Basic vocabulary Roughness. by Piotr Grądkowski home.agh.edu.pl/gradkow
|
|
|
- Elżbieta Kowalczyk
- 9 lat temu
- Przeglądów:
Transkrypt
1 Basic vocabulary Roughness by Piotr Grądkowski home.agh.edu.pl/gradkow

2 Bush (Panewka) Wheel (Koło) Shaft (Wał) Flange (Kołnierz) Table (Płyta podstawy)
 Table")
3 Key (parallel key) (wpust pryzmatyczny) Taper (Przejście stożkowe) Shoulder (Odsadzenie) Key slot (Rowek wpustowy) Keyway (Rowek wpustowy) Centre hole (Nakiełek) Journal (czop)
 Centre hole")
4 Dowel (kołek ustalający) Slot (Rowek) Spigot (Czop) Recess (Wgłębienie) Blind hole (Otwór ślepy) Tee groove/ Tee slot (Rowek teowy) Chamfer (Faza) Spot-faced surface (Pogłębienie czołowe) Clearance hole (Otwór przelotowy) Countersunk hole (Otwór z pogłębieniem stożkowym) Counterbored hole (Otwór z pogłębieniem walcowym)
 Counterbored hole (Otwór z pogłębieniem")
5 Bush (Panewka) Boss (Tuleja) Collar (Tuleja dystansowa) Rim (Wieniec) Hub (Piasta) Square (Czop kwadratowy) Spoke (Ramię) Rib (Wspornik) Web (Żebro) Bracket base (Podstawa) Lug (Ucho / Łapa) Round (Zaokrąglenie) Fillet (Zaokrąglenie)
 Round (Zaokrąglenie) Fillet")
6 Piston Rod Crankshaft Flywheel Cylinder Piston

 Gwintowanie (gwint wewn) Frezarka frez Wiertarka Wiercenie Pogłebianie Powiercanie Rozwiercanie Machining Turning lathe Cutter Turning Boring Threading Tapping Milling machine / miller")
7 Machine tools & machining Obróbka skrawaniem Tokarka Nóż tokarski Toczenie Wytaczanie Gwintowanie (gwint zewn.) Gwintowanie (gwint wewn) Frezarka frez Wiertarka Wiercenie Pogłebianie Powiercanie Rozwiercanie Machining Turning lathe Cutter Turning Boring Threading Tapping Milling machine / miller Milling cutter / mill Drill, driller, borer Drilling, boring Counterboring Reboring Reaming

8 Machine tools & machining Obróbka skrawaniem Dłutownica Dłutowanie Strugarka Struganie Szlifierka szlifowanie Machining Slotting machine Slotting, chiselling Planning machine Planning Grinding machine Grinding

9 Machine tools & machining Obróbka plastyczna kucie odlewanie matryca forma rdzeń Plastic forming forging casting die mould core

10 (3) Turn to thread diameter, then (4) Cut the thread (6) Drill 4 holes, then (7) Counterbore Technology 8) Broach or chisel a keyway (5) Bore hole (2) Face the base surface (1) Cast the basic shape
 Face the base surface (1) Cast the basic")
11 Casting Technology

12 Technology Facing (Turning lathe) Chuck (US) Spindle (BR) Tool Holder Cross slide
 Tool Holder")
13 Technology Turning (Turning lathe) Lathe Carriage

14 Turning the thread/threading (Turning lathe) Technology

15 Technology Boring (Turning lathe) Boring bar with tool
 bar")

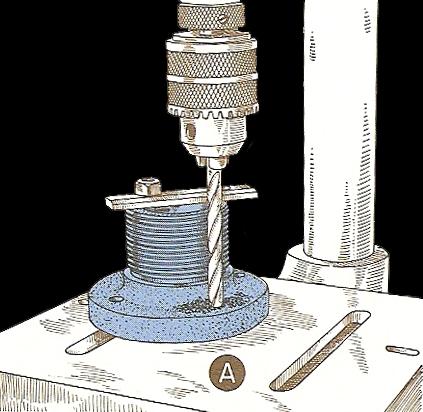
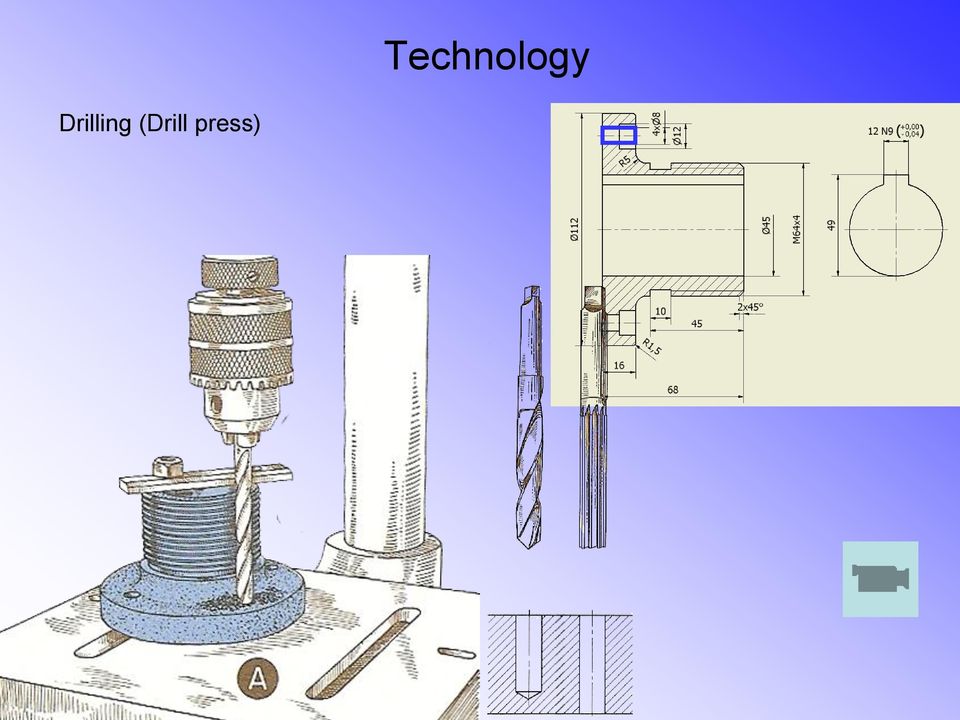
16 Drilling (Drill press) Technology

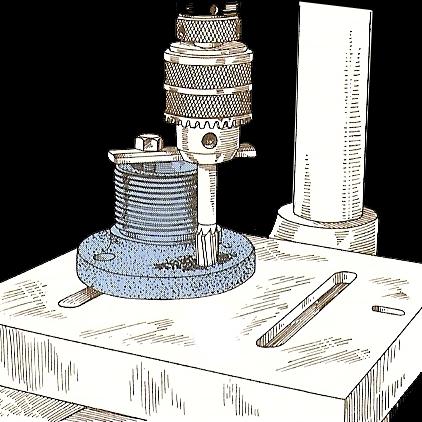
17 Counterboring (Drill press) Technology

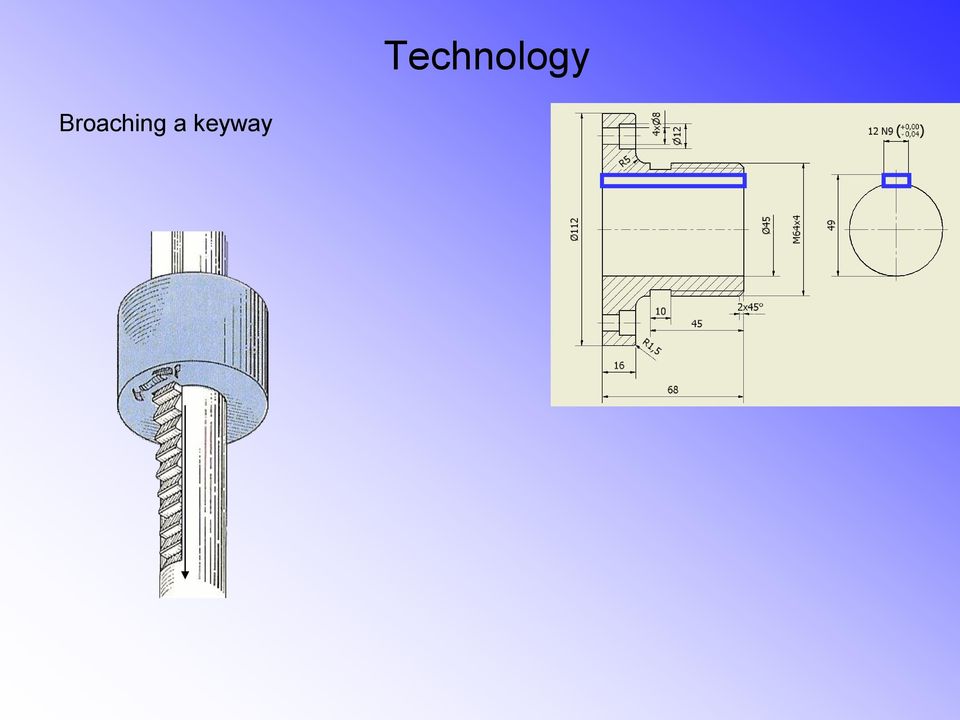
18 Broaching a keyway Technology
19 Technology Shaping Grinding

20 Roughness concern of engineers Some surfaces must be smooth mating & moving wear strength unit pressure inertia vs. centrifugal forces (balance) aesthetics / safety Some faces should be rough static friction porous structure Some don t matter economy

21 Profilemeters Determining roughness parameters sampling length statistics
22 Mechanical filtering
23 Profile Surface profile Shape (form) profile Waviness profile Roughness profile


24 Profile
25 y [μm] Roughness parameters - definitions reference line has the shape and position of basic profile; line along which the measurement is taken m centre line y i2 min m x [mm]
26 y [μm] Roughness parameters - definitions R a average roughness profile deviation R a 1 l l 0 y x dx R a m x [mm] l
27 y [μm] Roughness parameters - definitions R z ten-point height of irregularities R z 5 i 1 y pi 5 5 i 1 y vi x [mm] l
28 Rz R a / R z R z 5 i 1 y pi 5 5 i 1 y vi x Ra R a 1 l l 0 y dx
29 y [μm] R p R v R m R c R q Roughness parameters - definitions x [mm]
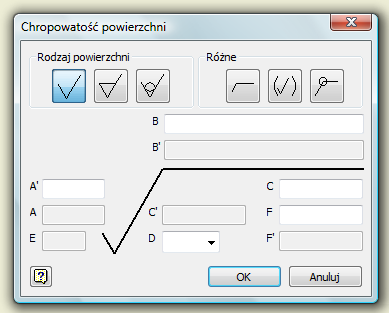
30 Annotations General symbol for roughness annotation R a 3,2 Max allowed roughness R a = 3,2μm obtained by ANY means R a 3,2 Max allowed roughness R a = 3,2μm obtained by REMOVING a layer of material (usually machining)
31 Annotations R a 3,2 Max. allowed roughness must be obtained with methods excluding removing of material sand blasting shot blasting burnishing, roller burnishing Leave the surface UNMODIFIED
32 Annotations R a 3,2 R a 1,6 The R a roughness should be greater than 1,6 but not greater than 3,2 μm
33 R a 3,2 R a 3,2 Annotations in drawing The roughness symbol always touches the face (or extension) Symbols read from bottom or right! Aux dim lines and contour lines can be broken Thread always the outer contour R a 3,2 R a 3,2 R a 3,2
34 Surface finish Lay Unidirectional Parallel Perpendicular Concentric (Circular)
35 Surface finish Lay Multidirectional Cross-hatched Disordered Radial
36 Surface finish Lay Nondirectional Pointwise
37 Example Max. allowable R a Additional technological info Min. allowable R a Sampling length Excess material DO remove layer of material Surface lay
38 Example
39 Coating Hvy dotted line
40 Heat treatment h 1,0±0,2, HRC 60±2
41 General roughness symbol R a 12,5 R a 1,6 R a 6,3 All the faces should have this roughness except for some faces, which should have another, given
42 R a or R z? R a is the preferred parameter R z provided only if the manufacturer has no possibilities to measure R a
43 Possible R a values Ra (μm) ,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025 0,0125 Sawing Planing, shaping Drilling Milling Boring, turning Broaching Reaming Piłowanie Struganie, dłutowanie Wiercenie Frezowanie Wytaczanie, toczenie Przeciąganie Powiercanie
44 Superfinishing Dogładzanie Possible R a values Ra (μm) ,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025 0,0125 Grinding Barrel finishing Honing Electropolishing Electrolytic grinding Polishing Lapping Szlifowanie Docieranie bębnowe Honowanie Elektropolerowanie Szlifowanie elektrolityczne Polerowanie Docieranie
45 Possible R a values Ra (μm) ,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025 0,0125 Sand casting Permanent mold casting Investment casting Die casting Forma piaskowa Forma kolikowa Metoda traconego wosku Odlewanie ciśnieniowe
46 Possible R a values Ra (μm) ,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025 0,0125 Hot rolling Forging Extruding Cold rolling, drawing Roller burnishing Walcowanie na gorąco Kucie Wyciskanie Walcowanie na zimno, ciągnienie Krążkowanie
47 Possible R a values Ra (μm) ,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025 0,0125 Flame cutting Chemical milling Cięcie acetylenowe Obróbka trawieniem Electron beam cutting Cięcie wiązką elektronów Laser cutting EDM Cięcie laserem Obróbka elektroerozyjna

