Mechatronika w kontroli i diagnostyce procesu obróbki drewna. aktualny stan wiedzy oraz kierunki rozwoju
|
|
|
- Edward Gajda
- 7 lat temu
- Przeglądów:
Transkrypt



1 Szkoła Główna Gospodarstwa Wiejskiego Wydział Technologii Drewna diagnostyce procesu obróbki drewna aktualny stan wiedzy oraz kierunki rozwoju Piotr Beer
2 Omawiane zagadnienia: Wprowadzenie Analiza cech skrawnych narzędzi modyfikowanych poprzez inżynierię powierzchni Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady Analiza głównych kierunków kontroli i diagnostyki procesów kształtowania elementów z drewna litego i uszlachetnionych materiałów płytowych
3 Wprowadzenie Kontrola i diagnostyka procesu obróbki drewna są zadaniami, które do tej pory nie zostały w pełni zrealizowane. Przyczyny tkwią w specyfice cech tego materiału. Drewno jest surowcem pochodzenia naturalnego, którego właściwości fizyczne, chemiczne i mechaniczne zależą nie tylko od gatunku, ale również od cech środowiskowych wzrostu drzew, jak również zależna są od warunków klimatycznych i to dla każdego roku. Krótko ujmując, nie ma dwóch takich samych elementów drewnianych, nawet jeśli pochodzą z tej samej dłużycy. Obecnie, poza pierwiastkowym przerobem, mianem drewna określa się materiały drewnopochodne a zróżnicowanym rozdrobnieniu i udziale drewna. Najczęściej spotykane to drewno warstwowo klejone (wielkość i postać warstw bardzo zróżnicowana), płyty wiórowe i płyty pilśniowe. Jednym z podstawowych elementów umożliwiających stabilny proces wytwarzania są narzędzia skrawające, gdyż to one kształtują wyroby. W technologii drewna od lat nie ma zmian materiałowych dotyczących narzędzi skrawających. Próby wprowadzenia nowych materiałów ceramicznych nie przyniosły oczekiwanych rezultatów. Najbardziej zaawansowane jest uszlachetnianie istniejących materiałów narzędziowych nowoczesnymi technologiami inżynierii powierzchni.




4 Wprowadzenie Postacie zużywania się przykładowych narzędzi ceramicznych w obróbce płyty wiórowej. Widoczne są miejscowe wykruszenia krawędzi skrawającej. Skutkiem tych wykruszeń jest niezadowalająca jakość powierzchni i krawędzi obrabianych elementów. powierzchnia przylozenia zuzycie zlobkowe strefa skrawania ostra krawedz ceramika L sklad: Al 2 O % ZrO 2 wielkosc ziarna: D=0,43µm, K Ic = 4,4 MPa m powierzchnia natarcia warunki skrawania: laminowana plyta wiorowa z λ = 1 = 15 v c v f = = 56 m/s 5 m/min a e = 2 mm β =65 l c = 6869 m PG ceramika G sklad: Al 2 O 3 wielkosc ziarna: D=0,53µm, K Ic = 3,8 MPa m zuzycie zlobkowe wykruszenia krawedzi tnacej IWF
5 Wprowadzenie m IWF warunki skrawania: laminowana plyta wiórowa z = 1 λ = 15 a e =2 mm v c = 56 v f = m/s m/min 6856 droga skrawania l c E G K L N K05 material skrawny/kat ostrza Pomimo, iż niektóre materiały ceramiczne wykazują większą odporność na zużycie niż standardowo stosowany węglik spiekany (K05) to rozrzut wyników jest tak duży, że uniemożliwia ich zastosowanie w praktyce. W takich warunkach procesu obróbki nie da się kontrolować.
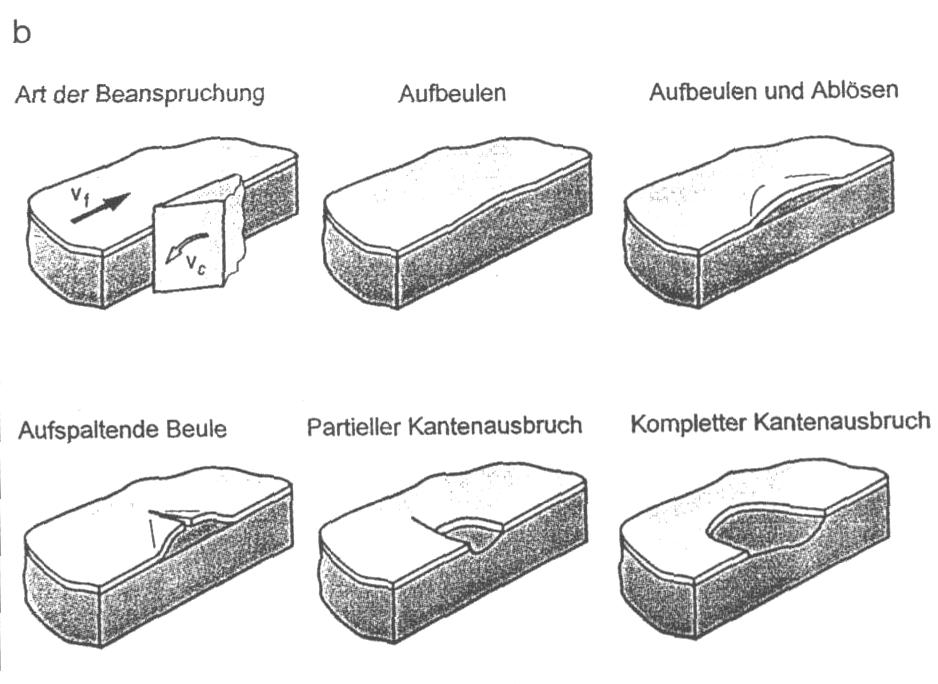
6 Analiza cech skrawnych narzędzi modyfikowanych poprzez inżynierię powierzchni Badania prowadzone w kierunku zwiększenia trwałości narzędzi mają na celu ograniczenie stępienia, gdyż zmiana geometrii ostrza powoduje: Skutki technologiczne wzrost: -Sił występujących podczas skrawania - Zapotrzebowania na energię - Temperatury - Wibracji -Hałasu Skutki jakościowe obniżenie: - Tolerancji wymiarowych -Jakości na powierzchni, naroży i krawędzi otrzymywanych wyrobów Jak do tej pory skutki jakościowe tępienia się narzędzi nie są tak monitorowane jak skutki technologiczne. Wydaje się to błędnym założeniem, gdyż to właśnie jakość jest podstawowym kryterium stosowanym w praktyce.
7 Analiza cech skrawnych narzędzi modyfikowanych poprzez inżynierię powierzchni Badania nad poprawą cech skrawalnych narzędzi poprzez inżynierię materiałową muszą być realizowane przynajmniej przez dwóch specjalistów: technologa drewna i specjalistę od inżynierii materiałowej. Ten układ zabezpiecza unikanie błędów w założeniach i ukierunkowuje badania aplikacyjnie. Podział kompetencji: inżynieria materiałowa / technologia produkcji Materiałoznawca Technolog warstwa wierzchnia narzędzie modyfikowane Cechy materiałowe Naprężenia wewnętrzne Wady Grubość Adhezja / warstwy przejściowe Stan powierzchni modyfikowanej Jedna / obie powierzchnie skrawające Cechy materiałowe Scratch test SEM SIMS --- Testy tribologiczne Sposoby regeneracji Ostrzenie ---
8 Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady Struktura kosztów ponoszonych przez badane przedsiębiorstwo w związku z występowaniem wad na krawędziach płyt wiórowych laminowanych wskazuje straty analizowanego zakładu. Łączne koszty związane z występowaniem wad na krawędziach płyt wiórowych laminowanych w zakładzie zatrudniającym ponad 100 osób w dziale produkcji wynoszą około S = 1,75 mln zł rocznie (dane z 2006 roku). Kp- płyty lepszej jakości Kn- częste ostrzenie narzędzi Ku- mniejsze prędkości posuwu Km- materiał wymiany elementu Kr- robocizna wymiany elementu
9 Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady Kontrolę jakości elementów po obróbce możemy wykonać stosując dwie metody: metody stykowe metody optyczne Każda z tych metod ma swoje wady i zalety. Tym niemniej, w przypadku próby oceny jakości in situ podstawowe czynniki, które należy pokonać to duże prędkości posuwu rzędu 2 m/s oraz znaczne zapylenie. W przypadku czujników stykowych występują niedokładności odwzorowania krawędzi przy pomiarze metodą stykową z dużą prędkością przesuwu iglicy (jaśniejszy profil rzeczywisty)
10 Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady W detekcji kształtów / wad kształtów można zastosować czujniki stykowe : ciśnienia, odkształcenia przemieszczenia
11 Czujnik stykowy zamontowany jest na korpusie frezarki za pomocą ruchomej dźwigni (1). W czasie przejścia materiału obrabianego z prędkością posuwu vf obudowa czujnika wspiera się na krawędzi materiału na dwóch płozach (10). Między płozami znajduje się sensor (4) zbudowany z trzech warstw elastycznych blaszek, tensometru elektrooporowego (6) i warstwy tłumiącej drgania (8). Fragment pozostający w kontakcie z krawędzią materiału chroniony jest przez płytkę diamentowa o promieniu ostrza ok. 10µm i jest dociskany do krawędzi dzięki naprężeniu wstępnemu elementu pomiarowego. W ten sposób w trakcie ruchu materiału obrabianego płytka podąża za nierównościami profilu krawędzi. Odchylenia sensora wywołują naprężenia w czujkach DMS, co z kolei powoduje powstanie różnic napięcia.
12 Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady Rozważania dynamiczne Gdyby zapewnić przyspieszenie ostrza wzorującego 1000 razy większe od ziemskiego tj. a =10000 m/s2 to w czasie t = 25 μs końcówka przemieści się o odcinek s = ½ a t2 s =0, ( )2 = 0, = 312, m m = 3 μm jest to co najmniej 10 razy za mało wobec założonej minimalnej głębokości wady (50 μm) Ze wzoru dynamiki F = m a wynika, że m = F/a Przy założeniu że F=10 N oraz a= 1000 g (a =10000 m/s2 ) otrzymuje się, że masa ruchoma związana z ostrzem wzorującym może wynosić tylko m = 10 / 104 = 10-3 kg = 1 g
13 Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady r Rozważania geometryczne h Dla promienia r i szerokości wady s głębokość h wyniesie s r - h =sqrt (r 2 s 2 /4) stąd h = r- sqrt(r 2 -s 2 /4) h μm ρ=100 μm Zależność wykrywanej głębokości wady od jej szerokości dla końcówki odwzorowującej o promieniu 100 μm μm s






14 Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady 0.5 mm 0.5 mm
15 Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady a) b) c) d) e) piksele piksele

16 Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady Zastosowanie wag w analizie jakości krawędzi jest próbą przybliżenia do odczuć oka ludzkiego.
17 Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady w = y b g 2 y rzędna środka ciężkości pola powierzchni, które ma być ważone (wyrażona w mm) bg graniczna szerokość wykruszenia (wyrażona w mm) Q M = 1 l e i j A ij w j Aij pole powierzchni i-tego wykruszenia położone na j-tej rzędnej wj współczynnik wagi dla pola powierzchni wykruszenia o j-tej rzędnej le długość elementarnego odcinka (PN-84/D-01005)
18 Analiza głównych kierunków kontroli i diagnostyki procesów kształtowania elementów z drewna litego i uszlachetnionych materiałów płytowych Mechatronika w badaniach modyfikacji narzędzi, czyli kluczowego punktu odpowiadającego za układ: geometria ostrza narzędzia / jakość elementu po obróbce, a tym samym za kontrolę i diagnostykę procesów produkcji będzie musiała rozwiązać główne zagadnienia wyszczególnione poniżej: ilościowa i jakościowa charakteryzacja narzędzia i elementu obrabianego określenie zależności w rozpatrywanym układzie /algorytmy, sztuczna inteligencja/ zalecenia statystyczne i obróbka statystyczna rezultatów badań
19 Analiza głównych kierunków kontroli i diagnostyki procesów kształtowania elementów z drewna litego i uszlachetnionych materiałów płytowych Podstawowym zagadnieniem z punktu widzenia procesów wytwarzania jest zdefiniowanie jakości elementu, i to analiza jakościowa oraz ilościowa oceny jakości. Jakość elementu: stan powierzchni stan naroży stan krawędzi
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii M680
 Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA
 Modelowanie obciążeń ziaren ściernych prof. dr hab. inż. Wojciech Kacalak, mgr inż. Filip Szafraniec Politechnika Koszalińska MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA XXXVI NAUKOWA
Modelowanie obciążeń ziaren ściernych prof. dr hab. inż. Wojciech Kacalak, mgr inż. Filip Szafraniec Politechnika Koszalińska MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA XXXVI NAUKOWA
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
Spis treści. 1. Wiadomości ogólne 9. 2. Wiadomości podstawowe o drewnie 16
 Spis treści 1. Wiadomości ogólne 9 1.1. Technologia i materiałoznawstwo 9 1.2. Rola technologii w procesie produkcyjnym 10 1.3. Normalizaąja 11 1.4. Zagadnienie oszczędności drewna. Charakterystyka przemysłu
Spis treści 1. Wiadomości ogólne 9 1.1. Technologia i materiałoznawstwo 9 1.2. Rola technologii w procesie produkcyjnym 10 1.3. Normalizaąja 11 1.4. Zagadnienie oszczędności drewna. Charakterystyka przemysłu
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
: Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
Frezy kuliste Sphero-XR / Sphero-XF obróbka kształtów 3D opanowana do perfekcji
 passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
ANALIZA ZJAWISKA NIECIĄGŁOŚCI TWORZENIA MIKROWIÓRÓW W PROCESIE WYGŁADZANIA FOLIAMI ŚCIERNYMI
 NIECIĄGŁOŚĆ TWORZENIA MIKROWIÓRÓW prof. dr hab. inż. Wojciech Kacalak, dr inż. Katarzyna Tandecka, dr inż. Łukasz Rypina Politechnika Koszalińska XXXIII Szkoła Naukowa Obróbki Ściernej Łódź 2015 ANALIZA
NIECIĄGŁOŚĆ TWORZENIA MIKROWIÓRÓW prof. dr hab. inż. Wojciech Kacalak, dr inż. Katarzyna Tandecka, dr inż. Łukasz Rypina Politechnika Koszalińska XXXIII Szkoła Naukowa Obróbki Ściernej Łódź 2015 ANALIZA
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Cechy ściernic diamentowych i z regularnego azotku boru ze spoiwem ceramicznym
 Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 9 Data wydania: 26 czerwca 2014 r. Nazwa i adres INSTYTUT ZAAWANSOWANYCH
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 9 Data wydania: 26 czerwca 2014 r. Nazwa i adres INSTYTUT ZAAWANSOWANYCH
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym r Nałęczów
 Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
OFERTA PIŁ TARCZOWYCH PILANA 250mm
 OFERTA PIŁ TARCZOWYCH PILANA 250mm Symbol piły Średnica piły Szerokość zęba Grubość piły Średnica otworu Ilość zębów Węglik CENA 5310 250 1,6 25 56z Nie 44,63 zł 5312 250 1,6 30 80z Nie 48,46 zł 5309 250
OFERTA PIŁ TARCZOWYCH PILANA 250mm Symbol piły Średnica piły Szerokość zęba Grubość piły Średnica otworu Ilość zębów Węglik CENA 5310 250 1,6 25 56z Nie 44,63 zł 5312 250 1,6 30 80z Nie 48,46 zł 5309 250
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA
 Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA PRZEDMIOT: INŻYNIERIA WARSTWY WIERZCHNIEJ Temat ćwiczenia: Badanie prędkości zużycia materiałów
Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA PRZEDMIOT: INŻYNIERIA WARSTWY WIERZCHNIEJ Temat ćwiczenia: Badanie prędkości zużycia materiałów
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
4. Narzędzia do złącz klinowych
 4. Narzędzia do złącz klinowych Informacje podstawowe Narzędzia do złącz klinowych Narzędzia do złącz klinowych służą do trwałego łączenia W związku z powyższym - wyodrębniamy narzędzia pod na- elementów
4. Narzędzia do złącz klinowych Informacje podstawowe Narzędzia do złącz klinowych Narzędzia do złącz klinowych służą do trwałego łączenia W związku z powyższym - wyodrębniamy narzędzia pod na- elementów
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
T E N D E N C J E W K S Z T A Ł T O W A N I U U B Y T K O W Y M W Y R O B Ó W
 : Studium: stacjonarne II stopnia : : MiBM Rok akad.: 017/18 Liczba godzin - 15 T E N D E N C J E W K S Z T A Ł T O W A N I U U B Y T K O W Y M W Y R O B Ó W L aborato r ium ( h a l a 0 Z O S ) Prowadzący:
: Studium: stacjonarne II stopnia : : MiBM Rok akad.: 017/18 Liczba godzin - 15 T E N D E N C J E W K S Z T A Ł T O W A N I U U B Y T K O W Y M W Y R O B Ó W L aborato r ium ( h a l a 0 Z O S ) Prowadzący:
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH
 PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noŝy styczno-obrotowych oraz karta
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noŝy styczno-obrotowych oraz karta
OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S )
") Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2018/19 Liczba godzin - 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S ) Prowadzący: dr hab. inż.
Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2018/19 Liczba godzin - 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S ) Prowadzący: dr hab. inż.
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
10. BADANIE TRWAŁOŚCI OSTRZA
 10. BADANIE RWAŁOŚCI OSRZA 10. 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z zależnością trwałości ostrza od prędkości skrwania oraz od przyjętego kryterium stępienia ostrza. 10. 2. Okres trwałości
10. BADANIE RWAŁOŚCI OSRZA 10. 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z zależnością trwałości ostrza od prędkości skrwania oraz od przyjętego kryterium stępienia ostrza. 10. 2. Okres trwałości
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji
 _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
_ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
8. Noże, części zamienne
 8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium
 ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH
 PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
MFK MFK. Dwustronna płytka o geometrii usprawniającej skrawanie w celu wyeliminowania drgań. Wysoce wydajna wielokrawędziowa obróbka żeliwa
 Wysoce wydajna wielokrawędziowa obróbka żeliwa Dwustronna płytka o geometrii usprawniającej skrawanie w celu wyeliminowania drgań 1 zdatnych krawędzi tnących na płytkę. Mocna krawędź o niskich siłach skrawania.
Wysoce wydajna wielokrawędziowa obróbka żeliwa Dwustronna płytka o geometrii usprawniającej skrawanie w celu wyeliminowania drgań 1 zdatnych krawędzi tnących na płytkę. Mocna krawędź o niskich siłach skrawania.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności. Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra
 Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
PotęŜny, precyzyjny, godny zaufania
 _Blaxx TM Promocja 2013 PotęŜny, precyzyjny, godny zaufania 1 17 September 2013 VM Spiegelhalder PotęŜny, precyzyjny, godny zaufania 1. Opis narzędzia 2. Płytki skrawające LNHU 3. Tiger tec Silver 4. Obszary
_Blaxx TM Promocja 2013 PotęŜny, precyzyjny, godny zaufania 1 17 September 2013 VM Spiegelhalder PotęŜny, precyzyjny, godny zaufania 1. Opis narzędzia 2. Płytki skrawające LNHU 3. Tiger tec Silver 4. Obszary
Temat: NAROST NA OSTRZU NARZĘDZIA
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
Frezowanie CS3_SCPL_11_0559_s_ROUTING.indd :13:32 Uhr
 CS3_SCPL_11_0559_s_ROUTING.indd 559 05.11.2008 16:13:32 Uhr 560 Informacje Nowy potencjał możliwości dla frezarek górnowrzecionowych. Bosch oferuje kompaktowy, przejrzyście zorganizowany program frezów
CS3_SCPL_11_0559_s_ROUTING.indd 559 05.11.2008 16:13:32 Uhr 560 Informacje Nowy potencjał możliwości dla frezarek górnowrzecionowych. Bosch oferuje kompaktowy, przejrzyście zorganizowany program frezów
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
STATYCZNA PRÓBA ROZCIĄGANIA
 Mechanika i wytrzymałość materiałów - instrukcja do ćwiczenia laboratoryjnego: STATYCZNA PRÓBA ROZCIĄGANIA oprac. dr inż. Jarosław Filipiak Cel ćwiczenia 1. Zapoznanie się ze sposobem przeprowadzania statycznej
Mechanika i wytrzymałość materiałów - instrukcja do ćwiczenia laboratoryjnego: STATYCZNA PRÓBA ROZCIĄGANIA oprac. dr inż. Jarosław Filipiak Cel ćwiczenia 1. Zapoznanie się ze sposobem przeprowadzania statycznej
Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH
 FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: stacj. I stopnia Semestr: 6 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 ZA A WANSOWANE PR OCESY WYTWARZA N IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr
Wydział: BMiZ Studium: stacj. I stopnia Semestr: 6 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 ZA A WANSOWANE PR OCESY WYTWARZA N IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr
Wskaźnik szybkości płynięcia termoplastów
 Katedra Technologii Polimerów Przedmiot: Inżynieria polimerów Ćwiczenie laboratoryjne: Wskaźnik szybkości płynięcia termoplastów Wskaźnik szybkości płynięcia Wielkością która charakteryzuje prędkości płynięcia
Katedra Technologii Polimerów Przedmiot: Inżynieria polimerów Ćwiczenie laboratoryjne: Wskaźnik szybkości płynięcia termoplastów Wskaźnik szybkości płynięcia Wielkością która charakteryzuje prędkości płynięcia
PEŁNA WYDAJNOŚĆ DZIĘKI HAI-TECH (TECHNOLOGII ZĘBA REKINA)
") INNOWACJA Ceny bez VAT, obowiązują do 31.07.2016 roku PEŁNA WYDAJNOŚĆ DZIĘKI HAI-TECH (TECHNOLOGII ZĘBA REKINA) Zainspirowany przez naturę, nowy, wysokowydajny materiał na narzędzia skrawające GARANT HB
INNOWACJA Ceny bez VAT, obowiązują do 31.07.2016 roku PEŁNA WYDAJNOŚĆ DZIĘKI HAI-TECH (TECHNOLOGII ZĘBA REKINA) Zainspirowany przez naturę, nowy, wysokowydajny materiał na narzędzia skrawające GARANT HB
OTWORNICE. profiline
 OTWORNICE profiline z węglika spiekanego, skrawanie płaskie Otwornica uniwersalna z węglika spiekanego bimetal HSS / HSS Co 8 RUKO z węglika spiekanego mogą być stosowane w wiertarkach ręcznych i stojakowych.
OTWORNICE profiline z węglika spiekanego, skrawanie płaskie Otwornica uniwersalna z węglika spiekanego bimetal HSS / HSS Co 8 RUKO z węglika spiekanego mogą być stosowane w wiertarkach ręcznych i stojakowych.
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII Zużycie i trwałość ostrza Technologie Materiałów Konstrukcyjnych i Wielofunkcyjnych Ć2:
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII Zużycie i trwałość ostrza Technologie Materiałów Konstrukcyjnych i Wielofunkcyjnych Ć2:
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
TEST KONKURSU SPRAWNY w ZAWODZIE STOLARZ
 Oświęcim 19.03.2004 r. TEST KONKURSU SPRAWNY w ZAWODZIE STOLARZ Test jest sprawdzianem wiedzy i umiejętności z zakresu kl. I i II Zasadniczej Szkoły Zawodowej w zawodzie stolarz. Przystępując do rozwiązania
Oświęcim 19.03.2004 r. TEST KONKURSU SPRAWNY w ZAWODZIE STOLARZ Test jest sprawdzianem wiedzy i umiejętności z zakresu kl. I i II Zasadniczej Szkoły Zawodowej w zawodzie stolarz. Przystępując do rozwiązania
Ceramiczne materiały narzędziowe. Inteligentna i produktywna obróbka superstopów
 Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
KORYTO WRAZ Z PROFILOWANIEM I ZAGĘSZCZENIEM PODŁOŻA
 D-04.01.01 KORYTO WRAZ Z PROFILOWANIEM I ZAGĘSZCZENIEM PODŁOŻA 1. WSTĘP 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej (ST) są wymagania dotyczące wykonania i odbioru robót związanych
D-04.01.01 KORYTO WRAZ Z PROFILOWANIEM I ZAGĘSZCZENIEM PODŁOŻA 1. WSTĘP 1.1. Przedmiot ST Przedmiotem niniejszej Specyfikacji Technicznej (ST) są wymagania dotyczące wykonania i odbioru robót związanych
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i prowadzenie procesów przetwarzania drewna Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i prowadzenie procesów przetwarzania drewna Oznaczenie kwalifikacji:
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV
 P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
Brytyjska produkcja. Najwyższa jakość
 FREZY PRO WORKER Nowy asortyment profesjonalnych frezów Pro Worker wykonanych z węglika wolframu oraz karbidu oferuje 45 najlepiej sprzedających się frezów dla przemysłu oraz branży stolarskiej. Brytyjska
FREZY PRO WORKER Nowy asortyment profesjonalnych frezów Pro Worker wykonanych z węglika wolframu oraz karbidu oferuje 45 najlepiej sprzedających się frezów dla przemysłu oraz branży stolarskiej. Brytyjska
WIERCENIE I ROZWIERCANIE
 WAŻNE DO 31.12.2019 WIERCENIE I ROZWIERCANIE ATORN NOWY PROGRAM WIERTEŁ UNI STRONA 4 21 ATORN WIERTŁA STRONA 26 27 ATORN UNI/VA STRONA 37 39 ROZWIERCANIE OD STRONY 52 WWW.HAHN-KOLB.PL PODSTAWĄ PAŃSTWA
WAŻNE DO 31.12.2019 WIERCENIE I ROZWIERCANIE ATORN NOWY PROGRAM WIERTEŁ UNI STRONA 4 21 ATORN WIERTŁA STRONA 26 27 ATORN UNI/VA STRONA 37 39 ROZWIERCANIE OD STRONY 52 WWW.HAHN-KOLB.PL PODSTAWĄ PAŃSTWA
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH
 PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH 1500 HV WĘGLIK WOLFRAMU NAJWYŻSZEGO GATUNKU, BARDZO SILNE POŁĄCZENIE GŁÓWKI Z
PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH 1500 HV WĘGLIK WOLFRAMU NAJWYŻSZEGO GATUNKU, BARDZO SILNE POŁĄCZENIE GŁÓWKI Z
Technika Klasa V Szkoły Podstawowej WYMAGANIA EDUKACYJNE NA POSZCZEGÓLNE STOPNIE
 Technika lasa V Szkoły j WYMAGANIA EDUACYJNE NA POSZCZEGÓLNE STOPNIE Opinia nr: 4223.108.2017 1.Zasady sporządzania dokumentacji technicznej + P (+ P) + R -posługuje się elementarnymi przyborami kreślarskimi;
Technika lasa V Szkoły j WYMAGANIA EDUACYJNE NA POSZCZEGÓLNE STOPNIE Opinia nr: 4223.108.2017 1.Zasady sporządzania dokumentacji technicznej + P (+ P) + R -posługuje się elementarnymi przyborami kreślarskimi;
Przejrzysta struktura: program brzeszczotów do pił szablastych firmy Bosch.
 Wyrzynarki i piły szablaste Informacje 487 Przejrzysta struktura: program brzeszczotów do pił szablastych firmy Bosch. Właściwy wybór brzeszczotu do piły szablastej w znaczącym stopniu decyduje o rezultacie
Wyrzynarki i piły szablaste Informacje 487 Przejrzysta struktura: program brzeszczotów do pił szablastych firmy Bosch. Właściwy wybór brzeszczotu do piły szablastej w znaczącym stopniu decyduje o rezultacie
ZNACZENIE POWŁOKI W INŻYNIERII POWIERZCHNI
 ZNACZENIE POWŁOKI W INŻYNIERII POWIERZCHNI PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono zalety stosowania powłok technicznych. Zdefiniowano pojęcie powłoki oraz przedstawiono jej budowę. Pokazano
ZNACZENIE POWŁOKI W INŻYNIERII POWIERZCHNI PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono zalety stosowania powłok technicznych. Zdefiniowano pojęcie powłoki oraz przedstawiono jej budowę. Pokazano
D PODBUDOWY D PROFILOWANIE I ZAGĘSZCZENIE PODŁOŻA, WYKONANIE KORYTA
 D.04.00.00. PODBUDOWY D.04.01.01. PROFILOWANIE I ZAGĘSZCZENIE PODŁOŻA, WYKONANIE KORYTA 1. WSTĘP 1.1. Przedmiot Specyfikacji Technicznej Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące
D.04.00.00. PODBUDOWY D.04.01.01. PROFILOWANIE I ZAGĘSZCZENIE PODŁOŻA, WYKONANIE KORYTA 1. WSTĘP 1.1. Przedmiot Specyfikacji Technicznej Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące
Technika Klasa V Szkoły Podstawowej WYMAGANIA EDUKACYJNE NA POSZCZEGÓLNE STOPNIE
 Technika lasa V Szkoły j WYMAGANIA EDUACYJNE NA POSZCZEGÓLNE STOPNIE 1. Opinia nr: 4223.513.2017 1.Zasady sporządzania dokumentacji technicznej -posługuje się elementarnymi przyborami kreślarskimi; -odwzorowuje
Technika lasa V Szkoły j WYMAGANIA EDUACYJNE NA POSZCZEGÓLNE STOPNIE 1. Opinia nr: 4223.513.2017 1.Zasady sporządzania dokumentacji technicznej -posługuje się elementarnymi przyborami kreślarskimi; -odwzorowuje
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU.
 Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
PRZETWORNIKI POMIAROWE
 PRZETWORNIKI POMIAROWE PRZETWORNIK POMIAROWY element systemu pomiarowego, który dokonuje fizycznego przetworzenia z określoną dokładnością i według określonego prawa mierzonej wielkości na inną wielkość
PRZETWORNIKI POMIAROWE PRZETWORNIK POMIAROWY element systemu pomiarowego, który dokonuje fizycznego przetworzenia z określoną dokładnością i według określonego prawa mierzonej wielkości na inną wielkość
Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. Długość całkowita (L)
") Budowa rozwiertaka Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. (D1) chwytu (D) Długość ostrzy (L1) Długość chwytu (LS) Maks. głębokość rozwiercania
Budowa rozwiertaka Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. (D1) chwytu (D) Długość ostrzy (L1) Długość chwytu (LS) Maks. głębokość rozwiercania
Rys. 2. Drzewo celów w procesie modelowania i optymalizacji powiązań wzajemnych między parametrami w cyklu produkcyjnym
 Zysk Minimalny koszt własny Minimalne zapotrzebowanie na energię Skrócenie czasu produkcji Czynniki fizykochemiczne Czynniki inżynierii procesowo-organizacyjne Czynniki ekonomiczne Czynniki energetyczne
Zysk Minimalny koszt własny Minimalne zapotrzebowanie na energię Skrócenie czasu produkcji Czynniki fizykochemiczne Czynniki inżynierii procesowo-organizacyjne Czynniki ekonomiczne Czynniki energetyczne
OBLICZANIE KÓŁK ZĘBATYCH
 OBLICZANIE KÓŁK ZĘBATYCH koło podziałowe linia przyporu P R P N P O koło podziałowe Najsilniejsze zginanie zęba następuje wówczas, gdy siła P N jest przyłożona u wierzchołka zęba. Siłę P N można rozłożyć
OBLICZANIE KÓŁK ZĘBATYCH koło podziałowe linia przyporu P R P N P O koło podziałowe Najsilniejsze zginanie zęba następuje wówczas, gdy siła P N jest przyłożona u wierzchołka zęba. Siłę P N można rozłożyć