Obróbka Skrawaniem -
|
|
|
- Krzysztof Jemielniak
- 6 lat temu
- Przeglądów:
Transkrypt

1 Prof. Krzysztof Jemielniak Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 4. Materiały narzędziowe, Instytut Technik Wytwarzania

2 Plan wykładu Obróbka skrawaniem 1. Wstęp 2. Pojęcia podstawowe 3. Geometria ostrza 4. Materiały narzędziowe 5. Proces tworzenia wióra 6. Siły skrawania 7. Dynamika procesu skrawania 8. Ciepło w procesie skrawania, metody chłodzenia 9. Zużycie i trwałość ostrza 10. Diagnostyka stanu narzędzia i procesu skrawania 11. Skrawalność 12. Obróbka materiałów stosowanych w przemyśle lotniczym strony
3 4 Materiały narzędziowe Ogólna charakterystyka materiałów narzędziowych Stale narzędziowe Stale szybkotnące Węgliki spiekane Spieki ceramiczne Materiały supertwarde 3
4 Wymagania stawiane materiałom narzędziowym Twardość zwłaszcza twardość na gorąco, tak że twardość i wytrzymałość są zachowane w temperaturach występujących przy skrawaniu do wykonania skrawania narzędzie musi być ok. 30 HRC twardsze niż materiał obrabiany Wytrzymałość narzędzie musi wytrzymywać znaczne i zmienne obciążenia, nie ulegając złamaniom czy wykruszeniom Odporność na zużycie by mogło skrawać przez odpowiednio długi czas między przeostrzeniami czy wymianami Stabilność chemiczna w odniesieniu tak do materiału obrabianego jak cieczy chłodzącej Racjonalnie niski koszt by zapewnić ekonomiczną obróbkę 4
5 Wybór materiału ostrza Zależy od: sposobu obróbki skrawaniem wielkości naddatku (obróbka zgrubna czy wykańczająca) materiału obrabianego (gatunek, kształt, stan powierzchni) sztywności i mocy obrabiarki 5
6 Materiał części chwytowej wytrzymałość wystarczająca do przeniesienia sił skrawania zdolność do tłumienia drgań dobra przewodność cieplna rozszerzalność cieplna podobna do rozszerzalności materiału części roboczej niski koszt Z reguły stale konstrukcyjne stopowe 6
 regularny azotek")


7 odporność na zużycie, twardość Materiały narzędziowe diament (PCD) regularny azotek boru (CBN) ceramika cermetale węgliki spiekane pokrywane węgliki spiekane drobnoziarniste węgliki spiekane stale narzędziowe stal szybkotnąca wytrzymałość, udarność 7 B.Shaw, IMTS 2004
8 Zależność twardości podstawowych materiałów narzędziowych od temperatury 8
9 Rozwój możliwych do zastosowania prędkości skrawania CIRP Encyclopedia of Production Engineering 9




10 Zastosowanie materiałów narzędziowych na świecie (2004) Cermet 7% 9% 5% inne 4% stal szybkotnąca 28% węgliki 47%
11 4 Materiały narzędziowe Ogólna charakterystyka materiałów narzędziowych Stale narzędziowe Stale szybkotnące Węgliki spiekane Spieki ceramiczne Materiały supertwarde 11

12 Stale narzędziowe węglowe Skład: % węgla oraz niewielką ilość ( %, powiedzmy ok. 0.3%) dodatków stopowych Mn, Si, Cr, Ni i Cu. Struktura: martenzytyczna Twardość: w stanie zmiękczonym 200 HB, zahartowane 60HRC.. ale tracą ją ok. 200 C Zastosowanie: obróbka ręczna materiałów o dobrej skrawalności, noże do drewna noże krążkowe do cięcia papieru, gumy, tworzyw sztucznych Podział na: Płytko hartujące się: mała wrażliwość na przegrzanie, do małych narzędzi (D<20mm): N7E-N12E Głęboko hartujące się, do większych narzędzi, zawierające nieco więcej dodatków: N5-N12 Cyfra w oznaczeniu odpowiada zawartości węgla w 0.1% 12
13 Stale narzędziowe stopowe Skład: % węgla oraz większą ilość (zwykle do powiedzmy 3%) dodatków stopowych Mn, Si, Cr, W i V. Struktura: martenzytyczna Twardość: zahartowane 62HRC.. ale tracą ją ok. 300 C Zastosowanie: takie samo jak stali węglowych - są nieco droższe i nieco lepsze. Polskie gatunki: NV, NMV, NC5... NC11, itd 13
14 4 Materiały narzędziowe Ogólna charakterystyka materiałów narzędziowych Stale narzędziowe Stale szybkotnące Węgliki spiekane Spieki ceramiczne Materiały supertwarde 14

15 Stale szybkotnące Stale narzędziowe: węglowe, ok. 0.3% dodatków C, stopowe, ok. 3% dodatków C, a gdyby tak... ze 30% dodatków? HSS wynalezione pod koniec XIX wieku przez F.W. Taylora i M. White a pierwsze 5 lat stosowania: w USA wydano na narzędzia z niej zrobione 20 milionów dolarów wzrost wartości produkcji o 8 miliardów dolarów! 15


16 Stale szybkotnące Najbardziej wytrzymały materiał narzędziowy Drugi pod względem częstości stosowania Traci właściwości przy ok. 550 C Materiał, którym skrawa się... najwolniej! 16
17 Obróbka cieplna stali szybkotnących Nagrzewanie do hartowania 3-4 stopniowe (zła przewodność cieplna:) Chłodzenie w kąpieli solnej (550 C) lub oleju ( C), a dalsze w powietrzu. Odpuszczanie co najmniej 2krotne: przemiana austenitu szczątkowego i usunięcie kruchości ponadto wtórne utwardzanie F. Klocke, Manufacturing Processes 1: Cutting, Springer
18 Obróbka cieplna stali szybkotnących Wtórne utwardzanie wynika z tworzenia się wewnątrz martenzytu bardzo drobnych cząsteczek węglików z W, V, i Mo rozpuszczonych wcześniej w żelazie. 18


19 Segregacja węglików w stalach szybkotnących Grupowanie się węglików metali trudnotopliwych Wynika z nierównomiernego krzepnięcia wlewka Pogarsza wytrzymałość Zwalczanie: wielokrotne przekuwanie... lub spiekanie O. Grinder, PM Production and Applications of HSS,

20 wytrzymałość Wytrzymałość HSS konwencjonalnych i spiekanych PM (powder metallurgy) HSS: brak segregacji wyższa wytrzymałość i udarność przy tej samej twardości izotropowe właściwości mniejsze odkształcenia w czasie hartowania lepsza szlifowalność wyższy, bardziej powtarzalny okres trwałości narzędzi twardość 20



