Projektowanie procesów technologicznych oraz przyrządów dla zakładów przemysłowych
|
|
|
- Weronika Michalak
- 6 lat temu
- Przeglądów:
Transkrypt
1 Obróbka Plastyczna Metali Vol. XXIII Nr 4 (2012) Procesy kształtowania wyrobów z blach Mgr inŝ. Marek PAWLICKI Instytut Obróbki Plastycznej, Poznań marek.pawlicki@inop.poznan.pl Projektowanie procesów technologicznych oraz przyrządów dla zakładów przemysłowych Streszczenie Designing technological processes and tools for industrial establishments W artykule przedstawiono pięć procesów technologicznych, zaprojektowanych na potrzeby przedsiębiorstw przemysłowych. Przy ich opracowywaniu posługiwano się wynikami symulacji komputerowych wykonanymi przy uŝyciu programów AutoForm i PamStamp. Dzięki zastosowaniu programów symulacyjnych moŝliwe było dobranie maszyn do realizacji procesu, określenie liczby i stopnia skomplikowania narzędzi oraz wymiarów oprzyrządowania. Programy mogą być zastosowane z powodzeniem do podobnych celów w przyszłości. Abstract This article presents five technological processes designed for the needs of industrial enterprises. The results of computer simulations performed using AutoForm and PamStamp programs were used in the development of these processes. Thanks to the application of simulation programs, it was possible to select machines for realization of the process, to determine the number and level of complexity of tools and the dimensions of the drawing dies. Programs can be successfully applied for similar purposes in the future. Słowa kluczowe: tłoczenie, kształtowanie obrotowe, symulacja, PamStamp, AutoForm, MES Keywords: deep drawing, rotary forming, simulation, PamStamp, AutoForm, FEM 1. WSTĘP Ciągłe zapotrzebowanie przemysłu na innowacje w zakresie technologii jest motorem postępu gospodarki światowej. NiezaleŜnie od branŝy przemysłu, nowe idee dotyczące produktów stawiają coraz to większe wymagania procesom technologicznym, m.in. pod kątem otrzymania najbardziej optymalnych właściwości eksploatacyjnych wyrobów oraz ich zwiększonej złoŝoności kształtów. Wynika to z jednej strony z przyczyn czysto technicznych (nieustanny rozwój techniki, wypieranie jednych metod innymi) ale takŝe z gustów i preferencji odbiorców produktów. Stąd teŝ nie tylko właściwości wyrobów, ale ich kształt i wzornictwo stają się coraz waŝniejszym aspektem pracy projektantów i technologów. DuŜe znaczenie zatem mają zagadnienia związane ze wzornictwem przemysłowym, marketingiem i reklamą. 1. INTRODUCTION The continuous demand of industry for innovation in the scope of technology is the motor of progress in the world economy. Independently of the field of industry, new ideas concerning products pose greater requirements towards technological processes, among others, from the perspective of obtaining the most optimal utilitarian properties of products and more complex product shapes. On one hand, this results from purely technical reasons (the constant development of technology, replacement of methods with new methods) but also from the tastes and preferences of product recipients. Thus, not only the properties of products but also their shape and industrial design are becoming an increasingly significant aspect in the work of designers and process engineers. Therefore, matters related
2 218 M. Pawlicki Obróbka plastyczna blach jest jedną z tych dziedzin nauki i techniki, która w pełni pozwala realizować śmiałe projekty, cechujące się ściśle określonymi warunkami takimi jak: właściwości eksploatacyjne (np. wytrzymałość na rozciąganie, wytrzymałość zmęczeniowa, twardość, udarność, odporność na korozję, itp.), ale teŝ skomplikowane kształty wyrobów. MoŜna zatem sądzić, Ŝe wobec ciągłego doskonalenia procesów technologicznych i zdobywania nowej wiedzy o procesach zachodzących przy obróbce plastycznej metali jedynym ograniczeniem staje się powoli wyobraźnia. Instytut Obróbki Plastycznej w Poznaniu od niemal 65 lat prowadzi badania na potrzeby krajowego przemysłu. Liczne wdroŝenia, równieŝ w ostatnich latach, są wynikiem ciągłego dostosowywania oferty badawczej i wdroŝeniowej do potrzeb partnerów przemysłowych. Zakład Tłoczenia Instytutu Obróbki Plastycznej otrzymuje rocznie szereg zapytań na wykonanie dokumentacji konstrukcyjnej maszyn, przyrządów i pojedynczych narzędzi do kształtowania wyrobów z blach. Problemy, które zgłasza przemysł dotyczą opracowania technologii produkcji wybranych wyrobów oraz nierzadko są próbą otrzymania odpowiedzi na pytania stawiane przez przedsiębiorstwa krajowe - czy dany wyrób da się ukształtować metodami obróbki plastycznej blach i jakiego rodzaju nakładów (finansowych, rzeczowych) będzie to wymagało. Przy opracowaniu projektu zawierającego opis technologii, Zakład Tłoczenia Instytutu Obróbki Plastycznej często posługuje się programami komputerowymi do symulacji technologii obróbki plastycznej blach. Poza niezbędną wiedzą i doświadczeniem w zakresie obróbki plastycznej, wymagana jest umiejętność posługiwania się programami komputerowych do symulacji w stopniu pozwalającym maksymalnie odzwierciedlić warunki panujące w rzeczywistości. Istotne parametry procesu (np. temperatury, siły, ciśnienia, współczynniki tarcia) naleŝy wprowadzić do programu przed symulacją, co wymaga doświadczenia i pełnego rozumienia mechanizmów danego procesu. RównieŜ przed obliczeniami naleŝy opracować modele przestrzenne wirtualnych narzędzi słu- Ŝących do realizacji procesów technologicznych. to industrial design, marketing, and advertisement are of great significance. The sheet metal forming is one such field of science and technology that fully enables the realization of audacious products, characterized by strictly specified conditions, such as: utilitarian properties (e.g. tensile strength, fatigue strength, hardness, impact resistance, corrosion resistance, etc.) but also by complex product shapes. It can therefore be acknowledged, that in the light of the continuous perfection of technological processes and the gaining of new knowledge about the processes taking place during metal forming, imagination is slowly becoming the only limiting factor. The Metal Forming Institute in Poznan has, for nearly 65 years, conducted studies for the needs of national industry. Numerous implementations, also in recent years, are the result of continuous adaptation of the research and implementation offer to the needs of industrial partners. Every year, the Deep Drawing Department of the Metal Forming Institute receives a series of inquiries for elaboration of design documentation for machines, forming die tools, and individual tools for forming sheet products. The problems submitted by industry concern the development of production technology for selected products, and they are often an attempt to obtain an answer to questions posed by national enterprises - can a given product be formed through methods of sheet metal forming and what types of outlays (financial, material) will be required to do so. When developing a project including a description of technology, the Deep Drawing Department of the Metal Forming Institute often uses computer software to simulate technologies of sheet metal forming. Apart from the necessary knowledge and experience in the scope of metal forming, the ability to use computer software for simulation in a degree that makes it possible to reflect actual conditions as much as possible is also required. Significant process parameters (e.g. temperatures, forces, pressures, friction coefficients) are to be input into the program before simulation, which requires experience and a full understanding of the mechanisms of a given process. Also, spatial mo-
 albo bezpośrednio w programach do symulacji technologii obróbki plastycznej blach.")
 oraz programami do symulacji technologii obróbki plastycznej (DeForm v10.2, QForm 5.1.2.12210, Simufact Forming 11.0, ADINA 8.")
3 Projektowanie procesów technologicznych oraz przyrządów MoŜna to zrealizować dwojako: albo w zewnętrznych narzędziach (programach CAD- CAM-CAE, dalej CA-X) albo bezpośrednio w programach do symulacji technologii obróbki plastycznej blach. Instytut Obróbki Plastycznej dysponuje najnowocześniejszym oprogramowaniem typu CA-X (Creo 2.0, Inventor 2012, SolidWorks 2013, VISI Cad 18.0, AutoCad Mechanical 2010) oraz programami do symulacji technologii obróbki plastycznej (DeForm v10.2, QForm , Simufact Forming 11.0, ADINA 8.7), w tym do symulacji obróbki plastycznej blach (AutoForm 4.0 i PamStamp 2012). Na rys. 1 pokazano przykładowe okna programów AutoForm w wersji 3.1 oraz PamStamp dels of virtual tools for realization of technological processes must be developed before calculations can be made. This can be performed in two ways: either in external tools (CAD-CAM-CAE programs, referred to in the further part as CA-X programs) or directly in programs for simulating technologies of sheet metal forming. The Metal Forming Institute has at its disposal the most up-to-date CA-X type software (Creo 2.0, Inventor 2012, SolidWorks 2013, VISI Cad 18.0, AutoCad Mechanical 2010) and programs for simulating metal forming technologies (DeForm v10.2, QForm , Simufact Forming 11.0, ADINA 8.7), including programs for simulating sheet metal forming (AutoForm 4.0 and PamStamp 2012). Fig. 1. shows exemplary windows of the AutoForm 3.1 and PamStamp programs. Rys. 1. Przykładowe okna programów AutoForm 3.1 (a) i PamStamp (b) z liczącymi się w tle obliczeniami technologicznymi [1-3, 8] Fig. 1. Exemplary windows of the AutoForm 3.1 (left) and PamStamp (right) programs with technological calculations being carried out in the background [1-3, 8]


4 220 M. Pawlicki Zakład Tłoczenia Instytutu Obróbki Plastycznej od 2009 r. w programach AutoForm i PamStamp wykonał szereg symulacji procesów technologicznych w celu ostatecznego dopracowania projektu i przygotowania technologii lub konstrukcji narzędzia dla klienta. Zawarte w artykule wyniki dotyczą opracowania w roku 2012 technologii wytwarzania wyrobów dla pięciu polskich przedsiębiorstw. 2. CHARAKTERYSTYKA WYBRANYCH PROBLEMÓW ZGŁASZANYCH PRZEZ ZAKŁADY PRZEMYSŁOWE 2.1. Koncepcja i wykonanie osłon retorty pieca Na początku kwietnia 2012 r. w Instytucie Obróbki Plastycznej ustalono wstępnie współpracę z czołowym polskim producentem retort pieców w zakresie opracowania technologii kształtowania rowków i zwijania retort. Rysunki gotowej retorty (rys. 2) i warunki brzegowe technologii przesłano do Instytutu r. Ustalono, Ŝe materiałem na retorty będzie stal nierdzewna, Ŝaroodporna EN (AISI 316). Postanowiono proces kształtowania rowków zasymulować w programach komputerowych do obróbki plastycznej blach (pkt. 3). The Deep Drawing Department of the Metal Forming Institute has, since 2009, used the AutoForm and PamStamp software to perform a series of technological process simulations for the purpose of putting finishing touches on a design and preparing technologies or tool designs for clients. The results contained in the article concern the development of production technologies for five Polish enterprises in the year CHARACTERISTICS OF SELECTED PROBLEMS SUBMITTED BY INDUS- TRIAL ESTABLISHMENTS 2.1. Concept and execution of furnace retort screens At the beginning of April 2012, preliminary establishments were made for cooperation with a leading Polish manufacturer of furnace retorts in the scope of development of technologies for forming grooves and winding retorts. Drawings of the ready retort (fig. 2) and boundary conditions for the technology were submitted to the Institute on It was established that the material used to make the retorts will be EN (AISI 316) heatresistant stainless steel. It was decided to simulate the groove forming process in computer software for sheet metal forming (point 3). Rys. 2. Rysunki gotowej retorty: udostępniony przez klienta (po lewej) i półfabrykat po ukształtowaniu przekrój blaszany (po prawej), wyjściowa grubość blachy 6 mm Fig. 2. Drawings of the ready retort (left, made available by the client) and semi-product after forming (right, sheet cross-section), initial sheet thickness 6 mm
5 Projektowanie procesów technologicznych oraz przyrządów Kształtowanie stoŝków ze stali Ŝaroodpornej Zgłoszony przez zakład problem, dotyczył kształtowania stoŝków (rys. 3) ze stali nierdzewnej, Ŝaroodpornej EN (AISI 321). Postanowiono opracować wstępną technologię wyoblania (którą pominięto w tym artykule) oraz alternatywną technologię kilkuoperacyjnego tłoczenia [1]. Technologię kilkuoperacyjnego tłoczenia zaprojektowano w oparciu o wyniki symulacji komputerowych (pkt. 3), a opracowaną technologię wyoblania sprawdzono w próbach technologicznych na stanowisku badawczym. a) 2.2. Forming cones from heat-resistant steel One problem submitted by an establishment concerned the forming of cones (fig. 3) from EN (AISI 321) heat resistant stainless steel. It was decided to develop preliminary spinning technology (which has been omitted in this article) and an alternative technology of multi-operational drawing [1]. The multi-operational drawing technology was designed on the basis of computer simulation results (point 3), and the developed spinning technology was verified in technological tests at a testing station. b) Rys. 3. StoŜek ze stali nierdzewnej będący przedmiotem współpracy Instytutu Obróbki Plastycznej z zakładem przemysłowym, gdzie: a) rysunek konstrukcyjny, b) wizualizacja przestrzenna, wyjściowa grubość ścianki 2 mm Fig. 3. The cone made from stainless steel that was the object of cooperation of the Metal Forming Institute with an industrial establishment, where: a) design drawing, b) spatial visualization, initial wall thickness 2 mm
 wytypowano technologię tłoczenia i tłoczenia hydromechanicznego.")
6 222 M. Pawlicki 2.3. Tłoczenie elementów palet 2.3. Drawing of pallet elements Kolejne zagadnienie technologiczne dotyczyło wykonania dwóch rodzajów elementów stalowych do palet (rys. 4). Ze względu na du- Ŝy rozmiar produkcji ( szt. kaŝdego rodzaju na miesiąc) wytypowano technologię tłoczenia i tłoczenia hydromechanicznego. MoŜliwość wytwarzania wyrobów w procesie konwencjonalnego tłoczenia sprawdzono w programach do symulacji technologii obróbki plastycznej blach. Głównym problemem, w procesie tłoczenia, było określenie, czy tak głęboka wytłoczka moŝe być wykonana w jednej operacji, czy teŝ niezbędne będzie zastosowanie metody tłoczenia hydromechanicznego. W wyniku symulacji (pkt. 3) określono, Ŝe dzięki odpowiednio ukształtowanym narzędziom wyrób moŝe być wykonany klasycznymi metodami tłoczenia. Another technological problem concerned the production of two types of steel elements for pallets (fig. 4). Due to the large scale of production (10,000 pcs. of each type per month), drawing and hydromechanical drawing technology was selected. The possibility of producing products in the process of conventional drawing was verified in programs for simulation of sheet metal forming technology. The main problem in the drawing process was to determine if such a deep drawpiece could be made in one operation or if it is necessary to apply a hydromechanical drawing method. As a result of simulation (pt. 3) it was determined, that by means of appropriately shaped tools, the product can be produced using conventional drawing methods. a) b) Rys. 4. Element stalowy do palet, gdzie: a) rysunek konstrukcyjny, b) wizualizacja przestrzenna Fig. 4. Steel pallet element, where: a) design drawing, b) spatial visualization
 do mieszków spręŝystych")
7 Projektowanie procesów technologicznych oraz przyrządów Wykonanie części dla motoryzacji Producent części do przemysłu motoryzacyjnego prowadził z Instytutem rozmowy dotyczące opracowania projektu wykonania złączki (pierścienia) do mieszków spręŝystych układów wydechowych w samochodach rys. 5. Materiałem na złączkę jest stal nierdzewna w gatunku EN (AISI 304). Zaproponowano technologię kilkuoperacyjnego tłoczenia, wykrawania i okrawania (pkt. 3) Production of parts of the motorization industry A manufacturer of parts for the motorization industry held talks with the Institute concerning the development of a design for production of a coupling (ring ) for flexible bellows of exhaust systems in automobiles fig. 5. The material of the coupling was EN (AISI 304) grade stainless steel. Technology of multi-operational drawing, cutting, and trimming was proposed (pt. 3). a) b) Rys. 5. Pierścień do mieszków spręŝystych układów wydechowych aut, gdzie: a) rysunek konstrukcyjny, b) przekrój wizualizacji przestrzennej Fig. 5. Ring for flexible bellows of car exhaust systems, where: a) design drawing, b) cross-section of spatial visualization
 rysunek z wymiarami oraz wizualizacja przestrzenna, b) zdjęcie gotowego wyrobu udostępnione przez klienta, grubość ścianki 0,6 mm Fig. 6.")

8 224 M. Pawlicki a) b) Rys. 6. Wytłoczka kolano po spawaniu, gdzie: a) rysunek z wymiarami oraz wizualizacja przestrzenna, b) zdjęcie gotowego wyrobu udostępnione przez klienta, grubość ścianki 0,6 mm Fig. 6. Drawpiece elbow after welding, where: a) drawing with dimensions and spatial visualization, b) photograph of the ready product made available by the client, wall thickness 0.6 mm 2.5. Tłoczenie półkolan Przedsiębiorstwo z OŜarowa Mazowieckiego to firma współpracująca z Instytutem Obróbki Plastycznej od kilku lat w róŝnych projektach. W 2010 r. wdroŝono w OŜarowie wyoblarkę MWS-700 wyprodukowaną przez Zakład Tłoczenia Instytutu. Realizowane razem przedsięwzięcia są więc wpisane we wzajemne relacje obu podmiotów. Nie dziwi zatem fakt, Ŝe przedsiębiorstwo z Mazowsza skierowało r. prośbę o współpracę dotyczącą technologii i konstrukcji oprzyrządowania do produkcji kolan wentylacyjnych (rys. 6). Wśród znanych technologii gięcia rur moŝna wymienić np. gięcie rury na trzpieniu, przepychanie lub kształtowanie metodami tłoczenia oraz spawanie z dwóch połówek Drawing of elbows The enterprise from OŜarów Mazowiecki is a company that has been cooperating with the Metal Forming Institute for several years on various projects. In 2010, the MWS-700 spinning lathe, produced by the Deep Drawing Department of the Institute was implemented in OŜarów. The jointly realized undertakings are therefore inscribed in the mutual relations of both entities. Is therefore not surprising, that on , the enterprise from Mazowsze submitted a request for cooperation concerning the technology and design of apparatus for production of ventilation elbows (fig. 6). Among known pipe bending technologies, pipe bending on a mandrel, push broaching or forming through drawing methods, as well as welding of two halves can be listed.
.")
9 Projektowanie procesów technologicznych oraz przyrządów Ukształtowanie pierścienia do mocowania uszczelki moŝna zrealizować np. metodą Ŝłobienia na Ŝłobiarce uniwersalnej (z wymiennymi rolkami). Podjęto symulację procesu tłoczenia zarówno dla wariantu przyrządu dla pojedynczego półkolana, jak i przyrządu jednoczesnego dla dwóch półkolan w jednym zabiegu (pkt 3). Forming of the ring for fastening of the seal can be realized by means of e.g. the grooving method on a universal grooving machine (with replaceable rollers). Simulation of the drawing process was performed for the drawing tolls variant for a single semi-elbow as well as for a simultaneous drawing tools for two semielbows in one procedure (pt. 3). 3. OPRACOWANIE PROCESÓW TECH- NOLOGICZNYCH DLA PRZEMYSŁU 3.1. Kształtowanie rowków retort Kształtowanie rowków opracowano początkowo bez zwijania dla płaskich arkuszy blachy o grubości 6 mm, a następnie przewidziano zwijanie. Alternatywna technologia moŝe być realizowana na profilarkach, przy uŝyciu zwijarki i profilarki, które posiadał w ofercie Zakład Walcowania Instytutu. Do realizacji prób symulacyjnych zaprojektowano narzędzia w postaci rolki kształtującej (rys. 7) oraz wzornika rowkowego (rys. 8) w programie ProEngineer v5.0 [7]. Wirtualny dociskacz wygenerowano z geometrii wzornika. Parametry technologiczne procesu zawarto w tablicy DEVELOPMENT OF TECHNOLOGI- CAL PROCESSES FOR INDUSTRY 3.1. Forming retort grooves Forming of grooves was initially developed without winding for flat sheets of a thickness of 6 mm, with winding being provided afterwards. An alternative technology can be realized using roll formers with the application of a winding machine and roll former, which the Rolling Department of the Institute possessed in its offer. For the purpose of simulation tests, tools in the form of a forming roller (fig. 7) and groove mandrel (fig. 8) were designed in the ProEngineer v5.0 [7] program. A virtual blankholder was generated from the geometry of the mandrel. Technological process parameters have been listed in table 1. Rys. 7. Rolka kształtująca rowek w arkuszu blachy przeznaczonym na pobocznicę retorty, program AutoForm, średnica rolki 30 mm Fig. 7. Roller for groove forming in the sheet that was used for the retort side surface, AutoForm program, roller diameter - 30 mm

10 226 M. Pawlicki Rys. 8. Wzornik rowkowy do prób kształtowania pobocznic retort, 19 rowków średnica rowka - 45 mm. Geometria rowka wynika z wymiaru rolki i grubości blachy oraz uwzględnia odspręŝynowanie blachy Fig. 8. Groove mandrel for forming tests of retort side surfaces, 19 grooves - groove diameter - 45 mm. Groove geometry results from the dimensions of the roller and the thickness of the sheet and accounts for sheet springback Parametr/program Parameter/program Tablica 1. Parametry technologiczne ustalone na podstawie symulacji Table 1. Technological parameters determined on the basis of simulations Współczynnik tarcia (fenomenologiczny) Friction coefficient (phenomenological) Siła dociskacza Blankholder force [kn] Prędkość posuwowa rolki Roller feed rate [mm/min] Prędkość obrotowa rolki [obr./min] Roller rotational speed [rpm] AutoForm 0* * PamStamp 0, * W programie AutoForm niemoŝliwy jest do zrealizowania ruch obrotowy narzędzia za wyjątkiem procesów rollhemming u i pokrewnych, stąd przyjęto dla rolki kształtującej brak obrotów i zerowy współczynnik tarcia. Takie postępowanie daje zbliŝone wyniki do zastosowania obrotów narzędzi i niskiego współczynnika tarcia w procesie wyoblania, stąd analogicznie przyjęto ww. parametr. Narzędzia wirtualne wybrano jako sztywne, nieodkształcalne. Siatka elementów skończonych narzędzi zbudowana została na elementach powłokowych prostokąt o wymiarach 30x30 mm (z potrójnym zagęszczeniem na promieniach) w programie PamStamp, trójkąt prostokątny 30x50 mm (z poczwórnym zagęszczaniem na promieniach) w programie AutoForm. Materiał wirtualny został wczytany z baz danych materiałów wirtualnych wbudowanych w oba programy (rys. 9). Kierunek walcowania blachy przyjęto w obu programach jako ortogonalny do kierunku posuwu rolki kształtującej. Jako wyjściową siatkę dla blachy (o wymiarach 2x2,8 m) przyjęto elementy trójkątne (trójkąt równoboczny o boku 80 mm) z poczwórnym remesh em (AutoForm) oraz elementy prostokątne o boku 20x25 mm z czterokrotnym remesh em (PamStamp). Virtual tools were selected as rigid and non-deformable. The finite element mesh was generated on shell elements a 30x30 mm rectangle (with triple concentration on radii) in the PamStamp program, a 30x50 mm right triangle (with quadruple concentration on radii) in the AutoForm program. The virtual material was read from the database of virtual materials incorporated in both programs (fig. 9). The sheet rolling direction was accepted as orthogonal to the advance rate of the forming roller in both programs. Triangular elements (right triangle with a side of 80 mm) with quadruple remeshing (AutoForm) and rectangular elements with sides of 20x25 mm with quadruple remeshing (PamStamp) were accepted as the initial mesh for the sheet (with dimensions of 2x2.8 m).

![interpretacji powyŝszych danych opisano w [4]) Fig. 9.](/docs-images/88/114878682/images/11-1.jpg "Virtual material read from the database of the AutoForm program; the following are visible: hardening curve, forming limit curve, material constants, anisotropy coefficients")
![(the method of interpretation of the above data has been described in [4]) Rys. 10.](/docs-images/88/114878682/images/11-2.jpg "Wynik kształtowania rowków retort w programie PamStamp (wizualizacja odkształcenia plastycznego fragmentu blachy wyliczanego wg [5]) Fig. 10.")
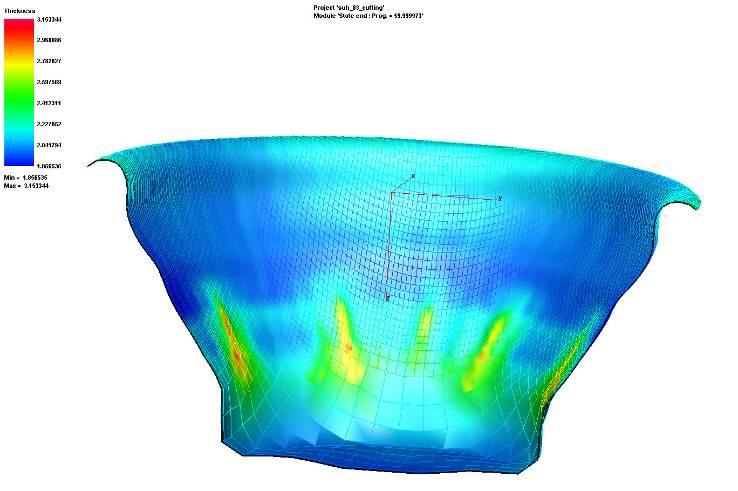
11 Projektowanie procesów technologicznych oraz przyrządów Rys. 9. Materiał wirtualny wczytany z bazy programu AutoForm; widoczne są: krzywa umocnienia, graniczna krzywa tłoczenia, stałe materiałowe, współczynniki anizotropii (sposób interpretacji powyŝszych danych opisano w [4]) Fig. 9. Virtual material read from the database of the AutoForm program; the following are visible: hardening curve, forming limit curve, material constants, anisotropy coefficients (the method of interpretation of the above data has been described in [4]) Rys. 10. Wynik kształtowania rowków retort w programie PamStamp (wizualizacja odkształcenia plastycznego fragmentu blachy wyliczanego wg [5]) Fig. 10. The result of forming retort grooves in the PamStamp program (visualization of plastic strain of a sheet fragment calculated according to [5]) Rys. 11. Wynik kształtowania rowków retort w programie AutoForm (wizualizacja grubości fragmentu blachy) Fig. 11. Result of forming retort grooves in the AutoForm program (visualization of the thickness of a sheet fragment)
12 228 M. Pawlicki Sposób budowania siatek i wczytywania parametrów materiałowych z baz danych opisano w pozycji [4]. Wyniki w postaci wirtualnie ukształtowanych rowków podano na rys Kształtowanie stoŝków Alternatywa dla technologii wyoblania, która wymaga specjalnej maszyny, jaką jest wyoblarka, to kształtowanie stoŝków w przyrządach (tłocznikach). Na potrzeby przedsiębiorstwa zaplanowano cztery operacje kształtowania stoŝka wg [1]. Przykładowe tłoczniki wirtualne do kaŝdej z operacji pokazano na rys. 12. Narzędzia wirtualne zaprojektowano w programie ProEngineer v5.0. Parametry technologiczne procesu przedstawiono w tablicy 2. Narzędzia wirtualne przyjęto jako sztywne, nieodkształcalne. Siatka elementów skończonych narzędzi zbudowana została na elementach powłokowych prostokącie w programie PamStamp, trójkącie prostokątnym w programie AutoForm. Materiał wirtualny (stal ) został wczytany z baz danych materiałów wirtualnych wbudowanych w oba programy (analogicznie jak w 3.1). Kierunek walcowania blachy przyjęty w obu programach pokazano na rys. 13. Średnicę krąŝka materiału wyjściowego równą Ø = 350 mm obliczono wg zasady stałej objętości, z uwzględnieniem współczynnika zmiany grubości równego 10%. Jako wyjściową siatkę dla blachy przyjęto elementy trójkątne (trójkąt równoboczny o boku 22,5 mm) z potrójnym remesh em (AutoForm) oraz elementy kwadratowe o boku 10 mm z trzykrotnym remesh em (PamStamp). Wyniki w postaci wirtualnie ukształtowanych stoŝków w poszczególnych operacjach pokazano na rys. 14, a siły tłoczenia (na stemplu) na rys. 15. Brak narzędzi do okrawania wynika ze specyfiki programów do symulacji obróbki plastycznej blach procesy cięcia definiuje się jedynie w postaci krzywych przestrzennych i określenia sposobu działania narzędzi tnących. The method of mesh generation and reading of material parameters from databases has been described in item [4]. Results in the form of virtually formed grooves have been given on fig Cone forming An alternative to the technology of spinning, which requires the use of a special machine, which is the spinning lathe, is the forming of cones in drawing tools (dies). For the needs of the enterprise, four cone forming operations were planned according to [1]. Exemplary virtual dies for each operation have been shown on fig. 12. Virtual tools were designed in the ProEngineer v5.0 program. Technological process parameters have been presented in table 2. Virtual tools were accepted as rigid and non-deformable. The finite element mesh of tools was generated on shell elements a rectangle in the PamStamp program and a right triangle in the AutoForm program. The virtual material ( grade steel) was read from the virtual material database incorporated into both programs (analogously as in 3.1). The sheet rolling direction that was accepted in both programs has been shown on fig. 13. The diameter of the initial material disk, equal to Ø = 350 mm, was calculated according to the constant volume principle, with consideration of a thickness change coefficient equal to 10%. Triangular elements (right triangle with a side of 22.5 mm) with triple remeshing (AutoForm) and rectangular elements with a side of 10 mm with triple remeshing (PamStamp) were accepted as the initial mesh for the sheet. Results in the form of virtually shaped cones for individual operations have been shown on fig. 14, and the drawing forces (on the punch) on fig. 15. The lack of trimming tools results from the nature of the programs for simulation of sheet metal forming cutting processes are only defined as spatial curves and definitions of the method of action of cutting tools.
, materiał kształtowany (2), matryca (3), dodatkowo na rys.")
![a) widoczny dociskacz (4) pierścień nad materiałem kształtowanym [6], gdzie: operacja a) tłoczenie z poduszką, operacje b), c), przetłaczanie z okrawaniem kołnierza,](/docs-images/88/114878682/images/13-1.jpg "operacja d) dotłaczanie z okrawaniem kołnierza. Rysunki a), c) z programu AutoForm, b), d) z programu PamStamp Fig. 12.")
 visible blankholder (4) ring over the formed material [6], where: operation a) drawing with pad, operations b), c), redrawing with flange trimming, operation d) sizing")

13 Projektowanie procesów technologicznych oraz przyrządów a) b) c) d) Rys. 12. Przykładowe wirtualne tłoczniki do kształtowania stoŝka w czterech operacjach, stempel (1), materiał kształtowany (2), matryca (3), dodatkowo na rys. a) widoczny dociskacz (4) pierścień nad materiałem kształtowanym [6], gdzie: operacja a) tłoczenie z poduszką, operacje b), c), przetłaczanie z okrawaniem kołnierza, operacja d) dotłaczanie z okrawaniem kołnierza. Rysunki a), c) z programu AutoForm, b), d) z programu PamStamp Fig. 12. Exemplary virtual dies for cone forming in four operations, punch (1), formed material (2), die (3), additionally on fig. a) visible blankholder (4) ring over the formed material [6], where: operation a) drawing with pad, operations b), c), redrawing with flange trimming, operation d) sizing with flange trimming. Drawings a), c) from the AutoForm program, b), d) from the PamStamp program Tablica 2. Parametry technologiczne określone na podstawie symulacji w programach AutoForm i PamStamp Table 2. Technological parameters determined on the basis of simulations in the AutoForm and PamStamp programs Parametr/program Współczynnik tarcia (fenomenologiczny) Siła dociskacza Blankholder force [kn] Prędkość posuwowa stempla Punch feed rate [mm/s] Parameter/program Friction coefficient (phenomenological) AutoForm 0, PamStamp 0,
,")
,")
14 230 M. Pawlicki a) Rys. 13. Kierunek walcowania przyjęto jako zgodny z kierunkiem osi Y w płaszczyźnie blachy (strzałka), a) materiał wyjściowy z programu PamStamp, b) z programu AutoForm Fig. 13. The rolling direction was accepted along the direction of Y axis in the sheet plane (arrow), a) initial material from the PamStamp program, b) from the AutoForm program b) a) b)

15 Projektowanie procesów technologicznych oraz przyrządów c) d) e) f)
 pocienienia (PamStamp) i b) odkształcenia plastyczne (AutoForm) po pierwszej operacji (tłoczenie z poduszką), c) napręŝenia styczne")

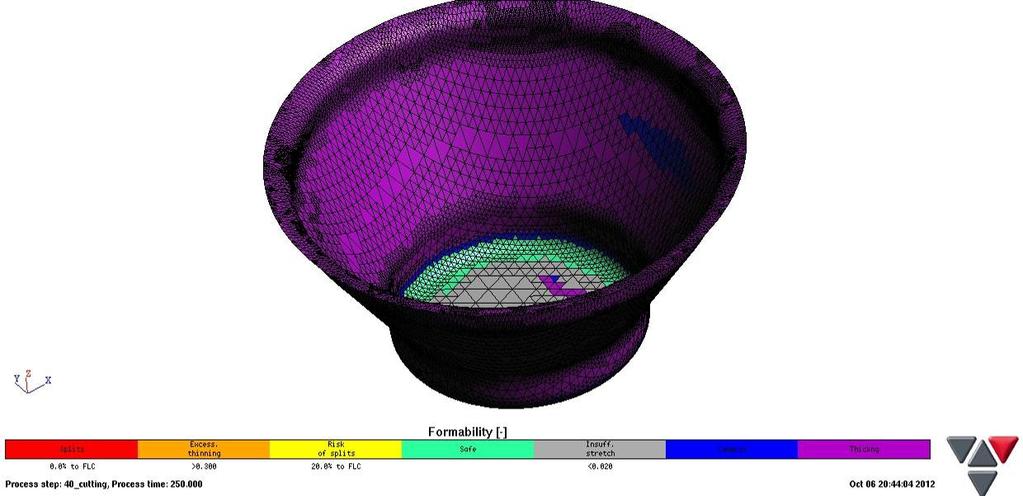
16 232 M. Pawlicki g) h) Rys. 14. Wizualizacje wytłoczek po poszczególnych operacjach, gdzie: a) pocienienia (PamStamp) i b) odkształcenia plastyczne (AutoForm) po pierwszej operacji (tłoczenie z poduszką), c) napręŝenia styczne (PamStamp) i d) odkształcenia główne (AutoForm) po drugiej operacji (przetłaczanie z okrawaniem kołnierza), e) grubość ścianki (PamStamp) i f) odkształcalność (AutoForm, 1 zerwania, 2 strefy nadmiernych pocienień, 3 strefy z ryzykiem zerwania, 4 strefy bezpieczne, 5 strefy niedostatecznych odkształceń z ryzykiem wystąpienia zjawiska Lüdersa, 6 strefy podlegające ściskaniu, 7 strefy pogrubione lub o grubości bliskiej wyjściowej) po trzeciej operacji (przetłaczanie z okrawaniem kołnierza), g), h) końcowe stoŝki wirtualne z wizualizacją grubości ścianki w programach PamStamp i AutoForm (dotłaczanie z okrawaniem kołnierza) Fig. 14. Visualizations of drawpieces after individual operations, where: a) thinning (PamStamp) and b) plastic strain (AutoForm) after the first operation (drawing with pad), c) shear stresses (PamStamp) and d) normal strains (AutoForm) after the second operation (redrawing with flange trimming), e) wall thickness (PamStamp) and f) formability (AutoForm, 1 - splits, 2 - areas of excessive thinning, 3 - areas at risk of spliting, 4 - safe areas, 5 - areas of insufficient strain at risk of occurrence of the Lüders phenomenon, 6 - areas subject to compression, 7 - thickened areas or with a thickness similar to the initial thickness) after the third operation (redrawing with flange trimming), g), h) final virtual cones with visualization of wall thickness in the PamStamp and AutoForm programs (sizing with flange trimming)
17 Projektowanie procesów technologicznych oraz przyrządów I II III IV Rys. 15. Siły tłoczenia w poszczególnych operacjach, na osi rzędnych siła [kn], na osi odciętych czas [s] 1-4 operacje (AutoForm), I-IV operacje (PamStamp) Fig. 15. Drawing forces during individual operations, force on the ordinate axis [kn], time on the abscissa axis [s] 1-4 operations (AutoForm), I-IV operations (PamStamp) 3.3. Tłoczenie elementów stalowych do palet Symulację kształtowania elementów stalowych do palet wykonano w programie AutoForm. Zaprojektowano wirtualne narzędzia w programie ProEngineer v5.0 (rys. 16). Wymiary wykrojki pokazano na rys. 17 (kształt zbliŝony do eliptycznego). Podczas prób stwierdzono, Ŝe wytłoczkę moŝna wykonać w tłoczniku posobnym (zabiegi: 1. tłoczenia, 2. wykrawania otworu w denku i 3. okrawania kołnierza). Parametry kształtowania współczynnik tarcia 0,15, siła dociskacza 10 kn, prędkość przesuwu stempla 65 mm/min. Materiał wirtualny (stal S235) został wczytany z bazy danych materiałów wirtualnych wbudowanej w program (analogicznie jak w 3.1.). Kierunek walcowania blachy przyjęty w symulacji pokazano na rys. 17. Jako wyjściową siatkę dla blachy przyjęto elementy trójkątne (trójkąt równoboczny o boku 16 mm) z potrójnym remesh em. Wyniki w postaci wirtualnie ukształtowanego elementu zawarto na rys. 18. Siłę tłoczenia pokazano na rys Drawing of steel pallet elements Simulations of forming of steel pallet elements were conducted in the AutoForm program. Virtual tools were designed in the ProEngineer v5.0 program (fig. 16). The dimensions of the blank have been shown on fig. 17 (the shape is approximately elliptical). During tests, it was stated that the drawpiece can be made in a tandem die (procedures: 1. drawing, 2. cutting of a hole in the bottom and 3. flange trimming). Forming parameters friction coefficient 0.15, blankholder force 10 kn, punch feed rate 65 mm/min. The virtual material (S235 grade steel) was read from the virtual material database incorporated into the program (analogously as in 3.1). The sheet rolling direction that was accepted in simulations has been shown on fig. 17. Triangular elements (equilateral triangle with a side of 16 mm) with triple remeshing were accepted as the initial mesh for the sheet. Results in the form of the virtually formed element have been given on fig. 18. The drawing force has been shown on fig. 19.



18 234 M. Pawlicki Rys. 16. Wirtualne narzędzia uŝyte w symulacji kształtowania elementów do palet, 1 stempel, 2 matryca, 3 na matrycy (ze szczeliną przeznaczoną na wirtualną blachę) spoczywa dociskacz Fig. 16. Virtual tools used in the simulation of forming pallet elements, 1 stamp, 2 die, 3 blankholder resting on the die (with a groove for the virtual sheet) Rys. 17. Wirtualna wykrojka do symulacji kształtowania elementów palet, wymiary na rysunku: wzdłuŝny 184,3 mm, poprzeczny 172,6 mm. Kierunek walcowania przyjęto jako zgodny z kierunkiem pomiaru poprzecznego Fig. 17. Virtual blank for simulation of forming of pallet elements, dimensions on the drawing: longitudinal mm, transverse mm. Rolling direction accepted along the direction of the transverse measurement a)
19 Projektowanie procesów technologicznych oraz przyrządów b) Rys. 18. Wirtualny element do palet, gdzie: a) wizualizacja grubości po zabiegu tłoczenia, b) wizualizacja odkształceń plastycznych po zabiegach wykrawania otworu w dnie i okrawania kołnierza Fig. 18. Virtual pallet element, where: a) visualization of thickness after the drawing procedure, b) visualization of plastic strain after the procedures of hole punching in the bottom and flange trimming Rys. 19. Siła tłoczenia w procesie kształtowania elementu do palet, na osi rzędnych siła [kn], na osi odciętych czas [s] Fig. 19. Drawing force in the process of forming of pallet element, force on the ordinate axis [kn], time on the abscissa axis [s] 3.4. Kształtowanie złączki do mieszków spręŝystych układów wydechowych Z uwagi na specyfikę kształtu i pełnionych funkcji przez złączkę mieszków spręŝystych zaplanowano cztery operacje. Operacja pierwsza (tłoczenie) i druga (przetłaczanie części materiału kształtowanego) mogą być realizowane w osobnych przyrządach lub w przyrządzie posobnym. Warto wyjaśnić, Ŝe technologia zwijania blachy uprzednio ukształtowanej (np. na Ŝłobiarce) i zgrzewania, bądź spawania, nie moŝe być rozpatrywana ze względu na niewielką odchyłkę kołowości wyrobu Forming of the coupling for flexible bellows of exhaust systems Due to the nature of the shape and the functions fulfilled by the coupling of flexible bellows, four operations were planned. The first operation (drawing) and the second (redrawing of parts of the formed material) can be realized on separate tools or in a tandem die tools. It is worth clarifying, that technology of winding a sheet that has already been formed (e.g. on a grooving machine) and pressure welding, or welding, cannot be considered due to the small deviation of the circularity of the product.

20 236 M. Pawlicki Poza tym operacja okrawania pobocznicy na wysokość oraz wykrawania otworu w dnie teoretycznie moŝe być wykonana w jednym przyrządzie, ale ze względu na jego skomplikowanie (pół-stemple okrawające i stempel wykrawający otwór posiadałyby napęd klinowy od suwaka prasy moŝliwe zacięcia wykrojnika na skutek zabrudzenia) zaplanowano dwa osobne przyrządy i dwie osobne operacje. Istotny z punktu widzenia technologicznego, jest fakt, Ŝe przy płytkim przetłoczeniu (głębokość w stosunku do średnicy wyrobu stosunkowo niewielka) nie ma potrzeby wprowadzania operacji wywijania (konieczne są wówczas jeszcze 3 zabiegi: nabieranie materiału, kształtowanie wstępne i ostateczne). Symulację kształtowania złączek wykonano w programie AutoForm przy następujących parametrach kształtowania: współczynnik tarcia 0,15, siła dociskacza 45 kn, prędkość przesuwu stempla 65 mm/min. Materiał wirtualny (stal ) został wczytany z bazy danych materiałów wirtualnych wbudowanej w program (analogicznie jak w 3.1). Kierunek walcowania blachy przyjęto analogicznie jak w przypadku 3.2. Średnicę krąŝka wyjściowego wyliczono na równą Ø = 100 mm. Jako wyjściową siatkę dla blachy przyjęto elementy trójkątne (trójkąt równoboczny o boku 10 mm) z potrójnym remesh em. Narzędzia wirtualne (rys. 20) zaprojektowano w programie ProEngineer v5.0. Wyniki kształtowania pokazano na rys. 21, a siły w procesie na rys. 22. Besides this, the operation of trimming the height of the side surface and punching of a hole in the bottom can theoretically be performed on one tool, but due to its complexity (trimming semi-punches and the punch for punching the hole would have to have a V-belt drive from the press slider - possible jamming of the punching die as a result of dirt), two separate drawing tools and two separate operations were planned. A fact that is significant from a technological perspective is that for a shallow redrawing (the depth relative to the product diameter is small), there is no need to introduce the flanging operation (this operation creates the necessity of 3 additional operations: gathering of material, initial, and final forming). The simulation of forming couplings was performed in the AutoForm program with the following forming parameters: friction coefficient 0.15, blankholder force 45 kn, punch feed rate 65 mm/min. The virtual material ( grade steel) was read from the virtual material database incorporated into the program (analogously as in 3.1). The sheet rolling direction was accepted analogously as in the case of 3.2. The diameter of the input disk was calculated to be equal to Ø=100 mm. Triangular elements (equilateral triangle with a side of 10 mm) with triple remeshing were accepted as the initial mesh for the sheet. Virtual tools (fig. 20) were designed in the ProEngineer v5.0 program. The results of forming have been shown on fig. 21, and the forces in the process on fig. 22. a) b) Rys. 20. Narzędzia wirtualne: a) operacja pierwsza, b) operacja druga; 1 stempel, 2 matryca, 3 dociskacz (pierścień nad matrycą) Fig. 20. Virtual tools: a) first operation, b) second operation; 1 punch, 2 die, 3 blankholder (ring over the die)
 grubość ścianki po operacji tłoczenia, b) odkształcenia plastyczne po operacji przetłaczania i c) napręŝenia główne po operacjach okrawania i wykrawania otworu w dnie Fig.")
21 Projektowanie procesów technologicznych oraz przyrządów a) b) c) Rys. 21. Wirtualna złączka, gdzie: a) grubość ścianki po operacji tłoczenia, b) odkształcenia plastyczne po operacji przetłaczania i c) napręŝenia główne po operacjach okrawania i wykrawania otworu w dnie Fig. 21. Virtual coupling, where: a) wall thickness after the drawing operation, b) plastic strain after the redrawing operation, and c) normal stresses after the operations of trimming and cutting of a hole in the bottom
22 238 M. Pawlicki 1 2 Rys. 22. Siły kształtowania, gdzie: 1 w pierwszej operacji tłoczenia, 2 w drugiej operacji przetłaczania; na osi rzędnych siła [kn], a na osi odciętych czas [s] Fig. 22. Forming forces, where: 1 in the first drawing operation, 2 in the second redrawing operation; force on the ordinate axis [kn] and time on the abscissa axis [s] 3.5. Tłoczenie półkolan wentylacyjnych Do produkcji półkolan wentylacyjnych wybrano technologię tłoczenia, okrawania, spawania z dwóch połówek jednego kolana i kształtowanie rowka na Ŝłobiarce (do mocowania uszczelki). Symulację kształtowania wykonano w programie AutoForm (nie mniej jednak moduł Die Designer programu PamStamp pozwala podobnie zrealizować symulację). Moduł Geometry generator programu AutoForm pokazano na rys. 23 (wraz z gotowymi wirtualnymi narzędziami do procesu tłoczenia półkolan). Ze względu na zaplanowany program produkcji, zaprojektowano wirtualny tłocznik pojedynczy i jednoczesny (w przypadku wspomnianego wyrobu podwójny). Materiał wyjściowy dla obu wariantów tłoczników pokazano na rys. 24 (wraz z przyjętym kierunkiem walcowania). Z bazy materiałów wirtualnych wczytano na potrzeby symulacji stal DX54D (analogicznie jak w 3.1). Parametry kształtowania są następujące: współczynnik tarcia 0,1, siła dociskacza 400 kn (przyrząd pojedynczy) i 600 kn (przyrząd jednoczesny), prędkość przesuwu stempla 65 mm/min. Jako wyjściową siatkę dla blachy przyjęto elementy trójkątne o boku 42,5 mm z potrójnym remesh em. Na rys. 25 pokazano przykładowe wyniki dla obu wariantów wykonania, a na rys. 26 siły tłoczenia Drawing of ventilation semi-elbows The technology of drawing, trimming, welding of one elbow from two halves, and forming of a groove on a grooving machine (for fastening of the seal) was selected for the production of ventilation semi-elbows. Simulation of forming was performed in the AutoForm program (nevertheless, the Die Designer module of the PamStamp program makes it possible to conduct a similar simulation). The Geometry generator module of the AutoForm program has been shown on fig. 23 (along with ready virtual tools for the semi-elbow drawing process). On account of the planned production program, a virtual single and tandem die was designed (in the case of the aforementioned product, a double die). The initial material for both dies has been shown on fig. 24 (along with the accepted rolling direction). DX54D grade steel was input from the virtual material base for the needs of the simulation (analogously as in the case of 3.1). Forming parameters are as follows: friction coefficient 0.1, blankholder force kn (single die) and 600 kn (tandem die), punch feed rate 65 mm/min. Triangular elements with a side of 42.5 mm with triple remeshing were accepted as the initial mesh for the sheet. Fig. 25 shows exemplary results for both variants of production, and fig. 26 shows drawing forces.




23 Projektowanie procesów technologicznych oraz przyrządów


 oraz podwójnego (3), 2 kierunek")
24 240 M. Pawlicki Rys. 23. MoŜliwości modułu Geometry generator programu AutoForm, gdzie: 1-5 etapy projektowania narzędzi, 6-7 wirtualne tłoczniki do kształtowania połówek kolana wentylacyjnego Fig. 23. The capabilities of the Geometry generator module of the AutoForm program, where: 1-5 stages of tool design, 6-7 virtual dies for forming halves of the ventilation elbow Prostokąt 1475 x 1020 mm Rys. 24. Orientacyjne wymiary wykrojek do symulacji tłoczenia z uŝyciem tłocznika pojedynczego (1) oraz podwójnego (3), 2 kierunek walcowania w stosunku do płaszczyzny blachy Fig. 24. Approximate dimensions of blanks for the drawing simulation with the use of a single die (1) and double die (3), 2 rolling direction relative to the sheet plane
 dla pojedynczego półkolana - a) i podwójnego - b) Fig. 25.")
 oraz siły okrawania (wartości dodatnie) dla tłocznika")
![pojedynczego a) i podwójnego b); na osi rzędnych siła w [kn], na osi odciętych czas [s] Fig. 26.](/docs-images/88/114878682/images/25-3.jpg "Drawing forces (negative values calculated for dies) and trimming forces (positive forces) for the a single die a)")
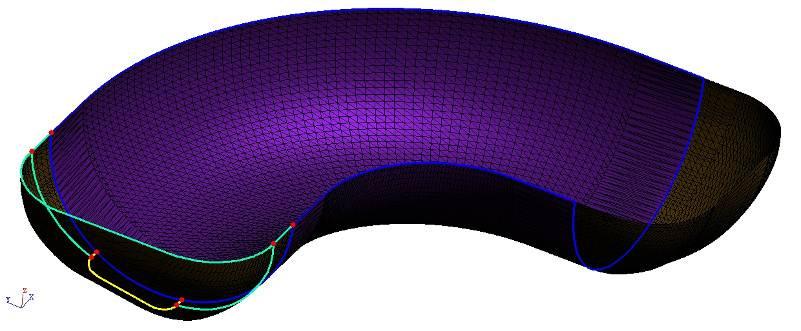
25 Projektowanie procesów technologicznych oraz przyrządów a) b) Rys. 25. Wirtualne wytłoczki (wraz z grubością ścianki) dla pojedynczego półkolana - a) i podwójnego - b) Fig. 25. Virtual drawpieces (with wall thickness) for a single semi-elbow a) and double semi-elbow b) Rys. 26. Siły tłoczenia (wartości ujemne liczone dla matryc) oraz siły okrawania (wartości dodatnie) dla tłocznika pojedynczego a) i podwójnego b); na osi rzędnych siła w [kn], na osi odciętych czas [s] Fig. 26. Drawing forces (negative values calculated for dies) and trimming forces (positive forces) for the a single die a) and double die b); force on the ordinate axis in [kn] and time on the abscissa axis [s]
26 242 M. Pawlicki 4. PODSUMOWANIE 4. CONCLUSION Da kaŝdego z przedstawionych wyrobów wynikających z potrzeb zakładów przemysłowych opracowano procesy technologiczne w parciu o wyniki symulacji. Określono przy uŝyciu programów PamStamp i AutoForm parametry kształtowania, które po skorygowaniu mogą słuŝyć jako wyjściowe do prób doświadczalnych. Na podstawie przebiegu sił moŝna wytypować maszyny do obróbki, a na podstawie wymiarów materiału wyjściowego, określić skomplikowanie i liczbę narzędzi oraz wielkość przyrządu, gabaryty stołu pras i ich skoku. W pkt. 3.1 wykazano, Ŝe nawet stal Ŝaroodporną moŝna kształtować rolką, a wyniki przykładowo minimalnej grubości blachy na dnie rowka są zadowalające i na tej podstawie moŝna wytypować maszyny (profilarkę, zwijarkę) do wykonania wyrobu. W pkt. 3.2 przedstawiono czterooperacyjne kształtowanie stoŝków. Zaprojektowano wstępnie tłoczniki, które pozwalają na podstawie wyników symulacji na poprawne wykonanie wyrobu końcowego o geometrii zgodnej z przewidywaną. Określone w wyniku symulacji w pkt. 3.3 jak i w 3.4 wytłoczki wirtualne pozwalają na otrzymanie informacji o liczbie przyrządów i ich niezbędnej dokładności. Pokazana w pkt. 3.5 metoda projektowania narzędzi wirtualnych w programach do symulacji pozwala otrzymać prawidłowe wirtualne wytłoczki zarówno dla wariantu pojedynczego, jak i podwójnego (czyli dla przyrządów do wytwarzania pojedynczej i dwóch wytłoczek w jednym zabiegu). Jak wykazano w artykule symulacje w programach AutoForm i PamStamp mogą być z powodzeniem zastosowane jako metoda wspomagająca projektowanie przyrządów i wytwarzanie wyrobów na zlecenie przedsiębiorstw przemysłowych. For each of the presented products resulting from the needs of industrial establishments, technological processes were developed on the basis of simulation results. Using the PamStamp and AutoForm programs, forming parameters were determined, which, after correction, can serve as starting parameters for experimental tests. Based on the course of forces, machines for processing can be selected, and on the basis of the dimensions of the starting material, the complexity and number of tools as well as the size of the die, dimensions of the press tables, and their pitch can be determined. In point 3.1, it was shown that even heat resistant steel can be formed using a roller, and the results for the example of a sheet of a minimum thickness at the bottom of the groove are satisfactory, and on their basis, machines for production can be selected (roll formers, winding machines). In point 3.2, four-operational forming of cones was presented. Dies were initially designed, which make it possible to correctly produce a final product with geometry in accordance with the predicted geometry on the basis of simulation results. The virtual drawpieces defined as a result of the simulations in point 3.3 and 3.4 make it possible to obtain information on the number of tools and their required accuracy. The method of designing virtual tools in simulation programs shown in point 3.5 makes it possible to obtain correct virtual drawpieces for the single variant as well as for the double variant (thus, for instruments for production of one and two drawpieces in one operation). As shown in the article, simulations in the AutoForm and PamStamp programs can be successfully applied as a method for supporting the design of tools and production of products on the order of industrial enterprises.
27 Projektowanie procesów technologicznych oraz przyrządów LITERATURA / REFERENCES [1] Romanowski W.P.: Tłoczenie na zimno. Wydawnictwa Naukowo-Techniczne, Warszawa 1964 s [2] Manual programu PamStamp, wersja elektroniczna, [3] Manual programu AutoForm, wersja elektroniczna, [4] Pawlicki M., Drenger T.: Analiza porównawcza wyników symulacji komputerowej procesów kształtowania wyrobów cienkościennych. Obróbka Plastyczna Metali 2011 t. XXII nr 1 s [5] Nowacki Ł., Pawlicki M., Polak S.: Symulacje procesu kształtowania obrotowego materiałów trudno odkształcalnych. Obróbka Plastyczna Metali 2011 t. XXII nr 3 s [6] Drenger T., Pawlicki M.: Nowoczesne systemy docisku blachy w procesie tłoczenia. Obróbka Plastyczna Metali 2011 t. XXII nr 2 s [7] Drenger T., Nowacki Ł., Gądek T., Frąckowiak S., Pawlicki M.: Kształtowanie obrotowe wyrobów z materiałów trudno odkształcalnych. Projektowanie i Konstrukcje InŜynierskie 2011 (49) t. 10 s [8] Pawlicki M.: Symulacja zuŝycia narzędzi wykorzystująca program AutoForm. Obróbka Plastyczna Metali 2012 t. XXIII nr 2, s
SYMULACJA TŁOCZENIA ZAKRYWEK KORONKOWYCH SIMULATION OF CROWN CLOSURES FORMING
 MARIUSZ DOMAGAŁA, STANISŁAW OKOŃSKI ** SYMULACJA TŁOCZENIA ZAKRYWEK KORONKOWYCH SIMULATION OF CROWN CLOSURES FORMING S t r e s z c z e n i e A b s t r a c t W artykule podjęto próbę modelowania procesu
MARIUSZ DOMAGAŁA, STANISŁAW OKOŃSKI ** SYMULACJA TŁOCZENIA ZAKRYWEK KORONKOWYCH SIMULATION OF CROWN CLOSURES FORMING S t r e s z c z e n i e A b s t r a c t W artykule podjęto próbę modelowania procesu
KOMPUTEROWE WSPOMAGANIE PROJEKTOWANIA TECHNOLOGII PROCESU TŁOCZENIA Z WYKORZYSTANIEM SYSTEMU ETA/DYNAFORM 5.8
 MARCIN HOJNY, MIROSŁAW GŁOWACKI, ANDRZEJ OPALIŃSKI, DAWID WOŹNIAK KOMPUTEROWE WSPOMAGANIE PROJEKTOWANIA TECHNOLOGII PROCESU TŁOCZENIA Z WYKORZYSTANIEM SYSTEMU ETA/DYNAFORM 5.8 COMPUTER AIDED DESIGN OF
MARCIN HOJNY, MIROSŁAW GŁOWACKI, ANDRZEJ OPALIŃSKI, DAWID WOŹNIAK KOMPUTEROWE WSPOMAGANIE PROJEKTOWANIA TECHNOLOGII PROCESU TŁOCZENIA Z WYKORZYSTANIEM SYSTEMU ETA/DYNAFORM 5.8 COMPUTER AIDED DESIGN OF
WÓJCIK Ryszard 1 KĘPCZAK Norbert 2
 WÓJCIK Ryszard 1 KĘPCZAK Norbert 2 Wykorzystanie symulacji komputerowych do określenia odkształceń otworów w korpusie przekładni walcowej wielostopniowej podczas procesu obróbki skrawaniem WSTĘP Właściwa
WÓJCIK Ryszard 1 KĘPCZAK Norbert 2 Wykorzystanie symulacji komputerowych do określenia odkształceń otworów w korpusie przekładni walcowej wielostopniowej podczas procesu obróbki skrawaniem WSTĘP Właściwa
Wpływ powłoki Al Si na proces wytwarzania i jakość zgrzewanych aluminiowanych rur stalowych
 Akademia Górniczo-Hutnicza im. Stanisława Staszica w Krakowie Wpływ powłoki Al Si na proces wytwarzania i jakość zgrzewanych aluminiowanych rur stalowych The influence of Al Si coating on the manufacturing
Akademia Górniczo-Hutnicza im. Stanisława Staszica w Krakowie Wpływ powłoki Al Si na proces wytwarzania i jakość zgrzewanych aluminiowanych rur stalowych The influence of Al Si coating on the manufacturing
ANALIZA NUMERYCZNA ZMIANY GRUBOŚCI BLACHY WYTŁOCZKI PODCZAS PROCESU TŁOCZENIA
 Paweł KAŁDUŃSKI, Łukasz BOHDAL ANALIZA NUMERYCZNA ZMIANY GRUBOŚCI BLACHY WYTŁOCZKI PODCZAS PROCESU TŁOCZENIA Streszczenie W niniejszej pracy przedstawiono wyniki symulacji komputerowej badania zmian grubości
Paweł KAŁDUŃSKI, Łukasz BOHDAL ANALIZA NUMERYCZNA ZMIANY GRUBOŚCI BLACHY WYTŁOCZKI PODCZAS PROCESU TŁOCZENIA Streszczenie W niniejszej pracy przedstawiono wyniki symulacji komputerowej badania zmian grubości
4. EKSPLOATACJA UKŁADU NAPĘD ZWROTNICOWY ROZJAZD. DEFINICJA SIŁ W UKŁADZIE Siła nastawcza Siła trzymania
 3 SPIS TREŚCI Przedmowa... 11 1. WPROWADZENIE... 13 1.1. Budowa rozjazdów kolejowych... 14 1.2. Napędy zwrotnicowe... 15 1.2.1. Napęd zwrotnicowy EEA-4... 18 1.2.2. Napęd zwrotnicowy EEA-5... 20 1.3. Współpraca
3 SPIS TREŚCI Przedmowa... 11 1. WPROWADZENIE... 13 1.1. Budowa rozjazdów kolejowych... 14 1.2. Napędy zwrotnicowe... 15 1.2.1. Napęd zwrotnicowy EEA-4... 18 1.2.2. Napęd zwrotnicowy EEA-5... 20 1.3. Współpraca
Badania procesu zgniatania obrotowego przyrostowego, wytłoczek z super stopu niklu Inconel 625 i stali nierdzewnej 0H18N9
 Obróbka Plastyczna Metali t. XXI nr 2 (2010) Procesy kształtowania wyrobów z blach Mgr inŝ. Tadeusz DRENGER, mgr inŝ. Jan WIŚNIEWSKI, doc. dr inŝ. Jerzy LISOWSKI, mgr inŝ. Tomasz GĄDEK Instytut Obróbki
Obróbka Plastyczna Metali t. XXI nr 2 (2010) Procesy kształtowania wyrobów z blach Mgr inŝ. Tadeusz DRENGER, mgr inŝ. Jan WIŚNIEWSKI, doc. dr inŝ. Jerzy LISOWSKI, mgr inŝ. Tomasz GĄDEK Instytut Obróbki
Proposal of thesis topic for mgr in. (MSE) programme in Telecommunications and Computer Science
 programme in Telecommunications and Computer Science") Proposal of thesis topic for mgr in (MSE) programme 1 Topic: Monte Carlo Method used for a prognosis of a selected technological process 2 Supervisor: Dr in Małgorzata Langer 3 Auxiliary supervisor: 4
Proposal of thesis topic for mgr in (MSE) programme 1 Topic: Monte Carlo Method used for a prognosis of a selected technological process 2 Supervisor: Dr in Małgorzata Langer 3 Auxiliary supervisor: 4
Zbiorniki ze stali nierdzewnych / Stainless steel tanks Usługi podwykonawcze / Subcontracting services
 Zbiorniki ze stali nierdzewnych / Stainless steel tanks Usługi podwykonawcze / Subcontracting services O firmie / About Faspol pojawił się na rynku w 2001 roku, poprzez wyodrębnienie z firmy Faspoma wówczas
Zbiorniki ze stali nierdzewnych / Stainless steel tanks Usługi podwykonawcze / Subcontracting services O firmie / About Faspol pojawił się na rynku w 2001 roku, poprzez wyodrębnienie z firmy Faspoma wówczas
ELEMENTY DO TŁOCZNIKÓW STEMPLE I MATRYCE
 ELEMENTY DO TŁOCZNIKÓW COMPONENTS FOR DIE SETS STEMPLE I MATRYCE PUNCHES AND DIES SUWAKI ROLKOWE I KLINOWE ROLLER CAMS AND CAM UNITS WYPYCHACZE EJECTORS MOCOWANIA I TRANSPORT CLAMPING AND LIFTING SPRĘŻYNY
ELEMENTY DO TŁOCZNIKÓW COMPONENTS FOR DIE SETS STEMPLE I MATRYCE PUNCHES AND DIES SUWAKI ROLKOWE I KLINOWE ROLLER CAMS AND CAM UNITS WYPYCHACZE EJECTORS MOCOWANIA I TRANSPORT CLAMPING AND LIFTING SPRĘŻYNY
Analiza porównawcza wyników symulacji komputerowej procesów kształtowania wyrobów cienkościennych
 Obróbka Plastyczna Metali t. XXII nr (0) Procesy kształtowania wyrobów z blach Mgr inŝ. Marek PAWLICKI, mgr inŝ. Tadeusz DRENGER Instytut Obróbki Plastycznej, Poznań e-mail: marek.pawlicki@inop.eu Analiza
Obróbka Plastyczna Metali t. XXII nr (0) Procesy kształtowania wyrobów z blach Mgr inŝ. Marek PAWLICKI, mgr inŝ. Tadeusz DRENGER Instytut Obróbki Plastycznej, Poznań e-mail: marek.pawlicki@inop.eu Analiza
Krytyczne czynniki sukcesu w zarządzaniu projektami
 Seweryn SPAŁEK Krytyczne czynniki sukcesu w zarządzaniu projektami MONOGRAFIA Wydawnictwo Politechniki Śląskiej Gliwice 2004 SPIS TREŚCI WPROWADZENIE 5 1. ZARZĄDZANIE PROJEKTAMI W ORGANIZACJI 13 1.1. Zarządzanie
Seweryn SPAŁEK Krytyczne czynniki sukcesu w zarządzaniu projektami MONOGRAFIA Wydawnictwo Politechniki Śląskiej Gliwice 2004 SPIS TREŚCI WPROWADZENIE 5 1. ZARZĄDZANIE PROJEKTAMI W ORGANIZACJI 13 1.1. Zarządzanie
EXAMPLES OF CABRI GEOMETRE II APPLICATION IN GEOMETRIC SCIENTIFIC RESEARCH
 Anna BŁACH Centre of Geometry and Engineering Graphics Silesian University of Technology in Gliwice EXAMPLES OF CABRI GEOMETRE II APPLICATION IN GEOMETRIC SCIENTIFIC RESEARCH Introduction Computer techniques
Anna BŁACH Centre of Geometry and Engineering Graphics Silesian University of Technology in Gliwice EXAMPLES OF CABRI GEOMETRE II APPLICATION IN GEOMETRIC SCIENTIFIC RESEARCH Introduction Computer techniques
The development of the technological process in an integrated computer system CAD / CAM (SerfCAM and MTS) with emphasis on their use and purpose.
 with emphasis on their use and purpose.") mgr inż. Marta Kordowska, dr inż. Wojciech Musiał; Politechnika Koszalińska, Wydział: Mechanika i Budowa Maszyn; marteczka.kordowska@vp.pl wmusiał@vp.pl Opracowanie przebiegu procesu technologicznego w
mgr inż. Marta Kordowska, dr inż. Wojciech Musiał; Politechnika Koszalińska, Wydział: Mechanika i Budowa Maszyn; marteczka.kordowska@vp.pl wmusiał@vp.pl Opracowanie przebiegu procesu technologicznego w
WPŁYW WIELKOŚCI LUZU MATRYCOWEGO W PROCESIE TŁOCZENIA NA KSZTAŁT WYTŁOCZKI Z UWZGLĘDNIENIEM PŁASKIEJ ANIZOTROPII
 Paweł KAŁDUŃSKI WPŁYW WIELKOŚCI LUZU MATRYCOWEGO W PROCESIE TŁOCZENIA NA KSZTAŁT WYTŁOCZKI Z UWZGLĘDNIENIEM PŁASKIEJ ANIZOTROPII Streszczenie W pracy przedstawiono analizę numeryczną i weryfikację eksperymentalną
Paweł KAŁDUŃSKI WPŁYW WIELKOŚCI LUZU MATRYCOWEGO W PROCESIE TŁOCZENIA NA KSZTAŁT WYTŁOCZKI Z UWZGLĘDNIENIEM PŁASKIEJ ANIZOTROPII Streszczenie W pracy przedstawiono analizę numeryczną i weryfikację eksperymentalną
INSPECTION METHODS FOR QUALITY CONTROL OF FIBRE METAL LAMINATES IN AEROSPACE COMPONENTS
 Kompozyty 11: 2 (2011) 130-135 Krzysztof Dragan 1 * Jarosław Bieniaś 2, Michał Sałaciński 1, Piotr Synaszko 1 1 Air Force Institute of Technology, Non Destructive Testing Lab., ul. ks. Bolesława 6, 01-494
Kompozyty 11: 2 (2011) 130-135 Krzysztof Dragan 1 * Jarosław Bieniaś 2, Michał Sałaciński 1, Piotr Synaszko 1 1 Air Force Institute of Technology, Non Destructive Testing Lab., ul. ks. Bolesława 6, 01-494
WENTYLATORY PROMIENIOWE SINGLE-INLET DRUM BĘBNOWE JEDNOSTRUMIENIOWE CENTRIFUGAL FAN
 WENTYLATORY PROMIENIOWE SINGLE-INLET DRUM BĘBNOWE JEDNOSTRUMIENIOWE CENTRIFUGAL FAN TYP WPB TYPE WPB Wentylatory promieniowe jednostrumieniowe bębnowe (z wirnikiem typu Single-inlet centrifugal fans (with
WENTYLATORY PROMIENIOWE SINGLE-INLET DRUM BĘBNOWE JEDNOSTRUMIENIOWE CENTRIFUGAL FAN TYP WPB TYPE WPB Wentylatory promieniowe jednostrumieniowe bębnowe (z wirnikiem typu Single-inlet centrifugal fans (with
Komputerowe modelowanie i numeryczna analiza wysokich wytłoczek kształtowanych przetłaczaniem
 Komputerowe modelowanie i numeryczna analiza wysokich wytłoczek kształtowanych przetłaczaniem Paweł Kałduński Streszczenie Z płaskiego krążka blachy możliwe jest uzyskanie wytłoczki nie wyższej niż 75-85%
Komputerowe modelowanie i numeryczna analiza wysokich wytłoczek kształtowanych przetłaczaniem Paweł Kałduński Streszczenie Z płaskiego krążka blachy możliwe jest uzyskanie wytłoczki nie wyższej niż 75-85%
INSTYTUT BUDOWY MASZYN
 1 IBM INSTYTUT BUDOWY MASZYN LABORATORIUM (z przedmiotu) TECHNIKI WYTWARZANIA Wykrawanie i tłocznictwo Temat ćwiczenia: Kucie i wyciskanie 1. Cel i zakres ćwiczenia: - poznanie procesów wykrawania i tłoczenia;
1 IBM INSTYTUT BUDOWY MASZYN LABORATORIUM (z przedmiotu) TECHNIKI WYTWARZANIA Wykrawanie i tłocznictwo Temat ćwiczenia: Kucie i wyciskanie 1. Cel i zakres ćwiczenia: - poznanie procesów wykrawania i tłoczenia;
TYRE PYROLYSIS. REDUXCO GENERAL DISTRIBUTOR :: ::
 TYRE PYROLYSIS Installation for rubber waste pyrolysis designed for processing of used tyres and plastic waste (polyethylene, polypropylene, polystyrene), where the final product could be electricity,
TYRE PYROLYSIS Installation for rubber waste pyrolysis designed for processing of used tyres and plastic waste (polyethylene, polypropylene, polystyrene), where the final product could be electricity,
S U WA K I K R Z Y W K O W E
 S U WA K I K R Z Y W K O W E CAM UNIT PRZEDSTAWIENIE PRODUKTÓW Tłoczniki do obróbki blach uległy na przestrzeni lat znacznej ewolucji. Ogólną tendencją jest łączenie licznych obróbek w mniejszej ilości
S U WA K I K R Z Y W K O W E CAM UNIT PRZEDSTAWIENIE PRODUKTÓW Tłoczniki do obróbki blach uległy na przestrzeni lat znacznej ewolucji. Ogólną tendencją jest łączenie licznych obróbek w mniejszej ilości
Modyfikacja technologii tłoczenia obudowy łożyska
 , s. 47-57 Jakub Krawczyk Politechnika Wrocławska Modyfikacja technologii tłoczenia obudowy łożyska Modification of stamping technology of the bearing case Streszczenie W pracy przedstawiono analizę i
, s. 47-57 Jakub Krawczyk Politechnika Wrocławska Modyfikacja technologii tłoczenia obudowy łożyska Modification of stamping technology of the bearing case Streszczenie W pracy przedstawiono analizę i
prasy poziome euromac bending machines
 prasy poziome 1 Każdy warsztat zajmujący się obróbką stali i miedzi może skorzystać z maszyny Digibend Czy używasz do gięcia małych, grubych elementów tradycyjnej prasy krawędziowej? Maszyna Digibend to
prasy poziome 1 Każdy warsztat zajmujący się obróbką stali i miedzi może skorzystać z maszyny Digibend Czy używasz do gięcia małych, grubych elementów tradycyjnej prasy krawędziowej? Maszyna Digibend to
W trzech niezależnych testach frezy z powłoką X tremeblue typu V803 był w każdym przypadku prawie 2 razy bardziej wydajne niż wersja niepowlekana.
 To nowa powłoka ochronna i jest znacznie lepsza jak DLC, - X-TremeBLUE jest nową aplikacją powlekania oparta na najnowszych technologiach NANO struktury. - X-TremeBLUE to powłoka o mikronowej grubości,
To nowa powłoka ochronna i jest znacznie lepsza jak DLC, - X-TremeBLUE jest nową aplikacją powlekania oparta na najnowszych technologiach NANO struktury. - X-TremeBLUE to powłoka o mikronowej grubości,
WENTYLATORY PROMIENIOWE MEDIUM-PRESSURE CENTRIFUGAL
 WENTYLATORY PROMIENIOWE MEDIUM-PRESSURE CENTRIFUGAL ŚREDNIOPRĘŻNE TYPU WSP FAN TYPE WSP Wentylatory promieniowe średnioprężne typu WSP są wysokosprawnymi wentylatorami ogólnego i specjalnego przeznaczenia.
WENTYLATORY PROMIENIOWE MEDIUM-PRESSURE CENTRIFUGAL ŚREDNIOPRĘŻNE TYPU WSP FAN TYPE WSP Wentylatory promieniowe średnioprężne typu WSP są wysokosprawnymi wentylatorami ogólnego i specjalnego przeznaczenia.
 www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
Symulacje procesu kształtowania obrotowego materiałów trudno odkształcalnych
 Obróbka Plastyczna Metali t. XXII nr 3 (2011) Procesy kształtowania wyrobów z blach Mgr inŝ. Łukasz NOWACKI, mgr inŝ. Marek PAWLICKI Instytut Obróbki Plastycznej, Poznań e-mail: nowacki@inop.poznan.pl
Obróbka Plastyczna Metali t. XXII nr 3 (2011) Procesy kształtowania wyrobów z blach Mgr inŝ. Łukasz NOWACKI, mgr inŝ. Marek PAWLICKI Instytut Obróbki Plastycznej, Poznań e-mail: nowacki@inop.poznan.pl
Zakopane, plan miasta: Skala ok. 1: = City map (Polish Edition)
") Zakopane, plan miasta: Skala ok. 1:15 000 = City map (Polish Edition) Click here if your download doesn"t start automatically Zakopane, plan miasta: Skala ok. 1:15 000 = City map (Polish Edition) Zakopane,
Zakopane, plan miasta: Skala ok. 1:15 000 = City map (Polish Edition) Click here if your download doesn"t start automatically Zakopane, plan miasta: Skala ok. 1:15 000 = City map (Polish Edition) Zakopane,
Helena Boguta, klasa 8W, rok szkolny 2018/2019
 Poniższy zbiór zadań został wykonany w ramach projektu Mazowiecki program stypendialny dla uczniów szczególnie uzdolnionych - najlepsza inwestycja w człowieka w roku szkolnym 2018/2019. Składają się na
Poniższy zbiór zadań został wykonany w ramach projektu Mazowiecki program stypendialny dla uczniów szczególnie uzdolnionych - najlepsza inwestycja w człowieka w roku szkolnym 2018/2019. Składają się na
Standardized Test Practice
 Standardized Test Practice 1. Which of the following is the length of a three-dimensional diagonal of the figure shown? a. 4.69 units b. 13.27 units c. 13.93 units 3 d. 16.25 units 8 2. Which of the following
Standardized Test Practice 1. Which of the following is the length of a three-dimensional diagonal of the figure shown? a. 4.69 units b. 13.27 units c. 13.93 units 3 d. 16.25 units 8 2. Which of the following
Updated Action Plan received from the competent authority on 4 May 2017
 1 To ensure that the internal audits are subject to Response from the GVI: independent scrutiny as required by Article 4(6) of Regulation (EC) No 882/2004. We plan to have independent scrutiny of the Recommendation
1 To ensure that the internal audits are subject to Response from the GVI: independent scrutiny as required by Article 4(6) of Regulation (EC) No 882/2004. We plan to have independent scrutiny of the Recommendation
Kształtowanie obrotowe wyrobów z blachy perforowanej
 Obróbka Plastyczna Metali Vol. XXIII Nr 2 (2012) Procesy kształtowania wyrobów z blach Mgr inŝ. Sławomir FRĄCKOWIAK, mgr inŝ. Tadeusz DRENGER, mgr inŝ. Tomasz GĄDEK, mgr inŝ. Łukasz NOWACKI Instytut Obróbki
Obróbka Plastyczna Metali Vol. XXIII Nr 2 (2012) Procesy kształtowania wyrobów z blach Mgr inŝ. Sławomir FRĄCKOWIAK, mgr inŝ. Tadeusz DRENGER, mgr inŝ. Tomasz GĄDEK, mgr inŝ. Łukasz NOWACKI Instytut Obróbki
P R A C A D Y P L O M O W A
 POLITECHNIKA POZNAŃSKA Wydział Maszyn Roboczych i Transportu P R A C A D Y P L O M O W A Autor: inż. METODA Ε-CONSTRAINTS I PRZEGLĄDU FRONTU PARETO W ZASTOSOWANIU DO ROZWIĄZYWANIA PROBLEMU OPTYMALIZACJI
POLITECHNIKA POZNAŃSKA Wydział Maszyn Roboczych i Transportu P R A C A D Y P L O M O W A Autor: inż. METODA Ε-CONSTRAINTS I PRZEGLĄDU FRONTU PARETO W ZASTOSOWANIU DO ROZWIĄZYWANIA PROBLEMU OPTYMALIZACJI
BADANIA WYTRZYMA OŒCI NA ŒCISKANIE PRÓBEK Z TWORZYWA ABS DRUKOWANYCH W TECHNOLOGII FDM
 dr in. Marek GOŒCIAÑSKI, dr in. Bart³omiej DUDZIAK Przemys³owy Instytut Maszyn Rolniczych, Poznañ e-mail: office@pimr.poznan.pl BADANIA WYTRZYMA OŒCI NA ŒCISKANIE PRÓBEK Z TWORZYWA ABS DRUKOWANYCH W TECHNOLOGII
dr in. Marek GOŒCIAÑSKI, dr in. Bart³omiej DUDZIAK Przemys³owy Instytut Maszyn Rolniczych, Poznañ e-mail: office@pimr.poznan.pl BADANIA WYTRZYMA OŒCI NA ŒCISKANIE PRÓBEK Z TWORZYWA ABS DRUKOWANYCH W TECHNOLOGII
BARIERA ANTYKONDENSACYJNA
 Skład Obróbka Parametry techniczne BARIERA ANTYKONDENSACYJNA Lama "Lama" sp. z o.o. sp. k Właściwość Metoda badania Wartość Jednostka włóknina poliestrowa + klej PSA + folia polietylenowa Samoprzylepna
Skład Obróbka Parametry techniczne BARIERA ANTYKONDENSACYJNA Lama "Lama" sp. z o.o. sp. k Właściwość Metoda badania Wartość Jednostka włóknina poliestrowa + klej PSA + folia polietylenowa Samoprzylepna
Karpacz, plan miasta 1:10 000: Panorama Karkonoszy, mapa szlakow turystycznych (Polish Edition)
") Karpacz, plan miasta 1:10 000: Panorama Karkonoszy, mapa szlakow turystycznych (Polish Edition) J Krupski Click here if your download doesn"t start automatically Karpacz, plan miasta 1:10 000: Panorama
Karpacz, plan miasta 1:10 000: Panorama Karkonoszy, mapa szlakow turystycznych (Polish Edition) J Krupski Click here if your download doesn"t start automatically Karpacz, plan miasta 1:10 000: Panorama
DM-ML, DM-FL. Auxiliary Equipment and Accessories. Damper Drives. Dimensions. Descritpion
 DM-ML, DM-FL Descritpion DM-ML and DM-FL actuators are designed for driving round dampers and square multi-blade dampers. Example identification Product code: DM-FL-5-2 voltage Dimensions DM-ML-6 DM-ML-8
DM-ML, DM-FL Descritpion DM-ML and DM-FL actuators are designed for driving round dampers and square multi-blade dampers. Example identification Product code: DM-FL-5-2 voltage Dimensions DM-ML-6 DM-ML-8
 www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
www.irs.gov/form990. If "Yes," complete Schedule A Schedule B, Schedule of Contributors If "Yes," complete Schedule C, Part I If "Yes," complete Schedule C, Part II If "Yes," complete Schedule C, Part
Zbiorniki ze stali nierdzewnych / Stainless steel tanks
 Zbiorniki ze stali nierdzewnych / Stainless steel tanks O firmie / About Faspol pojawił się na rynku w 2001 roku, poprzez wyodrębnienie z firmy Faspoma wówczas wiodącego producenta zbiorników do magazynowania
Zbiorniki ze stali nierdzewnych / Stainless steel tanks O firmie / About Faspol pojawił się na rynku w 2001 roku, poprzez wyodrębnienie z firmy Faspoma wówczas wiodącego producenta zbiorników do magazynowania
PX101A. Frezy do PLEXI/ Router bits for Plexi Acrylic ALU Z= str. 122
 101A jakości. P/P Art.. Nr P/N 1 4 45 3 1 101A.010.004.045 1,5 5 45 3 1 101A.015.005.045 2 6 45 3 1 101A.020.006.045 2 9 45 3 1 101A.020.009.045 3 6 45 3 1 101A.030.006.045 3 12 50 3 1 101A.030.012.050
101A jakości. P/P Art.. Nr P/N 1 4 45 3 1 101A.010.004.045 1,5 5 45 3 1 101A.015.005.045 2 6 45 3 1 101A.020.006.045 2 9 45 3 1 101A.020.009.045 3 6 45 3 1 101A.030.006.045 3 12 50 3 1 101A.030.012.050
Symulacja zuŝycia narzędzi wykorzystująca program AutoForm
 Obróbka Plastyczna Metali Vol. XXIII Nr 2 (2012) Narzędzia, przyrządy i maszyny do obróbki plastycznej Mgr inŝ. Marek PAWLICKI Instytut Obróbki Plastycznej, Poznań e-mail: marek.pawlicki@inop.poznan.pl
Obróbka Plastyczna Metali Vol. XXIII Nr 2 (2012) Narzędzia, przyrządy i maszyny do obróbki plastycznej Mgr inŝ. Marek PAWLICKI Instytut Obróbki Plastycznej, Poznań e-mail: marek.pawlicki@inop.poznan.pl
Veles started in Our main goal is quality. Thanks to the methods and experience, we are making jobs as fast as it is possible.
 Veles started in 2014. Our main goal is quality. Thanks to the methods and experience, we are making jobs as fast as it is possible. Our services: 1. CO2 Laser cutting... 2 2. Laser engraving... 4 3. Thermoplastic
Veles started in 2014. Our main goal is quality. Thanks to the methods and experience, we are making jobs as fast as it is possible. Our services: 1. CO2 Laser cutting... 2 2. Laser engraving... 4 3. Thermoplastic
Knovel Math: Jakość produktu
 Knovel Math: Jakość produktu Knovel jest agregatorem materiałów pełnotekstowych dostępnych w formacie PDF i interaktywnym. Narzędzia interaktywne Knovel nie są stworzone wokół specjalnych algorytmów wymagających
Knovel Math: Jakość produktu Knovel jest agregatorem materiałów pełnotekstowych dostępnych w formacie PDF i interaktywnym. Narzędzia interaktywne Knovel nie są stworzone wokół specjalnych algorytmów wymagających
PROGRAM STAŻU. Nazwa podmiotu oferującego staż / Company name IBM Global Services Delivery Centre Sp z o.o.
 PROGRAM STAŻU Nazwa podmiotu oferującego staż / Company name IBM Global Services Delivery Centre Sp z o.o. Miejsce odbywania stażu / Legal address Muchoborska 8, 54-424 Wroclaw Stanowisko, obszar działania/
PROGRAM STAŻU Nazwa podmiotu oferującego staż / Company name IBM Global Services Delivery Centre Sp z o.o. Miejsce odbywania stażu / Legal address Muchoborska 8, 54-424 Wroclaw Stanowisko, obszar działania/
WYBRANE ZAGADNIENIA WYTRZYMAŁOŚCI POŁĄCZEŃ SPAWANYCH I KLEJOWYCH STALI KONSTRUKCYJNEJ S235JR
 ZESZYTY NAUKOWE POLITECHNIKI RZESZOWSKIEJ 288, Mechanika 85 RUTMech, t. XXX, z. 85 (1/13), styczeń-marzec 2013, s. 49-56 Anna RUDAWSKA 1 Łukasz SOSNOWSKI 2 WYBRANE ZAGADNIENIA WYTRZYMAŁOŚCI POŁĄCZEŃ SPAWANYCH
ZESZYTY NAUKOWE POLITECHNIKI RZESZOWSKIEJ 288, Mechanika 85 RUTMech, t. XXX, z. 85 (1/13), styczeń-marzec 2013, s. 49-56 Anna RUDAWSKA 1 Łukasz SOSNOWSKI 2 WYBRANE ZAGADNIENIA WYTRZYMAŁOŚCI POŁĄCZEŃ SPAWANYCH
MODELOWANIE POŁĄCZEŃ TYPU SWORZEŃ OTWÓR ZA POMOCĄ MES BEZ UŻYCIA ANALIZY KONTAKTOWEJ
 Jarosław MAŃKOWSKI * Andrzej ŻABICKI * Piotr ŻACH * MODELOWANIE POŁĄCZEŃ TYPU SWORZEŃ OTWÓR ZA POMOCĄ MES BEZ UŻYCIA ANALIZY KONTAKTOWEJ 1. WSTĘP W analizach MES dużych konstrukcji wykonywanych na skalę
Jarosław MAŃKOWSKI * Andrzej ŻABICKI * Piotr ŻACH * MODELOWANIE POŁĄCZEŃ TYPU SWORZEŃ OTWÓR ZA POMOCĄ MES BEZ UŻYCIA ANALIZY KONTAKTOWEJ 1. WSTĘP W analizach MES dużych konstrukcji wykonywanych na skalę
Wojewodztwo Koszalinskie: Obiekty i walory krajoznawcze (Inwentaryzacja krajoznawcza Polski) (Polish Edition)
 (Polish Edition)") Wojewodztwo Koszalinskie: Obiekty i walory krajoznawcze (Inwentaryzacja krajoznawcza Polski) (Polish Edition) Robert Respondowski Click here if your download doesn"t start automatically Wojewodztwo Koszalinskie:
Wojewodztwo Koszalinskie: Obiekty i walory krajoznawcze (Inwentaryzacja krajoznawcza Polski) (Polish Edition) Robert Respondowski Click here if your download doesn"t start automatically Wojewodztwo Koszalinskie:
Tychy, plan miasta: Skala 1: (Polish Edition)
") Tychy, plan miasta: Skala 1:20 000 (Polish Edition) Poland) Przedsiebiorstwo Geodezyjno-Kartograficzne (Katowice Click here if your download doesn"t start automatically Tychy, plan miasta: Skala 1:20 000
Tychy, plan miasta: Skala 1:20 000 (Polish Edition) Poland) Przedsiebiorstwo Geodezyjno-Kartograficzne (Katowice Click here if your download doesn"t start automatically Tychy, plan miasta: Skala 1:20 000
ASSEMBLY AND SERVICE INSTRUCTION
 ASSEMBLY AND SERVICE INSTRUCTION Klätternät - Large Pyramid Art nr: 10-4307 2 GENERAL INFORMATION Instruction is made according to PN-EN 1176-1 :2009 point 6 and point 7, PN-EN 1176-3:2009, PNEN 1177:2009
ASSEMBLY AND SERVICE INSTRUCTION Klätternät - Large Pyramid Art nr: 10-4307 2 GENERAL INFORMATION Instruction is made according to PN-EN 1176-1 :2009 point 6 and point 7, PN-EN 1176-3:2009, PNEN 1177:2009
ZELMOTOR Sp.z o.o Rzeszów; ul.przemysłowa 4a
 ZELMOTOR Sp.z o.o. 35-105 Rzeszów; ul.przemysłowa 4a tel. 017 8658858; fax: 0178658452 Zelmotor spółka z o.o. powstała 1.01.2010r w ramach przekształceń z Zakładu Silników Zelmer S.A. pozostając głównym
ZELMOTOR Sp.z o.o. 35-105 Rzeszów; ul.przemysłowa 4a tel. 017 8658858; fax: 0178658452 Zelmotor spółka z o.o. powstała 1.01.2010r w ramach przekształceń z Zakładu Silników Zelmer S.A. pozostając głównym
Praktyczne aspekty wymiarowania belek żelbetowych podwójnie zbrojonych w świetle PN-EN
 Budownictwo i Architektura 12(4) (2013) 219-224 Praktyczne aspekty wymiarowania belek żelbetowych podwójnie zbrojonych w świetle PN-EN 1992-1-1 Politechnika Lubelska, Wydział Budownictwa i Architektury,
Budownictwo i Architektura 12(4) (2013) 219-224 Praktyczne aspekty wymiarowania belek żelbetowych podwójnie zbrojonych w świetle PN-EN 1992-1-1 Politechnika Lubelska, Wydział Budownictwa i Architektury,
 aforementioned device she also has to estimate the time when the patients need the infusion to be replaced and/or disconnected. Meanwhile, however, she must cope with many other tasks. If the department
aforementioned device she also has to estimate the time when the patients need the infusion to be replaced and/or disconnected. Meanwhile, however, she must cope with many other tasks. If the department
Ciągnienie wytłoczek cylindrycznych
 LABORATORIUM TECHNOLOGII 3 Ciągnienie wytłoczek cylindrycznych Adam Leśniewicz Cel ćwiczenia: o o o zapoznanie z procesem kształtowania, podczas którego następuje przekształcenie płaskiego półwyrobu w
LABORATORIUM TECHNOLOGII 3 Ciągnienie wytłoczek cylindrycznych Adam Leśniewicz Cel ćwiczenia: o o o zapoznanie z procesem kształtowania, podczas którego następuje przekształcenie płaskiego półwyrobu w
Call 2013 national eligibility criteria and funding rates
 Call 2013 national eligibility criteria and funding rates POLAND a) National eligibility criteria Funding Organisation National Contact Point National Center for Research and Development (Narodowe Centrum
Call 2013 national eligibility criteria and funding rates POLAND a) National eligibility criteria Funding Organisation National Contact Point National Center for Research and Development (Narodowe Centrum
Zarządzanie sieciami telekomunikacyjnymi
 SNMP Protocol The Simple Network Management Protocol (SNMP) is an application layer protocol that facilitates the exchange of management information between network devices. It is part of the Transmission
SNMP Protocol The Simple Network Management Protocol (SNMP) is an application layer protocol that facilitates the exchange of management information between network devices. It is part of the Transmission
FREZY PM; END MILLS PM
 FREZY PM; END MILLS PM DIN 327-B K, 844-A K-N www.fenes.com.pl DIN 327-B K D [e8] d [h8] I I 1 L 6 6 8 36 52 7 10 10 40 60 8 10 11 40 61 9 10 11 40 61 10 10 13 40 63 11 12 13 45 70 12 12 16 45 73 14 12
FREZY PM; END MILLS PM DIN 327-B K, 844-A K-N www.fenes.com.pl DIN 327-B K D [e8] d [h8] I I 1 L 6 6 8 36 52 7 10 10 40 60 8 10 11 40 61 9 10 11 40 61 10 10 13 40 63 11 12 13 45 70 12 12 16 45 73 14 12
TŁOCZNO BLACH O PODWYSZONEJ WYTRZYMAŁOCI
 Obróbka Plastyczna Metali Nr 1, 2005 Materiałoznawstwo i obróbka cieplna mgr in. Henryk Łobza, in. Marian Stefaniak, mgr in. Sławomir Sosnowski Instytut Obróbki Plastycznej, Pozna TŁOCZNO BLACH O PODWYSZONEJ
Obróbka Plastyczna Metali Nr 1, 2005 Materiałoznawstwo i obróbka cieplna mgr in. Henryk Łobza, in. Marian Stefaniak, mgr in. Sławomir Sosnowski Instytut Obróbki Plastycznej, Pozna TŁOCZNO BLACH O PODWYSZONEJ
Streszczenie rozprawy doktorskiej
 Doskonalenie pomiaru zawartości wody w produktach spożywczych z wykorzystaniem metody wagosuszarkowej bazującej na promieniowaniu IR mgr Sławomir Janas Streszczenie rozprawy doktorskiej Promotor pracy:
Doskonalenie pomiaru zawartości wody w produktach spożywczych z wykorzystaniem metody wagosuszarkowej bazującej na promieniowaniu IR mgr Sławomir Janas Streszczenie rozprawy doktorskiej Promotor pracy:
Metalowe orodzenia Metal fencing
 Metalowe orodzenia Metal fencing Firma TENAX oferuje szeroką gamę siatek metalowych od ochronnych i dekoracyjnych przeznaczonych do ogrodu do bardziej tradycyjnych wykorzystywanych do budowania klatek
Metalowe orodzenia Metal fencing Firma TENAX oferuje szeroką gamę siatek metalowych od ochronnych i dekoracyjnych przeznaczonych do ogrodu do bardziej tradycyjnych wykorzystywanych do budowania klatek
Stainless steel long products
 St ai nl es ss t eell ongpr oduc t Bright bars, flat bars and cold formed sections complete the product range of Marcegaglia stainless steel long products for applications including precision engineering,
St ai nl es ss t eell ongpr oduc t Bright bars, flat bars and cold formed sections complete the product range of Marcegaglia stainless steel long products for applications including precision engineering,
Metodyki projektowania i modelowania systemów Cyganek & Kasperek & Rajda 2013 Katedra Elektroniki AGH
 Kierunek Elektronika i Telekomunikacja, Studia II stopnia Specjalność: Systemy wbudowane Metodyki projektowania i modelowania systemów Cyganek & Kasperek & Rajda 2013 Katedra Elektroniki AGH Zagadnienia
Kierunek Elektronika i Telekomunikacja, Studia II stopnia Specjalność: Systemy wbudowane Metodyki projektowania i modelowania systemów Cyganek & Kasperek & Rajda 2013 Katedra Elektroniki AGH Zagadnienia
Fig 5 Spectrograms of the original signal (top) extracted shaft-related GAD components (middle) and
 extracted shaft-related GAD components (middle) and") Fig 4 Measured vibration signal (top). Blue original signal. Red component related to periodic excitation of resonances and noise. Green component related. Rotational speed profile used for experiment
Fig 4 Measured vibration signal (top). Blue original signal. Red component related to periodic excitation of resonances and noise. Green component related. Rotational speed profile used for experiment
DROGA ROZWOJU OD PROJEKTOWANIA 2D DO 3D Z WYKORZYSTANIEM SYSTEMÓW CAD NA POTRZEBY PRZEMYSŁU SAMOCHODOWEGO
 Marta KORDOWSKA, Andrzej KARACZUN, Wojciech MUSIAŁ DROGA ROZWOJU OD PROJEKTOWANIA 2D DO 3D Z WYKORZYSTANIEM SYSTEMÓW CAD NA POTRZEBY PRZEMYSŁU SAMOCHODOWEGO Streszczenie W artykule omówione zostały zintegrowane
Marta KORDOWSKA, Andrzej KARACZUN, Wojciech MUSIAŁ DROGA ROZWOJU OD PROJEKTOWANIA 2D DO 3D Z WYKORZYSTANIEM SYSTEMÓW CAD NA POTRZEBY PRZEMYSŁU SAMOCHODOWEGO Streszczenie W artykule omówione zostały zintegrowane
TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE
 TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE Poland GENERAL INFORMATION USE Whiteheart malleable cast iron fittings brand EE are used in threaded pipe joints, particularly in water, gas,
TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE Poland GENERAL INFORMATION USE Whiteheart malleable cast iron fittings brand EE are used in threaded pipe joints, particularly in water, gas,
Modelowanie numeryczne procesu gięcia owiewki tytanowej
 Wojciech Więckowski, Piotr Lacki, Janina Adamus Modelowanie numeryczne procesu gięcia owiewki tytanowej wprowadzenie Gięcie jest jednym z procesów kształtowania wyrobów z blach, polegającym na plastycznym
Wojciech Więckowski, Piotr Lacki, Janina Adamus Modelowanie numeryczne procesu gięcia owiewki tytanowej wprowadzenie Gięcie jest jednym z procesów kształtowania wyrobów z blach, polegającym na plastycznym
POLITECHNIKA WARSZAWSKA. Wydział Zarządzania ROZPRAWA DOKTORSKA. mgr Marcin Chrząścik
 POLITECHNIKA WARSZAWSKA Wydział Zarządzania ROZPRAWA DOKTORSKA mgr Marcin Chrząścik Model strategii promocji w zarządzaniu wizerunkiem regionu Warmii i Mazur Promotor dr hab. Jarosław S. Kardas, prof.
POLITECHNIKA WARSZAWSKA Wydział Zarządzania ROZPRAWA DOKTORSKA mgr Marcin Chrząścik Model strategii promocji w zarządzaniu wizerunkiem regionu Warmii i Mazur Promotor dr hab. Jarosław S. Kardas, prof.
SNP SNP Business Partner Data Checker. Prezentacja produktu
 SNP SNP Business Partner Data Checker Prezentacja produktu Istota rozwiązania SNP SNP Business Partner Data Checker Celem produktu SNP SNP Business Partner Data Checker jest umożliwienie sprawdzania nazwy
SNP SNP Business Partner Data Checker Prezentacja produktu Istota rozwiązania SNP SNP Business Partner Data Checker Celem produktu SNP SNP Business Partner Data Checker jest umożliwienie sprawdzania nazwy
Typ VFR. Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems
 Typ VFR FOR THE RELIABLE BALANCING OF VOLUME FLOW RATES Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems Each flow adjustment
Typ VFR FOR THE RELIABLE BALANCING OF VOLUME FLOW RATES Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems Each flow adjustment
Rozpoznawanie twarzy metodą PCA Michał Bereta 1. Testowanie statystycznej istotności różnic między jakością klasyfikatorów
 Rozpoznawanie twarzy metodą PCA Michał Bereta www.michalbereta.pl 1. Testowanie statystycznej istotności różnic między jakością klasyfikatorów Wiemy, że możemy porównywad klasyfikatory np. za pomocą kroswalidacji.
Rozpoznawanie twarzy metodą PCA Michał Bereta www.michalbereta.pl 1. Testowanie statystycznej istotności różnic między jakością klasyfikatorów Wiemy, że możemy porównywad klasyfikatory np. za pomocą kroswalidacji.
ERASMUS + : Trail of extinct and active volcanoes, earthquakes through Europe. SURVEY TO STUDENTS.
 ERASMUS + : Trail of extinct and active volcanoes, earthquakes through Europe. SURVEY TO STUDENTS. Strona 1 1. Please give one answer. I am: Students involved in project 69% 18 Student not involved in
ERASMUS + : Trail of extinct and active volcanoes, earthquakes through Europe. SURVEY TO STUDENTS. Strona 1 1. Please give one answer. I am: Students involved in project 69% 18 Student not involved in
Attachment nr 2: Technical data/ Załacznik nr 2: Dane techniczny
 TECHNICAL SPECIFICATIONS Technical description for the engineering, the manufacturing, the installation, the commissioning molds for execution of Foundry molds for wheels. General scope of supply: - No.
TECHNICAL SPECIFICATIONS Technical description for the engineering, the manufacturing, the installation, the commissioning molds for execution of Foundry molds for wheels. General scope of supply: - No.
Optymalizacja konstrukcji wymiennika ciepła
 BIULETYN WAT VOL. LVI, NUMER SPECJALNY, 2007 Optymalizacja konstrukcji wymiennika ciepła AGNIESZKA CHUDZIK Politechnika Łódzka, Katedra Dynamiki Maszyn, 90-524 Łódź, ul. Stefanowskiego 1/15 Streszczenie.
BIULETYN WAT VOL. LVI, NUMER SPECJALNY, 2007 Optymalizacja konstrukcji wymiennika ciepła AGNIESZKA CHUDZIK Politechnika Łódzka, Katedra Dynamiki Maszyn, 90-524 Łódź, ul. Stefanowskiego 1/15 Streszczenie.
Akademia Morska w Szczecinie. Wydział Mechaniczny
 Akademia Morska w Szczecinie Wydział Mechaniczny ROZPRAWA DOKTORSKA mgr inż. Marcin Kołodziejski Analiza metody obsługiwania zarządzanego niezawodnością pędników azymutalnych platformy pływającej Promotor:
Akademia Morska w Szczecinie Wydział Mechaniczny ROZPRAWA DOKTORSKA mgr inż. Marcin Kołodziejski Analiza metody obsługiwania zarządzanego niezawodnością pędników azymutalnych platformy pływającej Promotor:
Typ VFR. Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems
 Typ VFR FOR THE RELIABLE BALANCING OF VOLUME FLOW RATES Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems Each flow adjustment
Typ VFR FOR THE RELIABLE BALANCING OF VOLUME FLOW RATES Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems Each flow adjustment
DO MONTAŻU POTRZEBNE SĄ DWIE OSOBY! INSTALLATION REQUIRES TWO PEOPLE!
 1 HAPPY ANIMALS B09 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K1 M M1 ZM1 Z T G1 17 szt. / pcs 13 szt. / pcs B1 13 szt. / pcs W4 13 szt. / pcs W6 14 szt. / pcs U1 1 szt. / pcs U N1
1 HAPPY ANIMALS B09 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTIONS Akcesoria / Fittings K1 M M1 ZM1 Z T G1 17 szt. / pcs 13 szt. / pcs B1 13 szt. / pcs W4 13 szt. / pcs W6 14 szt. / pcs U1 1 szt. / pcs U N1
Lecture 18 Review for Exam 1
 Spring, 2019 ME 323 Mechanics of Materials Lecture 18 Review for Exam 1 Reading assignment: HW1-HW5 News: Ready for the exam? Instructor: Prof. Marcial Gonzalez Announcements Exam 1 - Wednesday February
Spring, 2019 ME 323 Mechanics of Materials Lecture 18 Review for Exam 1 Reading assignment: HW1-HW5 News: Ready for the exam? Instructor: Prof. Marcial Gonzalez Announcements Exam 1 - Wednesday February
AKADEMIA MORSKA W SZCZECINIE WYDZIAŁ MECHANICZNY ROZPRAWA DOKTORSKA. mgr inż. Piotr Smurawski
 AKADEMIA MORSKA W SZCZECINIE WYDZIAŁ MECHANICZNY ROZPRAWA DOKTORSKA mgr inż. Piotr Smurawski ANALIZA CYKLU ŻYCIA SAMOCHODÓW OSOBOWYCH Z UWZGLĘDNIENIEM PROCESÓW OBSŁUGOWO-NAPRAWCZYCH Praca wykonana pod
AKADEMIA MORSKA W SZCZECINIE WYDZIAŁ MECHANICZNY ROZPRAWA DOKTORSKA mgr inż. Piotr Smurawski ANALIZA CYKLU ŻYCIA SAMOCHODÓW OSOBOWYCH Z UWZGLĘDNIENIEM PROCESÓW OBSŁUGOWO-NAPRAWCZYCH Praca wykonana pod
Formularz recenzji magazynu. Journal of Corporate Responsibility and Leadership Review Form
 Formularz recenzji magazynu Review Form Identyfikator magazynu/ Journal identification number: Tytuł artykułu/ Paper title: Recenzent/ Reviewer: (imię i nazwisko, stopień naukowy/name and surname, academic
Formularz recenzji magazynu Review Form Identyfikator magazynu/ Journal identification number: Tytuł artykułu/ Paper title: Recenzent/ Reviewer: (imię i nazwisko, stopień naukowy/name and surname, academic
M210 SNKX1205 SNKX1607. Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS
 Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 SNKX1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205/1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI
Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 SNKX1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205/1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI
Przemysłowe zastosowania technologii generatywnych
 Industrial applications of additive manufacturing technologies Przemysłowe zastosowania technologii generatywnych Edward Chlebus, Bogdan Dybała, Tomasz Boratyoski, Mariusz Frankiewicz, Tomasz Będza CAMT
Industrial applications of additive manufacturing technologies Przemysłowe zastosowania technologii generatywnych Edward Chlebus, Bogdan Dybała, Tomasz Boratyoski, Mariusz Frankiewicz, Tomasz Będza CAMT
NIESTACJONARNY PRZEPŁYW CIEPŁA W TŁOKU DOŁADOWANEGO SILNIKA Z ZAPŁONEM SAMOCZYNNYM
 TRANSPORT PROBLEMS 2010 PROBLEMY TRANSPORTU Volume 5 Issue 1 Turbocharged diesel engine, piston, nonstationary heat flow Piotr GUSTOF*, Aleksander HORNIK Silesian University of Technology, Faculty of Transport,
TRANSPORT PROBLEMS 2010 PROBLEMY TRANSPORTU Volume 5 Issue 1 Turbocharged diesel engine, piston, nonstationary heat flow Piotr GUSTOF*, Aleksander HORNIK Silesian University of Technology, Faculty of Transport,
2 rzędy zębów kultywatora z zabezpieczeniem sprężynowym (3 w I rzędzie + 4 w II), III rząd talerzy, 2 wały doprawiające.
, III rząd talerzy, 2 wały doprawiające.") DEKRA Polska - Centrala Tel: (022) 577 36 13, Fax (022) 577 36 36 Expert: Grzegorz Charko NOTE: Due to the use of the document it was removed from it any information relating to the value of the vehicle,
DEKRA Polska - Centrala Tel: (022) 577 36 13, Fax (022) 577 36 36 Expert: Grzegorz Charko NOTE: Due to the use of the document it was removed from it any information relating to the value of the vehicle,
PORTS AS LOGISTICS CENTERS FOR CONSTRUCTION AND OPERATION OF THE OFFSHORE WIND FARMS - CASE OF SASSNITZ
 Part-financed by EU South Baltic Programme w w w. p t m e w. p l PROSPECTS OF THE OFFSHORE WIND ENERGY DEVELOPMENT IN POLAND - OFFSHORE WIND INDUSTRY IN THE COASTAL CITIES AND PORT AREAS PORTS AS LOGISTICS
Part-financed by EU South Baltic Programme w w w. p t m e w. p l PROSPECTS OF THE OFFSHORE WIND ENERGY DEVELOPMENT IN POLAND - OFFSHORE WIND INDUSTRY IN THE COASTAL CITIES AND PORT AREAS PORTS AS LOGISTICS
ROZPRAWY NR 128. Stanis³aw Mroziñski
 UNIWERSYTET TECHNOLOGICZNO-PRZYRODNICZY IM. JANA I JÊDRZEJA ŒNIADECKICH W BYDGOSZCZY ROZPRAWY NR 128 Stanis³aw Mroziñski STABILIZACJA W ASNOŒCI CYKLICZNYCH METALI I JEJ WP YW NA TRWA OŒÆ ZMÊCZENIOW BYDGOSZCZ
UNIWERSYTET TECHNOLOGICZNO-PRZYRODNICZY IM. JANA I JÊDRZEJA ŒNIADECKICH W BYDGOSZCZY ROZPRAWY NR 128 Stanis³aw Mroziñski STABILIZACJA W ASNOŒCI CYKLICZNYCH METALI I JEJ WP YW NA TRWA OŒÆ ZMÊCZENIOW BYDGOSZCZ
Inżynieria Maszyn, R. 22, z. 1, 76-84, 2017 ISSN X MODELOWANIE PROCESU TŁOCZENIA CZĘŚCI NADWOZIA SAMOCHODU ZE STALI SUPERWYSOKO WYTRZYMAŁEJ
 Inżynieria Maszyn, R. 22, z. 1, 76-84, 2017 ISSN 1426-708X Otrzymano: 19 czerwca 2017 / Zaakceptowano: 18 października 2017 / Zamieszczono na WWW: 17 listopada 2017 Kamil WYROBEK 1* tłocznictwo, stale
Inżynieria Maszyn, R. 22, z. 1, 76-84, 2017 ISSN 1426-708X Otrzymano: 19 czerwca 2017 / Zaakceptowano: 18 października 2017 / Zamieszczono na WWW: 17 listopada 2017 Kamil WYROBEK 1* tłocznictwo, stale
MAGNESY KATALOG d e s i g n p r o d u c e d e l i v e r
 MAGNESY KATALOG design produce deliver MAGNET 0,4 / 0,75MM owal, prostokąt, koło, kwadrat od 50 sztuk Flexible magnet 0.4 = strength example: able to hold one A4 sheet. 0.75 = strength example: able to
MAGNESY KATALOG design produce deliver MAGNET 0,4 / 0,75MM owal, prostokąt, koło, kwadrat od 50 sztuk Flexible magnet 0.4 = strength example: able to hold one A4 sheet. 0.75 = strength example: able to
NARZĘDZIA BLACHARSKIE WISS, DURO DYNE
 NARZĘDZIA BLACHARSKIE WISS, DURO DYNE Nacinarka / Hand notcher HN-1V Krępownica 3 ostrza / 3-blade hand crimper HC-3V 278,96 171,78 Krępownica 5 ostrzy / 5-blade hand crimper HC-5V Zaginarka / Hand seamer
NARZĘDZIA BLACHARSKIE WISS, DURO DYNE Nacinarka / Hand notcher HN-1V Krępownica 3 ostrza / 3-blade hand crimper HC-3V 278,96 171,78 Krępownica 5 ostrzy / 5-blade hand crimper HC-5V Zaginarka / Hand seamer
No matter how much you have, it matters how much you need
 CSR STRATEGY KANCELARIA FINANSOWA TRITUM GROUP SP. Z O.O. No matter how much you have, it matters how much you need Kancelaria Finansowa Tritum Group Sp. z o.o. was established in 2007 we build trust among
CSR STRATEGY KANCELARIA FINANSOWA TRITUM GROUP SP. Z O.O. No matter how much you have, it matters how much you need Kancelaria Finansowa Tritum Group Sp. z o.o. was established in 2007 we build trust among
F-16 VIRTUAL COCKPIT PROJECT OF COMPUTER-AIDED LEARNING APPLICATION WEAPON SYSTEM POWER ON PROCEDURE
 GRZESIK Norbert 1 Virtual cockpit, computer-aided learning application, maintenance procedures F-16 VIRTUAL COCKPIT PROJECT OF COMPUTER-AIDED LEARNING APPLICATION WEAPON SYSTEM POWER ON PROCEDURE Author,
GRZESIK Norbert 1 Virtual cockpit, computer-aided learning application, maintenance procedures F-16 VIRTUAL COCKPIT PROJECT OF COMPUTER-AIDED LEARNING APPLICATION WEAPON SYSTEM POWER ON PROCEDURE Author,
FORMULARZ REKLAMACJI Complaint Form
 FORMULARZ REKLAMACJI Complaint Form *CZ. I PROSIMY WYPEŁNIAĆ DRUKOWANYMI LITERAMI PLEASE USE CAPITAL LETTERS I. DANE OSOBY SKŁADAJĄCEJ REKLAMACJĘ: *DANE OBOWIĄZKOWE I. COMPLAINANT S PERSONAL DATA: *MANDATORY
FORMULARZ REKLAMACJI Complaint Form *CZ. I PROSIMY WYPEŁNIAĆ DRUKOWANYMI LITERAMI PLEASE USE CAPITAL LETTERS I. DANE OSOBY SKŁADAJĄCEJ REKLAMACJĘ: *DANE OBOWIĄZKOWE I. COMPLAINANT S PERSONAL DATA: *MANDATORY
Materiałowe i technologiczne uwarunkowania stanu naprężeń własnych i anizotropii wtórnej powłok cylindrycznych wytłaczanych z polietylenu
 POLITECHNIKA ŚLĄSKA ZESZYTY NAUKOWE NR 1676 SUB Gottingen 7 217 872 077 Andrzej PUSZ 2005 A 12174 Materiałowe i technologiczne uwarunkowania stanu naprężeń własnych i anizotropii wtórnej powłok cylindrycznych
POLITECHNIKA ŚLĄSKA ZESZYTY NAUKOWE NR 1676 SUB Gottingen 7 217 872 077 Andrzej PUSZ 2005 A 12174 Materiałowe i technologiczne uwarunkowania stanu naprężeń własnych i anizotropii wtórnej powłok cylindrycznych
ZGŁOSZENIE WSPÓLNEGO POLSKO -. PROJEKTU NA LATA: APPLICATION FOR A JOINT POLISH -... PROJECT FOR THE YEARS:.
 ZGŁOSZENIE WSPÓLNEGO POLSKO -. PROJEKTU NA LATA: APPLICATION FOR A JOINT POLISH -... PROJECT FOR THE YEARS:. W RAMACH POROZUMIENIA O WSPÓŁPRACY NAUKOWEJ MIĘDZY POLSKĄ AKADEMIĄ NAUK I... UNDER THE AGREEMENT
ZGŁOSZENIE WSPÓLNEGO POLSKO -. PROJEKTU NA LATA: APPLICATION FOR A JOINT POLISH -... PROJECT FOR THE YEARS:. W RAMACH POROZUMIENIA O WSPÓŁPRACY NAUKOWEJ MIĘDZY POLSKĄ AKADEMIĄ NAUK I... UNDER THE AGREEMENT
Badanie moŝliwości kształtowania stopu Hastelloy C-276 metodą tłoczenia oraz zgniatania obrotowego
 Obróbka Plastyczna Metali t. XXII nr 1 (2011) Procesy kształtowania wyrobów z blach Mgr inŝ. Tomasz GĄDEK Instytut Obróbki Plastycznej, Poznań e-mail: gadek@inop.eu Badanie moŝliwości kształtowania stopu
Obróbka Plastyczna Metali t. XXII nr 1 (2011) Procesy kształtowania wyrobów z blach Mgr inŝ. Tomasz GĄDEK Instytut Obróbki Plastycznej, Poznań e-mail: gadek@inop.eu Badanie moŝliwości kształtowania stopu
ANDRZEJ GONTARZ, ANNA DZIUBIŃSKA
 ANDRZEJ GONTARZ, ANNA DZIUBIŃSKA Politechnika Lubelska, Katedra Komputerowego Modelowania i Technologii Obróbki Plastycznej ul. Nadbystrzycka 36, 20-618 Lublin a.gontarz@pollub.pl Własności stopu magnezu
ANDRZEJ GONTARZ, ANNA DZIUBIŃSKA Politechnika Lubelska, Katedra Komputerowego Modelowania i Technologii Obróbki Plastycznej ul. Nadbystrzycka 36, 20-618 Lublin a.gontarz@pollub.pl Własności stopu magnezu
Auditorium classes. Lectures
 Faculty of: Mechanical and Robotics Field of study: Mechatronic with English as instruction language Study level: First-cycle studies Form and type of study: Full-time studies Annual: 2016/2017 Lecture
Faculty of: Mechanical and Robotics Field of study: Mechatronic with English as instruction language Study level: First-cycle studies Form and type of study: Full-time studies Annual: 2016/2017 Lecture
OpenPoland.net API Documentation
 OpenPoland.net API Documentation Release 1.0 Michał Gryczka July 11, 2014 Contents 1 REST API tokens: 3 1.1 How to get a token............................................ 3 2 REST API : search for assets
OpenPoland.net API Documentation Release 1.0 Michał Gryczka July 11, 2014 Contents 1 REST API tokens: 3 1.1 How to get a token............................................ 3 2 REST API : search for assets
European Crime Prevention Award (ECPA) Annex I - new version 2014
 Annex I - new version 2014") European Crime Prevention Award (ECPA) Annex I - new version 2014 Załącznik nr 1 General information (Informacje ogólne) 1. Please specify your country. (Kraj pochodzenia:) 2. Is this your country s ECPA
European Crime Prevention Award (ECPA) Annex I - new version 2014 Załącznik nr 1 General information (Informacje ogólne) 1. Please specify your country. (Kraj pochodzenia:) 2. Is this your country s ECPA
Połączenie wciskowe do naprawy uszkodzonego gwintu wewnętrznego w elementach silnika
 Połączenie wciskowe do naprawy uszkodzonego gwintu wewnętrznego w elementach silnika Michał Szcześniak, Leon Kukiełka, Radosław Patyk Streszczenie Artykuł dotyczy nowej metody regeneracji połączeń gwintowych
Połączenie wciskowe do naprawy uszkodzonego gwintu wewnętrznego w elementach silnika Michał Szcześniak, Leon Kukiełka, Radosław Patyk Streszczenie Artykuł dotyczy nowej metody regeneracji połączeń gwintowych
PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302
 do połączeń kołnierzowych PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302 W bogatej ofercie firmy ASMET obok typowych elementów złącznych znajdują się wyroby śrubowe i inne elementy o niestandardowych rozmiarach
do połączeń kołnierzowych PN-EN 1515 DIN 2509 DIN 2510 PN-H 74302 W bogatej ofercie firmy ASMET obok typowych elementów złącznych znajdują się wyroby śrubowe i inne elementy o niestandardowych rozmiarach
Formularz doboru sprzęgła MINEX -S
 1 z 5 Firma: Company: Adres: Address: Telefon: Phone: Nazwisko i Imię: Name: Email: E-mail: Fax: Fax: Dział: Department: Data: Date: 1. typ sprzęgła 1. Type of coupling działające synchronicz (standard
1 z 5 Firma: Company: Adres: Address: Telefon: Phone: Nazwisko i Imię: Name: Email: E-mail: Fax: Fax: Dział: Department: Data: Date: 1. typ sprzęgła 1. Type of coupling działające synchronicz (standard