PRZEPISY RULES PUBLIKACJA NR 71/P PUBLICATION NO. 71/P BADANIA NIENISZCZĄCE ODLEWÓW STALOWYCH STOSOWANYCH NA ELEMENTY KADŁUBA
|
|
|
- Gabriel Bukowski
- 10 lat temu
- Przeglądów:
Transkrypt
1 PRZEPISY RULES PUBLIKACJA NR 71/P PUBLICATION NO. 71/P BADANIA NIENISZCZĄCE ODLEWÓW STALOWYCH STOSOWANYCH NA ELEMENTY KADŁUBA NON-DESTRUCTIVE TESTING OF HULL MARINE STEEL CASTINGS 2006 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem lub rozszerzeniem Przepisów i stanowią wymagania obowiązujące tam, gdzie mają zastosowanie. Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and are mandatory where applicable GDAŃSK

2 PRZEPISY RULES PUBLIKACJA NR 71/P PUBLICATION NO. 71/P BADANIA NIENISZCZĄCE ODLEWÓW STALOWYCH STOSOWANYCH NA ELEMENTY KADŁUBA NON-DESTRUCTIVE TESTING OF HULL MARINE STEEL CASTINGS 2006 GDAŃSK

3 Publikacja Nr 71/P Badania nieniszczące odlewów stalowych stosowanych na elementy kadłuba 2006, której podstawą są Zalecenia IACS (Recommendation No. 69 (Rev. 1, May 2004)), stanowi rozszerzenie wymagań Części IX Materiały i spawanie, Przepisów klasyfikacji i budowy statków morskich. Publikacja ta została zatwierdzona przez Zarząd PRS S.A. w dniu 25 maja 2006 r. i wchodzi w życie z dniem 1 sierpnia 2006 r. Publication No. 71/P Non-destructive Testing of Marine Steel Castings 2006, based on the IACS Guidelines (Recommendation No. 69 (Rev. 1, May 2004)), is an extension of the requirements contained in Part IX Materials and Welding of the Rules for the Classification and Construction of Sea-going Ships. This Publication was approved by the PRS Board on 25 May 2006 and enters into force on 1 August Copyright by Polski Rejestr Statków, 2006 PRS/TW, 06/2006 ISBN
), is an extension of the requirements contained in Part IX Materials and Welding of the Rules for the Classification and Construction of Sea-going Ships.")
4 SPIS TREŚCI 1 Postanowienia ogólne Personel Stan odlewów Obróbka cieplna Przygotowanie powierzchni Zakres badań Wyroby Strefy badania Przebieg badań Badanie wizualne Badania powierzchni metodą magnetyczną i penetracyjną Badania ultradźwiękowe Kryteria akceptacji Kryteria akceptacji przy badaniu wizualnym Kryteria akceptacji przy metodzie magnetycznej lub penetracyjnej Kryteria akceptacji przy metodzie ultradźwiękowej Zapisy Naprawa wad CONTENTS Str. Page 1 General Personnel Requirements Casting Condition Heat Treatment Surface Condition Extent of Testings Castings Zones to be Tested Testing Procedures Visual Testing Surface Crack Detection Ultrasonic Testing Acceptance Criteria Visual Testing Magnetic Particle or Liquid Penetrant Testing Ultrasonic Testing Reporting Rectification of Defects... 27

5 1 POSTANOWIENIA OGÓLNE 1.1 Niniejsza Publikacja zawiera wytyczne dotyczące metod i zakresu badań nieniszczących odlewów, a ponadto określa minimalne standardy jakościowe, jakie muszą zostać spełnione w przypadku, kiedy nie podano innych wymagań. 1.2 Publikacja zawiera wytyczne dotyczące badania powierzchni metodami wizualną, penetracyjną i magnetyczną oraz badań objętościowych metodami radiograficzną i ultradźwiękową. 1.3 Wymagania zawarte w niniejszej Publikacji mogą być stosowane także do odlewów części maszynowych; należy wówczas uwzględnić stosowane materiały, kształt oraz naprężenia, na które będą one narażone. 2 PERSONEL 2.1 Personel wykonujący badania nieniszczące musi posiadać odpowiednią wiedzę i doświadczenie oraz certyfikat 2. stopnia potwierdzający jego kwalifikacje zgodny z wymaganiami normy PN-EN w odpowiednim sektorze (lub wg normy ISO ; inne uprawnienia będą osobno rozpatrywane przez PRS). 2.2 Personel nadzorujący przeprowadzanie badań nieniszczących oraz zatwierdzający procedury badań musi posiadać certyfikat 3. stopnia wg wymagań ww. normy. 3 STAN ODLEWÓW 3.1 Obróbka cieplna Badania nieniszczące powinny być wykonywane na odlewach po końcowej obróbce cieplnej. Szczegółowe wymagania podano w punktach i Jeżeli wytwórnia wykonywała badania pośrednie, to na życzenie inspektora powinna przedstawić ich wyniki do odbioru końcowego. 3.2 Przygotowanie powierzchni Odlewy należy badać w końcowym stanie dostawy. Powierzchnia do badań musi być oczyszczona ze zgorzelin, brudu, oleju, smaru, farby, masy i pokryć formierskich oraz innych zanieczyszczeń mogących ujemnie wpływać na skuteczność badań i interpretację wskazań. W przypadku badania metodą magnetyczną dopuszcza się cienką powłokę farby zwiększającej kontrast. 1 2 PN-EN 473:2002 Badania nieniszczące. Kwalifikacja i certyfikacja personelu badań nieniszczących. Zasady ogólne. ISO 9712:2005 Non-destructive testing. Qualification and certification of personnel. 5

6 3.2.2 Jeżeli w zleceniu nie podano inaczej, badania metodą magnetyczną należy przeprowadzać w obrębie 0,3 mm od powierzchni po końcowej obróbce szlifowaniem w przypadku użycia urządzenia na prąd zmienny (0,8 mm w przypadku urządzenia na prąd stały) Badania ultradźwiękowe odlewów należy przeprowadzać po procesach obróbki skrawaniem lub śrutowania. Stan powierzchni badanych odlewów powinien zapewniać uzyskanie odpowiedniego sprzężenia akustycznego między głowicą a odlewem oraz uniknięcie nadmiernego zużycia głowicy. 4 ZAKRES BADAŃ 4.1 Wyroby Badania powierzchni odlewów metodą magnetyczną lub penetracyjną dotyczą elementów kadłuba statku pokazanych na rysunkach od 1 do 6. W przypadku innych odlewów zakres badań i kryteria odbioru podlegają odrębnemu uzgodnieniu zprs. 4.2 Strefy badania Badania powierzchni metodą magnetyczną lub penetracyjną należy przeprowadzać w strefach wskazanych na rysunkach od 1 do 6. Badania należy przeprowadzać zgodnie z dokumentacją zatwierdzoną przez PRS. Należy w niej wyszczególnić zakres badań, przywołać procedurę badań, podać poziom jakości lub, jeśli to niezbędne, poziomy jakości dla różnych miejsc odlewu Oprócz stref wskazanych na rysunkach od 1 do 6, badaniom powierzchni metodą magnetyczną lub penetracyjną należy poddać następujące miejsca: na wszystkich dostępnych miejscach, w których występuje zaokrąglenie przejścia lub zmiana przekroju, w rejonie przygotowania spoin technologicznych, w pasie o szerokości 30 mm, w rejonie podpórek rdzeniowych, w rejonie miejsc naprawianych przez spawanie, w miejscach, w których usunięto nadlewy metalu przez cięcie palnikiem, zrywanie lub żłobienie elektropowietrzne Badania metodą ultradźwiękową należy przeprowadzić w strefach wskazanych na rysunkach od 1 do 6 oraz w następujących miejscach: na wszystkich dostępnych miejscach, w których występuje zaokrąglenie przejścia lub wyraźna zmiana przekroju, w rejonie przygotowania spoin technologicznych, w rejonie do 50 mm od brzegu spoiny, w miejscach naprawianych przez spawanie, jeżeli wada została wykryta metodą ultradźwiękową, w rejonie nadlewów, 6

7 we wszystkich miejscach poddanych obróbce skrawaniem, szczególnie tych, które zostaną poddane dalszej obróbce (takich jak miejsca otworów na śruby). W przypadku odlewów takich jak np. wsporniki sterów, na których po przeprowadzeniu badań wymienionych w punktach do nadal pozostają duże powierzchnie nie poddane inspekcji, powierzchnie te należy poddać dodatkowemu badaniu metodą ultradźwiękową wzdłuż prostopadłych linii siatki, odległych od siebie o 225 mm. Badanie należy przeprowadzić tylko z jednej strony. 5 PRZEBIEG BADAŃ 5.1 Badanie wizualne Odlewy podlegające wymaganiom niniejszej Publikacji muszą być poddane kontroli wizualnej przez inspektora PRS, obejmującej 100% powierzchni tych odlewów. Oświetlenie badanych powierzchni powinno być zgodne z odpowiednimi normami krajowymi i międzynarodowymi (np. PN-EN ). Jeżeli nie uzgodniono inaczej, badania wizualne i badania metodami magnetyczną i penetracyjną powinny być wykonane w obecności inspektora PRS. 5.2 Badania powierzchni metodą magnetyczną i penetracyjną Procedury badawcze, wyposażenie oraz materiały pomocnicze do badań powinny spełniać wymagania odpowiednich norm krajowych i międzynarodowych związanych z prowadzonymi badaniami (np.: PN-EN , PN-EN ). Badanie powierzchni należy wykonywać metodą magnetyczną, z wyjątkiem następujących przypadków, w których badanie można wykonać metodą penetracyjną: austenityczne stale nierdzewne, interpretacja wskazań otwartych (patrz punkt 6.2.1), wykrytych podczas badań metodą wizualną lub magnetyczną, na polecenie inspektora PRS W przypadku badań metodą magnetyczną należy zwrócić uwagę na styk między odlewem a uchwytami urządzeń magnesujących w celu uniknięcia miejscowego przegrzania powierzchni odlewu. Przy odlewach po końcowej obróbce skrawaniem badanie magnetyczne należy wykonać ze szczególną ostrożnością, stosując specjalne nakładki zabezpieczające. Należy unikać używania nakładek z miedzianymi końcówkami z uwagi na możliwość przedostania się miedzi do badanego materiału W przypadku wykrycia wskazań podczas badania metodą magnetyczną lub penetracyjną, inspektor PRS podejmuje decyzję o akceptacji lub odrzuceniu wg kryteriów zawartych w rozdziale PN-EN 13018:2004 Badania nieniszczące. Badania wizualne. Zasady ogólne. PN-EN 571-1:1999 Badania nieniszczące. Badania penetracyjne. Zasady ogólne. PN-EN 1369:2002 Odlewnictwo. Badania-magnetyczno-proszkowe. 7

8 5.3 Badania ultradźwiękowe Badania metodą ultradźwiękową należy przeprowadzić metodą kontaktową, stosując głowice normalne i/lub kątowe. Procedury badań, defektoskopy ultradźwiękowe oraz warunki przeprowadzania badań muszą być zgodne z wymaganiami odpowiednich norm krajowych i międzynarodowych (np.: PN-EN ). Badania metodą radiograficzną wymagają oddzielnego uzgodnienia z PRS Badaniu poddaje się tylko powierzchnie wykazane w uzgodnionej dokumentacji badania. Dokumentacja powinna zawierać miejsca określone w punkcie wraz ze strefami badania określonymi dla danego wyrobu wg rysunków od 1 do Przy badaniach należy stosować głowice normalne o częstotliwości od 1 do 4 MHz (zaleca się głowice o częstotliwości 2 MHz). Jeśli to tylko możliwe, badanie należy przeprowadzić z obydwu prostopadłych powierzchni odlewu W celu monitorowania zmian sprzężenia głowicy oraz tłumienia fal w materiale należy kontrolować echo dna. Jakikolwiek spadek amplitudy echa dna bez wykrycia defektów wymaga ponownego przebadania danego miejsca. Tłumienie w zakresie do 30 db/m wskazuje na niezadowalający stan materiału po wyżarzaniu Powierzchnie obrabiane, szczególnie w pobliżu nadlewów i w otworach odlewów piasty tylnicy, należy poddać również badaniu podpowierzchniowemu (25 mm) przy użyciu głowicy dwuprzetwornikowej normalnej (0 ). Dodatkowe badania na powierzchniach obrabianych: szczególną uwagę należy zwrócić na miejsca, w których zostaną wywiercone otwory na śruby lub w których poprzez szlifowanie zostały usunięte nadlewy. Zaleca się także badanie powierzchni obrabianych otworów poprzez skanowanie w kierunku obwodowym głowicą kątową 70 w celu wykrycia warstwowych wad osiowo-promieniowych, takich jak naderwania. Promienie i wyoblenia należy badać głowicami kątowymi (o kątach 45, 60 lub 70 ) Przed badaniem metodą ultradźwiękową należy dokonać kalibracji przy użyciu reflektora o średnicy 6 mm. Do tego celu można użyć próbki wzorcowej o grubości odpowiedniej dla badanego odlewu, z otworami płaskodennymi o średnicy 6 mm lub (jako najbardziej zalecana alternatywa) techniki OWR (Odległość-Wzmocnienie-Rozmiar). Skale OWR dostarczone przez producenta głowicy określają, w decybelach, różnicę pomiędzy amplitudą echa dna i amplitudą sygnału od reflektora o średnicy 6 mm. Dodając tę różnicę do wstępnie ustalonego poziomu czułości przez dopasowanie echa dna do poziomu odniesienia, np. 80%, otrzymamy nowy poziom odniesie- 6 PN-EN 583-1:2001 Badania nieniszczące. Badania ultradźwiękowe. Część 1: Zasady ogólne. 8
.")
9 nia, odpowiadający reflektorowi o średnicy 6 mm. Podobną procedurę można zastosować dla reflektorów o średnicy 12 lub 15 mm Po wykonaniu niezbędnych poprawek, wynikających z różnic w tłumieniu lub w stanie powierzchni pomiędzy wzorcem a odlewem, wszystkie wskazania przekraczające 6 mm w badanych strefach odlewu powinny zostać poddane ocenie wg kryteriów podanych w punkcie 6.3. Ocena ta powinna opierać się na dodatkowych badaniach głowicami kątowymi w celu uzyskania pełnego obrazu nieciągłości. 6 KRYTERIA AKCEPTACJI 6.1 Kryteria akceptacji przy badaniu wizualnym Wszystkie odlewy muszą być wolne od pęknięć, wskazań podobnych do pęknięć, naderwań, rozerwań, jam skurczowych lub wskazań innych uszkodzeń. Grubość pozostałości po nadlewach lub wlewach powinna mieścić się w granicach tolerancji wymiarowych odlewu W uzasadnionych przypadkach inspektor PRS może zażądać wykonania dodatkowych badań metodą penetracyjną, magnetyczną lub ultradźwiękową w celu szczegółowej oceny nieprawidłowości powierzchni. 6.2 Kryteria akceptacji przy metodzie magnetycznej lub penetracyjnej Przyjmuje się następujące definicje wskazań: Wskazanie liniowe wskazanie, którego długość jest co najmniej trzykrotnie większa od szerokości. Wskazanie nieliniowe wskazanie o kształcie kolistym lub eliptycznym, o długości mniejszej niż trzykrotna szerokość. Łań cuch wskazań trzylubwięcej wskazań w jednej linii, z odstępami między ich krawędziami nie większymi niż 2 mm. Wskazanie otwarte wskazanie ujawniające się po usunięciu cząstek magnetycznych (rozmagnesowaniu) lub które może być wykryte przy badaniach metodą penetracyjną z wykorzystaniem penetrantów barwnych. Wskazanie nieotwarte wskazanie, które nie ujawnia się po usunięciu cząstek magnetycznych (rozmagnesowanie) lub które nie może być wykryte metodą penetracyjną z wykorzystaniem penetrantów barwnych. Wskazanie właś c i w e wskazanie, które powstaje w wyniku takiego stanu lub typu nieciągłości, który wymaga oceny. Za wskazanie właściwe może być uznane tylko takie, którego przynajmniej jeden wymiar przekracza 1,5 mm W celu oceny wskazań badaną powierzchnię należy podzielić na pasy odniesienia o szerokości 150 mm dla poziomu MT1/PT1 oraz na pola odniesienia o powierzchni 225 cm 2 dla poziomu MT2/PT2. Do oceny powierzchni należy wybrać 9

10 pas lub pole odniesienia o lokalizacji najbardziej niekorzystnej względem wskazania podlegającego ocenie Dla badań metodą magnetyczną (MT) i/lub penetracyjną (PT) wymagane są następujące poziomy jakości: Poziom MT1/PT1 miejsca przygotowania spoin technologicznych (fabrication weld) i miejsca naprawiane przez spawanie. Poziom MT2/PT2 pozostałe miejsca wskazane w Tabela podaje dopuszczalną liczbę i rozmiary wskazań na pasie/polu odniesienia. Wymagany poziom jakości należy zaznaczyć w dokumentacji. Pęknięcia i naderwania są niedopuszczalne. Tabela Dopuszczalna liczba wskazań w pasie lub polu odniesienia Poziom jakości MT1/PT1 MT2/PT2 Maksymalna dopuszczalna liczba wskazań 4 na odcinku 150 mm 20 w polu 225 cm 2 Typ wskazania nieliniowe liniowe łańcuch nieliniowe liniowe łańcuch Maksymalna ilość wskazań danego typu Uwagi: 1) Co najmniej 30 mm między wskazaniami równoważnymi. 2) Przy naprawach spawaniem maksymalny wymiar wynosi 2 mm. 4 1) 4 1) 4 1) Maksymalny rozmiar [mm] 2) Kryteria akceptacji przy metodzie ultradźwiękowej Kryteria akceptacji przy metodzie ultradźwiękowej podaje tabela Zgodnie z punktem poziomy jakości dla odpowiednich stref badania należy podać w dokumentacji. Dla badań metodą ultradźwiękową (UT) wymagane są następujące poziomy jakości: Poziom UT1 10 przy przygotowaniu brzegów do spawania (połączenia) między sekcjami na odcinku 50 mm od brzegu spoiny, na głębokości 50 mm od powierzchni po końcowej obróbce skrawaniem, włącznie z otworami na śruby, we wszystkich dostępnych miejscach, w których występuje zaokrąglenie przejścia lub zmiana przekroju do głębokości 50 mm oraz do 50 mm od końca promienia, zewnętrzna trzecia część grubości w strefach badanych ultradźwiękowo wg rysunków od 1 do 6 w odlewach narażonych na cykliczne naprężenia zginające, takich jak wspornik steru, ster, trzony sterowe,

11 nieciągłości w badanych strefach określone jako pęknięcia lub naderwania. Poziom UT2 inne miejsca poddawane badaniu ultradźwiękowemu wg rysunków od 1 do 6 lub planu badań, miejsca, poza miejscami o wymaganym poziomie jakości UT1, gdzie usunięto nadlewy i wlewy, środkowa trzecia część grubości w strefach badanych ultradźwiękowo wg rysunków od 1 do 6 w odlewach narażonych na cykliczne naprężenia zginające Kryteria akceptacji dla badań ultradźwiękowych dla stref nie pokazanych na rysunkach od 1 do 6 podlegają oddzielnemu uzgodnieniu z PRS na podstawie przewidywanego poziomu naprężeń oraz rodzaju, wielkości i umiejscowienia wady. Tabela Kryteria akceptacji dla odlewów stalowych badania ultradźwiękowe Poziom jakości Dopuszczalna średnica zgodnie z wykresem OWR 1) Dopuszczalna liczba wskazań 2) Dopuszczalna długość wskazań liniowych 3) [mm] UT1 > UT2 > Uwagi: 1) OWR Odległość-Wzmocnienie-Rozmiar. 2) 3) Na powierzchni 300 x 300 mm. Pomierzone na powierzchni badania. 7 ZAPISY 7.1 Wyniki badań nieniszczących powinna zawierać co najmniej następujące informacje:.1 data badania;.2 identyfikacja osób wykonujących badanie łącznie ze stopniem uprawnień;.3 rodzaj odlewu;.4 identyfikacja wyrobu, np. numer;.5 kategoria stali;.6 rodzaj zastosowanej obróbki cieplnej;.7 etap badania;.8 miejsce i strefa badania;.9 stan powierzchni;.10 zastosowane normy i/lub instrukcje badania;.11 wyniki badania;.12 stwierdzenie akceptacji lub braku akceptacji, 11

12 12.13 umiejscowienie zanotowanych wskazań;.14 szczegóły dotyczące napraw przez spawanie, włącznie z rysunkami. 7.2 Dokumentacja badań metodami magnetyczną lub penetracyjną, oprócz informacji wymienionych w punkcie 7.1, powinna zawierać dodatkowo co najmniej następujące dane: dla badań metodą penetracyjną: typ używanego zestawu, dla badań metodą magnetyczną: sposób magnesowania, materiały dodatkowe, natężenie pola magnetycznego. 7.3 Dokumentacja badań metodą ultradźwiękową, oprócz informacji wymienionych w punkcie 7.1, powinna zawierać dodatkowo co najmniej następujące dane: użyty defektoskop, głowice, próbki wzorcowe, ośrodek sprzęgający. 8 NAPRAWA WAD 8.1 Wady i nieakceptowalne wskazania muszą być naprawione zgodnie ze wskazówkami podanymi w punktach do Wadliwe fragmenty materiału można usunąć przez szlifowanie, przez dłutowanie i szlifowanie lub przez żłobkowanie i szlifowanie. Termiczne metody usuwania metalu można stosować jedynie przed końcową obróbką cieplną. Promień dna dla każdego z wyżłobień powinien wynosić w przybliżeniu trzykrotną głębokość wyżłobienia, a jego przejście w sąsiadującą powierzchnię powinno być łagodnie wyrównane do tej powierzchni Naprawę przez spawanie uznaje się za naprawę główną w następujących przypadkach: kiedy wysokość spoiny (grubość spawania) jest większa niż 25% grubości ścianki lub 25 mm, zależnie od tego, która wartość jest mniejsza, kiedy całkowita powierzchnia spoin na odlewie przekracza 2% jego powierzchni. (Uwaga: w przypadku kiedy odległość między dwiema spoinami jest mniejsza niż ich średnia szerokość,są one uważanezajedną spoinę). Naprawy główne (wykonywane przez spawanie) wymagają zatwierdzenia przez PRS przed ich przeprowadzeniem. Naprawy należy wykonać przed końcową obróbką cieplną w piecu Naprawę przez spawanie uznaje się za naprawę mniejszą w przypadku, gdy całkowita powierzchnia spoiny (długość x szerokość) przekracza 500 mm 2,aniesą spełnione kryteria podane w punkcie Naprawy mniejsze nie wymagają zatwierdzenia przez PRS, ale na należących do dokumentacji rysunkach powinny zostać zaznaczone miejsca napraw. Naprawy te należy wykonać przed końcową obróbką cieplną w piecu Naprawę przez spawanie rozumie się jako naprawę kosmetyczną w przypadku wszystkich innych spoin, nie wymienionych w punktach i

13 Naprawy kosmetyczne nie wymagają zatwierdzenia przez PRS, ale na należących do dokumentacji rysunkach powinny zostać zaznaczone miejsca napraw. Naprawy te mogą zostać przeprowadzone po końcowej obróbce cieplnej w piecu, ale w tym przypadku podlegają one miejscowemu wyżarzaniu odprężającemu Odlewy ze stali węglowych i węglowo-manganowych mogą wymagać podgrzewania wstępnego przed spawaniem, jak również odprężającej obróbki cieplnej po spawaniu, w zależności od składu chemicznego oraz wymiarów i umiejscowienia napraw przez spawanie. Obróbkę cieplną po spawaniu należy przeprowadzać w temperaturze nie niższej niż 550 C Odlewy, w których wykryto wady wymagające naprawy, mogą zostać dopuszczone bez naprawy przez spawanie pod następującym warunkiem: wady te występują na powierzchni nie obrabianej skrawaniem, głębokość zalegania wady nie przekracza 15 mm lub 10% grubości (zależnie od tego, która wartość jest mniejsza), a długość usuniętej powierzchni nie przekracza 100 mm Naprawione elementy należy poddać ponownie tym samym badaniom, co przed naprawą oraz dodatkowym badaniom zgodnie z poleceniem inspektora PRS. 13

14 Uwagi: Miejsca badań nieniszczących: 1. Wszystkie powierzchnie badania wizualne. 2. Miejsca oznaczone (OOOO) badania magnetyczne i badania ultradźwiękowe. 3. Szczegółowe zakresy badań i poziomy jakości podano w rozdziałach 4 i 6. Rys. 1 Tylnica Uwagi: Miejsca badań nieniszczących: 1. Wszystkie powierzchnie badania wizualne, badania magnetyczne i badania ultradźwiękowe. 2. Szczegółowe zakresy badań i poziomy jakości podano w rozdziałach 4 i 6. Rys. 2 Trzon sterowy 14

15 Uwagi: Miejsca badań nieniszczących: 1. Wszystkie powierzchnie badania wizualne. 2. Miejsca oznaczone (OOOO) badania magnetyczne i badania ultradźwiękowe. 3. Miejsca oznaczone (^^^^^^) badania ultradźwiękowe. 4. Szczegółowe zakresy badań i poziomy jakości podano w rozdziałach 4 i 6. Rys. 3 Piasta tylnicy 15
 badania ultradźwiękowe. 4.")