21 Narzędzia z HSS pokrywane azotkiem tytanu (TiN) Początek w latach 80tych 21

22 Stal szybkotnąca pokryta TiN 22
 Parownik Fizyczne osadzanie z fazy gazowej (PVD - physical vapour deposition) CIRP Encyclopedia of Production")
23 Pokrywanie narzędzi TiN metodą PVD Uchwyt narzędziowy (katoda) Wysokie napięcie Gaz neutralny (argon) Gaz aktywny (azot) kropelka łuk elektryczny elektron atom Pokrywane narzędzia Odparowywany materiał Plazma Pompa próżniowa Materiał pokrywający (tytan) Parownik Fizyczne osadzanie z fazy gazowej (PVD - physical vapour deposition) CIRP Encyclopedia of Production Engineering 23
24 Zużywanie się narzędzia z HSS pokrywanych TiN 24
25 Wpływ pokrycia na właściwości HSS zwiększa twardość powierzchni i odporność na zużycie ścierne i adhezyjne redukuje współczynnik tarcia wióra o powierzchnię natarcia lepsze odprowadzanie wiórów mniejsze siły skrawania mniej wytwarzanego ciepła redukcja narostu redukuje ilość ciepła wnikającego do narzędzia (bariera cieplna) zwiększa odporność na utlenianie poprawia jakość powierzchni obrobionej 25

26 Gatunki stali narzędziowych i szybkotnących Stale narzędziowe Stale szybkotnące 26
27 4 Materiały narzędziowe Ogólna charakterystyka materiałów narzędziowych Stale narzędziowe Stale szybkotnące Węgliki spiekane spiekane Spieki ceramiczne Materiały supertwarde 27
28 Węgliki spiekane Podstawowy, najczęściej stosowany materiał narzędziowy wprowadzone w latach 30-tych 60-95% WC+TiC+TaC+NbC (1-10mm) + Co wysoka twardość ( HV) w szerokim zakresie temperatur, stosunkowo wysoka wytrzymałość i przewodność cieplna niska rozszerzalność cieplna 28
29 Wytwarzanie węglików spiekanych 29



30 Węgliki spiekane Znacznie mniej wytrzymałe niż HSS Znacznie bardziej odporne na zużycie Zachowują właściwości do ok. 900 C Dwie podstawowe grupy: WC-Co wyższa wytrzymałość na zginanie i udarność, lepiej znoszą niskie prędkości skrawania i zużycie ścierne, lepsza przewodność cieplna, WC-TiC-TaC-NbC-Co odporne na zużycie dyfuzyjne obróbka stali 30








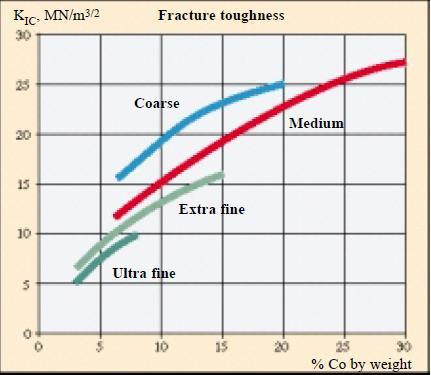
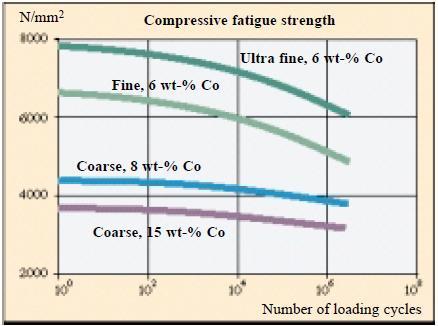
31 Struktura typowych węglików spiekanych Ekstra ziarniste gruboziarniste Gruboziarniste Średniogrubo Średnioziarniste Drobnoziarniste Sub mikronowe Ultra drobno ziarniste Nano ziarniste > 5.0 μm μm μm μm μm μm μm < 0.2 μm Extra coarse Coarse Medium coarse Medium Fine Extra fine Ultra fine >1 µm <1 µm Przemysł wydobywczy Narzędzia skrawające Odporne na uderzenia Narzędzia skrawające wytrzymałe, odporne na zużycie, 31
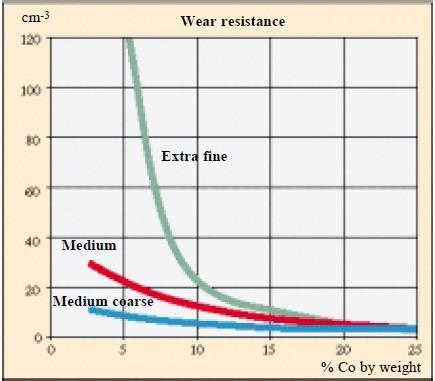
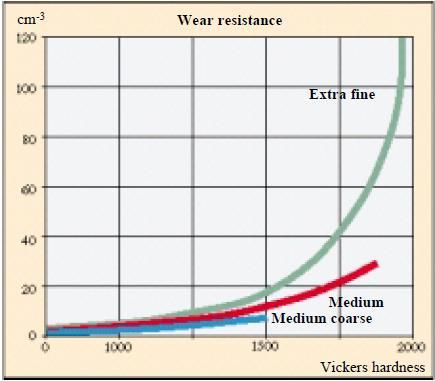
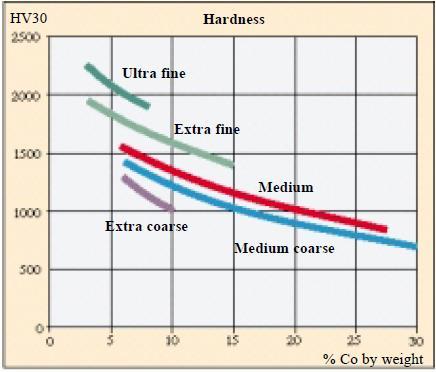
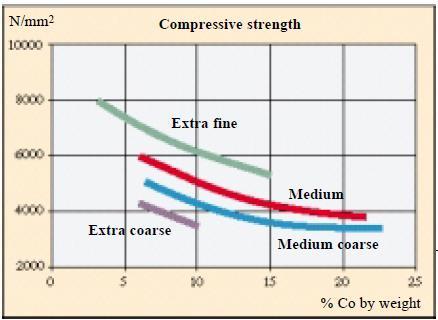
32 Zależność odporności na zużycie od zawartości kobaltu, twardości i wielkości ziarna 32

33 Struktura typowych węglików spiekanych (H):Twardość HV30 (H)Twardość HV30 (B):Wytrzymałość na zginanie (N/mm 2 ) Trwałość ostrza (min) Ziarno μm μm Standardowa Drobnoziarnista Submikronowa Toczenie żeliwa białego Płytka wymienna SPGN Ostra krawędź k r =75 F. Klocke, Manufacturing Processes 1: Cutting, Springer


34 Węgliki spiekane ultra drobnoziarniste Ziarno μm Podwyższona wytrzymałość i odporność na zużycie zwłaszcza małych narzędzi np. wierteł o średnicach 0,05-0,2 mm 34
 Węglik K30 pokryty")
 MT-CVD (medium temperature CVD, 700 900 C) PA-CVD (Plasma activated CVD,")
35 Pokrywanie węglików spiekanych metodą CVD Początek w latach 60-tych Chemiczne osadzanie z fazy gazowej (CVD - chemical vapour deposition) Węglik K30 pokryty TiAlN CIRP Encyclopedia of Production Engineering HT-CVD (high temperature CVD, C) MT-CVD (medium temperature CVD, C) PA-CVD (Plasma activated CVD, C) 35


36 Węgliki pokrywane TiN Al 2 O 3 TiCN TiC rdzeń TiN niskie tarcie, odporność na narost Al 2 O 3 odporność na adhezję i dyfuzję, twardość na gorąco, niska przewodność cieplna: bariera cieplna TiC, TiCN wysoka twardość, odporność na ścieranie rdzeń wysoka wytrzymałość 36


37 Wpływ pokrycia na promień zaokrąglenia krawędzi skrawającej R= promień krawędzi przed pokryciem + S grubość pokrycia = Promień zaokrąglenia krawędzi po pokryciu Powierzchnia natarcia Chropowata powierzchnia Gładka powierzchnia CemeCon 37
38 Wpływ pokrycia ostrza z WS na zużycie ostrza CIRP Encyclopedia of Production Engineering 38


39 Właściwości różnych pokryć Stabilność chemiczna Al2O3 TiC Ti (C, N) Ti (Al, N) TiN ZrN odporność na zużycie współczynnik tarcia 39




40 Podwyższenie wytrzymałości przez zwiększenie zawartości kobaltu pod pokryciem IC 848 IC 8048 Al 2 O 3 IC 825 IC TiN 40

41 Pokrywanie węglików metodą PVD CIRP Encyclopedia of Production Engineering 41



42 Typy pokryć PVD Proces PVD zachodzi w temperaturze poniżej 600 Może być stosowany do ostrych naroży TiN TiCN TiCN + TiN TiAlN Pierwsze były pokrycia azotkiem tytanu TiN Kolejna generacja węgliko-azotek tytanu TiCN. Stosowana jest kombinacja tych pokryć Dodanie aluminium do TiN dało TiAlN wyższą twardość, odporność na utlenianie i wytrzymałość w temperaturach do 900 CIRP Encyclopedia of Production Engineering 42
 obróbka na sucho obróbka żeliwa i")
43 Właściwości i zastosowanie pokryć PVD TiAlN Pokrycie TiAlN 2-6 mm, metodą PVD Właściwości: HV doskonała twardość na gorąco świetna odporność na utlenianie mała przewodność cieplna ostra krawędź skrawająca przy wysokich temperaturach powstaje warstewka ochronna tlenków Al Zastosowanie materiały trudnoobrabialne obróbka z wysokimi prędkościami (HSM) obróbka na sucho obróbka żeliwa i stali nierdzewnych frezowanie i toczenie stopów tytanu 43
44 Porównanie pokrywania metodą CVD i PVD Proces CVD PVD temperatura C C warstwy pokrywające węgliki, azotki, tlenki TiN, TiCN, TiAlN całkowita grubość pokrycia 2 15 mm 2 5 mm kierunkowość ze wszystkich kierunkowe pokrycia stron charakterystyka więcej możliwych ostra krawędź skrawająca, ogólna kombinacji pokryć, gorsze przyleganie pokrycia, dobre przyleganie mniejsze naprężenia między, pokrycia rdzeniem i pokryciem 44
45 Rozkład naprężeń w pokryciu i rdzeniu naprężenia ściskające naprężenie rozciągające Compression Stress Tensile Stress naprężenia ściskające naprężenie rozciągające CVD Pokrycie Coating CVD(5-10 mm) PVD Pokrycie Coating PVD (2-6 mm) rdzeń rdzeń 5 10 głębokość Depth (mm) (mm) pokrycie Coating Substrate rdzeń Coating pokrycie Substrate rdzeń Compression Stress Tensile Stress 5 10 głębokość Depth (mm) (mm) 45

46 CVD aktywowane plazmowo C! F. Klocke, Manufacturing Processes 1: Cutting, Springer

47 Rozwój metod pokrywania materiałów narzędziowych CVD Rynek narzędzi PVD niepokrywane L. A. Dobrzański, A.. Dobrzańska-Danikiewicz,

48 Zestawienie metod pokrywania F. Klocke, Manufacturing Processes 1: Cutting, Springer

49 Porównanie właściwości pokryć 1. Zużycie ścierne 2. Zużycie wytrzymałościowe (statyczne i dynamiczne) 3. Zużycie adhezyjne 4. Deformacje plastyczne 5. Wykruszenia, pęknięcia 6. Możliwość utworzenia ostrej krawędzi B. Ljungberg, M. Castner, Coating Improvements For Steel Turning 49
 i")
 ze")


50 Cermetale Węglik tytanu (TiC) i węgliko-azotek tytanu (TiCN) ze spoiwem kobaltowo-niklowym (Co-Ni) F. Klocke, Manufacturing Processes 1: Cutting, Springer
51 Porównanie cermetali z węglikami spiekanymi Właściwości wyższa twardość i odporność na wysokie temperatury Zastosowanie wyższe prędkości skrawania toczenie wykańczające wyższa odporność na zużycie lepsza jakość powierzchni niższe tarcie wióra o powierzchnię natarcia obrobionej i narzędzia o przedmiot mniejsze siły skrawania minimalny narost głównie do obróbki ciągłej niższa wytrzymałość łatwiejsze wykruszanie 51

52 Zastosowanie węglików spiekanych i cermetali 52



53 Węgliki spiekane gatunki 53


54 Narzędzia z płytkami węglików 54








55 Zastosowanie stali szybkotnących i węglików spiekanych w różnych sposobach obróbki toczenie 2% lutowane WS frezowanie 9% jednolity WS 33% HSS wiercenie 22% jednolity WS gwintowanie 5% jednolity WS 51% HSS 98% płytki wymienne WS 58% płytki wymienne WS 27% płytki wymienne WS 95% HSS 50% jednolity lub lutowany WS rozwiercanie 26% HSS nacinanie uzębień 19% jednolity WS piłowanie 5% lutowane ostrza WS przeciąganie 14% WS 24% płytki wymienne WS 81% HSS 95% HSS 86% HSS Valerius, E., Riou, A., New Technologies in the Cutting Tool Industry, First International HSS FORUM Conference,
56 4 Materiały narzędziowe Ogólna charakterystyka materiałów narzędziowych Stale narzędziowe Stale szybkotnące Węgliki spiekane Spieki ceramiczne Materiały supertwarde 56
, porowatość <2% Twardość w temperaturze pokojowej ok. 1600 HV Wytrzymałość na ściskanie ok.")
57 Spieki ceramiczne ceramika tlenkowa Ceramika tlenkowa, oparta na Al 2 O 3 Wytwarzanie prasowanie i spiekanie (podobnie jak WS) indywidualne płytki (białe) prasowanie na gorąco dużych walców, ciętych na płytki Drobne ziarno (do 5 mm), porowatość <2% Twardość w temperaturze pokojowej ok HV Wytrzymałość na ściskanie ok Mpa Podział na czystą mieszaną zbrojoną 57
 Wady: brak narostu, dyfuzji, utleniania mała wytrzymałość, udarność (3x")
58 Spieki ceramiczne ceramika Al 2 O 3 czysta Skład: prawie wyłącznie Al 2 O 3 dodatki ZrO 2 (poprawa udarności i wytrzymałości) MgO i TiO poprawa zagęszczenia i właściwości skrawnych Zalety: wysoka twardość, do wyższych temperatur niż WS małe powinowactwo z metalami, nie uleganie reakcjom chemicznym (stabilność chemiczna) Wady: brak narostu, dyfuzji, utleniania mała wytrzymałość, udarność (3x mniejsza niż WS) niska przewodność cieplna 58

 59 B.")
59 Spieki ceramiczne ceramika Al 2 O 3 czysta Zastosowanie toczenie żeliwa szarego w ustabilizowanych warunkach, gdy potrzebna jest duża gładkość (bez szlifowania) czoła sprzęgieł i hamulców samochodowych prędkości skrawania 2-3x wyższe niż dla WS (ok. 600 m/min) 59 B.Shaw, IMTS 2004
60 Spieki ceramiczne ceramika Al 2 O 3 mieszana Skład dodatek 20-30% TiC i TiN (ceramika czarna) Właściwości wyższa przewodność cieplna odporność na szok termiczny wyższa udarność Zastosowanie obróbka żeliwa w szerszym zakresie, obróbka stopów żarowytrzymałych jak stopów niklu obróbka materiałów twardych (poniżej 65 HRC) 60


61 Spieki ceramiczne ceramika Al 2 O 3 zbrojona Skład dodanie przed spiekaniem ok. 25% włókien SiC 2x20mm Właściwości odporność na wysoką temperaturę, odporność na szok termiczny odporność na zużycie Zastosowanie obróbka żeliwa stopowego, obróbka stopów żarowytrzymałych jak stopów niklu obróbka stali utwardzonej obróbka przerywana obróbka szybkościowa stali 61
62 Spieki ceramiczne ceramika azotkowa - Si 3 N 4 Azotek krzemu (Si 3 N 4 ) ma bardzo korzystne właściwości jako materiał narzędziowy: wysoka odporność na szok termiczny związany z niską rozszerzalnością, wysoka przewodność cieplna wytrzymałość Czysty Si 3 N 4 spieka się bardzo trudno Dodatki MgO i Y 2 O 3 ułatwiają spiekanie, lecz zmniejszają wytrzymałość w wysokich temperaturach Ułatwienie spiekania przy zachowaniu właściwości Si 3 N 4 oraz stabilności chemicznej Al 2 O 3 uzyskano przez połączenie tych materiałów CIRP Encyclopedia of Production Engineering 62
 spiekanie pod wysokim ciśnieniem (HPSN - hot pressed silicon nitride) wyższa gęstość i lepsze")
63 Spieki ceramiczne ceramika azotkowa - Sialon Skład Si 3 N 4 +Al 2 O 3 Si-Al-O-N Wytwarzanie prasowanie na zimno, następnie spiekanie (jak węgliki) spiekanie pod wysokim ciśnieniem (HPSN - hot pressed silicon nitride) wyższa gęstość i lepsze właściwości 63

64 Spieki ceramiczne ceramika azotkowa - Sialon Właściwości b. dobra przewodność cieplna i niska rozszerzalność: odporność na szok termiczny i zużycie nie wchodzi w reakcje z materiałami nieżelaznymi, odporna na utlenianie wysoka wytrzymałość i udarność, zachowana do wysokich temperatur ok 1000 C Zastosowanie obróbka żeliwa na sucho i z chłodzeniem, szybkościowa obróbka żarowytrzymałych stopów niklu (Inconel 718) 64
65 Zastosowanie narzędzi ceramicznych Ceramika tlenkowa Ceramika azotkowa Stale hartowane Żeliwo Żeliwo Stopy żarowytrzymałe CIRP Encyclopedia of Production Engineering 65

66 Ceramika pokrywana TiN do toczenia na twardo Może być używana zamiast CBN przy obróbce ciągłej lub z niewielkimi przerwami Pokrycie zwiększa stabilność, poprawia gładkość powierzchni obrobionej, przeciwdziała wykruszaniu. Redukuje powstawanie krateru wydłużając trwałość ostrza 66 B.Shaw, IMTS 2004
67 Narzędzia z płytkami ceramicznymi Wzrost wytrzymałości Płytki ze wzmocnioną krawędzią skrawającą ostra honowana fazowana fazowana i honowana CIRP Encyclopedia of Production Engineering 67

68 Wpływ sfazowania krawędzi na trwałość narzędzi ceramicznych F. Klocke, Manufacturing Processes 1: Cutting, Springer


69 Narzędzia z płytkami ceramicznymi Oprawki podobne jak dla węglików, ale płytki są grubsze, więc oprawki inne 69
70 4 Materiały narzędziowe Ogólna charakterystyka materiałów narzędziowych Stale narzędziowe Stale szybkotnące Węgliki spiekane Spieki ceramiczne Materiały supertwarde 70
71 Regularny azotek boru i diament 71



72 Wytwarzanie płytek PCD i CBN CBN lub diament CBN lub diament ze spoiwem Spiekanie w wysokiej temperaturze, pod wysokim ciśnieniem ciśnienie Cięcie na pożądane kształty CBN lub diament Spoiwo Podkład z węglików Podkład z węglików Podkład z węglików ciśnienie Komora spiekania Podkład z węglików Drut WEDM Szlifowanie wykończeniowe Lutowanie Płytka skrawająca z ostrzem CBN lub diamentowym Stop lutowniczy Płytka z węglików Brad Mutchler, New CBN Tooling for Hard Turning, IMTS Manufacturing Conference, Chicago



 na")

73 Regularny azotek boru (CBN, PCBN) PCBN polikrystaliczny CBN spiekany ze spoiwem ceramicznym lub TiN Bardziej odporny na zużycie, twardszy niż ceramika Twardość i przewodność cieplna ustępuje tylko diamentowi Bardzo drogi! (~10 x droższy niż węgliki spiekane) Narzędzia: płytki z warstwą (< 5 mm) na podkładzie z węglika spiekanego, naroża w płytce z węglika bądź też w postaci jednolitych płytek. często sfazowanie krawędzi skrawającej, starannie wygładzanej ~100zł 73

74 Regularny azotek boru (CBN, PCBN) Obróbka: stali hartowanych białych żeliw stopowych, Żeliwa szare perlityczne elementów utwardzanych powierzchniowo, oparte na niklu i kobalcie stopy żaroodporne Warunki skrawania niewielkie prędkości i przekroje warstwy skrawanej duże siły duże moce konieczna odpowiednia moc i sztywność obrabiarek 74
75 Koncentracja CBN Niska koncentracja CBN (45-50%) toczenie wykończeniowe stali hartowanych obróbka ciągła lub z niewielkimi przerwami jeden lub więcej wierzchołków wlutowanych w płytkę z węglików Średnia koncentracja CBN (50-60%) do obróbki stali hartowanych obróbka ciągła lub z niewielkimi przerwami submikronowe ziarno i specjalne spoiwo ceramiczne zwiększa wytrzymałość i stabilność chemiczną Wysoka koncentracja CBN (80-90%) obróbka zgrubna stali hartowanych i szybkościowa obróbka żeliwa wytrzymuje szerszy zakres obróbki przerywanej dobra wytrzymałość i odporność na zużycie materiałów dających krótkie wióry i spieków 75 B.Shaw, IMTS 2004
76 twardość (HRC) Twardość materiału obrabianego w funkcji temperatury Materiał hartowany Temperatura ostrza niezbędna do efektywnego wykorzystania PCBN miękki materiał Temperatura ( C) 76


77 Regularny azotek boru (CBN, PCBN) - gatunki 77



78 Porównanie różnych materiałów do obróbki na twardo v c = 400 m/min f = 0.12 mm a p = 0.30 mm Inconel 718 Na mokro F. Klocke, Manufacturing Processes 1: Cutting, Springer

79 Porównanie CBN i ceramiki przy obróbce na twardo CBN jest bardziej korzystny przy obróbce przerywanej Ceramika jest lepsza do obróbki na twardo!!! Umożliwia uzyskanie ostrzejszych krawędzi skrawających, co redukuje siły skrawania CBN jest lepszy! Jest bardziej korzystny gdy konieczny jest mały promień naroża Pod względem kosztów przy obróbce ciągłej twardych materiałów, narzędzia ceramiczne osiągają duże okresy trwałości ostrza, wysoką jakość powierzchni przy znacznie niższym koszcie niż CBN 79 B.Shaw, IMTS 2004





80 Diament (PCD) Najtwardszy ze wszystkich materiałów, najwyższa przewodność cieplna, doskonała stabilność chemiczna Przy temperaturze ponad 650 C może ulegać grafityzacji Nie stosować do obróbki stali! 80



81 Zastosowanie diamentu polikrystalicznego (PCD) nadeutektyczne stopy aluminium i krzemu (korpusy silników samochodowych) stopy miedzi, materiały niemetalowe o silnych własnościach ścierne jak tworzywa sztuczne warstwowe czy obwody drukowane szkło, ceramika, materiały kompozytowe Obróbka precyzyjna materiałów niemetalowych (bardzo ostra krawędź skrawająca) 81


82 Pokrycia diamentowe CVD CVD diamentu zachodzi z trudem na innych podłożach, stąd nanocząsteczki diamentowe są najpierw nanoszone powierzchnię narzędzia Rozmieszone rzadko (większe) dają w wyniku większe ziarna diamentu na powierzchni Rozmieszczone gęsto dają mniejsze ziarna C.D. Torres et al., Int.J.Mach.Tools&Manuf.,


83 Pokrycia diamentowe CVD Standardowo występuje struktura mikrokrystaliczna Można dobrać warunki tak, że ciągle powstają nowe zarodniki i nowe kryształy struktura nanokrystaliczna Połączenie typów daje strukturę wielowarstwową zwiększającą wytrzymałość, bardziej odporną na pęknięcia F. Klocke, Manufacturing Processes 1: Cutting, Springer




84 Mikrofrez pokrywany PCD ostrze niepokrywane ostrze pokrywanie PCD C.D. Torres et al. Int.J. Mach.Tools&Manuf. 49 (2009)



85 Lustra metalowe obrabiane narzędziami diamentowymi 13 Free Form Mirror 86
 -")
86 Diament (PCD) - gatunki 87
87 Porównanie zastosowania PCD i PCBN PCD Stabilność termiczna grafityzacja w wysokich temperaturach, dyfuzja węgla Pokrewieństwo z żelazem PCBN Odporność na ścieranie drewno metale nieżelazne tworzywa sztuczne minerały twarde stale żeliwa hartowane twarde warstwy zewnętrzne żeliwo szare perlityczne 88
88 posuw, głębokość udarność Klasyfikacja twardych materiałów narzędziowych wg ISO 513:2004 Grupa ISO Materiał obrabiany kierunek zmian właściwości parametry skrawania P niebieski M żółty K czerwony P01 : : : P50 M10 : : M40 K01 : : K40 Stale i staliwa z wyjątkiem austenitycznych, żeliwa ciągliwe Stale nierdzewne, austenityczne, austenityczne-ferrytyczne, staliwa Żeliwa: szare, sferoidalne, ciągliwe odporność na zużycie N zielony S brązowy H biały N01 : : N30 S01 : : S30 H01 : : H30 Metale nieżelazne: aluminium i inne, tworzywa sztuczne, drewno Trudnoobrabialne, żarowytrzymałe stopy oparte na żelazie, niklu i kobalcie, tytan i jego stopy Hartowana stal, hartowane żeliwo, żeliwo białe 89 prędkość skrawania






89 Klasyfikacja materiałów obrabianych 90







90 Klasyfikacja materiałów obrabianych 91

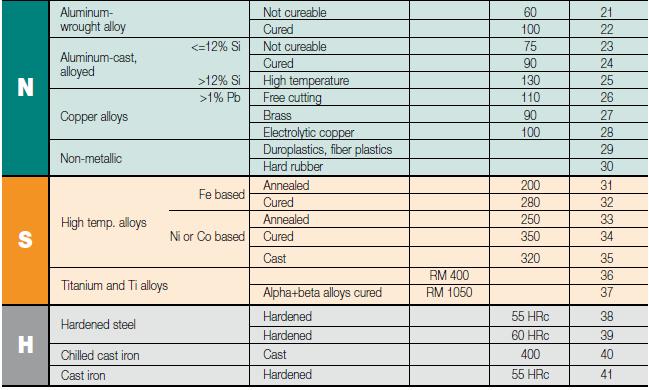
91 Klasyfikacja materiałów obrabianych 92

92 Klasyfikacja materiałów obrabianych 93




93 Materiały ostrza do materiałów obrabianych 94

94 Materiały ostrza do materiałów obrabianych 95
. Jakieś pytania?")
95 Perykles (gr. Περικλῆς Perikles otoczony chwałą, ur. ok. 495 p.n.e., zm. 429 p.n.e.) ateński polityk, mówca, reformator ateńskiej demokrac latach p.n.e., był wybierany corocznie na stanowisko stratega dowódcy wojskowego mającego jednocześnie wpływ na politykę Aten. Rozszerzył i wzmocnił ustrój demokratyczny, otaczał opieką filozofów i artystów. Zaoszczędzone pieniądze przeznaczał na budowę wspaniałych gmachów (Partenon p.n.e., Propyleje). Jakieś pytania? 96
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU.
 Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
EcoCut ProfileMaster nowa generacja
 New Nowe Styczeń 2017 produkty dla techników obróbki skrawaniem ProfileMaster nowa generacja Udoskonalony, by być jeszcze lepszym! TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Józefa Marcika
New Nowe Styczeń 2017 produkty dla techników obróbki skrawaniem ProfileMaster nowa generacja Udoskonalony, by być jeszcze lepszym! TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Józefa Marcika
Schemat obróbki nożami tokarskimi. Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost. ISO 2 NNZc-d 4972 302 2102. Nóż wygięty ISO 243 ISO 514.
 Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
Wiercenie w obszarze High-End udoskonalona powłoka Dragonskin wynosi wydajność WTX Speed i WTX Feed na nowy poziom
 New Wrzesień 2018 Nowe produkty dla techników obróbki skrawaniem WTX Speed WTX Feed Wiercenie w obszarze High-End udoskonalona powłoka Dragonskin wynosi wydajność WTX Speed i WTX Feed na nowy poziom www.wnt.com
New Wrzesień 2018 Nowe produkty dla techników obróbki skrawaniem WTX Speed WTX Feed Wiercenie w obszarze High-End udoskonalona powłoka Dragonskin wynosi wydajność WTX Speed i WTX Feed na nowy poziom www.wnt.com
Narzędzia do toczenia poprzecznego
 Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
A 03. Najlepszy sposób doboru gatunków tokarskich KORLOY. System doboru. Zakres stosowania gatunków do toczenia
 Najlepszy sposób doboru gatunków tokarskich ORLOY System doboru ateriał Węgliki pokrywane nierdzewna Żeliwo N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10 20 30 N10 N20 N30 S01
Najlepszy sposób doboru gatunków tokarskich ORLOY System doboru ateriał Węgliki pokrywane nierdzewna Żeliwo N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10 20 30 N10 N20 N30 S01
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
UE6110 MC6025 UH6400 US735 HZ/HL/ HM/HX/ HV/HR TOOLS NEWS. Nowy system łamaczy wióra do obróbki ciężkiej
 TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
DOSKONAŁA HARD CARBON
 TiN na bazie AICrN 2300 3200 0,4 0,35-2,5 600 1100 złoty jasno-szary Uniwersalna powłoka Bardzo wysoka utlenianie. twardość na gorąco *zależy od zastosowania i warunków przeprowadzenia testów NOWOŚĆ! ALDURA
TiN na bazie AICrN 2300 3200 0,4 0,35-2,5 600 1100 złoty jasno-szary Uniwersalna powłoka Bardzo wysoka utlenianie. twardość na gorąco *zależy od zastosowania i warunków przeprowadzenia testów NOWOŚĆ! ALDURA
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
Ceramiczne materiały narzędziowe. Inteligentna i produktywna obróbka superstopów
 Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
TOOLS. Najnowsza generacja w toczeniu. Specjalne właściwości. NeW NeW. Nr. 226 /2011-PL
 Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
MATERIAŁY SUPERTWARDE
 MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
Wiertła do metalu Wiertła SPiralNe HSS-tiN do ekstremalnych obciążeń w przemyśle i rzemiośle met iertła al u Polecane do obróbki: Kasety z wiertłami
 SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
Cechy ściernic diamentowych i z regularnego azotku boru ze spoiwem ceramicznym
 Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
We współczesnym przemyśle
 Materiały narzędziowe we współczesnych narzędziach skrawających DR HAB. INŻ. Tadeusz Sałaciński (T.SALACINSKI@WIP.PW.EDU.PL), PROF. PW, INSTYTUT TECHNIK WYTWARZANIA, WYDZIAŁ INŻYNIERII PRODUKCJI, POLITECHNIKA
Materiały narzędziowe we współczesnych narzędziach skrawających DR HAB. INŻ. Tadeusz Sałaciński (T.SALACINSKI@WIP.PW.EDU.PL), PROF. PW, INSTYTUT TECHNIK WYTWARZANIA, WYDZIAŁ INŻYNIERII PRODUKCJI, POLITECHNIKA
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
ODPORNOŚĆ M9315 M9325 M9340 P M NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M9300.
 ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom
 1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom Rozwój materiałów narzędziowych Historia rozwoju narzędzi sięga czasów starożytnych Znaleziono je w piramidach egipskich mają
1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom Rozwój materiałów narzędziowych Historia rozwoju narzędzi sięga czasów starożytnych Znaleziono je w piramidach egipskich mają
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV
 P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
P01 P10 P20 P30 P40 P50 M10 M20 M30 M40 K01 K10 K20 K30 N10 N20 N30 S01 S10 S20 S30 H01 H10 H20 PC8110 PC6510 PC5300 NC5330 H01.
 A Najlepszy sposób wyboru gatunków frezarskich ORLOY ateriał Węgliki powlekane Cermatal CBN / CD Węgliki niepowlekane nierdzewna N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10
A Najlepszy sposób wyboru gatunków frezarskich ORLOY ateriał Węgliki powlekane Cermatal CBN / CD Węgliki niepowlekane nierdzewna N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
KOMPETENCJI W PRECYZJI I JAKOSC ŁUSZCZENIOWE DO BLACHY WIERTŁA
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
Narzędzia precyzyjne i półprzewodnikowe. Producent światowej klasy narzędzi diamentowych i CBN
 Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
WIERTŁA ŁUSZCZENIOWE DO BLACHY. profiline
 WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH
 FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
Double Mill DM4. DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce wieloostrzowej
 Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
ASX400 AKTUALNOŚCI. Stabilne frezowanie odsadzeń, nawet przy dużym obciążeniu narzędzia. B023P
 AKTUALNOŚCI 2014.01 Update B023P Głowica do frezowania odsadzeń, z płytkami mocowanymi na wkręty ASX400 Stabilne frezowanie odsadzeń, nawet przy dużym obciążeniu narzędzia. Oferta obejmuje nowe gatunki
AKTUALNOŚCI 2014.01 Update B023P Głowica do frezowania odsadzeń, z płytkami mocowanymi na wkręty ASX400 Stabilne frezowanie odsadzeń, nawet przy dużym obciążeniu narzędzia. Oferta obejmuje nowe gatunki
POWŁOKI PVD. Współczynnik tarcia. Temperatura pokrycia. Grubość powłoki. TiN Titan Nitrid. TiCN Titan Carbo Nitrid. EXXTRAL AlTiN.
 z Rodzaj powłoki Twardość HV Grubość powłoki [µm] Współczynnik tarcia Temperatura pokrycia temp TiN Titan Nitrid 2300 +/- 200 2-4 µm 0,6 250-450 TiCN Titan Carbo Nitrid 3500 +/- 500 2-4 µm 0,2 400-450
z Rodzaj powłoki Twardość HV Grubość powłoki [µm] Współczynnik tarcia Temperatura pokrycia temp TiN Titan Nitrid 2300 +/- 200 2-4 µm 0,6 250-450 TiCN Titan Carbo Nitrid 3500 +/- 500 2-4 µm 0,2 400-450
PRELIMINARY BROCHURE CORRAX. A stainless precipitation hardening steel
 PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
produkty dla techników obróbki skrawaniem
 New Nowe wrzesień 2017 produkty dla techników obróbki skrawaniem nowy wysokowydajny gatunek do obróbki stali nierdzewnych i wysokostopowych WNT Polska Sp. z o.o. ul. Józefa Marcika 2 30-443 Kraków Tel.
New Nowe wrzesień 2017 produkty dla techników obróbki skrawaniem nowy wysokowydajny gatunek do obróbki stali nierdzewnych i wysokostopowych WNT Polska Sp. z o.o. ul. Józefa Marcika 2 30-443 Kraków Tel.
POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE
 WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
DLA KLIENTA KOŃCOWEGO
 Oferta ważna od 15 stycznia do 30 czerwca 2017 roku DLA KLIENTA KOŃCOWEGO OFERTY Specjalne Obrabiaj inteligentnie ISCAR HIGH Q LINES www.iscar.pl Ważne od 15 stycznia do 30 czerwca 2017 roku 1 PROMOCJE
Oferta ważna od 15 stycznia do 30 czerwca 2017 roku DLA KLIENTA KOŃCOWEGO OFERTY Specjalne Obrabiaj inteligentnie ISCAR HIGH Q LINES www.iscar.pl Ważne od 15 stycznia do 30 czerwca 2017 roku 1 PROMOCJE
High-performance tools. Ready for action. VHM. Pilniki obrotowe z węglika spiekanego firmy Garryson. ATI Garryson. Allegheny Technologies
 High-performance tools. Ready for action. VHM Pilniki obrotowe z węglika spiekanego firmy Garryson ATI Garryson Allegheny Technologies PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO POWLWKANE PILNIKI OBROTOWE Z
High-performance tools. Ready for action. VHM Pilniki obrotowe z węglika spiekanego firmy Garryson ATI Garryson Allegheny Technologies PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO POWLWKANE PILNIKI OBROTOWE Z
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH
 PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH 1500 HV WĘGLIK WOLFRAMU NAJWYŻSZEGO GATUNKU, BARDZO SILNE POŁĄCZENIE GŁÓWKI Z
PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH 1500 HV WĘGLIK WOLFRAMU NAJWYŻSZEGO GATUNKU, BARDZO SILNE POŁĄCZENIE GŁÓWKI Z
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
WIERTŁA STOPNIOWE. profiline
 WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
STAL PROSZKOWA NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL PROSZKOWA NARZĘDZIOWA DO PRACY NA ZIMNO Elementy gięte BÖHLER K390 MICROCLEAN jest stalą proszkową do pracy na zimno posiadającą najlepsze właściwości oferowane do chwili obecnej w zastosowaniach
STAL PROSZKOWA NARZĘDZIOWA DO PRACY NA ZIMNO Elementy gięte BÖHLER K390 MICROCLEAN jest stalą proszkową do pracy na zimno posiadającą najlepsze właściwości oferowane do chwili obecnej w zastosowaniach
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
DLA KLIENTA KOŃCOWEGO
 Oferta ważna od 15 stycznia do 15 grudnia 2017 roku DLA KLIENTA KOŃCOWEGO OFERTY Specjalne Obrabiaj inteligentnie ISCAR HIGH Q LINES www.iscar.pl 1 PROMOCJE 2017 Frezy z linii HELIMILL posiadające trójkątne
Oferta ważna od 15 stycznia do 15 grudnia 2017 roku DLA KLIENTA KOŃCOWEGO OFERTY Specjalne Obrabiaj inteligentnie ISCAR HIGH Q LINES www.iscar.pl 1 PROMOCJE 2017 Frezy z linii HELIMILL posiadające trójkątne
Frezy o mikrośrednicy do obróbki z szybkim posuwem. Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania
 Frezy o mikrośrednicy do obróbki z szybkim posuwem Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania Skraca czas obróbki zgrubnej Zastępuje monolityczne frezy walcowo-czołowe w celu
Frezy o mikrośrednicy do obróbki z szybkim posuwem Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania Skraca czas obróbki zgrubnej Zastępuje monolityczne frezy walcowo-czołowe w celu
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Nowa stal BÖHLER K360 ISODUR jest kolejnym rozwinięciem 8% stali chromowych i została stworzona, aby sprostać oczekiwaniom naszych klientów, teraz bardziej niż kiedykolwiek.
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Nowa stal BÖHLER K360 ISODUR jest kolejnym rozwinięciem 8% stali chromowych i została stworzona, aby sprostać oczekiwaniom naszych klientów, teraz bardziej niż kiedykolwiek.
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
MC7000 AKTUALNOŚCI. Rewolucja w toczeniu stali nierdzewnej B201P. Płytki w gatunkach ISO do toczenia stali nierdzewnej
 AKTUALNOŚCI B201P Płytki w gatunkach ISO do toczenia stali nierdzewnej MC7000 wolucja w toczeniu stali nierdzewnej Doskonała odporność na powstawanie karbów i dobra kontrola formowania się wiórów. Długa
AKTUALNOŚCI B201P Płytki w gatunkach ISO do toczenia stali nierdzewnej MC7000 wolucja w toczeniu stali nierdzewnej Doskonała odporność na powstawanie karbów i dobra kontrola formowania się wiórów. Długa
1. Właściwy dobór taśmy
 1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
PRĘTY WĘGLIKOWE.
 Pręty z węglika spiekanego są głównie wykonane z węglika wolframu, kobaltu oraz innych dodatków stopowych jakie są wymagane dla uzyskania odpowiednich właściwości. Elementy kształtuje się w następujący
Pręty z węglika spiekanego są głównie wykonane z węglika wolframu, kobaltu oraz innych dodatków stopowych jakie są wymagane dla uzyskania odpowiednich właściwości. Elementy kształtuje się w następujący
NARZĘDZIA ŚCIERNE DIAMENTOWE I Z REGULARNEGO AZOTKU BORU
 NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU.....1 Spis treści... 2 Zastosowanie i zalety ściernic diamentowych i z regularnego azotku boru...
NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU.....1 Spis treści... 2 Zastosowanie i zalety ściernic diamentowych i z regularnego azotku boru...
Frezy kuliste Sphero-XR / Sphero-XF obróbka kształtów 3D opanowana do perfekcji
 passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
Wiertła modułowe. System wierteł modułowych KenTIP. Zastosowanie podstawowe
 System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
WSZECHSTRONNOŚĆ T9315 T9325 NOWE GATUNKI DO TOCZENIA SERIA T9300 Z POWŁOKAMI MT-CVD.
 WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
Ikony. Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe. Aluminium i inne materiały nieżelazne. Stale hartowane i żeliwa utwardzone
 Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
Plytki ceramiczne do toczenia i frezowania
 Z A S T O S O WA N I E P ŁY T E K C E R A M I C Z N Y C H W L O T N I C T W I E SiC-WHISKER SiAlon S400 S250 S800 S270 Plytki ceramiczne do toczenia i frezowania GATUNKI Ceramika umocniona ( gatunek Whisker)
Z A S T O S O WA N I E P ŁY T E K C E R A M I C Z N Y C H W L O T N I C T W I E SiC-WHISKER SiAlon S400 S250 S800 S270 Plytki ceramiczne do toczenia i frezowania GATUNKI Ceramika umocniona ( gatunek Whisker)
Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania i rozdrabniania materiałów bądź nadawania kształtu przez
 STALE NARZĘDZIOWE Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania i rozdrabniania materiałów bądź nadawania kształtu przez obróbkę skrawaniem lub przez przeróbkę
STALE NARZĘDZIOWE Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania i rozdrabniania materiałów bądź nadawania kształtu przez obróbkę skrawaniem lub przez przeróbkę
Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011
 _PROMOCJA BEST OF WALTER Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011 PROMOCJA BEST OF WALTER 10 płytek skrawających + 1 oprawka gratis ZAMÓW JUŻ TERAZ! NARZĘDZIE: G1011 narzędzia monolityczne
_PROMOCJA BEST OF WALTER Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011 PROMOCJA BEST OF WALTER 10 płytek skrawających + 1 oprawka gratis ZAMÓW JUŻ TERAZ! NARZĘDZIE: G1011 narzędzia monolityczne
STALE NARZĘDZIOWE DO PRACY NA GORĄCO
 Ćwiczenie 9 Stale narzędziowe STALE NARZĘDZIOWE DO PRACY NA ZIMNO DO PRACY NA GORĄCO SZYBKOTNĄCE NIESTOPOWE STOPOWE Rysunek 1. Klasyfikacja stali narzędziowej. Ze stali narzędziowej wykonuje się narzędzia
Ćwiczenie 9 Stale narzędziowe STALE NARZĘDZIOWE DO PRACY NA ZIMNO DO PRACY NA GORĄCO SZYBKOTNĄCE NIESTOPOWE STOPOWE Rysunek 1. Klasyfikacja stali narzędziowej. Ze stali narzędziowej wykonuje się narzędzia
Stale narzędziowe. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 Stale narzędziowe Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stale narzędziowe stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania
Stale narzędziowe Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stale narzędziowe stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania
Dla gwintów o bardzo dużych skokach METRYCZNY. Profesionalne rozwiazania do toczenia i frezowania gwintów
 Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy
Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy
Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych
 AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
WTX-Ti. produkty dla techników obróbki skrawaniem. Nasza propozycja do trudnoobrabialnych materiałów jak tytan i Inconel.
 New Nowe WTX-Ti produkty dla techników obróbki skrawaniem Nasza propozycja do trudnoobrabialnych materiałów jak tytan i Inconel Lipiec 2014 TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Łagiewnicka
New Nowe WTX-Ti produkty dla techników obróbki skrawaniem Nasza propozycja do trudnoobrabialnych materiałów jak tytan i Inconel Lipiec 2014 TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Łagiewnicka
7 Płytki do toczenia gwintów 7 8
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
AKTUALNOŚCI B194P Płytki z cermetalu z powłoką PVD do obróbki stali MP3025. Zapewniają doskonałą gładkość powierzchni po obróbce
 AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
PotęŜny, precyzyjny, godny zaufania
 _Blaxx TM Promocja 2013 PotęŜny, precyzyjny, godny zaufania 1 17 September 2013 VM Spiegelhalder PotęŜny, precyzyjny, godny zaufania 1. Opis narzędzia 2. Płytki skrawające LNHU 3. Tiger tec Silver 4. Obszary
_Blaxx TM Promocja 2013 PotęŜny, precyzyjny, godny zaufania 1 17 September 2013 VM Spiegelhalder PotęŜny, precyzyjny, godny zaufania 1. Opis narzędzia 2. Płytki skrawające LNHU 3. Tiger tec Silver 4. Obszary
Ogólne dane. Właściwości. Zastosowania SLEIPNER
 UDDEHOLM SLEIPNER Ogólne dane SLEIPNER jest chromowomolibdenowowanadową stopową stalą narzędziową charakteryzującą się: dobrą odpornością na zużycie dobrą odpornością na wykruszanie dobrą wytrzymałością
UDDEHOLM SLEIPNER Ogólne dane SLEIPNER jest chromowomolibdenowowanadową stopową stalą narzędziową charakteryzującą się: dobrą odpornością na zużycie dobrą odpornością na wykruszanie dobrą wytrzymałością
GWINTOWNIKI MASZYNOWE
 WYSOKOWYDAJNE GWINTOWNIKI MASZYNOWE POWLEKANE AZOTKIEM TYTANU TiN 2300 HV GWINTOWNIKI BEZWIÓROWE JEDEN RODZAJ GWINTOWNIKA DO WIELU GATUNKÓW MATERIAŁÓW ORAZ DO OTWORÓW PRZELOTOWYCH I NIEPRZELOTOWYCH WIĘKSZE
WYSOKOWYDAJNE GWINTOWNIKI MASZYNOWE POWLEKANE AZOTKIEM TYTANU TiN 2300 HV GWINTOWNIKI BEZWIÓROWE JEDEN RODZAJ GWINTOWNIKA DO WIELU GATUNKÓW MATERIAŁÓW ORAZ DO OTWORÓW PRZELOTOWYCH I NIEPRZELOTOWYCH WIĘKSZE
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
W glik spiekany. Aluminium. Stal
 Osełki Osełki z elektrokorundu szlachetnego o spoiwie ceramicznym znajdują zastosowanie w produkcji form i narzędzi, powszechne w budowie maszyn i przyrządów do szlifowania narzędzi lub usuwania zadziorów,
Osełki Osełki z elektrokorundu szlachetnego o spoiwie ceramicznym znajdują zastosowanie w produkcji form i narzędzi, powszechne w budowie maszyn i przyrządów do szlifowania narzędzi lub usuwania zadziorów,
CoroDrill 880 Płytki do metali nieżelaznych
 CoroDrill 880 Płytki do metali nieżelaznych 1 TENDENCJA: Mniejszy ciężar oznacza mniej zużytego paliwa Zmniejszenie ciężaru obiektu sprawia, że do uzyskania danej wartości przyspieszenia potrzeba mniej
CoroDrill 880 Płytki do metali nieżelaznych 1 TENDENCJA: Mniejszy ciężar oznacza mniej zużytego paliwa Zmniejszenie ciężaru obiektu sprawia, że do uzyskania danej wartości przyspieszenia potrzeba mniej
PEŁNA WYDAJNOŚĆ DZIĘKI HAI-TECH (TECHNOLOGII ZĘBA REKINA)
") INNOWACJA Ceny bez VAT, obowiązują do 31.07.2016 roku PEŁNA WYDAJNOŚĆ DZIĘKI HAI-TECH (TECHNOLOGII ZĘBA REKINA) Zainspirowany przez naturę, nowy, wysokowydajny materiał na narzędzia skrawające GARANT HB
INNOWACJA Ceny bez VAT, obowiązują do 31.07.2016 roku PEŁNA WYDAJNOŚĆ DZIĘKI HAI-TECH (TECHNOLOGII ZĘBA REKINA) Zainspirowany przez naturę, nowy, wysokowydajny materiał na narzędzia skrawające GARANT HB
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA KRĘTE
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA KRĘTE Wiertło kręte DIN 338 TL 3000 Uniwersalne wiertło do większych głębokości nadaje się szczególnie dobrze. Zastępuje w wielu zakresach typy N, H i W. Szlif ostrza:
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA KRĘTE Wiertło kręte DIN 338 TL 3000 Uniwersalne wiertło do większych głębokości nadaje się szczególnie dobrze. Zastępuje w wielu zakresach typy N, H i W. Szlif ostrza:
EN 450B. EN 14700: E Z Fe3. zasadowa
 EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Obróbka skrawaniem OBRÓBKA SKRAWANIEM
 OBRÓBKA SKRAWANIEM 1/4 1/35 Wiertło od strony 1/5 od strony 1/6 od strony 1/10 1/37 1/51 Pogłębiacz od strony 1/38 od strony 1/39 od strony 1/39 1/52 1/53 Rozwiertaki od strony 1/52 od strony 1/52 od strony
OBRÓBKA SKRAWANIEM 1/4 1/35 Wiertło od strony 1/5 od strony 1/6 od strony 1/10 1/37 1/51 Pogłębiacz od strony 1/38 od strony 1/39 od strony 1/39 1/52 1/53 Rozwiertaki od strony 1/52 od strony 1/52 od strony
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
Narzędzia PCD/ PCBN. Producent światowej klasy narzędzi diamentowych i CBN
 Narzędzia PCD/ PCBN Producent światowej klasy narzędzi diamentowych i CBN Narzędzia PCD/ PCBN 3 Informacje podstawowe Dzięki technologii opracowanej wskutek wieloletniego doświadczenia, narzędzia precyzyjne
Narzędzia PCD/ PCBN Producent światowej klasy narzędzi diamentowych i CBN Narzędzia PCD/ PCBN 3 Informacje podstawowe Dzięki technologii opracowanej wskutek wieloletniego doświadczenia, narzędzia precyzyjne
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji