Systemy szybkomocujące do tokarek CNC WSKAZÓWKI DLA UŻYTKOWNIKA
|
|
|
- Ksawery Baranowski
- 6 lat temu
- Przeglądów:
Transkrypt

1 Systemy szybkomocujące do tokarek CNC WSKAZÓWKI DLA UŻYTKOWNIKA
2 Spis treści System szybkomocujący 3 Podstawowe korzyści 6 Pełniejsze wykorzystanie obrabiarki Lepsze warunki pracy operatora Cechy systemu Coromant Capto do szybkiego mocowania 10 Większa wydajność skrawania przy zastosowaniu systemu Coromant Capto 18 Obróbka z wykorzystaniem systemu szybkomocującego - od planowania do produkcji 22 Opcje obrabiarki 24 Typy i opcje uchwytów mocujących 29 Adaptery przenoszące napęd 32 Akcesoria do systemu szybkomocującego 34 2

3 Wydajność skrawania System szybkomocujący Sprawia, że tokarki stają się bardziej wydajne Zastosowanie systemu szybkomocującego w tokarkach CNC wpływa na skrócenie czasu potrzebnego do wykonania pomiarów, ustawień i wymiany narzędzia, co przekłada się na zwiększenie produkcji metalowych przedmiotów wykonywanych metodą obróbki wiórowej. Aby w pełni zoptymalizować wydajność skrawania należy przykładać taką samą wagę zarówno do wyboru narzędzia, jak i obrabiarki. Chłodziwo podawane pod wysokim ciśnieniem! Podawanie chłodziwa pod wysokim ciśnieniem Szybkie mocowanie Normalna produkcja Wykorzystanie obrabiarki 3



4 System szybkomocujący Sprawia, że tokarki stają się bardziej wydajne Centra tokarskie Centra tokarskie posiadają systemy do szybkiej wymiany narzędzi, ale ze względu na długi czas mocowania i ustawiania narzędzia stopień ich wykorzystania jest niższy niż w przypadku centrów obróbkowych. Funkcja szybkiego mocowania sprawia, że czas wykorzystywany na skrawanie jest dłuższy. Opcje obrabiarki takie jak wrzeciono pomocnicze, ruch posuwowy wzdłuż osi Y i wykorzystanie pośrednich pozycji głowicy rewolwerowej zwiększają liczbę możliwych ustawień narzędzia dla każdej pozycji głowicy. Dzięki temu można zwiększyć liczbę ustawień narzędzi, umożliwiając zastosowanie narzędzi bliźniaczych oraz ograniczyć liczbę wymian narzędzi. Tokarki karuzelowe Tokarki karuzelowe są często wyposażane w automatyczny zmieniacz narzędzi (ATC). W przypadku tokarek karuzelowych bez automatycznych zmieniaczy narzędzi, czas wymiany i ustawiania narzędzia można znacznie skrócić, stosując szybkomocujące imaki blokowe. Specjalne imaki ze zintegrowanymi uchwytami mocującymi dostarczane są razem z obrabiarką. Można je także w prosty sposób zastosować w obecnie użytkowanych obrabiarkach. 4
5 Tokarki do ciężkiej obróbki i tokarki z płaskim łożem W przypadku, gdy nie zostaną zastosowane automatyczne zmieniacze narzędzi, czas wymiany ostrza i narzędzia, w tych wyróżniających się wyjątkowo wysoką stabilnością tokarkach, jest długi. Oprawki z chwytem tradycyjnym są bardzo ciężkie, a podczas ich stosowania często wymagane jest użycie podnośnika. Systemy szybkomocujące są często stosowane w tokarkach z płaskim łożem w połączeniu z oprawkami VDI DIN (trapezowe) lub w tokarkach do ciężkiej obróbki ze specjalnymi imakami blokowymi z uchwytami mocującymi. Ze względu na ograniczoną liczbę ustawień narzędzia, zastosowanie systemów szybkomocujących w tego rodzaju obrabiarkach ma bardzo korzystny wpływ na ich wydajność. 5


6 Podstawowe korzyści Dzięki zastosowaniu systemów szybkomocujących zamiast narzędzi z chwytem tradycyjnym lub konwencjonalnych uchwytów napędzanych z tulejami zaciskowymi, podczas wymiany narzędzia można zaoszczędzić prawie 10 minut min 30 s Pełniejsze wykorzystanie obrabiarki 1. Stosować systemy szybkomocujące, aby skrócić czas przestawiania obrabiarki na produkcję nowej partii. Oto w jaki sposób zastosowanie systemów szybkomocujących wpływa na każdy z rodzajów obróbki: Toczenie zewnętrzne Zastosowanie systemów szybkomocujących pozwala zaoszczędzić od około 5 do 10 minut Czas wydłuża się, jeśli używane są narzędzia z chwytem tradycyjnym i podawaniem chłodziwa pod wysokim ciśnieniem. Toczenie wewnętrzne Zastosowanie systemów szybkomocujących pozwala zaoszczędzić od 5 do 10 minut Wymiana wytaczaków zajmuje więcej czasu niż wymiana noży tokarskich z chwytem tradycyjnym, ponieważ konieczne jest ustawienie ostrza narzędzia na poziomie osi obrotu i konfiguracja wewnętrznego doprowadzenia chłodziwa Adaptery przenoszące napęd Zastosowanie systemów szybkomocujących pozwala zaoszczędzić od 5 do 20 minut Typowe narzędzia napędzane to oprawki zaciskowe na tuleje ER oraz narzędzia z chwytem walcowym Oprawki zaciskowe na tuleje ER ograniczają średnicę stosowanego narzędzia, umożliwiając wykonywanie obróbki frezami trzpieniowymi (maksymalna średnica 25 mm przy zastosowaniu tulei ER40). Może to prowadzić do zmniejszenia produktywności, chyba że zastosowane zostaną dwa osobne napędzane uchwyty, co spowoduje wydłużenie czasu ustawiania i wymaga dodatkowych inwestycji. 6




7 2. Zwiększenie liczby pozycji narzędziowych dzięki uchwytom z podwójnymi gniazdami, w przypadku, gdy obrabiarka posiada jedną lub więcej z następujących opcji: - Posuw w osi Y - Możliwość użycia pośrednich pozycji na głowicy rewolwerowej - Wrzeciono pomocnicze Centra tokarskie z uchwytami przenoszącymi napęd dysponują często ograniczoną ilością miejsca. Zastosowanie podwójnych uchwytów mocujących umożliwia użycie narzędzi bliźniaczych lub większego asortymentu narzędziowego, a w rezultacie ograniczenie konieczności zmiany narzędzi dla większego zakresu przedmiotów. 30 s 3. Skrócenie czasów przestojów spowodowanych wymianą zużytego narzędzia. Oto w jaki sposób systemy szybkomocujące wpływają na obróbkę w zależności od typu uchwytu: Adaptery przenoszące napęd Monolityczne narzędzia węglikowe (czas trwania: 5 minut) Przy każdej wymianie narzędzia węglikowego ponowne ustawienie punktu zerowego narzędzia. Wiertło/frez na wymienne płytki (czas trwania: 5 minut) W przypadku kilku płytek, szybszą opcją jest zastosowanie narzędzi bliźniaczych i wymiana narzędzia w trakcie pracy obrabiarki. Oprawki tokarskie W przypadku pojedynczej, łatwo dostępnej płytki, wymiana bezpośrednio w obrabiarce może trwać równie krótko. Natomiast wyjęcie oprawki umożliwia Łatwiejsze przeprowadzenie konserwacji narzędzia Prawidłowe zamocowanie Wyeliminowanie przerw w produkcji spowodowanych koniecznością zakupu części zapasowych (zgubionej śruby, wyłamanej płytki podporowej) 5-10 min 1 minuta 7

 podczas wyścigu samochodowego.")
8 4. Wyeliminowanie konieczności ustawiania rurek doprowadzających chłodziwo W zależności od zastosowania, prawidłowe ustawienie kierunku strumienia chłodziwa przez operatora wymaga zazwyczaj 2-3 prób i przerwy w obróbce. Rurki często zmieniają pozycję w wyniku uderzeń niepołamanych wiórów, dlatego regularnie trzeba korygować ich ustawienie. 5. Szybsze wznowienie produkcji Dzięki wyeliminowaniu ustawiania metodą wg próbnych przejść lub próbnych przedmiotów maleje liczba wybraków i wzrasta produktywność. Sytuację taką można porównać z przerwą techniczną (pit-stopem) podczas wyścigu samochodowego. W skali roku, zastosowanie rozwiązań szybkomocujących pozwala zwiększyć liczbę obrobionych przedmiotów i ograniczyć odsetek wybraków. Metoda wg próbnych przedmiotów w produkcji wielkoseryjnej. Pierwszy przedmiot obrabiany po zmianie narzędzia często jest wybrakiem, dlatego do czasu zmiany narzędzia należy zaliczać: zmianę narzędzia (z zachowaniem dotychczasowego przesunięcia) wykonanie całego przedmiotu pomiar gotowego przedmiotu regulację wartości przesunięcia punktu zerowego Metoda wg próbnych przejść w produkcji małoseryjnej i jednostkowej. Wykonanie przejścia próbnego z ograniczoną głębokością gwarantuje, że przedmiot nie będzie wybrakowany, natomiast zajmuje więcej czasu. Do czasu zmiany narzędzia należy zaliczać: wymianę narzędzia wycofanie przesunięcia przejście pomiar regulację wartości przesunięcia punktu zerowego 8

