FANMIG Basic. Instrukcja użytkowania półautomatu spawalniczego MIG/MAG. Numer katalogowy Instrukcja oryginalna
|
|
|
- Mateusz Markiewicz
- 6 lat temu
- Przeglądów:
Transkrypt

1 półautomatu spawalniczego MIG/MAG FANMIG 00- Basic Numer katalogowy Instrukcja oryginalna wersja.3 z PL
2 Spis treści:. Instrukcja BHP i konserwacja. Opis techniczny 3. Budowa urządzenia 4. Dane techniczne 5. Panel czołowy 6. Zespół podawania drutu 7. Uruchomienie urządzenia 8. Spawanie 9. Części zamienne i wymiary urządzenia 0. Usterki w czasie pracy urządzenia. Recykling. Deklaracja zgodności WE 3. Schemat elektryczny --
3 Dziękujemy za nabycie półautomatu spawalniczego Fanmig 00- Basic marki MOST. Mamy nadzieję, że urządzenie to spełni Państwa oczekiwania. Celem właściwej eksploatacji prosimy o zapoznanie się z Instrukcją użytkowania przed rozpoczęciem pracy.. Instrukcja BHP i konserwacja UWAGA!: Urządzenie nie może być używane do rozmrażania rur! Informacje zawarte na ikonach umieszczonych na urządzeniu: Użytkowanie i konserwacja urządzeń spawalniczych może być niebezpieczna. Użytkownik musi przestrzegać zasad BHP celem uniknięcia wypadków. Urządzenia do spawania i cięcia mogą być używane tylko przez wykwalifikowany personel. Należy śledzić na bieżąco przepisy krajowe dotyczące pracy tym urządzeniem i zapobiegania wypadkom. Usuń wszystkie materiały palne ze strefy spawania przed rozpoczęciem pracy. Nie wolno spawać w zbiornikach, w których wcześniej przechowywano ciecze palne (paliwo). Usuń z dala od odprysków spawalniczych wszystkie materiały palne. Nie wystawiaj urządzenia na deszcz, parę wodną i nie rozpylaj nad nim wody. Nie spawaj bez odpowiedniej ochrony wzroku. Zwróć uwagę na ochronę osób postronnych przed promieniowaniem. Używaj odciągów lub filtrów celem usunięcia dymów z miejsca spawania. Jeśli filtrowentylacja nie działa poprawnie lub jej nie ma używaj filtrów indywidualnych Zatrzymaj pracę natychmiast po stwierdzeniu uszkodzeń przewodów zasilających. Nie dotykaj uszkodzonych przewodów. Odłącz urządzenie od zasilania przed konserwacją lub naprawą. Nie używaj urządzenia w przypadku niesprawnych przewodów zasilających. Umieść gaśnicę blisko miejsca spawania. Sprawdź po zakończeniu spawania stanowisko pracy odnośnie zagrożenia pożarowego. Nigdy nie próbuj naprawiać samemu uszkodzonego reduktora gazowego. W przypadku uszkodzeń reduktor wymień na sprawny. UWAGA!: poniższa instrukcja powinna być przeczytana przed zainstalowaniem i uruchomieniem urządzenia. Instrukcja BHP powinna być znana każdemu spawaczowi i pracownikom odpowiedzialnym za konserwacją sprzętu. UWAGI WSTĘPNE Uruchomienie i obsługa urządzenia może odbywać się jedynie po uprzednim dokładnym zapoznaniu się z poniższą instrukcją. Spawanie półautomatyczne wymaga spełnienia warunków odpowiadających przepisom odnośnie spawania łukiem elektrycznym z zachowaniem przepisów p-poż.. Obsługujący półautomat spawalniczy powinien bezwzględnie używać komplet środków ochrony osobistej zgodnych z postanowieniami Dyrektywy Rady Wspólnot Europejskich nr 89/686/EWG. W skład środków ochrony osobistej wchodzą: odzież ochronna, maska spawalnicza, rękawice spawalnicze, fartuch ochronny, buty skórzane. Pomimo wysokiego standardu technicznego urządzenia obsługa powinna wykazywać znaczne zdyscyplinowanie w stosowaniu wymagań BHP, które chronią przed występującymi --
4 w czasie pracy czynnikami szkodliwymi i niebezpiecznymi dla zdrowia, wynikającymi z technologii spawania. WARUNKI EKSPLOATACJI Urządzenie to może pracować w ciężkich warunkach. Jednakże ważnym jest zastosowanie prostych środków zapobiegawczych, które zapewnią długą żywotność i niezawodną pracę, między innymi: - nie umieszczać i nie używać tego urządzenia na powierzchni o pochyłości większej niż 5º, - nie używać tego urządzenia do rozmrażania rur, - urządzenie to musi być umieszczone w miejscu gdzie występuje swobodna cyrkulacja czystego powietrza bez ograniczeń przepływu powietrza do i z wentylatora, gdy urządzenie jest załączone do sieci, niczym go nie przykrywać np. papierem lub ścierką, - ograniczyć do minimum brud i kurz, które mogą przedostać się do urządzenia, - urządzenie to posiada stopień ochrony obudowy IP3S, należy utrzymywać je w stanie suchym i nie umieszczać na mokrym podłożu lub w kałuży, - nie używać urządzenia do spawania zbiorników po substancjach łatwopalnych. GAZY I DYMY W trakcie spawania metodą MIG/MAG wytwarzane są szkodliwe gazy i dymy zawierające ozon, wodór oraz tlenki i cząstki metali. W związku z tym stanowisko spawalnicze powinno mieć bardzo dobrą wentylację (wyciąg pyłów i dymów lub być usytuowane w miejscu przewiewnym). Powierzchnie metali przeznaczone do spawania powinny być wolne od zanieczyszczeń chemicznych, szczególnie od substancji odtłuszczających (rozpuszczalników), gdyż ulegają one rozkładowi podczas spawania wytwarzając toksyczne gazy. Spawanie części ocynkowanych lub pokrytych warstwą kadmu lub chromu jest dozwolone tylko przy użyciu urządzenia odciągającego i i filtrującego zanieczyszczenia oraz przy doprowadzeniu świeżego powietrza na stanowisko spawania. PROMIENIOWANIE Promieniowanie ultrafioletowe emitowane podczas spawania jest szkodliwe dla wzroku i skóry, w związku z czym wymagane jest używanie maski spawalniczej z filtrami ochronnymi. Stanowisko spawalnicze powinno spełniać określone wymagania, między innymi: - posiadać odpowiednią instalację oświetleniową - w zależności od potrzeby posiadać stałe lub ruchome ekrany, chroniące osoby postronne przed skutkami promieniowania - znajdować się w pomieszczeniu o odpowiednim kolorze ścian (absorpcja promieniowania) ZABEZPIECZENIE PRZECIWPOŻAROWE Stanowisko do spawania powinno znajdować się w bezpiecznej odległości od materiałów łatwopalnych (szczególnie na podłodze lub ścianach), co powinno zabezpieczyć przed pożarem od gorących kropli metalu. Wskazane jest wyposażenie stanowiska w koce gaśnicze i gaśnice np. proszkowe lub śniegowe ZABEZPIECZENIE PRZECIWPORAŻENIOWE Niedopuszczalne jest podłączenie urządzenia do nieodpowiedniej instalacji lub instalacji o niesprawdzonej skuteczności zerowania. Zdejmowanie osłon zewnętrznych urządzenia w czasie, gdy urządzenie jest podłączone do sieci, jak również użytkowanie urządzenia ze zdjętymi osłonami jest zabronione. Nie pozwala się na pracę urządzenia podwieszonego np. do suwnicy lub dźwigu. Prace konserwacyjno remontowe powinny być wykonane przez uprawnione osoby z zachowaniem warunków bezpieczeństwa obowiązujących dla urządzeń remontowych. -3-
5 KONSERWACJA (źródło prądu i podajnik) UWAGA!: W celu dokonania jakichkolwiek napraw lub czynności konserwacyjnych zaleca się kontakt z najbliższym serwisem firmy RYWAL-RHC. W przypadku zauważenia jakiegokolwiek uszkodzenia - operator powinien przerwać pracę; odłączyć urządzenie od zasilania i zgłosić przełożonemu lub odpowiednim służbom / Serwisowi RYWAL - RHC Konserwacja podstawowa (codzienna) - sprawdzać stan przewodów i poprawność połączeń, wymienić, jeśli to konieczne, - usuwać odpryski z dyszy gazowej uchwytu spawalniczego, rozpryski mogą przenosić się z gazem osłonowym do łuku, - sprawdzać stan uchwytu spawalniczego, wymieniać go, jeśli to konieczne, - sprawdzać stan i działanie wentylatora chłodzącego, utrzymywać czyste otwory wlotu i wylotu powietrza chłodzącego, - utrzymywać urządzenie w czystości. Konserwacja okresowa (wykonywać minimum co 3 miesiące) - wykorzystując strumień suchego powietrza (pod niskim ciśnieniem) usunąć kurz z części zewnętrznych obudowy i z wnętrza spawarki, - sprawdzać i dokręcać wszystkie śruby, - sprawdzić stan wszystkich styków elektrycznych i poprawić, jeśli jest taka konieczność. Częstotliwość wykonywania czynności konserwacji okresowej może być zwiększona w zależności od środowiska, w jakim urządzenie pracuje. Obowiązkowe badania urządzeń Zgodnie z zapisem Kodeksu Pracy : "Całą odpowiedzialność za bezpieczne użytkowanie maszyn i urządzeń ponosi ich właściciel". Wynika z tego obowiązek dokonywania okresowych oraz ponaprawczych badań i przeglądów urządzeń. Zakres tych badań określa norma PN-EN Badania okresowe wykonuje się nie rzadziej niż jeden raz w roku - podstawa prawna PN-EN ISO 766 pkt 4., a badania po naprawach, które przywróciły funkcję spawania - podstawa prawna PN-EN pkt 4.6 Wszystkie w/w usługi wykonuje Serwis firmy RYWAL-RHC. UWAGA!: Sieć zasilająca musi być odłączona od urządzenia przed każdą czynnością konserwacyjną i serwisową. Po każdej naprawie wykonać odpowiednie badanie w celu zapewnienia bezpieczeństwa użytkowania.. Opis techniczny Urządzenie Fanmig 00- Basic jest półautomatem spawalniczym do spawania metodą MIG/MAG w osłonie gazów. Jest to urządzenie kompaktowe tzn. podajnik drutu i źródło prądu znajdują się w jednej obudowie. Fanmig 00- Basic ma wbudowany -rolkowy układ podawania drutu. Urządzenie ma doskonałe właściwości spawalnicze i szeroki zakres stosowania. Może być używane do spawania blach od 0,8mm do 8mm grubości. Materiały spawane to stal zwykła, nierdzewna lub aluminium (po przezbrojeniu podajnika i uchwytu). Zalecane średnice drutu to od 0,6 mm do,0 mm. Prędkość podawania drutu można ustawić od do 9 m/min, prąd spawania ustawiany jest skokowo (7 stopni). Transformator i cewka indukcyjna wykonane są z miedzi (klasa izolacji F), chłodzone są przez wentylator. Urządzenie jest zabezpieczone przed przegrzaniem przez czujnik. Wykonane jest zgodnie z normą EN , której odpowiednikiem jest PN-EN «Wymagania bezpieczeństwa dotyczące urządzeń do spawania łukowego. Spawalnicze źródła energii.» Do podajnika drutu można zakładać szpule o wadze 5kg do 5kg, szpule koszykowe wymagają zastosowania dodatkowo adaptora. -4-
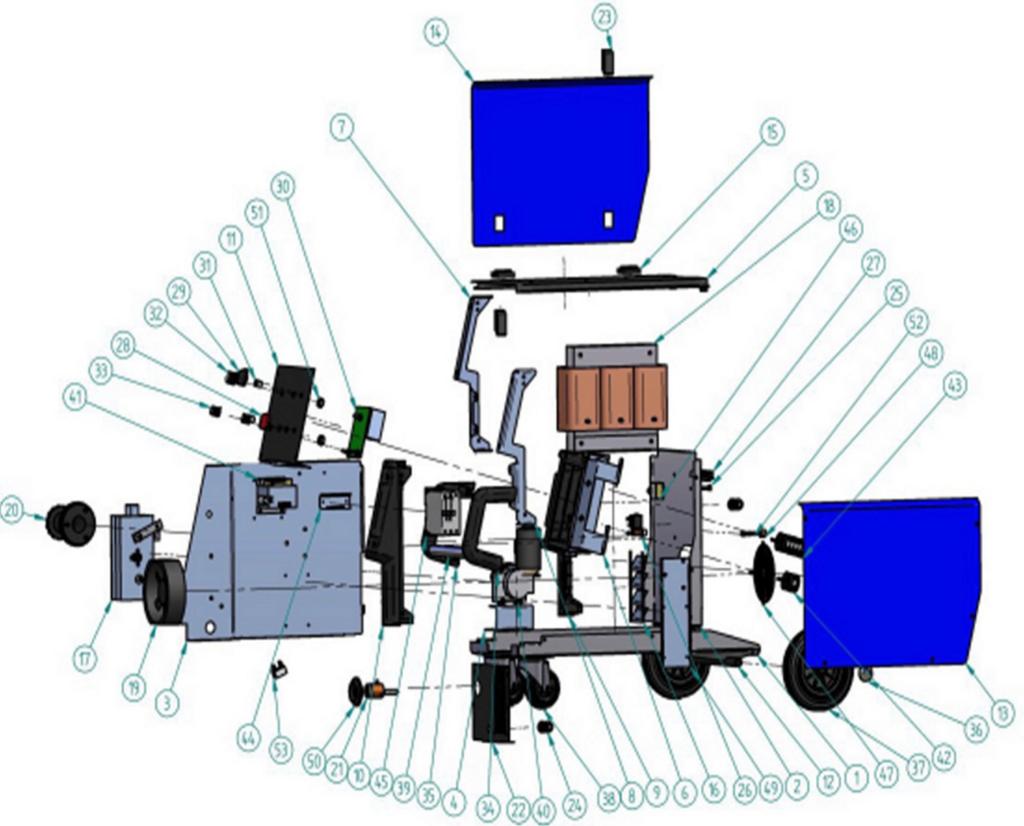
6 3. Budowa urządzenia Rysunek : Budowa urządzenia. Podajnik drutu 3. Tuleja mocowania szpuli 4. Adaptor do szpul koszykowych (opcja) 5. Koła 6. Uchwyt spawalniczy (opcja) 7. Panel czołowy 8. Uchwyt przedni 9. Gniazdo euro uchwytu spawalniczego 0. Przewód masowy. Przyłącze gazowe. Przyłącze podgrzewacza CO (opcja) 3. Kabel zasilający 4. Półka na butlę gazową 5. Łańcuch mocujący butlę 4. Dane techniczne FANMIG 00- Basic Zasilanie [V] Zabezpieczenie sieci zwłoczny [A] Współczynnik mocy cos j Zakres prądu spawania [A] Prąd spawania [A] i moc S/I przy: 30% cykl pracy 60% cykl pracy 00% cykl pracy Ilość nastaw prądu spawania Chłodzenie uchwytu Uchwyt spawalniczy Stopień ochrony Prędkość podawania drutu [m/min] Podajnik drutu Średnice drutu [mm] Stal stal nierdzewna Aluminium Szpula drutu [kg] Waga [kg] Wymiary [mm] dł x szer x wys 3x400/ 50/60Hz 0 0, A 7,kVA/0,3A 40A 5,9kVA/8,5A 0A 3,9kVA/5,6A 7 Powietrzne M 5 lub M5 MOST (opcja) IP -9 -rolkowy 0,6,0 0,6,0, x845x573 Tabela : Dane techniczne Fanmig 00- Basic -5-
 P3 - pokrętło")
7 Przewody masowe długości 3m. Przewód zasilający długości 3m. Na życzenie dostarczamy urządzenia z innymi długościami przewodów lub uchwytów spawalniczych. 5. Panel czołowy Rysunek : Panel czołowy A włącznik główny A przełącznik prądu spawania P pokrętło prędkości podawania drutu P pokrętło spawania punktowego (czas spawania punktowego) P3 - pokrętło spawania przerywanego (czas pauzy) i trybu 4-takt uchwytu spaw. A3 dioda prądu zasilania A5 dioda przegrzania termicznego 6. Zespół podawania drutu Rysunek 3: Zespół podawania drutu -6-

8 Poz Kod 5467 Nazwa Silnik 5897 Podkładka izol. TR Podkładka izol. TR , ,7, Korpus zespołu pod. TR 40 Śruba M6x6 Koło zębate kpl. TR 40 Rolki patrz rozdział 6. Śruba M5x0 Śruba mocująca TR 504 Bolec ramienia TR 40 Sprężyna TR 40 Podkładka otwarta Bolec TR 40 Podkładka otwarta 5633 Koło zębate TR 40/404 kpl Ramię. TR 40 Śruba dociskowa TR 40 Pin 3x9 Klin Podkładka Description Motor Washer insulation TR 40 Washer insulation TR 40 W. Feeder Body TR 40 Screw M6x6 Gear Wheel TR 40 set Roller see chapter 6. Screw M5x0 Fixing Cup TR 504 Pivot of arm for TR 40 Spring TR 40 Retaining washer Shaft TR 40 Retaining washer Gear Wheel TR 40/404 set Arm TR 40 Fixing arm TR 40 Pin 3x9 Key Washer Tabela : Części zamienne zespołu podawania drutu Rozmiar Typ Średnica zewn. Średnica wewn. Szerokość Średnica drutu [mm] 0,6-0,8 0,6-0,8 Al Ø 30 Cooptim 30 mm mm 0 mm ,8-, ,8-,0 Al ,0 -, ,0 -, Al ,0 -, R , -,4 R , -, , -,6 Al Tabela 3: Rolki podające do Fanmig 00- Most -7-
9 7.0 Uruchomienie urządzenia Przed rozpoczęciem użytkowania należy zamocować uchwyt przedni (poz 8 rysunek ). 7. Podłączenie zasilania Urządzenie jest zasilane z sieci trójfazowej 400V/50Hz. Wymagane zabezpieczenie to bezpiecznik zwłoczny 0A lub szybki 6A i uziemienie. Wtyczka typu CEE 6, 5-bolcowa. 7. Podłączenie uchwytu spawalniczego Uchwyt spawalniczy powinien być umieszczony w gnieździe euro i zamocowany przez dokręcenie nakrętki. Wkład w uchwycie i końcówka prądowa muszą odpowiadać średnicy spawanego drutu patrz katalog uchwytów. 7.3 Rolki podające w podajniku drutu (patrz tabela 3). Każda rolka ma po dwa nacięcia oznaczenie jest wybite z boku rolki. Nacięcie musi odpowiadać średnicy i rodzajowi drutu. W przypadku zmiany drutu należy się upewnić, czy założona jest właściwa rolka. 7.4 Mocowanie szpuli w podajniku i podanie drutu w uchwycie. Szpula z drutem powinna być założona w podajniku tak, aby drut odwijał się z dołu szpuli i wchodził bezpośrednio na rolki podające. Jeśli szpula jest na koszu metalowym, należy użyć adaptora do szpul koszykowych. Należy tak zamocować szpulę, aby kosz nie stykał się z metalową obudową urządzenia.. Siła hamowanie szpuli jest regulowana przez śrubę znajdującą się wewnątrz tulei, na której mocuje się szpulę. Po odwinięciu krótkiego odcinka drutu ze szpuli trzeba wyrównać końcówkę drutu (obciąć obcążkami), wprowadzić koniec w prowadnicę a następnie na rolkę podającą górny mechanizm dociskowy podniesiony! Następnie należy poprowadzić drut przez eurozłącze i uchwyt spawalniczy. Po wprowadzeniu początkowych 0 cm drutu do uchwytu należy docisnąć ramię dociskowe i dalej drut podawać automatycznie przez wciśnięcie przycisku na uchwycie. Zaleca się, aby przy wprowadzaniu drutu do uchwytu zdjąć dyszę gazową i końcówkę prądową. Nie można ustawiać zbyt dużej siły docisku na rolkach, gdyż może to skutkować deformacją drutu i problemami z podawaniem. 7.5 Przewód gazowy i ustawienie przepływu gazu osłonowego. Przewód gazowy do gazu osłonowego podłącza butlę gazową do urządzenia. Na butli znajduje się reduktor gazowy do mieszanek gazowych lub argonu. Butlę należy postawić na tylnej półce urządzenia i dodatkowo zabezpieczyć łańcuchem przed przewróceniem. Po ustawieniu butli i podłączeniu przewodu gazowego do tyłu spawarki odkręcamy zawór na butli i regulujemy ciśnienie reduktorem. Wypływ gazu następuje po przyciśnięciu przycisku w uchwycie spawalniczym. Zalecany przepływ gazu to średnica drutu razy 0 równa się przepływ gazu w litrach na minutę. 7.6 Spawanie aluminium Do spawania aluminium należy użyć rolek o nacięciu U (patrz tabela 3 rolki AL). Zalecany jest drut gatunku AlMg3 lub AlMg5 i średnicy,0mm. Uchwyt spawalniczy (zalecana długośc 3m)powinien mieć wymieniony wkład prowadzący na teflonowy i końcówkę prądową na właściwą do danej średnicy drutu. Po zakończeniu powyższych czynności i sprawdzeniu przyłącza urządzenie jest gotowe do pracy. -8-
10 8. Spawanie Do orientacyjnego ustawienia poprawnego prądu spawania można posłużyć się empirycznym wzorem U = 4 + 0,05 x I. Po włączeniu urządzenia włącznikiem głównym A i ustawieniu przepływu gazu osłonowego (patrz 6.5) oraz drutu (patrz 6.4) można przystąpić do ustawienia prądu spawania. Po uruchomieniu urządzenia świeci się zielona dioda A3. Napięcie spawania (prąd) ustawić przełącznikiem A. Do ustawienia prędkości podawania drutu użyć pokrętła P. Łuk spawalniczy powinien być stabilny i z jak najmniejszą ilością odprysków. Urządzenie może pracować w następujących trybach pracy: -takt 4-takt Spawanie punktowe Spawanie przerywane 8. Spawanie w -takcie Proces spawania trwa tak długo, jak długo jest wciśnięty przycisk na uchwycie spawalniczym. Pokrętła P i P3 w położeniu OFF. Continuous T OFF OFF 8. Spawanie w 4-takcie Spawanie w 4-takcie jest przydatne przy układaniu długich spoin. Pierwsze wciśnięcie przycisku inicjuje spawania, w trakcie spawania przycisk nie musi być przetrzymywany, ponowne wciśnięcie przycisku kończy spawanie. Pokrętło P w pozycji OFF, pokrętło P3 w pozycji ON. Continuous 4T OFF ON 8.3 Spawanie punktowe Spawanie punktowe służy do układania krótkich spoin o tym samym czasie trwania. Pokrętło P w pozycji OFF, pokrętło P3 w pozycji ON. Spot welding ON OFF 8.4 Spawanie przerywane. Spawanie przerywane służy do układanie krótkich spoin w nastawionym czasie, między którymi następuje określonej długości pauza. Pokrętło P w pozycji ON (ustawiamy czas spawania), pokrętło P3 w pozycji ON (ustawiamy czas pauzy). Interval welding ON ON -9-

11 9. Części zamienne i wymiary urządzenia. Ĩ ŎŖ Indeks V000 V0004 V0005 V0009 V00 V000 V004 V005 V036 V037 V00 V04-4 V0006 V V T8AXE.PL BG-9065 V R R V004 lut-8 38-Z V V Nazwa Podstawa ALF 80 AXE Panel tylni ALF 80 AXE Wspornik wewn. ALF 80 AXE Mocowanie zespołu podaj. ALF 80 AXE Pokrywa górna ALF 80 AXE Pokrywa elektroniki ALF 80 AXE Wspornik narożnika prawy ALF AXE Wspornik narożnika lewy ALF AXE Narożnik prawy axe V0005_Z Narożnik lewy axe V0005 Panel przedni ALF 80 AXE Basic Podwozie ALF 80 neutral Panel boczny lewy PS AXE Panel boczny prawy ALF AXE Zawias O M5 Żaluzja wentylatora ALF 80 AXE Prostownik RADD PTS8/3/ w.x0nf Transformator 83 AXE + przełącznik Wentylator Sunon A75 HBL - TC GN IP Tuleja szpuli czarna Konektor EURO ALFA IN VS0403- Panel przedni ALF 80 AXE Zamek P60MIG Wyjście PG plast. Śruba M6x30 ČSN00.5 6hran Zawór elektromagn. 4V 50Hz AC type 554 Konektor pol. DK 0 Pokrętło czerwone OM-R/5 Pokrętło czerwone OM-C/5 PCB D V3.4 BASIC (Pot. WELTRON B0K) Obudowa diody LED led 0mm RTF-090 Pokrętło 33, szara strzałka, linka Pokrętło +czarna pokrywka+podkładka szara Uchwyt L - INDUSTRY Uchwyt P - INDUSTRY Osłona D-0 Koło tylne PRO 00x50-0 Koło przednie 3370 PRO 00 P6 LW46 kl. Poprzeczka ALF 80 AXE Zespół podaj. TR R cm Transformator JSC E96.59/T04 (JSC E360-00) z filtrem Włącznik VS 6 0 A8 Włącznik VS A8 Lista DIN 90mm Przełącznik MOELLER DILM 09-0 (4V/50Hz) Filtr FC63 + R (3x50N+07N-Z0/08) Kratka FG-7 wentylatora Sunon Nakrętka G/4" (kód 8690) Podpora szpuli ALF 80 AXE Obodowa gniazda EURO Obudowa diody LED Adaptor /4 3,5mm kod 8686 Filtr FZ Description Bottom ALF 80 AXE galvanized Rear panel ALF 80 AXE galvanized Support ALF 80 AXE galvanized Holder of feeder ALF 80 AXE galvanized Cover upper ALF 80 AXE RAL matt 9005 PCB cover ALF 80 AXE galvanized Corner support right ALF AXE galvanized Corner support left ALF AXE galvanized Corner Right axe V0005_Z Corner Left axe V0005 Front panel ALF 80 AXE Basic RAL matt 9005 Carriage ALF 80 neutral Lateral cover left PS AXE RAL gloss 500 Lateral cover right upper ALF AXE RAL gloss 500 Hinge O M5 Fan shutter ALF 80 AXE galvanized Rectifier RADD PTS8/3/ w.x0nf Transformer 83 AXE + Switch Fan A75 HBL-TC GN IP Spool Holder Black Connector EURO ALFA IN VS0403- Facial panel ALF 80 AXE RAL matt 9005 Lock P60MIG Outlet PG Bolt M6x30 CSN00.5 Hexa Solenoid Valve 4V 50Hz AC type 554 Gas heater connector Knob arrow OM-R/5 Red Knob arrow OM-C/5 Black PCB D V3.4 BASIC (Pot. WELTRON B0K) LED Sleeve 0mm RTF-090 Knob 33, Grey Arrow, Line Knob+Cover.Black+WasherGrey Handle - Holder L INDUSTRY Handle - Holder R INDUSTRY Cover D-0 Rear wheel 00x50-0 Front Wheel 3370 for 00 Handle bar ALF 80 AXE galvanized WF TR R cm Transformer JSC E96.3/T0 with filter Switch ON/OFF Switch VS A8 DIN plinth 90mm Contactor MOELLER DILM 09-0 (4V/50Hz) Filter FC 63 + R (3x50N+07N-Z0/08) Grating FG-7 Fan Sunon Nut G/4" Support of spool ALF 80 AXE galvanized Cover Connector EURO LED Sleeve diody Adaptor /4 3,5mm kod 8686 Filter FZ szt / pc 3
12 - -

13 0. Usterki w czasie pracy urz ądzenia Uwaga: Urządzenie może być naprawiane tylko przez uprawniony personel! Usterka Potencjalna przyczyna Zalecenia Niestabilny łuk Niewłaściwa nastawa prądu spawania Za duża / za mała prędkość podawania drutu Słaby kontakt zacisku masowego z materiałem spawanym Niewłaściwa końcówka prądowa Zły przepływ gazu Nastawić właściwy prąd spawanie Zapchany wkład na drut w uchwycie Złe podawania drutu Za dużo odprysków w trakcie spawania Silnik podajnika drutu nie działa Silnik podajnika drutu działa, lecz brak podawania drutu lub podawanie niestabilne Urządzenie wyłącza się samoczynnie / świeci się dioda sygnalizująca przegrzanie A5 Awaria źródła prądu Za duża prędkość podawania drutu Za duży prąd spawania Zabrudzony materiał spawany Brak prądu zasilania Złe działanie przycisku na uchwycie spawalniczym Uszkodzenie płytki sterującej Uszkodzenie silnika Ramię dociskowe zbyt luźno dokręcone Niewłaściwa rolka podająca Drut zablokowany w końcówce prądowej Nastawić właściwą prędkość Sprawdzić zacisk i zamocować ponownie Wymienić końcówkę na właściwą Nastawić poprawny przepływ Wyczyścić sprężonym powietrzem lub wymienić Sprawdzić rolki i siłę docisku w podajniku drutu Prosimy o kontakt z serwisem Zmniejszyć prędkość Zmniejszyć prąd spawania Oczyścić materiał spawany Sprawdzić przyłącze elektryczne Sprawdzić przycisk Prosimy o kontakt z serwisem Prosimy o kontakt z serwisem Nastawić docisk właściwą nakrętką Obróć lub wymień rolkę podającą Wymienić końcówkę prądową Wentylator nie działa Pozwolić urządzeniu wystygnąć postępować zgodnie z instrukcją obsługi Prosimy o kontakt z serwisem Uszkodzenie źródła prądu Prosimy o kontakt z serwisem Przekroczony cykl pracy i. Recykling Nie wyrzucać osprzętu elektrycznego razem z normalnymi odpadami! Zgodnie z Dyrektywą Europejską 0/9/EC dotyczącą pozbywania się zużytego Sprzętu Elektrycznego i Elektronicznego (Waste Electrical and Electronic Equipment, WEEII) i jej wprowadzeniem w życie zgodnie z międzynarodowym prawem, zużyty sprzęt elektryczny musi być składowany oddzielnie i specjalnie utylizowany. Jako właściciel urządzeń powinieneś otrzymać informacje o zatwierdzonym systemie składowania od naszego lokalnego przedstawiciela. Stosując te wytyczne będziesz chronił środowisko i zdrowie człowieka! - -


14 . Deklaracja zgodności Deklaracja zgodności WE Producent: RYWAL-RHC Sp. z o.o. w Warszawie Ul. Chełmżyńska Warszawa deklaruje, że półautomat spawalniczy Fanmig 00- Basic MOST spełnia następujące dyrektywy niskonapięciową LVD 04/35/WE, kompatybilności elektromagnetycznej EMC 04/30/WE zużytego sprzętu elektrycznego i elektronicznego WEE II 0/9/WE oraz ograniczonego użycia substancji niebezpiecznych RoHS 0/65/WE i został wyprodukowany zgodnie z normą EN :0, EN :04 Toruń,
15 3. Schemat elektryczny - 4 -
16 Producent: RYWAL-RHC Sp. z o.o. w Warszawie ul. Chełmżyńska Warszawa Sieć sprzedaży i serwisu: Toruń, ul. Polna 40B tel fax: Częstochowa, ul. Warszawska 85/87 tel./fax: , Białystok, ul. Ciołkowskiego 4 tel tel./fax Kraków, ul. Makuszyńskiego 4 tel./fax: , Bydgoszcz, ul. Fordońska A tel./fax: , Ruda Śląska, ul. Stara 45 tel fax: Gdańsk, ul Budowlanych 9 tel fax: Wrocław, ul. Stargardzka 9c tel./fax: , Jelenia Góra, ul. Karola Miarki 45 tel.: Zielona Góra, ul. Fabryczna 4 tel fax: Konin, ul. Spółdzielców tel./fax: , Koszalin, ul. Powstańców Wlkp. tel./fax: Lublin, ul. Lucyny Herc 40/4 tel./fax: do 5, Łódź, ul. Pabianicka 9/3 tel./fax: , Olsztyn, ul. Lubelska 44d tel./fax: , Płock, ul. Przemysłowa 7 tel./fax: Poznań, ul. Maya / tel fax: Rzeszów, ul. Reja 0 tel , -4, fax: Stalowa Wola, ul. Energetyków 49 tel./fax: , Mierzyn k. Szczecina, ul. Welecka E tel./fax: , Warszawa, ul. Chełmżyńska 80 tel fax: Urządzenia podlegają ciągłym udoskonaleniom. Zastrzegamy sobie możliwość wprowadzenia zmian.
Instrukcja Obsługi FANMIG 404GP SYNERGY
 Instrukcja Obsługi FANMIG 404GP SYNERGY Z PODAJNIKIEM FANFEED 40G Numer katalogowy: 51 00 023414 Instrukcja oryginalna 10 Spis treści 1.Wstęp 2.Instrukcja BHP 3.Opis techniczny 4.Budowa urządzenia 5.Dane
Instrukcja Obsługi FANMIG 404GP SYNERGY Z PODAJNIKIEM FANFEED 40G Numer katalogowy: 51 00 023414 Instrukcja oryginalna 10 Spis treści 1.Wstęp 2.Instrukcja BHP 3.Opis techniczny 4.Budowa urządzenia 5.Dane
Instrukcja obsługi półautomatu spawalniczego MIG/MAG. FANMIG 400GW Synergy podajnikiem Fanfeed 4W
 Instrukcja obsługi półautomatu spawalniczego MIG/MAG FANMIG 400GW Synergy podajnikiem Fanfeed 4W Wersja 08.2007 Dziękujemy za nabycie półautomatu spawalniczego Fanmig 400GW SYNERGY z podajnikiem Fanfeed
Instrukcja obsługi półautomatu spawalniczego MIG/MAG FANMIG 400GW Synergy podajnikiem Fanfeed 4W Wersja 08.2007 Dziękujemy za nabycie półautomatu spawalniczego Fanmig 400GW SYNERGY z podajnikiem Fanfeed
Instrukcja obsługi półautomatu spawalniczego MIG/MAG. FANMIG 600WP Synergy z podajnikiem Fanfeed 4W
 Instrukcja obsługi półautomatu spawalniczego MIG/MAG FANMIG 600WP Synergy z podajnikiem Fanfeed 4W Wersja 07.2007 Dziękujemy za nabycie półautomatu spawalniczego Fanmig 600WP SYNERGY z podajnikiem Fanfeed
Instrukcja obsługi półautomatu spawalniczego MIG/MAG FANMIG 600WP Synergy z podajnikiem Fanfeed 4W Wersja 07.2007 Dziękujemy za nabycie półautomatu spawalniczego Fanmig 600WP SYNERGY z podajnikiem Fanfeed
NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi
 Instrukcja obsługi") NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi EL 9/ 15 / 22 Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi EL 9/ 15 / 22 Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
INSTRUKCJA OBSŁUGI. Przypawarka do trzpieni RSW8-2500
 INSTRUKCJA OBSŁUGI Przypawarka do trzpieni RSW8-2500 UWAGA PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału
INSTRUKCJA OBSŁUGI Przypawarka do trzpieni RSW8-2500 UWAGA PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału
NAGRZEWNICA ELEKTRYCZNA
 NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50
 Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
Instrukcja obsługi półautomatu spawalniczego. Synergy
 półautomatu spawalniczego Uwaga! Kopia niniejszej instrukcji powinna znajdować się w miejscu eksploatacji urządzenia i powinna być zawsze dostępna dla operatora. FANMIG Instrukcja 400-4N oryginalna Spis
półautomatu spawalniczego Uwaga! Kopia niniejszej instrukcji powinna znajdować się w miejscu eksploatacji urządzenia i powinna być zawsze dostępna dla operatora. FANMIG Instrukcja 400-4N oryginalna Spis
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC
 Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI 525H
 Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
PRZED URUCHOMIENIEM I U
 SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
Specyfikacja techniczna
 S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
ISTRUKCJA OBSŁUGI TERMOWENTYLATORY RPL
 ISTRUKCJA OBSŁUGI TERMOWENTYLATORY RPL UWAGA! Przed uruchomieniem nagrzewnicy dokładnie zapoznaj się z instrukcją obsługi. 1. OGÓLNE ZASADY BEZPIECZEŃSTWA. Dla własnego bezpieczeństwa zaleca się zachowanie
ISTRUKCJA OBSŁUGI TERMOWENTYLATORY RPL UWAGA! Przed uruchomieniem nagrzewnicy dokładnie zapoznaj się z instrukcją obsługi. 1. OGÓLNE ZASADY BEZPIECZEŃSTWA. Dla własnego bezpieczeństwa zaleca się zachowanie
INSTRUKCJA INSTALACJI I UŻYTKOWANIA
 Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 -
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 150P można dokonać tylko po dokładnym zapoznaniu się z
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 150P można dokonać tylko po dokładnym zapoznaniu się z
Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania FLUIDRAIN-COMBO 02/14
 Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania FLUIDRAIN-COMBO Spust kondensatu sterowany czasowo INFORMACJE OGÓLNE 02/14 Spust FLUIDRAIN-COMBO jest zintegrowanym spustem kondensatu
Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania FLUIDRAIN-COMBO Spust kondensatu sterowany czasowo INFORMACJE OGÓLNE 02/14 Spust FLUIDRAIN-COMBO jest zintegrowanym spustem kondensatu
Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania EZ-1. Spust kondensatu sterowany czasowo 02/14
 Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania EZ-1 Spust kondensatu sterowany czasowo INFORMACJE OGÓLNE 02/14 EZ-1 jest ekonomicznym zaworem spustu kondensatu sterowanym czasowo.
Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania EZ-1 Spust kondensatu sterowany czasowo INFORMACJE OGÓLNE 02/14 EZ-1 jest ekonomicznym zaworem spustu kondensatu sterowanym czasowo.
Instrukcja obsługi Zasilaczy LUTSOL KPS305D
 Instrukcja obsługi Zasilaczy LUTSOL KPS305D Dziękujemy Państwu za zakup zasilacza LUTSOL Prosimy o zapoznanie się z instrukcją obsługi przed użyciem urządzenia. Prosimy o zachowanie instrukcji do ewentualnego
Instrukcja obsługi Zasilaczy LUTSOL KPS305D Dziękujemy Państwu za zakup zasilacza LUTSOL Prosimy o zapoznanie się z instrukcją obsługi przed użyciem urządzenia. Prosimy o zachowanie instrukcji do ewentualnego
INSTRUKCJA INSTALACJI & UTRZYMANIA W RUCHU
 1 INSTRUKCJA INSTALACJI & UTRZYMANIA W RUCHU 12-2015 BEZPIECZEŃSTWO I WŁAŚCIWE UŻYCIE W celu zapewnienia bezpieczeństwa i utrzymania wydajności urządzenia należy ściśle przestrzegać poniższych instrukcji.
1 INSTRUKCJA INSTALACJI & UTRZYMANIA W RUCHU 12-2015 BEZPIECZEŃSTWO I WŁAŚCIWE UŻYCIE W celu zapewnienia bezpieczeństwa i utrzymania wydajności urządzenia należy ściśle przestrzegać poniższych instrukcji.
Specyfikacja techniczna
 S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
INSTRUKCJA UŻYTKOWANIA CHŁODNICE POWIETRZA
 INSTRUKCJA UŻYTKOWANIA CHŁODNICE POWIETRZA 1 SPIS TREŚCI 1. WSTĘP 1.1. Zalecenia dla użytkownika... 3 1.2. Dyrektywy, normy i deklaracje... 3 1.3. Tabliczki znamionowe... 3 2. BEZPIECZEŃSTWO 2.1. Przeznaczenie
INSTRUKCJA UŻYTKOWANIA CHŁODNICE POWIETRZA 1 SPIS TREŚCI 1. WSTĘP 1.1. Zalecenia dla użytkownika... 3 1.2. Dyrektywy, normy i deklaracje... 3 1.3. Tabliczki znamionowe... 3 2. BEZPIECZEŃSTWO 2.1. Przeznaczenie
HL 185 T HL 185/2 HL 185/3 HL 185 SW HL 185 TSW. Instrukcja montażu i obsługi. Termowentylator. Nr zamówienia: hl185-d_ba
 HL 185 T HL 185/2 HL 185/3 HL 185 SW HL 185 TSW Instrukcja montażu i obsługi Termowentylator Nr zamówienia: hl185-d_ba 1 1 Wskazówki dotyczące bezpieczeństwa EN-6 2 Dane techniczne EN-6 3 Instalacja EN-6
HL 185 T HL 185/2 HL 185/3 HL 185 SW HL 185 TSW Instrukcja montażu i obsługi Termowentylator Nr zamówienia: hl185-d_ba 1 1 Wskazówki dotyczące bezpieczeństwa EN-6 2 Dane techniczne EN-6 3 Instalacja EN-6
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R
 INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
Instrukcja obsługi GRZEJNIK ELEKTRYCZNY EWH-2000W V_1_00
 Instrukcja obsługi GRZEJNIK ELEKTRYCZNY EWH-2000W V_1_00 02 Instrukcja obsługi - grzejnik elektryczny EWH-2000W 1 OPIS SYMBOLI Produkt jest zgodny z zasadniczymi wymaganiami zawartymi w dyrektywach Unii
Instrukcja obsługi GRZEJNIK ELEKTRYCZNY EWH-2000W V_1_00 02 Instrukcja obsługi - grzejnik elektryczny EWH-2000W 1 OPIS SYMBOLI Produkt jest zgodny z zasadniczymi wymaganiami zawartymi w dyrektywach Unii
TA 7 Instrukcja instalacji i obsługi Programator sterowania odmulaniem TA 7
 TA 7 Instrukcja instalacji i obsługi 808403-01 Programator sterowania odmulaniem TA 7 Gestra Polonia Spółka z o.o. ul. Schuberta 104 80-172 Gdańsk tel. 0 58 3061010, fax 0 58 3063300 e-mail: gestra@gestra.pl;
TA 7 Instrukcja instalacji i obsługi 808403-01 Programator sterowania odmulaniem TA 7 Gestra Polonia Spółka z o.o. ul. Schuberta 104 80-172 Gdańsk tel. 0 58 3061010, fax 0 58 3063300 e-mail: gestra@gestra.pl;
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 190, MIG 230
 INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 190, MIG 230 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 190, MIG 230 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI (PL) Mill HT1500
 Mill HT1500") Instrukcja obsługi (PL) INSTRUKCJA OBSŁUGI (PL) Mill HT1500 Prosimy o dokładne zapoznanie się z instrukcją i zachowanie jej na przyszłość. Zasady bezpieczeństwa Należy przestrzegać zasad bezpieczeństwa
Instrukcja obsługi (PL) INSTRUKCJA OBSŁUGI (PL) Mill HT1500 Prosimy o dokładne zapoznanie się z instrukcją i zachowanie jej na przyszłość. Zasady bezpieczeństwa Należy przestrzegać zasad bezpieczeństwa
INSTRUKCJA INSTALACJI
 INSTRUKCJA INSTALACJI II.SZB2v1.01 ZASILACZ BUFOROWY SZB2v1. Strona: Stron: 1 6 INSTRUKCJA INSTALACJI ZASILACZ BUFOROWY SZB2v1 13,8V 2,2A V1.0 Opracował Sprawdził Zatwierdził Imię i nazwisko Podpis Data
INSTRUKCJA INSTALACJI II.SZB2v1.01 ZASILACZ BUFOROWY SZB2v1. Strona: Stron: 1 6 INSTRUKCJA INSTALACJI ZASILACZ BUFOROWY SZB2v1 13,8V 2,2A V1.0 Opracował Sprawdził Zatwierdził Imię i nazwisko Podpis Data
MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatów spawalniczych można dokonać
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatów spawalniczych można dokonać
Napięcie zasilania 3000, 1500, 1000 obr/min do wyboru od 110 do 690 Volt, 50 lub 60 Hz
 Obroty Napięcie zasilania 3000, 1500, 1000 obr/min do wyboru od 110 do 690 Volt, 50 lub 60 Hz Stopień ochrony Klasa izolacji IP65 F 155 C zgodnie z PN EN 60034-1 Rodzaj pracy do wyboru S1, S2, S3 Temperatura
Obroty Napięcie zasilania 3000, 1500, 1000 obr/min do wyboru od 110 do 690 Volt, 50 lub 60 Hz Stopień ochrony Klasa izolacji IP65 F 155 C zgodnie z PN EN 60034-1 Rodzaj pracy do wyboru S1, S2, S3 Temperatura
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 190/2
 INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 190/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 190/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI
 PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
INSTRUKCJA OBSŁUGI. PIKqXRP
 INSTRUKCJA OBSŁUGI PIKqXRP Wykaz części...3 Częste przyczyny uszkodzeń...4 Sposób naprawy...4 Dane techniczne:...4 Zasady bezpieczeństwa...5 Instrukcja użytkowania...6 Sposób aplikacji...7 Przykładowy
INSTRUKCJA OBSŁUGI PIKqXRP Wykaz części...3 Częste przyczyny uszkodzeń...4 Sposób naprawy...4 Dane techniczne:...4 Zasady bezpieczeństwa...5 Instrukcja użytkowania...6 Sposób aplikacji...7 Przykładowy
PÓŁAUTOMAT INWERTOROWY ELECTROMIG MIG/MMA
 PÓŁAUTOMAT INWERTOROWY ELECTROMIG 200-250 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY ELECTROMIG 200-250 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
Instrukcja użytkowania
 Instrukcja użytkowania Panel sterowania Wskaźnik prędkości nawiewu Duża wilgotność (75%) Średnia wilgotność (65%) Mała wilgotność (50%) Wskaźnik wilgotności Wskaźnik odszraniania Wskaźnik pełnego zbiornika
Instrukcja użytkowania Panel sterowania Wskaźnik prędkości nawiewu Duża wilgotność (75%) Średnia wilgotność (65%) Mała wilgotność (50%) Wskaźnik wilgotności Wskaźnik odszraniania Wskaźnik pełnego zbiornika
INSTRUKCJA OBSŁUGI Wialnia Do Pyłku
 INSTRUKCJA OBSŁUGI Wialnia Do Pyłku Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl, email; lyson@lyson.com.pl
INSTRUKCJA OBSŁUGI Wialnia Do Pyłku Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl, email; lyson@lyson.com.pl
Warunki techniczne wykonania i dostawy dla części zamówienia nr I pozycja 1
 GEK/FZR-KWB/02412/2014 - Załącznik nr 4 dla części zamówienia nr I pozycja 1 Półautomat spawalniczy Lincoln - Powertec 355C PRO lub równoważny. napięcie zasilania 400 V 50-60 Hz, zabezpieczenie 25A, prąd
GEK/FZR-KWB/02412/2014 - Załącznik nr 4 dla części zamówienia nr I pozycja 1 Półautomat spawalniczy Lincoln - Powertec 355C PRO lub równoważny. napięcie zasilania 400 V 50-60 Hz, zabezpieczenie 25A, prąd
PX 303. PxCrop Mini INSTRUKCJA OBSŁUGI
 PX 303 PxCrop Mini INSTRUKCJA OBSŁUGI R SPIS TREŚCI 1. Opis ogólny... 3 2. Warunki bezpieczeństwa... 3 3. Informacje na temat wersji... 5 4. Opis modelu... 5 5. Schemat podłączenia... 7 6. Wymiary... 9
PX 303 PxCrop Mini INSTRUKCJA OBSŁUGI R SPIS TREŚCI 1. Opis ogólny... 3 2. Warunki bezpieczeństwa... 3 3. Informacje na temat wersji... 5 4. Opis modelu... 5 5. Schemat podłączenia... 7 6. Wymiary... 9
Pomieszczeniowy klimakonwektor wentylatorowy Typ V202H, V203H, V206H i V209H
 Instrukcja montażu dla wykwalifikowanego personelu VIESMANN Pomieszczeniowy klimakonwektor wentylatorowy Typ V22H, V23H, V26H i V29H do systemu Vitoclima2-C Wskazówki bezpieczeństwa Prosimy o dokładne
Instrukcja montażu dla wykwalifikowanego personelu VIESMANN Pomieszczeniowy klimakonwektor wentylatorowy Typ V22H, V23H, V26H i V29H do systemu Vitoclima2-C Wskazówki bezpieczeństwa Prosimy o dokładne
Instrukcja obsługi Zasilaczy KORAD KA3305D
 Instrukcja obsługi Zasilaczy KORAD KA3305D Dziękujemy Państwu za zakup zasilacza KORAD Prosimy o zapoznanie się z instrukcją obsługi przed użyciem urządzenia. Prosimy o zachowanie instrukcji do ewentualnego
Instrukcja obsługi Zasilaczy KORAD KA3305D Dziękujemy Państwu za zakup zasilacza KORAD Prosimy o zapoznanie się z instrukcją obsługi przed użyciem urządzenia. Prosimy o zachowanie instrukcji do ewentualnego
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 200W, 250W. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 200W, 250W Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 200W, 250W Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
STX. Advanced Audio Technology. Instrukcja obsługi: Korektora Graficznego: STX EQ-215 STX EQ-231 STX STX
 STX Advanced Audio Technology Instrukcja obsługi: Korektora Graficznego: STX STX EQ-215 STX STX EQ-231 Dziękujemy za zakup produktów naszej firmy. Informacja zawarte w poniższej instrukcji obsługi mogą
STX Advanced Audio Technology Instrukcja obsługi: Korektora Graficznego: STX STX EQ-215 STX STX EQ-231 Dziękujemy za zakup produktów naszej firmy. Informacja zawarte w poniższej instrukcji obsługi mogą
Zasilacze z serii DR i DRP Instrukcja obsługi
 Zasilacze z serii DR i DRP Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Regulacja napięcia wyjściowego... 4 2.3 Sygnalizacja optyczna
Zasilacze z serii DR i DRP Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Regulacja napięcia wyjściowego... 4 2.3 Sygnalizacja optyczna
PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W. Instrukcja obsługi
 PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W Instrukcja obsługi 1. OPIS 2. PODŁĄCZANIE URZĄDZENIA Podłącz czerwony przewód z czerwonego zacisku (+) akumulatora do czerwonego gniazda
PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W Instrukcja obsługi 1. OPIS 2. PODŁĄCZANIE URZĄDZENIA Podłącz czerwony przewód z czerwonego zacisku (+) akumulatora do czerwonego gniazda
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 260M, MIG 350M. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 260M, MIG 350M Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 260M, MIG 350M Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
KARTA KATALOGOWA. Kurtyna powietrzna z nagrzewnicą wodną. Modele: RM-3509-S/Y
 KARTA KATALOGOWA Kurtyna powietrzna z nagrzewnicą wodną Modele: RM-3509-S/Y www.ferono.com info@ferono.com Model RM-3509-S/Y Zasilanie (V/Hz) 230/50 Moc wentylatora (W) 160 Maksymalna pr dko powietrza
KARTA KATALOGOWA Kurtyna powietrzna z nagrzewnicą wodną Modele: RM-3509-S/Y www.ferono.com info@ferono.com Model RM-3509-S/Y Zasilanie (V/Hz) 230/50 Moc wentylatora (W) 160 Maksymalna pr dko powietrza
NITOWNICA DO NITÓW ZRYWALNYCH
 NITOWNICA DO NITÓW ZRYWALNYCH Air Power 1 Spis treści 1. Zasady BHP... 3 2. Opis narzędzia... 5 2.1. Podstawowe wymiary... 5 2.2. Charakterystyka... 6 2.3. Zastosowanie... 6 2.4. Wyposażenie... 6 2.5.
NITOWNICA DO NITÓW ZRYWALNYCH Air Power 1 Spis treści 1. Zasady BHP... 3 2. Opis narzędzia... 5 2.1. Podstawowe wymiary... 5 2.2. Charakterystyka... 6 2.3. Zastosowanie... 6 2.4. Wyposażenie... 6 2.5.
TEC-11. Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania. Spust kondensatu sterowany czasowo 02/14 INFORMACJE OGÓLNE
 Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania TEC-11 Spust kondensatu sterowany czasowo INFORMACJE OGÓLNE 02/14 Spust TEC-11 usuwa automatycznie kondensat z filtrów i np. małych
Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania TEC-11 Spust kondensatu sterowany czasowo INFORMACJE OGÓLNE 02/14 Spust TEC-11 usuwa automatycznie kondensat z filtrów i np. małych
SUSZARKA DO WŁOSÓW. Prestige
 SUSZARKA DO WŁOSÓW P7 Prestige Suszarka hotelowa przeznaczona jest wyłącznie do użytku w obiektach noclegowych. Suszarka nie jest przeznaczona do użytku w obiektach o bardzo dużym obciążeniu (tj. baseny,
SUSZARKA DO WŁOSÓW P7 Prestige Suszarka hotelowa przeznaczona jest wyłącznie do użytku w obiektach noclegowych. Suszarka nie jest przeznaczona do użytku w obiektach o bardzo dużym obciążeniu (tj. baseny,
TTW 25000 S / TTW 35000 S
 TTW 25000 S / TTW 35000 S PL INSTRUKCJA OBSŁUGI DMUCHAWA TRT-BA-TTW25000S35000S-TC-001-PL SPIS TREŚCI 01. Informacje ogólne....................... 01 02. Wskazówki dotyczące bezpieczeństwa...... 01 03.
TTW 25000 S / TTW 35000 S PL INSTRUKCJA OBSŁUGI DMUCHAWA TRT-BA-TTW25000S35000S-TC-001-PL SPIS TREŚCI 01. Informacje ogólne....................... 01 02. Wskazówki dotyczące bezpieczeństwa...... 01 03.
KARTA KATALOGOWA Nazwa: Miliomomierz EM480C 0.1mOhm EnergyLab Typ: EG-EM480C
 KARTA KATALOGOWA Nazwa: Miliomomierz EM480C 0.1mOhm EnergyLab Typ: EG-EM480C CECHY 1. Pomiar bardzo małej rezystancji jedną, cztero-przewodową izolowaną parą zacisków. 2. Przydatny pomiar rezystancji,
KARTA KATALOGOWA Nazwa: Miliomomierz EM480C 0.1mOhm EnergyLab Typ: EG-EM480C CECHY 1. Pomiar bardzo małej rezystancji jedną, cztero-przewodową izolowaną parą zacisków. 2. Przydatny pomiar rezystancji,
Wentylator biurkowy 30,5 cm EFW12D. Instrukcja obsługi
 Wentylator biurkowy 30,5 cm EFW12D Instrukcja obsługi Informacje o wentylatorze Przed rozpoczęciem użytkowania wentylatora proszę przeczytać tę instrukcję i przyjrzeć się uważnie ilustracjom. Osłona przednia
Wentylator biurkowy 30,5 cm EFW12D Instrukcja obsługi Informacje o wentylatorze Przed rozpoczęciem użytkowania wentylatora proszę przeczytać tę instrukcję i przyjrzeć się uważnie ilustracjom. Osłona przednia
INSTRUKCJA OBSŁUGI SPAWARKI MAG
 INSTRUKCJA OBSŁUGI SPAWARKI MAG UWAGA! PRZED ROZPOCZĘCIEM PRACY Z URZĄDZENIEM NALEŻY KONIECZNIE ZAPOZNAĆ SIE Z NINIEJSZĄ INSTRUKCJĄ!!! Spawarkę należy używać wyłącznie w sposób zgodny z jej przeznaczeniem.
INSTRUKCJA OBSŁUGI SPAWARKI MAG UWAGA! PRZED ROZPOCZĘCIEM PRACY Z URZĄDZENIEM NALEŻY KONIECZNIE ZAPOZNAĆ SIE Z NINIEJSZĄ INSTRUKCJĄ!!! Spawarkę należy używać wyłącznie w sposób zgodny z jej przeznaczeniem.
WIERTARKA PNEUMATYCZNA PISTOLETOWA WI426C2
 WIERTARKA PNEUMATYCZNA PISTOLETOWA WI426C2 Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
WIERTARKA PNEUMATYCZNA PISTOLETOWA WI426C2 Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
INSTRUKCJA SERWISOWA
 35-016 Rzeszów maj 2007 ul. Hoffmanowej 19 INSTRUKCJA SERWISOWA 1. PARAMETRY TECHNICZNE WENTYLATORA TYP 24Z012 Parametry / Typ wentylatora Napięcie znamionowe Moc znamionowa Klasa izolacji Zabezpieczenie
35-016 Rzeszów maj 2007 ul. Hoffmanowej 19 INSTRUKCJA SERWISOWA 1. PARAMETRY TECHNICZNE WENTYLATORA TYP 24Z012 Parametry / Typ wentylatora Napięcie znamionowe Moc znamionowa Klasa izolacji Zabezpieczenie
INSTRUKCJA OBSŁUGI. Kostkarka AIR 26 model S SILESIA ul. Bysewska 30, Gdańsk,
 INSTRUKCJA OBSŁUGI Kostkarka AIR 26 model S5302026 Dziękujemy za zakup naszego urządzenia. Przed pierwszym użyciem prosimy szczegółowo zapoznać się z niniejszą instrukcją obsługi. Kopiowanie instrukcji
INSTRUKCJA OBSŁUGI Kostkarka AIR 26 model S5302026 Dziękujemy za zakup naszego urządzenia. Przed pierwszym użyciem prosimy szczegółowo zapoznać się z niniejszą instrukcją obsługi. Kopiowanie instrukcji
Hestia Iron Parts book
 Hestia Iron Parts book Strima Sp. z o.o., Swadzim, ul. Poznańska 54, 62-080 Tarnowo Podgórne, Poland, +48 61 8 950 950, shop@strima.com Texi Hestia (1/6) No. Code / Kod Description Nazwa Buy / Kup 1 I001
Hestia Iron Parts book Strima Sp. z o.o., Swadzim, ul. Poznańska 54, 62-080 Tarnowo Podgórne, Poland, +48 61 8 950 950, shop@strima.com Texi Hestia (1/6) No. Code / Kod Description Nazwa Buy / Kup 1 I001
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 230, MIG 230/2
 INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 230, MIG 230/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 230, MIG 230/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA DUALMIG 160, DUALMIG 200, DUALMIG 200/2
 INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA DUALMIG 160, DUALMIG 200, DUALMIG 200/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA DUALMIG 160, DUALMIG 200, DUALMIG 200/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się
Instrukcja obsługi DR i DRP Strona 1/5
 Instrukcja obsługi DR i DRP Strona 1/5 MPL Power Elektro sp. z o.o. 44-100 Gliwice, ul. Robotnicza 3A tel +48 32/ 231 16 14, +48 32/ 231 16 13; fax +48 32/ 231 07 51; email: power@mpl.pl, http://www.power.mpl.pl
Instrukcja obsługi DR i DRP Strona 1/5 MPL Power Elektro sp. z o.o. 44-100 Gliwice, ul. Robotnicza 3A tel +48 32/ 231 16 14, +48 32/ 231 16 13; fax +48 32/ 231 07 51; email: power@mpl.pl, http://www.power.mpl.pl
PODRĘCZNIK UŻYTKOWNIKA
 PODRĘCZNIK UŻYTKOWNIKA WENTYLATOR STOJĄCY 16 (40 cm) MODEL: FS-1601CII Przed rozpoczęciem korzystania z tego urządzenia, należy przeczytać całą instrukcję. Ostrzeżenia dotyczące bezpieczeństwa: 1. Należy
PODRĘCZNIK UŻYTKOWNIKA WENTYLATOR STOJĄCY 16 (40 cm) MODEL: FS-1601CII Przed rozpoczęciem korzystania z tego urządzenia, należy przeczytać całą instrukcję. Ostrzeżenia dotyczące bezpieczeństwa: 1. Należy
PÓŁAUTOMAT INWERTOROWY WELMIG 180i 200i MIG/MMA
 PÓŁAUTOMAT INWERTOROWY WELMIG 180i 200i MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY WELMIG 180i 200i MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
SMPZ-3. Zastosowania. Własności techniczne. mechaniczne. SMOKE MASTER Panel kontrolny
 1 003 SMOKE MASTER Panel kontrolny (dla regulacji ciśnienia w układach napowietrzania klatek schodowych) SMPZ-3 Skala x:x Panel kontrolny służy do zdalnej kontroli systemu regulacji ciśnienia SMOKE MASTER
1 003 SMOKE MASTER Panel kontrolny (dla regulacji ciśnienia w układach napowietrzania klatek schodowych) SMPZ-3 Skala x:x Panel kontrolny służy do zdalnej kontroli systemu regulacji ciśnienia SMOKE MASTER
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania COMBO-D-LUX. Spust kondensatu sterowany czasowo 02/14
 Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania COMBO-D-LUX Spust kondensatu sterowany czasowo INFORMACJE OGÓLNE 02/14 COMBO-D-LUX jest kompaktowym zaworem spustowym kondensatu ze
Tłumaczenie oryginalnej instrukcji obsługi, instalacji i serwisowania COMBO-D-LUX Spust kondensatu sterowany czasowo INFORMACJE OGÓLNE 02/14 COMBO-D-LUX jest kompaktowym zaworem spustowym kondensatu ze
INSTRUKCJA OBSŁUGI Piece do pizzy
 STALGAST Sp. z o.o. ul. Łubinowa 4a, 3-878 Warszawa tel. 22 517 15 75; fax 22 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Piece do pizzy MODELE: 78113, 7813, 781113, 78113,
STALGAST Sp. z o.o. ul. Łubinowa 4a, 3-878 Warszawa tel. 22 517 15 75; fax 22 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Piece do pizzy MODELE: 78113, 7813, 781113, 78113,
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R M-COOLER 1750 M-COOLER 1730 M-COOLER 1720 M-COOLER 1720R
 INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R M-COOLER 1750 M-COOLER 1730 M-COOLER 1720 M-COOLER 1720R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1.
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R M-COOLER 1750 M-COOLER 1730 M-COOLER 1720 M-COOLER 1720R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1.
NAGRZEWNICA WODNA. F-Lux DOKUMENTACJA TECHNICZNA INSTRUKCJA UŻYTKOWANIA I INSTALACJI POLSKA V. 01PL0113
 NAGRZEWNICA WODNA F-Lux DOKUMENTACJA TECHNICZNA INSTRUKCJA UŻYTKOWANIA I INSTALACJI POLSKA UWAGA: Przed przystąpieniem do montażu urządzenia, przeczytaj uważnie instrukcję. Producent zastrzega sobie prawo
NAGRZEWNICA WODNA F-Lux DOKUMENTACJA TECHNICZNA INSTRUKCJA UŻYTKOWANIA I INSTALACJI POLSKA UWAGA: Przed przystąpieniem do montażu urządzenia, przeczytaj uważnie instrukcję. Producent zastrzega sobie prawo
INSTRUKCJA OBSŁUGI. Zasilaczy serii MDR. Instrukcja obsługi MDR Strona 1/6
 Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
FOLLOW SPOT FL-1200 DMX
 www.flash-butrym.pl FOLLOW SPOT FL-1200 DMX Instrukcja użytkownika Dziękujemy za dokonanie zakupu naszego reflektora prowadzącego FL-1200 DMX. Mając na uwadze bezpieczeństwo jak i najlepsze użytkowanie
www.flash-butrym.pl FOLLOW SPOT FL-1200 DMX Instrukcja użytkownika Dziękujemy za dokonanie zakupu naszego reflektora prowadzącego FL-1200 DMX. Mając na uwadze bezpieczeństwo jak i najlepsze użytkowanie
INSTRUKCJA OBSŁUGI REGULATORA DO POMPY C.O. BRIGID LED
 INSTRUKCJA OBSŁUGI REGULATORA DO POMPY C.O. BRIGID LED K2 Electronics Konrad Jaszczyk ul. Słowiańska 6a/13 28-300 Jędrzejów NIP: 656-222-04-83 REGON: 260160950 Tel. 607 936 886 www.k2electronics.pl Deklaracja
INSTRUKCJA OBSŁUGI REGULATORA DO POMPY C.O. BRIGID LED K2 Electronics Konrad Jaszczyk ul. Słowiańska 6a/13 28-300 Jędrzejów NIP: 656-222-04-83 REGON: 260160950 Tel. 607 936 886 www.k2electronics.pl Deklaracja
INSTRUKCJA SERWISOWA
 35-0 Rzeszów maj 2007 ul. Hoffmanowej 19 INSTRUKCJA SERWISOWA 1. PARAMETRY TECHNICZNE WENTYLATORA TYP 24Z011 Parametry / Typ wentylatora Napięcie znamionowe Moc znamionowa Klasa izolacji Zabezpieczenie
35-0 Rzeszów maj 2007 ul. Hoffmanowej 19 INSTRUKCJA SERWISOWA 1. PARAMETRY TECHNICZNE WENTYLATORA TYP 24Z011 Parametry / Typ wentylatora Napięcie znamionowe Moc znamionowa Klasa izolacji Zabezpieczenie
PÓŁAUTOMAT INWERTOROWY WELMIG 250 MIG/MMA
 PÓŁAUTOMAT INWERTOROWY WELMIG 250 MIG/MMA INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY WELMIG 250 MIG/MMA INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
INSTRUKCJA OBSŁUGI SPAWARKA ELEKTRONICZNA INWERTER SI 200
 DYSTRYBUTOR: HARDER Sp. z o.o. ul. Jasielska 8B, 60-476 Poznań Tel.: +61 820 64 43 FAX: +61 842 21 28 INSTRUKCJA OBSŁUGI SPAWARKA ELEKTRONICZNA INWERTER SI 200 UWAGA! Instrukcja obsługi stanowi podstawowe
DYSTRYBUTOR: HARDER Sp. z o.o. ul. Jasielska 8B, 60-476 Poznań Tel.: +61 820 64 43 FAX: +61 842 21 28 INSTRUKCJA OBSŁUGI SPAWARKA ELEKTRONICZNA INWERTER SI 200 UWAGA! Instrukcja obsługi stanowi podstawowe
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 210M, MIG 240M. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 210M, MIG 240M Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 210M, MIG 240M Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PROMIENNIK ELEKTRYCZNY. typu REF
 www.ecocaloria.com INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PROMIENNIK ELEKTRYCZNY typu REF Dziękujemy, że wybrali Państwo produkt firmy!!! Cieszymy się, że możemy zaliczyć Państwa do grona naszych Klientów i wierzymy,
www.ecocaloria.com INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PROMIENNIK ELEKTRYCZNY typu REF Dziękujemy, że wybrali Państwo produkt firmy!!! Cieszymy się, że możemy zaliczyć Państwa do grona naszych Klientów i wierzymy,
Instrukcja obsługi. v_1_01
 Instrukcja obsługi v 0 02 Instrukcja obsługi - grzejnik elektryczny EWR-2000W OPIS SYMBOLI Produkt jest zgodny z zasadniczymi wymaganiami zawartymi w dyrektywach Unii Europejskiej. UWAGA! Zabrania się
Instrukcja obsługi v 0 02 Instrukcja obsługi - grzejnik elektryczny EWR-2000W OPIS SYMBOLI Produkt jest zgodny z zasadniczymi wymaganiami zawartymi w dyrektywach Unii Europejskiej. UWAGA! Zabrania się
INSTRUKCJA OBSŁUGI UKŁADU CHŁODZENIA CIECZY
 INSTRUKCJA OBSŁUGI UKŁADU CHŁODZENIA CIECZY Uwaga! Kopia niniejszej instrukcji powinna znajdować się w miejscu eksploatacji urządzenia i powinna być zawsze dostępna dla operatora. Nr katalogowy 50 03 003805
INSTRUKCJA OBSŁUGI UKŁADU CHŁODZENIA CIECZY Uwaga! Kopia niniejszej instrukcji powinna znajdować się w miejscu eksploatacji urządzenia i powinna być zawsze dostępna dla operatora. Nr katalogowy 50 03 003805
SILNIK RUROWY NEMO Instrukcja i uwagi instalatora
 SILNIK RUROWY NEMO Instrukcja i uwagi instalatora Bezpieczeństwo użytkowania OSTRZEŻENIA STOSOWANIE SIĘ DO PONIŻSZYCH ZALECEŃ JEST ISTOTNE DLA BEZPIECZEŃSTWA UŻYTKOWNIKA. ZACHOWAJ TĄ INSTRUKCJĘ. NIEPRAWIDŁOWA
SILNIK RUROWY NEMO Instrukcja i uwagi instalatora Bezpieczeństwo użytkowania OSTRZEŻENIA STOSOWANIE SIĘ DO PONIŻSZYCH ZALECEŃ JEST ISTOTNE DLA BEZPIECZEŃSTWA UŻYTKOWNIKA. ZACHOWAJ TĄ INSTRUKCJĘ. NIEPRAWIDŁOWA
ZGRZEWARKI DO RUR Z TWORZYW SZTUCZNYCH
 311/1 311/2 ZGRZEWARKI DO RUR Z TWORZYW SZTUCZNYCH INSTRUKCJA OBSŁUGI SERWIS: BETA POLSKA SP. Z O.O. SKARBIMIERZYCE, UL. WIOSENNA 12, 72-002 DOŁUJE TEL. 091 48 08 226 www.beta-polska.pl PARAMETRY TECHNICZNE
311/1 311/2 ZGRZEWARKI DO RUR Z TWORZYW SZTUCZNYCH INSTRUKCJA OBSŁUGI SERWIS: BETA POLSKA SP. Z O.O. SKARBIMIERZYCE, UL. WIOSENNA 12, 72-002 DOŁUJE TEL. 091 48 08 226 www.beta-polska.pl PARAMETRY TECHNICZNE
Zasilacz laboratoryjny liniowy PS 1440
 Zasilacz laboratoryjny liniowy PS 1440 Instrukcja obsługi Nr produktu: 511840 Wersja 06/09 Opis działania Zasilacz laboratoryjny działa za pomocą wysoce wydajnej i stałej technologii liniowej. Wyjście
Zasilacz laboratoryjny liniowy PS 1440 Instrukcja obsługi Nr produktu: 511840 Wersja 06/09 Opis działania Zasilacz laboratoryjny działa za pomocą wysoce wydajnej i stałej technologii liniowej. Wyjście
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 230, MIG 230/2
 INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 230, MIG 230/2 1. UWAGI OGÓLNE OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją Uruchomienia
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 230, MIG 230/2 1. UWAGI OGÓLNE OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją Uruchomienia
GŁOWICA RUCHOMA LED 144W. Instrukcja Obsługi. www.flash-butrym.pl Strona 1
 GŁOWICA RUCHOMA LED 144W Instrukcja Obsługi 1. Instrukcje dotyczące bezpieczeństwa UWAGA Proszę zapoznać się uważnie z instrukcją, która zawiera ważne informacje dotyczące instalacji, użytkowania i konserwacji
GŁOWICA RUCHOMA LED 144W Instrukcja Obsługi 1. Instrukcje dotyczące bezpieczeństwa UWAGA Proszę zapoznać się uważnie z instrukcją, która zawiera ważne informacje dotyczące instalacji, użytkowania i konserwacji
INSTRUKCJA ORYGINALNA Halogen LED Model EWLED-10S EWLED-20S EWLED-30S
 INSTRUKCJA ORYGINALNA Halogen LED Model EWLED-10S EWLED-20S EWLED-30S VANDER 35-506 RZESZÓW UL. KRAKOWSKA 156A WWW.VANDER.PL Wyprodukowano w ChRL dla Vander Polska (2014) SYMBOLE ZNAJDUJĄCE SIĘ NA NAKLEJCE
INSTRUKCJA ORYGINALNA Halogen LED Model EWLED-10S EWLED-20S EWLED-30S VANDER 35-506 RZESZÓW UL. KRAKOWSKA 156A WWW.VANDER.PL Wyprodukowano w ChRL dla Vander Polska (2014) SYMBOLE ZNAJDUJĄCE SIĘ NA NAKLEJCE
DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE
 DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE Materiał informacyjny: Pakiet FitWeld 300 zawiera informacje o produkcie obejmujące: Drukowany szybki przewodnik i broszurę z instrukcja bezpieczeństwa. Płyta CD
DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE Materiał informacyjny: Pakiet FitWeld 300 zawiera informacje o produkcie obejmujące: Drukowany szybki przewodnik i broszurę z instrukcja bezpieczeństwa. Płyta CD
INSTRUKCJA INSTALACJI 11/2017
 1 INSTRUKCJA INSTALACJI 11/2017 BEZPIECZEŃSTWO I WŁAŚCIWE UŻYCIE W celu zapewnienia bezpieczeństwa i utrzymania wydajności urządzenia należy ściśle przestrzegać poniższych instrukcji. W przypadku postępowania
1 INSTRUKCJA INSTALACJI 11/2017 BEZPIECZEŃSTWO I WŁAŚCIWE UŻYCIE W celu zapewnienia bezpieczeństwa i utrzymania wydajności urządzenia należy ściśle przestrzegać poniższych instrukcji. W przypadku postępowania
OZAS - ESAB Sp. z o.o. ul. A. Struga 10 45-073 Opole tel. (0-77) 4019 200, fax (0-77) 4019 201 e-mail: ozas@ozas.com.pl htpp://www.ozas.com.
 4019 200, fax (0-77) 4019 201 e-mail: ozas@ozas.com.pl htpp://www.ozas.com.") INSTRUKCJA OBSŁUGI Źródło prądu spawania Origo TM Mig 320 0349 301 128 PRODUCENT: OZAS - ESAB Sp. z o.o. ul. A. Struga 10 45-073 Opole tel. (0-77) 4019 200, fax (0-77) 4019 201 e-mail: ozas@ozas.com.pl
INSTRUKCJA OBSŁUGI Źródło prądu spawania Origo TM Mig 320 0349 301 128 PRODUCENT: OZAS - ESAB Sp. z o.o. ul. A. Struga 10 45-073 Opole tel. (0-77) 4019 200, fax (0-77) 4019 201 e-mail: ozas@ozas.com.pl
SPIS TREŚCI 1. OPIS I CHARAKTERYSTYKA TECHNICZNA 2. INSTALACJA 3. DZIAŁANIE 4. DZIAŁANIE MANUALNE 5. SZCZEGÓLNE ZASTOSOWANIA 6. KONSERWACJA 7.
 SEVEN SPIS TREŚCI 1. OPIS I CHARAKTERYSTYKA TECHNICZNA 2. INSTALACJA 3. DZIAŁANIE 4. DZIAŁANIE MANUALNE 5. SZCZEGÓLNE ZASTOSOWANIA 6. KONSERWACJA 7. NAPRAWA 1 Napęd SEVEN stosowany jest do bram przesuwnych
SEVEN SPIS TREŚCI 1. OPIS I CHARAKTERYSTYKA TECHNICZNA 2. INSTALACJA 3. DZIAŁANIE 4. DZIAŁANIE MANUALNE 5. SZCZEGÓLNE ZASTOSOWANIA 6. KONSERWACJA 7. NAPRAWA 1 Napęd SEVEN stosowany jest do bram przesuwnych
Tłumaczenie oryginalnej Instrukcji instalacji 10-2015
 1 Tłumaczenie oryginalnej Instrukcji instalacji 10-2015 BEZPIECZEŃSTWO I PRAWIDŁOWA EKSPLOATACJA Aby zapewnić długotrwałą i bezpieczną pracę drenu należy ściśle przestrzegać zaleceń niniejszej instrukcji
1 Tłumaczenie oryginalnej Instrukcji instalacji 10-2015 BEZPIECZEŃSTWO I PRAWIDŁOWA EKSPLOATACJA Aby zapewnić długotrwałą i bezpieczną pracę drenu należy ściśle przestrzegać zaleceń niniejszej instrukcji
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 180S
 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 180S 1. UWAGI OGÓLNE OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją Uruchomienia i eksploatacji
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 180S 1. UWAGI OGÓLNE OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją Uruchomienia i eksploatacji
PRZEDSIĘBIORSTWO PRODUKCYJNO USŁUGOWO HANDLOWE "KOMA" Sp. z o.o.
 PRZEDSIĘBIORSTWO PRODUKCYJNO USŁUGOWO HANDLOWE "KOMA" Sp. z o.o. 66-008 ŚWIDNICA, WILKANOWO ul. Kukułcza 1 tel./fax (68) 327-33-07. tel. kom. 602 132 146 www.koma.zgora.pl, e-mail: koma@koma.zgora.pl Instrukcja
PRZEDSIĘBIORSTWO PRODUKCYJNO USŁUGOWO HANDLOWE "KOMA" Sp. z o.o. 66-008 ŚWIDNICA, WILKANOWO ul. Kukułcza 1 tel./fax (68) 327-33-07. tel. kom. 602 132 146 www.koma.zgora.pl, e-mail: koma@koma.zgora.pl Instrukcja
Schemat instalacji. Suszarka PT 8301 SL G PT 8301 COP SL G PT 8303 SL G. pl - PL / 01
 Schemat instalacji Suszarka PT 8301 SL G PT 8301 COP SL G PT 8303 SL G pl - PL 08.11 09 237 320 / 01 Proszę koniecznie przeczytać instrukcję użytkowania i montażu przed ustawieniem - instalacją uruchomieniem.
Schemat instalacji Suszarka PT 8301 SL G PT 8301 COP SL G PT 8303 SL G pl - PL 08.11 09 237 320 / 01 Proszę koniecznie przeczytać instrukcję użytkowania i montażu przed ustawieniem - instalacją uruchomieniem.
ATLAS 1078 UKŁAD ŁADOWANIA OGNIW
 ZAKŁAD SYSTEMÓW ELEKTRONICZNYCH ATLAS - SOLLICH ul. Mjr. M. Słabego 2, 80-298 Gdańsk, Polska tel/fax +48 58 / 349 66 77 www.atlas-sollich.pl e-mail: sollich@atlas-sollich.pl INSTRUKCJA OBSŁUGI PRZYRZĄDU
ZAKŁAD SYSTEMÓW ELEKTRONICZNYCH ATLAS - SOLLICH ul. Mjr. M. Słabego 2, 80-298 Gdańsk, Polska tel/fax +48 58 / 349 66 77 www.atlas-sollich.pl e-mail: sollich@atlas-sollich.pl INSTRUKCJA OBSŁUGI PRZYRZĄDU
Instrukcja Obsługi Odstojnik z pompą do filtrowania miodu
 Instrukcja Obsługi Odstojnik z pompą do filtrowania miodu Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl, email:
Instrukcja Obsługi Odstojnik z pompą do filtrowania miodu Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl, email:
MIG 315Y. Wyposażenie standardowe:
 MIG 315Y Parametry Typ MIG 315Y Trójfazowe 400V (± 10% 50/60 Hz) Pobór prądu [A] 18,3 14,4 Pobór mocy [kva] 12 9,5 Zakres regulacji prądu [A] 50-315 10-280 Napięcie wyjściowe pracy [V] 16,5 29 21,2 30
MIG 315Y Parametry Typ MIG 315Y Trójfazowe 400V (± 10% 50/60 Hz) Pobór prądu [A] 18,3 14,4 Pobór mocy [kva] 12 9,5 Zakres regulacji prądu [A] 50-315 10-280 Napięcie wyjściowe pracy [V] 16,5 29 21,2 30
Metryczne pompy proszkowe do emalii porcelanowej
 m n Instrukcja P/N -- Polish -- Metryczne pompy proszkowe do emalii porcelanowej 1. Wstęp Instrukcja ta dotyczy metrycznych pomp proszkowych do emalii porcelanowej. Pompy te są wysokowydajnymi pompami
m n Instrukcja P/N -- Polish -- Metryczne pompy proszkowe do emalii porcelanowej 1. Wstęp Instrukcja ta dotyczy metrycznych pomp proszkowych do emalii porcelanowej. Pompy te są wysokowydajnymi pompami
PRZEDSIĘBIORSTWO PRODUKCYJNO USŁUGOWO HANDLOWE "KOMA" Sp. z o.o.
 PRZEDSIĘBIORSTWO PRODUKCYJNO USŁUGOWO HANDLOWE "KOMA" Sp. z o.o. 66-008 ŚWIDNICA, WILKANOWO ul. Kukułcza 1 tel./fax (68) 327-33-07; tel. kom. 602 132 146 www.koma.zgora.pl, e-mail: koma@koma.zgora.pl Instrukcja
PRZEDSIĘBIORSTWO PRODUKCYJNO USŁUGOWO HANDLOWE "KOMA" Sp. z o.o. 66-008 ŚWIDNICA, WILKANOWO ul. Kukułcza 1 tel./fax (68) 327-33-07; tel. kom. 602 132 146 www.koma.zgora.pl, e-mail: koma@koma.zgora.pl Instrukcja
Termostaty pomieszczeniowe do 2-rurowych klimakonwektorów wentylatorowych
 3 015 1 Termostaty pomieszczeniowe do 2-rurowych klimakonwektorów wentylatorowych Termostaty pomieszczeniowe z ręcznym przełącznikiem funkcji ogrzewanie lub chłodzenie i przełącznikiem biegów wentylatora
3 015 1 Termostaty pomieszczeniowe do 2-rurowych klimakonwektorów wentylatorowych Termostaty pomieszczeniowe z ręcznym przełącznikiem funkcji ogrzewanie lub chłodzenie i przełącznikiem biegów wentylatora
INSTRUKCJA OBSŁUGI. Automatyczny Stabilizator Napięcia AVR-1000, AVR-2000, AVR-3000, AVR-5000
 INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
NAGRZEWNICA PROMIENNIKOWA. Instrukcja Obsługi
 NAGRZEWNICA PROMIENNIKOWA Instrukcja Obsługi SCHEMAT ELEKTRYCZNY L 1 L2 = promienniki podczerwieni Fuse = Bezpiecznik Blue = niebieski Brown = brązowy Rys. 1 Montaż GŁÓWNE KOMPONENTY BEZPIECZEŃSTWO!!!
NAGRZEWNICA PROMIENNIKOWA Instrukcja Obsługi SCHEMAT ELEKTRYCZNY L 1 L2 = promienniki podczerwieni Fuse = Bezpiecznik Blue = niebieski Brown = brązowy Rys. 1 Montaż GŁÓWNE KOMPONENTY BEZPIECZEŃSTWO!!!