Metalurgia proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część I
|
|
|
- Filip Wrona
- 8 lat temu
- Przeglądów:
Transkrypt
1 Metalurgia proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część I

2 Literatura 1. Aleksander Cyunczyk; Podstawy inżynierii spieków metalowych 2. Władysław Rutkowski; Metalurgia proszków 3. Leszek Dobrzyński; Metaloznawstwo z podstawami nauki o materiałach 4. Jerzy Nowacki; Spiekane metale i kompozyty z osnową metaliczną

3 METALURGIA PROSZKÓW DEFINICJA Metalurgią proszków nazywamy metodę wytwarzania metali z ich proszków, bez przechodzenia przez stan ciekły. Oddzielne ziarna proszków łączą się ze sobą w jednolitą masę podczas wygrzewania silnie sprasowanych kształtek w atmosferze redukującej lub obojętnej.

4 ZASTOSOWANIE Metodę tą najczęściej wykorzystuje się wtedy ( ale nie tylko), gdy metody topnienia i odlewania zawodzą. Z tego powodu metodami metalurgii proszków wytwarzamy: metale trudno topliwe jak np. wolfram, molibden, tantal, iryd; spieki metali i niemetali wykazujących znaczne różnice temperatury topnienia jak np. materiały na styki elektryczne z wolframu i srebra, szczotki do maszyn elektrycznych z grafitu i miedzi; materiały porowate na łożyska samosmarujące; materiały, które w stanie ciekłym są gęstopłynne i trudne do odlewania jak np. materiały na specjalne magnesy trwałe.

5

6 ZALETY METODY MP Metody metalurgii proszków są kosztowne, jednak dzięki ich zastosowaniu można otrzymywać : materiały o ściśle określonym składzie chemicznym i wysokim stopniu czystości drobnoziarnistą strukturę materiałów własności izotropowe eliminacja lub minimalizacja obróbki maszynowej eliminacja lub minimalizacja strat materiałów na wióry, nadlewy, ścinki itp. duża dokładność wymiarowa otrzymanych wyrobów możliwość stosowania szerokiego wyboru stopów wysoka jakość powierzchni gotowego wyrobu otrzymany materiał może podlegać obróbce cieplnej w celu podwyższenia własności wytrzymałościowych lub odporności na zużycie zapewniona kontrola porowatości materiału dla wyrobów typu łożyska samosmarowne lub filtry możliwość uzyskania wyrobów o skomplikowanych kształtach niemożliwych lub trudnych do uzyskania innymi metodami korzystna w przypadku produkcji średnio i wielko seryjnej oferuje długotrwałą żywotność wyrobów efektywność kosztowa.

7 Porównanie kosztu wyrobów produkowanych metodą metalurgii proszków (1) oraz innymi technikami (2)
 oraz innymi")
8 Przykłady wyrobów otrzymywanych metodą metalurgii proszków

9 ETAPY Produkcja wyrobów dzieli się na następujące podstawowe etapy: wytwarzanie proszków metali, formowanie proszków prasowanie, spiekanie, ewentualna obróbka wykańczająca

10 1. Wytwarzanie proszku 2. Przygotowanie i mieszanie proszku 3. Formowanie i prasowanie 4. Spiekanie 5. Kalibrowanie 6. Inne obróbki wykańczające

11 Własności wyrobów spiekanych są podobne do własności odlewów lub materiałów walcowanych o podobnym składzie chemicznym. Porowatość może być regulowana poprzez stopień sprasowania. Zwykle po pojedynczym procesie prasowania następuje wzrost wytrzymałości ale plastyczność nie jest wysoka. Można to poprawić w drodze ponownego prasowania. Materiał Wytrzymałość na rozciąganie [MPa] Jako procent wytrzymałości żelaza Wydłużenie [%] Żelazo walcowane na gorąco % 30% Proszek metalu prasowany, gęstość 84% % 2% Proszek metalu prasowany ponownie, gęstość 95% % 25%

12 Badanie proszków metali i właściwości technologiczne

13 Skład chemiczny Kontrola składu chemicznego jest prowadzona typowymi metodami analizy chemicznej. Podstawowe badanie oznaczenie zawartości tlenu w proszku najczęściej metoda oznaczania straty wodorowej (pomiar zmniejszenia się masy proszku w wyniku wyżarzania w wodorze lub wodorze z azotem) X H = m m 2 2 m m % X H strata wodorowa m 1 - masa łódki [g] m 2 masa łódki z proszkiem przed wyżarzaniem [g] m 3 masa łódki z proszkiem po wyżarzaniu [g]

14

15 Kształt cząstek określa się za pomocą mikroskopu optycznego. Od kształtu cząstki zależy sypkość proszku oraz jego podatność w procesach formowania. Kształt zależy od sposobu wytwarzania (głównie), chociaż może ulegać zmianom w dalszych operacjach przygotowawczych przed formowaniem kształtek
, chociaż może ulegać")
16

17 Jednoznaczna charakterystyka kształtu i wymiarów cząstki jest możliwa tylko dla cząstek kulistych. Dla cząstek nieregularnych jedną z metod opisu jest metoda Hausnera ; za pomocą 4 parametrów: a i b wymiary najmniejszego prostokąta opisanego na rzucie cząstki w jej stabilnym położeniu; A pole powierzchni rzutu C obwód rzutu Na tej podstawie określa się trzy wskaźniki charakteryzujące kształt cząstki proszku x = a/b stosunek skrajnych rozmiarów y = A/(ab) - stopień wypełnienia prostokąta przez cząstkę z = C 2 /(12,6A) stosunek powierzchni cząstki nieregularnej do powierzchni cząstki kulistej o tej samej objętości
 - stopień wypełnienia prostokąta przez cząstkę z = C 2 /(12,6A) stosunek powierzchni cząstki")
18

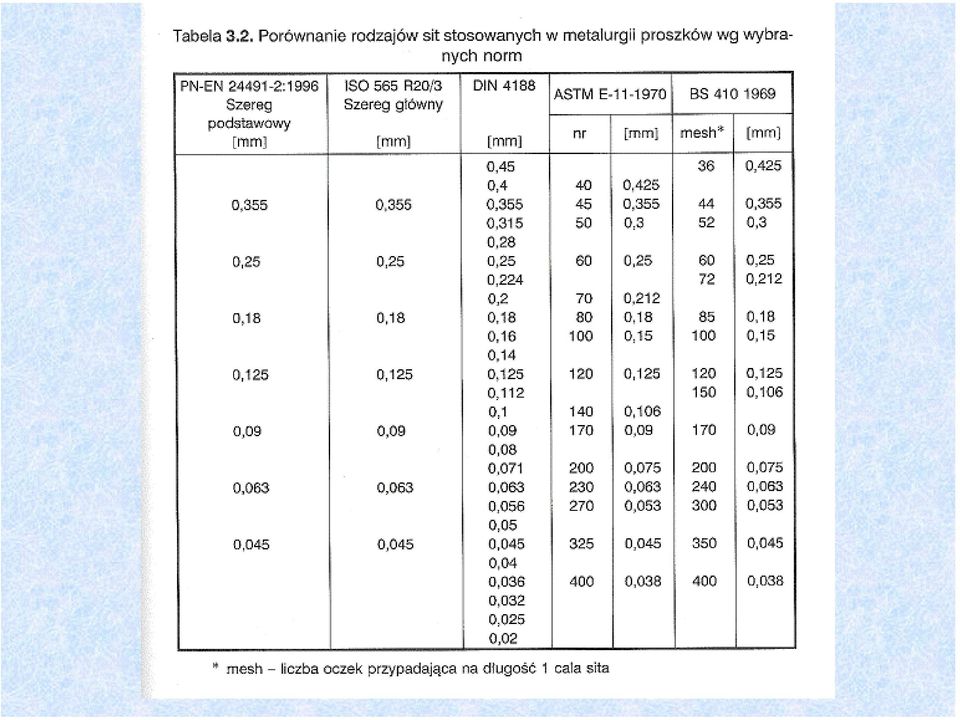
19 Oznaczanie wielkości cząstek proszku najbardziej rozpowszechniona metoda to analiza sitowa, która umożliwia podział proszku na frakcje, czyli partie o rozmiarach cząstek mieszczących się w określonych przedziałach. Określa się masę każdej frakcji i oblicza ich udział w badanej próbce.

20
21 histogram rozmiarów cząstek proszku Najkorzystniejszy opis rozkładu to funkcja logarytmiczno-normalna
22 Własności technologiczne proszków Gęstość nasypowajest to stosunek masy proszku, zsypanego przez znormalizowany przyrząd, do objętości zajmowanej przez ten proszek. Jest to cecha proszku o luźnym układzie cząstek. Możliwe jest także wyznaczanie gęstości nasypowej z usadem. m ps masa proszku swobodnie zasypanego do formy [g] V pl objętość proszku swobodnie zasypanego do formy [cm 3 ]
23
24
25 Sypkość proszku Xp określa czas przesypywania masy próbki przez lejek o ustalonym kształcie. W praktyce jest to czas przesypywania 50 gramowej próbki proszku przez lejek Halla z otworem ø2,5, wyrażona w sekundach. Znajomość sypkości umożliwia określenie czasu potrzebnego na wypełnienie proszkiem matrycy. Największą sypkość maja proszki kuliste. t s czas przesypywania w sekundach f współczynnik korygujący C cecha lejka, tj. czas wylewania się 100 cm 3 wody destylowanej w sekundach. Prawidłowa wartość to 25±2 s
26 Zagęszczalność proszku podatność proszku do zmniejszania objętości w wyniku prasowania w matrycy. Pomiar polega na określeniu zmian gęstości wyprasek wytworzonych w matrycy cylindrycznej w zależności od ciśnienia prasowania. Z = ρ w P min ρ w gęstość względna wypraski ( stosunek gęstości wypraski do gęstości materiału, z którego wytworzony jest proszek, %) P min najmniejsze ciśnienie, przy którym gęstość względna wypraski ρ w jest równa 65%, N/mm 2
27
28 Formowalność proszku zdolność proszku do zachowania kształtu w wyniku prasowania w matrycy. Oznaczenie polega na określeniu minimalnej i maksymalnej miejscowej gęstości ρ 1 i ρ 2 wypraski wykonanej w specjalnej matrycy.
29 Minimalną gęstość określa się w najmniej sprasowanym miejscu, w którym wypraska jeszcze się nie obsypuje, a maksymalną w najbardziej sprasowanym miejscu, w którym jeszcze nie występują pęknięcia. Po ustalenie odległości tych punktów od niższej ściany wypraski, odczytuje się z wykresu porowatość P 1 (obsypywanie krawędzi) i P 2 (pęknięcia) i oblicza się gęstość minimalną ρ 1 i maksymalną ρ 2 ρ 1 = ρ (1 - P 1 ), g/cm 3 ρ 2 = ρ (1 P 2 ), g/cm 3 Formowalność umożliwia określenie najmniejszych ciśnień prasowania dla uzyskania prawidłowych wyprasek. Najlepszą formowalność wykazują proszki o rozwiniętej powierzchni i frakcji 0,063-0,125 mm
30
31 Wytwarzanie proszków metali
32 Wytwarzanie proszków obejmuje zespół procesów mechanicznych i fizykochemicznych, które mają na celu uzyskanie określonego materiału w postaci proszku. Proszek może być produktem mechanicznego rozdrobnienia materiału bez zmiany jego składu chemicznego albo też uzyskuje się go jako produkt reakcji chemicznych z innych substancji.
33
34
35 Wybór odpowiedniej metody wytwarzania proszków zależy od własności, jakich oczekuje się od produktu oraz od kalkulacji ekonomicznej: mielenie w młynach kulowych, kulowo - udarowych, wibracyjnych, wirowo - udarowych czy kruszarkach - otrzymany proszek jest drobnoziarnisty, a metody te stosuje się do rozdrabniania materiałów kruchych. obróbka skrawaniem - piłowanie, szlifowanie, zdzieranie - metoda ta jest najczęściej stosowana do produkcji proszków magnezu do celów pirotechnicznych. rozpylanie polega na rozbiciu na krople strugi ciekłego metalu lub metalu stopionego lokalnie w wyniku działania sprężonych gazów lub cieczy, sił mechanicznych lub ultradźwięków. Metodą tą wytwarza się proszki żelaza, stali, aluminium, stopów cynku, cyny i ołowiu. metoda parowania i kondensacji. Proces otrzymywania proszku polega w pierwszym etapie na przeprowadzeniu litego metalu w stan gazowy, natomiast w drugim stadium na wywołaniu kondensacji par metalu na chłodzonych powierzchniach. Metodą tą wytwarza się proszki metali cechujących się wysoką prężnością par w stosunkowo niskiej temperaturze - cynk, magnez, kadm i beryl.
36 redukcja związków metali, głównie tlenków w ośrodku stałym (koks, węgiel drzewny) lub gazowym (wodór, gaz konwertorowy) polega na wywołaniu reakcji chemicznych prowadzących do uzyskania czystego metalu lub jego tlenku niższego rzędu. metalotermia redukcja związków metali (tlenków, halogenków) innymi metalami, które wykazują większe powinowactwo do metaloidu w warunkach prowadzonego procesu niż redukowany metal. Redukcji metalotermicznej poddaje się przede wszystkim związki metali ziem rzadkich. elektroliza - wodny roztwór lub stopiona sól metalu ulega elektrolizie wskutek przepływu prądu stałego. Jony metalu pochodzące z roztworu lub z rozpuszczalnej anody wykonanej z metalu przerabianego na proszek tworzą na katodzie gąbczasty osad, który rozdrabnia się mechanicznie (Cu, Fe, Ag, Ni, Mn i inne proszki o wysokiej czystości synteza i dysocjacja karbonylków w początkowym etapie związek chemiczny MeB reaguje z tlenkiem węgla. Produktem reakcji jest karbonylek metalu Me(CO)X w stanie gazowym. W drugiej fazie karbonylek ulega dysocjacji termicznej związanej z wydzielaniem czystego metalu i tlenku węgla powracającego ponownie do reakcji ze związkiem metalu. Metoda stosowana jest głównie do produkcji proszków niklu i żelaza. Jest kosztowna i niebezpieczna.
37 a) metoda chemiczna gąbczaste żelazo jako wynik redukcji rudy b) metoda elektrolityczna miedź c) metoda mechaniczna mielony proszek aluminium d) rozpylanie wodne żelazo e) rozpylanie gazowe stop na bazie niklu
38 Własności cząstek
39 Mechaniczne metody wytwarzania proszków z metalu w stanie stałym
40 Rozdrabnianie w kruszarkach szczękowych Rozdrabnianie w młynach kulowych Rozdrabnianie w młynach wirowych Wytwarzanie proszków metodą Coldstream Rozdrabnianie w młynach wibracyjnych Rozdrabnianie w młynach planetarnych Rozdrabnianie w attritorach
41
42 Rozdrabnianie materiału w bębnie kulowym Materiał wstępnie rozdrobniony w postaci odcinków drutu lub obcinków blach jest zawirowany przez dwa śmigła obracające się w przeciwnych kierunkach. Sprężone powietrze unosi rozdrobniony materiał z przestrzeni roboczej do segregatora, z którego najgrubsze cząstki zawracają do dalszego rozdrabniania. Cząstki proszku o kształcie płatkowym i talerzykowatym cechują się niską zawartością tlenu. Po usunięciu skutków zgniotu proszek daje się łatwo zagęszczać. Mimo dobrych własności proszku młyny wirowo-udarowe są obecnie rzadko stosowane z uwagi na ich dużą energochłonność. Młyn wirowo-udarowy "Hametag". 1-komora robocza, 2-śmigła, 3-lej zasypowy, 4-sprężarka, 5-segregator, 6-osadnik.
43
44 . Wytwarzanie proszków kompozytowych w attritorze a).początkowy etap mielenia: cząstki proszku niklu są spłaszczone, faza dyspersyjna osadza się na ich powierzchniach, b). etap pośredni: płatkowe cząstki niklu powstają w dalszym ciągu, prócz tego łączą się z fazą dyspersyjną; c) cząstki kompozytu.
45 Wytwarzanie proszków metodą Coldstream Metodą Coldstream ( The Coldstream Process") można wytwarzać proszki materiałów zarówno kruchych, jak i plastycznych. Za pomocą wysoko sprężonego gazu (p>7 MPa) materiał wsadowy (wióry, odcinki drutu, odłamki) jest wprowadzany do komory rozprężnej poprzez dyszę Venturiego. Materiał poruszający się z prędkością rozchodzenia się dźwięku w powietrzu, ulegając znacznemu ochłodzeniu wskutek adiabatycznego rozprężenia gazu, zwiększa swoją kruchość. W komorze rozprężnej znajduje się płyta pancerna, na którą trafia wsad ulegając rozbiciu. Grube cząstki są oddzielane i podobnie jak gaz uczestniczą ponownie w procesie rozdrabniania. Wielkość cząstek gotowego proszku wynosi ok. 5 µm. Metodę stosuje się do wytwarzania proszków stali szybkotnącej, superstopów oraz węglików ze złomu węglikowego.
46 Schemat wytwarzania proszków metali metodą The Coldstream Process"
47 Mechaniczne metody wytwarzania proszków z metalu w stanie ciekłym
48 Granulacja Proces rozpylania Wytwarzanie proszku żelaza metodą RZ Wytwarzanie proszków metali metodą rozpylania wodą Wytwarzanie proszku metali w procesie ASEA-STORA Wytwarzanie proszku aluminium Rozpylanie miedzi i stopów miedzi Rozpylanie metali łatwo topliwych
49
50 Rozpylanie parą wodną
51 Rozpylanie gazowe
52 Schemat urządzenia do otrzymywania proszków metali przez rozpylanie metodą DPG (połączenie rozpylania wodnego z mechanicznym rozdrabnianiem); 1 ciekły metal, 2 lejek z dyszą, 3 woda, 4 wirująca tarcza z łopatkami-klinami
53
54
55 METODY FIZYKOCHEMICZNE
56 KONDENSACJA PAR METALI W drodze procesów fizykochemicznych otrzymuje się proszki o wyższej czystości. Procesy te polegają na zestalaniu par metali (kondensacji) co prowadzi do uzyskania proszków jeszcze drobniejszych niż w procesie rozpylania. Metoda ta ma duże zastosowanie w wyrobie proszków cynku. Tlenek cynku jest redukowany węglem, a odparowujący cynk ulega następnie zestalaniu w postaci drobnego proszku, który pokrywa się cienką błonką tlenku, zabezpieczającą go przed spieczeniem.
57 REDUKCJA ZWIĄZKÓW CHEMICZNYCH W PODWYŻSZONEJ TEMPERATURZE. Odbywa się w piecach z atmosferą redukującą w podwyższonej temperaturze. W urządzeniach tych redukowany tlenek jest umieszczony w łódeczkach metalowych, przesuwanych ruchem ciągłym przez długą komorę pieca w przeciwnym kierunku do ruchu gazu redukującego jakim najczęściej jest wodór. Ponieważ zbyt wysoka temperatura spowodowałaby rozrost ziarn i spiekanie proszków w jednolitą masę, proces ten przebiega w znacznie niższej temperaturze od topnienia tlenku metalu. Metoda ta ma zastosowanie do wytwarzania proszków wolframu, molibdenu, niklu, kobaltu i miedzi.
58 REDUKCJA STOPIONYCH SOLI. Tą metodą można otrzymać proszki berylu, tytanu, cyrkonu, niobu, tantalu i uranu poprzez stopienie pod znacznym ciśnieniem pewnych soli tych metali z metalami alkalicznymi (sód, potas) lub metalami ziem alkalicznych (magnez, wapń). Najczęściej stosowanymi solami są: chlorki, fluorki lub sole podwójne. Uzyskany w wyniku redukcji produkt ługuje się w wodzie (filtruje), a następnie oczyszcza.
59 WYTWARZANIE WĘGLIKÓW Polega na ogrzewaniu proszków metali zmieszanych z drobną sadzą w temperaturze C. W ten sposób wytwarza się proszki węglików molibdenu, wolframu, tytany i inne. Często wytwarza się węgliki przez nawęglanie tlenków metali, które następnie zostają mechanicznie rozdrobnione. Wytworzone ta metodą proszki stosowane są do wyrobów materiałów twardych.
60 Wytwarzanie proszków metali metodą redukcji tlenków Wytwarzanie proszków metali wysokotopliwych Wytwarzanie proszków miedzi, niklu i kobaltu. Wytwarzanie proszku tytanu. Wytwarzanie proszku tantalu Wytwarzanie proszku uranu Wytwarzanie proszku chromu Wytwarzanie proszku żelaza
61 Schemat wytwarzania proszku żelaza metodą Hoganas
62 Tlenki żelaza redukuje się najczęściej węglem, a powstały gąbczasty produkt reakcji rozdrabnia się na proszek. Głównymi czynnikami sterującymi procesem redukcji są: przebieg zmian temperatury, nadmiar reduktora, wielkość cząstek redukowanego tlenku przepuszczalność i grubość jego warstwy tlenku Składniki surowiec: koncentrat magnetytowy otrzymany z rudy po jej zmieleniu na cząstki wielkości mniejszej od 0,5mm (70-75% Fe) i wysuszony w piecu reduktor : antracyt lub miał koksowy. dla związania siarki zawartej we wsadzie do procesu wprowadza się również kamień wapienny Temperatura w strefie grzewczej pieca wynosi 1260 C. Przejazd przez piec trwa prawie 3 doby.
63 Wytwarzanie proszków metali wysokotopliwych Schemat pieca przepychowego do redukcji tlenków metali wodorem. 1 - stalowa rura, 2 - piec, 3 - łódki z wsadem, 4 - chłodnica, 5 - doprowadzenie wodoru WO 3 + 3H 2 = W + 3H 2 0 (900 C) Wolfram, molibden i ren otrzymuje się niemal wyłącznie na drodze redukcji tlenków tych metali wodorem. Surowiec: wzbogacone rudy wolframowe Proces: Wyżarzanie w wysokiej temperaturze z sodą lub z wrzącym kwasem solnym Skutek: Produktem dysocjacji termicznej kwasu wolframowego H 2 WO 4 lub parawolframianu amonowego 5(NH WO 3 11H 2 O jest tlenek wolframu WO 3 (ilość domieszek nie powinna przekraczać 0,1 % - i wielkości cząstek ok. l µm)
64 Wytwarzanie proszku tytanu Spośród wielu wariantów wytwarzania proszku tytanu metodą redukcji metalotermicznej, największe znaczenie techniczne ma proces redukcji gazowego czterochlorku tytanowego TiCl 4 metalicznym magnezem w atmosferze ochronnej argonu (metoda Kroiła). Reakcja redukcji TiCl Mg = Ti + 2 MgCl 2 jest egzotermiczna i szybkością doprowadzania TiCl 4 reguluje się, temperaturę procesu utrzymując ją na poziomie C. Proces redukcji przebiega okresowo w hermetycznym reaktorze do chwili wyczerpania się magnezu. Gąbkę tytanową, która jest produktem redukcji, poddaje się ługowaniu lub destylacji próżniowej w celu usunięcia z niej magnezu i chlorku magnezowego. Jeśli stosuje się zabieg ługowania otrzymuje się bezpośrednio tytan w postaci proszku, który jest jednak zanieczyszczony. Tytan wyższej czystości uzyskuje się w wyniku destylacji próżniowej, lecz w tym przypadku trzeba wykonać mechaniczne rozdrabnianie gąbki.
65 Schemat urządzenia do metalotermicznej redukcji czterochlorku tytanowego magnezem. l - korpus reaktora z pokrywą, 2 - piec, 3 - doprowadzenie gazowego TiCl 4, 4 - doprowadzenie argonu, 5 - gąski magnezu
66 Wytwarzanie proszku tantalu Tantal zaliczany jest do metali wysokotopliwych. Jedną z głównych metod wytwarzania proszku tego metalu jest redukcja sodotermiczna fluorotantalanu potasowego K 2 TaF 7 K 2 TaF Na = Ta + 5 NaF + 2 KF Fluorotantalan potasowy oraz kawałki sodu ładuje się warstwami do tygla żelaznego lub niklowego. Początek procesu inicjuje się przez nagrzanie tygla. W temperaturze redukcji C - sód znajduje się w stanie pary, co zapewnia rozległy kontakt reagentów ze sobą. Proszek będący produktem redukcji prawie nie zawiera wolnego sodu. Po oczyszczeniu kwasami siarkowym i fluorowodorowym uzyskuje się proszek czystego tantalu (99,5%).
67 METODA KARBONYLKOWA Polega na działaniu pod znacznym ciśnieniem tlenku węgla na rudy żelaza lub niklu. Efektem reakcji są ciekłe związki, tzw. karbonylki. Do wytwarzania proszków stosowane są głównie czterokarbonylek niklu lub pięciokarbonylek żelaza. Związki te w podwyższonej temperaturze nie są trwałe i ulegają łatwo rozkładowi na metal i tlenek węgla. Metal wydziela się w postaci proszku w specjalnych zbiornikach, a uwolniony gazowy tlenek węgla powraca znowu do procesu. Metoda ta stosowana jest głównie do żelaza i niklu, jakkolwiek inne metale tworzą także karbonylki. Uzyskane tą metodą proszki odznaczają się znaczną czystością, dlatego stosuje się je do wyrobu ważniejszych materiałów, jak np. materiały magnetyczne, próżniowe, elektryczne itp. Ze względu na ich dobrą prasowalność stosowane są również do wytwarzania produktów o złożonych kształtach.
68 METODA ELEKTROLITYCZNA W zależności od stanu i rodzaju elektrolitu rozróżnia się dwie odmiany: -metoda wydzielania proszków z roztworów wodnych soli - stosuje się do wytwarzania proszków niklu, kobaltu, żelaza, srebra, miedzi. -metoda wydzielania proszków ze stopionych w podwyższonej temperaturze soli metali- stosuje się do uzyskiwania tantalu, niobu, wanadu, cyrkonu, toru, tytanu i uranu W zależności od warunków elektrolizy uzyskuje się albo kruchy osad na katodzie, rozdrabniany później mechanicznie, albo proszek opadający na dno wanny. Metoda ta jest jedną z częściej stosowanych w przemyśle.
69 WYTRĄCANIE ELEKTROCHEMICZNE Proszek metalu jest wydzielany z roztworu soli przez wytrącanie go innym metalem, np. za pomocą miedzi wytrąca się srebro z roztworu wodnego azotanu srebra. Uzyskane w ten sposób proszki podlegają zwykle dalszemu rozdrabnianiu w młynach. Jest to metoda od dawna stosowana do wyrobów proszków srebra, złota, platyny i cyny. W przypadku uranu, toru, cyrkonu i berylu stosuje się wytrącanie proszków w podwyższonej temperaturze ze stopionych soli tych metali. METODY SPECJALNE Mają zastosowanie w specjalnych przypadkach, takich jak np. rozdzielanie (destylacja) stopów składających się z metali różniących się temperaturą topnienia i ciśnieniem pary.
70 Otrzymywanie proszków metodą impulsowo-plazmową Schemat urządzenia
71 W procesie tym część materiału elektrod oraz otaczający je gaz w wyniku silnoprądowych wyładowań impulsowych wytwarzanych pomiędzy elektrodami przechodzi w stan plazmy. Powstała plazma w czasie wyładowania elektrycznego ulega, po nagłym zaniku wyładowania, gwałtownemu rozprężaniu i chłodzeniu. W efekcie powstaje aerozol zawierający, jako fazę rozproszoną, nanokrystaliczne cząstki będące wynikiem krystalizacji materiału powstałego w reakcji plazmowej.
72 Technologia wytwarzania wyrobów z proszków
73
74
75 GOTOWE WYROBY
76 Obróbka proszków
77 1.Sferoidyzacja - jeżeli pożądany jest kształt kulisty proszku a metoda jego wytwarzania tego nie gwarantuje można przeprowadzić dodatkową obróbkę cieplną lub cieplnomechaniczną, która zapewnia zmianę kształtu nieregularnego w kulisty lub kropelkowy. Metody: Swobodne opadanie cząstek w piecu wysokotemperaturowym Sferoidyzacja w płomieniu gazowym lub plazmowym Mielenie w młynach kulowych z wypełniaczem ( twardy proszek ceramiczny) w podwyższonych temperaturach
78 Swobodne opadanie cząstek w piecu wysokotemperaturowym 1- dozownik proszku, 2- elektrody chłodzone wodą, 3- rura węglowa, 4- izolacja cieplna, 5 chłodnica, 6 zbiornik na proszek po sferoidyzacji
79 2. Utlenianie wewnętrzne do wytwarzania proszków kompozytowych. Utlenianiu poddaje się stopy dwuskładnikowe, w których metal osnowy wykazuje mniejsze powinowactwo do tlenu niż dodatek stopowy ( dotyczy stopów: Cu-Al., Cu-Si, Cu-Zr, Ag-Al., Ag-Cd, Ag-In, Ni-Al., Ni-Cr, Fe-Si) Schemat struktury proszku po częściowym utlenianiu wewnętrznym 3. Mechaniczna synteza - Attritor
80 Mieszanie
81 Do prasowanych mas dodaje się składniki zmniejszające tarcie (grafit, stearyny, gliceryny, alkohol, eter, aceton, benzol, benzynę, kamforę w ilościach nieprzekraczających 1% mas) w celu zmniejszenia tarcia i ułatwienia poślizgu między cząstkami proszku i powierzchniami narzędzi. Dodatkowo ułatwienie poślizgu między cząstkami proszku ułatwiające zagęszczenie wypraski. Mieszanie przebiega w młynach kulowych zapewniających odpowiednią agregację cząstek.
82 Zjawiska podczas zagęszczania proszków: Możliwie najściślejsze układanie się cząstek proszku w wyniku załamywania się i likwidacji mostków, względnych obrotów i przemieszczeń cząstek, prowadzących do częściowego zapełnienia mniejszymi cząstkami luk pomiędzy cząstkami większymi Mechaniczne zazębianie się cząstek, szczególnie o rozbudowanej powierzchni i nieregularnym kształcie Trwałe, powierzchniowe odkształcenie cząstek, któremu towarzyszy usuwanie powłok tlenkowych, co prowadzi do utworzenia czystych metalicznych kontaktów między cząstkami Zgniot materiału przejawiający się zwiększeniem jego twardości
83 Zagęszczanie proszków
84 Struktura luźno zasypanego proszku
85 Podstawowe sposoby zagęszczania proszku a) prasowanie w matrycy; b) prasowanie w formie elastycznej lub plastycznej (wielostronny nacisk); c) walcowanie
86
87
88 Formowanie i prasowanie proszków Formowanie proszków polega na jego zagęszczeniu na drodze wywierania ściskania go w zamkniętej przestrzeni. W zależności od wymaganego kształtu elementu, własności proszku dobiera się odpowiednią metodę formowania. Uformowane kształtki posiadają spoistość, wynikającą z połączenia poszczególnych cząstek proszku siłami adhezji, lecz ich wytrzymałość jest niska. Poniżej podano najczęściej używane metody formowania:. prasowanie w matrycach zamkniętych, prasowanie izostatyczne, prasowanie kroczące (z przesuwającą się matrycą), walcowanie, wyciskanie, odlewanie i natryskiwanie, specjalne metody formowania (formowanie i prasowanie dynamiczne i pulsacyjne, prasowanie w polu magnetycznym).
89
90 1. Prasowanie na zimno jednostronne, z pływającą (swobodną) matrycą, dwustronne z przeciwbieżnym ruchem stempli, dwustronne ze współbieżnym ruchem matrycy. Schemat prasowania jednostronnego: a) zasypywanie proszku do matrycy, b) prasowanie, c) usunięcie wypraski; 1 - stempel prasujący (ruchomy), 2 - stempel dolny (stały), 3 - matryca, 4 - kaseta zasypowa, 5 -wyrzutnik, 6 wypraska o wymiarach d i h
91 Schemat prasowania dwustronnego z przeciwbieżnym ruchem stempli: a) zasypywanie proszku do matrycy, b) prasowanie, c) usuwanie wypraski; 1 -stempel górny, 2 - stempel dolny, 3 - matryca, 4 - kaseta zasypowa, 5 wypraska
92
93 2. Prasowanie obwiedniowe Kształtki o przekroju okrągłym, symetryczne do pionowej osi prasowania, można prasować obwiedniowo. Zasada polega na tym, że górny stempel jest odchylony od pionu o kąt α i wykonuje ruch krążący lub wahający. Powierzchnia styku stempla z zagęszczanym materiałem jest mała, co pozwala na zwiększenie ciśnienia wywieranego na materiał i uzyskanie większej gęstości wyrobu. Schemat prasowania obwiedniowego proszków; 1 - stempel obrotowy, 2- proszek, 3 matryca, 4 -. wypychacz
94 3. Formowanie kroczące Podczas prasowania kroczącego proszek zasypany swobodnie do matrycy w kształcie rynny jest prasowany za pomocą stempla o specjalnym kształcie. Po każdym cyklu obciążenia matryca jest przesuwana. Przesunięcie przypadające na jeden cykl nazywa się skokiem prasowania. Sposób ten służy do wytwarzania kształtek w postaci długich prętów lub taśm. Uzyskuje się gęstości rzędu (0,8-0,9)rL (podobnie jak przy prasowaniu w matrycach zamkniętych). Schemat urządzenia do prasowania kroczącego; 1 - podłużna matryca, 2 - przesuwający się tłok, 3 - proszek
95 4. Wyciskanie proszków na zimno Kształtki w postaci prętów i rur wytwarza się z proszków w procesie wyciskania współbieżnego. Proces może być prowadzony z dodatkiem lub bez dodatku plastyfikatora (substancji zlepiającej: np. stearyny lub skrobii). Wyroby wyciskane poddaje się spiekaniu, podczas którego plastyfikator odparowuje. Sposób znajduje zastosowanie dla proszków o małej formowalności (np. z wolframu, niobu, węglika wolframu itp.). Proszki metali plastycznych wyciska się bez dodatku plastyfikatora, przy czym konieczne jest stosowanie dużych stopni odkształcenia. Technologia wyciskania bez plastyfikatorów stwarza trudności, gdyż wskutek tarcia na wyjściu z matrycy pojawiają się naprężenia rozciągające, prowadzące do lokalnego spadku gęstości i powstawania pęknięć. Aby tego uniknąć stosuje się m. in. wstępne zagęszczanie proszku w pojemniku poprzez nacisk stempla przy zamkniętym otworze matrycy
96 Wyciskanie współbieżne z proszku: a) pręta, b) rury; 1 - pojemnik, 2 - tuleja pojemnika, 3 -stempel, 4 -przekładka, 5 -matryca, 6 -płyta matrycy, 7 - proszek wyciskany (uformowany), 8 trzpień
97 5. Odlewanie i napylanie gęstwy Formowanie kształtek o skomplikowanych kształtach z proszków o niskiej formowalności i zagęszczalności (np. ceramicznych i ceramiczno - metalicznych) realizuje się za pomocą odlewania gęstej zawiesiny proszku w cieczy z dodatkami poprawiającymi lejność i zapobiegającymi zlepianiu się drobin proszku (tzw. gęstwy). Formy odlewnicze wykonuje się z porowatego materiału wchłaniającego ciecz (np. z gipsu). Kształtki po wyjęciu z form odlewniczych są suszone i poddawane spiekaniu. Możliwe jest uzyskanie gęstości do 0,98 r L Zasada odlewania gęstwy; a)forma, b)zalewanie gęstwy, c)uzyskana kształtka
98 6. Prasowanie izostatyczne w komorach wysokociśnieniowych Prasowanie izostatyczne polega na zagęszczaniu proszku umieszczonego w elastycznej formie za pomocą wysokiego ciśnienia hydrostatycznego. Elastyczna forma wraz z zasypaną odpowiednią porcją proszku zostaje umieszczona w komorze ciśnieniowej i poddana działaniu cieczy pod wysokim ciśnieniem. Po zakończeniu prasowania następuje dekompresja, wyjęcie z komory ciśnieniowej formy z wypraską i usunięcie formy. Omawiany sposób prasowania jest możliwy do zastosowania tylko dla materiałów ściśliwych (rozdrobnionych lub spiekanych o porowatej strukturze). Istotną zaletą jest duża jednorodność otrzymywanych wyprasek.
99
100 7. Wibracyjne zagęszczanie proszków Za pomocą wibratorów pneumatycznych, elektromechanicznych lub elektromechanicznych zagęszcza się proszek w matrycy lub odpowiedniej formie. Przenoszenie drgań odbywa się w jeden z następujących sposobów: wprawienie w drgania poosiowe matrycy i 2 stempli prasujących wprawienie w drgania poosiowe formy z proszkiem, na którego powierzchnie wywierany jest nacisk statyczny wprawienie matrycy w drgania obrotowo-zwrotne, przy niedrgających stemplach.
101 Rodzaj wibratora parametry procesu (moc, częstotliwość amplituda drgań, przyspieszenie) dobiera się w zależności od masy, kształtu i wymaganej gęstości formowanej kształtki.
102 8. Walcowanie proszków Stosując odpowiednie gnioty można wytwarzać w procesie walcowania wzdłużnego wyroby w postaci taśm bezpośrednio z proszku. Otrzymane taśmy poddaje się następnie spiekaniu. Mają one strukturę porowatą, a uzyskanie odpowiednich własności wytrzymałościowych i plastycznych wymaga zwykle dalszej obróbki plastycznej i ponownego spiekania. Sposoby walcowania taśmy z proszku: kotlina walcownicza może być usytuowana pionowo (a) lub poziomo (b i c); 1 - walec, 2 - zasobnik proszku, 3 - podajnik śrubowy
103 Spiekanie
104 Spiekanie polega na wygrzewaniu proszku lub uformowanej kształtki przez określony czas, w odpowiedniej temperaturze i atmosferze. W efekcie otrzymuje się materiał spiekany, który odznacza się pewną spoistością (w przypadku spiekania proszku) lub wyższą wytrzymałością niż uformowana kształtka. Zasadnicze zjawiska to: przemieszczanie się atomów (transport masy) dyfuzja powierzchniowa i objętościowa, płynięcie wywołane ciśnieniem kapilarnym, parowanie i kondensacja. Przyczyna: nadwyżka energii układu cząstek proszku (duża powierzchnia właściwa). Obniżenie energii układu: poprzez zmniejszanie się powierzchni swobodnych cząstek (tworzenie szyjek łączących poszczególne cząstki, wygładzanie nieregularnych powierzchni swobodnych oraz sferoidyzacja i zmniejszania się pustek aż do ich zanikania)
105 Mikrostruktura spiekanego proszku Cu; a) przed spiekaniem, b) po spiekaniu w temperaturze 1000 K, c) po spiekaniu w temperaturze 1050 K, d) po spiekaniu w temperaturze 1130 K
106 Podstawowe warunki spiekania to: temperatura, czas spiekania, skład chemiczny atmosfery pieca. W zależności od zastosowanej temperatury rozróżnia się spiekanie: w fazie stałej, 0,7-0,8 temperatury topnienia metalu spiekanego z udziałem fazy ciekłej, temperatura jest tak dobrana, że niektóre składniki mieszanki proszkowej przechodzą w stan ciekły. z udziałem zanikającej fazy ciekłej. ma miejsce, gdy składniki mieszanki proszkowej tworzą roztwory w stanie stałym (np. Fe - Cu, Fe - P, Cu - Sn). Zachodzi wtedy dyfuzja składnika ciekłego w głąb fazy stałej.
107 TEMPERATURA SPIEKANIA [ C] ŻELAZO/ STAL STOPY ALUMINIUM MIEDŹ MOSIĄDZ BRĄZ METALE WYSOKOTOPLIWE
108 SKŁAD ATMOSFER DO SPIEKANIA ATMOSFERA SKŁAD (%) PRZEWODNOŚĆ CIEPLNA 1. azot N 2 H 2 C O > wodór (sprężony) - CO 2 CH 4 O 2 (ppm ) DP ( C) inne (powietrze=1) < > wodór (elektrolitycznie czysty) - > azot + wodór 5. azot + zdysocjowany CH 3 OH reszt a reszt a * < * dysocjowany amoniak gaz egzotermiczny < gaz egzotermiczny (oczyszczony) < gaz endotermiczny ( z C 3 H 8 ) gaz endotermiczny ( z dodatkiem węglowodorów) Rem * < / * argon <10-65 Ar> hel (sprężony) <10-65 He> próżnia, 10-2 torr zależnieodwarunków <-60 - nieznaczna. 14. próżnia, powyżej 10-5 torr zależnieodwarunków <-80 - nieznaczna. 6
109 MATERIAŁ ZASTOSOWANIE ATMOSFER DO SPIEKANIA ATMOSFERY Stopy Al a a a a a a a a a a ALNICO a a a a a a a a a a a a a MOSIĄDZ a a a a a a a a a a BRĄZ, MIEDŹ a a a a a a a a a METALE WYSOKOTOPLIWE a a a a a a a a a a STALE SS a a a a a a a a a a a a Mo, Co, W a a a a a a a a METALE REAKTYWE (Ti, Nb, Ta etc) I CERMETALE STOPY MAGNETYCZNIE MIĘKKIE (Fe, Fe- Ni, Fe-P, Fe-Co, Permalloy ) a a a a a a a a a a a a a a a a a a a a a a STOPY MAGNETYCZNIE MIĘKKIE Fe-Si a a a a a a a a a a a a STALE NIERDZEWNE a a a a a a a a a a -STALE NISKOWĘGLOWE I NISKOSTOPOWE (Ni, Cu, Mo, P) a a a a a a a a a STALE CHROMOWE I MANGANOWE a a a a a a a a a ŚREDNIOWĘGLOWE STALE STOPOWE a a a a a a a a a a a SPECJALNIE ADAPTOWANE; NIEBEZPIECZNE!
110 Połączenie formowania ze spiekaniem Połączenie operacji formowania (prasowania w matrycy zamkniętej) ze spiekaniem znajduje zastosowanie do wytwarzania wyrobów o niskiej porowatości i wysokiej wytrzymałości z proszków metali trudnotopliwych i ceramicznych. Procesy spiekania przebiegają intensywnie pod ciśnieniem, a ponadto podwyższona temperatura pozwala na obniżenie nacisku prasowania. Ewentualne stosowanie atmosfer ochronnych zapobiega utlenianiu proszków. Schemat prasowania na gorąco w matrycy zamkniętej: a) z podgrzewaniem proszku, b) z podgrzewaniem matrycy, c) w piecu; 1 - stemple, 2 - matryca, 3 - proszek, 4 - elektrody miedziane chłodzone wodą, 5 - układ elektryczny, 6 - piec, 7 - elementy grzewcze
111 Obróbka wykańczająca
112 Obróbka wykańczająca spieków składa się z: obróbki cieplnej i cieplno-chemicznej, wykonywanej w celu polepszenia własności wyrobów spiekanych, które można poddać hartowaniu i odpuszczaniu, przesycaniu i starzeniu lub obróbce cieplno-chemicznej nawęglaniu lub azotowaniu; utleniania w parze wodnej w celu poprawienia odporności na korozję i zmiana własności fizycznych i mechanicznych; kalibrowania, przeprowadzanego na gotowych produktach w celu uzyskania wyższej dokładności wymiarowej, poddając je naciskom znacznie niższym niż podczas formowania;
113 nasycania spieków metalami ( stosowanego w celu zmniejszenia porowatości spieku, poprzez zanurzenie porowatego szkieletu w roztopionym metalu lub wygrzewaniu szkieletu wypełnionego proszkiem nasycającym w piecu) lub niemetalami; obróbki plastycznej i skrawaniem, wykonywanej w celu uzyskania wymaganych cech geometrycznych i własności, stosowana dla spieków obróbka plastyczna to np. kucie i walcowanie, a stosowana obróbka skrawaniem to np. szlifowanie.
Ćwiczenie nr 4. Metalurgia proszków. Pod pojęciem materiały spiekane rozumie się materiały, które wytwarza się metodami metalurgii proszków.
 Technologie materiałowe 1. Wprowadzenie Ćwiczenie nr 4. Metalurgia proszków Pod pojęciem materiały spiekane rozumie się materiały, które wytwarza się metodami metalurgii proszków. Definicja: Metalurgią
Technologie materiałowe 1. Wprowadzenie Ćwiczenie nr 4. Metalurgia proszków Pod pojęciem materiały spiekane rozumie się materiały, które wytwarza się metodami metalurgii proszków. Definicja: Metalurgią
MATERIAŁY SPIEKANE (SPIEKI)
") MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
Metalurgia proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część I
 Metalurgia proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część I Literatura 1. Aleksander Cyunczyk; Podstawy inżynierii spieków metalowych 2. Władysław Rutkowski; Metalurgia
Metalurgia proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część I Literatura 1. Aleksander Cyunczyk; Podstawy inżynierii spieków metalowych 2. Władysław Rutkowski; Metalurgia
Metalurgia proszków Metalurgia proszków
 Metalurgia proszków 2012-04-18 Metalurgia proszków 1 Metalurgia proszków Metalurgią proszków nazywamy metodę wytwarzania metali z ich proszków, bez przechodzenia przez stan ciekły. Oddzielne ziarna proszków
Metalurgia proszków 2012-04-18 Metalurgia proszków 1 Metalurgia proszków Metalurgią proszków nazywamy metodę wytwarzania metali z ich proszków, bez przechodzenia przez stan ciekły. Oddzielne ziarna proszków
LABORATORIUM NAUKI O MATERIAŁACH
 Imię i Nazwisko Grupa dziekańska Indeks Ocena (kol.wejściowe) Ocena (sprawozdanie)........................................................... Ćwiczenie: MISW1 Podpis prowadzącego Politechnika Łódzka Wydział
Imię i Nazwisko Grupa dziekańska Indeks Ocena (kol.wejściowe) Ocena (sprawozdanie)........................................................... Ćwiczenie: MISW1 Podpis prowadzącego Politechnika Łódzka Wydział
Pod pojęciem materiały spiekane rozumie się materiały, które wytwarza się metodami metalurgii proszków.
 INŻYNIERIA MATERIAŁOWA Technologie materiałowe I Instrukcja do laboratorium Temat: Metalurgia proszków 1. Wprowadzenie Pod pojęciem materiały spiekane rozumie się materiały, które wytwarza się metodami
INŻYNIERIA MATERIAŁOWA Technologie materiałowe I Instrukcja do laboratorium Temat: Metalurgia proszków 1. Wprowadzenie Pod pojęciem materiały spiekane rozumie się materiały, które wytwarza się metodami
MATERIAŁY SUPERTWARDE. rodzaje materiałów supertwardych, proces technologiczny materiałów spiekanych, zastosowanie,
 MATERIAŁY SUPERTWARDE rodzaje materiałów supertwardych, proces technologiczny materiałów spiekanych, zastosowanie, Supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych
MATERIAŁY SUPERTWARDE rodzaje materiałów supertwardych, proces technologiczny materiałów spiekanych, zastosowanie, Supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych
1. Otrzymywanie proszków metodą elektrolityczną
 1. Otrzymywanie proszków metodą elektrolityczną Wśród metod fizykochemicznych metoda elektrolizy zajmuje drugie miejsce po redukcji w ogólnej produkcji proszków. W metodzie elektrolitycznej reduktorem
1. Otrzymywanie proszków metodą elektrolityczną Wśród metod fizykochemicznych metoda elektrolizy zajmuje drugie miejsce po redukcji w ogólnej produkcji proszków. W metodzie elektrolitycznej reduktorem
3. Prasowanie proszków
 3. Prasowanie proszków Prasowanie jest jednym z głównych procesów technologicznych w produkcji wyrobów ze spiekanych metali. Ma ono na celu formowanie wyprasek o określonych wymiarach i kształcie oraz
3. Prasowanie proszków Prasowanie jest jednym z głównych procesów technologicznych w produkcji wyrobów ze spiekanych metali. Ma ono na celu formowanie wyprasek o określonych wymiarach i kształcie oraz
Technologie wytwarzania. Opracował Dr inż. Stanisław Rymkiewicz KIM WM PG
 Technologie wytwarzania Opracował Dr inż. Stanisław Rymkiewicz KIM WM PG Technologie wytwarzania Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki
Technologie wytwarzania Opracował Dr inż. Stanisław Rymkiewicz KIM WM PG Technologie wytwarzania Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
KONSTRUKCJE METALOWE - LABORATORIUM. Produkcja i budowa stali
 KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
Nowoczesne metody metalurgii proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III
 Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
PL B1. POLITECHNIKA ŚWIĘTOKRZYSKA, Kielce, PL BUP 17/16. MAGDALENA PIASECKA, Kielce, PL WUP 04/17
 PL 225512 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225512 (13) B1 (21) Numer zgłoszenia: 415204 (51) Int.Cl. C23C 10/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 225512 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225512 (13) B1 (21) Numer zgłoszenia: 415204 (51) Int.Cl. C23C 10/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Metale i niemetale. Krystyna Sitko
 Metale i niemetale Krystyna Sitko Substancje proste czyli pierwiastki dzielimy na : metale np. złoto niemetale np. fosfor półmetale np. krzem Spośród 115 znanych obecnie pierwiastków aż 91 stanowią metale
Metale i niemetale Krystyna Sitko Substancje proste czyli pierwiastki dzielimy na : metale np. złoto niemetale np. fosfor półmetale np. krzem Spośród 115 znanych obecnie pierwiastków aż 91 stanowią metale
Stal - definicja Stal
 \ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
\ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
Pytania do egzaminu inżynierskiego, PWSZ Głogów, Przeróbka Plastyczna
 Pytania do egzaminu inżynierskiego, PWSZ Głogów, Przeróbka Plastyczna 1. Badania własności materiałów i próby technologiczne 2. Stany naprężenia, kierunki, składowe stanu naprężenia 3. Porównywanie stanów
Pytania do egzaminu inżynierskiego, PWSZ Głogów, Przeróbka Plastyczna 1. Badania własności materiałów i próby technologiczne 2. Stany naprężenia, kierunki, składowe stanu naprężenia 3. Porównywanie stanów
Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) WYCISKANIE
 WYCISKANIE") Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124 WYCISKANIE Proces wyciskania polega na tym, że metal zamknięty w pojemniku jest wyciskany przez
Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124 WYCISKANIE Proces wyciskania polega na tym, że metal zamknięty w pojemniku jest wyciskany przez
Laboratorium Dużych Odkształceń Plastycznych CWS
 Laboratorium Dużych Odkształceń Plastycznych CWS W Katedrze Przeróbki Plastycznej i Metaloznawstwa Metali Nieżelaznych AGH utworzono nowoczesne laboratorium, które wyposażono w oryginalną w skali światowej
Laboratorium Dużych Odkształceń Plastycznych CWS W Katedrze Przeróbki Plastycznej i Metaloznawstwa Metali Nieżelaznych AGH utworzono nowoczesne laboratorium, które wyposażono w oryginalną w skali światowej
Magazynowanie cieczy
 Magazynowanie cieczy Do magazynowania cieczy służą zbiorniki. Sposób jej magazynowania zależy od jej objętości i właściwości takich jak: prężność par, korozyjność, palność i wybuchowość. Zbiorniki mogą
Magazynowanie cieczy Do magazynowania cieczy służą zbiorniki. Sposób jej magazynowania zależy od jej objętości i właściwości takich jak: prężność par, korozyjność, palność i wybuchowość. Zbiorniki mogą
WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ. Zmiany makroskopowe. Zmiany makroskopowe
 WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ Zmiany makroskopowe Zmiany makroskopowe R e = R 0.2 - umowna granica plastyczności (0.2% odkształcenia trwałego); R m - wytrzymałość na rozciąganie (plastyczne); 1
WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ Zmiany makroskopowe Zmiany makroskopowe R e = R 0.2 - umowna granica plastyczności (0.2% odkształcenia trwałego); R m - wytrzymałość na rozciąganie (plastyczne); 1
PL B1. Akademia Górniczo-Hutnicza im. Stanisława Staszica,Kraków,PL BUP 14/02. Irena Harańczyk,Kraków,PL Stanisława Gacek,Kraków,PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)195686 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 344720 (22) Data zgłoszenia: 19.12.2000 (51) Int.Cl. B22F 9/18 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)195686 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 344720 (22) Data zgłoszenia: 19.12.2000 (51) Int.Cl. B22F 9/18 (2006.01)
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
PVD-COATING PRÓŻNIOWE NAPYLANIE ALUMINIUM NA DETALE Z TWORZYWA SZTUCZNEGO (METALIZACJA PRÓŻNIOWA)
") ISO 9001:2008, ISO/TS 16949:2002 ISO 14001:2004, PN-N-18001:2004 PVD-COATING PRÓŻNIOWE NAPYLANIE ALUMINIUM NA DETALE Z TWORZYWA SZTUCZNEGO (METALIZACJA PRÓŻNIOWA) *) PVD - PHYSICAL VAPOUR DEPOSITION OSADZANIE
ISO 9001:2008, ISO/TS 16949:2002 ISO 14001:2004, PN-N-18001:2004 PVD-COATING PRÓŻNIOWE NAPYLANIE ALUMINIUM NA DETALE Z TWORZYWA SZTUCZNEGO (METALIZACJA PRÓŻNIOWA) *) PVD - PHYSICAL VAPOUR DEPOSITION OSADZANIE
PL 203790 B1. Uniwersytet Śląski w Katowicach,Katowice,PL 03.10.2005 BUP 20/05. Andrzej Posmyk,Katowice,PL 30.11.2009 WUP 11/09 RZECZPOSPOLITA POLSKA
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203790 (13) B1 (21) Numer zgłoszenia: 366689 (51) Int.Cl. C25D 5/18 (2006.01) C25D 11/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203790 (13) B1 (21) Numer zgłoszenia: 366689 (51) Int.Cl. C25D 5/18 (2006.01) C25D 11/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
IV Ogólnopolska Konferencja Naukowo-Techniczna Problematyka funkcjonowania i rozwoju branży metalowej w Polsce
 IV Ogólnopolska Konferencja Naukowo-Techniczna Problematyka funkcjonowania i rozwoju branży metalowej w Polsce Jedlnia Letnisko 28 30 czerwca 2017 Właściwości spieków otrzymanych techniką prasowania na
IV Ogólnopolska Konferencja Naukowo-Techniczna Problematyka funkcjonowania i rozwoju branży metalowej w Polsce Jedlnia Letnisko 28 30 czerwca 2017 Właściwości spieków otrzymanych techniką prasowania na
PIERWIASTKI STOPOWE W STALACH. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
CIENKOŚCIENNE KONSTRUKCJE METALOWE
 CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
Technologia obróbki cieplnej. Grzanie i ośrodki grzejne
 Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
Technologie wytwarzania metali. Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe
 Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Technologie wytwarzania metali. Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe
 Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
MATERIAŁY SUPERTWARDE
 MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
PIERWIASTKI STOPOWE W STALACH
 PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
KONSTRUKCYJNE MATERIAŁY KOMPOZYTOWE PRZEZNACZONE DO WYSOKOOBCIĄŻONYCH WĘZŁÓW TARCIA
 II Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 26 listopada 2014 KONSTRUKCYJNE MATERIAŁY KOMPOZYTOWE PRZEZNACZONE DO WYSOKOOBCIĄŻONYCH WĘZŁÓW TARCIA Dr hab. inż. Jerzy Myalski
II Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 26 listopada 2014 KONSTRUKCYJNE MATERIAŁY KOMPOZYTOWE PRZEZNACZONE DO WYSOKOOBCIĄŻONYCH WĘZŁÓW TARCIA Dr hab. inż. Jerzy Myalski
w_08 Chemia mineralnych materiałów budowlanych c.d. Chemia metali budowlanych
 w_08 Chemia mineralnych materiałów budowlanych c.d. Chemia metali budowlanych Spoiwa krzemianowe Kompozyty krzemianowe (silikatowe) kity, zaprawy, farby szkło wodne Na 2 SiO 3 + 2H 2 O H 2 SiO 3 +
w_08 Chemia mineralnych materiałów budowlanych c.d. Chemia metali budowlanych Spoiwa krzemianowe Kompozyty krzemianowe (silikatowe) kity, zaprawy, farby szkło wodne Na 2 SiO 3 + 2H 2 O H 2 SiO 3 +
Rok akademicki: 2016/2017 Kod: MIM SM-n Punkty ECTS: 5. Poziom studiów: Studia II stopnia Forma i tryb studiów: Niestacjonarne
 Nazwa modułu: Przetwórstwo stopów i materiałów spiekanych Rok akademicki: 2016/2017 Kod: MIM-2-206-SM-n Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa
Nazwa modułu: Przetwórstwo stopów i materiałów spiekanych Rok akademicki: 2016/2017 Kod: MIM-2-206-SM-n Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
MATERIAŁ ELWOM 25. Mikrostruktura kompozytu W-Cu25: ciemne obszary miedzi na tle jasnego szkieletu wolframowego; pow. 250x.
 MATERIAŁ ELWOM 25.! ELWOM 25 jest dwufazowym materiałem kompozytowym wolfram-miedź, przeznaczonym do obróbki elektroerozyjnej węglików spiekanych. Kompozyt ten jest wykonany z drobnoziarnistego proszku
MATERIAŁ ELWOM 25.! ELWOM 25 jest dwufazowym materiałem kompozytowym wolfram-miedź, przeznaczonym do obróbki elektroerozyjnej węglików spiekanych. Kompozyt ten jest wykonany z drobnoziarnistego proszku
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU
 METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
PL 178509 B1 (13) B1. (51) IntCl6: C23C 8/26. (54) Sposób obróbki cieplno-chemicznej części ze stali nierdzewnej
 B1. (51) IntCl6: C23C 8/26. (54) Sposób obróbki cieplno-chemicznej części ze stali nierdzewnej") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178509 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 305287 (22) Data zgłoszenia: 03.10.1994 (51) IntCl6: C23C 8/26 (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178509 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 305287 (22) Data zgłoszenia: 03.10.1994 (51) IntCl6: C23C 8/26 (54)
Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
 PROJEKT NR: POIG.01.01.02-00-015/09 Zaawansowane materiały i technologie ich wytwarzania Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
PROJEKT NR: POIG.01.01.02-00-015/09 Zaawansowane materiały i technologie ich wytwarzania Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
Wykład IX: Odkształcenie materiałów - właściwości plastyczne
 Wykład IX: Odkształcenie materiałów - właściwości plastyczne JERZY LIS Wydział Inżynierii Materiałowej i Ceramiki Katedra Technologii Ceramiki i Materiałów Ogniotrwałych Treść wykładu: 1. Odkształcenie
Wykład IX: Odkształcenie materiałów - właściwości plastyczne JERZY LIS Wydział Inżynierii Materiałowej i Ceramiki Katedra Technologii Ceramiki i Materiałów Ogniotrwałych Treść wykładu: 1. Odkształcenie
Nauka o Materiałach. Wykład IX. Odkształcenie materiałów właściwości plastyczne. Jerzy Lis
 Nauka o Materiałach Wykład IX Odkształcenie materiałów właściwości plastyczne Jerzy Lis Nauka o Materiałach Treść wykładu: 1. Odkształcenie plastyczne 2. Parametry makroskopowe 3. Granica plastyczności
Nauka o Materiałach Wykład IX Odkształcenie materiałów właściwości plastyczne Jerzy Lis Nauka o Materiałach Treść wykładu: 1. Odkształcenie plastyczne 2. Parametry makroskopowe 3. Granica plastyczności
Metale nieżelazne - miedź i jej stopy
 Metale nieżelazne - miedź i jej stopy Miedź jest doskonałym przewodnikiem elektryczności, ustępuje jedynie srebru. Z tego powodu miedź znalazła duże zastosowanie w elektrotechnice na przewody. Miedź charakteryzuje
Metale nieżelazne - miedź i jej stopy Miedź jest doskonałym przewodnikiem elektryczności, ustępuje jedynie srebru. Z tego powodu miedź znalazła duże zastosowanie w elektrotechnice na przewody. Miedź charakteryzuje
Samopropagująca synteza spaleniowa
 Samopropagująca synteza spaleniowa Inne zastosowania nauki o spalaniu Dyfuzja gazów w płomieniu Zachowanie płynnych paliw i aerozoli; Rozprzestrzenianie się płomieni wzdłuż powierzchni Synteza spaleniowa
Samopropagująca synteza spaleniowa Inne zastosowania nauki o spalaniu Dyfuzja gazów w płomieniu Zachowanie płynnych paliw i aerozoli; Rozprzestrzenianie się płomieni wzdłuż powierzchni Synteza spaleniowa
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
Schemat obróbki nożami tokarskimi. Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost. ISO 2 NNZc-d 4972 302 2102. Nóż wygięty ISO 243 ISO 514.
 Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
INSTYTUT INŻYNIERII MATERIAŁOWEJ PŁ LABORATORIUM TECHNOLOGII POWŁOK OCHRONNYCH ĆWICZENIE 2
 INSTYTUT INŻYNIERII MATERIAŁOWEJ PŁ LABORATORIUM TECHNOLOGII POWŁOK OCHRONNYCH ĆWICZENIE 2 BADANIA ODPORNOŚCI NA KOROZJĘ ELEKTROCHEMICZNĄ SYSTEMÓW POWŁOKOWYCH 1. WSTĘP TEORETYCZNY Odporność na korozję
INSTYTUT INŻYNIERII MATERIAŁOWEJ PŁ LABORATORIUM TECHNOLOGII POWŁOK OCHRONNYCH ĆWICZENIE 2 BADANIA ODPORNOŚCI NA KOROZJĘ ELEKTROCHEMICZNĄ SYSTEMÓW POWŁOKOWYCH 1. WSTĘP TEORETYCZNY Odporność na korozję
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3.
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3. WYŻARZANIE 1. POJĘCIA PODSTAWOWE Definicja obróbki cieplnej Dziedzina
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3. WYŻARZANIE 1. POJĘCIA PODSTAWOWE Definicja obróbki cieplnej Dziedzina
1. BADANIE SPIEKÓW 1.1. Oznaczanie gęstości i porowatości spieków
 1. BADANIE SPIEKÓW 1.1. Oznaczanie gęstości i porowatości spieków Gęstością teoretyczną spieku jest stosunek jego masy do jego objętości rzeczywistej, to jest objętości całkowitej pomniejszonej o objętość
1. BADANIE SPIEKÓW 1.1. Oznaczanie gęstości i porowatości spieków Gęstością teoretyczną spieku jest stosunek jego masy do jego objętości rzeczywistej, to jest objętości całkowitej pomniejszonej o objętość
PODSTAWY OBRÓBKI CIEPLNEJ
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
Wykład 8. Przemiany zachodzące w stopach żelaza z węglem. Przemiany zachodzące podczas nagrzewania
 Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
Lista materiałów dydaktycznych dostępnych w Multitece Chemia Nowej Ery dla klasy 7
 Lista materiałów dydaktycznych dostępnych w Multitece Chemia Nowej Ery dla klasy 7 W tabeli zostały wyróżnione y z doświadczeń zalecanych do realizacji w szkole podstawowej. Temat w podręczniku Tytuł Typ
Lista materiałów dydaktycznych dostępnych w Multitece Chemia Nowej Ery dla klasy 7 W tabeli zostały wyróżnione y z doświadczeń zalecanych do realizacji w szkole podstawowej. Temat w podręczniku Tytuł Typ
Obróbka cieplna stali
 Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
MIKROSKOPIA METALOGRAFICZNA
 MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
Technologie Materiałowe II Spajanie materiałów
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Spajanie materiałów Wykład 12 Lutowanie miękkie (SOLDERING) i twarde (BRAZING) dr inż. Dariusz Fydrych Kierunek
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Spajanie materiałów Wykład 12 Lutowanie miękkie (SOLDERING) i twarde (BRAZING) dr inż. Dariusz Fydrych Kierunek
Temat 8. Nauka o materiałach. Materiały polimerowe i spiekane
 Temat 8 Nauka o materiałach Materiały polimerowe i spiekane Historyczny rozwój ważniejszych materiałów polimerowych Rozwój światowej produkcji materiałów polimerowych Ze względu na własności reologiczne
Temat 8 Nauka o materiałach Materiały polimerowe i spiekane Historyczny rozwój ważniejszych materiałów polimerowych Rozwój światowej produkcji materiałów polimerowych Ze względu na własności reologiczne
ROZDRABNIANIE MATERIAŁÓW BUDOWLANYCH
 POLITECHNIKA GDAŃSKA WYDZIAŁ CHEMICZNY KATEDRA INŻYNIERII PROCESOWEJ I TECHNOLOGII CHEMICZNEJ TECHNOLOGIE MATERIAŁÓW BUDOWLANYCH ROZDRABNIANIE MATERIAŁÓW BUDOWLANYCH mgr inż. Zuzanna Bielan Gdańsk, 2019
POLITECHNIKA GDAŃSKA WYDZIAŁ CHEMICZNY KATEDRA INŻYNIERII PROCESOWEJ I TECHNOLOGII CHEMICZNEJ TECHNOLOGIE MATERIAŁÓW BUDOWLANYCH ROZDRABNIANIE MATERIAŁÓW BUDOWLANYCH mgr inż. Zuzanna Bielan Gdańsk, 2019
(12) OPIS PATENTOWY (19) PL (11) 185228
 OPIS PATENTOWY (19) PL (11) 185228") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
PL B1. WOJSKOWA AKADEMIA TECHNICZNA, Warszawa, PL BUP 22/09
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 211592 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 384991 (22) Data zgłoszenia: 21.04.2008 (51) Int.Cl. B22F 9/22 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 211592 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 384991 (22) Data zgłoszenia: 21.04.2008 (51) Int.Cl. B22F 9/22 (2006.01)
ODZYSK CZYNNIKÓW ZIĘBNICZYCH
 ODZYSK CZYNNIKÓW ZIĘBNICZYCH Definicja pojęcia odzysku wg normy ISO 11650R: Odzysk (ang. recovery), to operacja ściągania czynnika chłodniczego z eksploatowanych, naprawianych, a takŝe złomowanych urządzeń
ODZYSK CZYNNIKÓW ZIĘBNICZYCH Definicja pojęcia odzysku wg normy ISO 11650R: Odzysk (ang. recovery), to operacja ściągania czynnika chłodniczego z eksploatowanych, naprawianych, a takŝe złomowanych urządzeń
Temat 2 (2 godziny) : Próba statyczna ściskania metali
 : Próba statyczna ściskania metali") Temat 2 (2 godziny) : Próba statyczna ściskania metali 2.1. Wstęp Próba statyczna ściskania jest podstawowym sposobem badania materiałów kruchych takich jak żeliwo czy beton, które mają znacznie lepsze
Temat 2 (2 godziny) : Próba statyczna ściskania metali 2.1. Wstęp Próba statyczna ściskania jest podstawowym sposobem badania materiałów kruchych takich jak żeliwo czy beton, które mają znacznie lepsze
MATERIAŁOZNAWSTWO. dr hab. inż. Joanna Hucińska Katedra Inżynierii Materiałowej Pok. 128 (budynek Żelbetu )
") MATERIAŁOZNAWSTWO dr hab. inż. Joanna Hucińska Katedra Inżynierii Materiałowej Pok. 128 (budynek Żelbetu ) jhucinsk@pg.gda.pl MATERIAŁOZNAWSTWO dziedzina nauki stosowanej obejmująca badania zależności
MATERIAŁOZNAWSTWO dr hab. inż. Joanna Hucińska Katedra Inżynierii Materiałowej Pok. 128 (budynek Żelbetu ) jhucinsk@pg.gda.pl MATERIAŁOZNAWSTWO dziedzina nauki stosowanej obejmująca badania zależności
INNOWACYJNE ROZWIĄZANIA DLA PRZEMYSŁU
 INNOWACYJNE ROZWIĄZANIA DLA PRZEMYSŁU CTS Technology to firma produkcyjno-handlowa dostarczająca części i elementy maszyn do wielu gałęzi przemysłu. Posiadamy doświadczenie w zakresie inżynierii materiałowej,
INNOWACYJNE ROZWIĄZANIA DLA PRZEMYSŁU CTS Technology to firma produkcyjno-handlowa dostarczająca części i elementy maszyn do wielu gałęzi przemysłu. Posiadamy doświadczenie w zakresie inżynierii materiałowej,
C/Bizkargi, 6 Pol. Ind. Sarrikola E LARRABETZU Bizkaia - SPAIN
 Mosiądz Skład chemiczny Oznaczenia Skład chemiczny w % (mm) EN Symboliczne Numeryczne Cu min. Cu maks. Al maks. Fe maks. Ni maks. Pb min. Pb maks. Sn maks. Zn min. Inne, całkowita maks. CuZn10 CW501L EN
Mosiądz Skład chemiczny Oznaczenia Skład chemiczny w % (mm) EN Symboliczne Numeryczne Cu min. Cu maks. Al maks. Fe maks. Ni maks. Pb min. Pb maks. Sn maks. Zn min. Inne, całkowita maks. CuZn10 CW501L EN
PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH
 Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
Synteza Nanoproszków Metody Chemiczne II
 Synteza Nanoproszków Metody Chemiczne II Bottom Up Metody chemiczne Wytrącanie, współstrącanie, Mikroemulsja, Metoda hydrotermalna, Metoda solwotermalna, Zol-żel, Synteza fotochemiczna, Synteza sonochemiczna,
Synteza Nanoproszków Metody Chemiczne II Bottom Up Metody chemiczne Wytrącanie, współstrącanie, Mikroemulsja, Metoda hydrotermalna, Metoda solwotermalna, Zol-żel, Synteza fotochemiczna, Synteza sonochemiczna,
 http://www.chem.uw.edu.pl/people/ AMyslinski/Kaim/cze14.pdf BOEING 747 VERSUS 787: COMPOSITES BUDOWNICTWO Materiały kompozytowe nadają się do użycia w budownictwie w szerokiej gamie zastosowań:
http://www.chem.uw.edu.pl/people/ AMyslinski/Kaim/cze14.pdf BOEING 747 VERSUS 787: COMPOSITES BUDOWNICTWO Materiały kompozytowe nadają się do użycia w budownictwie w szerokiej gamie zastosowań:
2013-06-12. Konsolidacja Nanoproszków I - Formowanie. Zastosowanie Nanoproszków. Konsolidacja. Konsolidacja Nanoproszków - Formowanie
 Konsolidacja Nanoproszków I - Formowanie Zastosowanie Nanoproszków w stanie zdyspergowanym katalizatory, farby, wypełniacze w stanie zestalonym(?): układy porowate katalizatory, sensory, elektrody, układy
Konsolidacja Nanoproszków I - Formowanie Zastosowanie Nanoproszków w stanie zdyspergowanym katalizatory, farby, wypełniacze w stanie zestalonym(?): układy porowate katalizatory, sensory, elektrody, układy
6. OBRÓBKA CIEPLNO - PLASTYCZNA
 6. OBRÓBKA CIEPLNO - PLASTYCZNA 6.1. Cel ćwiczenia Zapoznanie się z rodzajami obróbki cieplno plastycznej i ich wpływem na własności metali. 6.2. Wprowadzenie Obróbką cieplno-plastyczną, zwaną potocznie
6. OBRÓBKA CIEPLNO - PLASTYCZNA 6.1. Cel ćwiczenia Zapoznanie się z rodzajami obróbki cieplno plastycznej i ich wpływem na własności metali. 6.2. Wprowadzenie Obróbką cieplno-plastyczną, zwaną potocznie
ZAGADNIENIA EGZAMINACYJNE
 ZAGADNIENIA EGZAMINACYJNE - zagadnienia, na które należy zwrócić szczególną uwagę 1. Omówić budowę atomu. 2. Co to jest masa atomowa? 3. Omówić budowę układu okresowego pierwiastków. 4. Wyjaśnić strukturę
ZAGADNIENIA EGZAMINACYJNE - zagadnienia, na które należy zwrócić szczególną uwagę 1. Omówić budowę atomu. 2. Co to jest masa atomowa? 3. Omówić budowę układu okresowego pierwiastków. 4. Wyjaśnić strukturę
PRĘTY WĘGLIKOWE.
 Pręty z węglika spiekanego są głównie wykonane z węglika wolframu, kobaltu oraz innych dodatków stopowych jakie są wymagane dla uzyskania odpowiednich właściwości. Elementy kształtuje się w następujący
Pręty z węglika spiekanego są głównie wykonane z węglika wolframu, kobaltu oraz innych dodatków stopowych jakie są wymagane dla uzyskania odpowiednich właściwości. Elementy kształtuje się w następujący
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
Kompozyty Ceramiczne. Materiały Kompozytowe. kompozyty. ziarniste. strukturalne. z włóknami
 Kompozyty Ceramiczne Materiały Kompozytowe intencjonalnie wytworzone materiały składające się, z co najmniej dwóch faz, które posiadają co najmniej jedną cechę lepszą niż tworzące je fazy. Pozostałe właściwości
Kompozyty Ceramiczne Materiały Kompozytowe intencjonalnie wytworzone materiały składające się, z co najmniej dwóch faz, które posiadają co najmniej jedną cechę lepszą niż tworzące je fazy. Pozostałe właściwości
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 159324 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 277320 (22) Data zgłoszenia: 23.01.1989 (51) Int.Cl.5: C23C 14/24
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 159324 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 277320 (22) Data zgłoszenia: 23.01.1989 (51) Int.Cl.5: C23C 14/24
Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, Spis treści. Wstęp 11
. Warszawa, Spis treści. Wstęp 11") Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, 2017 Spis treści Wstęp 11 1. Wytwarzanie stali 13 1.1. Wstęp 13 1.2. Wsad do wielkiego pieca 15 1.3. Wytwarzanie
Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, 2017 Spis treści Wstęp 11 1. Wytwarzanie stali 13 1.1. Wstęp 13 1.2. Wsad do wielkiego pieca 15 1.3. Wytwarzanie
Spis treœci Wstêp Od epoki br¹zu do in ynierii materia³owej Przedmowa Rozdzia³ 1 Budowa atomowa metali Rozdzia³ 2 Krzepniêcie metali
 5 Spis treœci Wstêp Od epoki br¹zu do in ynierii materia³owej Adolf Maciejny... 17 Przedmowa Znaczenie metali w rozwoju cywilizacji... 31 Rozdzia³ 1 Budowa atomowa metali Karol Przyby³owicz... 37 1.1.
5 Spis treœci Wstêp Od epoki br¹zu do in ynierii materia³owej Adolf Maciejny... 17 Przedmowa Znaczenie metali w rozwoju cywilizacji... 31 Rozdzia³ 1 Budowa atomowa metali Karol Przyby³owicz... 37 1.1.
BADANIE WYNIKÓW NAUCZANIA Z CHEMII KLASA I GIMNAZJUM. PYTANIA ZAMKNIĘTE.
 BADANIE WYNIKÓW NAUCZANIA Z CHEMII KLASA I GIMNAZJUM. PYTANIA ZAMKNIĘTE. 1. Którą mieszaninę można rozdzielić na składniki poprzez filtrację; A. Wodę z octem. B. Wodę z kredą. C. Piasek z cukrem D. Wodę
BADANIE WYNIKÓW NAUCZANIA Z CHEMII KLASA I GIMNAZJUM. PYTANIA ZAMKNIĘTE. 1. Którą mieszaninę można rozdzielić na składniki poprzez filtrację; A. Wodę z octem. B. Wodę z kredą. C. Piasek z cukrem D. Wodę
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Politechnika Gdańska, Inżynieria Biomedyczna. Przedmiot: BIOMATERIAŁY. Metody pasywacji powierzchni biomateriałów. Dr inż. Agnieszka Ossowska
 BIOMATERIAŁY Metody pasywacji powierzchni biomateriałów Dr inż. Agnieszka Ossowska Gdańsk 2010 Korozja -Zagadnienia Podstawowe Korozja to proces niszczenia materiałów, wywołany poprzez czynniki środowiskowe,
BIOMATERIAŁY Metody pasywacji powierzchni biomateriałów Dr inż. Agnieszka Ossowska Gdańsk 2010 Korozja -Zagadnienia Podstawowe Korozja to proces niszczenia materiałów, wywołany poprzez czynniki środowiskowe,
iglidur J Na najwyższych i na najniższych obrotach
 Na najwyższych i na najniższych obrotach Asortyment Łożyska ślizgowe z są zaprojektowane tak, aby uzyskać jak najniższe współczynniki tarcia bez smarowania i ograniczenie drgań ciernych. Ze względu na
Na najwyższych i na najniższych obrotach Asortyment Łożyska ślizgowe z są zaprojektowane tak, aby uzyskać jak najniższe współczynniki tarcia bez smarowania i ograniczenie drgań ciernych. Ze względu na
Zakres tematyczny. Podział stali specjalnych, ze względu na warunki pracy:
 STAL O SPECJALNYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH Zakres tematyczny 1 Podział stali specjalnych, ze względu na warunki pracy: - odporne na korozję, - do pracy w obniżonej temperaturze, - do pracy
STAL O SPECJALNYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH Zakres tematyczny 1 Podział stali specjalnych, ze względu na warunki pracy: - odporne na korozję, - do pracy w obniżonej temperaturze, - do pracy
PL B1. W.C. Heraeus GmbH,Hanau,DE ,DE, Martin Weigert,Hanau,DE Josef Heindel,Hainburg,DE Uwe Konietzka,Gieselbach,DE
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204234 (13) B1 (21) Numer zgłoszenia: 363401 (51) Int.Cl. C23C 14/34 (2006.01) B22D 23/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204234 (13) B1 (21) Numer zgłoszenia: 363401 (51) Int.Cl. C23C 14/34 (2006.01) B22D 23/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
(12) OPIS PATENTOWY (19)PL (11) (13) B1
 OPIS PATENTOWY (19)PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)168915 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 294252 (22) Data zgłoszenia: 16.04.1992 (51) IntCl6: C25B 9/04 C25C
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)168915 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 294252 (22) Data zgłoszenia: 16.04.1992 (51) IntCl6: C25B 9/04 C25C
Opis efektów kształcenia dla modułu zajęć
 Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Sympozjum Inżynieria materiałowa dla przemysłu
 Sympozjum Inżynieria materiałowa dla przemysłu Kwazikrystaliczne stopy Al-Mn-Fe otrzymywane za pomocą metody szybkiej krystalizacji - struktura i własności Katarzyna Stan Promotor: Lidia Lityńska-Dobrzyńska,
Sympozjum Inżynieria materiałowa dla przemysłu Kwazikrystaliczne stopy Al-Mn-Fe otrzymywane za pomocą metody szybkiej krystalizacji - struktura i własności Katarzyna Stan Promotor: Lidia Lityńska-Dobrzyńska,
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu. Materiałoznawstwo i Nauka o materiałach
 Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
INSTYTUT INŻYNIERII MATERIAŁOWEJ PŁ LABORATORIUM TECHNOLOGII POWŁOK OCHRONNYCH ĆWICZENIE 1 POWŁOKI KONWERSYJNE-TECHNOLOGIE NANOSZENIA
 INSTYTUT INŻYNIERII MATERIAŁOWEJ PŁ LABORATORIUM TECHNOLOGII POWŁOK OCHRONNYCH ĆWICZENIE 1 POWŁOKI KONWERSYJNE-TECHNOLOGIE NANOSZENIA WSTĘP TEORETYCZNY Powłoki konwersyjne tworzą się na powierzchni metalu
INSTYTUT INŻYNIERII MATERIAŁOWEJ PŁ LABORATORIUM TECHNOLOGII POWŁOK OCHRONNYCH ĆWICZENIE 1 POWŁOKI KONWERSYJNE-TECHNOLOGIE NANOSZENIA WSTĘP TEORETYCZNY Powłoki konwersyjne tworzą się na powierzchni metalu
 http://www.chem.uw.edu.pl/people/ AMyslinski/Kaim/cze14.pdf BUDOWNICTWO Materiały kompozytowe nadają się do użycia w budownictwie w szerokiej gamie zastosowań: elementy wzmacniające przemysłowych
http://www.chem.uw.edu.pl/people/ AMyslinski/Kaim/cze14.pdf BUDOWNICTWO Materiały kompozytowe nadają się do użycia w budownictwie w szerokiej gamie zastosowań: elementy wzmacniające przemysłowych
PL B1. INSTYTUT METALI NIEŻELAZNYCH, Gliwice, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209631 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 376697 (22) Data zgłoszenia: 22.08.2005 (51) Int.Cl. B21C 23/08 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209631 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 376697 (22) Data zgłoszenia: 22.08.2005 (51) Int.Cl. B21C 23/08 (2006.01)
STALE STOPOWE KONSTRUKCYJNE. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
 www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
PL B1. AKADEMIA GÓRNICZO-HUTNICZA IM. STANISŁAWA STASZICA W KRAKOWIE, Kraków, PL BUP 14/15
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 231729 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 406726 (22) Data zgłoszenia: 30.12.2013 (51) Int.Cl. B22F 3/16 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 231729 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 406726 (22) Data zgłoszenia: 30.12.2013 (51) Int.Cl. B22F 3/16 (2006.01)
Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu.
 i technologii wytwarzania wyrobu.") STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej.
 FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA TECHNICZNA NIEWYCZERPANY POTENCJAŁ Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej. Jak produkuje się zaawansowaną ceramikę techniczną?
FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA TECHNICZNA NIEWYCZERPANY POTENCJAŁ Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej. Jak produkuje się zaawansowaną ceramikę techniczną?