 Aby wykonać symulacje, należy")
9 Poprawa warunków pracy operatora Łatwość obsługi Wymiana płytki poza obrabiarką zmniejsza ryzyko wypadków i błędów takich jak zgubienie części montażowych Wyeliminowanie konieczności ustawiania rurek doprowadzających chłodziwo dzięki konstrukcyjnemu ukierunkowaniu dysz Zastosowanie systemu Coromant Capto w adapterach napędzanych zamiast tulei zaciskowych ER pozwala uniknąć konieczności użycia dwóch kluczy hakowych. Wymiary korekcyjne zawarte są w oznaczeniu narzędzia odpowiednie dla każdej wielkości Tylko jedna wersja złącza narzędziowego pozwalająca uniknąć błędów (ISO 26623) Aby wykonać symulacje, należy zapoznać się z rysunkami CAD (.dxf) oraz modelami 3D (.stp) uchwytów mocujących i oprawek, znajdującymi się na stronie Wszechstronność Dzięki modułowości systemu, można w łatwy sposób tworzyć różne kombinacje narzędzi Bogaty asortyment narzędzi Realizacja zamówienia następnego dnia po jego złożeniu Łatwość standaryzacji dla wszystkich typów obrabiarek Ergonomia Mały ciężar oprawek ważne szczególnie w przypadku tokarek karuzelowych i tokarek przeznaczonych do ciężkiej obróbki, gdzie noże tokarskie z chwytem tradycyjnym (przekrój 50x50 lub 80x80 mm) ze względu na swój ciężar są wyjątkowo trudne w obsłudze, co przekłada się na znaczące wydłużenie czasu wymiany narzędzia Uchwyty są łatwe w przechowywaniu i obsłudze, która może być przeprowadzana zarówno w obrabiarce, jak i w lokalizacji centralnej 9
10 System szybkomocujący Coromant Capto historia i cechy Od momentu wprowadzenia do asortymentu systemu Coromant Capto w 1990 roku, w konstrukcji złącza nie zostały przeprowadzone żadne modyfikacje. W roku 2008, specyfikacja złącza Coromant Capto trafiła do zbioru norm ISO i stało się ono branżowym standardem dla systemów szybkomocujących w centrach tokarskich. W ciągu kolejnych lat asortyment narzędzi tokarskich był stale poszerzany. W 2010 roku została wprowadzona wielkość C10 do ciężkiej obróbki. System zapewnia optymalne wykorzystanie obrabiarki i maksymalną wydajność skrawania przy jednoczesnej możliwości uzyskania wielu istotnych korzyści. Mocowanie tuleją segmentową Cięgno poruszane krzywką służy do zablokowania złącza za pomocą tulei segmentowej oraz do wypychania stożka z gniazda. W celu ręcznego zablokowania i odblokowania uchwytu mocującego wystarczy wykonać pół obrotu śruby. Krzywka jest wyposażona w mechanizm samoczynnej blokady, który chroni przed otwarciem podczas obróbki. 10
 z dokładnością do ±2 mikrometrów w osiach X, Y oraz Z.")
11 Powtarzalność i dokładność Precyzja i samocentrująca konstrukcja złącza zapewniają powtarzalność ustawienia narzędzia skrawającego (ze złączem męskim) w tym samym uchwycie (gniazdo ze złączem żeńskim) z dokładnością do ±2 mikrometrów w osiach X, Y oraz Z. Ta powtarzalność i dokładność umożliwia wstępne ustawienie narzędzia poza obrabiarką przy produkcji dużych partii lub użycie zestawu narzędzi przy przestawianiu obrabiarki na produkcję nowej partii. W obu przypadkach możliwe jest wyeliminowanie przejścia próbnego, szybsze wznowienie produkcji i ograniczenie odsetka wybraków. 11


12 Lepsza stabilność Stabilność złącza określają takie parametry, jak wytrzymałość na zginanie i skręcanie (przenoszenie momentu obrotowego). Kluczowe cechy systemu szybkomocującego Coromant Capto to: Styk czoła i stożka zapewniający wytrzymałość na zginanie i dokładność ustawienia Złącze o przekroju trygonalnym, zapewniające dużą powierzchnię styku, dzięki której przenoszenie momentu obrotowego odbywa się bez pośrednictwa sworzni czy wpustów. Moment skręcający rozkłada się równomiernie w każdym kierunku, a właściwości samocentrujące trygonalnego stożka zapewniają dokładne ustawienie ostrza płytki na poziomie osi obrotu. Duża siła mocowania tuleją segmentową zapewniająca ścisłe przyleganie i dwie powierzchnie styku, gwarantująca wytrzymałość na momenty gnące powstające podczas skrawania. Gdy przykładana jest zewnętrzna siła, w reakcji na nią powstaje moment gnący powodujący ugięcie narzędzia. 12
![Stabilność przy zginaniu 1.5 1.0 Ugięcie [mm/m] 0.5 0 Moment gnący [Nm] 0 1000 2000 C6-45 kn HSK-A 63-22 kn 12 10 Ugięcie [mm/m] Stabilność przy skręcaniu 5.](/docs-images/91/106625629/images/13-0.jpg "0 0 Moment skręcający [Nm] 0 500 1000 C6-46 kn HSK-A 63-22 kn W tym przykładzie przedstawiono testy stabilności przy zginaniu i skręcaniu złączy HSK-A 63 i Coromant Capto C6 przeprowadzone na")
13 Stabilność przy zginaniu Ugięcie [mm/m] Moment gnący [Nm] C6-45 kn HSK-A kn Ugięcie [mm/m] Stabilność przy skręcaniu Moment skręcający [Nm] C6-46 kn HSK-A kn W tym przykładzie przedstawiono testy stabilności przy zginaniu i skręcaniu złączy HSK-A 63 i Coromant Capto C6 przeprowadzone na renomowanej uczelni RWTH Aachen w Niemczech. Wyniki wykazały, że złącze C6 ma 2,88 raza większą wytrzymałość na utratę styku czoła (od momentu, gdy rozpoczyna się zginanie) i 2,3 większą wytrzymałość na moment skręcający w porównaniu ze złączem HSK

 Trzonek o przekroju")
 CDI (średnica otworu) Tokarka z płaskim łożem ze złączem VDI (trapezowym, wg DIN 69881) Tokarka karuzelowa Wielkość pinoli C3 32 30")

14 Asortyment uchwytów mocujących Szybkomocujące złącza Coromant Capto o wielkościach od C3 do C10 są wykorzystywane do szybkiego mocowania narzędzi w tokarkach CNC. Wielkość złącza zależy od wielkości obrabiarki i parametrów skrawania. Dostępne są następujące rodzaje uchwytów mocujących do różnych typów obrabiarek i głowic rewolwerowych. Wielkość złącza Coromant Capto Średnica kołnierza DCSFMS Centrum tokarskie - typ głowicy rewolwerowej VDI (DIN 69880) Trzonek o przekroju prostokątnym CBI - mocowanie śrubami (śr. otworu) CDI (średnica otworu) Tokarka z płaskim łożem ze złączem VDI (trapezowym, wg DIN 69881) Tokarka karuzelowa Wielkość pinoli C C C C x250 C x250 C x350 Istnieją różne złącza do tokarek pionowych; blok obsługiwanych ręcznie uchwytów ze złączami mocującymi Coromant Capto jest dostarczany przez producenta obrabiarki z maszyną lub zamawiany osobno jako specjalny system. Wiele współczesnych tokarek pionowych jest wyposażane automatyczne zmieniacze narzędzi oraz hydrauliczne uchwyty mocujące. 14









15 VDI-DIN Oprawki z chwytem tradycyjnym CBI (Mocowanie śrubami) CDI Złącze trapezowe VDI-DIN Uchwyty do tokarek karuzelowych 15
 CMZ (MS) Doosan (DO, BT¹) Mazak (MZ) EMAG (EM) EMCO (BT) FUJI (FJ) Goodway (MS) Haas (BT, OK) Hardinger (BT) Hwacheon (BT) Hyundai Wia (BT)")
 CDI to złącze do głowic rewolwerowych, które można stosować w obrabiarkach dowolnego typu zamiast złącza VDI.")
16 Uchwyty mocujące Coromant Capto do mocowania śrubami (CBI) W asortymencie standardowym uchwytów mocujących przystosowanych do określonych modeli obrabiarek dostępne są uchwyty do złączy głowic rewolwerowych obrabiarek następujących marek: Biglia (BI) CMZ (MS) Doosan (DO, BT¹) Mazak (MZ) EMAG (EM) EMCO (BT) FUJI (FJ) Goodway (MS) Haas (BT, OK) Hardinger (BT) Hwacheon (BT) Hyundai Wia (BT) DMG MORI (MS, GM) Romi (BT) Mori-Seiki (MS) Nakamura-Tome (NA) Muratec Murata (MA) Okuma (OK) ¹) BT to popularne złącze stosowane w obrabiarkach innych marek. Złącze Coromant Capto Disc Interface (CDI) CDI to złącze do głowic rewolwerowych, które można stosować w obrabiarkach dowolnego typu zamiast złącza VDI. Głowice rewolwerowe przystosowane do złącza CDI posiadają obrabiarki następujących marek: Boehringer Emag Emco Famar Gildemeister Hessapp Index J.G Weisser Monforts Niles Pittler Takisawa 16



17 Niestandardowe uchwyty mocujące Zestawy elementów uchwytów mocujących umożliwiają przystosowanie uchwytu mocującego do określonych wymagań. Zestawy są często stosowane z imakami blokowymi w tokarkach karuzelowych, z oprawkami podwójnymi lub jako rozwiązanie szybkomocujące umożliwiające przystosowanie uchwytu do wykorzystywanej głowicy rewolwerowej. Z zestawem elementów uchwytów mocujących, w zależności od zastosowania, dostępne są różne tuleje. W celu uzyskania bardziej szczegółowych informacji prosimy o kontakt z najbliższym przedstawicielem firmy. Ogólne Kwadratowepodwójne Z przesunięciem do użytku z wytaczakami Obrót tulei W celu zmiany konfiguracji z prawej na lewą lub odwrotnie, tuleję można obracać o 180 stopni. 17



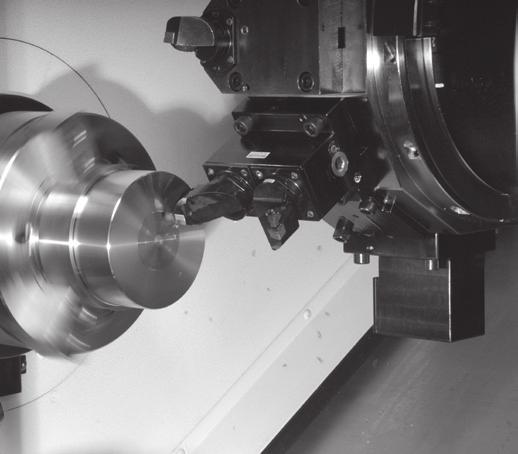
18 Większa wydajność skrawania przy zastosowaniu systemu Coromant Capto System podawania chłodziwa pod wysokim ciśnieniem CoroTurn HP Większość nowych obrabiarek posiada w podstawowej wersji wyposażenia możliwość podawania chłodziwa pod ciśnieniem bar. Kombinacja podawania chłodziwa pod wysokim ciśnieniem, zoptymalizowanych narzędzi skrawających i systemu szybkomocującego w istotny sposób zwiększa wartość wskaźnika zwrotu z inwestycji, dzięki następującym cechom: Konstrukcyjne ukierunkowanie dysz brak konieczności ustawiania dysz przez operatora pozwala wyeliminować przerwy i wpływ zmian warunków obróbki Lepsza kontrola wiórów eliminacja dwóch najważniejszych czynników wydłużających czas trwania przerwy w obróbce - Przestojów obrabiarki w następstwie owinięcia się długich wiórów dookoła narzędzia lub obrabianego przedmiotu - Brak ciągłości pracy kłębowiska" wiórów gromadzące się w przenośniku mogą wyeliminować obrabiarkę z pracy na wiele godzin lub dni Większa prędkość skrawania wyższa produktywność Jednorazowa inwestycja w rozwiązania szybkomocujące i system podawania chłodziwa pod wysokim ciśnieniem zwróci się w ciągu kilku miesięcy i przełoży się na zwiększenie rentowności podczas całego okresu eksploatacji obrabiarki. 18
 oraz drgania podczas obróbki na długich wysięgach.")

19 Wytaczaki i tłumiki Silent Tools Największymi wyzwaniami związanymi z użyciem wytaczaków są długi czas ustawiania (konieczność ustawienia ostrza na poziomie osi/regulacji wysięgu i podłączenia chłodziwa) oraz drgania podczas obróbki na długich wysięgach. Wytaczaki przystosowane do szybkiego mocowania pozwalają zaoszczędzić więcej czasu podczas produkcji w porównaniu do zwykłych narzędzi do toczenia zewnętrznego. Wdrożenie rozwiązań szybkomocujących często zaczyna się od narzędzi do obróbki wewnętrznej. Dla długich wytaczaków występuje ryzyko drgań i zderzenia z innymi narzędziami będącymi w użyciu. Wytaczaki z tłumieniem drgań Silent Tools ze złączem Coromant Capto, przeznaczone do obróbki z ostrzem na wysięgu do 10-krotności średnicy przekroju poprzecznego trzonka, pozwalają wyeliminować te problemy i zwiększyć konkurencyjność. WSKAZÓWKA: Przy obróbce z użyciem długich wytaczaków należy stosować jak największe złącze Coromant Capto ze względu na optymalną stabilność, jaką zapewnia jego duży kołnierz. (Uchwyty mocujące do narzędzi zewnętrznych, nie muszą być takiej samej wielkości, gdyż charakter ich pracy jest odmienny). Modułowy system ze złączem ząbkowanym - SL Modułowość jest korzystna z dwóch głównych przyczyn: Warianty ze stosunkowo niewielkiej liczby adapterów i głowic można budować różne modele narzędzi. Mając pod ręką standardowy asortyment narzędzi, nie ma konieczności sięgania po narzędzia specjalne, nawet w nietypowych zastosowaniach. Niższe koszty oprawki szybkomocujące są droższe od narzędzi z chwytem tradycyjnym czy wytaczaków. W dłuższej perspektywie użytkowanie głowic SL w trudnych zastosowaniach niweluje jednak koszty do poziomu wydatków na narzędzia z chwytem tradycyjnym. 19


20 Coromant Capto w wersji skróconej Dla każdej obrabiarki i głowicy rewolwerowej obowiązuje określona maksymalna średnica toczenia. Żadne z narzędzi do obróbki zewnętrznej nie może wystawać ponad określony limit, aby przy obracaniu głowicy nie zderzyć się z sąsiadującymi obiektami. Tokarskie uchwyty mocujące mają jednakową długość i przesunięcie dla każdej wielkości złącza Coromant Capto. Uchwyty mocujące dla danego złącza głowicy rewolwerowej są skonstruowane tak, by nie narazić standardowych oprawki na ryzyko kolizji podczas zmiany pozycji głowicy. Zalecane jest również ograniczanie wysięgu korpusu frezów czołowych mocowanych w adapterach przenoszących napęd, nie tyle z uwagi na maksymalną średnicę toczenia, co stabilność. Łożyska uchwytów przenoszących napęd są położone dużo bliżej siebie niż w centrum obróbkowym. Krótki wysięg ponad oś obrotu głowicy rewolwerowej pozwala zmniejszyć drgania, a także zwiększyć produktywność i bezpieczeństwo obróbki. Wielkość Coromant Capto Średnica kołnierza DCSFMS Długość LF Przesunięcie WF C C C C C C Uwaga: C6 to maksymalna wielkość gniazda w uchwytach mocujących do głowic rewolwerowych do toczenia zewnętrznego. Tolerancja wymiarów LF i WF wynosi ±0.15mm. 20



, możliwe jest stosowanie chłodziwa podawanego pod wysokim")

 Jedno narzędzie o dwóch ostrzach do toczenia i wytaczania dzięki któremu można uzyskać następujące korzyści: Skrócenie czasu")
21 W przypadku narzędzi, których wymiar LF przekracza podaną wartość należy upewnić się, czy średnica przewidziana dla bezkolizyjnego obrotu głowicy rewolwerowej zostanie zachowana. W zastosowaniach wymagających dużego zagłębienia narzędzia, można stosować złącze Coromant Capto w wersji krótkiej, zapewniające maksymalne skrócenie odległości między kołnierzem oprawki a środkiem głowicy rewolwerowej i zachowanie odpowiedniego odstępu. Oprawki tego typu nie posiadają rowków dla chwytaka, stąd przeznaczone są tylko do ręcznej wymiany w następujących zastosowaniach: Wiercenie - oprawka na tuleję zaciskową Obróbka frezami trzpieniowymi złącze Coromant EH i oprawka na tuleję zaciskową Przecinanie/obróbka rowków adaptery CoroTurn SL W przypadku dużej głębokości skrawania, duże znaczenie ma zapewnienie złącza odpowiedniej wielkości i stabilność. Promieniowa składowa siły jest duża, zwłaszcza podczas frezowania walcowo-czołowego i jeśli używane są frezy o dużej długości programowej. System Coromant Capto stanowi wspólną platformę mocowania narzędzi niezależnie od typu złącza dostępnego w obrabiarce. Ponieważ wiele obrabiarek w standardzie wyposażone jest w podawanie chłodziwa pod ciśnieniem bar (około psi), możliwe jest stosowanie chłodziwa podawanego pod wysokim ciśnieniem, co ma duże znaczenie np. podczas obróbki tytanu. Ponadto złącze zapewnia stabilność, minimalne ugięcie dla wszystkich rodzajów frezów i ma pozytywny wpływ na produktywność, dzięki czemu można uzyskać niższy koszt jednostkowy wykonania wgłębienia. Wytaczaki TURBO (TURning and BOring - Toczenie i wytaczanie) Jedno narzędzie o dwóch ostrzach do toczenia i wytaczania dzięki któremu można uzyskać następujące korzyści: Skrócenie czasu wymiany ostrza przy każdej wymianie można zaoszczędzić 3 sekundy Rzadsze wykonywanie konserwacji Więcej miejsca na narzędzia bliźniacze, dłuższy czas pracy Dostępne w standardzie: ze złączem C4, C5, C6 i dwoma płytkami CNM* 12 ze złączem C5, C6, C8 i złączami SL, umożliwiającymi korzystanie z pełnego asortymentu głowic SL do toczenia, toczenia gwintów i rowkowania. Narzędzia mają to samo oznaczenie, ale różne numery przesunięcia, np.: T do toczenia zewnętrznego T do toczenia wewnętrznego 21

 podczas wyścigów Formuły 1.")
22 Obróbka z wykorzystaniem systemu szybkomocującego - od planowania do produkcji Decyzja o zastosowaniu systemu szybkomocującego pozwala w optymalny sposób wykorzystać obrabiarkę, dzięki czemu można osiągnąć maksymalną możliwą wydajność produkcji. Połączenie systemu szybkomocującego z wysoką wydajnością skrawania gwarantuje, że obrabiarki osiągną najwyższą produktywność. Sukces wdrożenia zależy również od wykorzystania sprawdzonych rozwiązań w zakresie organizacji procesu obróbki. Wstępny pomiar i zestawy narzędziowe Szybkie mocowanie można porównać do przerwy technicznej (pit-stopu) podczas wyścigów Formuły 1. Dla usprawnienia przebiegu obróbki, przygotowania do wymiany narzędzia powinny być zakończone przed zatrzymaniem obrabiarki: Selekcja, Systematyka, Sprzątanie, Standaryzacja, Samodyscyplina Narzędzia przygotowane do wymiany powinny być układane w określonym miejscu, w grupach, tak aby widoczne było przesunięcie Niezbędne klucze dynamometryczne i klucze do mocowania płytek powinny znajdować się w zasięgu ręki Określenie korekty nastawienia jest zwykle realizowane poprzez wykonanie pomiaru wstępnego poza obrabiarką lub zastosowanie zestawów narzędzi. 22



23 Przyrząd pomiarowy Wstępne ustawienie narzędzi Coromant Capto można wykonać na urządzeniu pomiarowym wyposażonym w złącze typu stożek SK 50. Złącze Coromant Capto: C4, C5, C6 i C8 Punkt odniesienia dla korekty wymiarowej wyposażony w dwie kule umożliwia szybką kalibrację na urządzeniach do wstępnego ustawiania. Nowa, opatentowana konstrukcja tulei segmentowej z mocowaniem z przodu umożliwia szybką wymianę dzięki integracji gniazda, zapewniającemu większą precyzję niż rozwiązanie z tuleją. Zestawy narzędziowe Zestawy narzędziowe stosowane są zwykle w produkcji w partiach, podczas której rodzaj narzędzia zmienia się w zależności od produkowanego aktualnie przedmiotu. Po zakończeniu produkcji każdego z przedmiotów, narzędzia są demontowane, a ich pozycja i korekta ustawienia jest zachowywana dla całego zestawu narzędziowego wraz z jego osprzętem. Gdy dany przedmiot jest obrabiany ponownie, narzędzia są montowane w tym samym uchwycie mocującym i pierwsze przejście na przedmiocie może być wykonane w najkrótszym możliwym czasie z zachowaniem powtarzalności w zakresie ±2 mikrometrów. 23


24 Opcje obrabiarki Istnieje szeroka gama opcji obrabiarek, które mają wpływ na wybór optymalnego uchwytu mocującego. Wymagania w tym zakresie zwykle zależą od specyfiki obrabianych przedmiotów. Wzięcie pod uwagę zarówno typu obrabiarki, jak i opcji daje gwarancję optymalnego przebiegu obróbki. Funkcja korekty ustawienia oprawki Centra tokarskie często posiadają opcjonalną funkcję zapamietania korekty ustawienia oprawki. Umożliwia ona operatorowi obrabiarki ustawianie takich wartości korekty dla każdej oprawki, które umożliwią prawidłową konfigurację narzędzia skrawającego. Dzięki dodatkowemu oprogramowaniu, obliczenia te mogą być wykonywane również na niektórych urządzeniach do wstępnego ustawiania. Opcje złącza w głowicy rewolwerowej Oba konwencjonalne typy mocowań głowic rewolwerowych dla chwytów tradycyjnych lub ze złączem typu VDI powstały w czasach, gdy centra tokarskie wykonywały wyłącznie toczenie i wiercenie otworów w osi obrotu. Rozwój adapterów dla narzędzi obrotowych ograniczył ich zastosowanie w wielofunkcyjnych centrach tokarskich, ale złącze trapezowe VDI wciąż jest najbardziej stabilnym rozwiązaniem podczas ciężkiej obróbki na tokarkach z płaskim łożem. Oprawki z chwytem tradycyjnym VDI (DIN 69880) VDI (DIN 69881) Głowice rewolwerowe z mocowaniem uchwytów śrubami dobrze nadają się do użytku w wielofunkcyjnych centrach tokarskich, które zapewniają więcej miejsca w głowicy na łożyska uchwytu przenoszącego napęd. Pozwala to uzyskać optymalną stabilność i mniejszy wysięg elementów mocujących. 24
, nie pasują do innych modeli.")

25 CBI - Mocowanie śrubami CDI Każdy producent obrabiarek stosuje własną konfigurację mocowania za pomocą śrub. Uchwyty mocujące przeznaczone do obrabiarek danego typu (MACU), nie pasują do innych modeli. CDI (Coromant Capto Disc Interface) to złącze do głowic rewolwerowych, które można stosować w obrabiarkach dowolnego typu. Europejscy producenci obrabiarek często stosują złącze CDI zamiast złącza VDI. Wrzeciono pomocnicze Przedmioty niejednokrotnie wykonuje się metodą obróbki z dwóch stron. Wrzeciono pomocnicze jest stosowane w zestawieniu z podajnikiem pręta, co umożliwia bezobsługową produkcję całych przedmiotów. Dolna głowica rewolwerowa W przypadku obróbki wielkoseryjnej, zastosowanie dwóch głowic rewolwerowych zamiast głowicy pojedynczej, może skrócić czas maszynowy o połowę. Typowe zastosowania to obróbka długich i smukłych przedmiotów takich, jak wały oraz obróbka na tokarkach z wrzecionem pomocniczym. Wadami zastosowania dolnej głowicy rewolwerowej są ograniczona średnica toczenia oraz dłuższy czas programowania i ustawiania. To sprawia, że rozwiązanie to najlepiej sprawdza się w centrach tokarskich przeznaczonych do obróbki ściśle określonych przedmiotów. 25

.")
26 Narzędzia napędzane Narzędzia napędzane umożliwiają obróbkę frezarską i wiertarską. Przy braku ruchu posuwowego w osi Y, można z ich pomocą wykonywać prace obróbkowe w dwóch osiach, np. obróbkę rowków wpustowych lub otworów w osi obrotu. Do frezowania wybrań lub wiercenia otworów poza osią obrotu potrzebna jest możliwość realizacji ruchu posuwowego wzdłuż osi Y. Do obróbki wiertarskiej najlepiej nadają się uchwyty przenoszące napęd z systemem wewnętrznego doprowadzania chłodziwa pod wysokim ciśnieniem, które usprawnia odprowadzanie wiórów i zapewnia wysoką niezawodność procesu skrawania. Ruch posuwowy w osi Y Opcjonalne wykorzystanie osi Y umożliwia zastosowanie narzędzi napędzanych do trzyosiowego frezowania i wiercenia (poza osią obrotu przedmiotu). Frezowanie przedmiotów z wykorzystaniem osi Y jest zwykle korzystne. Dodatkowo, poprzez dodanie podwójnych uchwytów do toczenia możliwe jest zwiększenie liczby narzędzi bliźniaczych i rodzajów stosowanych oprawek, co ogranicza konieczność ich zmiany. Możliwość użycia pośrednich pozycji na głowicy rewolwerowej Wykorzystanie pośrednich pozycji głowicy pozwala stosować podwójne uchwyty i zwiększyć liczbę narzędzi. Opcja ta nie jest potrzebna, gdy można wykorzystać oś Y, dlatego zazwyczaj jest stosowana w centrach tokarskich nieprzystosowanych do obsługi narzędzi napędzanych. 26


27 Podawanie chłodziwa pod wysokim ciśnieniem (HPC) Większość obrabiarek ma obecnie możliwość podawania chłodziwa pod ciśnieniem około 70 bar. Jest to rozwiązanie korzystne dla przebiegu toczenia i wiercenia, którego koszt szybko się zwraca dzięki lepszemu wykorzystaniu obrabiarki i większej efektywności obróbki. Częstą przyczyną przestojów obrabiarki są kłębowiska" wiórów gromadzące się wokół narzędzia i w przenośniku. System musi spełniać następujące wymagania: Filtr 20 mikrometrów. Ciśnienie ciśnienie wymagane do łamania wiórów jest różne w zależności od obrabianego materiału i parametrów skrawania, jednak do większości zastosowań wystarczające jest 70 bar. Natężenie przepływu chłodziwa zależy od liczby i średnicy jego wylotów. Toczenie przy obróbce z użyciem systemu CoroTurn HP wymagane natężenie przepływu chłodziwa wynosi 20 litrów/minutę. Wiercenie z wewnętrznym doprowadzeniem chłodziwa Wewnętrzne doprowadzenie chłodziwa (przez narzędzie) ułatwia odprowadzanie wiórów i zapobiega ich zakleszczaniu się w rowku wiórowym. Średnica kanaliku chłodziwa wzrasta wraz ze średnicą wiertła, co oznacza, że wiertła o większej średnicy wymagają zapewnienia większego natężenia przepływu. Zalecane jest stosowanie pompy zmiennociśnieniowej. 27

28 Automatyczne zmieniacze narzędzi (ATC) Rozwój konstrukcji centrów tokarskich przebiega w wielu kierunkach: wykorzystanie osi Y, wiele głowic rewolwerowych, wrzeciona pomocnicze itp. Jednak wymiana oprawek i zużytych płytek tradycyjnie jest wykonywana ręcznie. W przypadku dużych pionowych centrów tokarskich, ze złączem Coromant Capto, dostępny jest opcjonalnie automatyczny zmieniacz narzędzi wraz z magazynem bębnowym. Jego zaletą jest możliwość przechowywania długich wytaczaków oraz możliwość wykonywania produkcji bezobsługowej. Ten kierunek rozwoju będzie prawdopodobnie kontynuowany w przypadku poziomych centrów tokarskich z suwnicowym systemem załadunku, ponieważ prowadzi on do zwiększenia wydajności obrabiarek, szczególnie w przypadku produkcji bezobsługowej. 28
29 Typy i opcje uchwytów mocujących Wybrane lub dostępne opcje obrabiarki determinują wybór możliwych uchwytów mocujących dla danej obrabiarki. W przypadku głowic rewolwerowych z mocowaniem uchwytów śrubami, szeroki wybór typów uchwytów mocujących pasujących do różnych obrabiarek (MACU) umożliwia operatorom dokładne dostosowanie i optymalizację głowicy pod kątem określonego rodzaju obrabianego przedmiotu w ramach zakresu opcji danej obrabiarki. 29











30 Obróbka zewnętrzna toczenie średnic zewnętrznych Cx-TRE-xxxxA Pojedyncze zewnętrzne Cx-TRE-xxxxA-DT Podwójne do wrzeciona pomocniczego Cx-TRE-xxxxA-YT Posuw w osi Y Cx-TRE-xxxxA-TT Z funkcją użycia pośrednich pozycji na głowicy rewolwerowej Cx-TRE-xxxxA-ET Pojedyncze z przesunięciem Cx-TRE-xxxxA-DE Podwójne z przesunięciem Cx-TRE-xxxxA-SP Krótki wysięg Cx-TRE-xxxxA-DY Podwójne, posuw w osi Y Obróbka wewnętrzna toczenie średnic wewnętrznych/wiercenie Cx-TLI-xxxxA Pojedyncze wewnętrzne Cx-TRI-xxxxA-SS Wrzeciono pomocnicze Cx-TLI-xxxxA-DT Podwójne do wrzeciona pomocniczego Cx-TRI-xxxxA-YT Posuw w osi Y Cx-TRI-xxxxA-TT Z funkcją użycia pośrednich pozycji na głowicy rewolwerowej Cx-TRI-xxxxA-DY Podwójne, posuw w osi Y Cx-TRI-xxxxA-XT Podwójne, posuw w osi X E = Chłodziwo doprowadzane zewnętrznie I = Chłodziwo doprowadzane wewnętrznie 30


31 Uchwyty przenoszące napęd Cx-DNE-xxxxA-E/I Średnica zewnętrzna, frezowanie/wiercenie Cx-DNI-xxxxA-E/I Średnica wewnętrzna, frezowanie/wiercenie Cx-DNI-xxxxA-DTE Średnica wewnętrzna, frezowanie/wiercenie podwójne Uchwyty do listw do przecinania CoroCut QD APBR /L-xxxxA- 25-HP Adapter do listw do przecinania E = Chłodziwo doprowadzane zewnętrznie I = Chłodziwo doprowadzane wewnętrznie 31


32 Wybór odpowiedniej konfiguracji uchwytu mocującego Wersja pojedyncza również lewa Wersja pojedyncza również prawa R L TR TL Oprawka prawa Oprawka lewa Uchwyt mocujący prawy Uchwyt mocujący lewy Obroty wrzeciona zgodnie z kierunkiem ruchu wskazówek zegara (M04) Obroty wrzeciona przeciwnie do ruchu wskazówek zegara (M03) Lewy do obrotów zgodnych z kierunkiem ruchu wskazówek zegara Prawy do obrotów przeciwnych do ruchu wskazówek zegara 32

33 Uchwyty przenoszące napęd (DTH) Zalecenia dotyczące stosowania Wymagania dotyczące chłodziwa Filtr chłodziwa maks. 50 μm (0.002 cala). Uchwyty przenoszące napęd z wewnętrznym doprowadzeniem chłodziwa nie mogą być stosowane podczas obróbki na sucho podawanie chłodziwa musi być włączone i chłodziwo musi być zawsze podawane podczas obrotów narzędzia. Obróbka na sucho powoduje uszkodzenie uszczelek wewnętrznych. Uszkodzenia uszczelek nie są objęte gwarancją. Do obróbki żeliwa należy stosować wyłącznie uchwyty z zewnętrznym podawaniem chłodziwa. Wszystkie uchwyty przenoszące napęd z wewnętrznym doprowadzeniem chłodziwa są przeznaczone do pracy przy maksymalnym ciśnieniu chłodziwa wynoszącym 80 bar, aż do maksymalnej prędkości obrotowej n wynoszącej 6000 obr./min. Aby uzyskać najlepsze wyniki podczas wiercenia zaleca się stosowanie uchwytów przenoszących napęd z wewnętrznym doprowadzeniem chłodziwa i podawanie chłodziwa pod wysokim ciśnieniem. Okres docierania Zastosowanie okresu docierania ma kluczowe znaczenie dla trwałości uchwytów przenoszących napęd. Uruchomienie uchwytów przenoszących napęd przez okres docierania, pozwala uniknąć zwiększonego tarcia i umożliwia odpowiednie rozprowadzenie środków smarnych stosowanych podczas montażu. Uwaga: Obróbka z wykorzystaniem uchwytów przenoszących napęd przy 50% maksymalnej prędkości obrotowej przez godzinę bez obciążenia.maksymalna prędkość obrotowa podana jest na uchwycie przenoszącym napęd. W przypadku uchwytów przenoszących napęd z wewnętrznym doprowadzeniem chłodziwa należy podawać je również podczas okresu docierania. 33


34 Okres pomiędzy konserwacjami Oczekiwana trwałość uchwytów przenoszących napęd zależy od zastosowania. Okresowo, należy wymieniać części podlegające szybkiemu zużyciu takie jak łożyska lub uszczelki. Jeśli obróbka odbywa się w normalnych warunkach, przy pracy na dwie zmiany, zalecamy wysyłanie uchwytów przenoszących napęd do serwisu po upływie jednego roku. Przy pracy trzyzmianowej, w trudnych warunkach lub przy wysokich prędkościach obrotowych zalecane jest częstsze wykonywanie przeglądów. Zaleca się, aby przeglądy były wykonywane przez firmę Sandvik Coromant. Czas wykonywania serwisu wynosi trzy tygodnie - należy zapewnić uchwyty zastępcze lub odpowiednio zaplanować czas przeprowadzenia przeglądu. Z tego powodu, korzystne jest wprowadzenie standaryzacji i stosowanie takich samych uchwytów (wielkość Cx oraz wewnętrzne lub zewnętrzne doprowadzenie chłodziwa): Średnica zewnętrzna/obróbka zewnętrzna często wykorzystywane tylko do frezowania i wewnętrzne doprowadzenie chłodziwa nie jest konieczne. Średnica wewnętrzna/obróbka wewnętrzna często stosowane do wiercenia i zalecane jest zastosowanie wewnętrznego doprowadzenia chłodziwa. 34 Średnica zewnętrzna/obróbka zewnętrzna Średnica wewnętrzna/obróbka wewnętrzna
35 Akcesoria wykorzystywane przy stosowaniu systemów szybkomocujących Klucz dynamometryczny Należy go zawsze stosować podczas mocowania i zwalniania uchwytów mocujących w obrabiarce oraz w przyrządzie do ustawień i pomiarów wstępnych. Jego zastosowanie jest zalecane, aby zapobiec uszkodzeniom mechanizmu krzywkowego, a także, aby uzyskać powtarzalną siłę mocującą. Właściwy moment siły podano na każdym uchwycie mocującym. Klucz dynamometryczny Coromant Wielkość Capto C-TK-01M C3* 5 C-TK-01M C C-TK-01M C Wielkość klucza mm Końcówka klucza C C C-TK-02 C C-TK-03 C * C3 Tylko narzędzia napędzane Zaślepka ochronna Jeśli w głowicy rewolwerowej znajdują się nieużywane uchwyty mocującej, zawsze powinno w nich zostać zamocowane narzędzie lub zaślepka ochronna, w celu zabezpieczenia przed kurzem i uszkodzeniami szlifowanej powierzchni tulei wielokątnej. Dostępne są następujące zaślepki: Cx-CP01 - mocowanie ręczne z tuleją segmentową Cx-CP11 - uchwyty NC3000 z mocowaniem śrubą centralną Cx-CPA-01 - automatyczny zmieniacz narzędzi (ATC) Zaślepki należy również delikatnie zamocować w uchwytach mocujących, podczas ich przechowywania. Należy upewnić się czy są czyste i nasmarowane w celu zapewnienia ochrony przed rdzą. Cx-CP01 Cx-CP11 Cx-CPA-01 35
36 Sprawdziany Cx-MAS-01 - do określenia przesunięcia punktu zerowego na wszystkich uchwytach mocujących i urządzeniach do wstępnych pomiarów Cx-MAS-11 - do wycentrowania uchwytu mocującego (ważne podczas wiercenia) Cx-MAS-01 Cx-MAS-11 36

37 Nośniki danych pomiarowych Coromant Capto, upraszczają przesyłanie danych i znacznie skracają czas wymiany narzędzia. Dostępne dla złącz Coromant Capto o wielkościach C3-C8. 37

38 Pojemniki do przechowywania narzędzi Obróbka z wykorzystaniem zestawów narzędzi i narzędzi bliźniaczych pozwala zaoszczędzić czas podczas przestawienia się na produkcję nowej partii lub wymiany narzędzia. Ważne jest, aby narzędzia lub zestawy przygotowane do wymiany znajdowały się w zasięgu ręki. Wózek do przechowywania narzędzi jest wykorzystywany głównie do przechowywania zestawów narzędzi stosowanych podczas produkcji w partiach lub do transportu do pomieszczenia, w którym centralnie jest wykonywane wstępne ustawianie. Zestaw wózka (CCW-KIT) jest dostarczany z czterema uchwytami narzędziowymi. Stojak na narzędzia przeznaczony jest dla narzędzi bliźniaczych lub do zastosowania w przypadku, gdy ustawienia wstępne odbywają się przy obrabiarce z wykorzystaniem przyrządu do ustawień i pomiarów wstępnych. Zestaw stojaka na narzędzia (BS-KIT) jest dostarczany z trzema uchwytami narzędziowymi. Wózek do przechowywania narzędzi Stojak na narzędzia Gniazda narzędziowe Formowane gniazda na narzędzia do wszystkich wielkości Coromant Capto należy zamawiać osobno. Te uniwersalne gniazda pasują zarówno do uchwytów na narzędzia (w wózku) jak i do stojaka na narzędzia. Wykonane są z tworzywa sztucznego ABS odpornego na działanie olejów. Składanie zamówień Oznaczenie Opis CCW-KIT Zestaw wózka 990x508x927 mm Zestaw stojaka na narzędzia BS-KIT 660x500x395 mm Gniazdo narzędziowe Sztuk w uchwycie C3-IC-1 C4-IC-1 C5-IC-1 C6-IC-1 C3 C4 C5 C C8-IC-1 C8 5 C10-IC-1 C10 4 Akcesoria TC-0 Uchwyt na narzędzia TCC-2 Para podpór do uchwytu 38

39 39
40 Aby uzyskać więcej informacji na ten temat, należy skontaktować się z lokalnym przedstawicielem Sandvik Coromant lub odwiedzić naszą stronę internetową Zapraszamy do kontaktu: Sandvik Polska Sp. z o.o. ul. Domaniewska 39A, Warszawa tel , Adres pl.coromant@sandvik.com C-2929:081 Update PLK/01 AB Sandvik Coromant
Szybka wymiana narzędzi do centrów tokarskich
 Szybka wymiana narzędzi do centrów tokarskich Maksymalna oszczędność czasu Jeśli zależy Państwu na zoptymalizowaniu czasu maszynowego, warto zainwestować w szybkowymienne mocowanie narzędzi. Dzięki funkcji
Szybka wymiana narzędzi do centrów tokarskich Maksymalna oszczędność czasu Jeśli zależy Państwu na zoptymalizowaniu czasu maszynowego, warto zainwestować w szybkowymienne mocowanie narzędzi. Dzięki funkcji
Modułowe systemy narzędziowe. typu Coromant Capto, Coromant EH i CoroTurn SL
 Modułowe systemy narzędziowe typu Coromant Capto, Coromant EH i CoroTurn SL Zoptymalizowane zestawy z użyciem standardowych elementów Czy dla każdej obrabiarki, przedmiotu i obrabianej powierzchni konieczne
Modułowe systemy narzędziowe typu Coromant Capto, Coromant EH i CoroTurn SL Zoptymalizowane zestawy z użyciem standardowych elementów Czy dla każdej obrabiarki, przedmiotu i obrabianej powierzchni konieczne
Modułowy system narzędziowy Coromant EH
 Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
CoroMill QD. Wysoka niezawodność frezowania rowków
 CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
CoroBore Wytaczanie zgrubne
 CoroBore Wytaczanie zgrubne Wytaczanie, wytaczanie stopniowe i wytaczanie wsteczne Narzędzia CoroBore nowej generacji do wytaczania zgrubnego spełniają stawiane przed nimi wymagania w zakresie ograniczania
CoroBore Wytaczanie zgrubne Wytaczanie, wytaczanie stopniowe i wytaczanie wsteczne Narzędzia CoroBore nowej generacji do wytaczania zgrubnego spełniają stawiane przed nimi wymagania w zakresie ograniczania
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 SYSTMY MOCOWANIA NARZĘDZI ak dobrać uchwyt ak dobrać uchwyt 1 Wybór sposobu mocowania narzędzia
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 SYSTMY MOCOWANIA NARZĘDZI ak dobrać uchwyt ak dobrać uchwyt 1 Wybór sposobu mocowania narzędzia
CoroMill 390 Frezy palcowe z płytkami o wielkości 07 Płytki w gatunku GC1130 do obróbki stali
 CoroMill 390 Frezy palcowe z płytkami o wielkości 07 Płytki w gatunku GC1130 do obróbki stali Nowe frezy palcowe o małych średnicach, wyposażone w płytki o wielkości 07, sprawiają, że najwyższej wydajności
CoroMill 390 Frezy palcowe z płytkami o wielkości 07 Płytki w gatunku GC1130 do obróbki stali Nowe frezy palcowe o małych średnicach, wyposażone w płytki o wielkości 07, sprawiają, że najwyższej wydajności
Większa niezawodność podczas odcinania z dużą głębokością
 Większa niezawodność podczas odcinania z dużą głębokością Priorytetowe wymagania użytkowników... wykonujących odcinanie z dużą głębokością zostały zidentyfikowane na wczesnym etapie prac nad nowym systemem.
Większa niezawodność podczas odcinania z dużą głębokością Priorytetowe wymagania użytkowników... wykonujących odcinanie z dużą głębokością zostały zidentyfikowane na wczesnym etapie prac nad nowym systemem.
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
CoroThread 266 Toczenie gwintów zewnętrznych CoroThread 266 Toczenie gwintów wewnętrznych. CoroTurn SL do szybkiej wymiany ze złączem wielkości 32
 CoroTurn SL Content Zastosowania Wprowadzenie Produkty Przegląd Głowice wymienne Obróbka zewnętrzna Trzonki i wymienne głowice wytaczaków Obróbka wewnętrzna Trzonki i wymienne głowice wytaczaków Głowice
CoroTurn SL Content Zastosowania Wprowadzenie Produkty Przegląd Głowice wymienne Obróbka zewnętrzna Trzonki i wymienne głowice wytaczaków Obróbka wewnętrzna Trzonki i wymienne głowice wytaczaków Głowice
1 - Wybierz system mocowania, modułowy lub jednolity - patrz spis treści na stronie G6.
 TOOLIN SYSTMS How to select tool holding SYSTMY NARZĘDZIOW Jak dobrać uchwyt Jak dobrać uchwyt? Wybór sposobu mocowania narzędzia 1 - Wybierz system mocowania, modułowy lub jednolity - patrz spis treści
TOOLIN SYSTMS How to select tool holding SYSTMY NARZĘDZIOW Jak dobrać uchwyt Jak dobrać uchwyt? Wybór sposobu mocowania narzędzia 1 - Wybierz system mocowania, modułowy lub jednolity - patrz spis treści
Oprawki Sandvik Coromant. Hydro-Grip. Asortyment precyzyjnych uchwytów
 Oprawki Sandvik Coromant Hydro-Grip Asortyment precyzyjnych uchwytów Hydro-Grip * nawet trzy razy większa siła w porównaniu z konwencjonalnymi uchwytami Precyzyjne uchwyty Hydro-Grip to gwarancja bezpiecznego
Oprawki Sandvik Coromant Hydro-Grip Asortyment precyzyjnych uchwytów Hydro-Grip * nawet trzy razy większa siła w porównaniu z konwencjonalnymi uchwytami Precyzyjne uchwyty Hydro-Grip to gwarancja bezpiecznego
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY
 Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Wyjątkowe rozwiązania CoroMill
 Wyjątkowe rozwiązania CoroMill CoroMill Państwa pierwszy wybór Od początku swojego istnienia system CoroMill kształtował świat obróbki frezarskiej. Dzięki charakterystycznym cechom, jak geometrie płytek
Wyjątkowe rozwiązania CoroMill CoroMill Państwa pierwszy wybór Od początku swojego istnienia system CoroMill kształtował świat obróbki frezarskiej. Dzięki charakterystycznym cechom, jak geometrie płytek
Silent Tools TM Produktywna obróbka z użyciem smukłych narzędzi
 Silent Tools TM Produktywna obróbka z użyciem smukłych narzędzi Koncentracja na ograniczeniu drgań Podatność na drgania stanowi stałe zagrożenie dla produktywności i bezpieczeństwa obróbki, szczególnie
Silent Tools TM Produktywna obróbka z użyciem smukłych narzędzi Koncentracja na ograniczeniu drgań Podatność na drgania stanowi stałe zagrożenie dla produktywności i bezpieczeństwa obróbki, szczególnie
Tokarka ze skośnym łożem TBI TC 300 Compact
 Tokarka ze skośnym łożem TBI TC 300 Compact Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali Ver_062017_02 Dbamy o solidną podstawę maszyny TBI TC 300 COMPACT S
Tokarka ze skośnym łożem TBI TC 300 Compact Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali Ver_062017_02 Dbamy o solidną podstawę maszyny TBI TC 300 COMPACT S
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
SPROSTAMY WSZYSTKIM WYZWANIOM
 SELECTION Grudzień 2018 SPROSTAMY WSZYSTKIM WYZWANIOM CZTERY TYPY WIERTEŁ NA PŁYTKI WYMIENNE - BEZ KOMPROMISÓW TEAM CUTTING TOOLS CERATIZIT to grupa przedsiębiorstw specjalizujących się w zaawansowanych
SELECTION Grudzień 2018 SPROSTAMY WSZYSTKIM WYZWANIOM CZTERY TYPY WIERTEŁ NA PŁYTKI WYMIENNE - BEZ KOMPROMISÓW TEAM CUTTING TOOLS CERATIZIT to grupa przedsiębiorstw specjalizujących się w zaawansowanych
5 Gwintowniki. 17 Mocowanie detalu 17 KATALOG IMADŁA. Mocowanie detalu. Wiertła HSS. Wiertła VHM. Nowość - teraz w oddzielnym katalogu
 1 Wiertła HSS Mocowanie detalu Nowość - teraz w oddzielnym katalogu Wiercenie 2 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 Frezy cyrkulacyjne do gwintów
1 Wiertła HSS Mocowanie detalu Nowość - teraz w oddzielnym katalogu Wiercenie 2 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 Frezy cyrkulacyjne do gwintów
Tokarka ze skośnym łożem TBI TC 300 Compact SMC
 Tokarka ze skośnym łożem TBI TC 300 Compact SMC Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
Tokarka ze skośnym łożem TBI TC 300 Compact SMC Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Tuleje uchwytów hydraulicznych ERICKSON HC
 Tuleje uchwytów hydraulicznych ERICKSON HC Zastosowanie podstawowe Hydrauliczne tuleje redukcyjne ERICKSON zaprojektowano specjalnie do precyzyjnego zaciskania prostych chwytów cylindrycznych narzędzi
Tuleje uchwytów hydraulicznych ERICKSON HC Zastosowanie podstawowe Hydrauliczne tuleje redukcyjne ERICKSON zaprojektowano specjalnie do precyzyjnego zaciskania prostych chwytów cylindrycznych narzędzi
Centra. tokarskie DUGARD 100. ze skośnym łożem. www.jafo.com.pl DUGARD
 Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
NOWOŚĆ EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT. Systemy palet z przyrządami mocującymi z jednej ręki
 NOWOŚĆ EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT Systemy palet z przyrządami mocującymi z jednej ręki EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT W przypadku obróbek jednostkowych i mało-seryjnych, ustawianie przedmiotu
NOWOŚĆ EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT Systemy palet z przyrządami mocującymi z jednej ręki EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT W przypadku obróbek jednostkowych i mało-seryjnych, ustawianie przedmiotu
Instrukcja użytkownika. Silent Tools. do zastosowań tokarskich
 Instrukcja użytkownika Silent Tools do zastosowań tokarskich Wprowadzenie Niniejsza instrukcja ma na celu ułatwienie Państwu korzystanie z wytaczaków z tłumieniem drgań (Silent Tools), aby osiągnąć możliwie
Instrukcja użytkownika Silent Tools do zastosowań tokarskich Wprowadzenie Niniejsza instrukcja ma na celu ułatwienie Państwu korzystanie z wytaczaków z tłumieniem drgań (Silent Tools), aby osiągnąć możliwie
Rozwiązania do tytanu
 Wręgi lotnicze Rozwiązania do tytanu Dla zapewnienia skutecznej obróbki Cztery klucze do osiągnięcia sukcesu w obróbce tytanu Tytan słynie z trudności, jakie stwarza podczas obróbki. Możliwości skrawania
Wręgi lotnicze Rozwiązania do tytanu Dla zapewnienia skutecznej obróbki Cztery klucze do osiągnięcia sukcesu w obróbce tytanu Tytan słynie z trudności, jakie stwarza podczas obróbki. Możliwości skrawania
Silent Tools. Narzędzia z tłumieniem drgań źródłem produktywności
 Silent Tools Narzędzia z tłumieniem drgań źródłem produktywności Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Silent Tools Narzędzia z tłumieniem drgań źródłem produktywności Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Tokarka CNC ze skośnym łożem TBI VT 480
 Tokarka CNC ze skośnym łożem 480 Ver_052018_02 480 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe we wszystkich
Tokarka CNC ze skośnym łożem 480 Ver_052018_02 480 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe we wszystkich
Tokarka CNC ze skośnym łożem TBI VT / 4000
 Tokarka CNC ze skośnym łożem TBI VT 880-131 / 4000 Ver_072018_01 Dbamy o solidną podstawę maszyny TBI VT 860-131/4000 S t r o n a 2 Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE!
Tokarka CNC ze skośnym łożem TBI VT 880-131 / 4000 Ver_072018_01 Dbamy o solidną podstawę maszyny TBI VT 860-131/4000 S t r o n a 2 Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE!
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
Centrum tokarskie TBI VT 410
 TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48 32 777 43 60 e-mail: biuro@tbitech.pl NIP: 639-192-88-08 KRS 0000298743 Centrum tokarskie TBI VT 410 TBI VT 630/2000 S t r o n a 2 Dbamy
TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48 32 777 43 60 e-mail: biuro@tbitech.pl NIP: 639-192-88-08 KRS 0000298743 Centrum tokarskie TBI VT 410 TBI VT 630/2000 S t r o n a 2 Dbamy
Tokarka CNC ze skośnym łożem TBI VT 990
 Tokarka CNC ze skośnym łożem TBI VT 990 Ver_052018_02 TBI VT 990 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe
Tokarka CNC ze skośnym łożem TBI VT 990 Ver_052018_02 TBI VT 990 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji
 _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
_ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
Nazwa Jedn. TBI FT 550 TBI FT 650
 Cechy maszyny ręczne przesuwanie suportów za pomocą pokręteł elektronicznych stopniowe dołączanie nowych cykli roboczych do posiadanego programu graficzna symulacja przebiegu cyklu roboczego natychmiast
Cechy maszyny ręczne przesuwanie suportów za pomocą pokręteł elektronicznych stopniowe dołączanie nowych cykli roboczych do posiadanego programu graficzna symulacja przebiegu cyklu roboczego natychmiast
Centra. tokarskie DUGARD 300P / 300MC. ze skośnym łożem DUGARD. www.jafo.com.pl
 Centra tokarskie DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Dokładne toczenie i niższe koszty produkcyjne! Tokarka skonstruowana z myślą o produktywności i niezawodności. Teraz można realizować
Centra tokarskie DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Dokładne toczenie i niższe koszty produkcyjne! Tokarka skonstruowana z myślą o produktywności i niezawodności. Teraz można realizować
Centra. tokarskie DUGARD 200HT / 200MC. ze skośnym łożem DUGARD. www.jafo.com.pl
 Centra tokarskie DUGARD H / MC ze skośnym łożem DUGARD www.jafo.com.pl DUGARD H/MC okarki CNC Konik Hydrauliczny Wysuw tuleii konika można sterować programem lub pedałem nożnym. Automatyczny czujnik kontroli
Centra tokarskie DUGARD H / MC ze skośnym łożem DUGARD www.jafo.com.pl DUGARD H/MC okarki CNC Konik Hydrauliczny Wysuw tuleii konika można sterować programem lub pedałem nożnym. Automatyczny czujnik kontroli
TM nie wymaga fundamentu, zapewnia duży stopień swobody
 TM 125 - nie wymaga fundamentu, zapewnia duży stopień swobody SERIA P SERIA K SERIA T SERIA MILLFORCE 02 I Zastosowanie 03 I Koncepcja maszyny 04 I Cechy szczególne 05 I Opcje i warianty wyposażenia 06
TM 125 - nie wymaga fundamentu, zapewnia duży stopień swobody SERIA P SERIA K SERIA T SERIA MILLFORCE 02 I Zastosowanie 03 I Koncepcja maszyny 04 I Cechy szczególne 05 I Opcje i warianty wyposażenia 06
Automaty tokarskie wzdłużne swiss type
 Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
Obrabiarki sterowane numerycznie i centra obróbkowe
 Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
Specyfikacja techniczna obrabiarki. wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40
 Specyfikacja techniczna obrabiarki wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40 KONSTRUKCJA OBRABIARKI HURCO VMX42 U ATC40 Wysoka wytrzymałość mechaniczna oraz duża dokładność są najważniejszymi
Specyfikacja techniczna obrabiarki wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40 KONSTRUKCJA OBRABIARKI HURCO VMX42 U ATC40 Wysoka wytrzymałość mechaniczna oraz duża dokładność są najważniejszymi
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia do efektywnego przecinania i toczenia rowków
 Narzędzia do efektywnego przecinania i toczenia rowków Przeznaczone specjalnie do odcinania CoroCut QD jest najbardziej wytrzymałym i zaawansowanym systemem do przecinania i toczenia rowków na rynku. Doskonale
Narzędzia do efektywnego przecinania i toczenia rowków Przeznaczone specjalnie do odcinania CoroCut QD jest najbardziej wytrzymałym i zaawansowanym systemem do przecinania i toczenia rowków na rynku. Doskonale
Produktywność i precyzja dla małych otworów to rozwiertaki Seco Nanofix
 Holemaking.book Page 229 Monday, April 19, 2010 7:13 AM Nanofix Produktywność i precyzja dla małych otworów to rozwiertaki Seco Nanofix Jakość Duża dokładność mocowania dzięki Quick-Fit. Możliwość uzyskania
Holemaking.book Page 229 Monday, April 19, 2010 7:13 AM Nanofix Produktywność i precyzja dla małych otworów to rozwiertaki Seco Nanofix Jakość Duża dokładność mocowania dzięki Quick-Fit. Możliwość uzyskania
TC3-200 CNC TC3-250 CNC
 TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
Narzędzia z tłumieniem drgań źródłem produktywności. Silent Tools
 Narzędzia z tłumieniem drgań źródłem produktywności Silent Tools Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Narzędzia z tłumieniem drgań źródłem produktywności Silent Tools Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I
 ...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
Katedra Technik Wytwarzania i Automatyzacji INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH. Nr ćwiczenia: 1. Kierunek: Mechanika i Budowa Maszyn
 Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Tolerancja wykonania: AT5 - Najgorsze dopuszczalne wykonanie AT4 - Dopuszczalna do standardowych obrabiarek AT3 - Standardowe wykonanie AT2 -
 Tolerancja wykonania: AT5 - Najgorsze dopuszczalne wykonanie AT4 - Dopuszczalna do standardowych obrabiarek AT3 - Standardowe wykonanie AT2 - Wykonanie blisko wzorcowego AT1 - Wzorcowe wykonanie KLASA
Tolerancja wykonania: AT5 - Najgorsze dopuszczalne wykonanie AT4 - Dopuszczalna do standardowych obrabiarek AT3 - Standardowe wykonanie AT2 - Wykonanie blisko wzorcowego AT1 - Wzorcowe wykonanie KLASA
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Jakiekolwiek nazwy własne użyte w SIWZ są tylko przykładami pożądanej przez Zamawiającego konfiguracji produktów, które spełniają wymogi Zamawiającego. Przez produkt
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Jakiekolwiek nazwy własne użyte w SIWZ są tylko przykładami pożądanej przez Zamawiającego konfiguracji produktów, które spełniają wymogi Zamawiającego. Przez produkt
OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D. II. Pierwsze uruchomienie tokarki CNC (Sinumerik 802D)
") OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D I. Objaśnienia funkcji na Sinumerik 802D M33 praca bez konika np. N10 M33 G54 M41, M42, M43 zakres obrotów wrzeciona tokarki, np. M42=200-1200 obr/min
OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D I. Objaśnienia funkcji na Sinumerik 802D M33 praca bez konika np. N10 M33 G54 M41, M42, M43 zakres obrotów wrzeciona tokarki, np. M42=200-1200 obr/min
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Nazwa obrabiarki. 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2
... 2") Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
Uchwyty narzędziowe BT-FC z Face Contact
 New Nowe Maj 2017 produkty dla techników obróbki skrawaniem Uchwyty narzędziowe BT-FC z Face Contact Zwiększony stopień bezpieczeństwa procesu oraz stabilność dzięki dodatkowej czołowej powierzchni styku
New Nowe Maj 2017 produkty dla techników obróbki skrawaniem Uchwyty narzędziowe BT-FC z Face Contact Zwiększony stopień bezpieczeństwa procesu oraz stabilność dzięki dodatkowej czołowej powierzchni styku
Kompetentne wsparcie na żądanie Technicy z know-how Wykorzystajcie ten Serwis² od poniedziałku do piątku w godz
 WŻNE DO: 28.02.2018 Zamów nawet o 18.30 wieczorem. Spośród 50 000 artykułów w magazynie Twoje narzędzie dostarczymy następnego dnia. Dzięki naszej logistyce jesteśmy coraz lepsi. To oznacza, że zamówienia
WŻNE DO: 28.02.2018 Zamów nawet o 18.30 wieczorem. Spośród 50 000 artykułów w magazynie Twoje narzędzie dostarczymy następnego dnia. Dzięki naszej logistyce jesteśmy coraz lepsi. To oznacza, że zamówienia
1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w tabeli. 3 Większość wierteł jest oferowanych z różnego rodzaju chwytami.
 pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
5-osiowe centrum obróbkowe TBI U5
 5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
Centra DUGARD 300P / 300MC. tokarskie. ze skośnym łożem DUGARD. www.jafo.com.pl JAROCIŃSKA FABRYKA OBRABIAREK S.A.
 Centra tokarskie JAROCIŃSKA FABRYKA OBRABIAREK S.A. DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Tokarki CNC serii DUGARD 300 ze skośnym łożem Dokładne toczenie i niższe koszty produkcyjne!
Centra tokarskie JAROCIŃSKA FABRYKA OBRABIAREK S.A. DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Tokarki CNC serii DUGARD 300 ze skośnym łożem Dokładne toczenie i niższe koszty produkcyjne!
PORTALOWE CENTRUM FREZARSKO WIERTARSKIE TBI SDV-H 1611 OBRABIARKI CNC SPRZEDAŻ I SERWIS OPROGRAMOWANIE CAD / CAM / PDM OBRABIARKI SPECJALNE
 PORTALOWE CENTRUM FREZARSKO WIERTARSKIE TBI SDV-H 1611 1/6 » korpus obrabiarki wykonany z żeliwa» 4 prowadnice w osi Z» konstrukcja bazująca na bramie» liniowe prowadnice toczne we wszystkich osiach» absolutny
PORTALOWE CENTRUM FREZARSKO WIERTARSKIE TBI SDV-H 1611 1/6 » korpus obrabiarki wykonany z żeliwa» 4 prowadnice w osi Z» konstrukcja bazująca na bramie» liniowe prowadnice toczne we wszystkich osiach» absolutny
Poziome centra obróbkowe TBI SH 1000 (SK50)
") Poziome centra obróbkowe TBI SH 1000 (SK50) Precyzyjna, seryjna obróbka wielostronna oraz obróbka dużych skomplikowanych detali przestrzennych w jednym zamocowaniu. Ver_052017_02 Dbamy o solidną podstawę
Poziome centra obróbkowe TBI SH 1000 (SK50) Precyzyjna, seryjna obróbka wielostronna oraz obróbka dużych skomplikowanych detali przestrzennych w jednym zamocowaniu. Ver_052017_02 Dbamy o solidną podstawę
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
Zestawy startowe narzędzi. do nowych obrabiarek
 Zestawy startowe narzędzi do nowych obrabiarek Zadbaj o narzędzia do swojej obrabiarki! Nowa obrabiarka to poważna inwestycja, której szybki zwrot jest zawsze mile widziany. Aby ułatwić rozruch nowej obrabiarki,
Zestawy startowe narzędzi do nowych obrabiarek Zadbaj o narzędzia do swojej obrabiarki! Nowa obrabiarka to poważna inwestycja, której szybki zwrot jest zawsze mile widziany. Aby ułatwić rozruch nowej obrabiarki,
Projekt nr POIG /09. Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych
 Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE
 TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
Str. 3 Str. 4 Str. 5+6 Str. 7 13+14 20+21. Str. 13 Str. 20 Str. 24 DIN 69871 MAS-BT DIN 69893. Str. 17+18. Str. 26 Str. 27 Str. 26
 Spis treści Oprawki IN 69871 SK 40 Str. 3 Str. 4 Str. 5+6 Str. 7 Str. 8 Oprawki MS BT 40 Str. 11 Str. 12 Str. 13+14 Str. 15 Str. 16 Oprawki IN 69893 HSK- 63 Str. 19 Str. 20 Str. 20+21 Str. 22 Str. 23 Oprawki
Spis treści Oprawki IN 69871 SK 40 Str. 3 Str. 4 Str. 5+6 Str. 7 Str. 8 Oprawki MS BT 40 Str. 11 Str. 12 Str. 13+14 Str. 15 Str. 16 Oprawki IN 69893 HSK- 63 Str. 19 Str. 20 Str. 20+21 Str. 22 Str. 23 Oprawki
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE
 TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
W83 wysokowydajna, wymienna płytka skrawająca. TOTAL Quatron
 W83 wysokowydajna, wymienna płytka skrawająca TOTAL Quatron KOMET TOTAL Quatron Wymienna płytka wieloostrzowa W83 K Czterokrawędziowa, wymienna płytka skrawająca zapewniająca bezpieczeństwo procesu K 1
W83 wysokowydajna, wymienna płytka skrawająca TOTAL Quatron KOMET TOTAL Quatron Wymienna płytka wieloostrzowa W83 K Czterokrawędziowa, wymienna płytka skrawająca zapewniająca bezpieczeństwo procesu K 1
7 Płytki do toczenia gwintów 7 8
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Bardziej ekonomiczna od termokurczu
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Bardziej ekonomiczna od termokurczu Najnowsza generacja uchwytów hydraulicznych pozwala przy wyjątkowo smukłej budowie zachować maksymalne
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Bardziej ekonomiczna od termokurczu Najnowsza generacja uchwytów hydraulicznych pozwala przy wyjątkowo smukłej budowie zachować maksymalne
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA
 Układ graficzny CKE 2018 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Układ graficzny CKE 2018 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Mechatroniczne głowice wytaczarskie firmy D Andrea
 Mechatroniczne głowice wytaczarskie firmy D Andrea Rafał Wujczak Historia firmy D ANDREA zaczyna się w 1951 roku, wraz z powstaniem pierwszej specjalizowanej głowicy SENSITIV T-TA, przeznaczonej do planowania
Mechatroniczne głowice wytaczarskie firmy D Andrea Rafał Wujczak Historia firmy D ANDREA zaczyna się w 1951 roku, wraz z powstaniem pierwszej specjalizowanej głowicy SENSITIV T-TA, przeznaczonej do planowania
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T CNC T CNC T CNC T CNC T CNC T CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE T9D-115/135 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach Długość toczenia 300/420 mm 9 ton 2-4 m Transporter wiórów w standardzie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T9D-115/135 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach Długość toczenia 300/420 mm 9 ton 2-4 m Transporter wiórów w standardzie
5-osiowe centrum obróbkowe TBI U5
 5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
Jeden model odpowiada zawsze Państwa potrzebom:
 Jeden model odpowiada zawsze Państwa potrzebom: 350 700 mm w osi x 3 7 osi 14 26 narzędzi 6 11 KW 10.000 22.000 z / bez automatyzacji z / bez chłodzenia przez wrzeciono z / bez przyrządu obróbczego zmieniacz
Jeden model odpowiada zawsze Państwa potrzebom: 350 700 mm w osi x 3 7 osi 14 26 narzędzi 6 11 KW 10.000 22.000 z / bez automatyzacji z / bez chłodzenia przez wrzeciono z / bez przyrządu obróbczego zmieniacz
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
FTM 700 / 1000 FCT 700. Mocno użebrowane 60 o skośne łoże dostępne jako jeden element do mm długości toczenia
 FCT 700 Centrum tokarskie FCT 700 zbudowane na skośnym łożu, odznacza się wysoką wydajnością, dokładnością oraz łatwością obsługi przy obróbce ciężkich detali o maksymalnej średnicy do 700 mm i długości
FCT 700 Centrum tokarskie FCT 700 zbudowane na skośnym łożu, odznacza się wysoką wydajnością, dokładnością oraz łatwością obsługi przy obróbce ciężkich detali o maksymalnej średnicy do 700 mm i długości
TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
Pionowe centrum obróbkowe TBI VC 1270 Smart Mill
 Pionowe centrum obróbkowe TBI VC 1270 Smart Mill Inteligentne rozwiązanie, dzięki zastosowaniu optymalnego cenowo sterowania Siemens oraz konfiguracji maszyny umożliwiającej pełną funkcjonalność. TBI Technology
Pionowe centrum obróbkowe TBI VC 1270 Smart Mill Inteligentne rozwiązanie, dzięki zastosowaniu optymalnego cenowo sterowania Siemens oraz konfiguracji maszyny umożliwiającej pełną funkcjonalność. TBI Technology
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
SPOTLIGHT 2018 METRYCZNY
 SPOTLIGHT 2018 METRYCZNY Profesionalne rozwiazania do toczenia i frezowania gwintów Innowacyjne rozwiązania do toczenia rowków i toczenia wzdłużnego www.vargus.pl Toczenie gwintów Oprawki zewnętrzne z
SPOTLIGHT 2018 METRYCZNY Profesionalne rozwiazania do toczenia i frezowania gwintów Innowacyjne rozwiązania do toczenia rowków i toczenia wzdłużnego www.vargus.pl Toczenie gwintów Oprawki zewnętrzne z
Z mechanicznego i elektronicznego punktu widzenia każda z połówek maszyny składa się z 10 osi o kontrolowanej prędkości i pozycji.
 Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.)
") FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
VI. Normowanie czasu robót na tokarkach rewolwerowych
 VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
Narzędzia frezarskie na płytki wymienne NOWOŚCI. Frezy monolityczne. Oprawki narzędziowe
 POKOLM ekspert w obróbce form Narzędzia frezarskie na płytki wymienne Głowice nasadzane Frezy trzpieniowe Frezy z mocowaniem DuoPlug Głowiczki wkręcane Głowice TRIGAWORX NOWOŚCI Głowice na płytki ośmiokątne
POKOLM ekspert w obróbce form Narzędzia frezarskie na płytki wymienne Głowice nasadzane Frezy trzpieniowe Frezy z mocowaniem DuoPlug Głowiczki wkręcane Głowice TRIGAWORX NOWOŚCI Głowice na płytki ośmiokątne
Formularz cenowy: Cena jednostkowa Ilość BRUTTO za sztuk 1 sztukę (w zł)
") ZST.77..05.06 Załącznik nr 3 do SIWZ Formularz cenowy: Nazwa zamówienia: Dostawa sprzętu specjalistycznego mechanicznego w ramach zadania: Poprawa jakości i warunków kształcenia zawodowego Lp. Specyfikacja
ZST.77..05.06 Załącznik nr 3 do SIWZ Formularz cenowy: Nazwa zamówienia: Dostawa sprzętu specjalistycznego mechanicznego w ramach zadania: Poprawa jakości i warunków kształcenia zawodowego Lp. Specyfikacja
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Gwinty drobnozwojne. Zarys częściowy płaska powierzchnia natarcia (NTF i NTK): Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne
: Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne") poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii M680
 Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie