowa 2k przeznaczona
Gruntoemalia Poliuretanowa 2k PRODUKTY POWIĄZANE THIN 50 Utwardzacz do gruntoemalii poliuretanowej Rozcieńczalnik uniwersalny, wolny, standardowy, szybki ZASTOSOWANIA Gruntoemalia Poliuretanowa 2k przeznaczona
KARTA INFORMACYJNA KORYTA I KSZTAŁTKI KABLOWE
 KARTA INFORMACYJNA KORYTA I KSZTAŁTKI KABLOWE System koryt kablowych oraz kształtek służy do budowy tras kablowych w instalacjach przemysłowych. Wykorzystuje się go do układania linii kablowych niskiego
KARTA INFORMACYJNA KORYTA I KSZTAŁTKI KABLOWE System koryt kablowych oraz kształtek służy do budowy tras kablowych w instalacjach przemysłowych. Wykorzystuje się go do układania linii kablowych niskiego
APROBATA TECHNICZNA ITB AT /2012
 APROBATA TECHNICZNA ITB AT-15-8956/2012 Obejmy do rur OB.ST (rozmiar), OB.ST(rozmiar)WK.TL i OB.SZYBZL(rozmiar)WK.TL(rozmiar przyłącza) do podwieszania przewodów instalacyjnych WARSZAWA Aprobata techniczna
APROBATA TECHNICZNA ITB AT-15-8956/2012 Obejmy do rur OB.ST (rozmiar), OB.ST(rozmiar)WK.TL i OB.SZYBZL(rozmiar)WK.TL(rozmiar przyłącza) do podwieszania przewodów instalacyjnych WARSZAWA Aprobata techniczna
OCZYSZCZANIE MECHANICZNE I TERMICZNE PODŁOŻY ZE STALI I ŻELIWA. Prowadzący: Magdalena Rutkowska-Matela
 OCZYSZCZANIE MECHANICZNE I TERMICZNE PODŁOŻY ZE STALI I ŻELIWA Prowadzący: Magdalena Rutkowska-Matela 1. OCZYSZCZANIE MECHANICZNE W warunkach budowlanych rdzę i zgorzelinę najczęściej usuwa się metodą
OCZYSZCZANIE MECHANICZNE I TERMICZNE PODŁOŻY ZE STALI I ŻELIWA Prowadzący: Magdalena Rutkowska-Matela 1. OCZYSZCZANIE MECHANICZNE W warunkach budowlanych rdzę i zgorzelinę najczęściej usuwa się metodą
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT ST 7.0
 Specyfikacja Techniczna Wykonania i Odbioru Robót ST 7.0 SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT ST 7.0 INSTALOWANIE WYROBÓW METALOWYCH (CPV 45421160-3) 1 WSTĘP 1.1. Przedmiot SST Przedmiotem
Specyfikacja Techniczna Wykonania i Odbioru Robót ST 7.0 SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT ST 7.0 INSTALOWANIE WYROBÓW METALOWYCH (CPV 45421160-3) 1 WSTĘP 1.1. Przedmiot SST Przedmiotem
Rozcieńczalnik do wyrobów epoksydowych
 Podkład epoksydowy antykorozyjny Szybkoschnący antykorozyjny podkład epoksydowy utwardzany adduktem aminowym. PRODUKTY POWIĄZANE Utwardzacz do podkładu epoksydowego Utwardzacz do podkładu epoksydowego
Podkład epoksydowy antykorozyjny Szybkoschnący antykorozyjny podkład epoksydowy utwardzany adduktem aminowym. PRODUKTY POWIĄZANE Utwardzacz do podkładu epoksydowego Utwardzacz do podkładu epoksydowego
INSTYTUT INŻYNIERII MATERIAŁOWEJ PŁ LABORATORIUM TECHNOLOGII POWŁOK OCHRONNYCH ĆWICZENIE 2
 INSTYTUT INŻYNIERII MATERIAŁOWEJ PŁ LABORATORIUM TECHNOLOGII POWŁOK OCHRONNYCH ĆWICZENIE 2 BADANIA ODPORNOŚCI NA KOROZJĘ ELEKTROCHEMICZNĄ SYSTEMÓW POWŁOKOWYCH 1. WSTĘP TEORETYCZNY Odporność na korozję
INSTYTUT INŻYNIERII MATERIAŁOWEJ PŁ LABORATORIUM TECHNOLOGII POWŁOK OCHRONNYCH ĆWICZENIE 2 BADANIA ODPORNOŚCI NA KOROZJĘ ELEKTROCHEMICZNĄ SYSTEMÓW POWŁOKOWYCH 1. WSTĘP TEORETYCZNY Odporność na korozję
SPRAWOZDANIE ĆWICZENIE NR SP
 SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
DOKUMENTACJA PROJEKTOWA NA WYMIANĘ BRAMY WJAZDOWEJ METALOWEJ, AŻUROWEJ Z NAŚWIETLEM W BUDYNKU POZNAŃ, UL. GARBARY 28
 62-020 Swarzędz ul. Kwaśniewskiego 1 ZESPÓŁ PROJEKTOWANIA INŻYNIERII ŚRODOWISKA Tytuł opracowania: ZAKŁAD INŻYNIERII ŚRODOWISKA DOKUMENTACJA PROJEKTOWA NA WYMIANĘ BRAMY WJAZDOWEJ METALOWEJ, AŻUROWEJ Z
62-020 Swarzędz ul. Kwaśniewskiego 1 ZESPÓŁ PROJEKTOWANIA INŻYNIERII ŚRODOWISKA Tytuł opracowania: ZAKŁAD INŻYNIERII ŚRODOWISKA DOKUMENTACJA PROJEKTOWA NA WYMIANĘ BRAMY WJAZDOWEJ METALOWEJ, AŻUROWEJ Z
APROBATA TECHNICZNA ITB AT /2007
 INSTYTUT TECHNIKI BUDOWLANEJ PL 00-611 WARSZAWA, ul. FILTROWA 1 tel.: (48 22) 825 04 71; (48 22) 825 76 55 fax: (48 22) 825 52 86 Czł onek Europejskiej Unii Akceptacji Technicznej w Budownictwie UEAtc
INSTYTUT TECHNIKI BUDOWLANEJ PL 00-611 WARSZAWA, ul. FILTROWA 1 tel.: (48 22) 825 04 71; (48 22) 825 76 55 fax: (48 22) 825 52 86 Czł onek Europejskiej Unii Akceptacji Technicznej w Budownictwie UEAtc
Możemy się pochwalić dynamicznym rozwojem co potwierdza ranking Gazela Biznesu:
 Oferujemy szeroką gamę usług: Usługa cięcia poprzecznego Usługa cięcie wzdłużnego Ciecie laserem Wypalanie CNC I wiele innych Możemy się pochwalić dynamicznym rozwojem co potwierdza ranking Gazela Biznesu:
Oferujemy szeroką gamę usług: Usługa cięcia poprzecznego Usługa cięcie wzdłużnego Ciecie laserem Wypalanie CNC I wiele innych Możemy się pochwalić dynamicznym rozwojem co potwierdza ranking Gazela Biznesu:
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
Opaska uziemiająca taśmowa. Zacisk uziemiający rurowy. Zacisk uziemiający rurowy. Zacisk uziemiający. Opakowanie jednostkowe. Opakowanie zbiorcze
 Uziemienia Opaska uziemiająca taśmowa ze złączem do przyłączenia drutu wzdłużnie i poprzecznie Korpus opaski: mosiądz niklowany Taśma opaski: brąz, dla przekroju przewodów od 1 x 2,5 2 do 2 x 6 2 na rury
Uziemienia Opaska uziemiająca taśmowa ze złączem do przyłączenia drutu wzdłużnie i poprzecznie Korpus opaski: mosiądz niklowany Taśma opaski: brąz, dla przekroju przewodów od 1 x 2,5 2 do 2 x 6 2 na rury
ROZWIĄZYWANIE PROBLEMÓW CZĘŚĆ II - WADY POWŁOKI
 2.1 Nierównomierna powłoka proszkowa z grudkami proszku Grudki proszku powstające podczas nakładania, po utwardzeniu powodują nierówności na powierzchni detali. Wąż proszkowy jest zbyt długi lub zbyt duży
2.1 Nierównomierna powłoka proszkowa z grudkami proszku Grudki proszku powstające podczas nakładania, po utwardzeniu powodują nierówności na powierzchni detali. Wąż proszkowy jest zbyt długi lub zbyt duży
SPECYFIKACJA TECHNICZNA M.14.02.01
 SPECYFIKACJA TECHNICZNA M.14.02.01 POKRYWANIE POWŁOKAMI MALARSKIMI 1. Wstęp 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące wykonania i odbioru robót malarskich
SPECYFIKACJA TECHNICZNA M.14.02.01 POKRYWANIE POWŁOKAMI MALARSKIMI 1. Wstęp 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące wykonania i odbioru robót malarskich
Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień
 Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień 15.12.2016 Numer PN Odlewy PN-EN 1559-1:2011P PN-EN 1559-1:2011E PN-EN 1559-2:2014-12E PN-EN
Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień 15.12.2016 Numer PN Odlewy PN-EN 1559-1:2011P PN-EN 1559-1:2011E PN-EN 1559-2:2014-12E PN-EN
APROBATA TECHNICZNA ITB AT /2010. Obejmy UR, URW, URG i URGW do podwieszania przewodów instalacyjnych WARSZAWA
 APROBATA TECHNICZNA ITB AT-15-8406/2010 Obejmy UR, URW, URG i URGW do podwieszania przewodów instalacyjnych WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż.
APROBATA TECHNICZNA ITB AT-15-8406/2010 Obejmy UR, URW, URG i URGW do podwieszania przewodów instalacyjnych WARSZAWA Aprobata techniczna została opracowana w Zakładzie Aprobat Technicznych przez dr inż.
POSTANOWIENIA OGÓLNE I TECHNICZNE
 AT-15-7319/2007 2/59 Z A Ł Ą C Z N I K POSTANOWIENIA OGÓLNE I TECHNICZNE SPIS TREŚCI 1. PRZEDMIOT APROBATY... 3 2. PRZEZNACZENIE, ZAKRES I WARUNKI STOSOWANIA... 3 2.1. Przeznaczenie i zakres stosowania...
AT-15-7319/2007 2/59 Z A Ł Ą C Z N I K POSTANOWIENIA OGÓLNE I TECHNICZNE SPIS TREŚCI 1. PRZEDMIOT APROBATY... 3 2. PRZEZNACZENIE, ZAKRES I WARUNKI STOSOWANIA... 3 2.1. Przeznaczenie i zakres stosowania...