16 Uwagi: Miejsca badań nieniszczących: 1. Wszystkie powierzchnie badania wizualne. 2. Miejsca oznaczone (OOOO) badania magnetyczne i badania ultradźwiękowe. 3. Miejsca oznaczone (^^^^^^) badania ultradźwiękowe. 4. Szczegółowe zakresy badań i poziomy jakości podano w rozdziałach 4 i 6. Rys. 4 Zawieszenie steru 16
 badania ultradźwiękowe. 4.")
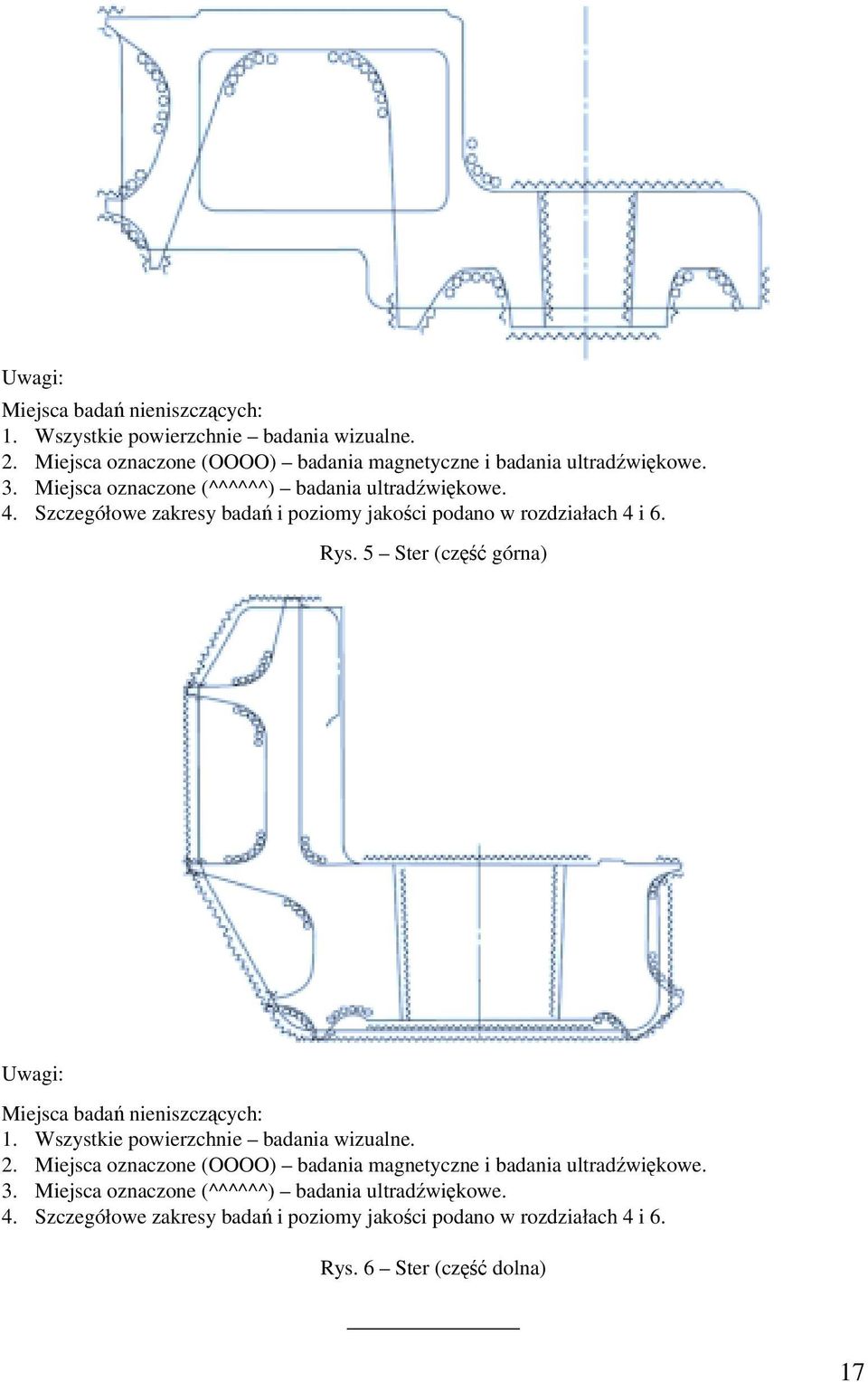
17 Uwagi: Miejsca badań nieniszczących: 1. Wszystkie powierzchnie badania wizualne. 2. Miejsca oznaczone (OOOO) badania magnetyczne i badania ultradźwiękowe. 3. Miejsca oznaczone (^^^^^^) badania ultradźwiękowe. 4. Szczegółowe zakresy badań i poziomy jakości podano w rozdziałach 4 i 6. Rys. 5 Ster (część górna) Uwagi: Miejsca badań nieniszczących: 1. Wszystkie powierzchnie badania wizualne. 2. Miejsca oznaczone (OOOO) badania magnetyczne i badania ultradźwiękowe. 3. Miejsca oznaczone (^^^^^^) badania ultradźwiękowe. 4. Szczegółowe zakresy badań i poziomy jakości podano w rozdziałach 4 i 6. Rys. 6 Ster (część dolna) 17
18 NON-DESTRUCTIVE TESTING OF HULL MARINE STEEL CASTINGS 19
19 1 GENERAL 1.1 This Publication contains guidelines on the extent, methods and recommended quality levels applicable to the non-destructive testing of marine steel castings, except in those cases where alternative criteria have been otherwise approved or specified. 1.2 This Publication contains guidelines on surface inspections by visual testing, magnetic particle testing and liquid penetrant testing as well as volumetric inspection by radiographic testing and ultrasonic testing. 1.3 Although no detailed guidelines are given for machinery components, the requirements in these guidelines may apply correspondingly considering their materials, kinds, shapes and stress conditions to which such components will be subjected. 2 PERSONNEL REQUIREMENTS 2.1 Personnel carrying out non-destructive testing shall have sufficient knowledge and experience and be qualified and certified to level 2. of EN within the specified industrial sector (or standard ISO ; qualifications issued in compliance with other schemes are subject to PRS acceptance in each particular case). 2.2 Personnel responsible for the NDT activity including approval of procedures should be qualified and certified to level 3. of a.m. standards. 3 CASTING CONDITION 3.1 Heat Treatment Non-destructive testing applied for acceptance purposes shall be conducted after the final heat treatment of the casting. For detailed requirements see paragraphs and Where intermediate inspections have been performed, the manufacturer shall furnish the documentation of the results upon PRS Surveyor s request. 3.2 Surface Condition Castings shall be tested in the final delivery condition free from any material such as scale, dirt, grease, paint and other impurities that might affect the effectiveness of the inspection and interpretation of indications. A thin coating of contrast paint is permissible when using magnetic particle techniques. 1 2 EN 473:2000 Non-destructive testing. Qualification and certification of NDT personnel. General principles. ISO 9712:2005 Non-destructive testing. Qualification and certification of personnel. 21

20 3.2.2 Unless otherwise specified in the order, magnetic particle test shall be carried out within 0.3 mm of the final machined surface condition for AC techniques or within 0.8 mm for DC techniques Ultrasonic testing shall be carried out after the castings have been ground, machined or shot blasted to a suitable condition. The surfaces of castings to be tested shall be such that adequate coupling can be established between the probe and the casting and that excessive wear of the probe is avoided. 4 EXTENT OF TESTINGS 4.1 Castings Castings to be tested by NDT methods are identified in Figures 1 to 6. The extent and criteria for the testing of other castings not listed in Figures 1 to 6 are subject to PRS acceptance in each particular case. 4.2 Zones to be Tested Zones to be tested by magnetic particle test in nominated castings are indicated in Figures 1 through 6. Testings shall be conducted in accordance with an inspection plan approved by PRS. The plan shall specify the extent of the testing, the testing procedure, the quality level or, if necessary, the level for different locations of the castings In addition to the areas identified in Figs. 1 to 6, surface inspections shall be carried out in the following locations: at all accessible fillets and changes of section, in way of fabrication weld preparation, for a band width of 30 mm, in way of chaplets, in way of weld repairs, at positions where surplus metal has been removed by flame cutting, scarifying or arc-air gouging Ultrasonic testing shall be carried out in the zones indicated in Figures 1 to 6 and also in the following locations: in way of all accessible fillets and at pronounced changes of section, in way of fabrication weld preparations for a distance of 50 mm from the edge, in way of weld repairs where the original defect was detected by ultrasonic testing, in way of riser positions, in way of machined areas particularly those subject to further machining such as bolt hole positions. In the case of castings such as rudder horns, which may have a large surface area still untested after the inspections specified in paragraphs to have been applied, an additional ultrasonic testing of the untested areas shall be made along continuous perpendicular grid lines on nominal 225 mm centres, scanning from one surface only. 22

21 5 TESTING PROCEDURES 5.1 Visual Testing Steel castings covered by this Publication shall be subjected to a 100% visual testing of all accessible surfaces by PRS Surveyor. Lighting conditions at the inspected surfaces shall fulfil the requirements specified in the relevant national or international standard (e.g. EN ). Unless otherwise agreed, the visual, magnetic particle and liquid penetrant testing shall be carried out in the presence of PRS Surveyor. 5.2 Surface Crack Detection The testing procedures, apparatus, conditions and test media used for magnetic particle testing and liquid penetrant testing shall fulfil the requirements specified in the relevant national or international standards (e.g. EN , EN ). Magnetic particle testing shall be carried out in preference to liquid penetrant testing except in the following cases: austenitic stainless steels, interpretation of open visual or magnetic particle indications (see paragraph 6.2.1), at the instruction of PRS Surveyor For magnetic particle testing attention shall be paid to the contact between the casting and the clamping devices of stationary magnetisation benches in order to avoid local overheating or burning damage in its surface. Prods are permitted on finished machined items provided they are applied with special care. Note that the use of solid copper at the prod tips must be avoided due to the risk of copper penetration When indications have been detected as a result of the surface inspection, acceptance or rejection shall be decided by PRS Surveyor in accordance with the requirements specified in Chapter Ultrasonic Testing Ultrasonic testing shall be carried out using the contact method with straight beam and/or angle beam technique. The testing procedures, apparatus and conditions of ultrasonic testing shall fulfil the requirements specified in the relevant national or international standards (e.g. EN ). Radiographic testing is subject to PRS approval in each particular case EN 13018:2001 Non-destructive testing. Visual testing. General principles. EN 571-1:1997 Non-destructive testing. Penetrant testing. Part 1. General principles. EN 1369:1996 Founding. Magnetic particle inspection. EN 583-1:1998 Non-destructive testing. Ultrasonic examination. Part 1. General principles. 23
22 5.3.2 Only the areas indicated in the agreed inspection plan need to be tested. The plan shall include those locations nominated in paragraph together with the scanning zones identified for the relevant casting in Figures 1 to Ultrasonic scans are to be done using a 0 probe of 1 4 MHz (usually 2 MHz) frequency. Whenever possible scanning shall be performed from both perpendicular surfaces of the casting The back wall echo obtained on parallel sections shall be used to monitor variations in probe coupling and material attenuation. Any reduction in the amplitude of the back wall echo without evidence of intervening defects shall be corrected. Attenuation in excess of 30 db/m indicates an unsatisfactory annealing heat treatment Machined surfaces, especially those in the vicinity of riser locations and in the bores of stern boss castings, shall be subjected to a near surface (25 mm) scan using a twin crystal 0 probe. Additional scans on machined surfaces are of particular importance in cases where boltholes are to be drilled or where surplus material such as padding has been removed by machining. Also, it is advisable to examine the machined bores of castings using circumferential scans with 70 probes in order that axial radial planar flaws such as hot tears can be detected. Fillet radii should be tested using 45, 60 or 70 probes Before ultrasonic testing the reference sensitivity shall be established against a 6 mm diameter flat-bottomed disk reflector. Sensitivity can be calibrated either against a 6 mm diameter flat bottomed hole(s) in a reference block (or series of blocks) corresponding to the thickness of the casting provided that a transfer correction is made, or (as a preferred alternative) by using the DGS (distance-gainsize) method. The DGS diagrams issued by a probe manufacturer identify the difference in db between the amplitude of a back wall echo and that expected from a 6 mm diameter disk reflector. By adding this difference to the sensitivity level initially set by adjusting a back wall echo to a reference height, e.g. 80%, the amended reference level will be representative of a 6 mm diameter disk reflector. Similar calculations can be used for evaluation purposes to establish the difference in db between a back wall reflector and disk reflectors of other diameters such as 12 or 15 mm After any necessary corrections have been made for differences in attenuation or surface condition between the reference block and the casting, any indications received from the nominated zones in the casting that exceed the 6 mm reference level shall be marked for evaluation against the criteria given in paragraph 6.3. Evaluation shall include additional scans with angle probes in order that the full extent of the discontinuity can be plotted. 24
PRZEPISY RULES PUBLIKACJA NR 71/P PUBLICATION NO. 71/P BADANIA NIENISZCZĄCE ODLEWÓW STALOWYCH STOSOWANYCH NA ELEMENTY KADŁUBA
 PRZEPISY RULES PUBLIKACJA NR 71/P PUBLICATION NO. 71/P BADANIA NIENISZCZĄCE ODLEWÓW STALOWYCH STOSOWANYCH NA ELEMENTY KADŁUBA NON-DESTRUCTIVE TESTING OF HULL MARINE STEEL CASTINGS 2006 Publikacje P (Przepisowe)
PRZEPISY RULES PUBLIKACJA NR 71/P PUBLICATION NO. 71/P BADANIA NIENISZCZĄCE ODLEWÓW STALOWYCH STOSOWANYCH NA ELEMENTY KADŁUBA NON-DESTRUCTIVE TESTING OF HULL MARINE STEEL CASTINGS 2006 Publikacje P (Przepisowe)
PRZEPISY RULES PUBLIKACJA NR 70/P PUBLICATION NO. 70/P NON-DESTRUCTIVE TESTING OF HULL AND MACHINERY STEEL FORGINGS
 PRZEPISY RULES PUBLIKACJA NR 70/P PUBLICATION NO. 70/P BADANIA NIENISZCZĄCE ODKUWEK STALOWYCH STOSOWANYCH NA ELEMENTY KADŁUBA I URZĄDZEŃ MASZYNOWYCH NON-DESTRUCTIVE TESTING OF HULL AND MACHINERY STEEL
PRZEPISY RULES PUBLIKACJA NR 70/P PUBLICATION NO. 70/P BADANIA NIENISZCZĄCE ODKUWEK STALOWYCH STOSOWANYCH NA ELEMENTY KADŁUBA I URZĄDZEŃ MASZYNOWYCH NON-DESTRUCTIVE TESTING OF HULL AND MACHINERY STEEL
PRZEPISY PUBLIKACJA NR 34/P KONTROLA POŁĄCZEŃ SPAWANYCH POD WODĄ
 PRZEPISY PUBLIKACJA NR 34/P KONTROLA POŁĄCZEŃ SPAWANYCH POD WODĄ 1995 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem lub rozszerzeniem Przepisów i stanowią wymagania obowiązujące
PRZEPISY PUBLIKACJA NR 34/P KONTROLA POŁĄCZEŃ SPAWANYCH POD WODĄ 1995 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem lub rozszerzeniem Przepisów i stanowią wymagania obowiązujące
Stainless steel long products
 St ai nl es ss t eell ongpr oduc t Bright bars, flat bars and cold formed sections complete the product range of Marcegaglia stainless steel long products for applications including precision engineering,
St ai nl es ss t eell ongpr oduc t Bright bars, flat bars and cold formed sections complete the product range of Marcegaglia stainless steel long products for applications including precision engineering,
NIENISZCZĄCE BADANIA GAZOCIĄGÓW PRZESYŁOWYCH - ZAŁOŻENIA DO PROCEDURY BADANIA OBIEKTU - WYMAGANIA NORMY WYROBU EN 12732
 NIENISZCZĄCE BADANIA GAZOCIĄGÓW PRZESYŁOWYCH - ZAŁOŻENIA DO PROCEDURY BADANIA OBIEKTU - WYMAGANIA NORMY WYROBU EN 12732 MAREK ŚLIWOWSKI MIROSŁAW KARUSIK NDTEST Sp. z o.o, Warszawa www.ndtest.com.pl e-mail:
NIENISZCZĄCE BADANIA GAZOCIĄGÓW PRZESYŁOWYCH - ZAŁOŻENIA DO PROCEDURY BADANIA OBIEKTU - WYMAGANIA NORMY WYROBU EN 12732 MAREK ŚLIWOWSKI MIROSŁAW KARUSIK NDTEST Sp. z o.o, Warszawa www.ndtest.com.pl e-mail:
 www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
PUBLIKACJA INFORMACYJNA NR 14/I INFORMATIVE PUBLICATION NO. 14/I ZASADY UZNAWANIA STACJI BADAŃ ORAZ ZAKŁADÓW REMONTU I KONSERWACJI
 PUBLIKACJA INFORMACYJNA NR 14/I INFORMATIVE PUBLICATION NO. 14/I ZASADY UZNAWANIA STACJI BADAŃ ORAZ ZAKŁADÓW REMONTU I KONSERWACJI PRINCIPLES OF RECOGNITION OF TESTING STATIONS AND MAINTENANCE SHOPS 2002
PUBLIKACJA INFORMACYJNA NR 14/I INFORMATIVE PUBLICATION NO. 14/I ZASADY UZNAWANIA STACJI BADAŃ ORAZ ZAKŁADÓW REMONTU I KONSERWACJI PRINCIPLES OF RECOGNITION OF TESTING STATIONS AND MAINTENANCE SHOPS 2002
PRZEPISY RULES PUBLIKACJA NR 23/P PUBLICATION NO. 23/P PREFABRYKACJA RUROCIĄGÓW PIPELINES PREFABRICATION
 PRZEPISY RULES PUBLIKACJA NR 23/P PUBLICATION NO. 23/P PREFABRYKACJA RUROCIĄGÓW PIPELINES PREFABRICATION 2004 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem lub rozszerzeniem
PRZEPISY RULES PUBLIKACJA NR 23/P PUBLICATION NO. 23/P PREFABRYKACJA RUROCIĄGÓW PIPELINES PREFABRICATION 2004 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem lub rozszerzeniem
PRZEPISY RULES PUBLIKACJA NR 7/P PUBLICATION NO. 7/P NAPRAWY ŚRUB NAPĘDOWYCH ZE STOPÓW MIEDZI REPAIR OF CAST COPPER ALLOY PROPELLERS
 PRZEPISY RULES PUBLIKACJA NR 7/P PUBLICATION NO. 7/P NAPRAWY ŚRUB NAPĘDOWYCH ZE STOPÓW MIEDZI REPAIR OF CAST COPPER ALLOY PROPELLERS 2002 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków
PRZEPISY RULES PUBLIKACJA NR 7/P PUBLICATION NO. 7/P NAPRAWY ŚRUB NAPĘDOWYCH ZE STOPÓW MIEDZI REPAIR OF CAST COPPER ALLOY PROPELLERS 2002 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków
RADIO DISTURBANCE Zakłócenia radioelektryczne
 AKREDYTOWANE LABORATORIUM BADAWCZE Page (Strona) 2 of (Stron) 9 Following requirements should be taken into account in the case of making use of Test Report and giving information about the tests performed
AKREDYTOWANE LABORATORIUM BADAWCZE Page (Strona) 2 of (Stron) 9 Following requirements should be taken into account in the case of making use of Test Report and giving information about the tests performed
OPRAWY I CZÊŒCI ZNORMALIZOWANE DO T OCZNIKÓW
 FCPK a SUPERIOR DIE SET CORPORATION COMPANY FCPK Bytów Sp. z o.o. ul. Lêborska 26, 77-100 Bytów, Poland tel. +48-59-822-9700, fax +48-59-822-9701 www.fcpk.pl OPRAWY I CZÊŒCI ZNORMALIZOWANE DO T OCZNIKÓW
FCPK a SUPERIOR DIE SET CORPORATION COMPANY FCPK Bytów Sp. z o.o. ul. Lêborska 26, 77-100 Bytów, Poland tel. +48-59-822-9700, fax +48-59-822-9701 www.fcpk.pl OPRAWY I CZÊŒCI ZNORMALIZOWANE DO T OCZNIKÓW
Attachment nr 2: Technical data/ Załacznik nr 2: Dane techniczny
 TECHNICAL SPECIFICATIONS Technical description for the engineering, the manufacturing, the installation, the commissioning molds for execution of Foundry molds for wheels. General scope of supply: - No.
TECHNICAL SPECIFICATIONS Technical description for the engineering, the manufacturing, the installation, the commissioning molds for execution of Foundry molds for wheels. General scope of supply: - No.
RADIO DISTURBANCE Zakłócenia radioelektryczne
 AKREDYTOWANE LABORATORIUM BADAWCZE Page (Strona) 2 of (Stron) 9 Following requirements should be taken into account in the case of making use of Test Report and giving information about the tests performed
AKREDYTOWANE LABORATORIUM BADAWCZE Page (Strona) 2 of (Stron) 9 Following requirements should be taken into account in the case of making use of Test Report and giving information about the tests performed
 www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
DELTIM Sp. z o.o. S.K.A ul. Rząsawska 30/38; Częstochowa. Bumper bar X-Lander X-Move
 Strona Page: 1 Zleceniodawca: Client: DELTIM Sp. z o.o. S.K.A ul. Rząsawska 30/38; 42-209 Częstochowa Przedmiot badania: Test item: Bumper bar X-Lander X-Move Producent / Klient zew.: Manufacturer / ext.
Strona Page: 1 Zleceniodawca: Client: DELTIM Sp. z o.o. S.K.A ul. Rząsawska 30/38; 42-209 Częstochowa Przedmiot badania: Test item: Bumper bar X-Lander X-Move Producent / Klient zew.: Manufacturer / ext.
PUBLIKACJA INFORMACYJNA NR 18/I WYTYCZNE PROWADZENIA BADAŃ NIENISZCZĄCYCH PODWODNEJ CZĘŚCI RUCHOMYCH JEDNOSTEK GÓRNICTWA MORSKIEGO
 PUBLIKACJA INFORMACYJNA NR 18/I WYTYCZNE PROWADZENIA BADAŃ NIENISZCZĄCYCH PODWODNEJ CZĘŚCI RUCHOMYCH JEDNOSTEK GÓRNICTWA MORSKIEGO 2001 Publikacje I (Informacyjne) wydawane przez Polski Rejestr Statków
PUBLIKACJA INFORMACYJNA NR 18/I WYTYCZNE PROWADZENIA BADAŃ NIENISZCZĄCYCH PODWODNEJ CZĘŚCI RUCHOMYCH JEDNOSTEK GÓRNICTWA MORSKIEGO 2001 Publikacje I (Informacyjne) wydawane przez Polski Rejestr Statków
099 Łóżko półpiętrowe 2080x1010(1109)x Bunk bed 2080x1010(1109)x1600 W15 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTION
x Bunk bed 2080x1010(1109)x1600 W15 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTION") INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTION 2 WAŻNE, ZACHOWAĆ DO PÓŹNIEJSZEGO STOSOWANIA- UWAŻNIE PRZECZYTAĆ IMPORTANT, SAVE FOR FURTHER USAGE- READ CAREFULLY INSTRUKCJA UZYTKOWANIA USER S MANUAL. Aby uniknąć
INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTION 2 WAŻNE, ZACHOWAĆ DO PÓŹNIEJSZEGO STOSOWANIA- UWAŻNIE PRZECZYTAĆ IMPORTANT, SAVE FOR FURTHER USAGE- READ CAREFULLY INSTRUKCJA UZYTKOWANIA USER S MANUAL. Aby uniknąć
PRZEPISY RULES PUBLIKACJA NR 7/P PUBLICATION NO. 7/P NAPRAWY ŚRUB NAPĘDOWYCH ZE STOPÓW MIEDZI REPAIR OF CAST COPPER ALLOY PROPELLERS
 PRZEPISY RULES PUBLIKACJA NR 7/P PUBLICATION NO. 7/P NAPRAWY ŚRUB NAPĘDOWYCH ZE STOPÓW MIEDZI REPAIR OF CAST COPPER ALLOY PROPELLERS 2002 (Consolidated text incorporating Amendments No. 1/2004, status
PRZEPISY RULES PUBLIKACJA NR 7/P PUBLICATION NO. 7/P NAPRAWY ŚRUB NAPĘDOWYCH ZE STOPÓW MIEDZI REPAIR OF CAST COPPER ALLOY PROPELLERS 2002 (Consolidated text incorporating Amendments No. 1/2004, status
INSPECTION METHODS FOR QUALITY CONTROL OF FIBRE METAL LAMINATES IN AEROSPACE COMPONENTS
 Kompozyty 11: 2 (2011) 130-135 Krzysztof Dragan 1 * Jarosław Bieniaś 2, Michał Sałaciński 1, Piotr Synaszko 1 1 Air Force Institute of Technology, Non Destructive Testing Lab., ul. ks. Bolesława 6, 01-494
Kompozyty 11: 2 (2011) 130-135 Krzysztof Dragan 1 * Jarosław Bieniaś 2, Michał Sałaciński 1, Piotr Synaszko 1 1 Air Force Institute of Technology, Non Destructive Testing Lab., ul. ks. Bolesława 6, 01-494
BARIERA ANTYKONDENSACYJNA
 Skład Obróbka Parametry techniczne BARIERA ANTYKONDENSACYJNA Lama "Lama" sp. z o.o. sp. k Właściwość Metoda badania Wartość Jednostka włóknina poliestrowa + klej PSA + folia polietylenowa Samoprzylepna
Skład Obróbka Parametry techniczne BARIERA ANTYKONDENSACYJNA Lama "Lama" sp. z o.o. sp. k Właściwość Metoda badania Wartość Jednostka włóknina poliestrowa + klej PSA + folia polietylenowa Samoprzylepna
BADANIA NIENISZCZĄCE I ICH ODPOWIEDZIALNOŚĆ A BEZPIECZEŃSTWO TRANSPORTU SZYNOWEGO Badanie ultradźwiękowe elementów kolejowych
 BADANIA NIENISZCZĄCE I ICH ODPOWIEDZIALNOŚĆ A BEZPIECZEŃSTWO TRANSPORTU SZYNOWEGO Badanie ultradźwiękowe elementów kolejowych Ireneusz Mikłaszewicz 1. Badania ultradźwiękowe 2. Badania magnetyczno-proszkowe
BADANIA NIENISZCZĄCE I ICH ODPOWIEDZIALNOŚĆ A BEZPIECZEŃSTWO TRANSPORTU SZYNOWEGO Badanie ultradźwiękowe elementów kolejowych Ireneusz Mikłaszewicz 1. Badania ultradźwiękowe 2. Badania magnetyczno-proszkowe
Lecture 18 Review for Exam 1
 Spring, 2019 ME 323 Mechanics of Materials Lecture 18 Review for Exam 1 Reading assignment: HW1-HW5 News: Ready for the exam? Instructor: Prof. Marcial Gonzalez Announcements Exam 1 - Wednesday February
Spring, 2019 ME 323 Mechanics of Materials Lecture 18 Review for Exam 1 Reading assignment: HW1-HW5 News: Ready for the exam? Instructor: Prof. Marcial Gonzalez Announcements Exam 1 - Wednesday February
098 Łóżko piętrowe 2080x1010(1109)x Double bunk bed 2080x1010(1109)x1600 W15 MONTAGEANLEITUNG ASSEMBLY INSTRUCTION
x Double bunk bed 2080x1010(1109)x1600 W15 MONTAGEANLEITUNG ASSEMBLY INSTRUCTION") 098 Double bunk bed 2080x(9)x600 W5 MONTAGEANLEITUNG ASSEMBLY INSTRUCTION 2 WAŻNE, ZACHOWAĆ DO PÓŹNIEJSZEGO STOSOWANIA- UWAŻNIE PRZECZYTAĆ IMPORTANT, SAVE FOR FURTHER USAGE- READ CAREFULLY INSTRUKCJA UZYTKOWANIA
098 Double bunk bed 2080x(9)x600 W5 MONTAGEANLEITUNG ASSEMBLY INSTRUCTION 2 WAŻNE, ZACHOWAĆ DO PÓŹNIEJSZEGO STOSOWANIA- UWAŻNIE PRZECZYTAĆ IMPORTANT, SAVE FOR FURTHER USAGE- READ CAREFULLY INSTRUKCJA UZYTKOWANIA
RULES. ZMIANY NR 1/2013 do PUBLIKACJI NR 55/P NADZÓR NAD SYSTEMAMI OCHRONY PRZED KOROZJĄ I SYSTEMAMI PRZECIWPOROSTOWYMI
 PRZEPISY RULES ZMIANY NR /03 do PUBLIKACJI NR 55/P NADZÓR NAD SYSTEMAMI OCHRONY PRZED KOROZJĄ I SYSTEMAMI PRZECIWPOROSTOWYMI AMENDMENTS NO. /03 to PUBLICATION NO.55/P SURVEY OF CORROSION PROTECTION AND
PRZEPISY RULES ZMIANY NR /03 do PUBLIKACJI NR 55/P NADZÓR NAD SYSTEMAMI OCHRONY PRZED KOROZJĄ I SYSTEMAMI PRZECIWPOROSTOWYMI AMENDMENTS NO. /03 to PUBLICATION NO.55/P SURVEY OF CORROSION PROTECTION AND
II wariant dwie skale ocen II alternative two grading scales
 Kryteria przeliczania uzyskanych przez kandydata ocen na punkty do listy rankingowej University Criteria for converting candidates grades into the points for the Ranking List Wymagane przedmioty : fizyka,
Kryteria przeliczania uzyskanych przez kandydata ocen na punkty do listy rankingowej University Criteria for converting candidates grades into the points for the Ranking List Wymagane przedmioty : fizyka,
1113NG 487. Importer. Assembly Instructions. Instrukcja Montażu 66 GEYZ
 1113NG 487 Importer www.ogrodosfera.pl Assembly Instructions Instrukcja Montażu 66 GEYZ 1 2 3 ASSEMBLY INSTRUCTIONS (ENGLISH). Before starting, read through the assembly instructions carefully. Check thoroughly
1113NG 487 Importer www.ogrodosfera.pl Assembly Instructions Instrukcja Montażu 66 GEYZ 1 2 3 ASSEMBLY INSTRUCTIONS (ENGLISH). Before starting, read through the assembly instructions carefully. Check thoroughly
LED WASHER 30x3W WHITE IP65 F
 USER MANUAL / INSTRUKCJA OBSŁUGI LED WASHER 30x3W WHITE IP65 F7200171 LED WASHER 30x3W WHITE IP65 F7200171 Table of contents 1 Introduction... 2 2 Safety information... 2 3 Product information... 2 3.1
USER MANUAL / INSTRUKCJA OBSŁUGI LED WASHER 30x3W WHITE IP65 F7200171 LED WASHER 30x3W WHITE IP65 F7200171 Table of contents 1 Introduction... 2 2 Safety information... 2 3 Product information... 2 3.1
 www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
B IURO B ADAWCZE DS. J AKOŚCI
 ISO 9001 Q Ref. Certif. No. PL 2 IEC SYSTEM FOR MUTUAL RECOGNITION OF TEST CERTIFICATES FOR ELECTRICAL EQUIPMENT (IECEE) CB SCHEME SYSTEME CEI D ACCEPTATION MUTUELLE DE CERTIFICATS D ESSAIS DES EQUIPEMENTS
ISO 9001 Q Ref. Certif. No. PL 2 IEC SYSTEM FOR MUTUAL RECOGNITION OF TEST CERTIFICATES FOR ELECTRICAL EQUIPMENT (IECEE) CB SCHEME SYSTEME CEI D ACCEPTATION MUTUELLE DE CERTIFICATS D ESSAIS DES EQUIPEMENTS
Wykaz linii kolejowych, które są wyposażone w urządzenia systemu ETCS
 Wykaz kolejowych, które są wyposażone w urządzenia W tablicy znajdującej się na kolejnych stronach tego załącznika zastosowano następujące oznaczenia: - numer kolejowej według instrukcji Wykaz Id-12 (D-29).
Wykaz kolejowych, które są wyposażone w urządzenia W tablicy znajdującej się na kolejnych stronach tego załącznika zastosowano następujące oznaczenia: - numer kolejowej według instrukcji Wykaz Id-12 (D-29).
SNP SNP Business Partner Data Checker. Prezentacja produktu
 SNP SNP Business Partner Data Checker Prezentacja produktu Istota rozwiązania SNP SNP Business Partner Data Checker Celem produktu SNP SNP Business Partner Data Checker jest umożliwienie sprawdzania nazwy
SNP SNP Business Partner Data Checker Prezentacja produktu Istota rozwiązania SNP SNP Business Partner Data Checker Celem produktu SNP SNP Business Partner Data Checker jest umożliwienie sprawdzania nazwy
HAPPY ANIMALS L01 HAPPY ANIMALS L03 HAPPY ANIMALS L05 HAPPY ANIMALS L07
 HAPPY ANIMALS L0 HAPPY ANIMALS L0 HAPPY ANIMALS L0 HAPPY ANIMALS L07 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K ZW W8 W7 Ø x 6 szt. / pcs Ø7 x 70 Narzędzia / Tools DO MONTAŻU POTRZEBNE
HAPPY ANIMALS L0 HAPPY ANIMALS L0 HAPPY ANIMALS L0 HAPPY ANIMALS L07 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K ZW W8 W7 Ø x 6 szt. / pcs Ø7 x 70 Narzędzia / Tools DO MONTAŻU POTRZEBNE
HAPPY ANIMALS L02 HAPPY ANIMALS L04 HAPPY ANIMALS L06 HAPPY ANIMALS L08
 HAPPY ANIMALS L02 HAPPY ANIMALS L04 HAPPY ANIMALS L06 HAPPY ANIMALS L08 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K O G ZW W8 W4 20 szt. / pcs 4 szt. / pcs 4 szt. / pcs 4 szt. / pcs
HAPPY ANIMALS L02 HAPPY ANIMALS L04 HAPPY ANIMALS L06 HAPPY ANIMALS L08 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K O G ZW W8 W4 20 szt. / pcs 4 szt. / pcs 4 szt. / pcs 4 szt. / pcs
PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302
 do połączeń kołnierzowych PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302 W bogatej ofercie firmy ASMET obok typowych elementów złącznych znajdują się wyroby śrubowe i inne elementy o niestandardowych rozmiarach
do połączeń kołnierzowych PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302 W bogatej ofercie firmy ASMET obok typowych elementów złącznych znajdują się wyroby śrubowe i inne elementy o niestandardowych rozmiarach
Raport bieżący: 44/2018 Data: g. 21:03 Skrócona nazwa emitenta: SERINUS ENERGY plc
 Raport bieżący: 44/2018 Data: 2018-05-23 g. 21:03 Skrócona nazwa emitenta: SERINUS ENERGY plc Temat: Zawiadomienie o zmianie udziału w ogólnej liczbie głosów w Serinus Energy plc Podstawa prawna: Inne
Raport bieżący: 44/2018 Data: 2018-05-23 g. 21:03 Skrócona nazwa emitenta: SERINUS ENERGY plc Temat: Zawiadomienie o zmianie udziału w ogólnej liczbie głosów w Serinus Energy plc Podstawa prawna: Inne
DEKLARACJA WŁAŚCIWOŚCI UŻYTKOWYCH
 EN 14899-2:2006 0086 DEKLARACJA WŁAŚCIWOŚCI UŻYTKOWYCH 1. Rodzaj produktu: Niepowtarzalny kod identyfikacyjny typu wyrobu: Fibremesh 650 S 02 14 05 05 100 0 000081 2. Numer typu, partii lub serii lub jakikolwiek
EN 14899-2:2006 0086 DEKLARACJA WŁAŚCIWOŚCI UŻYTKOWYCH 1. Rodzaj produktu: Niepowtarzalny kod identyfikacyjny typu wyrobu: Fibremesh 650 S 02 14 05 05 100 0 000081 2. Numer typu, partii lub serii lub jakikolwiek
PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302
 do połączeń kołnierzowych PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302 W bogatej ofercie firmy ASMET obok typowych elementów złącznych znajdują się wyroby śrubowe i inne elementy o niestandardowych rozmiarach
do połączeń kołnierzowych PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302 W bogatej ofercie firmy ASMET obok typowych elementów złącznych znajdują się wyroby śrubowe i inne elementy o niestandardowych rozmiarach
Wykaz linii kolejowych, które są wyposażone w urzadzenia systemu ETCS
 Wykaz kolejowych, które są wyposażone w urzadzenia W tablicy znajdującej się na kolejnych stronach tego załącznika zastosowano następujące oznaczenia: - numer kolejowej według instrukcji Wykaz Id-12 (D-29).
Wykaz kolejowych, które są wyposażone w urzadzenia W tablicy znajdującej się na kolejnych stronach tego załącznika zastosowano następujące oznaczenia: - numer kolejowej według instrukcji Wykaz Id-12 (D-29).
Tłumaczenie oryginalnej deklaracji ( z języka angielskiego)
") Tłumaczenie oryginalnej deklaracji ( z języka angielskiego) Deklaracja zgodności CE SOLER & PALAU Sistemas de Ventilacion S.L.U. C/Llevant 4 08150 Parets del Valles (Hiszpania) Deklaruje, że wentylator
Tłumaczenie oryginalnej deklaracji ( z języka angielskiego) Deklaracja zgodności CE SOLER & PALAU Sistemas de Ventilacion S.L.U. C/Llevant 4 08150 Parets del Valles (Hiszpania) Deklaruje, że wentylator
Surname. Other Names. For Examiner s Use Centre Number. Candidate Number. Candidate Signature
 A Surname _ Other Names For Examiner s Use Centre Number Candidate Number Candidate Signature Polish Unit 1 PLSH1 General Certificate of Education Advanced Subsidiary Examination June 2014 Reading and
A Surname _ Other Names For Examiner s Use Centre Number Candidate Number Candidate Signature Polish Unit 1 PLSH1 General Certificate of Education Advanced Subsidiary Examination June 2014 Reading and
OBWIESZCZENIE MINISTRA INFRASTRUKTURY. z dnia 18 kwietnia 2005 r.
 OBWIESZCZENIE MINISTRA INFRASTRUKTURY z dnia 18 kwietnia 2005 r. w sprawie wejścia w życie umowy wielostronnej M 163 zawartej na podstawie Umowy europejskiej dotyczącej międzynarodowego przewozu drogowego
OBWIESZCZENIE MINISTRA INFRASTRUKTURY z dnia 18 kwietnia 2005 r. w sprawie wejścia w życie umowy wielostronnej M 163 zawartej na podstawie Umowy europejskiej dotyczącej międzynarodowego przewozu drogowego
BLACKLIGHT SPOT 400W F
 BLACKLIGHT SPOT 400W F2000339 USER MANUAL / INSTRUKCJA OBSŁUGI BLACKLIGHT SPOT 400W F2000339 Table of Contents 1 Introduction... 2 2 Safety information... 2 3 Product information... 2 3.1 Specification...
BLACKLIGHT SPOT 400W F2000339 USER MANUAL / INSTRUKCJA OBSŁUGI BLACKLIGHT SPOT 400W F2000339 Table of Contents 1 Introduction... 2 2 Safety information... 2 3 Product information... 2 3.1 Specification...
SG-MICRO... SPRĘŻYNY GAZOWE P.103
 SG-MICRO... SG-MICRO 19 SG-MICRO SG-MICRO H SG-MICRO R SG-MICRO 32 SG-MICRO 32H SG-MICRO 32R SG-MICRO SG-MICRO H SG-MICRO R SG-MICRO 45 SG-MICRO SG-MICRO SG-MICRO 75 SG-MICRO 95 SG-MICRO 0 cylindra body
SG-MICRO... SG-MICRO 19 SG-MICRO SG-MICRO H SG-MICRO R SG-MICRO 32 SG-MICRO 32H SG-MICRO 32R SG-MICRO SG-MICRO H SG-MICRO R SG-MICRO 45 SG-MICRO SG-MICRO SG-MICRO 75 SG-MICRO 95 SG-MICRO 0 cylindra body
European Crime Prevention Award (ECPA) Annex I - new version 2014
 Annex I - new version 2014") European Crime Prevention Award (ECPA) Annex I - new version 2014 Załącznik nr 1 General information (Informacje ogólne) 1. Please specify your country. (Kraj pochodzenia:) 2. Is this your country s ECPA
European Crime Prevention Award (ECPA) Annex I - new version 2014 Załącznik nr 1 General information (Informacje ogólne) 1. Please specify your country. (Kraj pochodzenia:) 2. Is this your country s ECPA
MIL SUP 21/15 (ENR 5) Obowiązuje od / Effective from 08 JUN 2015 Obowiązuje do / Effective to 19 JUN 2015
 Obowiązuje od / Effective from 08 JUN 2015 Obowiązuje do / Effective to 19 JUN 2015") POLSKA AGENCJA ŻEGLUGI POWIETRZNEJ SŁUŻBA INFORMACJI LOTNICZEJ 02-147 Warszawa, ul. Wieżowa 8 AIS HQ: +48-22-574-5610, Fax: +48-22-574-5619, AFS: EPWWYOYX NOTAM Office: +48-22-574-7174, Fax: +48-22-574-7179,
POLSKA AGENCJA ŻEGLUGI POWIETRZNEJ SŁUŻBA INFORMACJI LOTNICZEJ 02-147 Warszawa, ul. Wieżowa 8 AIS HQ: +48-22-574-5610, Fax: +48-22-574-5619, AFS: EPWWYOYX NOTAM Office: +48-22-574-7174, Fax: +48-22-574-7179,
PRZEPISY RULES PUBLIKACJA NR 83/P PUBLICATION NO. 83/P
 PRZEPISY RULES PUBLIKACJA NR 83/P PUBLICATION NO. 83/P ZALECENIA DO METODYKI OCENY UKŁADÓW PRZELEWOWYCH BALASTU RECOMMENDATION ON A STANDARD METHOD FOR EVALUATING CROSS-FLOODING ARRANGEMENTS 0 Publikacje
PRZEPISY RULES PUBLIKACJA NR 83/P PUBLICATION NO. 83/P ZALECENIA DO METODYKI OCENY UKŁADÓW PRZELEWOWYCH BALASTU RECOMMENDATION ON A STANDARD METHOD FOR EVALUATING CROSS-FLOODING ARRANGEMENTS 0 Publikacje
TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE
 TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE Poland GENERAL INFORMATION USE Whiteheart malleable cast iron fittings brand EE are used in threaded pipe joints, particularly in water, gas,
TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE Poland GENERAL INFORMATION USE Whiteheart malleable cast iron fittings brand EE are used in threaded pipe joints, particularly in water, gas,
DO MONTAŻU POTRZEBNE SĄ DWIE OSOBY! INSTALLATION REQUIRES TWO PEOPLE!
 1 HAPPY ANIMALS B09 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K1 M M1 ZM1 Z T G1 17 szt. / pcs 13 szt. / pcs B1 13 szt. / pcs W4 13 szt. / pcs W6 14 szt. / pcs U1 1 szt. / pcs U N1
1 HAPPY ANIMALS B09 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K1 M M1 ZM1 Z T G1 17 szt. / pcs 13 szt. / pcs B1 13 szt. / pcs W4 13 szt. / pcs W6 14 szt. / pcs U1 1 szt. / pcs U N1
PLSH1 (JUN14PLSH101) General Certificate of Education Advanced Subsidiary Examination June 2014. Reading and Writing TOTAL
 General Certificate of Education Advanced Subsidiary Examination June 2014. Reading and Writing TOTAL") Centre Number Surname Candidate Number For Examiner s Use Other Names Candidate Signature Examiner s Initials Section Mark Polish Unit 1 Reading and Writing General Certificate of Education Advanced Subsidiary
Centre Number Surname Candidate Number For Examiner s Use Other Names Candidate Signature Examiner s Initials Section Mark Polish Unit 1 Reading and Writing General Certificate of Education Advanced Subsidiary
 OPINIA NIEZALEŻNEGO BIEGŁEGO REWIDENTA Dla Zgromadzenia Wspólników CRISIL Irevna Poland Sp. z o. o. 1. Przeprowadziliśmy badanie załączonego sprawozdania finansowego za rok zakończony dnia 31 grudnia 2016
OPINIA NIEZALEŻNEGO BIEGŁEGO REWIDENTA Dla Zgromadzenia Wspólników CRISIL Irevna Poland Sp. z o. o. 1. Przeprowadziliśmy badanie załączonego sprawozdania finansowego za rok zakończony dnia 31 grudnia 2016
LEARNING AGREEMENT FOR STUDIES
 LEARNING AGREEMENT FOR STUDIES The Student First and last name(s) Nationality E-mail Academic year 2014/2015 Study period 1 st semester 2 nd semester Study cycle Bachelor Master Doctoral Subject area,
LEARNING AGREEMENT FOR STUDIES The Student First and last name(s) Nationality E-mail Academic year 2014/2015 Study period 1 st semester 2 nd semester Study cycle Bachelor Master Doctoral Subject area,
 !850016! www.irs.gov/form8879eo. e-file www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C,
!850016! www.irs.gov/form8879eo. e-file www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C,
HAPPY K04 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS DO MONTAŻU POTRZEBNE SĄ DWIE OSOBY! INSTALLATION REQUIRES TWO PEOPLE! W5 W6 G1 T2 U1 U2 TZ1
 HAPPY K0 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS W Akcesoria / Fittings W W G K szt. / pcs M Ø Ø 0 Ø, Ø Ø. 0 ø8 M 8 szt. / pcs 0 szt. / pcs szt. / pcs T U U szt. / pcs szt. / pcs szt. / pcs S TZ szt.
HAPPY K0 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS W Akcesoria / Fittings W W G K szt. / pcs M Ø Ø 0 Ø, Ø Ø. 0 ø8 M 8 szt. / pcs 0 szt. / pcs szt. / pcs T U U szt. / pcs szt. / pcs szt. / pcs S TZ szt.
NAPRĘŻENIA ŚCISKAJĄCE PRZY 10% ODKSZTAŁCENIU WZGLĘDNYM PRÓBEK NORMOWYCH POBRANYCH Z PŁYT EPS O RÓŻNEJ GRUBOŚCI
 PRACE INSTYTUTU TECHNIKI BUDOWLANEJ - KWARTALNIK 1 (145) 2008 BUILDING RESEARCH INSTITUTE - QUARTERLY No 1 (145) 2008 Zbigniew Owczarek* NAPRĘŻENIA ŚCISKAJĄCE PRZY 10% ODKSZTAŁCENIU WZGLĘDNYM PRÓBEK NORMOWYCH
PRACE INSTYTUTU TECHNIKI BUDOWLANEJ - KWARTALNIK 1 (145) 2008 BUILDING RESEARCH INSTITUTE - QUARTERLY No 1 (145) 2008 Zbigniew Owczarek* NAPRĘŻENIA ŚCISKAJĄCE PRZY 10% ODKSZTAŁCENIU WZGLĘDNYM PRÓBEK NORMOWYCH
FABRYKA APARATURY I URZĄDZEŃ FAMET S.A. (FAMET Process Equipment and Machinery, Inc.)
") FAMET S.A. (FAMET Process Equipment and Machinery, Inc.) 47-225 Kędzierzyn-Koźle, ul. Szkolna 15a, POLAND tel.(+48 77 ) 4 52 15, fax (+48 77) 4 52 12 www.famet.com.pl Nr zlecenia: 4514766 Nr arch. projektu:
FAMET S.A. (FAMET Process Equipment and Machinery, Inc.) 47-225 Kędzierzyn-Koźle, ul. Szkolna 15a, POLAND tel.(+48 77 ) 4 52 15, fax (+48 77) 4 52 12 www.famet.com.pl Nr zlecenia: 4514766 Nr arch. projektu:
DO MONTAŻU POTRZEBNE SĄ DWIE OSOBY! INSTALLATION REQUIRES TWO PEOPLE!
 HAPPY ANIMALS RW08 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K M M ZM ZW G 0 szt. / pcs W szt. / pcs B szt. / pcs szt. / pcs W U 8 szt. / pcs 4 szt. / pcs U N szt. / pcs Ø3 x szt. /
HAPPY ANIMALS RW08 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K M M ZM ZW G 0 szt. / pcs W szt. / pcs B szt. / pcs szt. / pcs W U 8 szt. / pcs 4 szt. / pcs U N szt. / pcs Ø3 x szt. /
General Certificate of Education Ordinary Level ADDITIONAL MATHEMATICS 4037/12
 UNIVERSITY OF CAMBRIDGE INTERNATIONAL EXAMINATIONS General Certificate of Education Ordinary Level www.xtremepapers.com *6378719168* ADDITIONAL MATHEMATICS 4037/12 Paper 1 May/June 2013 2 hours Candidates
UNIVERSITY OF CAMBRIDGE INTERNATIONAL EXAMINATIONS General Certificate of Education Ordinary Level www.xtremepapers.com *6378719168* ADDITIONAL MATHEMATICS 4037/12 Paper 1 May/June 2013 2 hours Candidates
 www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
Checklist for the verification of the principles of competitiveness refers to Polish beneficiaries only
 Checklist for the verification of the principles of competitiveness refers to Polish beneficiaries only Prepared for the purpose of verification of the tenders of value: Equal or exceeding 50 000 PLN net
Checklist for the verification of the principles of competitiveness refers to Polish beneficiaries only Prepared for the purpose of verification of the tenders of value: Equal or exceeding 50 000 PLN net
STAŁE TRASY LOTNICTWA WOJSKOWEGO (MRT) MILITARY ROUTES (MRT)
 MILITARY ROUTES (MRT)") AIP VFR POLAND VFR ENR 2.4-1 VFR ENR 2.4 STAŁE TRASY LOTNICTWA WOJSKOWEGO (MRT) MILITARY ROUTES (MRT) 1. INFORMACJE OGÓLNE 1. GENERAL 1.1 Konkretne przebiegi tras MRT wyznaczane są według punktów sieci
AIP VFR POLAND VFR ENR 2.4-1 VFR ENR 2.4 STAŁE TRASY LOTNICTWA WOJSKOWEGO (MRT) MILITARY ROUTES (MRT) 1. INFORMACJE OGÓLNE 1. GENERAL 1.1 Konkretne przebiegi tras MRT wyznaczane są według punktów sieci
Stainless steel flat products. Wyroby płaskie ze stali nierdzewnej
 St ai nl es ss t eel atpr oduc t s Moving ahead in the stainless sector. Within a strategy of consistent investments in its production chain, Marcegaglia has added the manufacturing of coils and sheets
St ai nl es ss t eel atpr oduc t s Moving ahead in the stainless sector. Within a strategy of consistent investments in its production chain, Marcegaglia has added the manufacturing of coils and sheets
MOŻLIWOSCI OCENY NIECIĄGŁOŚCI POWIERZCHNIOWYCH ODLEWÓW. L. SOZAŃSKI 1 Politechnika Wrocławska
 138/18 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 18 (2/2) ARCHIVES OF FOUNDRY Year 2006, Volume 6, N o 18 (2/2) PAN Katowice PL ISSN 1642-5308 MOŻLIWOSCI OCENY NIECIĄGŁOŚCI POWIERZCHNIOWYCH ODLEWÓW
138/18 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 18 (2/2) ARCHIVES OF FOUNDRY Year 2006, Volume 6, N o 18 (2/2) PAN Katowice PL ISSN 1642-5308 MOŻLIWOSCI OCENY NIECIĄGŁOŚCI POWIERZCHNIOWYCH ODLEWÓW
Uszczelnianie profili firmy KLUŚ na przykładzie profilu PDS 4 - ALU / Sealing KLUŚ profiles on example of PDS 4 - ALU profile. Pasek LED / LED strip
 Uszczelnianie profili firmy KLUŚ na przykładzie profilu PDS 4 - ALU / Sealing KLUŚ profiles on example of PDS 4 - ALU profile. 1. Pasek LED / LED strip Rękaw termokurczliwy / heat shrink sleeve Istnieje
Uszczelnianie profili firmy KLUŚ na przykładzie profilu PDS 4 - ALU / Sealing KLUŚ profiles on example of PDS 4 - ALU profile. 1. Pasek LED / LED strip Rękaw termokurczliwy / heat shrink sleeve Istnieje
WZÓR ŚWIADECTWA UZNANIA POJAZDU DROGOWEGO Komentarze
 ZAŁĄCZNIK 4 WZÓR ŚWIADECTWA UZNANIA POJAZDU DROGOWEGO Komentarze Świadectwo uznania Świadectwo uznania powinno być formatu A3 i złożone na pół. Patrz próbka załączona dalej w niniejszym dokumencie. {TRANS/GE.30/10,
ZAŁĄCZNIK 4 WZÓR ŚWIADECTWA UZNANIA POJAZDU DROGOWEGO Komentarze Świadectwo uznania Świadectwo uznania powinno być formatu A3 i złożone na pół. Patrz próbka załączona dalej w niniejszym dokumencie. {TRANS/GE.30/10,
Formularz recenzji magazynu. Journal of Corporate Responsibility and Leadership Review Form
 Formularz recenzji magazynu Review Form Identyfikator magazynu/ Journal identification number: Tytuł artykułu/ Paper title: Recenzent/ Reviewer: (imię i nazwisko, stopień naukowy/name and surname, academic
Formularz recenzji magazynu Review Form Identyfikator magazynu/ Journal identification number: Tytuł artykułu/ Paper title: Recenzent/ Reviewer: (imię i nazwisko, stopień naukowy/name and surname, academic
1 Nazwisko i imiona lub nazwa firmy będącej podmiotem uprawnionym /Surname and forenames or name of firm of applicant/
 Naczelnik Drugiego Urzędu Skarbowego 02-013 Warszawa-Śródmieście ul. Lindleya 14 Czy jest to twój pierwszy wniosek? Jeśli nie, należy podać numer ewidencyjny /Is this your first application? If not, please
Naczelnik Drugiego Urzędu Skarbowego 02-013 Warszawa-Śródmieście ul. Lindleya 14 Czy jest to twój pierwszy wniosek? Jeśli nie, należy podać numer ewidencyjny /Is this your first application? If not, please
DO MONTAŻU POTRZEBNE SĄ DWIE OSOBY! INSTALLATION REQUIRES TWO PEOPLE!
 1 HAPPY ANIMALS SZ11 A INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K1 M M1 ZM1 Z G1 szt. / pcs 0 szt. / pcs B1 6 szt. / pcs 6 szt. / pcs W6 0 szt. / pcs U1 19 szt. / pcs U 50 szt. / pcs
1 HAPPY ANIMALS SZ11 A INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K1 M M1 ZM1 Z G1 szt. / pcs 0 szt. / pcs B1 6 szt. / pcs 6 szt. / pcs W6 0 szt. / pcs U1 19 szt. / pcs U 50 szt. / pcs
SNP Business Partner Data Checker. Prezentacja produktu
 SNP Business Partner Data Checker Prezentacja produktu Istota rozwiązania SNP Business Partner Data Checker Celem produktu SNP Business Partner Data Checker jest umożliwienie sprawdzania nazwy oraz danych
SNP Business Partner Data Checker Prezentacja produktu Istota rozwiązania SNP Business Partner Data Checker Celem produktu SNP Business Partner Data Checker jest umożliwienie sprawdzania nazwy oraz danych
Call 2013 national eligibility criteria and funding rates
 Call 2013 national eligibility criteria and funding rates POLAND a) National eligibility criteria Funding Organisation National Contact Point National Center for Research and Development (Narodowe Centrum
Call 2013 national eligibility criteria and funding rates POLAND a) National eligibility criteria Funding Organisation National Contact Point National Center for Research and Development (Narodowe Centrum
OCENA RADIOGRAMÓW ODLEWÓW- PRZEGLĄD NORMY ASTM E , TOM II.
 OCENA RADIOGRAMÓW ODLEWÓW- PRZEGLĄD NORMY ASTM E 186-98, TOM II. Marek Dobrowolski Skrót / Abstract Albumy radiogramów odlewów opublikowane wraz z normami przez ASTM (Amerykańskie Towarzystwa Badań Materiałów)
OCENA RADIOGRAMÓW ODLEWÓW- PRZEGLĄD NORMY ASTM E 186-98, TOM II. Marek Dobrowolski Skrót / Abstract Albumy radiogramów odlewów opublikowane wraz z normami przez ASTM (Amerykańskie Towarzystwa Badań Materiałów)
DM-ML, DM-FL. Auxiliary Equipment and Accessories. Damper Drives. Dimensions. Descritpion
 DM-ML, DM-FL Descritpion DM-ML and DM-FL actuators are designed for driving round dampers and square multi-blade dampers. Example identification Product code: DM-FL-5-2 voltage Dimensions DM-ML-6 DM-ML-8
DM-ML, DM-FL Descritpion DM-ML and DM-FL actuators are designed for driving round dampers and square multi-blade dampers. Example identification Product code: DM-FL-5-2 voltage Dimensions DM-ML-6 DM-ML-8
WSCHÓD I ZACHÓD SŁOŃCA SUNRISE / SUNSET
 MIL GEN 2.7-1 MIL GEN 2.7 WSCHÓD I ZACHÓD SŁOŃCA SUNRISE / SUNSET OBLICZANIE CZASÓW WSCHODU I ZACHODU SŁOŃCA 1. Tabele wschodu i zachodu słońca dla lotniska EPWA oraz tabela poprawek zostały opracowane
MIL GEN 2.7-1 MIL GEN 2.7 WSCHÓD I ZACHÓD SŁOŃCA SUNRISE / SUNSET OBLICZANIE CZASÓW WSCHODU I ZACHODU SŁOŃCA 1. Tabele wschodu i zachodu słońca dla lotniska EPWA oraz tabela poprawek zostały opracowane
Rozpoznawanie twarzy metodą PCA Michał Bereta 1. Testowanie statystycznej istotności różnic między jakością klasyfikatorów
 Rozpoznawanie twarzy metodą PCA Michał Bereta www.michalbereta.pl 1. Testowanie statystycznej istotności różnic między jakością klasyfikatorów Wiemy, że możemy porównywad klasyfikatory np. za pomocą kroswalidacji.
Rozpoznawanie twarzy metodą PCA Michał Bereta www.michalbereta.pl 1. Testowanie statystycznej istotności różnic między jakością klasyfikatorów Wiemy, że możemy porównywad klasyfikatory np. za pomocą kroswalidacji.
ZAKRES AKREDYTACJI JEDNOSTKI CERTYFIKUJĄCEJ OSOBY SCOPE OF ACCREDITATION FOR PERSONS CERTIFICATION BODY Nr/No. AC 195
 PCA Zakres akredytacji Nr AC 195 Scope of accreditation No. AC 195 ZAKRES AKREDYTACJI JEDNOSTKI CERTYFIKUJĄCEJ OSOBY SCOPE OF ACCREDITATION FOR PERSONS CERTIFICATION BODY Nr/No. AC 195 wydany przez / issued
PCA Zakres akredytacji Nr AC 195 Scope of accreditation No. AC 195 ZAKRES AKREDYTACJI JEDNOSTKI CERTYFIKUJĄCEJ OSOBY SCOPE OF ACCREDITATION FOR PERSONS CERTIFICATION BODY Nr/No. AC 195 wydany przez / issued
WSCHÓD I ZACHÓD SŁOŃCA SUNRISE / SUNSET
 AIP VFR POLAND VFR GEN 3.2-1 VFR GEN 3.2 WSCHÓD I ZACHÓD SŁOŃCA SUNRISE / SUNSET OBLICZANIE CZASÓW WSCHODU I ZACHODU SŁOŃCA 1. Tabele wschodu i zachodu słońca dla lotniska EPWA oraz tabela poprawek zostały
AIP VFR POLAND VFR GEN 3.2-1 VFR GEN 3.2 WSCHÓD I ZACHÓD SŁOŃCA SUNRISE / SUNSET OBLICZANIE CZASÓW WSCHODU I ZACHODU SŁOŃCA 1. Tabele wschodu i zachodu słońca dla lotniska EPWA oraz tabela poprawek zostały
WSCHÓD I ZACHÓD SŁOŃCA SUNRISE / SUNSET
 AIP VFR POLAND VFR GEN 3.2-1 VFR GEN 3.2 WSCHÓD I ZACHÓD SŁOŃCA SUNRISE / SUNSET OBLICZANIE CZASÓW WSCHODU I ZACHODU SŁOŃCA 1. Tabele wschodu i zachodu słońca dla lotniska EPWA oraz tabela poprawek zostały
AIP VFR POLAND VFR GEN 3.2-1 VFR GEN 3.2 WSCHÓD I ZACHÓD SŁOŃCA SUNRISE / SUNSET OBLICZANIE CZASÓW WSCHODU I ZACHODU SŁOŃCA 1. Tabele wschodu i zachodu słońca dla lotniska EPWA oraz tabela poprawek zostały
****/ZN/2012. if you are pregnant or breast-feeding.
 Wydruk z drukarki nie jest wzorcem do druku. Akceptacja kolorów na podstawie proofa certyfikowanego i wzornika PANTONE. Załączony wzór przeznaczony jest do procesu akceptacji i nie może być użyty do przygotowania
Wydruk z drukarki nie jest wzorcem do druku. Akceptacja kolorów na podstawie proofa certyfikowanego i wzornika PANTONE. Załączony wzór przeznaczony jest do procesu akceptacji i nie może być użyty do przygotowania
Proposal of thesis topic for mgr in. (MSE) programme in Telecommunications and Computer Science
 programme in Telecommunications and Computer Science") Proposal of thesis topic for mgr in (MSE) programme 1 Topic: Monte Carlo Method used for a prognosis of a selected technological process 2 Supervisor: Dr in Małgorzata Langer 3 Auxiliary supervisor: 4
Proposal of thesis topic for mgr in (MSE) programme 1 Topic: Monte Carlo Method used for a prognosis of a selected technological process 2 Supervisor: Dr in Małgorzata Langer 3 Auxiliary supervisor: 4
MIL SUP 60/16 (MIL ENR 5) Obowiązuje od / Effective from 11 AUG 2016 Obowiązuje do / Effective to 15 AUG 2016
 Obowiązuje od / Effective from 11 AUG 2016 Obowiązuje do / Effective to 15 AUG 2016") POLSKA AGENCJA ŻEGLUGI POWIETRZNEJ SŁUŻBA INFORMACJI LOTNICZEJ 02-147 Warszawa, ul. Wieżowa 8 AIS HQ: +48-22-574-5610, Fax: +48-22-574-5619, AFS: EPWWYOYX NOTAM Office: +48-22-574-7174, Fax: +48-22-574-7179,
POLSKA AGENCJA ŻEGLUGI POWIETRZNEJ SŁUŻBA INFORMACJI LOTNICZEJ 02-147 Warszawa, ul. Wieżowa 8 AIS HQ: +48-22-574-5610, Fax: +48-22-574-5619, AFS: EPWWYOYX NOTAM Office: +48-22-574-7174, Fax: +48-22-574-7179,
Przewody elektroenergetyczne z izolacją XLPE
 Przewody elektroenergetyczne z izolacją XLPE Power cables with XLPE insulation AsXSn 0,6/1 kv Norma Standard PN HD 626 4F 2 1 Konstrukcja Construction Żyła przewodząca aluminiowa Aluminium 1 2 Izolacja
Przewody elektroenergetyczne z izolacją XLPE Power cables with XLPE insulation AsXSn 0,6/1 kv Norma Standard PN HD 626 4F 2 1 Konstrukcja Construction Żyła przewodząca aluminiowa Aluminium 1 2 Izolacja
Installation of EuroCert software for qualified electronic signature
 Installation of EuroCert software for qualified electronic signature for Microsoft Windows systems Warsaw 28.08.2019 Content 1. Downloading and running the software for the e-signature... 3 a) Installer
Installation of EuroCert software for qualified electronic signature for Microsoft Windows systems Warsaw 28.08.2019 Content 1. Downloading and running the software for the e-signature... 3 a) Installer
Przewody do linii napowietrznych Przewody z drutów okrągłych skręconych współosiowo
 POPRAWKA do POLSKIEJ NORMY ICS 29.060.10 PNEN 50182:2002/AC Wprowadza EN 50182:2001/AC:2013, IDT Przewody do linii napowietrznych Przewody z drutów okrągłych skręconych współosiowo Poprawka do Normy Europejskiej
POPRAWKA do POLSKIEJ NORMY ICS 29.060.10 PNEN 50182:2002/AC Wprowadza EN 50182:2001/AC:2013, IDT Przewody do linii napowietrznych Przewody z drutów okrągłych skręconych współosiowo Poprawka do Normy Europejskiej
Tychy, plan miasta: Skala 1: (Polish Edition)
") Tychy, plan miasta: Skala 1:20 000 (Polish Edition) Poland) Przedsiebiorstwo Geodezyjno-Kartograficzne (Katowice Click here if your download doesn"t start automatically Tychy, plan miasta: Skala 1:20 000
Tychy, plan miasta: Skala 1:20 000 (Polish Edition) Poland) Przedsiebiorstwo Geodezyjno-Kartograficzne (Katowice Click here if your download doesn"t start automatically Tychy, plan miasta: Skala 1:20 000
311186J. Copyright 2004, Graco Inc. is registered to I.S. EN ISO 9001
 311186J Copyright 2004, Graco Inc. is registered to I.S. EN ISO 9001 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Graco warrants all equipment referenced in this document which is manufactured by
311186J Copyright 2004, Graco Inc. is registered to I.S. EN ISO 9001 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Graco warrants all equipment referenced in this document which is manufactured by
Rodzaj obliczeń. Data Nazwa klienta Ref. Napędy z pasami klinowymi normalnoprofilowymi i wąskoprofilowymi 4/16/ :53:55 PM
 Rodzaj obliczeń Data Nazwa klienta Ref Napędy z pasami klinowymi normalnoprofilowymi i wąskoprofilowymi 4/16/2007 10:53:55 PM Rodzaj obciążenia, parametry pracy Calculation Units SI Units (N, mm, kw...)
Rodzaj obliczeń Data Nazwa klienta Ref Napędy z pasami klinowymi normalnoprofilowymi i wąskoprofilowymi 4/16/2007 10:53:55 PM Rodzaj obciążenia, parametry pracy Calculation Units SI Units (N, mm, kw...)
PARAMETRY TECHNICZNE DEKLAROWANE PRZEZ PRODUCENTA POTWIERDZONE BADANIAMI / RATINGS ASSIGNED BY THE MANUFACTURER AND PROVED BY TESTS
 Sprawozdanie z Strona/Page 2/24 PARAMETRY TECHNICZNE DEKLAROWANE PRZEZ PRODUCENTA POTWIERDZONE BADANIAMI / RATINGS ASSIGNED BY THE MANUFACTURER AND PROVED BY TESTS Typ Type Napięcie trwałej pracy Continuous
Sprawozdanie z Strona/Page 2/24 PARAMETRY TECHNICZNE DEKLAROWANE PRZEZ PRODUCENTA POTWIERDZONE BADANIAMI / RATINGS ASSIGNED BY THE MANUFACTURER AND PROVED BY TESTS Typ Type Napięcie trwałej pracy Continuous
WYKAZ PRÓB / SUMMARY OF TESTS. mgr ing. Janusz Bandel
 Sprawozdanie z Badań Nr Strona/Page 2/24 WYKAZ PRÓB / SUMMARY OF TESTS STRONA PAGE Próba uszkodzenia przy przepięciach dorywczych TOV failure test 5 Próby wykonał / The tests were carried out by: mgr ing.
Sprawozdanie z Badań Nr Strona/Page 2/24 WYKAZ PRÓB / SUMMARY OF TESTS STRONA PAGE Próba uszkodzenia przy przepięciach dorywczych TOV failure test 5 Próby wykonał / The tests were carried out by: mgr ing.
For choosen profiles, KLUS company offers end caps with holes for leading power supply cable. It is also possible to drill the end cap independently
 Uszczelnianie profili firmy KLUŚ na przykładzie profilu PDS 4 - ALU / Sealing KLUŚ profiles on example of PDS 4 - ALU profile. 1. Pasek LED / LED strip Rękaw termokurczliwy / heat shrink sleeve Istnieje
Uszczelnianie profili firmy KLUŚ na przykładzie profilu PDS 4 - ALU / Sealing KLUŚ profiles on example of PDS 4 - ALU profile. 1. Pasek LED / LED strip Rękaw termokurczliwy / heat shrink sleeve Istnieje
1. INFORMACJE OGÓLNE
 1 1. INFORMACJE OGÓLNE 1.1 Cel Zapytania Ofertowego Celem niniejszego Zapytania Ofertowego jest wybranie Firmy w Konkursie Ofert na dostawę: Drążarki wgłębnej CNC. 1.2 Zakres oferty Państwa propozycja
1 1. INFORMACJE OGÓLNE 1.1 Cel Zapytania Ofertowego Celem niniejszego Zapytania Ofertowego jest wybranie Firmy w Konkursie Ofert na dostawę: Drążarki wgłębnej CNC. 1.2 Zakres oferty Państwa propozycja
Spis produktów Table of contents
 F/2 Spis produktów Table of contents 116..., 115..., 115... Stempel z łbem stożkowym Punch with countersunk head Strona Page F/4 - F/8 113... Stempel stopniowany z łbem stożkowym Punch with countersunk
F/2 Spis produktów Table of contents 116..., 115..., 115... Stempel z łbem stożkowym Punch with countersunk head Strona Page F/4 - F/8 113... Stempel stopniowany z łbem stożkowym Punch with countersunk
Zakopane, plan miasta: Skala ok. 1: = City map (Polish Edition)
") Zakopane, plan miasta: Skala ok. 1:15 000 = City map (Polish Edition) Click here if your download doesn"t start automatically Zakopane, plan miasta: Skala ok. 1:15 000 = City map (Polish Edition) Zakopane,
Zakopane, plan miasta: Skala ok. 1:15 000 = City map (Polish Edition) Click here if your download doesn"t start automatically Zakopane, plan miasta: Skala ok. 1:15 000 = City map (Polish Edition) Zakopane,
. Sprezyny do tłoczników
 . Sprezyny do tłoczników ` > Certyfikaty i oznaczenie jakości MOLLIFICIO BORDIGNON produkuje sprężyny od ponad 50lat, z różnych średnic drutu, kształtów i materiałów, jak również sprężyny zgodne z międzynarodowymi
. Sprezyny do tłoczników ` > Certyfikaty i oznaczenie jakości MOLLIFICIO BORDIGNON produkuje sprężyny od ponad 50lat, z różnych średnic drutu, kształtów i materiałów, jak również sprężyny zgodne z międzynarodowymi
Telefon (Telephone number): Fax (Fax number): Adres www (Website): Telefon (Telephone number): Telefon (Telephone number):
: Fax (Fax number): Adres www (Website): Telefon (Telephone number): Telefon (Telephone number):") Ośrodek Badań, Atestacji i Certyfikacji OBAC Sp. z o.o. ul. Łabędzka 21, 44-121 Gliwice Tel.: +48 32 237 84 40-41, Fax.: +48 32 237 84 42 e-mali: biuro@obac.com.pl, www.obac.com.pl WNIOSEK (APPLICATION
Ośrodek Badań, Atestacji i Certyfikacji OBAC Sp. z o.o. ul. Łabędzka 21, 44-121 Gliwice Tel.: +48 32 237 84 40-41, Fax.: +48 32 237 84 42 e-mali: biuro@obac.com.pl, www.obac.com.pl WNIOSEK (APPLICATION
YKXS, YKXSżo 0,6/1 kv. Kable elektroenergetyczne z izolacją XLPE. Norma IEC :2004. Konstrukcja. Zastosowanie. Właściwości
 Kable elektroenergetyczne z izolacją XLPE Power cables with XLPE insulation YKXS, YKXSżo 0,6/1 kv Norma Standard IEC - 60502-1:2004 3 2 1 Konstrukcja Construction Żyła przewodząca miedziana Copper Izolacja
Kable elektroenergetyczne z izolacją XLPE Power cables with XLPE insulation YKXS, YKXSżo 0,6/1 kv Norma Standard IEC - 60502-1:2004 3 2 1 Konstrukcja Construction Żyła przewodząca miedziana Copper Izolacja
Helena Boguta, klasa 8W, rok szkolny 2018/2019
 Poniższy zbiór zadań został wykonany w ramach projektu Mazowiecki program stypendialny dla uczniów szczególnie uzdolnionych - najlepsza inwestycja w człowieka w roku szkolnym 2018/2019. Składają się na
Poniższy zbiór zadań został wykonany w ramach projektu Mazowiecki program stypendialny dla uczniów szczególnie uzdolnionych - najlepsza inwestycja w człowieka w roku szkolnym 2018/2019. Składają się na
Standardized Test Practice
 Standardized Test Practice 1. Which of the following is the length of a three-dimensional diagonal of the figure shown? a. 4.69 units b. 13.27 units c. 13.93 units 3 d. 16.25 units 8 2. Which of the following
Standardized Test Practice 1. Which of the following is the length of a three-dimensional diagonal of the figure shown? a. 4.69 units b. 13.27 units c. 13.93 units 3 d. 16.25 units 8 2. Which of the following
YAKY, YAKYżo 0,6/1 kv. Kable elektroenergetyczne z izolacją PVC. Norma IEC - 60502-1:2004. Konstrukcja. Zastosowanie. Właściwości
 Kable elektroenergetyczne z izolacją PVC Power cables with PVC insulation YKY, YKYżo 0,6/1 kv Norma Standard IEC - 60502-1:2004 3 2 1 Konstrukcja Construction Żyła przewodząca aluminiowa luminium Izolacja
Kable elektroenergetyczne z izolacją PVC Power cables with PVC insulation YKY, YKYżo 0,6/1 kv Norma Standard IEC - 60502-1:2004 3 2 1 Konstrukcja Construction Żyła przewodząca aluminiowa luminium Izolacja
PRZEPISY RULES PUBLIKACJA NR 56/P PUBLICATION NO. 56/P ZASADY UZNAWANIA LABORATORIÓW PROCEDURAL REQUIREMENTS FOR LABORATORIES
 PRZEPISY RULES PUBLIKACJA NR 56/P PUBLICATION NO. 56/P ZASADY UZNAWANIA LABORATORIÓW PROCEDURAL REQUIREMENTS FOR LABORATORIES 2013 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem
PRZEPISY RULES PUBLIKACJA NR 56/P PUBLICATION NO. 56/P ZASADY UZNAWANIA LABORATORIÓW PROCEDURAL REQUIREMENTS FOR LABORATORIES 2013 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem