Flex-Hone od 1958 roku specjaliści w innowacji
|
|
|
- Radosław Biernacki
- 6 lat temu
- Przeglądów:
Transkrypt


")










1 Brush Research MFG Los Angeles (U.S.A.) Flex-Hone od 1958 roku specjaliści w innowacji DYSTRYBUCJA: S.T.M. SP. Z O.O. ul. Dziewosłęby 14/1, Warszawa POLSKA Tel.: Fax: info@stmech.pl











2 ELASTYCZNA SZCZOTKA WYGŁADZAJĄCA SKRAWANIE, PROMIENIOWANIE, WYKAŃCZANIE, WYKAŃCZANIE PRECYZYJNE, REDUKCJA CHROPOWATOŚCI POWIERZCHNIA IDEALNA 20-40% wgłębień powierzchnia wygładzona powierzchnia wygładzona 60% powierzchnia gładka metodą tradycyjną z zastosowaniem FLEX-HONE PRZED PO UNIKATOWA WSZECHSTRONNOŚĆ I ELASTYCZNOŚĆ NIEZALEŻNE KULE ŚCIERNE AUTO CENTROWANIE AUTOMATYCZNA KOMPENSACJA ZUŻYCIA PRĘDKOŚĆ I JEDNORODNOŚĆ OBRÓBKI WYKOŃCZENIE POWIERZCHNIOWE DZIAŁANIE NA MIĘKKO W NISKICH TEMPERATURACH OBCINA GRZBIETY I WYKAŃCZA NA GŁADKO STOSUJĄC NAPRZEMIENNIE WIELE WGŁĘBIEŃ I MAŁO SZCZYTÓW, CO ZAPEWNIA LEPSZE UTRZYMYWANIE SIĘ WARSTWY SMARU I PRZEKŁADA SIĘ NA MNIEJSZE ZUŻYCIE, LEPSZY PRZESUW I WIĘKSZĄ SZCZELNOŚĆ MOŻLIWOŚĆ STOSOWANIA W MASZYNACH CNC, PRZENOŚNIKACH, WIERTARKACH KOLUMNOWYCH, WIERTARKACH RĘCZNYCH PO I/LUB PRZED OBRÓBKĄ TYPU PRZEWIERCANIE, ROZWIERCANIE, TOCZENIE, SZLIFOWANIE, DOCIERANIE, WALCOWANIE, ITD. STOSOWANA Z POWODZENIEM W BRANŻACH TAKICH JAK: PRZEMYSŁ MECHANICZNY OGÓLNY I PRECYZYJNY, PRZEMYSŁ SAMOCHODOWY, PRZEMYSŁ LOTNICZY, STOCZNIOWY, HYDRAULICZNY, PNEUMATYCZNY, ZBROJENIOWY WOJSKOWY, ITP. PEŁNA GAMA ŚREDNIC OD 4MM DO 914MM - 9 RODZAJÓW ŚCIERNIC I 11 GRUBOŚCI ZIAREN MOŻLIWOŚĆ WYKONANIA SPECJALNYCH SZCZOTEK FLEX-HONE WŁAŚCIWE ROZWIĄZANIE DLA WSZYSTKICH POTRZEB W ZAKRESIE OBRÓBKI








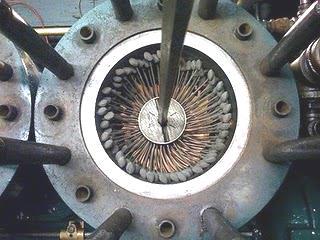
3 Flex-Hone Patent Nr PROCES ŚCIERNY WYKONYWANY Z MAŁYM NACISKIEM I W NISKIEJ TEMPERATURZE, KTÓRY NIE POWODUJĄC ZMIAN, POZWALA UZYSKAĆ TRWAŁĄ POWIERZCHNIĘ. JEST TO IDEALNA METODA PROWADZĄCA DO WYTWORZENIA POWIERZCHNI BEZ ODKSZTAŁCEŃ LUB ZAWALCOWAŃ NA POZIOMIE MIKROSTRUKTURY METALU BĘDĄCYCH SKUTKIEM UPRZEDNIEJ OBRÓBKI. Szczotka Flex-Hone służy do wykańczania powierzchniowego o parametrach niemożliwych do osiągnięcia przy pomocy innych systemów. Ten rodzaj obróbki wiąże się z wykańczaniem powierzchniowym, geometrią powierzchni oraz strukturą metalu. W ten sposób uzyskuje się powierzchnię gładką typu Plateau bez jakichkolwiek grzbietów, rozdarć i zwalcowań metalu. Ponadto, szczotka Flex-Hone skrawa i promieniuje otwory przelotowe w trakcie docierania ścian wewnętrznych obrabianych otworów. W zastosowaniach hydraulicznych lub pneumatycznych, ten sposób obróbki prowadzi do wydłużenia żywotności uszczelek oraz zwiększenia ich szczelności. Szczotka Flex-Hone to bardzo wytrzymałe i elastyczne narzędzie o miękkim działaniu skrawającym. Każda z kulek ściernych ma swoje własne zawieszenie dzięki czemu szczotka Flex-Hone się samocentruje i wyrównuje automatycznie względem obrabianego otworu, jak również automatycznie kompensuje stan zużycia. Flex-Hone nadaje się do każdego rodzaju otworu o średnicy od 4 do 914. Przykład obróbki za pomocą tradycyjnej docierarki Powiększenie x1000. Roztarcia i zawalcowania na powierzchni materiału, które będą odpadały w trakcie użytkowania. Wykończenie z wieloma szczytami. Cecha charakterystyczna dla szlifowania sztywnego. Po użyciu Flex-Hone #180 węglik krzemu Powiększenie x 1000 Jednolity wątek krzyżujący się. Czysty, otwarty wygląd z usuniętymi roztarciami i zawalcowaniami materiału. Doskonały profil pół-plateau, z małą ilością szczytów i wieloma wgłębieniami zatrzymującymi smar. Wykończenie typu Plateau w ponad 60% Wykończenie krzyżujące się. Lepsze utrzymanie warstwy smaru. Zalety Redukcja wartości Ra Rpk i Rvk Większa powierzchnia styku Mniejsze zużycie oleju Niższy Blow-By Mniejsze tarcie Ulepszona szczelność powierzchni Przykłady obróbki Dobierając prawidłowo materiał ścierny oraz jego uziarnienie spośród wielu dostępnych wariantów, można przeprowadzić: Szlifowanie-Wykończenie precyzyjne-zmniejszenie chropowatości: jest możliwe zmniejszenie chropowatości i precyzyjne wykończenie uzyskując wartości poniżej Ra 0.06 m także w przypadku materiałów o twardości powyżej 80Hrc, lub zwiększenie chropowatości zbyt gładkiej powierzchni do wartości około Ra 2 m, wciąż uzyskując powierzchnię z wykończeniem typu Plateau z wątkiem krzyżującym. Można ujednolicić wykończenie usuwając ślady po poprzednich obróbkach. Skrawanie: jest możliwe skrawanie lub mikroskrawanie krawędzi na wejściu/wylocie otworów przecinających się i kanałów, ostrych krawędzi rowków lub gniazd o-ring po obróbce typu przewiercanie, toczenie, rozwiercanie, szlifowanie, docieranie, itp. Promieniowanie: jest możliwe zaokrąglenie ostrych krawędzi pozostałych po obróbce typu rozwiercanie, przewiercanie, toczenie, szlifowanie, itp. Zwiększanie średnicy otworu: jest możliwe jednolite usunięcie warstwy o grubości od kilku mikronów lub setnych aż do 0,1, z rozwiercanego miejsca bez jego zniekształcania, a w niektórych wypadkach można także skorygować istniejące odkształcenia. Czyszczenie, usuwanie osadów: ścieranie, szczotka może służyć także jako narzędzie do czyszczenia, usuwania warstwy nalotu i osadu, itp. Kilka przykładów przed i po zastosowaniu szczotki Flex-Hone






























4 Sprężarki powietrza Pompy próżniowe Cylindry hydrauliczne i pneumatyczne Obudowy silników hydraulicznych i pneumatycznych Dystrybutory i naboje hydrauliczne Centralki hydrauliczne i pneumatyczne Komponenty silników samolotowych Detale w przemyśle lotniczym i kosmonautycznym Obudowy pomp wtryskowych Prowadnice zaworów Cylindry hamulcowe Elementy pompy wtryskowej hamulców i sprzęgła Bębny i tarcze hamulcowe Cylindry i tuleje silnikowe 2T i 4T Korbowody Otwory przecinające się do przepływu oleju Amortyzatory Specjalne wykończenie powierzchni ze stali nierdzewnej Prowadnice form Różnego rodzaju wtryskiwacze Różnego rodzaju wypychacze Części broni (lufy, komory, itp.) Usuwanie osadów z rur chłodzących w elektrowniach jądrowych Kije golfowe Instrumenty muzyczne Krany, zawory W rozwiertarkach razem z rozwiertakami diamentowymi Obróbka mechaniczna ogółem Skrawanie/mikroskrawanie Wykańczanie, wykańczanie precyzyjne, docieranie Napraw i/lub poprawa chropowatości Niektóre z zastosowań



5 Uziarnienie Ra (µm) Stal\ Żeliwo Aluminium Inox Nieżelazne Ponad 60Hrc Stal stopowa Stal powszechna Żeliwo sferoidalne Żeliwo szare Fe, AVP, Inox Aluminium Mosiądz Sposób użycia szczotki Flex-Hone Szczotkę Flex-Hone można używać ręcznie stosując zwykłą wiertarkę lub wiertarkę kolumnową, podczas cyklu obróbki maszyny CNC jako narzędzie lub na przenośniku w przypadku zastosowań przemysłowych o dużych przerobach. Nie zaleca się stosowania szczotki Flex-Hone na sucho, gdyż ma to wpływ na jej trwałość. Do smarowania stosować olej pełny o lepkości od 10 do 30 lub chłodziwo w formie emulsji w przypadku obróbek mechanicznych. Można używać także zwykłego smaru w sprayu, a do obróbki cylindrów hamulcowych olej hydrauliczny do hamulców. Olej napędowy, ropa lub smary zawierające rozpuszczalniki mogą być stosowane, aczkolwiek nie są one polecane ze względu na skrócenie żywotności szczotki Flex-Hone poprzez szybsze odłupywanie się kulek ściernych. Szczotka Flex-Hone działa pod ciśnieniem, a więc jej rzeczywista średnica jest większa niż średnica obrabianego otworu. Szczotka Flex-Hone MUSI wchodzić i wychodzić z otworu w trakcie rotacji. Szczotka Flex-Hone NIE jest wyważona, a więc NIE pracować na największej prędkości zanim nie zostanie ona wsunięta do środka otworu. Zapoznać się z danymi w celu prawidłowego doboru prędkości obrotowej w zależności od średnicy, prędkości obrotowej; prędkość obrotowa może zmieniać się w zależności od zastosowania. Zaleca się dokonanie próby o zastosowanie szczotki Flex-Hone w jak najkrótszym czasie kontaktu, który pozwoli osiągnąć spodziewany rezultat i wydłużyć jej żywotność. Zbyt wysokie prędkości prowadzą do jej przedwczesnego zużycia bez znaczącego wydłużenia czasu obróbki. NIE stosować z dużą prędkością. W przypadku zastosowania ręcznego używać zwykłą wiertarkę elektryczną. Stosować szybkie, naprzemienne ruchy z częstotliwością od 60 do 120 uderzeń/min w zależności od prędkości obrotowej. Przyśpieszyć naprzemienność uderzeń pod koniec obróbki aby uzyskać rowkowanie krzyżujące się pod kątem Czas obróbki powinien wynosić około sekund dla każdego cylindra w przypadku zastosowań silnikowych, ale może być inny w zależności od materiału, ścierniwa, zastosowania, uziarnienia i smaru. Na koniec obróbki dokładnie umyć cylindry i nasmarować olejem. Czas trwania zależy od wielu czynników takich jak użyte ścierniwo, smar, obrabiany materiał, użycie ręczne lub maszynowe, długość obrabianego otworu, czas kontaktu, itd. Za pomocą jednej szczotki Flex-Hone można obrobić od kilkuset do 1000 elementów. Prędkość obrotowa Flex-Hone Prędkość obrotowa obrotów/min 4 1/2 4 12, /2 2 12, Tabela wyboru uziarnienia / wykończenia UWAGA: podane wartości należy uznać za orientacyjne, gdyż uzyskany Ra zależy od wielu czynników takich jak: rodzaj metalu i jego twardość, rodzaj smaru, czas kontaktu, poprzednia obróbka, Ra przed użyciem Flex-Hone, itd. # 20 3,2 6,3 # 40 1,7 3,2 # 60 1,5 2,0 # 80 1,2 1,6 0,8 1,0 1,2 1,4 0,8 1,0 1,2 1,4 # 120 0,9 1,4 0,6 0,8 1,0 1,2 0,6 0,8 1,0 1,2 # 180 0,7 1,0 0,4 0,6 0,8 1,0 0,8 1,0 0,4 0,6 0,8 1,0 # 240 0,6 0,8 0,2 0,4 0,6 0,8 0,2 0,4 0,6 0,8 # 320 0,5 0,7 0,1 0,2 0,4 0,6 0,1 0,2 0,4 0,6 # 400 0,3 0,6 0,05 0,1 0,2 0,4 0,1 0,2 0,05 0,1 0,2 0,4 # 600 0,2 0,3 <0,05 <0,2 <0,05 0,05 0,1 0,2 # 800 0,05 0,2 <0,1 <0,05 0,05 0,1 # 1000 >0,1 <0,05 0,05 Formuła konwersji F = Ra x Wskaźnik Ra = F / Wskaźnik F Wskaźnik F Wskaźnik Rt 8,7 Rp 3,6 Rz 7,2 RPM 2,9 Rz ISO 7,6 RMS(Rq) 1,1 Rmax 8,0

 Stal nierdzewna w zastosowaniach spożywczych/medycznych Cylindry z powłoką Nikasil lub podobną Z25 Czerwony Z49 Cyrkon 25%")

6 ŚCIERNIWO System kodowania ścierniwa i uziarnienia ZIARNO Szczotka Flex-Hone jest dostępna w pełnej gamie ścierniw i uziarnienia zaspokajającej wszelkie wymogi obróbki. Flex-Hone stosuje system kodowania, który pozwala na odczytanie rodzaju ścierniwa i uziarnienia na podstawie kolorowej plamki naniesionej na trzonku i na końcówce. Kolor nóżki Skrót ścierniwa Ścierniwo Zastosowanie Uziarnienie / Kolor końcówki SC Brak koloru AO Czarny Węglik krzemu Tlenek glinu Żeliwo, stal zwykła, nierdzewna Metale nieżelazne (aluminium, mosiądz, brąz, metale lekkie) Stal nierdzewna w zastosowaniach spożywczych/medycznych Cylindry z powłoką Nikasil lub podobną Z25 Czerwony Z49 Cyrkon 25% Tlenek glinu 75% Cyrkon 40% Tlenek glinu 60% Stal niskiej/średniej zawartości węgla, żeliwo Obróbka w produkcji masowej wymagająca dłuższej żywotności odnośnie SC i AO / / / / / / / / / / / / / BC Złoty WC50 Brązowy WC100 Brązowy Węgli boru Stal o średniej/wysokiej zawartości węgla Stal hartowana ~45/50 Hrc Tytan, Inconel, Monel Węglik wolframu 50% / / / Węglik krzemu 50% Stal o wysokiej zawartości węgla Stopy lotnicze i kosmonautyczne Węglik wolframu 100% / / / LA Tlenek glinu szlifowany Szlifowanie/docieranie precyzyjne Tylko drobne uziarnienie (~#1000) CD Żółty Diament Metale twarde, ceramika, stal hartowana Materiały o twardości powyżej 70-80Hrc 170/200mesh 800mesh 2500 mesh Wybór szczotki Flex-Hone: rozmiar, ścierniwo, uziarnienie. Wybór średnicy szczotki Flex-Hone zależy od obrabianego otworu. Szczotka Flex-Hone jest produkowana i używana w większym wymiarze niż obrabiany otwór. Takie przewymiarowanie przyczynia się do uzyskania prawidłowego nacisku cięcia podczas obróbki. Na przykład, obrabiając otwór o średnicy 22 należy wybrać BC7/8 (22), której średnica rzeczywista wynosi 25 (przewymiarowanie). Jeśli obrabiany otwór nie pokrywa się z jednym ze standardowych rozmiarów Flex-Hone, ponieważ jest pośrodku dwóch wymiarów, należy wybrać ten większy. Na przykład, jeśli obrabiany otwór wynosi 23, znajduje się on pomiędzy BC7/8 (22) a BC15/16 (23.8); należy wybrać BC15/16 (23.8). Zapytajcie naszych techników o prawidłową podpowiedź dotyczącą Waszej obróbki; będą oni potrafili doradzić Wam przy wyborze prawidłowej szczotki Flex-Hone tak, aby uzyskać pożądany rezultat. Aby dobrać prawidłowy rozmiar, ścierniwo i uziarnienie należy znać: Średnicę obrabianego otworu Rodzaj obrabianych elementów Problem jaki zostanie rozwiązany przy użyciu Flex-Hone (skrawanie, wykańczanie, wykańczanie precyzyjne, itd.) Materiał (hartowany czy ze specjalną powłoką, w miarę możliwość podać także twardość) Chropowatość początkowa lub do zachowania (jeśli możliwe w Ra) lub ostatnia dokonana obróbka (przewiercanie, rozwiercanie, wytaczanie, itp.) Chropowatość do osiągnięcia lub do zachowania Ilość obrabianych elementów Możliwość lub jej brak, stosowania smaru (olej pełen lub emulsja) Czy Flex-Hone będzie używana ręcznie, na wiertarce kolumnowej czy maszynowo (tokarka, centrum obróbkowe, szlifierka, itp.)


7 Rodzaj Flex-Hone Otworu Zakres pracy C B A Rodzaj Flex-Hone otworu Zakres pracy C Bęben (cali-) HEX Wał ( - ) BC 4 4 3,5-4 4, GBDH 8" ,2 ½ - 12,7 BC 4.5 4,5 4-4, GBD 8-1/2" ,2 ½ - 12,7 BC 3/16 4,75 4,5-4,75 5, GBD 9" ,2 ½ - 12,7 BC 5 5 4,75-5 5, GBD 9-1/2" ,2 ½ - 12,7 BC 5.5 5,5 5-5, GBD 10" ,2 ½ - 12,7 BC 6 6 5,5 6 6, GBD 10-1/2" ,6 ½ - 12,7 BC 6.4 6,4 6-6, GBD 11" ,6 ½ - 12,7 BC 7 7 6, GBD 11-1/2" ,6 ½ - 12,7 BC GBD 12" ,6 ½ - 12,7 BC GBD 12-1/2" ⅝ - 15,9 BC 9.5 9,5 8,5 9,5 10, GBD 13" ⅝ - 15,9 BC GBD 13-1/2" ⅝ - 15,9 BC GBD 14" ⅝ - 15,9 BC GBD 15" ⅝ - 15,9 BC 1/2 12, ,7 14, GBD 16" ⅝ - 15,9 BC , , GBD 17" ,2 ⅝ - 15,9 BC 5/ GBD 18" ,2 ⅝ - 15,9 BC BC 3/ Rodzaj Nr otworu przekroju Śred, Śred, HEX BC Rodzaj przekroju bębna wału BC 7/ Flex-Hone (celi-) ( - ) BC 15/16 23, , GBDX A 11-½ -292 ¾ - 19 BC 1 25,4 23,8 25, GBDX B 11-½ -292 ¾ - 19 BC 1-1/ , GBDX C 11-½ -292 ¾ - 19 BC 1-1/4 31, , GBDX D 11-½ -292 ¾ - 19 BC 1-3/ , , GBDX A 15-½ -394 ¾ - 19 BC 1-1/ , GBDX B 15-½ -394 ¾ - 19 BC 1-5/ , GBDX C 15-½ -394 ¾ - 19 BC 1-3/ GBDX D 15-½ -394 ¾ - 19 BC 1-7/8 47, ,6 50, GBDX A 19-½ ,4 BC , GBDX B 19-½ ,4 BC 2-1/ , GBDX C 19-½ ,4 BC 2-1/ , GBDX D 19-½ ,4 BC 2-3/ , GBDX E 19-½ ,4 BC 2-1/ , GBDX A 24-½ ¼ -31,75 BC 2-5/ , GBDX B 24-½ ¼ -31,75 BC 2-3/ GBDX C 24-½ ¼ -31,75 BC 2-7/ , GBDX D 24-½ ¼ -31,75 BC , GBDX E 24-½ ¼ -31,75 DBC 1-1/ , CZĘŚĆ ZAPASOWA PRZEKRÓJ GBDX DBC 1-3/ Rodzaj cale DBC 2-1/ , GBDX-A 4-1/8 105 DBC 2-1/ , GBDX-B 4-5/8 118 DBC 2-3/ GBDX-C 5-1/4 133 DBC 3-1/ , GBDX-D 5-3/4 146 GBDX-E 6-3/8 162 GB 3-1/ , GB 3-1/ GB 3-3/ , GB 4-1/ GB 4-5/ , GBD , GBD 3-1/ , GBD 3-1/ GBD 3-3/ , GBD GBD 4-1/ , GBD 4-1/ , GBD , GBD 5-1/ GBD GBD 6-1/ GBD , GBD 7-1/ GBD Wymiary & Rodzaje Flex-Hone 3-1/4 4-5/ /2 3-1/8 Str. 7




8 Idealna do wykańczania/wykańczania precyzyjnego, mikroskrawania, promieniowania ostrych krawędzi na twardych materiałach powyżej 80Hrc, widiach, twardych powłokach anodyzowanych, spiekanych, ceramicznych, stopach używanych w przemyśle kosmonautycznym, tytanie, inconelu, stali ulepszonej, formach, itp. Rodzaj otworu Zakres pracy Szczotka Flex-Hone diamentowa końcowa część ścierna L całkowit a Rodzaj otworu Zakres pracy końcowa część ścierna Bc 4 4 3,5-4 4, Bc 1/2" 12, ,7 14, Bc 4,5 4,5 4-4, Bc , , Bc 3/16 4,75 4,5-4,75 5, Bc 5/ Bc 5 5 4,75-5 5, Bc Bc 5,5 5,5 5-5, Bc 3/4" Bc 6 6 5,5-6 6, Bc Bc 1/4" 6,4 6-6, Bc 7/ Bc 7 7 6, Bc 15/16 23, , Bc A RICHIESTA Bc Bc 1 25,4 23,8-25, Bc 9,5 9,5 9-9,5 10, Bc 1 1/ , Bc , Bc 1 1/4 31, , Bc Bc 1 3/ , , Bc Bc 1 1/ , /200mesh 800mesh 2500 mesh Istnieje możliwość zmniejszenia Ra z 0.7 do 0.05 µm na widii. L całkowit a Flex-Hone do skrawania/mikroskrawania skosów Ten rodzaj szczotek Flex-Hone został specjalnie stworzony tak, aby utworzyć włosie do zawieszenia kulek, która będzie nadawała się do obrabiania skosów po obróbce i/lub fazowaniu wykonanie przy pomocy narzędzi usuwających opiłki, takich na przykład jak chowane ostrze. Zastosowanie szczotki Flex-Hone umożliwia na przeprowadzenie skrawania, mikroskrawania, promieniowania ostrych krawędzi i czyszczenia powierzchni, umożliwiając uzyskanie jednolitego wykończenia w miejscu, gdzie wymaga się całkowitego braku włókien, np. w przypadku elementów kosmonautycznych. W standardzie dostępne są uziarnienia #180 Węglik krzemu, a na życzenie wszystkie ścierniwa i uziarnienia dostępne dla Flex-Hone tak, aby móc je dopasować do pożądanej obróbki powierzchniowej i obróbki stopów stosowanych w branży kosmonautycznej takich jak tytan, Inconel, Super CVM, stopy stali, itp. otworu Skos mały Skos średni Skos duży CHA4M CHB4M CHC4M 4,5 CHA45M CHB45M CHC45M 4,75 CHA316 CHB316 CHC316 5 CHA5M CHB5M CHC5M 5,5 CHA55M CHB55M CHC55M 6 CHA6M CHB6M CHC6M 6,4 CHA64M CHB64M CHC64M 7 BC7M CHB7M CHC7M 8 BC8M CHB8M CHC8M 9 BC9M CHB9M CHC9M 9,5 BC95M CHB95M CHC95M 10 BC10M CHB10M CHC10M 11 BC11M CHB11M CHC11M 12 BC12M CHB12M CHC12M 12,7 BC12 CHB12 CHC12 14 BC14M CHB14M CHC14M 16 BC58 BC58 CHC58 18 BC18M BC18M CHC18M 19 BC34 BC34 CHC34 20 BC20M BC20M CHC20M 22 BC78 BC78 CHC78 PRZED PO ZAOKRĄGLONE KRAWĘDZIE Str. 8













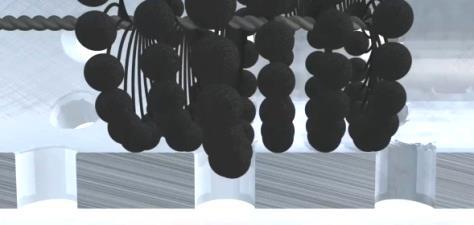
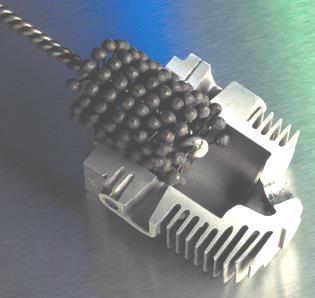
9 Krążki Flex-Hone Technologia Flex-Hone for Rotor wykorzystuje technologię szczotek Flex-Hone do perfekcyjnego wykańczania, o fakturze pociągnięć krzyżujących się, samochodowych i motocyklowych tarcz hamulcowych, ponadto, może ona być stosowana do tarcz sprzęgieł lub wszelkich innych zastosowań, gdzie wymagane jest tego typu wykończenie. Niskie wibracje Wykończenie NIE kierunkowe Idealne do tarcz nowych i regenerowanych Ścierniwo cyrkon #1525 uziarnienie 60,120,240 PRZED PO Specjalne szczotki Flex-Hone Szczotki Flex-Hone produkowane są w wielu rozmiarach, o różnym uziarnieniu i różnych ścierniwach, jednakże mogą one być także dostarczane w specjalnych konfiguracjach, które pozwolą na rozwiązanie licznych problemów związanych z wykańczaniem trudnych elementów, niemożliwym do osiągnięcia przy pomocy standardowej gamy. Spersonalizowaną konfigurację otrzymuje się zamawiając: Spersonifikowaną średnicę rzeczywistą Długość części ściernej i trzonka Powłokę zabezpieczającą trzonek Średnicę trzonka Trzonek powlekany Gwintowane złącze Flex-Hone o dwóch lub więcej średnicach Kombinację Flex-Hone + szczotka Flex-Hone stożkowe Flex-Hone półstożkowe Skręcony trzonek lub trzonek wystający do przodu Szczególny kolor na trzonku Rozmiary kulek ściernych Przekrój nitek zawieszających Flex-Hone na bębnie PVC Kulki luzem z włóknem do montażu na własnym nośniku. Możliwości jest bardzo wiele, a nasi technicy zawsze służą pomocą próbując stworzyć nowe konfiguracje na miarę Państwa potrzeb i problemów do rozwiązania. Str. 9







10 Flex-Hone do broni Metalowa powierzchnia broni zawiera wiele mikroskopowych szczytów i wgłębień. Pojawianiu się rdzy sprzyja napięcie resztkowe występujące na powierzchni. Wykończenie uzyskane za pomocą Flex-Hone zmniejsza szczyty i redukuje napięcie powierzchniowe poprzez eliminację obszarów narażonych na największe napięcie. Wgłębienia wytworzone przez Flex-Hone poprawiają zdolność utrzymywania oleju. Wielu konstruktorów broni stosuje Flex-Hone na potrzeby wykończenia końcowego. STRZELBY Z LUFĄ GŁADKĄ LUFA KOMORA STOŻEK KALIBER #180SC #400SC #800AO #400SC #800 AO #180SC #400SC #800 AO / / / / / / Lufy Komory Stożki Długość całkowita 865 Trzonek pokryty materiałem termokurczliwym Długość całkowita 305 Trzonek pokryty materiałem termokurczliwym Długość całkowita 255 Część ścierna stożkowa Długość 40 W szybki i prosty sposób możecie usunąć wszelkie uszkodzenia wynikające z utleniania się i korozji, usunąć zarysowania i wyszlifować wszystkie części lufy, usunąć ząbki powodujące przywieranie plastiku. Flex-Hone tworzy gładkie wykończenie zapobiegające szybkiemu nagromadzaniu się plastiku oraz specjalne mikrowykończenie o fakturze krzyżującej się, które ułatwia usuwanie łusek z komory i uniemożliwia ich przywieranie. KOMORY KARABINÓW KALIBER #400SC #800SC KALIBER #400SC #800SC 5.56 NATO CAL/.22Mag Remington MM Mag NATO CAL Mag / Colt BMG Specjalne wykończenie komór za pomocą szczotek Flex-Hone umożliwia łatwiejsze wsuwanie i wyrzucanie nabojów z komory, bez jakichkolwiek problemów związanych z ich przywieraniem. Ponowne naładowanie jest szybsze i płynniejsze, a co za tym idzie nie powoduje zarysowań. Dostępne do wszystkich istniejących kalibrów. BĘBENEK REWOLWERU BROŃ AUTOMATYCZNA KALIBER #400SC #800SC #400SC #800SC Wydłużenie sprężyny Mag/ Suwak / BC18M Mag Mag ACP Colt S&W, Beretta, suwak półautomatyczny / BC12800 SPRĘŻONE POWIETRZE LUFA Kal.068 OTWÓR TYLNY RB.850 #180SC #600AO #800AO #1000AL #600AO #800AO Str. 10

11 MIKRO-SZCZOTKI 81A/B Skrawanie, czyszczenie, wykańczanie Drut i trzonek ze stali nierdzewnej RODZAJ Długość rzeczywista drutu trzonka szczotki cale 81-A.024 0,6,024 0,076,003 6,4 1/4 0,4, A.032 0,8,032 15,9 0,4 81-A 1.0 1,0 5/8, A.047 1,2,047 0,05, A.054 1,4,054 3/4 0,7, A 1.5 1,5 15,9 5/8 81-A A.079 1,6 2,0,063, A 2.0 2,0 0,9, A.094 2,4,094 3/4 81-A 2.5 2,5 1,1, A.109 2,8, A 3.0 3,0 81-A.125 3,2, A 3.5 3,5 81-A.142 3,6, A.156 4,0, A 4.0 4,0 81-A.172 4,4, A 4.5 4,5 81-A.189 4,8, A 5.0 5,0 0,076,003 25,4 1 1,4,055 1,8,072 2,1, A 5.5 5,5 2,8, B 7/32 5,5,219 38,1 1-1/2 2,5, A 6.0 6,0 25, B 1/4 6,4,250 38,1 1-1/2 81-A 6.5 6,5 25, B 5/16 7,9,312 2,8,110 3,2, B 3/8 9,5,375 0,1,004 38,1 3,6 81-B 7/16 11,1, /2, B 1/2 12,7,500 0,13,005 4,3,168 Nylonowe włókna szlifierskie Długość całkowita 76,2 3 Węglik krzemu Tlenek glinu Krzemia L Max Diament L n Całko prędkość Kod Otwór Rzeczywista Uziarnienie Uziarnienie Ziar. Szczotki Ziar. wita trzonka obrotowa cale cale obr./min 81AY032,032 0,8,035 0,9 15,9 0,40 81AY 1.0 1,0,043 1,1 5/8,016 81AY047,047 1,2,052 1, AY054,054 1,4,059 1,5 3/4 0,7,026 81AY 1.5 1,5,065 1,7 15,9 5/8 81AY063,063 1,6,069 1,8 81AY 2.0 2,0,079 2,2 0,9,034 81AY079,079 2,0,087 2, AY094,094 2,4,103 2,6 3/4 1,1 81AY 2.5 2,5,108 2,7,043 81AY109,109 2,8,120 3,0 81AY 3.0 3,0,130 3,3 81AY125,125 3,2,138 3,5 81AY 3.5 3,5,152 3,8 81AY142,142 3,6,156 3,9 81AY156,156 4,0,172 4,4 81AY 4.0 4,0,173 4,4 81AY172,172 4,4,189 4,8 2,1,083 81AY 4.5 4,5,195 5,0 1,8,072 81AY189,189 4,8,208 5,3 2,1,083 81AY 5.0 5,0,217 5,5 1,8,072 81AY 5.5 5,5,238 6,0 2,8,110 81AY7/32,219 5,6,241 6,1 38,1 1-1/2 2,5,097 81AY 6.0 6,0,260 6,6 25,4 1 81AY1/4,250 6,4,275 7,0 38,1 1-1/2 81AY 6.5 6,5,281 7,1 25,4 1 81AY5/16,312 7,9,344 8,7 81AY3/8,375 9,5,413 10,5 38,1 3,6 81AY7/16,438 11,1,481 12,2 1-1/2,140 81AY1/2,500 12,7,550 14,0 4,3,168 Ścierniwo Trzonek wystający o pojedynczym skręcie (otwory przelotowe) Włókno nylonowe szlifierskie (#uziarnienie / średnica) #800 #600 #500 #320 #180 #120 #80 0,25,01 0,3,012 0,5,018 0,6,022 0,9,035 1,0,04 1,0,04 Tlenek glinu o o o o o o Węglik krzemu o o o o o Diament o Krzemian Drobnoziarnista Włókno o śred ,4 1 76,2 3 Standard Na zamówienie 1,4,055 1,8,072 2,8,110 3,2, Str. 11
 lub uchwytem z drewna(wh) Drut ze stali nierdzewnej Stal węglowa Mosiądz 80/20 Nylon 6-12 drut z Stal drutu ze drutu ze Mosiądz Nylon włóknon Włosie Stal mosiądz Inox 302 stali inox")

12 SZCZOTKI Z SERII 85 Trzonek skręcany w pojedynczą spiralę (otwory przelotowe) Skrawanie, czyszczenie, wykańczanie Nadają się do stosowania na szlifierkach Standard: krótkie Na zamówienie: z pierścieniem(rh) lub uchwytem z drewna(wh) Drut ze stali nierdzewnej Stal węglowa Mosiądz 80/20 Nylon 6-12 drut z Stal drutu ze drutu ze Mosiądz Nylon włóknon Włosie Stal mosiądz Inox 302 stali inox stali 80/ ylon naturalne u cale Szczotki całkowita 85-S ,05,002 / / / / / / 3,2 1/8 85-S3-125 / / 85-B N H125 3,2 1/8 85-S156 25,4 101,6 0,076 / / 85-B156 0,13 0, N H156 4,0 5/32, S187,003 / / 85-B187, N H187 4,8 3/16 85-S219 / / 85-B N H219 5,6 7/32 85-S C B N H250 6,4 1/4 85-S C B N281 0,2 85-H281 7,1 9/32, S C B N H312 7,9 5/16 85-S344 0,1 85-C B N H344 8,7 11/32,004 31,6 114,3 85-S C B /4 4-1/2 0,15 0,13 85-N375 0,25 85-H375 9,5 3/8, S C B406, N406, H406 10,3 13/32 85-S C B N H437 11,1 7/16 85-S469 0,3 0,13 85-C B N H469 11,9 15/32, S500, C B N H500 12,7 1/2 85-S562 0,15, C B N H562 14,3 9/16 85-S C B N625 0,35 85-H625 15,9 5/8 127, S687 0,2 85-C687 0,2 85-B687 0,2 85-N H687 17,5 11/16,008,008,008 38,1 85-S C B N H750 19,1 3/4 1-1/2 85-S C B N H812 20,6 13/16 85-S C B N875 0,43 85-H875 22,2 7/8, ,4 85-S ,25 85-C937 0,25 85-B937 0,25 85-N H937 23,8 15/16 85-S1000, C1000, B1000, N H ,4 1 50, S C B N1250 / 31,8 1-1/4 63,5 165,1 85-S C B N /2 6-1/2 0,56 / 38,1 1-1/2 85-S C B N1750,022 / 44,5 1-3/4 76,2 177, S C ,3 0,3 85-B2000 0,3 85-N2000 / 50, ,2 8, S C2500, B2500, N2500 0,63 / 63,5 2-1/2 88,9 3-1/2 228, S C B N3000,025 / 76, , ,0 10 Nylonowe włókno szlifierskie Węglik krzemu Tlenek glinu Diament L L rzeczywist nominalna Uziarnienie Uziarnienie Uziarnienie Szczotki całkowita trzonka a pollici AY 125,125 3,2 3,5 1,9,073 85AY 156,156 4,0 4,4 25,4 101,6 2,5 85AY 187,187 4,7 5,2 1 4,097 85AY 219,219 5,6 6,1 2,9 85AY 250,250 6,4 7,0,112 85AY 281,281 7,1 8,0 3,2,125 85AY 312,312 7,9 8,7 3,6,140 85AY 344,344 8,7 9,6 85AY 375,375 9,5 10,5 85AY 406,406 10,3 11,3 85AY 437,437 11,1 12,2 85AY 469,469 11,9 13,0 85AY 500,500 12,7 14,0 85AY 562,562 14,3 15,7 4,8 85AY 625,625 15,9 17,5 127, AY 687,687 17,4 19,2 85AY 750,750 19,1 21,0 38,1 1-1/2 85AY 812,812 20,6 22,7 85AY 875,875 22,2 24,4 85AY 937,937 23,8 26,2 85AY ,000 25,4 28,0 50,8 2 85AY ,250 31,8 35,0 63,5 85AY ,500 38,1 42,0 2-1/2 85AY ,750 44,5 49,0 76,2 177,8 7 85AY ,000 50,8 56, ,2 8 85AY ,500 63,5 70,0 88,9 3-1/2 228,6 9 85AY ,000 76,2 84,0 101, Ścierniwo Włókno nylonowe szlifierskie (#uziarnienie / średnica) #800 #600 #500 #320 #180 #120 #80 0,25,01 0,3,012 0,5,018 0,6,022 0,9,035 1,0,04 1,0,04 Tlenek glinu o o o o o o Węglik krzemu o o o o o Diament o Krzemian Drobnoziarnista Włókno o śred Standard Na zamówienie 31,8 1-1/4 114,3 4-1/2 152, ,1 6-1/2 4,3,168 5,6,220 6,2,245 7,4,292 Str. 12


13 SZCZOTKI Z SERII 83 Czyszczenie gwintów Trzonek wystający z pojedynczej spirali (otwory wylotowe) Drut ze stali nierdzewnej Stal węglowa Mosiądz Nylon drutu drutu z Stal drutu Mosiądz ze stali Stal mosiąd Inox ze stali 80/20 inox zu Nylon 6-12 włókna z nylonu cale Szczotk i całkowi ta 83-S250 0,1 83-C B N250 0,2,008 6,4 1/4 83-S312, C B N312 7,9 5/16 114,3 4-1/2 83-S375 0,13 83-C375 0,13 83-B375 0,13 83-N375 9,5 3/8 38,1 83-S437, C437, B437, N437 0,25 11,1 7/16 1-1/2, S500 0,15 83-C B N500 12,7 1/2 83-S562, C B N562 14,3 9/ S C B N625 0,3,012 15,9 5/8 44,5 83-S750 0,2 83-C750 0,2 83-B /4 0,2 83-N750 0,35 19,0 3/4 83-S875, C875, B875, N875,014 22,2 7/8 50,8 83-S C B N1000 0,43,017 25, ,4 83-S C B N ,8 1-1/4 6 63,5 83-S1500 0,25 83-C1500 0,25 83-B1500 0,25 83-N1500 0,56 38,1 1-1/2 2-1/2,010,010,010, S C B N ,5 1-3/4 76,2 177,8 83-S2000 0,3, C2000 0,3, B2000 0,3, N2000 0,71,028 50, SZCZOTKI Z SERII 84 - Długie Trzonek wystający z pojedynczej spirali (otwory wylotowe) Skrawanie, czyszczenie, wykańczanie Drut ze stali nierdzewnej Stal węglowa Mosiądz 80/20 Nylon 6-12 drutu ze Stal drutu ze Mosiądz drutu z Nylon stali Stal Inox 302 stali 80/20 mosiądzu 6-12 inox włókna z nylonu Włosie naturalne cale Szczotki 84-S125 0, C125 0, B125 0, N125 0,13 84-H125 3,2 1/8 31,8 1-1/4 84-S187, C187, B187, N187, H187 4,8 3/16 38,1 1-1/2 84-S C B N250 0,2 84-H250 6,4 1/4 84-S312 0,1 84-C B N312, H312 7,9 5/16 50, S375, C375 0,15 84-B375 0,13 84-N375 0,25, H375 9,5 3/8 84-S C437, B437, N437 0,3 84-H437 11,1 7/16 84-S500 0,13, C B N500, H500 12,7 1/2 84-S562 0,15 63,5, C B N562 0,35 84-H562 14,3 9/16 2-1/2 84-S625,014 0,2 84-C625 0,2 84-B625 0,2 84-N H625 15,9 5/8 84-S750, C750, B750, N H750 19,0 3/4 84-S C B N875 0,43 84-H875 22,2 7/8 84-S C B N1000, H , S C B N H ,6 1-1/8 0,25 0,25 0,25 76,2 84-S C B N H ,8 1-1/4 3,010,010, S C B N H ,9 1-3/8 84-S C B N1500 0,56 84-H ,1 1-1/2 84S C B N1625, H ,3 1-5/8 84-S C B N H ,5 1-3/4 88,9 3-1/2 84-S C B N H , S2250 0,3 84-C2250 0,3 84-B2250 0,3 84-N H ,2 2-1/4 84-S2500, C2500, B2500, N2500 0,63 84-H ,5 2-1/2 101,6 84-S C B N2750, H ,9 2-3/ S C B N H ,2 3 SERIA 90 AY Do trudnych zastosowań Trzonek podwójny, skręcony podwójna spirala Nylonowe włókna szlifierskie Ścierniwo Rzeczywist RODZAJ Otwór Węglik krzemu Tlenek glinu Szczotki a Cale AY 750 0,750 19, ,1 90-AY 875 0,875 22,2 24,5 90-AY ,000 25, AY ,250 31, AY ,500 38, AY ,750 44, AY ,000 50, AY ,250 57, AY ,500 63, AY ,750 69, AY ,000 76, , AY ,500 88,9 98 Standard Na zamówienie Ścierniwo # /.012 Włókno nylonowe szlifierskie (#uziarnienie/ średnica) #500 #320 #180 # / / / /.04 #80 1.0/.04 Tlenek glinu o o o o o o Węglik krzemu o o o o o Śred. trzonka 1-1/2 7,1,280 50,8 2 76,2 7,9 całkow ita 203, , ,2 18 całkowita 152, ,2 8, Str. 13



14 SERIA BUTTERFLY Czyszczenie gwintów Działanie miękkie Drut ze stali nierdzewnej Stali węglowej Mosiądzu Nylonu Stal Inox drutu drutu drutu z ze stali Mosiądz Nylon włókna z Stal ze stali mosiądzu Inox 80/ nylonu cale BS 250 BR 250 0,076 BB 250 0,076,003 BN 250 6,4 1/4 BR 281,003 7,2 9/32 BS 312 BR 312 0,15 BB 312 0,076 7,9 5/16 BR 344,006,003 8,8 11/32 BS 375 BR 375 BB 375 0,13 BN 375 9,5 3/8 BR 406 0,076,005 10,3 13/32 BS 437 BR 437,003 BB 437 0,13,005 11,1 7/16 BR 469 0,15 11,9 15/32 BS 500 BR 500,006 BB 500 0,13,005 BN ,7 1/2 BS 562 BR 562 0,2 14,3 9/16 BS 625 0,13 BR 625,008 0,25 15,9 5/8 BS 750,005 BR 750 BN 750,010 19,0 3/4 BS 875 BR 875 BB 875 0,13,005 BN ,2 7/8 BR ,8 15/16 0,15 BS 1000 BR 1000,006 25,4 1 BR ,0 1-1/16 BR ,2 28,6 1-1/8 BR 1188,008 30,2 1-3/16 BS 1250 BR ,8 1-1/4 BRR 375 9,5 3/8 BRR 437 0,15 11,1 7/16,006 BRR ,7 1/2 SERIA 90 Cztery druty podwójna spirala Z lub bez gwintowanego adaptera Gwintowane przyłączki: Szczotka od ½ do 3/4 gwint zewnętrzny 1/8 Szczotka o śred. 7/8 i powyżej gwint zewnętrzny 1/4" Dostarczane ze złączką gwintowaną, jeśli nie podano inaczej BR-12H: adapter do szczotek z nóżką 1/8-3.2 BR-8H: adapter do szczotek z nóżką 3/ Szczotki 14,3 9/16 15,9 5/8 trzonka 2,4 3/32 3,2 1/8 Całość stal Inox 302 drut ze stali Inox Drut ze stali Inox drut ze stali Inox Drut stalowy drutu ze stali Drut z mosiądzu 80/20 drutu z mosiądz u Włókno nylonowe 6-12 włókien nylono wych Cale Szczotki Całkowit a 90-SS500 0,2, S500 0,2, C500 0,2, B500 0,2, N500 12,7 1/2 90-SS S C B N625 0,4 15,9 5/8 101,6 177,8 90-SS750 0,25 90-S750 0,25 90-C750 0,25 90-B750 0,25 90-N750,016 19,0 3/4 4 7,010,010,010, SS S C B N875 22,2 7/8 90-SS S C B N1000 0,56 25, SS S C B N1250,022 31,8 1-1/4 90-SS S C B N ,1 1-1/2 90-SS1750 0,3 90-S1750 0,3 90-C1750 0,3 90-B N1750 0,7 44,5 1-3/4, SS2000, S2000, C2000, B2000 0,3 90-N ,8 2, , SS S C B N ,2 2-1/4 4-1/2 7-1/2 90-SS S C B N2500 0,8 63,5 2-1/2 90-SS S C B N2750,032 69,9 2-3/4 90-SS3000 0,35 90-S3000 0,35 90-C3000 0,35 90-B N , SS3500, S3500, C3500, B3500 0,46 90-N3500 1,1 88,9 3-1/2 90-SS4000 0,4, S4000 0,4, C4000 0,4, B4000, N4000, , ,2 8 SERIA 92 Przyłączka gwintowana 8-32 Drut ze Drut z Drut ze stali mosiądzu stali Inox 80/20 Włókno z nylonu 6-12 cale 92-S C B N312 7,9 5/16 92-S C B N344 8,7 11/32 92-S C B N375 9,5 3/8 92-S C B N437 11,1 7/16 92-S C B N500 12,7 1/2 92-S C B N562 14,3 9/16 92-S C B N594 15,0 19/32 Str. 14




. drutu ze stali inox. Stal.003.005 trzonka Szczotki całkowita Inox 302 0.076 0.")
15 SZCZOTKI Z SERII 85Sx(x drobne) 85Sxx (xx drobne) Szczotki o dużej gęstości wypełnienia z cienkich drucików ze stali nierdzewnej. Miękkie, ale kompaktowe, idealne do oczyszczenia z resztek pozostałych po obróbce termicznej, cynkowaniu lub innych. Polerują powierzchnie i gwinty w materiałach z żelaza, stali i żeliwa, skrawają mocniej niż szczotki ze ściernego nylonu, ale jednocześnie delikatniej niż szczotki stalowe. Wystarczają na długo dzięki dużej gęstości drucików. Pozwalają osiągnąć doskonałe wyniki w przypadku lekkiego skrawania lub tam, gdzie wymagane jest średnie wykończenie powierzchniowe. Na życzenie istnieje możliwość dostarczenia innych średnic i rozmiarów, przekrojów drutu wypełniającego (mniej lub bardziej cienkie), innego rodzaju materiału użytego na drut. Stal Inox 302 drutu ze stali inox cale Szczotki całkowita Sx562 14,3 9/ Sx625 15,9 5/ Sx687 17,5 11/ Sx750,004 19,1 3/ Sx812 0,1 20,6 13/ Sx875 22,2 7/8 25,4 101, Sx937 23,8 15/ Sx , Sx /8, Sx ,8 1-1/4 0, Sx ,1 1-1/ Sxx / Sxx Sxx / Sxx SZCZOTKI Z SERII 85Sb Charakterystyka zbliżona do szczotek 85SX, ale o mniejszej gęstości; przednia część zaprojektowana tak, aby dosięgnąć do samego dna otworu bezwylotowego. Możliwość dostawy innych średnic i/lub przekrojów drutu wypełniającego (mniej lub bardziej cienki). drutu ze stali inox. Stal trzonka Szczotki całkowita Inox Sb6M Sb8M Sb10M Sb13M Sb14M Sb16M Sb22M /8 3,2 1 25,4 3-1/2 89 SERIA 86 na zamówienie Używane w tzw. cleanroom ach Drut ze stali inox lub włókno nylonowe Pędzelek przedni nie powoduje zarysowań u podstawy otworu SERIA 87 na zamówienie SERIA 88 na zamówienie Szczotki stożkowe SERIA 89 na zamówienie Cztery druty pojedyncza spirala O śred. od 1/2 (12.7) do 4 (102) Z lub bez gwintowanego adaptera Dostępne ze stali nierdzewnej, stali, nylonu, mosiądzu Przyłączki gwintowane: Szczotka śred.1/2 gwint zewnętrzny 5/16-18 Szczotka śred. 3/4 gwint zewnętrzny 1/8 Szczotka śred.7/8 i powyżej gwint zewnętrzny 1/4" Dostarczane z przyłączką gwintowaną, jeśli nie podano inaczej SZCZOTKI DO ŚLEPYCH OTWORÓW Druty rozłożone są na całej długości korpusu. Odciąć zużytą część i używać nowy odcinek. Kod Długość całkowita Cale Cale Druty Korpus DEB-1 1/4" Inox #120SC #320AO Rurka mosiężna DEB-2 3/ Inox #120SC #320AO Rurka mosiężna DEB-5 1/2" / Acciaio sprężyna Str. 15






16 SZCZOTKI NYLONOWE ŚCIERNE OKRĄGŁE Szczot ki Otwór Węglik krzemu Uziarnienie Tlenek glinu Uziarnienie Długość drucików Szerok ość użytko wa Max prędkość obrotowa cale g/min CY CY1 25,4 3,2 1/8 CY1 ¼ 31,8 9,5 6,4 1/4 3/8 CY1 ½ 38,1 9,5 3/8 CY2 50,8 12,7 1/2 12, CY2 ½ 63,5 19,0 3/4 7 1/2 CY3 76,2 25,4 1 CY3 ½ 88,9 15,9 30,2 1-3/16 CY4 101,6 5/8 36,5 1-7/16 NY6 152,4 50,8 2 38,1 1-1/2 ½ NY8 203,2 82,6 47,6 1-7/8 12, /4 Standard - Na zamówienie NY OKRĄGŁE Z TRZONKIEM Max prędkość obrotowa: obrotów/min Węglik krzemu Tlenek glinu szczotki trzonka uziarnienie uziarnienie drucików cale cale BMC 12 AY 31,8 1-1/4 3,2 1/8 BMC 13 AY 34,9 1-3/8 4,8 3/16 BMC 14 AY 38,1 1-1/2 6,4 1/4 6,4 BMC 16 AY 44,5 1-3/4 9,5 3/8 1/4 BMC 20 AY 50,8 2 12,7 1/2 BMC 25 AY 63,5 2-1/2 17,5 11/16 BMC 30 AY 76,2 3 20,6 13/16 BMF 14 AY 38,1 1-1/2 6,4 1/4 BMF 16 AY 44,5 1-3/4 9,5 3/8 6,4 BMF 20 AY 50,8 2 12,7 1/2 1/4 BMF 25 AY 63,5 2-1/2 17,5 11/16 BMF 30 AY 76,2 3 20,6 13/16 Standard - Na zamówienie PĘDZELEK Max prędkość obrotowa: obrotów/min Węglik krzemu Tlenek glinu L szczotki trzonka uziarnienie uziarnienie drucików cale BMC BMF BNS 4 AY 12,7 1/2 6,4 BNS 6 AY 19 3/4 1/4 BNS 10 AY Standard - Na zamówienie KIELICH rzeczywista trzonka cale Węglik krzemu Tlenek glinu L uziarnienie uziarnienie drucikó w 22,2 7/8 Max prędkość obrotowa g/min BNH BNS BNH16AY 44,5 1-3/4 6,4 12,7 1/ BNH26AY 69,9 2-3/4 1/4 19 3/ Standard - Na zamówienie Ścierniwo #600 0,3/,012 Włókno nylonowe szlifierskie (#uziarnienie / średnica) #500 #320 #180 #120 0,5/,018 0,6/,022 0,9/,035 1,0/,04 #80 1,0/,04 Tlenek glinu o o o o o o Węglik krzemu o o o o o Str. 16









17 SZCZOTKI CZOŁOWE NAMPOWER CERAMICZNE Idealne do stosowania na CNC przy dużej produkcji Średnice 50, 60, 80, 100, 125, Nylon ścierny 50% węglik krzemu 50% ceramiczny Dot Style: zastosowanie ogólne do lekkiego skrawania ostrych krawędzi i wykańczania powierzchniowego podczas krótkich cykli. Szczotki Dot Style są bardzo elastyczne i umożliwiają skuteczne skrawanie ostrych krawędzi małych otworów i wgłębień. Turbine Style : Idealne do zastosowań na potrzeby średniego i mocnego skrawania. Kombinacja włókien z węglika krzemu i ceramiki umożliwia szybkie cięcie i małe zużycie. Cod. Max prędkość Ziarno H włosia DOT TURBINE obrotowa ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ALBERO trzonka trzonek ADH16P 16 cylindryczny Weldon Kod Prędkość Ziarno H włosia DOT TURBINE obrotowa ADD ADT ADD ADT ADD ADT ADD ADT g/min ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT g/min ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT ADD ADT g/min ADD ADT ADD ADT ADD ADT ADD ADT Wałek Trzonek Trzonek Seria Ciężka ADHSMP Cylindryczny Stal hartowana ADHSMSL Weldon 25 Odchudzony ADHSMP Cylindryczny Stala+Żywica ADHSMSL Weldon DOT Wałek ciężki TURBINE Wałek odchudzony Str. 17






18 SZCZOTKI CZOŁOWE NAMPOWER CERAMICZNE Idealne do stosowania na CNC przy dużej produkcji Średnice Nylon ścierny ceramiczny D d L1 L2 Ziarno Szczotki Trzonka prędkość obrotowa Nylon ścierny ceramiczny Szczotki Ziarno H. włosia Turbine włosie pochylone Niebieskie Dot włosie pochylone Niebieskie Dot włosie pochylone Niebieskie Dot włosie pochylone Niebieskie ADH16P 16 trzonek cylindryczny z chłodzeniem wewnętrznym trzonek Weldon z chłodzeniem wewnętrznym Typ prędkość obrotowa Str. 18









19 HEX DRIVE z trzonkiem do użytku w maszynach automatycznych i półautomatycznych, NC, CNC, urządzeniach zautomatyzowanych. Kształt Hex-Drive, pozwala na obracanie narzędzia w obu kierunkach dla osiągnięcia wykończenia 360. Stosowana do skrawania, zaokrąglania krawędzi i ogólnego wykańczania powierzchniowego. Śred. Drut węglik krzemu zewnętrzna Wał wrzeciona cale Śred. Ziarno AHX ,5, AHX ,2, AHX ,8 / 1,0, AHX ,7, AHX ,9, AHX 3046 AHXD 1,5, AHX ,2, AHX ,2 6,4 1,0, AHX /4 0,7, ,4 AHX ,9, AHXD AHX ,2, AHX ,0, ,6 9,5 AHX ,7, /8 AHX ,9, AHX ,2, AHX ,0, / AHX ,7, AHX ,9, WAŁ Max prędkość obrotowa Śred. sworznia Max śred. zewnętrzna Max prędkość obrotowa AHXD250 ¼ obr./min AHXD375 3/8 9, obr./min Szczotki Nampower są stosowane zarówno na mokro jak i na sucho, prędkość obrotowa zależy od zadziorów i rodzaju obrabianego materiału. Przy małej prędkości uzyskuje się efekt szczotkowania. Rozpoczynać obróbkę ustawiając głębokość 0.8. ZASTOSOWANIE UZIARNIENIE #46 #60 #80 #120 #180 Skrawanie Usuwanie rdzy Czyszczenie / usuwanie uszczelek Obróbka wstępna Wykańczanie przed lakierowaniem lub powlekaniem powłokami Usuwanie resztek kleju, itp. Czyszczenie form Wykańczanie Poprawa chropowatości powierzchniowej Czyszczenie spawów Czyszczenie włókna szklanego Plastikowe detale dla przemysłu samochodowego Szybka obróbka Nie ugniatają Śledzą kontury powierzchni Nie zmieniają geometrii detali Bezpieczne druty ścierne nie odpadają Nie powodują utleniania Nie reagują z metalami Czysta obróbka Długotrwałość Str. 19



20 SZCZOTKI OBROTOWE NAMPOWER Nylon Ścierny Węglik Krzemu Do stosowania na szczotkarkach lub do okrawania ręcznego. Stosowane także do honowania ostrzy i wykańczania eliptycznego narzędzi HSS i WIDII. Korzyści: wysoka gęstość włosia, większa żywotność, zredukowane czasy obróbki, większa agresywność i mniejsze uszkodzenia włosia, większa szerokość użytkowa i stała gęstość na całej wiązce. Wyważone. Prędkość max obrotów: obr./min Ziarno Włosie Szerokość Dług.włos. Otwór CW61280SC CW SC CW SC CW612180SC ½ 12.7 CW612320SC CW612500SC CW6180SC / CW SC CW SC CW61180SC CW61320SC CW61500SC CW81280SC CW SC CW SC CW812180SC CW812320SC CW812500SC CW8180SC CW SC CW SC CW81180SC CW81320SC CW81500SC ½ / Nylon Ścierny Diamentowy Stosowane do honowania ostrzy i wykańczania eliptycznego narzędzi z WIDII Stosowane w operacjach wykańczania i okrawania stali ulepszonych, superstopów, szkła, ceramiki. Ziarno Szerokość Dług.włos. Otwór DW100X5X DW150X10X DW150X15X600 # DW200X10X /4 DW200X15X DWA314-20MM Adattatore da 3-1/4 a foro 20 Adaptery wewnętrzna zewnętrzna zewnętrzna wewnętrzna CWA2-12 1/ CWA /8 22 CWA /8 16 CWA CWA /4 19 CWA / CWA2-20MM 20 CWA / Str. 20




21 Stal Nylon 6-12 SZCZOTKI BARDZO DŁUGIE Do czyszczenia przepływów oleju i ogólnie wszelkich kanalików Dług. całkowit szczotki Cale a Opis 1 1/4 6, Mała, sztywna szczotka do kanalików 1a 2 10 Jak #1, ale z cieńszego drutu i z elastycznym trzonkiem Sztywna szczotka do kanalików wału silnika i prowadnic 2 5/16 7, zaworów 2a 2-1/2 12 Jak #2, ale z cieńszego drutu i z elastycznym trzonkiem 3 3/8 9,5 Jak # Kanaliki 5/8 15, Jak #4, ale bardzo długa Kanaliki drążka popychacza 7 3/ Główne kanaliki olejowe /8 28, Kanaliki drążka popychacza 38 3/8 9, Kanaliki olejowe Prowadnice zaworów 42 1/2 12,7 64 Główne kanaliki olejowe 2-1/2 44 Jak #41 ale z cieńszego drutu i z elastycznym trzonkiem /4 31, Wtyczki stożkowe 47 11/32 8, /32 10,3 64 Prowadnice zaworów 2-1/2 49 7/16 11,1 6-C Kanaliki drążka popychacza 7-C 3/ Główne kanaliki olejowe 8-C C 1/4 6, Jak #1 13-C 5/16 7, C 3/8 9,5 2-1/ Kanaliki olejowe cams i prowadnic zaworów 15 Kanaliki drążka popychacza 5/8 15, Kanaliki olejowe /8 28, Kanaliki drążka popychacza 38-C 3/8 9,5 Kanaliki olejowe C 1/2 12,7 64 Prowadnice zaworów / Główne kanaliki olejowe 46-C 1-1/4 31, Wtyczki stożkowe 47-C 11/32 8,8 48-C 13/32 10,3 49-C 7/16 11, / Prowadnice zaworów Drut ZESTAW 1E: 1, 1a, 2, 2 3szt dla każdego rodzaju 3...6szt 4, 5, 6, 7, 8, 9, 38, 41, 42, 46, 10a(5-127)..1szt dla każdego rodzaju Razem: 29 szczotek WYCIORY NYLONOWE Nylon 6-12, dostępne w średnicach do 14 (355) Mycie cylindrów po obróbce za pomocą Flex-Hone Cale , /2 63, ,2 10A /2 88,9 10A ,6 10A /2 114,3 10A ,0 10A /2 139,7 10A ,4 10A /2 165,1 ZESTAW VGNK: 1, 2, 3, 44N, 47N, 48N, 49N..1szt dla każdego rodzaju KIT VGCK: 11C, 13C, 14C, 44C, 47C, 48C, 49C.1szt dla każdego rodzaju ZESTAW OIL LINE: 1.1szt 2.2szt 3.6szt ZESTAW OIL GALLERY: 5, 7, 8, 38, 42.1szt dla każdego rodzaju SZCZOTKA Z UCHWYTEM : SPOKE 3 76 CZYSZCZENIE GNIAZD O-R MONOBLOK Kod: 10-SJD 5-1/ Nylon extra twardy drut,079-2 Dostarczana z narzędziem ze stali do usuwania O-R i skrobania gniazd. (John Deere) Na życzenie dostępne inne wymiary. Str. 21




22 SZCZOTKI OKRĄGŁE DRUT STALOWY I ZE STALI NIERDZEWNEJ Mała średnica, możliwość montaży w paczkach, znoszą duże prędkości obrotowe Skrawanie, fazowanie ostrych krawędzi, czyszczenie i usuwanie rdzy, przygotowywanie do klejenia, wykańczanie Max prędkość obrotowa: obr./min szczotki otworu Śred. drutu cale 0,15 0,2 0,25 0,3 0,35 0,5,006,008,0104,0118,014,020 C 1-1/4 31,8 1-1/4 C 1-3/8 34,9 1-3/8 3/8" - 9,5 C 1-1/2 38,1 1-1/2 C 2 50,8 2 ½ - 12,7 C 2-1/2 63,5 2-1/2 ½ - 12,7 o C 3 76,2 3 5/8-15,9 C 3-1/2 88,9 3-1/2 ½ - 12,7 ½ - 12,7 C 4 101,6 4 o 3/8-15,9 WŁÓKNA ROŚLINNE rzeczywista otworu Szerokość użytkowa Max prędkość obrotowa obr./min cale CT 2 50,8 2 3/8 CT 2-1/2 63,5 2-1/2 ½ 9, CT 3 76,2 3 12,7 CT 3-1/2 88,9 3-1/2 ½ - 12,7 TWA 6 152, , /32 TWA 8 203, /4-82,5 13,4 TWA WŁÓKNA NYLONOWE rzeczywista otworu Śred. drutu Szerokość użytkowa Max prędkość obrotowa obr./min cale CN 1 25,4 1 ¼ -6,4 CN 1-3/8 34,91 1-3/8 ¼ -6,4 ¼ CN 1-1/2 38,1 1-1/2 3/8-9,5 6,4 CN 1-3/4 44,45 1-3/4 CN 2 50, CN 2-1/2 63,5 2-1/2 3/8-9,5 CN 3 76,2 3 ½ -12,7 5/8-15,9 CN 3-1/2 88,9 3-1/2 ½ CN 4 101,6 4 12,7 NWA 6 152, ,8 NWA 8 203, Str. 22





23 SZCZOTKI OKRĄGŁE Z TRZONKIEM Max prędkość obrotowa: obr./min Śred, Śred, drutu Szer, trzonka 0, użyt, cale, BMC-12 31,8 1-1/4 3/16 BMC-13 34,9 1-3/8 4.8 BMC-14 38,1 1-1/2 ¼ 6.4 BMC-16 44,8 1-3/4 BMC-20 50,8 2 5/16 BMC-25 63,5 2-1/2 ¼ 7.9 BMC-30 76,2 3 6,4 BMF-14 38,1 1-1/2 BMF-16 44,8 1-3/4 BMF-20 50,8 2 / BMF-25 63,5 2-1/2 BMF-30 76,2 3 Drut stalowy - Drut ze stali nierdzewnej BMF BMC SZCZOTKI W KSZTAŁCIE PĘDZELKA Max prędkość obrotowa: obr./min Śred, rzeczywista cale Śred, trzonka 0,15,006 Śred, drutu BNS-4 12,7 1/2 BNS /4 BNS-10 25,4 1 BNS-4T 12,7 1/2 BNS-6T 19 3/4 BNS-10T 25,4 1 ¼ BNS-4C 12,7 1/2 6,4 BNS-6C 19 3/4 BNS-10C 25,4 1 BNH /4 BNH-12 28,5 1-1/8 BNH-6T 19 3/4 / / BNH-12T 28,5 1-1/8 Dostępne także z nylonu 6-12 i mosiądzu Drut stalowy - Drut ze stali nierdzewnej L, drutu Mm 7/8 22 BNS-C BNH BNS-T BNS BNH-T BNH-C SZCZOTKI W KSZTAŁCIE GRZYBKA Z TRZONKIEM Śred. szczotki Śred. drutu 0,15 0,2 0,25 0,35 0,5 cale,006,008,0104,014,020 BNF-10 25,4 1 BNF-12 31,8 1-1/4 BNF-14 38,1 1-1/2 BNF-26 70,0 2-3/4 BNF-30 76,2 3 BNF ,6 4 Drut stalowy - Drut ze stali nierdzewnej Max prędkość obrot. obr./min SZCZOTKI W KSZTAŁCIE KIELICHA Z TRZONKIEM Śred. szczotki Śred. Śred. drutu Max prędkość trzonka 0,15 0,25 0,3 obrot. cale,006,0104,0118 obr./min BNH-16 44,5 1-3/4 ¼ BNH-26 70,0 2-3/4 6, Drut stalowy - Drut ze stali nierdzewnej BNH-16 BNF SZCZOTKI STEROWANE Do czyszczenia lakieru, zabrudzeń, rdzy wokół otworów na śruby lub wkrętów; zapewniają czysty kontakt. Śr. trzpienia cale ,4 3/ ,2 1/ / ,8 3/ ,4 1/4 Śred. szczotki ½ 12,7 Śred. drutu 0,13,005 Inox Dług. drutu 3/8 9,5 Śred. trzonka ¼ 6,4 Max prędkość obrot. obr./min Str. 23










24 SZCZOTKI ZATAPIANE Bardzo agresywne działanie do szybkiego usuwania zadziorów i jednolitej obróbki. Powleczenie włókien pozwala uzyskać doskonałą agresywność przy małym nacisku. Rodzaj Śred. szczotki cale 0,2,008 Śred. drutu stalowego 0,25,0104 0,3,0118 0,35,014 0,5,020 Otwór Szer. użytk. Max pręd. obrotowa obr./min Gambo Pędzelek BNS-6E 19 3/4 ¼ -6,4 11, BDM-6E 152,4 6 5/8"-15,9 / /2"-12,7 Okrągła CE-1-1/2 38,1 1-1/2 3/8"-9,5 7,2 CE-2 50,8 2 1/2"-12, CE-3 76,2 3 5/8"-15,9 9,5 SZCZOTKI KIELICHOWE szczotki cale 0,3,0118 drutu 0,35,014 0,5,020 0,65,025 Złączka Dług. drutu Max pręd. obrot. obr./min 1" BUC-3 76,2 3 25, BUC-4 101, /4" BUC BUC-6 152, /8" /8" BUS-3 76,2 3 gwint BUS-4 101,6 4 5/8" /4" BUS BUS-6 152, /8" BUSC /4 BUDX-4 101,6 4 Drut stalowy - Drut ze stali nierdzewnej 1" 25, /4" BUC BUDX BUS BUSC SERIA MINI-GRINDER Szczotka elastyczna. Dostępne z gwintem. szczotki Śred. drutu 0,35 0,5 cale,014,020 BUSC-3 69,85 2-3/4 BUC-3 76,2 3 BTS-4 101,6 4 Złączka gwint. 5/8-11 Dług. drutu Max pręd. obrot. obr./min 1 25, / BTC-4 101,6 4 BSTCM ,6 4 7/8 22 BSTCM ,3 4-1/2 13/ Drut stalowy - Drut ze stali nierdzewnej BSTC M BTS BTC USUWANIE OSADÓW Stalowe kulki z hartowanego kobaltu, przytwierdzone do końcówki kabli kosmonautycznych ze stali Inox. DEB-3 DEB-4 DEB-3x DEB-4x 3 kable, agresywne działanie. Używać przy niskich obrotach. Doskonałe do usuwania twardych osadów z węgla, itp. Pokrywa śred. do 1-1/ kabli, działanie delikatne. Używać przy prędkości obr./min do usuwania rdzy i osadów w rurach. Pokrywa średnice do Działa w przypadku rur giętych. Jak DEB-3, ale drutu są dłuższe, do rur o średnicy do Stosować z prędkością do obr./min do usuwania rdzy Jak DEB-4, ale z dłuższymi drutami dla średnic do Na życzenie dostępne także z gwintowanym trzonkiem Str. 24








25 SZCZOTKI OKRĄGŁE szczotki drutu Otwór cale 0,3 0,35 0, ,0118,014, /8" BTS-3 76,2 3 1/2" BTS-4 101,6 4 3/8" /2" Filetto 5/8"-11 BTS-6 152,4 6 1/2" /8" 16 BTS-7 177,8 7 BTS-8 203,2 8 1/2" /8" /4" - 19 Dług. drutu 1/2" /16" 21 Szer. użytk. 7/16" 11 1/2" 12.7 Max pręd. obrot. obr./min /16" 37 5/8" /16" 43 3/4" B , B ,2 8 1" wpusty /4" 1-1/8" TW-8 203,2 8 2" TW /4" 1-3/8" /8" /2" /16" 3/8" BTC-4 101,6 4 5/8" Filetto 5/8" BTC-6 152,4 6 BTC-7 177,8 7 BTC-8 203,2 8 BSTCM ,6 4 BSTCM ,3 4-1/2 BSTCM ,6 6-7/8 Drut stalowy - Drut ze stali nierdzewnej BSTCM BTC 1/2" /8" /2" /8" /4" - 19 Gwint 5/ /16" /16" 43 7/16" /2" /16" /8" /16" 3/16" /4" TW BTS B-464 SZCZOTKI OKRĄGŁE szczotki cale 0,13,005 0,15,006 drutu 0,2, Otwór Dług. drutu 1-5/8" BDH-7 177, /2" BDH-8 203, /8" BDH " BDH , Drut stalowy - Drut ze stali nierdzewnej - Mosiądz Szer. użytk. Max pręd. obrot. obr./min 1/2" BDM-3 76,2 3 3/8" /8" 1/2" /8" 9.5 BDM-4 101, BDM-6 152,4 6 2" /8" /2" /16" 1/2" BDM-6B 152,4 6 5/8" /2" BDM-8 203, /8" BDA-6 152, /8" 7/8" BDA-7 177, /2" BDA-8 203, " 1-1/8" BDA " 1-1/4" BDA ,8 12 2" /8" BDH-6 152, /8" /4" " BDMB BDM BDA BDH Str. 25



26 SERIA MINI 82A 82B 82C 82D cale Drut Śred. otworu 82A-401 3/4 19 Włosie średnie 82A /8 1 25,4 82A ,2 Włosie twarde 82A /4 31,8 Śred. trzpienia Drut cale cale 82B-403 9/16 14,2,005-0,13 stal falowana 82B-404 1/2 12,7,003-0,08 stal falowana 3/32 2,4 82B-405 5/8 14,2,003-0,08 stal prosta 1/8 3,2 82B /16 14,2 Włosie twarde 1/8 3,2 82B /2 12,7 Włosie twarde 3/32 2,4 Śr. Śred. drutu Drut trzonka Grubość cale cale 82C-408 3/4 19 1/8 3,2 pojedyncza,003 82C-411 3/32 2,4 0,08 82C-412 Stal 1/8 3,2 1 25,4 82C-413,005 3/32 2,4 82C-414 0,13 1/8 3,2,003 82C-415 3/32 2,4 pojedyncza 0,08 3/4 19,005 82C-416 1/8 3,2 0,13,003 Mosiądz 82C-417 0,08 3/32 2,4 82C ,4,005 podwójna 82C-419 0,13 1/8 3,2 82C-420 / 3/32 2,4 3/ C-421 / Włosie 1/8 3,2 pojedyncza 82C ,4 / 3/32 2,4 82C-427 3/4 19,005 Inox 1/8 3,2 82C ,4 0,13 podwójna Śred. Drut trzonka Długość cale cale 82D-429,003-0,08 stal 82D-430,003-0,08 mosiądz 2 3/16 4,5 1/8 3,2 82D-431 Włosie 50,8 82D-432 Włosie miękkie Typ drutu 5x6 6x8 8x10 20x2 25x2 30x2 10x7 15x8 Włosie końskie AFB-H5A AFB-H6A AFB-H8A AFB-H20T AFB-H25T AFB-H30T AFB-H10F AFB-H15F Włosie naturalne AFB-P5A AFB-P6A AFB-P8A AFB-P20T AFB-P25T AFB-P30T AFB-P10F AFB-P15F Bawełna AFB-F5A AFB-F6A AFB-F8A AFB-F20T AFB-F25T AFB-F30T AFB-F10F AFB-F15F Mosiądz AFB-C5A AFB-C6A AFB-C8A AFB-C20T AFB-C25T AFB-C30T AFB-C10F AFB-C15F Inox Nylon ścierny Trzonek 3 AFB-S5A AFB-S6A AFB-S8A AFB-S20T AFB-S25T AFB-S30T AFB-S10F AFB-S15F AFB-N5A AFB-N6A AFB-N8A AFB-N20T AFB-N25T AFB-N30T AFB-N10F AFB-N15F Str. 26





27 SZCZOTKI DO MYCIA Rączka z polipropylenu, włókna syntetyczne, odporne na większość rozpuszczalników i detergentów. Przygotowane do pracy z roztworami detergentów na bazie ropy naftowej i wody. Wszystkie elementy metalowe są nierdzewne lub wykonane z mosiądzu, dzięki czemu nie są podatne na korozję. Rury zostały dobrane tak, aby pasować do najpowszechniej stosowanych systemów mycia w obiegu. Kształt rączek zmniejsza zmęczenie nadgarstków i umożliwia na wywieranie większego nacisku podczas mycia. Kod Charakterystyka PW-A PW-ANT PW-4P z przewodem rurowym PW-A PW-ANT PW-C Z otworem przepływowym płynu i przewodem rurowym Z otworem przepływowym płynu i bez przewodu rurowego Bez otworu przepływowego płynu PW-6P PW-6PNT PW-1P Z otworem przepływowym płynu i przewodem rurowym Z otworem przepływowym płynu i bez przewodu rurowego Z otworem przepływowym płynu, zaworem i przewodem rurowym PW-4PNT PW-1PNT PW-4P PW-4PNT PW-3/4 Z otworem przepływowym płynu i zaworem, bez przewodu rurowego Z otworem przepływowym płynu, zaworem i przewodem rurowym Z otworem przepływowym płynu i zaworem, bez przewodu rurowego Rączka ¾ -9.5 z aluminium i końcówką w formie skrobaczki PW-1P z przewodem rurowym PW-34 PW-1PNT Str. 27






28 TRZONKI GWINTOWANE I PRZEDŁUŻKI DO FLEX-HONE Dostępne osobno lub zgodnie ze specyfikacją z zamówienia, szczotki Flex-Hone mogą być dostarczane z zamontowanym gwintowanym trzonkiem. Trzonki gwintowane Trzonek gwintowany Rozmiar Flex-Hone 832A NPT 1/ NPT 1/ /2 38NPT 3/ NPT 1/ NPT 3/4 12-1/2-18 Przedłużki 18x18 18x36 14x18 14x36 Trzonek gwintowany 1/8 1/4 Długość ADAPTERY Otwór szczotki Śred. Śred. max szczotki cale trzonka cale AT1 12,7 ½ UA1 UA4 6,4 9,5 3/8 UA2 ¼ UA3 6,4 ¼ 50, ,7 ½ Otwór na trzonek cale AL 1/2 12,7 ½ AL 5/8 15,9 5/8 AL 5/8 1/2 15,9 12,7 5/8-1/2 AL 3/4 50,8 19 ¾ AL 7/ /8 AL 1 25,4 1 AL 1-1/4 31,8 1-1/4 AL 1-1/ /2 AL12A 12,7 ½ AL1A 25,4 1 AL34A 50,8 19 ¾ AL5812A 2 15,9 12,7 5/8-1/2 AL58A 15,9 5/8 AL78A 22 7/8 Do stosowania ze szczotką BDM 6-8 BDA BDH TWA 6, TW 8-10, NWA 6-18, NY 6 Do stosowania ze szczotkami z włókna naturalnego i nylonu ściernego Śred. zewnętrzna Śred. trzonka Max Śred. trzonka na cale Standard życzenie MA3 82,5 3-1/4 5/8 15,9 2 50,8 Redukcje z plastiku do szczotek okrągłych Śred. zewnętrzna Śred. trzonka cale cale SA ,4 ¼ 12,7 ½ SA ,5 3/8 SA ,9 5/8 12,7 ½ Adaptery gwintowane Gwint zewnętrzny Gwint wewnętrzny TNA /8-24 TNA /8-11 M10x1,25 TNA M10x1,5 Adaptery do mikroszczotek 81 Trzonek szczotki Szczotka Rodzaj Śred. max Śred. max PV-460 Podwójny,109 2,,8 7/32 5,6 Pojedynczy, 5/16 7,,9 PV-467,125 3,2 obrotowy Str. 28










29 PĘDZELKI DO KWASÓW Uchwyt metalowy, włosie końskie Szerokość całkowita #1 9,5 3/8 6 # ½ 152 PĘDZELKI DO MALOWANIA Opis 4843 Rozmiar ¼ włosie z wielbłąda, końcówka płaska 1091 Rozmiar 1 włosie z wielbłąda PĘDZELKI Rozmiary Długość Szerokość Opak. 601W 1/2"-12,7 1-3/4"-44, /6"-7,9 3" /16"-42,9 24 4"-101 2"-50,8 11/16"-17, G 1/2"-12,7 1-1/2"-38,1 1/4"-6,4 36 1"-25,4 1-1/2"-38,1 1-5/8"-41,3 5-1/6"-7,9 36 2"-50, /2"-63,5 3" /4"-44,5 3/8"-9,5 12 4" SZCZOTKI DO ELEKTRONIKI Włókno nylonowe,003-0,08 - Trzonek ze stali inox 1/8 (3,2) - Rączka Delrin Opis Wykonanie 90 SZCZOTKI Wymiary Włosie Długość włosia 622-S/H 622-L/H 5 x 5 127x127 Plastik Prolen 2 50,8 King Włosie końskie 2-1/2 63,5 Rączka krótka Rączka długa SZCZOTKI RÓŻNE Rodzaj drutu Ilość Szerokość całkowita włosia rzędów B-40 3x ,4 13-3/4-350 B-41 Stal 4x19 1-1/8-29 B-47 skrobak 4x /8-29 B-740 3x ,4 Stal Inox B-741 4x19 1-1/8-29 B-840 Brąz 3x ,4 13-3/4-350 BN-49 Nylon 4x19 BT-49 Włosie naturalne 4x18 1-1/8-29 B-49S Stal Inox druty 4x B-46S cienkie 0,15 4x B-39B 3x19 Mosiądz druty / 13-3/4-350 B-49B 4x19 cienkie 0,15 1-1/8-29 B-46B 4x16 / B-44 4x16 1-1/ /4-260 Stal B-52 2x17 ½ -12, /4-32 B-844 Brąz 4x / / /8-29 B-210 Mosiądz cienki 4x11 3-1/4-83 9/16-14,3 B-61 Mosiądz 9x10 2-5/ / /8-16 Stal B-200 Usuwanie wiórów / 1-1/ / /2-38 B-61 B-39 B-44 B-200 SZCZOTECZKI Materiał na uchwyt Laminat Szerokość uchwytu Rzędy Inox Kod i rodzaj drutu Nylon Mosiądz /8 9,5 2 93A-S250 93A-N250 93A-B250 7/16 11,1 3 93A-S375 93A-N375 93A-B375 ½ 12,7 4 93A-S500 93A-N500 93A-B A Materiał na uchwyt Plastik Kod 93-AP 93-APB 93-APH 93-APP 93-APH 93-APN Drut,006-0,15 stal Inox,006-0,15 mosiądz Końskie włosie,006-0,15 Brąz Fosforoso Końskie włosie,012-0,3 Nylon 93-AP Str. 29
SKRAWANIE, PROMIENIOWANIE,,, REDUKCJA
 SKRAWANIE, PROMIENIOWANIE,,, REDUKCJA POWIERZCHNIA IDEALNA 20- adzona z zastosowaniem FLEX-HONE PRZED PO N NE AUTO CENTROWANIE AUTOMATYCZNA P W NIOWE D NISKICH TEMPERATURACH OBCINA GRZBIETY I WYK IE WIELE
SKRAWANIE, PROMIENIOWANIE,,, REDUKCJA POWIERZCHNIA IDEALNA 20- adzona z zastosowaniem FLEX-HONE PRZED PO N NE AUTO CENTROWANIE AUTOMATYCZNA P W NIOWE D NISKICH TEMPERATURACH OBCINA GRZBIETY I WYK IE WIELE
SYSTEMY I TECHNOLOGIE MECHANICZNE SP. Z O.O.
 Usuwanie zadziorów i wygładzanie podczas jednej obróbki Szczególnie nadają się do tytanu, stali, aluminium, stopów metali i innych materiałów egzotycznych. SYSTEMY I TECHNOLOGIE MECHANICZNE SP. Z O.O.
Usuwanie zadziorów i wygładzanie podczas jednej obróbki Szczególnie nadają się do tytanu, stali, aluminium, stopów metali i innych materiałów egzotycznych. SYSTEMY I TECHNOLOGIE MECHANICZNE SP. Z O.O.
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
NARZĘDZIA ŚCIERNE KLASY PREMIUM DO OBRÓBKI METALU
 NARZĘDZIA ŚCIERNE KLASY PREMIUM DO OBRÓBKI METALU WYJĄTKOWA SZYBKOŚĆ SZLIFOWANIA DOSKONAŁE USUWANIE NADDATKU DO NAJTRUDNIEJSZYCH PRAC REWELACYJNE RÓWNIEŻ DO STALI NIERDZEWNEJ ZWIĘKSZ WYDAJNOŚĆ, OGRANICZ
NARZĘDZIA ŚCIERNE KLASY PREMIUM DO OBRÓBKI METALU WYJĄTKOWA SZYBKOŚĆ SZLIFOWANIA DOSKONAŁE USUWANIE NADDATKU DO NAJTRUDNIEJSZYCH PRAC REWELACYJNE RÓWNIEŻ DO STALI NIERDZEWNEJ ZWIĘKSZ WYDAJNOŚĆ, OGRANICZ
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
8 Narzędzia. Ściernice trzpieniowe 8/69. Korundowe ściernice trzpieniowe. Walcowe, chwyt apple 6 mm, ziarno drobne
 Korundowe ściernice trzpieniowe Wykonanie: Szlachetny elektrokorund różowy (AR, twardość O) względnie elektrokorund ciemnoczerwony/biały (ADW, twardość M), spoiwo ceramiczne 5 V. Do użytku uniwersalnego,
Korundowe ściernice trzpieniowe Wykonanie: Szlachetny elektrokorund różowy (AR, twardość O) względnie elektrokorund ciemnoczerwony/biały (ADW, twardość M), spoiwo ceramiczne 5 V. Do użytku uniwersalnego,
TYP 42 ZAKŁAD WYTWARZANIA ARTYKUŁÓW ŚCIERNYCH.
 66 TYP 41 ŚCIERNICE płaskie do przecinania TYP 42 ŚCIERNICE z obniżonym środkiem do przecinania Ściernice typów 41 i 42 stanowią liczną i popularną grupę narzędzi ściernych uniwersalnych i specjalnych
66 TYP 41 ŚCIERNICE płaskie do przecinania TYP 42 ŚCIERNICE z obniżonym środkiem do przecinania Ściernice typów 41 i 42 stanowią liczną i popularną grupę narzędzi ściernych uniwersalnych i specjalnych
Cztery specjalne wykonania do różnych zastosowań: polerowania, odgratowywania, zagładzania spawów oraz czyszczenia
 Narzędzia ścierne z włókniny PNER Profesjonalne do odgratowywania i obróbki wykańczającej Nowość! ZAUFAJ NIEBIESKIM Obszerny program narzędzi do obróbki powierzchni ze stali Cztery specjalne wykonania
Narzędzia ścierne z włókniny PNER Profesjonalne do odgratowywania i obróbki wykańczającej Nowość! ZAUFAJ NIEBIESKIM Obszerny program narzędzi do obróbki powierzchni ze stali Cztery specjalne wykonania
TARCZE DO CIĘCIA I SZLIFOWANIA
 8 I NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Tarcze do cięcia i szlifowania... 96-98 Akcesoria do szlifowania.... 99 95 I 8 I I Weldline oferuje szeroką gamę tarcz tnących i
8 I NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Tarcze do cięcia i szlifowania... 96-98 Akcesoria do szlifowania.... 99 95 I 8 I I Weldline oferuje szeroką gamę tarcz tnących i
Tarcze do szlifowania Kronenflex Wskazówki dot. zastosowania
 Tarcze do szlifowania Kronenflex Wskazówki dot. zastosowania Tarcze do szlifowania Kronenflex charakteryzują się długotrwałą, wysoką agresywnością oraz maksymalną wydajnością szlifowania. Utrzymanie optymalnej
Tarcze do szlifowania Kronenflex Wskazówki dot. zastosowania Tarcze do szlifowania Kronenflex charakteryzują się długotrwałą, wysoką agresywnością oraz maksymalną wydajnością szlifowania. Utrzymanie optymalnej
Przeznaczone są do końcowej obróbki metali, stopów i materiałów niemetalicznych. W skład past wchodzi:
 I. PASTY DIAMENTOWE (STANDARDOWE I PRECYZYJNE) Przeznaczone są do końcowej obróbki metali, stopów i materiałów niemetalicznych. W skład past wchodzi: - mikroproszek ścierny z syntetycznego diamentu, -
I. PASTY DIAMENTOWE (STANDARDOWE I PRECYZYJNE) Przeznaczone są do końcowej obróbki metali, stopów i materiałów niemetalicznych. W skład past wchodzi: - mikroproszek ścierny z syntetycznego diamentu, -
KOMPETENCJI W PRECYZJI I JAKOSC ŁUSZCZENIOWE DO BLACHY WIERTŁA
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
8 Narzędzia. Ściernice tarczowe do zdzierania 8/6
 Linia produktów ściernic tarczowych do zdzierania FORMAT Produkt wysokiej jakości, bardzo trwały i o bardzo dobrej wydajności obróbki, zoptymalizowany do stosowania w przemyśle i rzemiośle. PFERD Linia
Linia produktów ściernic tarczowych do zdzierania FORMAT Produkt wysokiej jakości, bardzo trwały i o bardzo dobrej wydajności obróbki, zoptymalizowany do stosowania w przemyśle i rzemiośle. PFERD Linia
Frezy trzpieniowe z węglików spiekanych
 Frezy z węglików spiekanych Frezy z węglików spiekanych Flexovit produkowane są na najnowocześniejszych obrabiarkach numerycznych, dzięki czemu osiągają wysoką powtarzalność i jakość. Frezy z węglików
Frezy z węglików spiekanych Frezy z węglików spiekanych Flexovit produkowane są na najnowocześniejszych obrabiarkach numerycznych, dzięki czemu osiągają wysoką powtarzalność i jakość. Frezy z węglików
WIERTŁA STOPNIOWE. profiline
 WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
W glik spiekany. Aluminium. Stal
 Ściernice tarczowe Ściernice tarczowe 8006 Wykonanie: Korund zwykły, szary. Zastosowanie: Do prostych prac szlifierskich. Do szlifowania zgrubnego żelaza i stali o średniej twardości, staliwa, do szlifowania
Ściernice tarczowe Ściernice tarczowe 8006 Wykonanie: Korund zwykły, szary. Zastosowanie: Do prostych prac szlifierskich. Do szlifowania zgrubnego żelaza i stali o średniej twardości, staliwa, do szlifowania
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
Narzędzia precyzyjne i półprzewodnikowe. Producent światowej klasy narzędzi diamentowych i CBN
 Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Nowoczesne materiały VSM Samoostrzące ziarno ceramiczne
 Zastosowanie Produkty Akcesoria Nowoczesne materiały VSM Samoostrzące ziarno ceramiczne Zastosowania 2 Turbiny Narzędzia Zwoje/arkusze Rury/pręty Zbiorniki Armatura sanitarna Elementy odlewane Instrumenty
Zastosowanie Produkty Akcesoria Nowoczesne materiały VSM Samoostrzące ziarno ceramiczne Zastosowania 2 Turbiny Narzędzia Zwoje/arkusze Rury/pręty Zbiorniki Armatura sanitarna Elementy odlewane Instrumenty
High-performance tools. Ready for action. VHM. Pilniki obrotowe z węglika spiekanego firmy Garryson. ATI Garryson. Allegheny Technologies
 High-performance tools. Ready for action. VHM Pilniki obrotowe z węglika spiekanego firmy Garryson ATI Garryson Allegheny Technologies PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO POWLWKANE PILNIKI OBROTOWE Z
High-performance tools. Ready for action. VHM Pilniki obrotowe z węglika spiekanego firmy Garryson ATI Garryson Allegheny Technologies PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO POWLWKANE PILNIKI OBROTOWE Z
Wiertła do metalu Wiertła SPiralNe HSS-tiN do ekstremalnych obciążeń w przemyśle i rzemiośle met iertła al u Polecane do obróbki: Kasety z wiertłami
 SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
Ściernice do przecinania i szlifowania
 Bogaty asortyment Flexovit oferuje najszerszy asortyment ściernic, które spełniają wszystkie wymagania klientów. Oferta handlowa Flexovit obejmuje trzy osobne linie produktowe, które oferują trzy różne
Bogaty asortyment Flexovit oferuje najszerszy asortyment ściernic, które spełniają wszystkie wymagania klientów. Oferta handlowa Flexovit obejmuje trzy osobne linie produktowe, które oferują trzy różne
KATALOG 18 SZCZOTKI DRUCIANE
 KATALOG 18 SZCZOTKI DRUCIANE Informacje dotyczące szczotek 126 Opis oznaczeń 126 Rodzaje drutu 126 Piktogramy maszyn 127 Specyfikacja 127 Zastosowanie 127 Szlifierki kątowe 129 3.1 130 SHIELD z osłoną
KATALOG 18 SZCZOTKI DRUCIANE Informacje dotyczące szczotek 126 Opis oznaczeń 126 Rodzaje drutu 126 Piktogramy maszyn 127 Specyfikacja 127 Zastosowanie 127 Szlifierki kątowe 129 3.1 130 SHIELD z osłoną
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
12105 Wykonanie DIN 335, kąt wierzchołkowy Wykonanie DIN 347, kąt wierzchołkowy 120. mm mm mm mm
 Inklusive 1215-1217 Pogłębiacze stożkowe - Wieloostrzowe - Prawotnące - Chwyt cylindryczny (Kształt A) Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak:
Inklusive 1215-1217 Pogłębiacze stożkowe - Wieloostrzowe - Prawotnące - Chwyt cylindryczny (Kształt A) Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak:
8 Narzędzia. Klocki ścierne/pilniki do szmerglowania/arkusze ścierne z rzepem 8/17. Klocki ścierne. Gumowe klocki ścierne. Pilnik do szmerglowania
 Klocki /Pilniki do szmerglowania/arkusze z rzepem Klocki Wykonanie: Z prasowanego korka. Prostokątny, krawędzie zaokrąglone. nr długość 8165 szerokość wysokość mm mm mm 0001 125 1,63 60 35 (843) Gumowe
Klocki /Pilniki do szmerglowania/arkusze z rzepem Klocki Wykonanie: Z prasowanego korka. Prostokątny, krawędzie zaokrąglone. nr długość 8165 szerokość wysokość mm mm mm 0001 125 1,63 60 35 (843) Gumowe
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
1 Obróbka. Narzędzia do gwintowania 1/163. Zestaw gwintowników ręcznych i narzynek EN DIN 2184 DIN 1814 HSS. skrawaniem
 Narzędzia gwintowania Zestaw gwintowników ręcznych i narzynek " Wykonanie: Dostawa w wysokojakościowej walizce z wkładkami piankowymi, zapewniającymi perfekcyjną obsługę i przechowywanie narzędzi. 2184
Narzędzia gwintowania Zestaw gwintowników ręcznych i narzynek " Wykonanie: Dostawa w wysokojakościowej walizce z wkładkami piankowymi, zapewniającymi perfekcyjną obsługę i przechowywanie narzędzi. 2184
WIERTŁA ŁUSZCZENIOWE DO BLACHY. profiline
 WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
ul. Dziewosłęby 14/1, 04-403 Warszawa Tel: 22 673 55 48, Fax: 22 398 77 78 stmech@stmech.pl www.stmech.pl
 ul. Dziewosłęby 14/1, 04-403 Warszawa Tel: 22 673 55 48, Fax: 22 398 77 78 stmech@stmech.pl www.stmech.pl ISO/TS 16949-2002 RoHS Stosowane w instalacjach hydraulicznych wodnych i na olej hydrauliczny,
ul. Dziewosłęby 14/1, 04-403 Warszawa Tel: 22 673 55 48, Fax: 22 398 77 78 stmech@stmech.pl www.stmech.pl ISO/TS 16949-2002 RoHS Stosowane w instalacjach hydraulicznych wodnych i na olej hydrauliczny,
OTWORNICE. profiline
 OTWORNICE profiline z węglika spiekanego, skrawanie płaskie Otwornica uniwersalna z węglika spiekanego bimetal HSS / HSS Co 8 RUKO z węglika spiekanego mogą być stosowane w wiertarkach ręcznych i stojakowych.
OTWORNICE profiline z węglika spiekanego, skrawanie płaskie Otwornica uniwersalna z węglika spiekanego bimetal HSS / HSS Co 8 RUKO z węglika spiekanego mogą być stosowane w wiertarkach ręcznych i stojakowych.
SYSTEMY I TECHNOLOGIE MECHANICZNE SP. Z O.O.
 WYGŁAZARKA EASTYCZNA WYKAŃCZANIE, WYKAŃCZANIE OKŁANE, GRATOWANIE, WYGŁAZANIE, CZYSZCZENIE WYGŁAZARKA EASTYCZNA, Z CECHAMI OPASOWYWANIA I EASTYCZNOŚCI JEYNYMI A SWOICH SZCZEGÓNYCH WARUNKÓW Z NIEZAEŻNYMI
WYGŁAZARKA EASTYCZNA WYKAŃCZANIE, WYKAŃCZANIE OKŁANE, GRATOWANIE, WYGŁAZANIE, CZYSZCZENIE WYGŁAZARKA EASTYCZNA, Z CECHAMI OPASOWYWANIA I EASTYCZNOŚCI JEYNYMI A SWOICH SZCZEGÓNYCH WARUNKÓW Z NIEZAEŻNYMI
UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE. Wiertła pełnowęglikowe HPC FORMAT GT. OBOWIĄZUJE DO r. 4,5.
 D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
Trwalsza. Mocniejsza. Żółta. Nowe ściernice listkowe talerzowe Klingspor
 Trwalsza. Mocniejsza. Żółta. Nowe ściernice listkowe talerzowe Klingspor Od eksperta w dziedzinie ściernic listkowych talerzowych Przedstawionym tu zmienionym asortymentem rozpoczynamy tworzenie najbogatszego
Trwalsza. Mocniejsza. Żółta. Nowe ściernice listkowe talerzowe Klingspor Od eksperta w dziedzinie ściernic listkowych talerzowych Przedstawionym tu zmienionym asortymentem rozpoczynamy tworzenie najbogatszego
GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/B
 GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/B Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/B Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
Wysokiej jakości materiały ścierne. VSM Tarcze fibrowe. Akcesoria. Produkty. Zastosowanie
 Wysokiej jakości materiały ścierne Zastosowanie Produkty Akcesoria VSM Tarcze fibrowe Odkryj możliwości tarcz fibrowych VSM Przykładowe zastosowania: Oczyszczanie odlewów, prace odgratowujące Wyrównywanie
Wysokiej jakości materiały ścierne Zastosowanie Produkty Akcesoria VSM Tarcze fibrowe Odkryj możliwości tarcz fibrowych VSM Przykładowe zastosowania: Oczyszczanie odlewów, prace odgratowujące Wyrównywanie
MATERIAŁY SUPERTWARDE
 MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
213-218 FREZY ŚCIERNE NASYPOWE NARZĘDZIA & BEARTEX. 214 Frezy palcowe 216 Wymiary i opis frezu trzpieniowego NARZĘDZIA ŚCIERNE NASYPOWE & BEARTEX
 213-218 FREZY 214 Frezy palcowe 216 Wymiary i opis frezu trzpieniowego 213 FREZY PALCOWE Innowacyjna technologia jest obecnie stosowana w formie nowych krawędzi skrawających Dtech oraz wprowadzonych nowych
213-218 FREZY 214 Frezy palcowe 216 Wymiary i opis frezu trzpieniowego 213 FREZY PALCOWE Innowacyjna technologia jest obecnie stosowana w formie nowych krawędzi skrawających Dtech oraz wprowadzonych nowych
KATALOG PRODUKTÓW MATCORUND
 KATALOG PRODUKTÓW MATCORUND Ściernice płaskie typ T1 Ściernice ceramiczne płaskie T1 Ściernice o spoiwie ceramicznym typ T1 przeznaczone do precyzyjnego szlifowania materiałów i ostrzenia narzędzi: - szlifowania
KATALOG PRODUKTÓW MATCORUND Ściernice płaskie typ T1 Ściernice ceramiczne płaskie T1 Ściernice o spoiwie ceramicznym typ T1 przeznaczone do precyzyjnego szlifowania materiałów i ostrzenia narzędzi: - szlifowania
KATALOG PRODUKTÓW MATCORUND
 KATALOG PRODUKTÓW MATCORUND v.28/01/19 Ściernice płaskie typ T1 Ściernice ceramiczne płaskie T1 Ściernice o spoiwie ceramicznym typ T1 przeznaczone do precyzyjnego szlifowania materiałów i ostrzenia narzędzi:
KATALOG PRODUKTÓW MATCORUND v.28/01/19 Ściernice płaskie typ T1 Ściernice ceramiczne płaskie T1 Ściernice o spoiwie ceramicznym typ T1 przeznaczone do precyzyjnego szlifowania materiałów i ostrzenia narzędzi:
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU.
 Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
zakład wytwarzania artykułów ściernych ANDRE ABRASIVE ARTICLES Robert Andre szczotki techniczne
 zakład wytwarzania artykułów ściernych ANDRE ABRASIVE ARTICLES Robert Andre szczotki techniczne wprowadzenie Szczotki techniczne są narzędziami stosowanymi obok ściernic jako ich uzupełnienie w procesie
zakład wytwarzania artykułów ściernych ANDRE ABRASIVE ARTICLES Robert Andre szczotki techniczne wprowadzenie Szczotki techniczne są narzędziami stosowanymi obok ściernic jako ich uzupełnienie w procesie
Pełna wydajność Nowy FORMAT GT
 Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
Informacje techniczne
 Informacje techniczne Flexovit oferuje szeroką gamę przemysłowych szczotek drucianych do obróbki powierzchniowej. Oferta obejmuje szczotki z drutu karbowanego i plecionego, tarczowe do elektronarzędzi,
Informacje techniczne Flexovit oferuje szeroką gamę przemysłowych szczotek drucianych do obróbki powierzchniowej. Oferta obejmuje szczotki z drutu karbowanego i plecionego, tarczowe do elektronarzędzi,
Tarcze fibrowe COMBICLICK z opatentowanym systemem chłodzącym i szybkomocującym
 z opatentowanym systemem chłodzącym i szybkomocującym COOL QUICK COMBICLICK Znaczne mniejsze termiczne obciążenie narzędzia i przedmiotu obrabianego Łatwe i wygodne prowadzenie narzędzia Wysoka agresywność
z opatentowanym systemem chłodzącym i szybkomocującym COOL QUICK COMBICLICK Znaczne mniejsze termiczne obciążenie narzędzia i przedmiotu obrabianego Łatwe i wygodne prowadzenie narzędzia Wysoka agresywność
Patyczki ścierne i polerskie, ściernice
 7 Spis treści Patyczki ścierne i polerskie, ściernice Ściernice trzpieniowe...2 Małe diamentowe ściernice trzpieniowe...7 Ściernice...15 Trzpienie szlifierskie...19 Nasadki ścierne, taśmy ścierne, tarcze
7 Spis treści Patyczki ścierne i polerskie, ściernice Ściernice trzpieniowe...2 Małe diamentowe ściernice trzpieniowe...7 Ściernice...15 Trzpienie szlifierskie...19 Nasadki ścierne, taśmy ścierne, tarcze
GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/A
 GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/A Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/A Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
Nowość! Kapturki i opaski ścierne POLICAP. Najwyższa wydajność przy obróbce każdego materiału. SiC-COOL oraz CO-COOL. Innowacje
 Kapturki i opaski ścierne POICAP Najwyższa wydajność przy obróbce każdego materiału Nowość! Innowacje ic-coo oraz CO-COO ZAUFAJ NIEBIEKIM Wyjątkowy, szeroki program produktów Bardzo duża ilość usuwanego
Kapturki i opaski ścierne POICAP Najwyższa wydajność przy obróbce każdego materiału Nowość! Innowacje ic-coo oraz CO-COO ZAUFAJ NIEBIEKIM Wyjątkowy, szeroki program produktów Bardzo duża ilość usuwanego
Narzędzia ścierne spojone
 Czym jest ściernica? Ściernica jest precyzyjnym narzędziem, które posiada tysiące krawędzi tnących. Składa się z ziaren ściernych związanych spoiwem i oddzielonych od siebie porami. Ziarna są krawędziami
Czym jest ściernica? Ściernica jest precyzyjnym narzędziem, które posiada tysiące krawędzi tnących. Składa się z ziaren ściernych związanych spoiwem i oddzielonych od siebie porami. Ziarna są krawędziami
DYSKI FIBROWE DO RĘCZNYCH SZLIFIEREK KĄTOWYCH
 KATALOG DYSKI FIBROWE DO RĘCZNYCH SZLIFIEREK KĄTOWYCH WYKAŃCZANIE I POLEROWANIE Dyski fibrowe GLOBE są wytwarzane z najwyższej jakości materiałów ściernych. Szczególną uwagę przywiązuje się do uzyskania
KATALOG DYSKI FIBROWE DO RĘCZNYCH SZLIFIEREK KĄTOWYCH WYKAŃCZANIE I POLEROWANIE Dyski fibrowe GLOBE są wytwarzane z najwyższej jakości materiałów ściernych. Szczególną uwagę przywiązuje się do uzyskania
BR 40/10 C Adv + MF. Mocna i szybka. Niski koszt obsługi. Ergonomiczny uchwyt. Regulacja siły nacisku szczotek
 BR 40/10 C Adv + MF Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Dzięki dwóm listwom ssącym urządzenie skutecznie odsysa wodę podczas poruszania się do przodu jak i do
BR 40/10 C Adv + MF Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Dzięki dwóm listwom ssącym urządzenie skutecznie odsysa wodę podczas poruszania się do przodu jak i do
BR 40/10 C Adv + MF. Niski koszt obsługi. Mocna i szybka
 BR 40/10 C Adv + MF Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Dzięki dwóm listwom ssącym urządzenie skutecznie odsysa wodę podczas poruszania się do przodu jak i do
BR 40/10 C Adv + MF Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Dzięki dwóm listwom ssącym urządzenie skutecznie odsysa wodę podczas poruszania się do przodu jak i do
BR 40/10 C Adv + MF. Mocna i szybka. Niski koszt obsługi. Ergonomiczny uchwyt. Regulacja siły nacisku szczotek
 BR 40/10 C Adv + MF Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Dzięki dwóm listwom ssącym urządzenie skutecznie odsysa wodę podczas poruszania się do przodu jak i do
BR 40/10 C Adv + MF Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Dzięki dwóm listwom ssącym urządzenie skutecznie odsysa wodę podczas poruszania się do przodu jak i do
Obróbka skrawaniem OBRÓBKA SKRAWANIEM
 OBRÓBKA SKRAWANIEM 1/4 1/35 Wiertło od strony 1/5 od strony 1/6 od strony 1/10 1/37 1/51 Pogłębiacz od strony 1/38 od strony 1/39 od strony 1/39 1/52 1/53 Rozwiertaki od strony 1/52 od strony 1/52 od strony
OBRÓBKA SKRAWANIEM 1/4 1/35 Wiertło od strony 1/5 od strony 1/6 od strony 1/10 1/37 1/51 Pogłębiacz od strony 1/38 od strony 1/39 od strony 1/39 1/52 1/53 Rozwiertaki od strony 1/52 od strony 1/52 od strony
Nowoczesne metody metalurgii proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III
 Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
BR 40/10 C Adv. Mocna i szybka. Niski koszt obsługi. Ergonomiczny uchwyt. Regulacja siły nacisku szczotek
 BR 40/10 C Adv Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Z łatwością radzi sobie z usuwaniem uporczywych zabrudzeń z wszelkich wodoodpornych podłóg twardych. 1 Mocna
BR 40/10 C Adv Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Z łatwością radzi sobie z usuwaniem uporczywych zabrudzeń z wszelkich wodoodpornych podłóg twardych. 1 Mocna
TARCZE, OBCIĄGACZE DIAMENTOWE I CBN
 TARCZE, OBCIĄGACZE DIAMENTOWE I CBN KONCENTRACJA MATERIAŁU ŚCIERNEGO Koncentracja zawartości ścierniwa wyraża masę diamentu lub CBN w 1cm 3 warstwy szlifującej zgodnie ze wzorem K = crt. cm 3 lub K = G.
TARCZE, OBCIĄGACZE DIAMENTOWE I CBN KONCENTRACJA MATERIAŁU ŚCIERNEGO Koncentracja zawartości ścierniwa wyraża masę diamentu lub CBN w 1cm 3 warstwy szlifującej zgodnie ze wzorem K = crt. cm 3 lub K = G.
Arkusze do szlifowania ręcznego
 Arkusze do szlifowania ręcznego Arkusze papierowe PB013 LEKKI PAPIER ŚCIERNY KRZEMIENNY - ARKUSZE PB013 (lekki papier ścierny krzemienny) Ziarno : krzemień Materiał podłoża: lekki papier Wydajny produkt
Arkusze do szlifowania ręcznego Arkusze papierowe PB013 LEKKI PAPIER ŚCIERNY KRZEMIENNY - ARKUSZE PB013 (lekki papier ścierny krzemienny) Ziarno : krzemień Materiał podłoża: lekki papier Wydajny produkt
equest equest upon r upon r 07/10/ /10/2013
 Kamienie 5 Spis treści Kamienie Kamienie polerskie...2 Kamienie ceramiczne...16 Diamentowe super kamienie...26 Kamienie z włóknami krystalicznymi...30 5 www.dmeeu.com - 1 - Kamienie polerskie, kamienie
Kamienie 5 Spis treści Kamienie Kamienie polerskie...2 Kamienie ceramiczne...16 Diamentowe super kamienie...26 Kamienie z włóknami krystalicznymi...30 5 www.dmeeu.com - 1 - Kamienie polerskie, kamienie
Frezy do frezarki ze szlifem tylnim
 do frezarki ze szlifem tylnim Frezy do wosku Spiralny kształt szybko odtransportowuje opiłki wosku Wnęka magazynująca łatwo gromadzi opiłki zapobiega rozsmarowywaniu się wosku Ostre ostrza szybkie, skuteczne
do frezarki ze szlifem tylnim Frezy do wosku Spiralny kształt szybko odtransportowuje opiłki wosku Wnęka magazynująca łatwo gromadzi opiłki zapobiega rozsmarowywaniu się wosku Ostre ostrza szybkie, skuteczne
BR 40/10 C Adv. Mocna i szybka. Niski koszt obsługi. Ergonomiczny uchwyt. Regulacja siły nacisku szczotek
 BR 40/10 C Adv Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Z łatwością radzi sobie z usuwaniem uporczywych zabrudzeń z wszelkich wodoodpornych podłóg twardych. 1 Mocna
BR 40/10 C Adv Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Z łatwością radzi sobie z usuwaniem uporczywych zabrudzeń z wszelkich wodoodpornych podłóg twardych. 1 Mocna
Rolki Wskazówki dot. zastosowania
 Wskazówki dot. zastosowania Wskazówki dot. zastosowania Poniższa tabela pozwoli Państwu zapoznać się z poszczególnymi wyrobami z grupy asortymentowej ROLKI oraz zakresem ich zastosowania. Rolki KLINGSPOR
Wskazówki dot. zastosowania Wskazówki dot. zastosowania Poniższa tabela pozwoli Państwu zapoznać się z poszczególnymi wyrobami z grupy asortymentowej ROLKI oraz zakresem ich zastosowania. Rolki KLINGSPOR
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
WIERTŁA DO DREWNA WIERTŁA SPIRALNE DO DREWNA SUPER WIERTŁA SPIRALNE DO DREWNA STANDARD
 SPIRALNE SUPER l Wiertło spiralne do drewna z dwoma krajakami bocznymi l Wykonane z odpornej na ścieranie stali chromowo-wanadowej (CV) l Wiertło posiada podwójny grzbiet spirali prowadzącej l Zapobiega
SPIRALNE SUPER l Wiertło spiralne do drewna z dwoma krajakami bocznymi l Wykonane z odpornej na ścieranie stali chromowo-wanadowej (CV) l Wiertło posiada podwójny grzbiet spirali prowadzącej l Zapobiega
FREZARKA PNEUMATYCZNA PROSTA F180C1 EVO
 FREZARKA PNEUMATYCZNA PROSTA F180C1 EVO Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
FREZARKA PNEUMATYCZNA PROSTA F180C1 EVO Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
NORTON BEVELSYSTEMS REWOLUCJA W UKOSOWANIU I ZAOKRĄGLANIU
 NORTON BEVELSYSTEMS REWOLUCJA W UKOSOWANIU I ZAOKRĄGLANIU NORTON BEVELSYSTEMS Nowe urządzenia z serii NorBevel-6 oraz NorBevel-2 marki Norton to rewolucja w ukosowaniu i zaokrąglaniu krawędzi metalowych!
NORTON BEVELSYSTEMS REWOLUCJA W UKOSOWANIU I ZAOKRĄGLANIU NORTON BEVELSYSTEMS Nowe urządzenia z serii NorBevel-6 oraz NorBevel-2 marki Norton to rewolucja w ukosowaniu i zaokrąglaniu krawędzi metalowych!
BR 40/10 C I. Mocna i szybka. Niski koszt obsługi. Ergonomiczny uchwyt. Regulacja siły nacisku szczotek
 Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Z łatwością radzi sobie z usuwaniem uporczywych zabrudzeń z wszelkich wodoodpornych podłóg twardych. 1 Mocna i szybka 3 Niski
Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Z łatwością radzi sobie z usuwaniem uporczywych zabrudzeń z wszelkich wodoodpornych podłóg twardych. 1 Mocna i szybka 3 Niski
60% Rabatu. na Gwintowniki
 SHARK - możesz nam zaufać... 60% Rabatu na Gwintowniki Shark Szeroki zakres gwintowników przeznaczonych do zastosowań w określonych materiałach, zarówno do otworów przelotowych, jak również nieprzelotowych
SHARK - możesz nam zaufać... 60% Rabatu na Gwintowniki Shark Szeroki zakres gwintowników przeznaczonych do zastosowań w określonych materiałach, zarówno do otworów przelotowych, jak również nieprzelotowych
1 Obróbka. Rozwiertaki. Pokrętła do mocowania rozwiertaków ręcznych są dostępne na Ç 1/222. 1/130. Rozwiertaki ręczne DIN 206-B HSS. H7 ok.
 Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długim stożkowym nakrojem (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko powstawania
Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długim stożkowym nakrojem (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko powstawania
Narzędzia do toczenia poprzecznego
 Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
maksymalna wydajność
 maksymalna wydajność Do produkcji tarcz do cięcia, szlifowania metalu i kamienia używa się z mieszanki kilkunastu składników. Główne to ziarno, czyli elektrokorund lub węglik krzemu (SiC). Kolejne to żywice
maksymalna wydajność Do produkcji tarcz do cięcia, szlifowania metalu i kamienia używa się z mieszanki kilkunastu składników. Główne to ziarno, czyli elektrokorund lub węglik krzemu (SiC). Kolejne to żywice
W glik spiekany. Aluminium. Stal
 Osełki Osełki z elektrokorundu szlachetnego o spoiwie ceramicznym znajdują zastosowanie w produkcji form i narzędzi, powszechne w budowie maszyn i przyrządów do szlifowania narzędzi lub usuwania zadziorów,
Osełki Osełki z elektrokorundu szlachetnego o spoiwie ceramicznym znajdują zastosowanie w produkcji form i narzędzi, powszechne w budowie maszyn i przyrządów do szlifowania narzędzi lub usuwania zadziorów,
narzędzia diamentowe w płytkach ceramicznych i podłogowych (np. w gresie) Zastosowanie: szlifierki kątowe Ø [mm] Cena netto JZ [szt.
![narzędzia diamentowe w płytkach ceramicznych i podłogowych (np. w gresie) Zastosowanie: szlifierki kątowe Ø [mm] Cena netto JZ [szt.](/thumbs/26/9111036.jpg "narzędzia diamentowe w płytkach ceramicznych i podłogowych (np. w gresie) Zastosowanie: szlifierki kątowe Ø [mm] Cena netto JZ [szt.") EASY CERAMICS DO PRACY NA SUCHO NOWOŚĆ! l Samochłodzące wiertła diamentowe do pracy na sucho w płytkach ceramicznych i podłogowych (np. w gresie) l Precyzyjne otwory pod kołki w płytkach ceramicznych i
EASY CERAMICS DO PRACY NA SUCHO NOWOŚĆ! l Samochłodzące wiertła diamentowe do pracy na sucho w płytkach ceramicznych i podłogowych (np. w gresie) l Precyzyjne otwory pod kołki w płytkach ceramicznych i
POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE
 WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
Narzędzie do naprawy gwintów
 Narzędzie do naprawy gwintów Tulejki gwintowane Standardowe wykonanie, ze stali nierdzewnej, o wolnym przepływie. Służą do wzmocnienia gwintów narzędzi o mniejszej wytrzymałości na ścinanie, np. wykonanych
Narzędzie do naprawy gwintów Tulejki gwintowane Standardowe wykonanie, ze stali nierdzewnej, o wolnym przepływie. Służą do wzmocnienia gwintów narzędzi o mniejszej wytrzymałości na ścinanie, np. wykonanych
Aluminium. Stal. wygięta 13300 10 0125 125 x 6 1,75. wygięta 12200 10 0180 180 x 6 2,83. wygięta 8500 10 0181 180 x 8 3,24. Aluminium.
 Tarcze Linie produktów PFERD Tarcze PFERD oferuje Państwu do różnorodnych zadań związanych ze szlifowaniem i przecinaniem trzy linie produktów w zakresie tarcz zdzierających i przecinających. Rozróżnia
Tarcze Linie produktów PFERD Tarcze PFERD oferuje Państwu do różnorodnych zadań związanych ze szlifowaniem i przecinaniem trzy linie produktów w zakresie tarcz zdzierających i przecinających. Rozróżnia
Produkcja Regeneracja Napawanie
 Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Doradztwo techniczne i kontrola Firma Firma Elkrem powstała w 1995 roku. Misję firmy stanowi Oferujemy dla Przetwórstwa Tworzyw Sztucznych:
Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Doradztwo techniczne i kontrola Firma Firma Elkrem powstała w 1995 roku. Misję firmy stanowi Oferujemy dla Przetwórstwa Tworzyw Sztucznych:
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
» WIERTŁA ŁUSZCZENIOWE DO BLACHY
 » WIERTŁA ŁUSZZENIOWE DO BLAHY Wiertła łuszczeniowe W przypadku wysokowydajnych wierteł łuszczeniowych blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą BN w zahartowanym materiale. BN (regularny
» WIERTŁA ŁUSZZENIOWE DO BLAHY Wiertła łuszczeniowe W przypadku wysokowydajnych wierteł łuszczeniowych blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą BN w zahartowanym materiale. BN (regularny
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
BD 17/5 C. Wiele zastosowań. Możliwość zamontowania zbiornika. Wiele zastosowań. Regulacja obrotów
 BD 17/5 C Urządzenie przeznaczone do czyszczenia, krystalizacji i polerowania małych poziomych i pionowych powierzchni twardych. Przydatne w czyszczeniu schodów, parapetów oraz szamponowaniu dywanów. 1
BD 17/5 C Urządzenie przeznaczone do czyszczenia, krystalizacji i polerowania małych poziomych i pionowych powierzchni twardych. Przydatne w czyszczeniu schodów, parapetów oraz szamponowaniu dywanów. 1
Pompy VL (z okładziną gumową)
") Pompy VL (z okładziną gumową) pompy do najbardziej ściernych mediów Seria pomp VULO (VL) jest zaprojektowana do tłoczenia cieczy o wysokiej ścieralności. Żeliwny korpus pompy pokryty jest odpornym na ścieranie
Pompy VL (z okładziną gumową) pompy do najbardziej ściernych mediów Seria pomp VULO (VL) jest zaprojektowana do tłoczenia cieczy o wysokiej ścieralności. Żeliwny korpus pompy pokryty jest odpornym na ścieranie
ODPORNOŚĆ M9315 M9325 M9340 P M NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M9300.
 ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
ŚCIERNICE SZLIFOWANIE.
 ŚCIERNICE SZLIFOWANIE www.htt.ch Strona 3 Zawartość Strona Dobór ściernicy...33 Ściernice konwencjonalne (spoiwo ceramiczne)......34 Konwencjonalne ściernice garnkowe ( spoiwo ceramiczne)... 35 Konwencjonalne
ŚCIERNICE SZLIFOWANIE www.htt.ch Strona 3 Zawartość Strona Dobór ściernicy...33 Ściernice konwencjonalne (spoiwo ceramiczne)......34 Konwencjonalne ściernice garnkowe ( spoiwo ceramiczne)... 35 Konwencjonalne
NARZĘDZIA DO USUWANIA ZADZIORÓW. profiline
 NRZĘDZI DO USUWNI ZDZIORÓW profiline Uniwersalna rękojeść Unigrat zaprojektowana zgodnie z najnowszymi osiągnięciami ergonomii Obsługa jedną ręką Głowicę blokującą można odsunąć kciukiem lub palcem wskazującym.
NRZĘDZI DO USUWNI ZDZIORÓW profiline Uniwersalna rękojeść Unigrat zaprojektowana zgodnie z najnowszymi osiągnięciami ergonomii Obsługa jedną ręką Głowicę blokującą można odsunąć kciukiem lub palcem wskazującym.
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
GĄBKA POLERSKA GĄBKA POLERSKA GĄBKA POLERSKA GĄBKA POLERSKA PROFILOWANA GĄBKA POLERSKA
 - do intensywnego polerowania - wysokiej gęstości - twarda - odpowiednia do większości systemów lakierniczych A M14 M16 5/8 rzep - do mniej intensywnego polerowania - średniej gęstości i twardości - do
- do intensywnego polerowania - wysokiej gęstości - twarda - odpowiednia do większości systemów lakierniczych A M14 M16 5/8 rzep - do mniej intensywnego polerowania - średniej gęstości i twardości - do
12101 Wykonanie DIN 334, kąt wierzchołkowy Wykonanie DIN 335, kąt wierzchołkowy Wykonanie DIN 347, kąt wierzchołkowy 120.
 2-27 Wieloostrzowy, prawotnący, uchwyt cylindryczny (kształt A). Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak: stal, żeliwo, metale kolorowe i lekkie
2-27 Wieloostrzowy, prawotnący, uchwyt cylindryczny (kształt A). Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak: stal, żeliwo, metale kolorowe i lekkie
BR 40/10 C Adv. Mocna i szybka. Niski koszt obsługi
 BR 40/10 C Adv Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Z łatwością radzi sobie z usuwaniem uporczywych zabrudzeń z wszelkich wodoodpornych podłóg twardych. 1 Mocna
BR 40/10 C Adv Prowadzona ręcznie, kompaktowa szorowarka wyposażona w dwie szczotki walcowe. Z łatwością radzi sobie z usuwaniem uporczywych zabrudzeń z wszelkich wodoodpornych podłóg twardych. 1 Mocna
Produkcja Regeneracja Napawanie
 Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
Seria QC. Zastosowania
 Seria QC NAJLEPSZE POMPY DO ZASTOSOWAŃ SANITARNYCH Zastosowania Pompy serii QC to urządzenia uniwersalne, idealne dla cieczy takich jak woda i inne płyny o lepkości do 600 cps, na przykład mleko, soki,
Seria QC NAJLEPSZE POMPY DO ZASTOSOWAŃ SANITARNYCH Zastosowania Pompy serii QC to urządzenia uniwersalne, idealne dla cieczy takich jak woda i inne płyny o lepkości do 600 cps, na przykład mleko, soki,
7 Narzędzia. Szczotki druciane
 Szczotki druciane Szczotka do świec zapłonowych Wykonanie: Korpus z drewna bukowego, drut mosiężny o grubości 0,2. Zastosowanie: W przemyśle samochodowym do czyszczenia świec zapłonowych, stosowana uniwersalnie
Szczotki druciane Szczotka do świec zapłonowych Wykonanie: Korpus z drewna bukowego, drut mosiężny o grubości 0,2. Zastosowanie: W przemyśle samochodowym do czyszczenia świec zapłonowych, stosowana uniwersalnie
Produktywność i precyzja dla małych otworów to rozwiertaki Seco Nanofix
 Holemaking.book Page 229 Monday, April 19, 2010 7:13 AM Nanofix Produktywność i precyzja dla małych otworów to rozwiertaki Seco Nanofix Jakość Duża dokładność mocowania dzięki Quick-Fit. Możliwość uzyskania
Holemaking.book Page 229 Monday, April 19, 2010 7:13 AM Nanofix Produktywność i precyzja dla małych otworów to rozwiertaki Seco Nanofix Jakość Duża dokładność mocowania dzięki Quick-Fit. Możliwość uzyskania
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.