48 Metal cutting Abrasive Casting Forming Other R a values - comparison
49 References 1. Dobrzański T.: Rysunek techniczny maszynowy WNT Warszawa French T.E., Vierck C.J.: The Fundamentals of Engineering Drawing & Graphic Technology McGraw-Hill Inc, Ostrowsky O.: Engineering Drawing with CAD Applications. Edward Arnold
angle milling cutter arm (of horizontal milling machine) bar (np ciągniony=cold drawn bar), rod body,(frame,case,housing)
 bar (np ciągniony=cold drawn bar), rod body,(frame,case,housing)") in English (arbor type) mill cutter abscissa activity adjustable support angle milling cutter arm (of horizontal milling machine) auxillary motion ball end cutter bar (np ciągniony=cold drawn bar), rod
in English (arbor type) mill cutter abscissa activity adjustable support angle milling cutter arm (of horizontal milling machine) auxillary motion ball end cutter bar (np ciągniony=cold drawn bar), rod
ZM KOLNO S.A. Type 4414 QUICK CHANGE TOOLPOST SZYBKOWYMIENNY IMAK TOKARSKI. Size T.00.M T.00.B T.0
 Type 4414 QUICK CHANGE TOOLPOST SZYBKOWYMIENNY IMAK TOKARSKI D C MT T.00.M T.00.B T.0 H G E F C L T.1 T.1.X T.2 T.2.T T.3 T.3.HX N P H G E F B J 449 4495 4494 4414 4497 Bar Di a 4498 B1 K řm H B B1 C D
Type 4414 QUICK CHANGE TOOLPOST SZYBKOWYMIENNY IMAK TOKARSKI D C MT T.00.M T.00.B T.0 H G E F C L T.1 T.1.X T.2 T.2.T T.3 T.3.HX N P H G E F B J 449 4495 4494 4414 4497 Bar Di a 4498 B1 K řm H B B1 C D
Nowości. w bieżącym katalogu. Toczenie wzdłużne. Gatunek GC4205. Gatunek GC1125. Gatunek GC1515. Geometria -WMX. Geometria -HM
 Toczenie wzdłużne Gatunek GC4205 Do obróbki stali od zgrubnej do średniej w stabilnych warunkach i podwyższonych temperaturach, zoptymalizowany do obszaru P01-P10. Gatunek GC1125 Nadzwyczaj ostry gatunek
Toczenie wzdłużne Gatunek GC4205 Do obróbki stali od zgrubnej do średniej w stabilnych warunkach i podwyższonych temperaturach, zoptymalizowany do obszaru P01-P10. Gatunek GC1125 Nadzwyczaj ostry gatunek
diameter of shank part flat shank part corrugated cutting
 www.fenes.com.pl diameter of cutting part diameter of shank part flat Geometria ostrzy; Geometry of teeth: obwodowych z zaszlifem; circumferential with relief grinding helix tool flank face clearance angle
www.fenes.com.pl diameter of cutting part diameter of shank part flat Geometria ostrzy; Geometry of teeth: obwodowych z zaszlifem; circumferential with relief grinding helix tool flank face clearance angle
TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE
 TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE Poland GENERAL INFORMATION USE Whiteheart malleable cast iron fittings brand EE are used in threaded pipe joints, particularly in water, gas,
TECHNICAL CATALOGUE WHITEHEART MALLEABLE CAST IRON FITTINGS EE Poland GENERAL INFORMATION USE Whiteheart malleable cast iron fittings brand EE are used in threaded pipe joints, particularly in water, gas,
MASTERSYNC. Oprawki hydrauliczne Hydraulic toolholders
 Oprawki hydrauliczne Hydraulic toolholders MASTERSYNC Uniwersalna oprawka hydrauliczna Universal Hydraulic Toolholder Uniwersalna Oprawka Hydrauliczna do obrobki frezarskiej zgrubnej, wykończeniowej,
Oprawki hydrauliczne Hydraulic toolholders MASTERSYNC Uniwersalna oprawka hydrauliczna Universal Hydraulic Toolholder Uniwersalna Oprawka Hydrauliczna do obrobki frezarskiej zgrubnej, wykończeniowej,
SPADE DRILLS WIERTA ŁOPATKOWE
 SPADE DRILLS WIERTA ŁOPATKOWE HSS-PM for general machines and large diameters higher productivity than other drilling tools. Płytki wykonane z HSS-PM do obróbki ogólnej oraz dużych średnic, wykazujące
SPADE DRILLS WIERTA ŁOPATKOWE HSS-PM for general machines and large diameters higher productivity than other drilling tools. Płytki wykonane z HSS-PM do obróbki ogólnej oraz dużych średnic, wykazujące
Spis produktów Table of contents
 F/2 Spis produktów Table of contents 116..., 115..., 115... Stempel z łbem stożkowym Punch with countersunk head Strona Page F/4 - F/8 113... Stempel stopniowany z łbem stożkowym Punch with countersunk
F/2 Spis produktów Table of contents 116..., 115..., 115... Stempel z łbem stożkowym Punch with countersunk head Strona Page F/4 - F/8 113... Stempel stopniowany z łbem stożkowym Punch with countersunk
WPŁYW CHROPOWATOŚCI POWIERZCHNI MATERIAŁU NA GRUBOŚĆ POWŁOKI PO ALFINOWANIU
 51/17 ARCHIWUM ODLEWNICTWA Rok 2005, Rocznik 5, Nr 17 Archives of Foundry Year 2005, Volume 5, Book 17 PAN - Katowice PL ISSN 1642-5308 WPŁYW CHROPOWATOŚCI POWIERZCHNI MATERIAŁU NA GRUBOŚĆ POWŁOKI PO ALFINOWANIU
51/17 ARCHIWUM ODLEWNICTWA Rok 2005, Rocznik 5, Nr 17 Archives of Foundry Year 2005, Volume 5, Book 17 PAN - Katowice PL ISSN 1642-5308 WPŁYW CHROPOWATOŚCI POWIERZCHNI MATERIAŁU NA GRUBOŚĆ POWŁOKI PO ALFINOWANIU
WFSC NEW! SOLID CARBIDE DRILLS WĘGLIKOWE WIERTŁA MONOLITYCZNE HIGH FEED DRILLS. with COOLANT HOLES (3XD, 5XD) Z OTWORAMI CHŁODZĄCYMI (3XD, 5XD)
 Z OTWORAMI CHŁODZĄCYMI (3XD, 5XD)") SOLID CARBIDE DRILLS WĘGLIKOWE WIERTŁA MONOLITYCZNE with COOLANT HOLES (3XD, 5XD) Application: Carbon steels, Alloy Steels (-HRc35), Cast iron Advantages: Increase productivity due to 1.5 to 2 times faster
SOLID CARBIDE DRILLS WĘGLIKOWE WIERTŁA MONOLITYCZNE with COOLANT HOLES (3XD, 5XD) Application: Carbon steels, Alloy Steels (-HRc35), Cast iron Advantages: Increase productivity due to 1.5 to 2 times faster
LS-085. System bistro. Bistrò hardware System LS LS-085/01
 LS-85 Bistrò hardware System LS-85 System bistro 6.214 1.217 LS-85/1 Przykład montażu Composition and installation examples 33 1 8.5 3 18 Ø1 R5 LS-85/3 35 Wspornik główny Neutral upright profile L=5mm
LS-85 Bistrò hardware System LS-85 System bistro 6.214 1.217 LS-85/1 Przykład montażu Composition and installation examples 33 1 8.5 3 18 Ø1 R5 LS-85/3 35 Wspornik główny Neutral upright profile L=5mm
Informacje ogólne General information
 Informacje ogólne General information I. L.2 FCPK MATERIAŁY NA PŁYTY DO TŁOCZNIKÓW MATERIALS FOR DIE SET PLATES Rodzaje stali Steel types Oznaczenie materiału Material type Skład chemiczny [ % ] Chemical
Informacje ogólne General information I. L.2 FCPK MATERIAŁY NA PŁYTY DO TŁOCZNIKÓW MATERIALS FOR DIE SET PLATES Rodzaje stali Steel types Oznaczenie materiału Material type Skład chemiczny [ % ] Chemical
D [js12] d [h8] I I 1 L Z
![D [js12] d [h8] I I 1 L Z](/thumbs/73/69098171.jpg "D [js12] d [h8] I I 1 L Z") DIN 844-(A, B) K-NR DIN 844-A K-M, A K DIN 844-B K-M, B K DIN 844-A K-M-NR DIN 844-A K-NR D [js12] d [h8] I I 1 L Z 10 10 22 40 72 4 11 12 22 45 79 4 12 12 26 45 83 4 13 12 26 45 83 4 14 12 26 45 83 4
DIN 844-(A, B) K-NR DIN 844-A K-M, A K DIN 844-B K-M, B K DIN 844-A K-M-NR DIN 844-A K-NR D [js12] d [h8] I I 1 L Z 10 10 22 40 72 4 11 12 22 45 79 4 12 12 26 45 83 4 13 12 26 45 83 4 14 12 26 45 83 4
Inquiry Form for Magnets
 Inquiry Form for Magnets Required scope of delivery: Yes No - Cross-beams - Magnets - Supply and Control System - Emergency supply system, backup time min - Cable drum with cable - Plug-in connections
Inquiry Form for Magnets Required scope of delivery: Yes No - Cross-beams - Magnets - Supply and Control System - Emergency supply system, backup time min - Cable drum with cable - Plug-in connections
Tabela materiałów Material table
 Tabela materiałów Material table Tabela konwersji norm stali / Steel conversion chart Norma / Standard Werkstoff PN DIN AISI/SAE 1.37 ST3S S235JR 115 1.53 45 C45 ~145 1.57 18G2AA S355J2G3 5 1.1191 C 45E
Tabela materiałów Material table Tabela konwersji norm stali / Steel conversion chart Norma / Standard Werkstoff PN DIN AISI/SAE 1.37 ST3S S235JR 115 1.53 45 C45 ~145 1.57 18G2AA S355J2G3 5 1.1191 C 45E
Techniki Wytwarzania II. Mechanics and Machine Design 1st degree (1st degree / 2nd degree) General (general / practical)
 General (general / practical)") MODULE DESCRIPTION Module code Module name Techniki Wytwarzania II Module name in English Manufacturing Techniques 2 Valid from academic year 2012/2013 MODULE PLACEMENT IN THE SYLLABUS Subject Level of
MODULE DESCRIPTION Module code Module name Techniki Wytwarzania II Module name in English Manufacturing Techniques 2 Valid from academic year 2012/2013 MODULE PLACEMENT IN THE SYLLABUS Subject Level of
FOR COMPOSITE MATERIALS IN AIRCRAFT INDUSTRY DO MATERIAŁÓW KOMPOZYTOWYCH W PRZEMYŚLE LOTNICZYM
 FOR COMPOSITE MATERIALS IN AIRCRAFT INDUSTRY DO MATERIAŁÓW KOMPOZYTOWYCH W PRZEMYŚLE LOTNICZYM DUAL HELIX CARBIDE END MILLS WĘGLIKOWY FREZ PALCOWY NA PRZEMIAN SKOŚNY 4 FLUTE CARBIDE END MILLS WĘGLIKOWY
FOR COMPOSITE MATERIALS IN AIRCRAFT INDUSTRY DO MATERIAŁÓW KOMPOZYTOWYCH W PRZEMYŚLE LOTNICZYM DUAL HELIX CARBIDE END MILLS WĘGLIKOWY FREZ PALCOWY NA PRZEMIAN SKOŚNY 4 FLUTE CARBIDE END MILLS WĘGLIKOWY
OCENA PARAMETRÓW CHROPOWATOŚCI POWIERZCHNI TOCZONYCH OTWORÓW W KOŁACH ZĘBATYCH OBRABIANYCH NAGNIATANIEM
 6-2011 T R I B O L O G I A 61 Michał DOBRZYŃSKI *, Włodzimierz PRZYBYLSKI *, Piotr WASZCZUR * OCENA PARAMETRÓW CHROPOWATOŚCI POWIERZCHNI TOCZONYCH OTWORÓW W KOŁACH ZĘBATYCH OBRABIANYCH NAGNIATANIEM EVALUATION
6-2011 T R I B O L O G I A 61 Michał DOBRZYŃSKI *, Włodzimierz PRZYBYLSKI *, Piotr WASZCZUR * OCENA PARAMETRÓW CHROPOWATOŚCI POWIERZCHNI TOCZONYCH OTWORÓW W KOŁACH ZĘBATYCH OBRABIANYCH NAGNIATANIEM EVALUATION
Spis produktów Table of contents
 E/2 Spis produktów Table of contents 116..., 115..., 115... Stempel z łbem stożkowym Punch with countersunk head Strona Page E/4 - E/8 PRESTAUTO Stempel i matryca do otworów pod blachowkręty Punch and
E/2 Spis produktów Table of contents 116..., 115..., 115... Stempel z łbem stożkowym Punch with countersunk head Strona Page E/4 - E/8 PRESTAUTO Stempel i matryca do otworów pod blachowkręty Punch and
WPLFE. WPLFE Economy Line. The shortest right angle planetary gearbox with flange output shaft and maximum torsional stiffness
 Economy Line The shortest right angle planetary gearbox with flange output shaft and maximum torsional stiffness Thinking around corners even in tight spaces. The is our right angle planetary gearbox with
Economy Line The shortest right angle planetary gearbox with flange output shaft and maximum torsional stiffness Thinking around corners even in tight spaces. The is our right angle planetary gearbox with
REAMERS ROZWIERTAKI D-148 HOLE MAKING OBRÓBKA OTWORÓW WSRN Z =3, 4 D149-D147 WSBN Z=8-12 D148-D149 WTRN Z=8-12 D150.
 REAMERS ROZWIERTAKI Z =3, 4 49-47 3,4 FLUTE SOLID CARBIDE REAMER FOR HSM* 3,4 OSTRZOWY ROZWIERTAK PEŁNOWĘGLIKOWY DO OBRÓBKI HSM* WSBN Z=8-12 48-49 3,4 FLUTE SOLID CARBIDE REAMER FOR SUPER FINISHING THROW
REAMERS ROZWIERTAKI Z =3, 4 49-47 3,4 FLUTE SOLID CARBIDE REAMER FOR HSM* 3,4 OSTRZOWY ROZWIERTAK PEŁNOWĘGLIKOWY DO OBRÓBKI HSM* WSBN Z=8-12 48-49 3,4 FLUTE SOLID CARBIDE REAMER FOR SUPER FINISHING THROW
FREZY PM; END MILLS PM
 FREZY PM; END MILLS PM DIN 327-B K, 844-A K-N www.fenes.com.pl DIN 327-B K D [e8] d [h8] I I 1 L 6 6 8 36 52 7 10 10 40 60 8 10 11 40 61 9 10 11 40 61 10 10 13 40 63 11 12 13 45 70 12 12 16 45 73 14 12
FREZY PM; END MILLS PM DIN 327-B K, 844-A K-N www.fenes.com.pl DIN 327-B K D [e8] d [h8] I I 1 L 6 6 8 36 52 7 10 10 40 60 8 10 11 40 61 9 10 11 40 61 10 10 13 40 63 11 12 13 45 70 12 12 16 45 73 14 12
THE STUDY OF SLIDE BEARING PROPERTIES INCLUDING THE SURFACE TEXTURE GEOMETRY OF A JOURNAL
 5-014 T R I B O L O G I A 15 Aleksander MAZURKOW * THE STUDY OF SLIDE BEARING PROPERTIES INCLUDING THE SURFACE TEXTURE GEOMETRY OF A JOURNAL BADANIA WŁAŚCIWOŚCI ŁOŻYSK ŚLIZGOWYCH Z UWZGLĘDNIENIEM STRUKTURY
5-014 T R I B O L O G I A 15 Aleksander MAZURKOW * THE STUDY OF SLIDE BEARING PROPERTIES INCLUDING THE SURFACE TEXTURE GEOMETRY OF A JOURNAL BADANIA WŁAŚCIWOŚCI ŁOŻYSK ŚLIZGOWYCH Z UWZGLĘDNIENIEM STRUKTURY
Pokrywa kołnierza ø120 z tuleją 1½ oraz ø180 z tuleją 2. Flange Cover ø120 with 1 ½ Sleeve and ø180 with 2 Sleeve. Instrukcja montażu
 Pokrywa kołnierza ø0 z tuleją ½ oraz ø80 z tuleją Instrukcja montażu Flange Cover ø0 with ½ Sleeve and ø80 with Sleeve Installation Manual 5.0.06 576 INSTRUKCJA MONTAŻU Spis treści PL. INFORMACJE OGÓLNE....
Pokrywa kołnierza ø0 z tuleją ½ oraz ø80 z tuleją Instrukcja montażu Flange Cover ø0 with ½ Sleeve and ø80 with Sleeve Installation Manual 5.0.06 576 INSTRUKCJA MONTAŻU Spis treści PL. INFORMACJE OGÓLNE....
INDEXABLE CUTTING TOOL REPAIR REGENERACJA NARZĘDZI SKŁADANYCH
 INDEXABLE CUTTING TOOL REPAIR REGENERACJA NARZĘDZI SKŁADANYCH Repair and SAVE UP to 90%! Zregeneruj i ZAOSZCZĘDŹ do 90%! TIZ Implements has developed a revolutionary repair process to recycle and reuse
INDEXABLE CUTTING TOOL REPAIR REGENERACJA NARZĘDZI SKŁADANYCH Repair and SAVE UP to 90%! Zregeneruj i ZAOSZCZĘDŹ do 90%! TIZ Implements has developed a revolutionary repair process to recycle and reuse
PORÓWNANIE CECH CHROPOWATOŚCI ŻELIW PO OBRÓBCE TOKARSKIEJ. Streszczenie
 DOI: 10.17814/mechanik.2015.8-9.485 Dr hab. inż. Edward MIKO, prof. PŚk; mgr inż. Michał SKRZYNIARZ (Politechnika Świętokrzyska): PORÓWNANIE CECH CHROPOWATOŚCI ŻELIW PO OBRÓBCE TOKARSKIEJ Streszczenie
DOI: 10.17814/mechanik.2015.8-9.485 Dr hab. inż. Edward MIKO, prof. PŚk; mgr inż. Michał SKRZYNIARZ (Politechnika Świętokrzyska): PORÓWNANIE CECH CHROPOWATOŚCI ŻELIW PO OBRÓBCE TOKARSKIEJ Streszczenie
HARRDEN 041 FREZY; END MILLS. Charakterystyka; Features. Zastosowanie; Application
 HARRDEN 01 HARRDEN 01 2-ostrzowe; 2-flute dla frezów 2-ostrzowych HARRDEN 01; for 2-flute end mills HARRDEN 01 d 1 =d 2 d 3 L l l 1 3,7 75 13 35 5,6 75 15 39 6 5,5 0 3 8 7,5 0 22 53 9, 0 25 59 11, 0 26
HARRDEN 01 HARRDEN 01 2-ostrzowe; 2-flute dla frezów 2-ostrzowych HARRDEN 01; for 2-flute end mills HARRDEN 01 d 1 =d 2 d 3 L l l 1 3,7 75 13 35 5,6 75 15 39 6 5,5 0 3 8 7,5 0 22 53 9, 0 25 59 11, 0 26
SG-MICRO... SPRĘŻYNY GAZOWE P.103
 SG-MICRO... SG-MICRO 19 SG-MICRO SG-MICRO H SG-MICRO R SG-MICRO 32 SG-MICRO 32H SG-MICRO 32R SG-MICRO SG-MICRO H SG-MICRO R SG-MICRO 45 SG-MICRO SG-MICRO SG-MICRO 75 SG-MICRO 95 SG-MICRO 0 cylindra body
SG-MICRO... SG-MICRO 19 SG-MICRO SG-MICRO H SG-MICRO R SG-MICRO 32 SG-MICRO 32H SG-MICRO 32R SG-MICRO SG-MICRO H SG-MICRO R SG-MICRO 45 SG-MICRO SG-MICRO SG-MICRO 75 SG-MICRO 95 SG-MICRO 0 cylindra body
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
OpenPoland.net API Documentation
 OpenPoland.net API Documentation Release 1.0 Michał Gryczka July 11, 2014 Contents 1 REST API tokens: 3 1.1 How to get a token............................................ 3 2 REST API : search for assets
OpenPoland.net API Documentation Release 1.0 Michał Gryczka July 11, 2014 Contents 1 REST API tokens: 3 1.1 How to get a token............................................ 3 2 REST API : search for assets
TANK-POWER END MILLS FREZY TANK-POWER
 TANK-POWER END MILLS FREZY TANK-POWER The Next Generation of Powdered Metal End Mills Tougher Than Carbide Premium PM HSS Higher Edge Strength Higher Feed Rates TANK-POWER END MILLS FREZY TANK-POWER TANK-POWER
TANK-POWER END MILLS FREZY TANK-POWER The Next Generation of Powdered Metal End Mills Tougher Than Carbide Premium PM HSS Higher Edge Strength Higher Feed Rates TANK-POWER END MILLS FREZY TANK-POWER TANK-POWER
2. Tolerancja wymiaru ,01 wynosi: 3. Wymiar graniczny górny wymiaru 50 0,09 wynosi: rys. nr 3
 KONKURS WOJEWÓDZKI O TYTUŁ NALEPSZEGO ŚLUSARZA ZIEMI LUBUSKIEJ TEST 2016 Nr wylosowany... Ilość punktów... Przeczytaj pytania ze zrozumieniem i zaznacz odpowiedź na teście! 1. W połączeniach wpustowych
KONKURS WOJEWÓDZKI O TYTUŁ NALEPSZEGO ŚLUSARZA ZIEMI LUBUSKIEJ TEST 2016 Nr wylosowany... Ilość punktów... Przeczytaj pytania ze zrozumieniem i zaznacz odpowiedź na teście! 1. W połączeniach wpustowych
FCPK Bytów Sp. z o.o.
 a SUPERIOR DIE SET CORPORATION COMPANY FCPK ytów Sp. z o.o. ul. Lęborska 26, 77-100 ytów, Poland tel. +48-59-822-9700, fax +48-59-822-9701 www.fcpk.pl PŁYTY niestandardowe PLATES-custom dimensions PŁYTY
a SUPERIOR DIE SET CORPORATION COMPANY FCPK ytów Sp. z o.o. ul. Lęborska 26, 77-100 ytów, Poland tel. +48-59-822-9700, fax +48-59-822-9701 www.fcpk.pl PŁYTY niestandardowe PLATES-custom dimensions PŁYTY
WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM
 Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
MASZYNY MASZYNY. - prasa hydrauliczna 20 t. -prasa hydrauliczna 40 t - giętarka do rur
 MASZYNY - prasa hydrauliczna 20 t S MASZYNY -prasa hydrauliczna 40 t - giętarka do rur 41 Prasa hydrauliczna 20T Prasa hydrauliczna do 20 T Nr. kat. SCT31-20 Uniwersalna prasa hydrauliczna SCT31-20 o nacisku
MASZYNY - prasa hydrauliczna 20 t S MASZYNY -prasa hydrauliczna 40 t - giętarka do rur 41 Prasa hydrauliczna 20T Prasa hydrauliczna do 20 T Nr. kat. SCT31-20 Uniwersalna prasa hydrauliczna SCT31-20 o nacisku
M210 SNKX1205 SNKX1607. Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS
 Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 SNKX1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205/1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI
Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 SNKX1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205/1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI
MAGNESY KATALOG d e s i g n p r o d u c e d e l i v e r
 MAGNESY KATALOG design produce deliver MAGNET 0,4 / 0,75MM owal, prostokąt, koło, kwadrat od 50 sztuk Flexible magnet 0.4 = strength example: able to hold one A4 sheet. 0.75 = strength example: able to
MAGNESY KATALOG design produce deliver MAGNET 0,4 / 0,75MM owal, prostokąt, koło, kwadrat od 50 sztuk Flexible magnet 0.4 = strength example: able to hold one A4 sheet. 0.75 = strength example: able to
ASSEMBLY AND SERVICE INSTRUCTION
 ASSEMBLY AND SERVICE INSTRUCTION Klätternät - Large Pyramid Art nr: 10-4307 2 GENERAL INFORMATION Instruction is made according to PN-EN 1176-1 :2009 point 6 and point 7, PN-EN 1176-3:2009, PNEN 1177:2009
ASSEMBLY AND SERVICE INSTRUCTION Klätternät - Large Pyramid Art nr: 10-4307 2 GENERAL INFORMATION Instruction is made according to PN-EN 1176-1 :2009 point 6 and point 7, PN-EN 1176-3:2009, PNEN 1177:2009
Stainless steel flat products. Wyroby płaskie ze stali nierdzewnej
 St ai nl es ss t eel atpr oduc t s Moving ahead in the stainless sector. Within a strategy of consistent investments in its production chain, Marcegaglia has added the manufacturing of coils and sheets
St ai nl es ss t eel atpr oduc t s Moving ahead in the stainless sector. Within a strategy of consistent investments in its production chain, Marcegaglia has added the manufacturing of coils and sheets
PROTOTYPE TOOLS FOR MACHINING THE ELEMENTS OF THE INSTRUMENTAL OPTICS
 KOMISJA BUOWY MASZYN PAN OZIAŁ W POZNANIU Vol. 27 nr 2 Archiwum Technologii Maszyn i Automatyzacji 2007 GRZEGORZ BUZIK* PROTOTYPE TOOLS FOR MACHINING THE ELEMENTS OF THE INSTRUMENTAL OPTICS The article
KOMISJA BUOWY MASZYN PAN OZIAŁ W POZNANIU Vol. 27 nr 2 Archiwum Technologii Maszyn i Automatyzacji 2007 GRZEGORZ BUZIK* PROTOTYPE TOOLS FOR MACHINING THE ELEMENTS OF THE INSTRUMENTAL OPTICS The article
Obróbka wytaczarska: Obróbka frezerska: Obróbka mechaniczna w ZAMET Budowa Maszyn S.A.
 Obróbka mechaniczna w ZAMET Budowa Maszyn S.A. Obróbka wytaczarska: Wiertarko-frezarki typu "Skoda" z czytnikiem optycznym maksymalne ciężary: na płycie możliwość obróbki z głowicy kątowej: maksymalny
Obróbka mechaniczna w ZAMET Budowa Maszyn S.A. Obróbka wytaczarska: Wiertarko-frezarki typu "Skoda" z czytnikiem optycznym maksymalne ciężary: na płycie możliwość obróbki z głowicy kątowej: maksymalny
Informacje ogólne General information
 Inmacje ogólne General inmation I. L.2 TERIŁY PŁYTY DO TŁOCZIKÓW TERILS FOR DIE SET PLTES Rozaje stali Steel types Oznaczenie materiału aterial type Skła chemiczny [ % ] Chemical composition Wytrzymałość
Inmacje ogólne General inmation I. L.2 TERIŁY PŁYTY DO TŁOCZIKÓW TERILS FOR DIE SET PLTES Rozaje stali Steel types Oznaczenie materiału aterial type Skła chemiczny [ % ] Chemical composition Wytrzymałość
Typ VFR. Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems
 Typ VFR FOR THE RELIABLE BALANCING OF VOLUME FLOW RATES Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems Each flow adjustment
Typ VFR FOR THE RELIABLE BALANCING OF VOLUME FLOW RATES Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems Each flow adjustment
Wpływ odkształcenia względnego na zmniejszenie chropowatości powierzchni po obróbce nagniataniem
 Obróbka Plastyczna Metali t. XXIII nr 1 (2012) InŜynieria materiałowa w obróbce plastycznej Dr inŝ. Tomasz DYL Akademia Morska w Gdyni, Wydział Mechaniczny, Katedra Materiałów Okrętowych i Technologii
Obróbka Plastyczna Metali t. XXIII nr 1 (2012) InŜynieria materiałowa w obróbce plastycznej Dr inŝ. Tomasz DYL Akademia Morska w Gdyni, Wydział Mechaniczny, Katedra Materiałów Okrętowych i Technologii
Spis treści tomu I. Część pierwsza. Proces skrawania. Rozdział I Wiadomości ogólne prof. dr hab. inż. Eugeniusz. Rozdział II Materiały narzędziowe
 Spis treści tomu I Część pierwsza Proces skrawania I Wiadomości ogólne prof. dr hab. inż. Eugeniusz Górski 1. Podział obróbki skrawaniem 1 2. Kinematyka skrawania 3 3. Geometria ostrza 5 Literatura 18
Spis treści tomu I Część pierwsza Proces skrawania I Wiadomości ogólne prof. dr hab. inż. Eugeniusz Górski 1. Podział obróbki skrawaniem 1 2. Kinematyka skrawania 3 3. Geometria ostrza 5 Literatura 18
SOLID CARBIDE RODS PRĘTY WĘGLIKOWE
 SOLID CARBIDE RODS PRĘTY WĘGLIKOWE TSCR 66 TSCR606 TSCR40 TSCR44 TSCR47 TSCR38 TSCR39 TSCR 308 TSCR G20 SOLID CARBIDE RODS GRADES GATUNKI PRĘTÓW WĘGLIKOWYCH WC grain size Rozmiar ziarna węglika Hardness
SOLID CARBIDE RODS PRĘTY WĘGLIKOWE TSCR 66 TSCR606 TSCR40 TSCR44 TSCR47 TSCR38 TSCR39 TSCR 308 TSCR G20 SOLID CARBIDE RODS GRADES GATUNKI PRĘTÓW WĘGLIKOWYCH WC grain size Rozmiar ziarna węglika Hardness
Enkoder absolutne ARS60 SSI/Parallel
 KATALOG ONLINE www.mysick.com Enkoder absolutne ARS60 SSI/Parallel ARS60-F4A01000 Enkoder absolutne ARS60 SSI/Parallel Nazwa modelu > ARS60-F4A01000 Numer części > 1036258 At a glance Absolute singleturn
KATALOG ONLINE www.mysick.com Enkoder absolutne ARS60 SSI/Parallel ARS60-F4A01000 Enkoder absolutne ARS60 SSI/Parallel Nazwa modelu > ARS60-F4A01000 Numer części > 1036258 At a glance Absolute singleturn
Attachment nr 2: Technical data/ Załacznik nr 2: Dane techniczny
 TECHNICAL SPECIFICATIONS Technical description for the engineering, the manufacturing, the installation, the commissioning molds for execution of Foundry molds for wheels. General scope of supply: - No.
TECHNICAL SPECIFICATIONS Technical description for the engineering, the manufacturing, the installation, the commissioning molds for execution of Foundry molds for wheels. General scope of supply: - No.
Podstawy Konstrukcji Maszyn. Wykład nr. 2 Obróbka i montaż części maszyn
 Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
DEKLARACJA WŁAŚCIWOŚCI UŻYTKOWYCH HECO-DoP_ETA_15/0784_MMS-plus_1606_PL
 DEKLARACJA WŁAŚCIWOŚCI UŻYTKOWYCH 1. Niepowtarzalny kod identyfikacyjny typu wyrobu: MULTI-MONTI-plus (MMS-plus) 2. Numer typu, partii lub serii lub jakikolwiek inny element umożliwiający identyfikację
DEKLARACJA WŁAŚCIWOŚCI UŻYTKOWYCH 1. Niepowtarzalny kod identyfikacyjny typu wyrobu: MULTI-MONTI-plus (MMS-plus) 2. Numer typu, partii lub serii lub jakikolwiek inny element umożliwiający identyfikację
NOŚNOŚĆ POWIERZCHNI A RODZAJ JEJ OBRÓBKI
 6-2011 T R I B O L O G I A 143 Maciej MATUSZEWSKI * NOŚNOŚĆ POWIERZCHNI A RODZAJ JEJ OBRÓBKI LOAD CAPACITY AND KIND OF MACHINING Słowa kluczowe: nośność powierzchni, zużywanie Key words: load capacity
6-2011 T R I B O L O G I A 143 Maciej MATUSZEWSKI * NOŚNOŚĆ POWIERZCHNI A RODZAJ JEJ OBRÓBKI LOAD CAPACITY AND KIND OF MACHINING Słowa kluczowe: nośność powierzchni, zużywanie Key words: load capacity
Obróbka wykończeniowa powierzchni z wykorzystaniem szczotkowych narzędzi z włókien ceramicznych
 Tadeusz Sałaciński, Maciej Winiarski przeglad Welding Technology Review Obróbka wykończeniowa powierzchni z wykorzystaniem szczotkowych narzędzi z włókien ceramicznych Finishing surface using brush tools
Tadeusz Sałaciński, Maciej Winiarski przeglad Welding Technology Review Obróbka wykończeniowa powierzchni z wykorzystaniem szczotkowych narzędzi z włókien ceramicznych Finishing surface using brush tools
WAŻNE: Instrukcja przedstawia podstawową formę montażu. Więcej metod i powiązanych akcesoriów znajdziesz na stronie klusdesign.pl
 Montaż oprawy na bazie profilu KOZEL Części niezbędne do skonstruowania oprawy na bazie profilu KOZEL Profil () Zaślepka (B) Osłona (C) Taśma LED (D) Osłona techniczna (E) Elementy niezbędne przy czynnościach
Montaż oprawy na bazie profilu KOZEL Części niezbędne do skonstruowania oprawy na bazie profilu KOZEL Profil () Zaślepka (B) Osłona (C) Taśma LED (D) Osłona techniczna (E) Elementy niezbędne przy czynnościach
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: KONSTRUKCJA I EKSPLOATACJA MASZYN ORAZ GRAFIKA INŻYNIERSKA III MATERIAŁOZNAWSTWO Engineering Design III-Materials Kierunek: Forma studiów: Kod przedmiotu: III.3 Mechanika I Budowa Maszyn
Nazwa przedmiotu: KONSTRUKCJA I EKSPLOATACJA MASZYN ORAZ GRAFIKA INŻYNIERSKA III MATERIAŁOZNAWSTWO Engineering Design III-Materials Kierunek: Forma studiów: Kod przedmiotu: III.3 Mechanika I Budowa Maszyn
Helena Boguta, klasa 8W, rok szkolny 2018/2019
 Poniższy zbiór zadań został wykonany w ramach projektu Mazowiecki program stypendialny dla uczniów szczególnie uzdolnionych - najlepsza inwestycja w człowieka w roku szkolnym 2018/2019. Składają się na
Poniższy zbiór zadań został wykonany w ramach projektu Mazowiecki program stypendialny dla uczniów szczególnie uzdolnionych - najlepsza inwestycja w człowieka w roku szkolnym 2018/2019. Składają się na
FREZY PM; END MILLS PM
 FREZY PM; END MILLS PM DIN 7-B K, 844-A K-N www.fenes.com.pl FREZY; END MILLS DIN 7-B K D [e8] d [h8] I I L FN 6 6 8 6 5 7 0 0 40 60 8 0 40 6 9 0 40 6 0 0 40 6 45 70 6 45 7 4 6 45 7 6 6 9 48 79 Przykład
FREZY PM; END MILLS PM DIN 7-B K, 844-A K-N www.fenes.com.pl FREZY; END MILLS DIN 7-B K D [e8] d [h8] I I L FN 6 6 8 6 5 7 0 0 40 60 8 0 40 6 9 0 40 6 0 0 40 6 45 70 6 45 7 4 6 45 7 6 6 9 48 79 Przykład
For choosen profiles, KLUS company offers end caps with holes for leading power supply cable. It is also possible to drill the end cap independently
 Uszczelnianie profili firmy KLUŚ na przykładzie profilu PDS 4 - ALU / Sealing KLUŚ profiles on example of PDS 4 - ALU profile. 1. Pasek LED / LED strip Rękaw termokurczliwy / heat shrink sleeve Istnieje
Uszczelnianie profili firmy KLUŚ na przykładzie profilu PDS 4 - ALU / Sealing KLUŚ profiles on example of PDS 4 - ALU profile. 1. Pasek LED / LED strip Rękaw termokurczliwy / heat shrink sleeve Istnieje
UCHWYRTY WIERTARSKIE JANGO
 UCHWYRTY WIERTARSKIE JANGO Uchwyty Wiertarskie Bezkluczykowe Samozaciskowe, Precyzyjne Keyless Self-Tightening Precision Drill Chucks Uchwyty precyzyjne o podwyższonych parametrach wytrzymałościowo-jakościowych,
UCHWYRTY WIERTARSKIE JANGO Uchwyty Wiertarskie Bezkluczykowe Samozaciskowe, Precyzyjne Keyless Self-Tightening Precision Drill Chucks Uchwyty precyzyjne o podwyższonych parametrach wytrzymałościowo-jakościowych,
OBRÓBKA GRUPOWA DOCIERAKÓW DO OTWORÓW STOSOWANYCH W TECHNOLOGIACH MONTAŻOWYCH
 OBRÓBKA GRUPOWA DOCIERAKÓW DO OTWORÓW STOSOWANYCH W TECHNOLOGIACH MONTAŻOWYCH Adam BARYLSKI Streszczenie W artykule przedstawiono sposób opracowania technologii obróbki tulei rozprężnych docieraków do
OBRÓBKA GRUPOWA DOCIERAKÓW DO OTWORÓW STOSOWANYCH W TECHNOLOGIACH MONTAŻOWYCH Adam BARYLSKI Streszczenie W artykule przedstawiono sposób opracowania technologii obróbki tulei rozprężnych docieraków do
Typ VFR. Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems
 Typ VFR FOR THE RELIABLE BALANCING OF VOLUME FLOW RATES Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems Each flow adjustment
Typ VFR FOR THE RELIABLE BALANCING OF VOLUME FLOW RATES Circular flow adjustment dampers for the adjustment of volume flow rates and pressures in supply air and extract air systems Each flow adjustment
Przedmowa do wydania czwartego 15. Przedmowa do wydania pierwszego 15. 1. Wiadomości ogólne 17. 2. Dokumentacja technologiczna 43
 Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
CONTENT SPIS TREŚCI. FOREWORD Wstęp... 9 JUBILEUSZ PROFESORA KAZIMIERZA E. OCZOSIA Jubilee of prof. Kazimierz E. Oczoś... 11
 CONTENT SPIS TREŚCI FOREWORD Wstęp... 9 JUBILEUSZ PROFESORA KAZIMIERZA E. OCZOSIA Jubilee of prof. Kazimierz E. Oczoś... 11 MACHINING OBRÓBKA WIÓROWA WYSOKOWYDAJNE SKRAWANIE ŻELIWA SFEROIDALNEGO Z UŻYCIEM
CONTENT SPIS TREŚCI FOREWORD Wstęp... 9 JUBILEUSZ PROFESORA KAZIMIERZA E. OCZOSIA Jubilee of prof. Kazimierz E. Oczoś... 11 MACHINING OBRÓBKA WIÓROWA WYSOKOWYDAJNE SKRAWANIE ŻELIWA SFEROIDALNEGO Z UŻYCIEM
Company Profile. ZZN TRANSMISSION PLANT Grabskiego 23 37-450 Stalowa Wola POLAND tel.: +48 15 813 50 53 e-mail: zzn@liugongpl.com TRANSMISSION PLANT
 WARSAW Stalowa Wola / GPS: N 50 32 50,3096 E 22 3 32,7159 Cracow Rzeszów ZZN Grabskiego 23 37-450 Stalowa Wola POLAND tel.: +48 15 813 50 53 e-mail: zzn@liugongpl.com LiuGong Machinery (Poland) Co.Ltd.
WARSAW Stalowa Wola / GPS: N 50 32 50,3096 E 22 3 32,7159 Cracow Rzeszów ZZN Grabskiego 23 37-450 Stalowa Wola POLAND tel.: +48 15 813 50 53 e-mail: zzn@liugongpl.com LiuGong Machinery (Poland) Co.Ltd.
M800 SEKT12T3. Stable face milling under high-load conditions. Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS
 Stable face milling under high-load conditions SEKT12T3 Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SEKT12T3 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
Stable face milling under high-load conditions SEKT12T3 Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SEKT12T3 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
End Caps (C) Pressure screws M5 (I)
 Pressure screws M5 (I)") OX mounting instructions Parts needed to mount the OX extrusion xtrusion Mounting strip () xtrusion () nd aps () Power supply bracket () Spacers () land () Plastic rod dia. 2.4 mm () Plastic rod dia. 4
OX mounting instructions Parts needed to mount the OX extrusion xtrusion Mounting strip () xtrusion () nd aps () Power supply bracket () Spacers () land () Plastic rod dia. 2.4 mm () Plastic rod dia. 4
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2013 CZĘŚĆ PISEMNA
 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione
Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione
PX101A. Frezy do PLEXI/ Router bits for Plexi Acrylic ALU Z= str. 122
 101A jakości. P/P Art.. Nr P/N 1 4 45 3 1 101A.010.004.045 1,5 5 45 3 1 101A.015.005.045 2 6 45 3 1 101A.020.006.045 2 9 45 3 1 101A.020.009.045 3 6 45 3 1 101A.030.006.045 3 12 50 3 1 101A.030.012.050
101A jakości. P/P Art.. Nr P/N 1 4 45 3 1 101A.010.004.045 1,5 5 45 3 1 101A.015.005.045 2 6 45 3 1 101A.020.006.045 2 9 45 3 1 101A.020.009.045 3 6 45 3 1 101A.030.006.045 3 12 50 3 1 101A.030.012.050
OPRAWY I CZÊŒCI ZNORMALIZOWANE DO T OCZNIKÓW
 FCPK a SUPERIOR DIE SET CORPORATION COMPANY FCPK Bytów Sp. z o.o. ul. Lêborska 26, 77-100 Bytów, Poland tel. +48-59-822-9700, fax +48-59-822-9701 www.fcpk.pl OPRAWY I CZÊŒCI ZNORMALIZOWANE DO T OCZNIKÓW
FCPK a SUPERIOR DIE SET CORPORATION COMPANY FCPK Bytów Sp. z o.o. ul. Lêborska 26, 77-100 Bytów, Poland tel. +48-59-822-9700, fax +48-59-822-9701 www.fcpk.pl OPRAWY I CZÊŒCI ZNORMALIZOWANE DO T OCZNIKÓW
DEKLARACJA WŁAŚCIWOŚCI UŻYTKOWYCH HECO-DoP_ETA_15/0784_MMS-plus_1804_PL
 DEKLARACJA WŁAŚCIWOŚCI UŻYTKOWYCH 1. Niepowtarzalny kod identyfikacyjny typu wyrobu: MULTI-MONTI-plus (MMS-plus) 2. Numer typu, partii lub serii lub jakikolwiek inny element umożliwiający identyfikację
DEKLARACJA WŁAŚCIWOŚCI UŻYTKOWYCH 1. Niepowtarzalny kod identyfikacyjny typu wyrobu: MULTI-MONTI-plus (MMS-plus) 2. Numer typu, partii lub serii lub jakikolwiek inny element umożliwiający identyfikację
M210 SNKX1205. Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
 Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
Informacje ogólne General information
 Informacje ogólne General information I. L.2 FCPK MATERIAŁY NA PŁYTY DO TŁOCZNIKÓW MATERIALS FOR DIE SET PLATES Rodzaje stali Steel types Oznaczenie materiału Material type Skład chemiczny [ % ] Chemical
Informacje ogólne General information I. L.2 FCPK MATERIAŁY NA PŁYTY DO TŁOCZNIKÓW MATERIALS FOR DIE SET PLATES Rodzaje stali Steel types Oznaczenie materiału Material type Skład chemiczny [ % ] Chemical
ZASTOSOWANIE OBRÓBKI NAGNIATANIEM W TECHNOLOGII SIŁOWNIKÓW HYDRAULICZNYCH
 Włodzimierz Przybylski 1) ZASTOSOWANIE OBRÓBKI NAGNIATANIEM W TECHNOLOGII SIŁOWNIKÓW HYDRAULICZNYCH Streszczenie: Opisano zintegrowaną technologię tulei cylindrów hydraulicznych polegającej na obróbce
Włodzimierz Przybylski 1) ZASTOSOWANIE OBRÓBKI NAGNIATANIEM W TECHNOLOGII SIŁOWNIKÓW HYDRAULICZNYCH Streszczenie: Opisano zintegrowaną technologię tulei cylindrów hydraulicznych polegającej na obróbce
099 Łóżko półpiętrowe 2080x1010(1109)x Bunk bed 2080x1010(1109)x1600 W15 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTION
x Bunk bed 2080x1010(1109)x1600 W15 INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTION") INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTION 2 WAŻNE, ZACHOWAĆ DO PÓŹNIEJSZEGO STOSOWANIA- UWAŻNIE PRZECZYTAĆ IMPORTANT, SAVE FOR FURTHER USAGE- READ CAREFULLY INSTRUKCJA UZYTKOWANIA USER S MANUAL. Aby uniknąć
INSTRUKCJA MONTAŻU ASSEMBLY INSTRUCTION 2 WAŻNE, ZACHOWAĆ DO PÓŹNIEJSZEGO STOSOWANIA- UWAŻNIE PRZECZYTAĆ IMPORTANT, SAVE FOR FURTHER USAGE- READ CAREFULLY INSTRUKCJA UZYTKOWANIA USER S MANUAL. Aby uniknąć
Analiza topografii powierzchni stali narzędziowej Vanadis 6 po wybranych sekwencyjnych procesach obróbki powierzchniowej
 1124 MECHANIK NR 12/2018 Analiza topografii powierzchni stali narzędziowej Vanadis 6 po wybranych sekwencyjnych procesach obróbki powierzchniowej Surface topography analysis of Vanadis 6 tool steel after
1124 MECHANIK NR 12/2018 Analiza topografii powierzchni stali narzędziowej Vanadis 6 po wybranych sekwencyjnych procesach obróbki powierzchniowej Surface topography analysis of Vanadis 6 tool steel after
MULTI PURPOSE SOLID CARBIDE END MILLS
 MULTI PURPOSE SOLID CARBIDE END MILLS WĘGLIKOWE FREZY MONOLITYCZNE DO OBRÓBKI OGÓLNEJ 45 CARBIDE END MILLS FREZY Z WĘGLIKA SPIEKANEGO UCX ADDED CHAMFER EDGES DODANA FAZA KRAWĘDZI Series Seria Model Description
MULTI PURPOSE SOLID CARBIDE END MILLS WĘGLIKOWE FREZY MONOLITYCZNE DO OBRÓBKI OGÓLNEJ 45 CARBIDE END MILLS FREZY Z WĘGLIKA SPIEKANEGO UCX ADDED CHAMFER EDGES DODANA FAZA KRAWĘDZI Series Seria Model Description
DIN 6527 FREZY; END MILLS. Charakterystyka; Features. Zastosowanie; Application
 DIN 6527 dla frezów 2-ostrzowych; for 2-flute end mills 4 6 57 8 5 6 57 10 6 6 57 10 7 8 63 13 8 8 63 16 9 10 72 16 10 10 72 19 12 12 83 22 14 14 83 22 16 16 92 26 18 18 92 26 20 20 104 32 dla frezów 4-ostrzowych;
DIN 6527 dla frezów 2-ostrzowych; for 2-flute end mills 4 6 57 8 5 6 57 10 6 6 57 10 7 8 63 13 8 8 63 16 9 10 72 16 10 10 72 19 12 12 83 22 14 14 83 22 16 16 92 26 18 18 92 26 20 20 104 32 dla frezów 4-ostrzowych;
ELEMENTY DO TŁOCZNIKÓW STEMPLE I MATRYCE
 ELEMENTY DO TŁOCZNIKÓW COMPONENTS FOR DIE SETS STEMPLE I MATRYCE PUNCHES AND DIES SUWAKI ROLKOWE I KLINOWE ROLLER CAMS AND CAM UNITS WYPYCHACZE EJECTORS MOCOWANIA I TRANSPORT CLAMPING AND LIFTING SPRĘŻYNY
ELEMENTY DO TŁOCZNIKÓW COMPONENTS FOR DIE SETS STEMPLE I MATRYCE PUNCHES AND DIES SUWAKI ROLKOWE I KLINOWE ROLLER CAMS AND CAM UNITS WYPYCHACZE EJECTORS MOCOWANIA I TRANSPORT CLAMPING AND LIFTING SPRĘŻYNY
BADANIA ZUŻYCIA OSTRZY FREZÓW DO ROWKÓW WPUSTOWYCH
 Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N AŃSKIEJ Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007 MICHAŁ WIECZOROWSKI, ANNA MATUSIAK-SZARANIEC, KAZIMIERZ WIECZOROWSKI BADANIA ZUŻYCIA
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N AŃSKIEJ Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007 MICHAŁ WIECZOROWSKI, ANNA MATUSIAK-SZARANIEC, KAZIMIERZ WIECZOROWSKI BADANIA ZUŻYCIA
Inżynieria Maszyn, R. 20, z. 1, 2015 SZLIFOWANIE POWIERZCHNI O ZMIENNEJ KRZYWIŹNIE DYSKAMI ŚCIERNYMI TRIZACT 1. WPROWADZENIE
 Inżynieria Maszyn, R. 20, z. 1, 2015 szlifowanie, dyski ścierne, Trizact Jan BARAN 1* Jarosław PLICHTA 1 SZLIFOWANIE POWIERZCHNI O ZMIENNEJ KRZYWIŹNIE DYSKAMI ŚCIERNYMI TRIZACT W artykule przedstawiono
Inżynieria Maszyn, R. 20, z. 1, 2015 szlifowanie, dyski ścierne, Trizact Jan BARAN 1* Jarosław PLICHTA 1 SZLIFOWANIE POWIERZCHNI O ZMIENNEJ KRZYWIŹNIE DYSKAMI ŚCIERNYMI TRIZACT W artykule przedstawiono
Techniki Wytwarzania II Manufacturing Techniques II
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Spis treści SPIS TREŚCI Table of contents L.1 Tolerancje Tolerances Płyty do tłoczników Die set plates
 www.fcpk.pl Spis treści Table of content SPIS TREŚCI Table of contents L.5 Tolerancje Tolerances L.6 Płyty do tłoczników Die set plates L.8 Położenie elementów prowadzących Guiding elements location L.9
www.fcpk.pl Spis treści Table of content SPIS TREŚCI Table of contents L.5 Tolerancje Tolerances L.6 Płyty do tłoczników Die set plates L.8 Położenie elementów prowadzących Guiding elements location L.9
D L1 L s Art.. Nr Art.. nr. Na życzenie również inne wymiary / Special dimension on request. D L1 L s Art.. Nr
 001 Pełno węglikowe wiertła do drewna. Do maszyn numerycznych CNC i wiertarek. Do obróbki drewna i tworzyw sztucznych. Solid Carbide drills. For CNC machines and drilling machines. For wood and plastic
001 Pełno węglikowe wiertła do drewna. Do maszyn numerycznych CNC i wiertarek. Do obróbki drewna i tworzyw sztucznych. Solid Carbide drills. For CNC machines and drilling machines. For wood and plastic
WPŁYW ZMIANY GŁĘBOKOŚCI SKRAWANIA NA WARTOŚĆ SIŁ SKRAWANIA I PARAMETR CHROPOWATOŚCI POWIERZCHNI PODCZAS TOCZENIA CZOPÓW WAŁÓW
 Wojciech Labuda, Dawid Kozyra Akademia Morska w Gdyni WPŁYW ZMIANY GŁĘBOKOŚCI SKRAWANIA NA WARTOŚĆ SIŁ SKRAWANIA I PARAMETR CHROPOWATOŚCI POWIERZCHNI PODCZAS TOCZENIA CZOPÓW WAŁÓW W artykule przedstawiono
Wojciech Labuda, Dawid Kozyra Akademia Morska w Gdyni WPŁYW ZMIANY GŁĘBOKOŚCI SKRAWANIA NA WARTOŚĆ SIŁ SKRAWANIA I PARAMETR CHROPOWATOŚCI POWIERZCHNI PODCZAS TOCZENIA CZOPÓW WAŁÓW W artykule przedstawiono
G.T.S. - system do rowkowania
 Nr. 300-1-13-JD-PL G.T.S. - system Wysokie bezpieczeństwo procesu przy rowkowaniu GP 2120 GM 5130 new! Zalety systemu G.T.S. Unikatowy system zacisku W zapewnia wysoką stabilność podczas operacji toczenia
Nr. 300-1-13-JD-PL G.T.S. - system Wysokie bezpieczeństwo procesu przy rowkowaniu GP 2120 GM 5130 new! Zalety systemu G.T.S. Unikatowy system zacisku W zapewnia wysoką stabilność podczas operacji toczenia
WAŻNE: Instrukcja przedstawia podstawową formę montażu. Więcej metod i powiązanych akcesoriów znajdziesz na stronie klusdesign.pl
 Montaż oprawy na bazie profilu KOZUS Części niezbędne do skonstruowania oprawy na bazie profilu KOZUS. Profil () Zaślepka (B) Osłona (C) Taśma LED (D) Osłona techniczna (E) Elementy niezbędne przy czynnościach
Montaż oprawy na bazie profilu KOZUS Części niezbędne do skonstruowania oprawy na bazie profilu KOZUS. Profil () Zaślepka (B) Osłona (C) Taśma LED (D) Osłona techniczna (E) Elementy niezbędne przy czynnościach
TR18 INSTALATION MANUAL / INSTRUKCJA MONTAŻU. cart for flat displays
 INSTLTION NUL / INSTRUKCJ ONTŻU cart for flat displays WRNING: Please read this manual before the installation to ensure proper assembly. The assembly should be carried out in accordance with this manual
INSTLTION NUL / INSTRUKCJ ONTŻU cart for flat displays WRNING: Please read this manual before the installation to ensure proper assembly. The assembly should be carried out in accordance with this manual
deep learning for NLP (5 lectures)
") TTIC 31210: Advanced Natural Language Processing Kevin Gimpel Spring 2019 Lecture 6: Finish Transformers; Sequence- to- Sequence Modeling and AJenKon 1 Roadmap intro (1 lecture) deep learning for NLP (5
TTIC 31210: Advanced Natural Language Processing Kevin Gimpel Spring 2019 Lecture 6: Finish Transformers; Sequence- to- Sequence Modeling and AJenKon 1 Roadmap intro (1 lecture) deep learning for NLP (5
Lecture 18 Review for Exam 1
 Spring, 2019 ME 323 Mechanics of Materials Lecture 18 Review for Exam 1 Reading assignment: HW1-HW5 News: Ready for the exam? Instructor: Prof. Marcial Gonzalez Announcements Exam 1 - Wednesday February
Spring, 2019 ME 323 Mechanics of Materials Lecture 18 Review for Exam 1 Reading assignment: HW1-HW5 News: Ready for the exam? Instructor: Prof. Marcial Gonzalez Announcements Exam 1 - Wednesday February
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
PRECYZYJNE AKCESORIA DO FORM
 a SUPERIOR DIE SET CORPORATION COMPANY FCPK Bytów Sp. z o.o. ul. Lęborska 26, 77-100 Bytów, Poland tel. +48-59-822-9700, fax +48-59-822-9701 www.fcpk.pl PRECYZYJNE AKCESORIA DO FORM PRE-ENGINEERED COMPONENTS
a SUPERIOR DIE SET CORPORATION COMPANY FCPK Bytów Sp. z o.o. ul. Lęborska 26, 77-100 Bytów, Poland tel. +48-59-822-9700, fax +48-59-822-9701 www.fcpk.pl PRECYZYJNE AKCESORIA DO FORM PRE-ENGINEERED COMPONENTS
KSZTAŁTOWANIE RELIEFÓW NA POWIERZCHNIACH ŁOŻYSK ŚLIZGOWYCH METODAMI NAGNIATANIA
 PROBLEMY NIEKONWENCJONALNYCH UKŁADÓW ŁOŻYSKOWYCH Łódź, 12 14 maja 1999 r. Mieczysław KORZYŃSKI Waldemar KOSZELA Politechnika Rzeszowska KSZTAŁTOWANIE RELIEFÓW NA POWIERZCHNIACH ŁOŻYSK ŚLIZGOWYCH METODAMI
PROBLEMY NIEKONWENCJONALNYCH UKŁADÓW ŁOŻYSKOWYCH Łódź, 12 14 maja 1999 r. Mieczysław KORZYŃSKI Waldemar KOSZELA Politechnika Rzeszowska KSZTAŁTOWANIE RELIEFÓW NA POWIERZCHNIACH ŁOŻYSK ŚLIZGOWYCH METODAMI
Wyrób W1. Montaż C1 i C38, wiercenie, rozwiercanie i kołkowanie, znakowanie wspólnym numerem
 C1 ZL200 P1: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C1; Stanowisko traserskie S39 CP04 Wiertarka ze stołem WS17 CP06 WR06 WMP20 rasowanie do obróbki zgrubnej
C1 ZL200 P1: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C1; Stanowisko traserskie S39 CP04 Wiertarka ze stołem WS17 CP06 WR06 WMP20 rasowanie do obróbki zgrubnej
 FCPK TULEJE TNĄCE KSZTAŁTOWE DIE BUSHES EDM 3,2 Land Powierzchnia robocza D +0,015 +0,010 12 to 32 5 +0,25-0,00 Taper recess Wybieg stożkowy D+3 +0,00-0,25 Shaped or counterbore recess Wybieg cylindryczny
FCPK TULEJE TNĄCE KSZTAŁTOWE DIE BUSHES EDM 3,2 Land Powierzchnia robocza D +0,015 +0,010 12 to 32 5 +0,25-0,00 Taper recess Wybieg stożkowy D+3 +0,00-0,25 Shaped or counterbore recess Wybieg cylindryczny
BADANIA TOCZENIA SPIEKANYCH PROSZKOWO MATERIAŁÓW Z ZASTOSOWANIEM OPROGRAMOWANIA PRODUCTION MODULE
 Zeszyt1 Marzec2017 pp.16 21 BADANIA TOCZENIA SPIEKANYCH PROSZKOWO MATERIAŁÓW Z ZASTOSOWANIEM OPROGRAMOWANIA PRODUCTION MODULE Andrzej Matras, Wojciech Zębala Instytut Technologii Maszyn i Automatyzacji
Zeszyt1 Marzec2017 pp.16 21 BADANIA TOCZENIA SPIEKANYCH PROSZKOWO MATERIAŁÓW Z ZASTOSOWANIEM OPROGRAMOWANIA PRODUCTION MODULE Andrzej Matras, Wojciech Zębala Instytut Technologii Maszyn i Automatyzacji
112 TBMP, 212 TBMP. Automatyczna Maszyna do korekcji masy w korbowodach
 Modu owa konstrukcja dla wszystkich typów korbowodów; W pe ni zautomatyzowane; Zintegrowany, szybki wbudowany przeno nik; Wspó praca z lini produkcyjn ; Wysoka dok adno dzi ki cyfrowemu przetwarzaniu danych
Modu owa konstrukcja dla wszystkich typów korbowodów; W pe ni zautomatyzowane; Zintegrowany, szybki wbudowany przeno nik; Wspó praca z lini produkcyjn ; Wysoka dok adno dzi ki cyfrowemu przetwarzaniu danych
Surname. Other Names. For Examiner s Use Centre Number. Candidate Number. Candidate Signature
 A Surname _ Other Names For Examiner s Use Centre Number Candidate Number Candidate Signature Polish Unit 1 PLSH1 General Certificate of Education Advanced Subsidiary Examination June 2014 Reading and
A Surname _ Other Names For Examiner s Use Centre Number Candidate Number Candidate Signature Polish Unit 1 PLSH1 General Certificate of Education Advanced Subsidiary Examination June 2014 Reading and
SYSTEMY CAM. Podstawy modelowania w systemie NX cz. I ĆWICZENIE 1. Michał Gdula Karol Żurawski Piotr Żurek. Autorzy:
 SYSTEMY CAM ĆWICZENIE 1 Podstawy modelowania w systemie NX cz. I Autorzy: Michał Gdula Karol Żurawski Piotr Żurek 2 1. Polecenia wykorzystywane w ćwiczeniu 1.1. Prostopadłościan Block Funkcja Block służy
SYSTEMY CAM ĆWICZENIE 1 Podstawy modelowania w systemie NX cz. I Autorzy: Michał Gdula Karol Żurawski Piotr Żurek 2 1. Polecenia wykorzystywane w ćwiczeniu 1.1. Prostopadłościan Block Funkcja Block służy
Centrum Kształcenia Ustawicznego. im. Stanisława Staszica w Koszalinie PRACA KONTROLNA. PRZEDMIOT: Eksploatacja maszyn i urządzeń
 Centrum Kształcenia Ustawicznego im. Stanisława Staszica w Koszalinie Jan Jucha Semestr 4 MUZ PRACA KONTROLNA PRZEDMIOT: Eksploatacja maszyn i urządzeń NAUCZYCIEL: W. Abramowski Temat: Opracować proces
Centrum Kształcenia Ustawicznego im. Stanisława Staszica w Koszalinie Jan Jucha Semestr 4 MUZ PRACA KONTROLNA PRZEDMIOT: Eksploatacja maszyn i urządzeń NAUCZYCIEL: W. Abramowski Temat: Opracować proces
FULL METAL TREATMENT
 GRUPA KOMPLEKSOWA OBRÓBKA METALU FULL METAL TREATMENT TWOJA WIZJA NASZ CEL YOUR VISION - OUR AIM GŁÓWNA DZIAŁALNOŚĆ OUR CORE BUSINESS ODLEWY I ODKUWKI CASTINGS AND FORGINGS 2 ODLEWNIA FOUNDRY Odlewnia
GRUPA KOMPLEKSOWA OBRÓBKA METALU FULL METAL TREATMENT TWOJA WIZJA NASZ CEL YOUR VISION - OUR AIM GŁÓWNA DZIAŁALNOŚĆ OUR CORE BUSINESS ODLEWY I ODKUWKI CASTINGS AND FORGINGS 2 ODLEWNIA FOUNDRY Odlewnia