KATALOG PRODUKTÓW Member of European Welding Association MULTIMET Sp. z o.o.
|
|
|
- Karolina Baranowska
- 9 lat temu
- Przeglądów:
Transkrypt
1 KATALOG PRODUKTÓW

2 Gdańsk Szczecin Poznań Przemków Wrocław Kielce Lublin Katowice Siedziba zakładu: Przemków ul. Fabryczna 10 tel. (76) fax (76) Oddział we Wrocławiu Wrocław ul.robotnicza 56 tel./fax (71) Oddział w Katowicach Katowice ul. Obroki 109 tel./fax (32) (32) katowice@multimet.com.pl Oddział w Gdańsku Gdańsk ul. Załogowa 6 tel./fax (58) gdansk@multimet.com.pl Oddział w Szczecinie Szczecin ul. Heyki 1 tel./fax (91) szczecin@multimet.com.pl Oddział w Poznaniu Poznań ul. Wołowska 58/70 tel./fax (61) (61) poznan@multimet.com.pl Oddział w Lublinie Lublin ul. Krzemionki 7 tel./fax (81) lublin@multimet.com.pl Przedstawiciel Regionalny Kielce tel. kom.: kielce@multimet.com.pl
 868 99 80 (61) 863 00 22 poznan@multimet.com.pl Oddział w Lublinie 20-314 Lublin ul. Krzemionki 7 tel./fax (81) 748 28 60 lublin@multimet.com.pl Przedstawiciel Regionalny Kielce tel.")
3 Szanowny Kliencie, Marka Multimet obecna jest na polskim rynku od 1984 roku. Od początku swojej działalności Multimet jest firmą rodzinną, z wyłącznie polskim kapitałem. Początkowo skupiliśmy się tylko i wyłącznie na produkcji drutów spawalniczych wielu zastosowań. Założenie jakie sobie postawiliśmy to oferowanie wyrobów najwyższej jakości i tego trzymamy się do dnia dzisiejszego. Obecnie Multimet to mocna, ugruntowana marka kojarzona z wyrobami z najwyższej półki. Firma posiada standardy ISO a jej wyroby zdobyły jakościowe certyfikaty: TÜV, DB, GL, BV, LR, DNV, RINA, PRS, UDT, CPT. Nasze materiały spawalnicze postrzegane są u naszych wieloletnich kontrahentów jako idealne w wielu skomplikowanych i wymagających zastosowaniach. Multimet w dniu dzisiejszym to nie tylko producent materiałów spawalniczych ale również dystrybutor urządzeń spawalniczych, BHP, osprzętu gazowego, materiałów ściernych, elektrod, chemii technicznej, filtrowentylacji, robotyzacji, automatyzacji. Posiadamy również serwis urządzeń spawalniczych. Naszymi szeroko rozpoznawalnymi markami są tarcze ścierne Multimet Power Cut, topnik TAL 100, druty spawalnicze Multimig, przyłbice samościemniające Multi-Glas, druty proszkowe IMT z rdzeniem rutylowym oraz metalicznym. Mając na uwadze ułatwienie zakupów naszym Klientom, mamy przyjemność przedstawić nasz nowy katalog, w którym znajdziecie Państwo szeroki asortyment produktów niezbędnych w procesie produkcyjnym. Cała oferta jest dostępna w oddziałach firmy zlokalizowanych w następujących miastach: Wrocław, Poznań, Szczecin, Gdańsk, Lublin, Katowice, Kielce. Produkcja drutów spawalniczych znajduje się w miejscowości Przemków. Z wyrazami szacunku Prezes Zarządu Michał Całek

4 Spis treści PORADY PRAKTYCZNE...5 DRUTY I PRĘTY SPAWALNICZE DRUTY I PRĘTY DO SPAWANIA STALI NIESTOPOWYCH I DROBNOZIARNISTYCH DRUTY PROSZKOWE DO SPAWANIA STALI NIESTOPOWYCH I DROBNOZIARNISTYCH DRUTY DO SPAWANIA ŁUKIEM KRYTYM TOPNIKI KOMBINACJA DRUT + TOPNIK DO SPAWANIA STALI NIESTOPOWYCH I DROBNOZIARNISTYCH DRUTY I PRĘTY DO SPAWANIA STALI WYSOKOSTOPOWYCH DRUTY I PRĘTY DO SPAWANIA ALUMINIUM DRUTY I PRĘTY DO NAPAWANIA I REGENERACJI ELEKTRODY OTULONE ELEKTRODY OTULONE DO SPAWANIA STALI NIESTOPOWYCH I DROBNOZIARNISTYCH ELEKTRODY OTULONE DO SPAWANIA STALI WYSOKOWYTRZYMAŁYCH ELEKTRODY OTULONE DO SPAWANIA STALI WYSOKOSTOPOWYCH ELEKTRODY OTULONE DO NAPAWANIA I REGENERACJI ELEKTRODY OTULONE DO SPAWANIA ŻELIWA I NIKLU ELEKTRODY OTULONE DO SPAWANIA ALUMINIUM URZĄDZENIA SPAWALNICZE URZĄDZENIA SPAWALNICZE MIG/MAG URZĄDZENIA SPAWALNICZE TIG DC, TIG AC/DC URZĄDZENIA SPAWALNICZE MMA - ELEKTRODA OTULONA URZĄDZENIA DO CIĘCIA PLAZMĄ POWIETRZNĄ UCHWYTY SPAWALNICZE I CZĘŚCI UCHWYTY SPAWALNICZE MIG/MAG I CZĘŚCI ZAMIENNE UCHWYTY SPAWALNICZE TIG I CZĘŚCI ZAMIENNE UCHWYTY DO CIĘCIA PLAZMĄ POWIETRZNĄ I CZĘŚCI ZAMIENNE ELEKTRODY WOLFRAMOWE AKCESORIA CHEMIA TECHNICZNA ŚCIERNICE REDUKTORY I OSPRZĘT GAZOWY REDUKTORY OSPRZĘT GAZOWY ŚRODKI OCHRONY PRACY BHP WSTĘP OCHRONA WZROKU I TWARZY PRZYŁBICE SAMOŚCIEMNIAJĄCE MULTI-GLAS PRZYŁBICE OPTREL PRZYŁBICE I TARCZE SPAWALNICZE Z TWORZYW PRZYŁBICE I TARCZE SPAWALNICZE TECHMAR PRZYŁBICA SKÓRZANA PASCAL OKULARY ORAZ GOGLE OCHRONNE OSŁONY TWARZY OCHRONA GŁOWY OCHRONA DRÓG ODDECHOWYCH POLFILTER OCHRONA SŁUCHU...110

5 ZATYCZKI DO USZU JEDNORAZOWE HOWARD LIGHT DOZOWNIKI DO WKŁADEK JEDNORAZOWYCH WKŁADKI WIELOKROTNEGO UŻYTKU WKŁADKI NA PAŁĄKU W RÓŻNYCH WERSJACH TŁUMIENIA OCHRONA OSOBISTA SPAWACZA OCHRONA OSOBISTA SPAWACZA FIRMY MULTIMET RĘKAWICE SPAWALNICZE MULTI GLOVES RĘKAWICE MONTERSKIE RĘKAWICE ROBOCZE FARTUCH SPAWALNICZY OCHRONA OSOBISTA SPAWACZA FIRMY WELDAS UBRANIA OCHRONNE GRAIN GOLDEN BROWN RĘKAWICE SPAWALNICZE COMFOFLEX RĘKAWICE BAWEŁNIANE RĘKAWICE SPAWALNICZE TIG SOFTOUCH RĘKAWICE ROBOCZE SKÓRZANE, ODPORNE NA ŚCIERANIE, PRZECINANIE ORAZ PRZEKŁUWANIE RĘKAWICE ROBOCZE DO NISKICH TEMPERATUR ZABUDOWY STANOWISK SPAWALNICZYCH PASCAL WSTĘP ZASŁONY SPAWALNICZE, LAMELE, ZASŁONY LAMELOWE ZASŁONY SPAWALNICZE ZASŁONY LAMELOWE LAMELE OCHRONNE PRZESUWNE ŚCIANKI OCHRONNE PRZESUWNE ŚCIANKI Z ZASŁONAMI SPAWALNICZYMI PRZESUWNE ŚCIANKI Z ZASŁONAMI LAMELOWYMI PRZESUWNE ŚCIANKI Z LAMELAMI STAŁE ZABUDOWY STANOWISKOWE SYSTEM MONTAŻOWY NA RURZE 1 II SYSTEM MONTAŻOWY PRZESUWNY Z UŻYCIEM PROFILU C F.A.R. - FILTROWENTYLACJA, AUTOMATYZACJA, ROBOTYZACJA FILTROWENTYLACJA STANOWISKOWA MECHANIC SYSTEM SSAWY ODCIĄGOWE PRZEJEZDNE URZĄDZENIA ODCIĄGOWO-FILTRACYJNE MS STACJONARNE JEDNOSTKI FILTRACYJNE DO ZANIECZYSZCZEŃ SUCHYCH SERII GM FIRMY MECHANIC SYSTEM STOŁY SPAWALNICZE SEGMENTOWE STOŁY DO CIĘCIA TERMICZNEGO FILTROWENTYLACJA STREF SPAWALNICZYCH TCL FILTRY MECHANICZNE DO MGŁY OLEJOWEJ STACJONARNE URZĄDZENIA ODCIĄGOWO-FILTRACYJNE WYSOKIEGO PODCIŚNIENIA PRZEJEZDNE URZĄDZENIA ODCIĄGOWO-FILTRACYJNE WYSOKIEGO PODCIŚNIENIA MARKI DEPURECO SYSTEMY AUTOMATYZACJI ELKO MANIPULATORY SPAWALNICZE OBROTNIKI ROLKOWE PRZECINARKI CNC MULTICUT PRZECINARKA CNC MULTICUT PRO PRZEZNACZONA DO CIĘCIA PLAZMOWEGO ORAZ GAZOWEGO PRZECINARKA CNC MULTICUT BASIC PRZEZNACZONA DO CIĘCIA PLAZMOWEGO ROBOTYZACJA...149

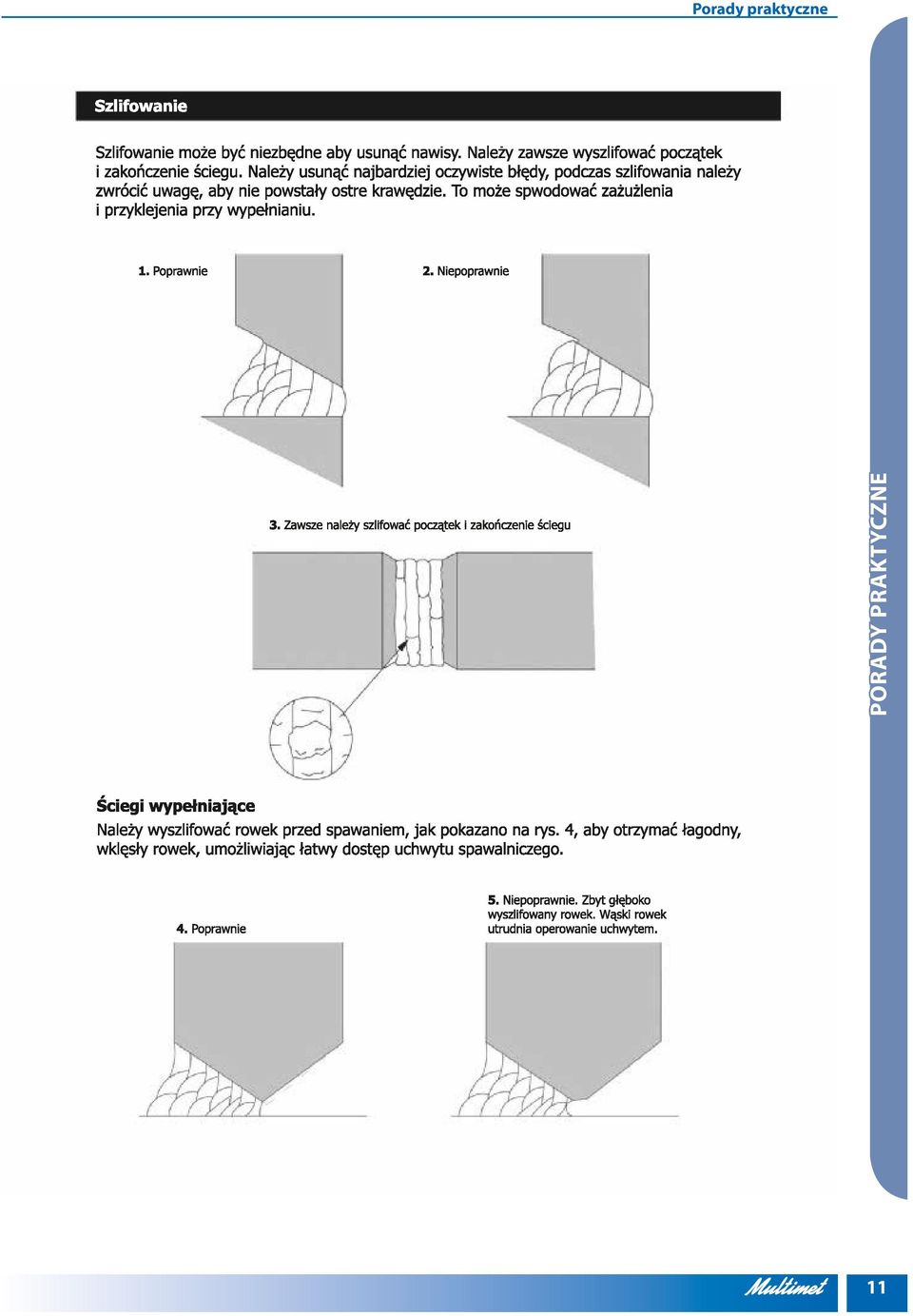
6 Porady praktyczne - metoda MAG PORADY PRAKTYCZNE 5

7 Porady praktyczne - warsztaty samochodowe PORADY PRAKTYCZNE 6

8 Porady praktyczne - metoda MAG - drut lity PORADY PRAKTYCZNE 7

9 Porady praktyczne - metoda MAG - drut proszkowy PORADY PRAKTYCZNE 8

10 Porady praktyczne - metoda MAG - drut proszkowy PORADY PRAKTYCZNE 9

11 Porady praktyczne - metoda MAG - drut proszkowy PORADY PRAKTYCZNE 10

12 Porady praktyczne PORADY PRAKTYCZNE 11
13 Porady praktyczne PORADY PRAKTYCZNE 12

14 DRUTY I PRĘTY SPAWALNICZE
15 1. Druty i pręty do spawania stali niestopowych i drobnoziarnistych IMT 2 EN ISO A - G3Si1 DIN SG2 AWS A ER 70S-6 Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany z dodatkiem odtleniaczy Mn i Si do spawania półautomatycznego w osłonie CO 2 oraz mieszanki M21 80% Ar + 20% CO 2. Własności metalurgiczne drutu zapewniają wysoką jakość spoin oraz niezawodne podawanie drutu w procesie spawania zmechanizowanego. Temperatura pracy złączy spawanych: C. IMT2 przeznaczony jest do spawania niestopowych stali konstrukcyjnych, kotłowych, okrętowych oraz stali niskostopowych C-Mn o podwyższonej wytrzymałości. C = 0,07 Si = 0,85 Mn = 1,45 Cu - pokrycie Gaz ochronny: CO 2 ; M21 (Ar +20% CO 2 ) Re [MPa]: >420 Rm [MPa]: A5 [%]: >20 KV[J] >60 (-20 C) CO 2 KV[J] >60 (-40 C) M21 Pozycje spawania Prąd spawania Dopuszczenia Średnica DNV, GL, PRS, TPT, TÜV, CTB, ABS, LRS, DB, UDT, BV, SEPROZ-UA, CP Drut elektrodowy o średnicach od 0,8 do 1,6 mm. Większe średnice są produkowane po uprzednim uzgodnieniu. Druty są nawijane na koszyki metalowe typu K300 (16 kg) w systemie precyzyjnym lub na szpulę plastikowe SD 300K (15 kg). Drut nawijany jest w systemie Multi-Pak w beczkach 220 kg. DRUTY I PRĘTY SPAWALNICZE IMT 3 EN ISO A - G4Si1 DIN 8559-SG3 AWS A5.18-ER 70S-6 Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany z dodatkiem odtleniaczy Mn i Si do spawania półautomatycznego w osłonie CO 2 (MAGC) oraz mieszanki M21 80% Ar + 20% CO 2 (MAGM). Zwiększona zawartość Mn daje wyższą wytrzymałość spoiny, wyższą odporność na zanieczyszczenia powierzchni spoiny oraz lepszą udarność w porównaniu do drutu IMT 2. Temperatura pracy złączy spawanych: C. IMT 3 przeznaczony jest do spawania niestopowych stali konstrukcyjnych, kotłowych, okrętowych oraz stali niskostopowych C-Mn o podwyższonej wytrzymałości ogólnego przeznaczenia. C = 0,075 Si = 0,95 Mn = 1,65 Cu - pokrycie Gaz ochronny: CO 2 ; M21 (Ar +20% CO 2 ) Re [MPa]: >460 Rm [MPa]: A5 [%]: >20 KV[J] >60 (-20 C) CO 2 KV[J] >60 (-40 C) M21 Pozycje spawania Prąd spawania Dopuszczenia Średnica DNV, GL, LRS, TÜV, DB, ABS, UDT, BV, LPT, PRS, CTB Drut elektrodowy o średnicach od 0,8 do 1,6 mm. Większe średnice są produkowane po uprzednim uzgodnieniu. Druty są nawijane na koszyki metalowe typu K300 (16 kg) w systemie precyzyjnym lub na szpulę plastikowe SD 300K (15 kg). Drut nawijany jest w systemie Multi-Pak w beczkach 220 kg. IMT 2E EN ISO A - G3Si1 DIN SG2 AWS A ER 70S-6 Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany z dodatkiem odtleniaczy Mn i Si do spawania półautomatycznego w osłonie CO 2 (MAGC) oraz mieszanki M21 80% Ar + 20% CO 2 (MAGM). Własności metalurgiczne drutu zapewniają wysoką jakość spoin oraz niezawodne podawanie drutu w procesie spawania zmechanizowanego. Drut IMT 2E przeznaczony jest do spawania niestopowych stali konstrukcyjnych, kotłowych, okrętowych oraz stali niskostopowych C-Mn o podwyższonej wytrzymałości. C = 0,07 Si = 0,85 Mn = 1,45 Cu pokrycie Gaz ochronny: CO 2 ; M21 (Ar +20% CO 2 ) Re [MPa]: >420 Rm [MPa]: A5 [%]: >20 KV[J] >60 (-20 C) CO 2 Pozycje spawania Prąd spawania Dopuszczenia Średnica TÜV, DB Drut elektrodowy o średnicach od 0,8 do 1,6 mm. Większe średnice są produkowane po uprzednim uzgodnieniu. Druty są nawijane na koszyki metalowe typu K300 (16 kg) w systemie precyzyjnym lub na szpulę plastikowe SD 300K (15 kg). Drut nawijany jest w systemie Multi-Pak w beczkach 220 kg. 14

16 IMT 3E EN ISO A - G4Si1 DIN SG3 AWS A ER 70S-6 Werkstoff Nr Druty i pręty do spawania stali niestopowych i drobnoziarnistych Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany z dodatkiem odtleniaczy Mn i Si do spawania półautomatycznego w osłonie CO 2 (MAGC) oraz mieszanki M21 80% Ar + 20% CO 2 (MAGM). Zwiększona zawartość Mn daje wyższą wytrzymałość spoiny, wyższą odporność na zanieczyszczenia powierzchni spoiny oraz lepszą udarność. IMT 3E przeznaczony jest do spawania niestopowych stali konstrukcyjnych, kotłowych, okrętowych oraz stali niskostopowych C-Mn o podwyższonej wytrzymałości ogólnego przeznaczenia. C = 0,075 Si = 0,95 Mn = 1,65 Cu pokrycie Gaz ochronny: CO 2 ; M21 (Ar +20% CO 2 ) Re [MPa]: >460 Rm [MPa]: A5 [%]: >20 KV[J] >60 (-20 C) CO 2 Pozycje spawania Prąd spawania Dopuszczenia Średnica TÜV, DB Drut elektrodowy o średnicach od 0,8 do 1,6 mm. Większe średnice są produkowane po uprzednim uzgodnieniu. Druty są nawijane na koszyki metalowe typu K300 (16 kg) w systemie precyzyjnym lub na szpulę plastikowe SD 300K (15 kg). Drut nawijany jest w systemie Multi-Pak w beczkach 220 kg. IMT Mo EN ISO A - G2Mo DIN SGMo AWS A ER 80S-G Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany z dodatkiem Mo do spawania półautomatycznego w osłonie CO 2 (MAGC) oraz mieszanki M21-80% Ar + 20% CO 2 (MAGM). Złącza spawane charakteryzują się dużą wytrzymałością, ciągliwością i odpornością na starzenie. Temperatura pracy złączy spawanych: do 500 C. IMTMo przeznaczony jest do spawania stali konstrukcyjnych, kotłowych, okrętowych, stali odpornych na pełzanie typu 0,5% oraz stali niskostopowych o podwyższonej wytrzymałości ogólnego przeznaczenia. C = 0,10 Si = 0,59 Mn = 1,13 Mo = 0,50 Cu - pokrycie Gaz ochronny: CO 2 ; M21 (Ar +20% CO 2 ) Re [MPa]: >460 Rm [MPa]: A5 [%]: >20 KV[J] >47 (-20 C) CO 2 ; M21 Pozycje spawania Prąd spawania Dopuszczenia Średnica TÜV, CTB, DB, UDT Drut elektrodowy o średnicach od 0,8 do 1,6 mm. Większe średnice są produkowane po uprzednim uzgodnieniu. Druty są nawijane na koszyki metalowe typu K300 (16 kg) w systemie precyzyjnym lub na szpulę plastikowe SD 300K (15 kg). Drut nawijany jest w systemie Multi-Pak w beczkach 220 kg. DRUTY I PRĘTY SPAWALNICZE IMT CORTEN EN ISO A - G0 AWS A ER 80S-G Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany o zawartości Cr=0,3% do spawania półautomatycznego w osłonie mieszanki M21 (80% Ar + 20% CO 2 ) stali niskostopowych odpornych na korozję atmosferyczna typu np. Corten. Własności metalurgiczne drutu zapewniają wysoką jakość spoin oraz niezawodne podawanie drutu w procesie spawania zmechanizowanego. C = 0,1 Si = 0,7 Mn = 1,4 Cr = 0,3 Ni = 0,8 Cu = 0,3 Gaz ochronny: M21 (80% Ar +20% CO 2 ) Re [MPa]: 490 Rm [MPa]: 590 A5 [%]: >24 KV [J]: -20 C: >60 Pozycje spawania Prąd spawania Dopuszczenia Średnica TÜV, DB Drut elektrodowy o średnicach od 0,8 do 1,6 mm. Większe średnice są produkowane po uprzednim uzgodnieniu. Druty są nawijane na koszyki metalowe typu K300 (16 kg) w systemie precyzyjnym lub na szpulę plastikowe SD 300K (15 kg). Drut nawijany jest w systemie Multi-PakR w beczkach 220 kg. 15

17 1. Druty i pręty do spawania stali niestopowych i drobnoziarnistych IMT CrMo1Si EN ISO A G CrMo1Si SFA/AWS A5.28 ER80S-G Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany o zawartości Cr=1,3% Mo=0,6% do spawania półautomatycznego w osłonie mieszanki M21 (80% Ar + 20% CO 2 ) stali niskostopowych odpornych na pełzanie. Własności metalurgiczne drutu zapewniają wysoką jakość spoin oraz niezawodne podawanie drutu w procesie spawania zmechanizowanego. C = 0,1 Si = 0,6 Mn = 0,8 Cr = 1,3 Mo = 0,6 Gaz ochronny: M21 (80% Ar +20% CO 2 ) Re [MPa]: >460 Rm [MPa]: 560 A5 [%]: >20 KV [J]: -20 C: >20 Pozycje spawania Prąd spawania Dopuszczenia Średnica Na zapytanie Drut elektrodowy o średnicach od 0,8 do 1,6 mm. Większe średnice są produkowane po uprzednim uzgodnieniu. Druty są nawijane na koszyki metalowe typu K300 (16 kg) w systemie precyzyjnym lub na szpulę plastikowe SD 300K (15 kg). Drut nawijany jest w systemie Multi-PakR w beczkach 220 kg. DRUTY I PRĘTY SPAWALNICZE IMT CrMo2 Si EN ISO A G CrMo2Si SFA/AWS A5.28 ER90S-G Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany o zawartości Cr=2,4% Mo=1,1% do spawania półautomatycznego w osłonie mieszanki M21 (80% Ar + 20% CO 2 ) stali niskostopowych odpornych na pełzanie. Własności metalurgiczne drutu zapewniają wysoką jakość spoin oraz niezawodne podawanie drutu w procesie spawania zmechanizowanego. C = 0,10 Si = 0,59 Mn = 0,7 Cr = 2,4 Mo = 1,1 Gaz ochronny: M21 (80% Ar +20% CO 2 ) Re [MPa]: 760 Rm [MPa]: 890 A5 [%]: >24 KV [J]: -20 C: >20 Pozycje spawania Prąd spawania Dopuszczenia Średnica Na zapytanie Drut elektrodowy o średnicach od 0,8 do 1,6 mm. Większe średnice są produkowane po uprzednim uzgodnieniu. Druty są nawijane na koszyki metalowe typu K300 (16 kg) w systemie precyzyjnym lub na szpulę plastikowe SD 300K (15 kg). Drut nawijany jest w systemie Multi-PakR w beczkach 220 kg. IMT NiMoCr EN ISO A - Mn3Ni1CrMo AWS A ER 100 S-G Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany niskostopowy do spawania półautomatycznego w osłonie CO 2 oraz mieszanki M21 (80% Ar + 20% CO 2 ). Spoiny wykonane tym drutem charakteryzują się dobrą odpornością na kruche pękanie. IMT NiMoCr przeznaczony jest do spawania stali o wysokiej wytrzymałości. Zastosowania: wyrób ciężkich maszyn, instalacje dźwigowe, sprzęt do robót ziemnych i wydobywczych. C = 0,08 Ni = 1,30 Si = 0,45 Mo = 0,25 Mn = 1,60 Cr = 0,30 Cu - pokrycie Gaz ochronny: M21 (80% Ar +20% CO 2 ) Re [MPa]: >690 Rm [MPa]: >720 A5 [%]: >17 KV[J] >47 (-40 C) M21 Pozycje spawania Prąd spawania Dopuszczenia Średnica TÜV, DB Drut elektrodowy o średnicach od 1,0 do 1,6 mm. Większe średnice są produkowane po uprzednim uzgodnieniu. Druty są nawijane na koszyki metalowe typu K300 (16 kg) w systemie precyzyjnym lub na szpulę plastikowe SO 300K (15 kg). 16
 Re [MPa]: >460 Rm [MPa]: 560 A5 [%]: >20 KV [J]: -20 C: >20 Pozycje spawania Prąd spawania Dopuszczenia Średnica Na")
18 Multimg 2 EN ISO G3Si1 DIN SG2 AWS A ER 70S-6 Werkstoff Nr Druty i pręty do spawania stali niestopowych i drobnoziarnistych Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany z dodatkiem odtleniaczy Mn i Si do spawania półautomatycznego w osłonie CO 2 (MAGC) oraz mieszanki M21 80% Ar + 20% CO 2 (MAGM). C = 0,07 Si = 0,85 Mn = 1,45 Cu pokrycie Gaz ochronny: CO 2 ; M21 (Ar +20% CO 2 ) Re [MPa]: >420 Rm [MPa]: A5 [%]: >20 KV[J] >60 (-20 C) CO 2 Pozycje spawania Prąd spawania Dopuszczenia Średnica 0,8 mm 1,0 mm 1,2 mm 1,6 mm Multimig 3 EN ISO G4Si1 DIN SG3 AWS A ER 70S-6 Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany z dodatkiem odtleniaczy Mn i Si do spawania półautomatycznego w osłonie CO 2 (MAGC) oraz mieszanki M21 80% Ar + 20% CO 2 (MAGM). C = 0,075 Si = 0,95 Mn = 1,65 Cu pokrycie Gaz ochronny: CO 2 ; M21 (Ar +20% CO 2 ) Re [MPa]: >460 Rm [MPa]: A5 [%]: >20 KV[J] >60 (-20 C) CO 2 Pozycje spawania Prąd spawania Dopuszczenia Średnica 0,8 mm 1,0 mm 1,2 mm 1,6 mm DRUTY I PRĘTY SPAWALNICZE CHW-50C6SM EN ISO G3Si1 DIN SG2 AWS A ER 70S-6 Werkstoff Nr ATLANTIC Opis Skład chemiczny [%] Własności mechaniczne Drut stalowy stopowy z dodatkiem miedzi do wszystkich pozycji spawania. Drut ten ma bardzo dobre właściwości spawalnicze, a spoina wykazuje odporność na niższe temperatury. Jest on przeznaczony do spoin czołowych i pachwinowych wykonanych ze stali do budowy statków i stali niskostopowej do takich zastosowań, jak budowa statków, kontenerów oraz pojazdów, maszyn przemysłowych i budowlanych, mostów itp. C = 0,084 Si = 0,86 Mn = 1,51 Cu pokrycie Re [MPa]: >425 Rm [MPa]: 535 A5 [%]: >31 KV[J] >102 (-20 C) CO 2 Pozycje spawania Prąd spawania Dopuszczenia Średnica LR, GL, ABS, CWB, CCS 0,8 mm 1,0 mm 1,2 mm 1,6 mm 17
 Re [MPa]: >420 Rm [MPa]: 500 640 A5 [%]: >20 KV[J] >60 (-20 C) CO 2 Pozycje spawania Prąd spawania Dopuszczenia")
19 2. Druty proszkowe do spawania stali niestopowych i drobnoziarnistych IMT M700 EN-ISO A T46 6 M M1 H5 AWS A E71 T-1 Opis Skład chemiczny [%] Własności mechaniczne Drut rdzeniowy z proszkiem metalowym bez żużla dla mieszanki M21. Niska zawartość wodoru HD<5ml/100g. Bardzo dobre własności mechaniczne złącza w niskich temperaturach. Typowe zastosowanie w przemyśle maszynowym i stoczniowym. C = 0,05 Si = 0,7 Mn = 1,5 P = <0,015 S = <0,015 Re [MPa]>460 Rm [MPa]= A5[%]>27 KV[J]: >47 (-60 C) M21 Pozycje spawania Prąd spawania Dopuszczenia Średnica ABS, DNV, GL, DB, TÜV 1,0 mm 1,2 mm 1,6 mm DRUTY I PRĘTY SPAWALNICZE IMT R711 EN-ISO A T46 4 P M1 H 5 AWS A E 71 T-1 Opis Skład chemiczny [%] Własności mechaniczne Rutylowy drut proszkowy o szybko krzepnącym żużlu do spawania w osłonie mieszanki M21. Bardzo łatwe formowanie spoin, idealny do spawania w pozycjach przymusowych. Przy zastosowaniu podkładek ceramicznych uzyskuje się bardzo dobre ściegi graniowe. Topi sie bardzo stabilnym łukiem, co daje nieznaczny rozprysk i łatwe usuwanie żużla we wszystkich pozycjach. C = 0,05 Si = 0,5 Mn = 1,3 P = <0,015 S = <0,015 Re [MPa]>460 Rm [MPa]> = A5[%]>22 KV[J]: >60 (-40 C) M21 Pozycje spawania Prąd spawania Dopuszczenia Średnica ABS, DNV, GL, DB, TÜV 1,0 mm 1,2 mm 1,6 mm IMT R811 EN-ISO A T50 6 1Ni P M1 H5 AWS A E 81 T1-Ni1 Opis Skład chemiczny [%] Własności mechaniczne Rutylowy drut proszkowy o szybko krzepnącym żużlu do spawania w osłonie mieszanki M21. Bardzo dobre formowanie spoiny, a więc łatwy do spawania we wszystkich pozycjach przy wysokim natężeniu prądu. Przy zastosowaniu podkładek ceramicznych uzyskuje się bardzo dobre ściegi graniowe. Temperatura pracy złączy spawanych do - 60 C. Idealny do konstrukcji OFF-SHORE. C = 0,05 Si = 0,5 Mn = 1,3 P = <0,015 S = <0,015 Ni = 0,8 Re [MPa]>500 Rm [MPa]> = Mpa A5[%]>20 KV[J]: >47 (-60 C) M21 Pozycje spawania Prąd spawania Dopuszczenia Średnica w przygotowaniu ABS, DNV, BV, GL, LR, TUV, DB 1,0 mm 1,2 mm 1,6 mm 18
 M21 Pozycje spawania Prąd spawania Dopuszczenia Średnica ABS, DNV, GL, DB, TÜV 1,0 mm 1,2 mm")
20 ATLANTIC CHT 711 EN ISO A T42 2 P C 1 H10 AWS A-5.20 E 71 T- 1C 2. Druty proszkowe do spawania stali niestopowych i drobnoziarnistych ATLANTIC Opis Skład chemiczny [%] Własności mechaniczne CHT 711 jest rutylowym drutem proszkowym, o szybko krzepnącym żużlu do spawania we wszystkich pozycjach w osłonie gazu CO 2. Zapewnia wysoką wydajność spawania. Przeznaczony do spawania w przemysle stoczniowym. C = 0,05 Si = 0,5 Mn = 1,35 Re [MPa] > 440 Rm [MPa] > 535 KV [J]: 110 (-20ºC) CO 2 Pozycje spawania Prąd spawania Dopuszczenia Średnica ABS, DNV, GL, LR, BV 1,2mm MULTIMIG YH E71 T -1C EN ISO A T46 2 P C 1 H10, AWS A-5.20 E 71 T- 1C Opis Skład chemiczny [%] Własności mechaniczne YH E71 T -1C jest rutylowym drutem proszkowym, o szybko krzepnącym żużlu do spawania we wszystkich pozycjach w osłonie gazu CO 2. Zapewnia wysoką wydajność spawania. Przeznaczony do spawania stali niestopowych i drobnoziarnistych. Do stosowania w przemysle stoczniowym oraz przy spawaniu konstrukcji C = 0,09 Si = 0,5 Mn = 1,4 Re [MPa] > 460 Rm [MPa] > 570 KV [J]: 110 (-20ºC) CO 2 Pozycje spawania Prąd spawania Dopuszczenia Średnica ABS, DNV, GL, LR, BV 1,2 mm DRUTY I PRĘTY SPAWALNICZE SOREX SFC 71 EN ISO A T46 2 P C 1 H5, T46 2 P M 1 H5 AWS A-5.20 E 71 T- 1C/1M Opis Skład chemiczny [%] Własności mechaniczne Rutylowy drut proszkowy, o szybko krzepnącym żużlu do spawania we wszystkich pozycjach w osłonie gazu CO 2 lub Ar/CO 2. Zapewnia wysoką wydajność spawania i doskonałe własności spawalnicze. Przeznaczony do spawania jedno- i wielowarstwowego stali niestopowych i drobnoziarnistych. Do stosowania w przemysle stoczniowym, Off Shore, oraz przy spawaniu konstrukcji i zbiorników. Wysokojakościowy drut konkurencyjny w klasie drutów H5. C = 0,06 Si = 0,45 Mn = 1,42 Re [MPa] > 535 Rm [MPa] > 580 KV [J]: 130 (-20ºC) Pozycje spawania Prąd spawania Dopuszczenia Średnica ABS, DNV, GL, LR, BV 1,2mm 19
 CO 2 Pozycje spawania Prąd spawania Dopuszczenia Średnica ABS, DNV, GL, LR, BV 1,2mm MULTIMIG YH E71 T -1C EN ISO 17")
21 3. Druty do spawania łukiem krytym IMT 6 EN-ISO A S2Mo DIN 8557 S2Mo AWS A5.18 EA2 Werkstoff Nr Opis Skład chemiczny [%] Drut elektrodowy, miedziowany z dodatkiem Mo w kombinacji z topnikiem jest odpowiedni do spawania stali konstrukcyjnych, kotłowych, okrętowych i stali niskostopowych C-Mn o podwyższonej wytrzymałości ogólnego przeznaczenia. Stosowany w urządzeniach energetycznych na kotły, rury kotłowe pracujące w warunkach wysokich ciśnień. Temperatura pracy złączy spawanych: do 500 C. C = 0,11 Si = 0,13 Mn = 1,02 Mo = 0,50 Cu - pokrycie Prąd spawania Dopuszczenia Średnica TÜV, DB, CTB, TPT, UDT Drut elektrodowy o średnicach w zakresie od 1,6 do 5,0 mm. Większe średnice produkowane są po uprzednim uzgodnieniu. Druty nawijane są na szpule typu Stein K435 (30 kg) lub kręgi o wadze uzgodnionej z odbiorcą, owinięte taśmą papierową i folią PE. Możliwość nawijania drutu na szpule drewniane do 300 kg i na obręcze metalowe. DRUTY I PRĘTY SPAWALNICZE IMT 7 EN-ISO A - S1 DIN S1 AWS A EL 12 Werkstoff Nr Opis Skład chemiczny [%] Drut elektrodowy, miedziowany w kombinacji z topnikiem jest odpowiedni do spawania stali konstrukcyjnych, kotłowych i okrętowych. Stosowany do wykonywania spoin czołowych i pachwinowych konstrukcji stalowych ogólnego przeznaczenia, zbiorników ciśnieniowych. Stosowany także do napawania w kolejnictwie. C = 0,07 Si = 0,08 Mn = 0,45 Cu - pokrycie Prąd spawania Dopuszczenia Średnica IMT 8 EN-ISO A - S3 DIN S3 AWS A EM 12K Werkstoff Nr DNV, PRS, ABS, BV, LR, GL Drut elektrodowy o średnicach w zakresie od 2,0 do 5,0 mm. Większe średnice produkowane są po uprzednim uzgodnieniu. Druty nawijane są na szpule typu K435 (30 kg) lub kręgi o wadze uzgodnionej z odbiorcą, owinięte taśmą papierową i folią PE. Możliwość nawijania drutu na szpule drewniane do 300 kg i na obręcze metalowe. Opis Skład chemiczny [%] Drut elektrodowy, miedziowany w kombinacji z topnikiem ze zwiększonym dodatkiem stopowym Mn jest odpowiedni do spawania stali niskowęglowych, niskostopowych, do spawania stali o średniej i podwyższonej wytrzymałości (stale konstrukcyjne, kotłowe, okrętowe). C = 0,12 Si = 0,21 Mn = 1,54 Cu - pokrycie Prąd spawania Dopuszczenia Średnica TÜV, DB, CTB Drut elektrodowy o średnicach w zakresie od 2,0 do 5,0 mm. Większe średnice produkowane są po uprzednim uzgodnieniu. Druty nawijane są na szpule typu K435 (30 kg) lub kręgi o wadze uzgodnionej z odbiorcą, owinięte taśmą papierową i folią PE. Możliwość nawijania drutu na szpule drewniane do 300 kg i na obręcze metalowe. 20
22 IMT8 Si EN-ISO A - S3Si DIN 8557 S3Si AWS A5.17 EH12K 3. Druty do spawania łukiem krytym Opis Skład chemiczny [%] Drut elektrodowy, miedziowany do spawania stali niestopowych i drobnoziarnistych. Dedykowany do stali o podwyższonej o podwyższonej wytrzymalości (okrętowych i słupów elektrowni wiatrowych). C = 0,12 Si = 0,30 Mn = 1,70 Prąd spawania Dopuszczenia Średnica Drut elektrodowy o średnicach w zakresie od 2,0 do 5,0 mm. Większe średnice produkowane są po uprzednim uzgodnieniu. Druty nawijane są na szpule typu K435 (30 kg) lub kręgi o wadze uzgodnionej z odbiorcą, owinięte taśmą papierową i folią PE. Możliwość nawijania drutu na szpule drewniane do 300 kg i na obręcze metalowe. IMT8 Ni2,5CrMo EN-ISO S3Ni2,5CrMo AWS A5.23 EM4 mod. Opis Skład chemiczny [%] Drut elektrodowy, miedziowany z dodatkiem Ni, Cr,Mo. Dedykowany do spawania stali o bardzo dużej wytrzymalości. W kombinacji z topnikiem TAL 3000 zapewnia wysokie wytrzymałości i udarności w niskich temperaturach. C = 0,07 0,15 Si = 0,10 0,25 Mn = 1,20 1,80 Cr = 0,30 0,85 Ni = 2,00 2,60 Mo = 0,40 0,70 Prąd spawania Dopuszczenia Średnica IMT 9 EN-ISO A - S2 DIN S2 AWS A EM 12 Werkstoff Nr Drut elektrodowy o średnicach w zakresie od 2,0 do 5,0 mm. Większe średnice produkowane są po uprzednim uzgodnieniu. Druty nawijane są na szpule typu K435 (30 kg) lub kręgi o wadze uzgodnionej z odbiorcą, owinięte taśmą papierową i folią PE. Możliwość nawijania drutu na szpule drewniane do 300 kg i na obręcze metalowe. DRUTY I PRĘTY SPAWALNICZE Opis Skład chemiczny [%] Drut elektrodowy, miedziowany w kombinacji z topnikiem jest odpowiedni do spawania stali niestopowych i niskostopowych o podwyższonej wytrzymałości (stale konstrukcyjne, kotłowe, okrętowe). Stosowany także do napawania w kolejnictwie. C = 0,09 Si = 0,14 Mn = 1,00 Cu - pokrycie Prąd spawania Dopuszczenia Średnica TÜV, DB, CTB, TPT Drut elektrodowy o średnicach w zakresie od 2,0 do 5,0 mm. Większe średnice produkowane są po uprzednim uzgodnieniu. Druty nawijane są na szpule typu K435 (30 kg) lub kręgi o wadze uzgodnionej z odbiorcą, owinięte taśmą papierową i folią PE. Możliwość nawijania drutu na szpule drewniane do 300 kg i na obręcze metalowe. 21
23 3. Druty do spawania łukiem krytym IMT9 Si EN-ISO A - S2Si DIN S2Si AWS A EM 12K Werkstoff Nr Opis Skład chemiczny [%] Drut elektrodowy, miedziowany w kombinacji z topnikiem jest odpowiedni do spawania stali niskowęglowych, niskostopowych, stali o średniej i podwyższonej wytrzymałości (stale konstrukcyjne, drobnoziarniste, kotłowe, okrętowe). C = 0,11 Si = 0,24 Mn = 0,92 Cu - pokrycie Prąd spawania Dopuszczenia Średnica TÜV, DB, CTB, UDT Drut elektrodowy o średnicach w zakresie od 2,0 do 5,0 mm. Większe średnice produkowane są po uprzednim uzgodnieniu. Druty nawijane są na szpule typu K435 (30 kg) lub kręgi o wadze uzgodnionej z odbiorcą, owinięte taśmą papierową i folią PE. Możliwość nawijania drutu na szpule drewniane do 300 kg i na obręcze metalowe. DRUTY I PRĘTY SPAWALNICZE IMT 9 Ni2 EN-ISO A - S2Ni2 DIN S2Ni2 AWS A E Ni2 Werkstoff Nr Opis Skład chemiczny [%] Drut elektrodowy, miedziowany w kombinacji z topnikiem ze względu na dużą wytrzymałość stopiwa jest odpowiedni do spawania stali niskostopowych, stali odpornych na starzenie oraz stali odpornych na korozję w wodzie morskiej. C = 0,075 Si = 0,13 Mn = 1,04 Ni = 2,46 Cu - pokrycie Prąd spawania Dopuszczenia Średnica IMT CrMo1 EN ISO CrMo1 AWS 5.23 EB2R TÜV, CTB Drut elektrodowy o średnicach w zakresie od 2,0 do 5,0 mm. Większe średnice produkowane są po uprzednim uzgodnieniu. Druty nawijane są na szpule typu K435 (30 kg) lub kręgi o wadze uzgodnionej z odbiorcą, owinięte taśmą papierową i folią PE. Możliwość nawijania drutu na szpule drewniane do 300 kg i na obręcze metalowe. Opis Skład chemiczny [%] Własności mechaniczne Drut elektrodowy, miedziowany do spawania stali odpornych na pełzanie oraz niskostopowych stali o podwyższonej wytrzymałości, w przemyśle energetycznym. C = 0,1 Si = 0,15 Mn = 0,8 Cr = 1,1 Mo = 0,5 z topnikiem 780 Re [MPa] >570 Rm [MPa] >650 A5 [%] >22-KV-? Prąd spawania Dopuszczenia Średnica TÜV Drut elektrodowy o średnicach w zakresie od 2,0 do 5,0 mm. Większe średnice produkowane są po uprzednim uzgodnieniu. Druty nawijane są na szpule typu K435 (30 kg) lub kręgi o wadze uzgodnionej z odbiorcą, owinięte taśmą papierową i folią PE. Możliwość nawijania drutu na szpule drewniane do 300 kg i na obręcze metalowe. 22
24 TAL 800 Klasyfikacja: EN 760 SA AR 1 76 AC Typ: kwaśny, aglomerowany Współczynnik zasadowości: B ~0,6 Opis Kwaśny topnik rytulowy przeznaczony do wszelkich procesów spawania pod topnikiem stali zwykłych węglowo-manganowych z granicą plastyczności do 355N/mm 2 (t<25mm) w kombinacji z drutem S2 (IMT9). W kombinacji z drutem S2Mo (IMT 6) idealnie nadaje się do spawania stali gat. 16Mo3 (np: ściany szczelne). Ma również zastosowanie w kombinacji z drutem CrMo1 Topnik znakomicie nadaje się do szybkiego spawania (do 2m/min), wykazując ładne lico spoiny i łatwość odchodzenia szlaki. Skład chemiczny topnika zapewnia wysoką odporność na pękanie przy spawaniu jednościegowym. Inną zaletą jest odporność na porowanie przy spawaniu skorodowanej lub zanieczyszczonej stali. Typowe zastosowanie: Zastosowanie w spawaniu strukturalnych konstrukcji stalowych, zbiorników cienkościennych, zbiorników na gaz płynny czy też ścian szczelnych. Analiza chemiczna CaO + MgO 5% Al 2 O 3 + MnO 55% CaF 2 10% SiO 2 + TiO 2 25% Współczynnik zasadowości (Boniszewski): ~0,6 4. Topniki Własności mechaniczne stopiwa w kombinacji z drutem R m MPa R e MPa A 5 % KV [J] +20 o C 0 o C -20 o C S S S2Si S2Mo S CrMo Obciążalność prądowa: 800A (DC lub AC) na jeden drut Przechowywanie Granulacja i gęstość Dopuszczenia Analiza chemiczna stopiwa ( %TAL S2) Topnik może być przechowywany w suchym miejscu do 3 lat po dostarczeniu do klienta. W przypadku zawilgocenia topnik należy wygrzać w temperaturze od 150 o C do 250 o C. TAL 1700 Klasyfikacja: EN 760 SA AB 1 67 AC H5 Typ: zasadowy, aglomerowany Współczynnik zasadowości: B ~1,7 Opis Wg. DIN EN 760: 2-16; Tyler 10x65 Gęstość: 1,0kg/dm 3 UDT, TUV, DB (S2Mo - IMT6) TUV, DB (S1 -IMT7, S2 - IMT9) TUV (S CrMo1 - IMT CrMo1) Analiza chemiczna C Si Mn Cr Mo Ni S1 0,04-0,08 0,3-0,6 0,8-1,1 S2 0,04-0,08 0,3-0,6 1,0-1,4 S2Si 0,04-0,08 0,4-0,8 1,0-1,4 S2Mo 0,04-0,08 0,3-0,7 1,0-1,4 0,4-0,6 S CrMo1 0,04-0,08 0,3-0,7 0,9-1,3 1,0 0,4-0,6 Własności mechaniczne stopiwa w kombinacji z drutem DRUTY I PRĘTY SPAWALNICZE Zasadowy topnik aglomerowany do spawania stali niskostopowych, drobnoziarnistych czy też ścian szczelnych. Topnik przeznaczony do spawania jedno lub dwuelektrodowego, wielowarstwowego DC oraz AC. W kombinacji z odpowiednimi drutami (typu IMT 6, IMT 9 Ni2), zapewnia znakomite parametry udarnościowe w niskich temperaturach. Dodatkowym atutem jest świetne odchodzenie szlaki. TAL 1700 zapewnia bardzo niskie poziomy dyfuzji wodoru (<4ml/100g spoiny). CaO + MgO 30% Al 2 O 3 + MnO 30% CaF 2 15% SiO 2 + TiO 2 20% R m MPa R e MPa A 5 % KV [J] 0 o C -20 o C -40 o C S Typowe zastosowanie: Spawanie pod topnikiem stali niskostopowych (z granicą plastyczności do 420N/mm 2 ), zbiorników ciśnieniowych, wysokowytrzymałych stali okrętowych takich jak EH36, drobnoziarnistych stali (granica plastyczności do 460N/mm 2 ) i ścian szczelnych (do X70 - ISO 3183/API-5L) Współczynnik zasadowości (Boniszewski): 1,7 S2Mo S2Ni S CrMo Obciążalność prądowa: 1000A (DC lub AC) na jeden drut Przechowywanie Granulacja i gęstość Dopuszczenia Analiza chemiczna stopiwa ( %TAL S2) Topnik może być przechowywany w suchym miejscu do 3 lat po dostarczeniu do klienta. W przypadku zawilgocenia topnik należy wygrzać w temperaturze od 150 o C do 250 o C. Wg. DIN EN 760: 3-20; Tyler 8x48 Gęstość: 1,1kg/dm 3 ABS, GL, LR, BV, DNV, PRS, DB, TUV (S2 - IMT9) TUV w przygotowaniu (S2Si-IMT 9Si, S2Mo-IMT 6, S3Si- IMT 8Si) C Si Mn Cr Mo Ni S2 0,05-0,08 0,2-0,4 1,1-1,5 S2Mo 0,05-0,08 0,2-0,4 1,1-1,5 0,5 S2Ni2 0,05-0,08 0,2-0,4 1,1-1,5 2,0 S CrMo1 0,05-0,08 0,2-0,4 1,0-1,4 1,0 0,5 23
25 4. Topniki TAL 3000 Klasyfikacja: EN 760 SA FB 1 55 AC Typ: zasadowy, aglomerowany Współczynnik zasadowości: B ~3,0 Opis Wysokozasadowy topnik aglomerowany o dużej zasadowości i niskiej zawartości domieszek fosforu i siarki. Niska zawartość tlenu w spoinie zapewnia znakomite parametry udarnościowe w niskich temperaturach. Dzięki neutralnym reakcjom chemicznym topnika, skład chemiczny spawanego metalu jest w pełni kontrolowany przez odpowiedni dobór drutu spawalniczego. Topnik można z powodzeniam spawać w trybie DC i AC oraz jedno jak i dwuelektrodowo. Typowe zastosowanie: Niska zwartość wodoru po odpowiednim wygrzaniu topnika, jego parametry mechaniczne oraz kontrola temperatury procesu pozwalają na spawanie: konstrukcji cienkościennych z granicą plstyczności do 420N/mm 2 konstrukcji off-shorowych z granicą plastyczności do 460N/mm 2 stali takich jak BS 4360-Grade50 D oraz S355 J2G3 konstrukcji stali drobnoziarnistych z wymogami udarnościowymi w temperaturach -60 o C i niższych stali o dużej odporności na rozciąganie, takich jak: S690QL1 i N-A-XTRA 70 zbiorników ciśnieniowych ze stali takich jak: 16Mo3, 13CrMo4-5 czy 10CrMo9-10 Analiza chemiczna CaO + MgO 40% Al 2 O 3 + MnO 20% CaF 2 25% SiO 2 + TiO 2 15% Współczynnik zasadowości (Boniszewski): ~3,0 Własności mechaniczne stopiwa w kombinacji z drutem R m MPa R e MPa A 5 % KV [J] -20 o C -40 o C -60 o C S S S2Mo S2Ni S3Ni2,5CrMo S CrMo DRUTY I PRĘTY SPAWALNICZE Przechowywanie Granulacja Dopuszczenia Analiza chemiczna stopiwa ( %TAL S2) Topnik powinien być przechowywany w suchym miejscu. W przypadku zawilgocenia topnik należy wygrzać w temperaturze od 300 o C do 350 o C. Wg. DIN EN 760: 2-22; Tyler 8x65 TUV, DB (S2Ni2 - IMT9 Ni2) TUV, DB w przygotowaniu (S2Mo-IMT 6), S3- IMT 8, S3Si-IMT 8 Si, S3Ni2,5CrMo- IMT 8 Ni2,5CrMo) ABS, DNV w przygotowaniu (S3Ni2,5CrMo - IMT8 Ni2,5CrMo) C Si Mn Cr Mo Ni S2 0,06-0,09 0,1-0,3 0,8-1,2 S3 0,06-0,06 0,1-0,3 1,1-1,5 S2Mo 0,06-0,09 0,1-0,3 0,8-1,2 0,5 S2Ni2 0,06-0,09 0,1-0,3 0,8-1,2 2,0 S3Ni2,5CrMo 0,06-0,09 0,1-0,3 1,2-1,6 0,5 0,5 2,5 S CrMo1 0,06-0,09 0,1-0,3 0,5-0,9 1,2 0,5 5. Kombinacja drut + topnik do spawania stali niestopowych i drobnoziarnistych IMT 6 + TAL 800 EN: SA FB 1 65 AC H10 AWS A5.17M: F48A2 EM 12K Opis Własności mechaniczne Kombinacja IMT 6 + TAL 800 przeznaczona jest do spawania w przemysle konstrukcyjnym, okrętowym, przy produkcji zbiorników LPG, ściań szczelnych itd. Idealnie nadaje się do szybkiego spawania (nawet do 2m/min) wykazując ładne lico spoiny oraz bardzo dobre odchodzenie szlaki. Prąd spawania Rm [MPa] >580 Re [MPa] >480 A5 [%] >20 KV[J] >40 (-20 C) Dopuszczenia TÜV, UDT 24
26 IMT 9 + TAL 1700 EN: S 38 2 AB S 2 5. Kombinacja drut + topnik do spawania stali niestopowych i drobnoziarnistych Opis Własności mechaniczne Kombinacja IMT 9 + TAL 1700 przeznaczona jest do spawania w przemyśle konstrukcyjnym oraz okrętowym. Z uwagi na łatwo usuwalny żużel kombinacja nadaje się do spawania wąskoszczelinowego, oraz do spoin pachwinowych i czołowych. Prąd spawania Re [MPa] Rm [MPa] A5 [%] - 31 KV [J] (-20 C) Dopuszczenia ABS, BV, GL, DNV, PRS, LRS, TÜV, DB IMT 9 Ni2 + TAL 3000 EN: S 46 6 FB S2Ni2 Opis Kombinacja IMT 9 Ni2 + TAL 3000 przeznaczona jest do spawania stali niskostopowych i mrozoodpornych (stali drobnoziarnistych typu S460NL, S460ML). Z uwagi na łatwo usuwalny żużel kombinacja nadaje się do spawania wąskoszczelinowego, oraz do spoin pachwinowych i czołowych. Prąd spawania IMT 307 Si EN ISO A - G 18 8 Mn AWS A ER 307 Si Werkstoff Nr TÜV, DB Rm [MPa] Re [MPa] A5 [%] - 27 KV[J] (-60 C) Dopuszczenia Własności mechaniczne 6. Druty i pręty do spawania stali wysokostopowych DRUTY I PRĘTY SPAWALNICZE Opis Skład chemiczny [%] Własności mechaniczne Druty i pręty do spawania i napawania półautomatycznego w osłonie mieszanki gazowej Ar + CO 2 (MAG) oraz argonu Ar (TIG). Otrzymuje się austenityczno-ferrytyczne stopiwo, wykazujące wysoką odporność na gorące pękanie, przeznaczone przede wszystkim do wykonywania połączeń różnoimiennych stali nierdzewnych np. ze stalami niestopowymi (nisko- i wysokowęglowymi), niskostopowymi lub też do łączenia stali ferrytycznych, ferrytyczno-martenzytycznych, ferrytyczno-austenitycznych, narzędziowych, sprężynowych, wysokomanganowych (13 14% Mn) - odpornych na ścieranie, żaroodpornych itp. Używany również na warstwy buforowe przed napawaniem twardymi stopami. C = 0,20 Si = 0,65 1,0 Mn = 4,5 7,5 Cr = 17,0 20,0 Ni = 7,0 10,0 Re [MPa] >350 Rm [MPa] >500 A5 [%] >25 KV[J] >120 (+20 C) Pozycje spawania Prąd spawania Dopuszczenia Średnica MAG: TIG: MAG: TIG: TÜV, DB Drut spawalniczy (MAG): 0,8; 1,0; 1,2; 1,6 mm nawijany na koszyki K300 (15 kg) Pręty spawalnicze (TIG): 0,8; 1,0; 1,2; 1,6; 2,0; 2,4; 3,2; 4,0; 5,0 mm x 1000 mm pakowane w 5 lub 10 kg pudełka 25
27 6. Druty i pręty do spawania stali wysokostopowych IMT 308 LSi EN ISO A W/G 19 9 LSi AWS A ER 308 LSi Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Druty i pręty do spawania i napawania półautomatycznego w osłonie mieszanki gazowej Ar + CO 2 (MAG) oraz argonu Ar (TIG). Stopiwo odporne na korozję międzykrystaliczną i korozję w ośrodkach ciekłych do 350 C, kwasów utleniających i kwasów redukujących w niskich temperaturach. Przeznaczone do austenitycznych stali nierdzewnych o niskiej zawartości węgla. Stosowany również do niestabilizowanych i stabilizowanych Nb i Ti odpornych na korozję stali CrNi. Podwyższona zawartość krzemu w celu poprawy spawalności. C = 0,30 Si = 0,65 1,0 Mn = 1,0 2,5 Cr = 19,5 22,0 Ni = 9,0 11,0 Re [MPa] >320 Rm [MPa] >510 A5 [%] >30 KV[J] >47 (-190 C) Pozycje spawania Prąd spawania Dopuszczenia Średnica MAG: TIG: MAG: TIG: TÜV, DB Drut spawalniczy (MAG): Ø[mm] 0,8; 1,0; 1,2; 1,6 nawijany na koszyki K300 (15 kg) Pręty spawalnicze (TIG): Ø[mm] 0,8; 1,0; 1,2; 1,6; 2,0; 2,4; 3,2; 4,0; 5,0 x 1000 mm pakowane w 5 lub 10 kg pudełka DRUTY I PRĘTY SPAWALNICZE IMT 309 LSi EN ISO A W/G LSi AWS A ER 309 LSi Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Druty i pręty do spawania i napawania półautomatycznego w osłonie mieszanki gazowej Ar + CO 2 (MAG) oraz argonu Ar (TIG). Po spawaniu otrzymuje się stopiwo o strukturze austenitycznej o wysokiej zawartości Cr i Ni przy niskiej zawartości węgla. Przeznaczone do łączenia niestopowych, niskostopowych, nierdzewnych, żaroodpornych gatunków stali ze stalami austenitycznymi. Stosowane również do układania warstw buforowych przy platerowaniu powierzchni z blach niestabilizowanych, stabilizowanych i austenitycznych stali o niskiej zawartości węgla. Podwyższona zawartość krzemu w celu poprawy spawalności. MAG: C = 0,03 Si = 0,65 1,0 Mn = 1,0 2,5 Cr = 23,0 25,0 Ni = 12,0 14,0 Re [MPa] >320 Rm [MPa] >510 A5 [%] >25 KV[J] >47 (-60 C) Pozycje spawania Prąd spawania Dopuszczenia Średnica TIG: MAG: TIG: Drut spawalniczy (MAG): Ø[mm] 0,8; 1,0; 1,2; 1,6 nawijany na koszyki K300 (15 kg) Pręty spawalnicze (TIG): Ø[mm] 0,8; 1,0; 1,2; 1,6; 2,0; 2,4; 3,2; 4,0; 5,0 x 1000 mm pakowane w 5 lub 10 kg pudełka IMT 310 EN ISO A W/G AWS A ER 310 Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Druty i pręty do spawania i napawania półautomatycznego w osłonie mieszanki gazowej Ar + CO 2 (MAG) oraz argonu Ar (TIG). Przeznaczone głównie do żaroodpornych stali ferrytycznych, jak i austenitycznych (stali Cr i CrNi). Wysoka odporność na korozję i utlenianie w podwyższonych temperaturach do 1100 C. Stosowany również do platerowania stali do pracy w wysokich temperaturach. C = 0,08 0,15 Si = 0,30 0,65 Mn = 1,0 2,5 Cr = 25,0 28,0 Ni = 20,0 22,5 Mo = 2,0 3,5 Re [MPa] >350 Rm [MPa] >550 A5 [%] >20 KV[J] >47 (-190 C) Pozycje spawania Prąd spawania Dopuszczenia Średnica MAG: TIG: MAG: TIG: Drut spawalniczy (MAG): Ø[mm] 0,8; 1,0; 1,2; 1,6 nawijany na koszyki K300 (15 kg) Pręty spawalnicze (TIG): Ø[mm] 0,8; 1,0; 1,2; 1,6; 2,0; 2,4; 3,2; 4,0; 5,0 x 1000 mm pakowane w 5 lub 10 kg pudełka 26
28 IMT 316 LSi EN ISO A W/G LSi AWS A ER 316 LSi Werkstoff Nr Druty i pręty do spawania stali wysokostopowych Opis Skład chemiczny [%] Własności mechaniczne Druty i pręty do spawania i napawania półautomatycznego w osłonie mieszanki gazowej Ar + CO 2 (MAG) oraz argonu Ar (TIG). Przeznaczone głównie do spawania niskowęglowych, kwasoodpornych, austenitycznych stali CrNiMo, jak również do spawania stali stabilizowanych Nb lub Ti. Odporne na korozję międzykrystaliczną i korozję w ośrodkach ciekłych (w rozcieńczonych kwasach) do 400 C. Umożliwiają one uzyskanie spoin o strukturze austenityczno-ferrytycznej oraz austenitycznej. C = 0,03 Si = 0,65 1,0 Mn = 1,0 2,5 Cr = 18,0 20,0 Ni = 11,0 14,0 Mo = 2,0 3,0 Re [MPa] >350 Rm [MPa] >550 A5 [%] >20 KV [J] >100 (+20 C) Pozycje spawania Prąd spawania Dopuszczenia Średnica MAG: TIG: MAG: TIG: TÜV, DB Drut spawalniczy (MAG): Ø[mm] 0,8; 1,0; 1,2; 1,6 nawijany na koszyki K300 (15 kg) Pręty spawalnicze (TIG): Ø[mm] 0,8; 1,0; 1,2; 1,6; 2,0; 2,4; 3,2; 4,0; 5,0 x 1000 mm pakowane w 5 lub 10 kg pudełka Thermanit GE-316L Si EN ISO G L Si AWS A 5.9 ER316LSi Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Drut do spawania i napawania półautomatycznego w osłonie gazu M12, M13 stali niskowęglowych, kwasoodpornych, odpornych na korozję między krystaliczną i korozję w w ośrodkach ciekłych do 400 C typu 18% Cr, 3% Mo, 8% Ni. C = 0,02 Si = 0,8 Mn = 1,7 Cr = 18,8 Ni = 12,5 Mo = 2,8 Re [MPa] >380 Rm [MPa] >560 A5 [%] >25 KV[J] >70 (+20 C) Pozycje spawania Prąd spawania Dopuszczenia Średnica MAG: TIG: TÜV, DB, GL 0,8 mm 1,0 mm 1,2 mm 1,6 mm DRUTY I PRĘTY SPAWALNICZE IMT AlSi 5 EN ISO SAL 4043 (AlSi 5) DIN SG-AlSi 5 AWS A ER 4043 Werkstoff Nr Druty i pręty do spawania aluminium Opis Skład chemiczny [%] Własności mechaniczne Aluminiowe druty i pręty zawierające 5% Si do spawania półautomatycznego MIG i TIG w osłonie argonu, helu lub mieszanki Ar + Hl. Stosowane do spawania stopów aluminium (AlSi) zawierających do 7% Si jako głównego składnika stopowego oraz stopów aluminium (AlMgSi) zawierających do 2% dodatków stopowych. Si = 5,0 Fe = 0,80 Zn = 0,10 Cu = 0,03 Ti = 0,20 Mn = 0,05 Mg = 0,05 Re [MPa] >40 Rm [MPa] >120 A5 [%] >8 Temp. topn. [ C] Pozycje spawania Prąd spawania Średnica MAG: TIG: MAG: TIG: Drut spawalniczy (MIG): Ø[mm] 0,8; 1,0; 1,2; 1,6; 2,0; 2,4 nawijany na plastikowe szpule D300 (6 kg) oraz D100 (0,5 kg) Pręty spawalnicze (TIG): Ø[mm] 0,8; 1,6; 2,0; 2,4; 3,0; 4,0; 5,0 x 1000 mm pakowane w 10 kg pudełka 27
29 7. Druty i pręty do spawania aluminium IMT AlSi 12 EN ISO SAL 4047 (AlSi12) DIN SG-AlSi 12 AWS A ER 4047 Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Aluminiowe druty i pręty zawierające 12% Si do spawania półautomatycznego MIG i TIG w osłonie argonu, helu lub mieszanki Ar + Hl. Stosowane do spawania stopów aluminium (AlSi) zawierających powyżej 7% Si jako głównego składnika stopowego. Odporność spoiwa na korozję. Niska temperatura topnienia minimalizuje deformacje materiału rodzimego. Si = 12,0 Zn = 0,20 Fe = 0,80 Mg = 0,10 Cu = 0,03 Mn = 0,15 Re [MPa] >60 Rm [MPa] >130 A5 [%] >5 Temp. topn. [ C] Pozycje spawania Prąd spawania Średnica MAG: TIG: MAG: TIG: Drut spawalniczy (MIG): Ø[mm] 0,8; 1,0; 1,2; 1,6; 2,0; 2,4 nawijany na plastikowe szpule D300 (6 kg) oraz D100 (0,5 kg) Pręty spawalnicze (TIG): Ø[mm] 0,8; 1,6; 2,0; 2,4; 3,0; 4,0; 5,0 x1000 mm pakowane w 10 kg pudełka DRUTY I PRĘTY SPAWALNICZE IMT AlMg 5 EN ISO SAL 5356 (AlMg 5Cu(A)) DIN SG-AlMg 5 AWS A ER 5356 Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Aluminiowe druty i pręty zawierające 5% Mg do spawania półautomatycznego MIG i TIG w osłonie argonu, helu lub mieszanki Ar + Hl. Stosowane do spawania stopów AlMg oraz AlMgSi. Stopiwo odporne na działanie wody morskiej. Po anodowaniu daje podobny kolor do materiału rodzimego. MAG: Si = 0,25 Cr = 0,05 0,20 Fe = 0,40 Zn = 0,10 Cu = 0,10 Ti = 0,06 0,20 Mn = 0,05 0,20 Mg = 5,0 Pozycje spawania Prąd spawania Średnica TIG: MAG: TIG: Re [MPa] >110 Rm [MPa] >235 A5 [%] >17 Temp. topn. [ C] Drut spawalniczy (MIG): Ø[mm] 0,8; 1,0; 1,2; 1,6; 2,0; 2,4 nawijany na plastikowe szpule D300 (6 kg) oraz D100 (0,5 kg) Pręty spawalnicze (TIG): Ø[mm] 0,8; 1,6; 2,0; 2,4; 3,0; 4,0; 5,0 x1000 mm pakowane w 10 kg pudełka IMT AlMg 4,5 Mn EN ISO SAL 5183 (AlMg 4,5Mn 0,7(A)) DIN SG-AlMg 4,5 Mn AWS A ER 5183 Werkstoff Nr Opis Skład chemiczny [%] Własności mechaniczne Aluminiowe druty i pręty do spawania półautomatycznego MIG i TIG w osłonie argonu, helu lub mieszanki Ar + Hl zawierające ok. 5% Mg oraz podwyższoną zawartość Mn w celu zwiększenia wytrzymałości. Stosowane do spawania stopów AlMg oraz AlMgSi o wysokiej wytrzymałości. Stopiwo charakteryzuje się wysoką odpornością na działanie wody morskiej. Si = 0,40 Cr = 0,05 0,25 Fe = 0,40 Zn = 0,25 Cu = 0,10 Ti = 0,15 Mn = 0,50 1,0 Mg = 4,30 5,20 Re [MPa] >125 Rm [MPa] >275 A5 [%] >17 Temp. topn. [ C] Pozycje spawania Prąd spawania Średnica MAG: TIG: MAG: TIG: Drut spawalniczy (MIG): Ø[mm] 0,8; 1,0; 1,2; 1,6; 2,0; 2,4 nawijany na plastikowe szpule D300 (6 kg) oraz D100 (0,5kg) Pręty spawalnicze (TIG): Ø[mm] 0,8; 1,6; 2,0; 2,4; 3,0; 4,0; 5,0 x1000 mm pakowane w 10 kg pudełka 28
30 IMT AlMg4,5MnZr EN ISO SAL AlMg4,5MnZr DIN SG-AlMg4,5MnZr AWS A ER 5183 Werkstoff Nr Druty i pręty do spawania aluminium Opis Skład chemiczny [%] Własności mechaniczne Aluminiowe druty i pręty do spawania półautomatycznego MIG i TIG w osłonie argonu, helu lub mieszanki Ar + Hl zawierające ok. 5% Mg, podwyższoną zawartość Mn oraz mikrododatek Zr. Stosowane do spawania stopów AlMg oraz AlMgSi. Stopiwo charakteryzuje się wysoką wytrzymałością, odpornością na gorące pękanie oraz wysoką odpornością na działanie wody morskiej. Si = 0,25 Cr = 0,05 0,25 Fe = 0,40 Zn = 0,25 Cu = 0,05 Ti = 0,15 Mn = 0,70 1,1 Zr = 0,10 0,20 Mg = 4,50 5,20 Re [MPa] >125 Rm [MPa] >275 A5 [%] >17 Temp. topn. [ C] Pozycje spawania Prąd spawania Średnica MAG: TIG: MAG: TIG: Drut spawalniczy (MIG): Ø[mm] 0,8; 1,0; 1,2; 1,6; 2,0; 2,4 nawijany na plastikowe szpule D300 (6 kg) oraz D100 (0,5kg) Pręty spawalnicze (TIG): Ø[mm] 0,8; 1,6; 2,0; 2,4; 3,0; 4,0; 5,0 x1000 mm pakowane w 10 kg pudełka OK Autrod DIN 8555 MSG-2-GZ-C-350 Opis Skład chemiczny [%] Własności mechaniczne Miedziowany, niskostopowy drut elektrodowy, przeznaczony do napawania utwardzającego w osłonie gazu ochronnego, dający napoinę odporną na ścieranie. Używany w naprawach i konserwacji torów, szyn, kół, rolek, rozjazdów, zaworów, czerpaków i innych elementów koparek, a także narzędzi, takich jak matryce. Podczas spawania drutem elektrodowym OK Autrod jako gaz osłonowy może być stosowana mieszanka Ar/20CO 2 lub czyste CO Druty i pręty do napawania i regeneracji C = 0,7 Si = 0,4 Mn = 2,0 Cr = 1,0 Ti = 0,2 Twardość stopiwa HRC Pozycje spawania Prąd spawania Dopuszczenia Średnica 0,8 mm 1,0 mm 1,2 mm 1,6 mm DRUTY I PRĘTY SPAWALNICZE OK Autrod DIN 8555 MSG-2-GZ-C-50G Opis Skład chemiczny [%] Własności mechaniczne Miedziowany, niskostopowy drut elektrodowy przeznaczony do napawania utwardzającego w osłonie gazów ochronnych, a także do nanoszenia warstw maksymalnie odpornych na ścieranie; stosowany do takich części maszyn, jak zawory, śruby podające, rolki napędowe, narzędzia tnące, matryce i inne elementy narażone na intensywne ścieranie. Podczas napawania drutem elektrodowym OK Autrod jako gaz osłonowy może być stosowana mieszanka Ar/20CO 2 lub czyste CO 2. C = 1,1 Si = 0,4 Mn = 2,0 Cr = 1,8 Ti = 0,2 Twardość stopiwa HRC Pozycje spawania Prąd spawania Dopuszczenia Średnica 0,8 mm 1,0 mm 1,2 mm 1,6 mm 29
OK SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1. rutylowa. Otulina:
 OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
Shield-Bright 308L (OK TUBROD 14.20)*
*") Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
ER 146 SFA/AWS A5.1: E 6013 EN ISO 2560-A: E 38 0 RC 11. rutylowa
 ER 146 SFA/AWS A5.1: E 6013 EN ISO 2560-A: E 38 0 RC 11 Średniootulona elektroda z dodatkiem celulozy w otulinie, do spawania konstrukcji stalowych narażonych na obciążenia statyczne i dynamiczne (konstrukcje
ER 146 SFA/AWS A5.1: E 6013 EN ISO 2560-A: E 38 0 RC 11 Średniootulona elektroda z dodatkiem celulozy w otulinie, do spawania konstrukcji stalowych narażonych na obciążenia statyczne i dynamiczne (konstrukcje
HOT WELD M Drut elektrodowy do spawania łukowego w osłonie gazów ochronnych
 DRUTY SPAWALNICZE HOT WELD M Drut elektrodowy do spawania łukowego w osłonie gazów ochronnych Klasyfikacja: DIN 8559 PN-EN ISO 14341-A AWS A5.18 SG2 3Si1 ER 70S-6 Charakterystyka/zastosowanie: Drut elektrodowy,
DRUTY SPAWALNICZE HOT WELD M Drut elektrodowy do spawania łukowego w osłonie gazów ochronnych Klasyfikacja: DIN 8559 PN-EN ISO 14341-A AWS A5.18 SG2 3Si1 ER 70S-6 Charakterystyka/zastosowanie: Drut elektrodowy,
OK Autrod 308L (OK Autrod 16.10)*
*") OK Autrod 308L (OK Autrod 16.10)* SFA/AWS A 5.9: ER308L EN ISO 14343-A: S 19 9 L Drut do spawania pod topnikiem stali nierdzewnych typu 19%Cr, 10%Ni. Stopiwo, dzięki bardzo niskiej zawartości węgla, ma
OK Autrod 308L (OK Autrod 16.10)* SFA/AWS A 5.9: ER308L EN ISO 14343-A: S 19 9 L Drut do spawania pod topnikiem stali nierdzewnych typu 19%Cr, 10%Ni. Stopiwo, dzięki bardzo niskiej zawartości węgla, ma
OK Tubrod SFA/AWS A5.18: E70C-GM EN ISO A: T 42 2 Z M M 2 H10
 OK Tubrod 14.01 SFA/AWS A5.18: 70C-GM N ISO 17632-A: T 42 2 Z M M 2 H10 Drut rdzeniowy z wypełnieniem metalicznym, z dodatkiem stopowym 0,5% Cu, przeznaczony do spawania stali odpornych na korozję atmosferyczną
OK Tubrod 14.01 SFA/AWS A5.18: 70C-GM N ISO 17632-A: T 42 2 Z M M 2 H10 Drut rdzeniowy z wypełnieniem metalicznym, z dodatkiem stopowym 0,5% Cu, przeznaczony do spawania stali odpornych na korozję atmosferyczną
OK Tigrod 308L (OK Tigrod 16.10)*
*") OK Tigrod 308L (OK Tigrod 16.10)* SFA/AWS A 5.9: ER 308L EN ISO 14343-A: W 19 9 L Spoiwo austenityczne o bardzo niskiej zawartości węgla, do spawania stali odpornych na korozję, zawierających ok. 18% Cr
OK Tigrod 308L (OK Tigrod 16.10)* SFA/AWS A 5.9: ER 308L EN ISO 14343-A: W 19 9 L Spoiwo austenityczne o bardzo niskiej zawartości węgla, do spawania stali odpornych na korozję, zawierających ok. 18% Cr
Części do urządzeń. Części do urządzeń MMA Części do urządzeń TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG
 Katalog produktów Linde.. 8 Części do urządzeń MMA TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG 88 Katalog produktów Linde.. MMA. Uchwyty MMA Nazwa Obciążalność prądowa w cyklu pracy 60% (A)
Katalog produktów Linde.. 8 Części do urządzeń MMA TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG 88 Katalog produktów Linde.. MMA. Uchwyty MMA Nazwa Obciążalność prądowa w cyklu pracy 60% (A)
OK SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32. zasadowa. Otulina:
 OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Elektroda z dodatkiem stopowym Ni i u, do spawania wszystkich rodzajów złączy. Stopiwo o doskonałych własnościach mechanicznych, odporne na
OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Elektroda z dodatkiem stopowym Ni i u, do spawania wszystkich rodzajów złączy. Stopiwo o doskonałych własnościach mechanicznych, odporne na
OK Autrod 1070 (OK Autrod 18.01)*
*") OK Autrod 1070 (OK Autrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Drut do spawania czystego aluminium, odporny na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
OK Autrod 1070 (OK Autrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Drut do spawania czystego aluminium, odporny na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
OK FLUX Dopuszczenia: TÜV (OK Band 316L) 0,2-2,0 mm Suszenie:
 0,2-2,0 mm Suszenie:") OK FLUX 10.05 EN 760: SA Z 2 DC Topnik aglomerowany przeznaczony do napawania (platerowania) na stalach niestopowych lub niskostopowych wysokostopową taśmą elektrodową Cr lub Cr Ni. TÜV (OK Band 316L)
OK FLUX 10.05 EN 760: SA Z 2 DC Topnik aglomerowany przeznaczony do napawania (platerowania) na stalach niestopowych lub niskostopowych wysokostopową taśmą elektrodową Cr lub Cr Ni. TÜV (OK Band 316L)
OK Autrod 1070 (OK Autrod 18.01)*
*") OK Autrod 1070 (OK Autrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Drut do spawania czystego aluminium, odporny na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
OK Autrod 1070 (OK Autrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Drut do spawania czystego aluminium, odporny na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
Materiały spawalnicze
 Katalog produktów Linde.. 89 Materiały spawalnicze Elektrody otulone Elektrody rutylowe Elektrody zasadowe Elektrody wysokostopowe Elektrody specjalne Elektrody do napawania Materiały do spawania metodą
Katalog produktów Linde.. 89 Materiały spawalnicze Elektrody otulone Elektrody rutylowe Elektrody zasadowe Elektrody wysokostopowe Elektrody specjalne Elektrody do napawania Materiały do spawania metodą
OK AristoRod SFA/AWS A 5.28: ER80S-G EN ISO A: G Z 3Ni1Cu
 OK AristoRod 13.26 SFA/AWS A 5.28: ER80S-G EN ISO 14341-A: G Z 3Ni1Cu Drut bez pokrycia miedziowego do spawania stali odpornych na korozję atmosferyczną typu COR-TEN, Patinax itp. Odpowiedni także do stali
OK AristoRod 13.26 SFA/AWS A 5.28: ER80S-G EN ISO 14341-A: G Z 3Ni1Cu Drut bez pokrycia miedziowego do spawania stali odpornych na korozję atmosferyczną typu COR-TEN, Patinax itp. Odpowiedni także do stali
OK AristoRod SFA/AWS A 5.28: ER80S-G EN ISO A: G Z 3Ni1Cu
 OK AristoRod 13.26 SFA/AWS A 5.28: ER80S-G EN ISO 14341-A: G Z 3Ni1Cu Drut bez pokrycia miedziowego do spawania stali odpornych na korozję atmosferyczną typu COR-TEN, Patinax itp. Odpowiedni także do stali
OK AristoRod 13.26 SFA/AWS A 5.28: ER80S-G EN ISO 14341-A: G Z 3Ni1Cu Drut bez pokrycia miedziowego do spawania stali odpornych na korozję atmosferyczną typu COR-TEN, Patinax itp. Odpowiedni także do stali
OK AristoRod SFA/AWS A 5.18: ER 70S-6 EN ISO A: G3Si1
 OK AristoRod 12.50 SFA/AWS A 5.18: ER 70S-6 EN ISO 14341-A: G3Si1 rut elektrodowy manganowo-krzemowy, bez pokrycia miedziowego, przeznaczony do spawania stali niestopowych i drobnoziarnistych. Wykazuje
OK AristoRod 12.50 SFA/AWS A 5.18: ER 70S-6 EN ISO 14341-A: G3Si1 rut elektrodowy manganowo-krzemowy, bez pokrycia miedziowego, przeznaczony do spawania stali niestopowych i drobnoziarnistych. Wykazuje
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN I PN-EN ISO
 OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
Materiały spawalnicze
 Katalog produktów Linde.. 101 Materiały spawalnicze Elektrody otulone Materiały do spawania metodą MIG/MAG Materiały do spawania metodą TIG Pręty do spawania gazowego 102 Katalog produktów Linde.. Elektrody
Katalog produktów Linde.. 101 Materiały spawalnicze Elektrody otulone Materiały do spawania metodą MIG/MAG Materiały do spawania metodą TIG Pręty do spawania gazowego 102 Katalog produktów Linde.. Elektrody
OK BAND Rodzaj stopu: C-Mn. Typowy skład chemiczny taśmy (%): C Si Mn 0,10 0,25 0,50. Dopuszczenia: -
: C Si Mn 0,10 0,25 0,50. Dopuszczenia: -") OK BAND 7018 Taśma ze stali niskowęglowej o małej zawartości zanieczyszczeń metalurgicznych, do napawania stali o podobnym składzie chemicznym oraz do układania warstw buforowych. Proces zapewnia znacznie
OK BAND 7018 Taśma ze stali niskowęglowej o małej zawartości zanieczyszczeń metalurgicznych, do napawania stali o podobnym składzie chemicznym oraz do układania warstw buforowych. Proces zapewnia znacznie
OK Autrod SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb)
") OK Autrod 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drut ze stopu niklu, odporny na korozję i podwyższone temperatury, przeznaczony do stopów typu NiCr21Mo, NiCr22Mo, spawania
OK Autrod 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drut ze stopu niklu, odporny na korozję i podwyższone temperatury, przeznaczony do stopów typu NiCr21Mo, NiCr22Mo, spawania
OK Tubrodur Typ wypełnienia: specjalny
 OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
Zestawienie produktów wg norm Druty lite i rdzeniowe do spawania pod topnikiem
 Zestawienie produktów wg norm Druty lite i rdzeniowe do spawania pod topnikiem Druty lite do stali niestopowych i niskostopowych Nazwa AWS / ASME SEC. II EN wg AWS / ASME wg EN OE-S1 A5.17 EL12 756 S1
Zestawienie produktów wg norm Druty lite i rdzeniowe do spawania pod topnikiem Druty lite do stali niestopowych i niskostopowych Nazwa AWS / ASME SEC. II EN wg AWS / ASME wg EN OE-S1 A5.17 EL12 756 S1
Ogólne informacje o spawaniu drutami rdzeniowymi
 Ogólne informacje o spawaniu drutami rdzeniowymi Technologia spawania drutami rdzeniowymi (proszkowymi) jest w zasadzie taka sama, jak technologia MIG/MAG. Jedyną różnicą jest materiał dodatkowy. W metodzie
Ogólne informacje o spawaniu drutami rdzeniowymi Technologia spawania drutami rdzeniowymi (proszkowymi) jest w zasadzie taka sama, jak technologia MIG/MAG. Jedyną różnicą jest materiał dodatkowy. W metodzie
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
OK AristoRod SFA/AWS A 5.28: ER 80S-D2 EN ISO A: G4Mo
 OK AristoRod 13.08 SFA/AWS A 5.28: ER 80S-2 EN ISO 14341-A: G4Mo rut bez pokrycia miedziowego do spawania stali odpornych na pełzanie typu 0,5% Mo, w konstrukcjach kotłów i rurociągów pracujących w temperaturze
OK AristoRod 13.08 SFA/AWS A 5.28: ER 80S-2 EN ISO 14341-A: G4Mo rut bez pokrycia miedziowego do spawania stali odpornych na pełzanie typu 0,5% Mo, w konstrukcjach kotłów i rurociągów pracujących w temperaturze
EN 450B. EN 14700: E Z Fe3. zasadowa
 EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
Druty rdzeniowe do stali trudnordzewiejących. Nazwa AWS EN / EN ISO / DIN. Nazwa AWS EN / EN ISO / DIN. Nazwa AWS EN / EN ISO / DIN
 do stali niestopowych i niskostopowych Nazwa EN / / DIN FLUXOFIL M8 A518: E70C-3M H4 17632-A: T 46 2 M M 1 H5; 17632-B: T 55 2T15-1MA-UH5 CITOFLUX M60A A518: E70C-3M H8 17632-A: T 42 2 M M 1 H5; 17632-B:
do stali niestopowych i niskostopowych Nazwa EN / / DIN FLUXOFIL M8 A518: E70C-3M H4 17632-A: T 46 2 M M 1 H5; 17632-B: T 55 2T15-1MA-UH5 CITOFLUX M60A A518: E70C-3M H8 17632-A: T 42 2 M M 1 H5; 17632-B:
MATERIAŁY SPAWALNICZE
 XI MATERIAŁY SPAWALNICZE Spis treści 1. Elektrody otulone do ręcznego XI-6 1.1. Elektrody otulone do stali niestopowych i drobnoziarnistych XI-6 1.2. Elektrody otulone do stali o wysokiej wytrzymałości
XI MATERIAŁY SPAWALNICZE Spis treści 1. Elektrody otulone do ręcznego XI-6 1.1. Elektrody otulone do stali niestopowych i drobnoziarnistych XI-6 1.2. Elektrody otulone do stali o wysokiej wytrzymałości
Pełnorurkowe druty proszkowe
 Pełnorurkowe druty proszkowe www.filtech-welding.eu 1 SPIS TREŚCI MATERIAŁY SPAWALNICZE FILTECH... - 3 - PAKOWANIE... - 79 - OBJAŚNIENIE NORM... - 85 - POZYCJE SPAWANIA... - 91 - TECHNIKA SPAWANIA.....
Pełnorurkowe druty proszkowe www.filtech-welding.eu 1 SPIS TREŚCI MATERIAŁY SPAWALNICZE FILTECH... - 3 - PAKOWANIE... - 79 - OBJAŚNIENIE NORM... - 85 - POZYCJE SPAWANIA... - 91 - TECHNIKA SPAWANIA.....
Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu
 INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002
 Zastępuje: PN-EN 1708-1:2002") PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
DOBÓR MATERIAŁÓW SPAWALNICZYCH
 MATERIAŁY DOBÓR MATERIAŁÓW SPAWALNICZYCH ELEKTRODY SPAWALNICZE SCHEMAT WYBORU NAPAWANIE CERTYFIKATY STANDARDOWE: DOSTĘPNE CERTYFIKATY SPECJALNE: NA ŻĄDANIE DOPUSZCZENIA (TUV, DNV, DB): PROSIMY O KONTAKT
MATERIAŁY DOBÓR MATERIAŁÓW SPAWALNICZYCH ELEKTRODY SPAWALNICZE SCHEMAT WYBORU NAPAWANIE CERTYFIKATY STANDARDOWE: DOSTĘPNE CERTYFIKATY SPECJALNE: NA ŻĄDANIE DOPUSZCZENIA (TUV, DNV, DB): PROSIMY O KONTAKT
Ogólne zasady stosowania podkładek ceramicznych
 Ogólne zasady stosowania podkładek ceramicznych Zastosowanie podkładek ceramicznych przynosi wiele korzyści przy wykonywaniu jednostronnych złączy, szczególnie w przemyśle stoczniowym, w budowie mostów,
Ogólne zasady stosowania podkładek ceramicznych Zastosowanie podkładek ceramicznych przynosi wiele korzyści przy wykonywaniu jednostronnych złączy, szczególnie w przemyśle stoczniowym, w budowie mostów,
 www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
Metalweld katalog materiałów spawalniczych 1
 EN ISO 2560-A- DIN 1913 / 8529 * A-5.1 / A-5.5 * Elektrody do stali niskostopowych i niestopowych - rutylowe i rutylowo-celulozowe RUTILEN P E 38 0 RC 11 E 43 22 R3 E 6013 RUTWELD 12 E 38 0 RC 11 E 43
EN ISO 2560-A- DIN 1913 / 8529 * A-5.1 / A-5.5 * Elektrody do stali niskostopowych i niestopowych - rutylowe i rutylowo-celulozowe RUTILEN P E 38 0 RC 11 E 43 22 R3 E 6013 RUTWELD 12 E 38 0 RC 11 E 43
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję
 Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
Druty do stali trudnordzewiejących. Druty do stali wysokostopowych i żaroodpornych. Druty do stopów niklu i miedzi. Druty do stopów aluminium
 Druty do stali niestopowych i niskostopowych Nazwa AWS EN / EN ISO / DIN CARBOFIL 1 A5.18: ER 70S-6 14341-A: G 42 3 C1 3Si1; 14341-A: G 42 4 M21 3Si1 CARBOFIL 1 GOLD A5.18: ER 70S-6 14341-A: G 42 3 C1
Druty do stali niestopowych i niskostopowych Nazwa AWS EN / EN ISO / DIN CARBOFIL 1 A5.18: ER 70S-6 14341-A: G 42 3 C1 3Si1; 14341-A: G 42 4 M21 3Si1 CARBOFIL 1 GOLD A5.18: ER 70S-6 14341-A: G 42 3 C1
OK 92.05 SFA/AWS A 5.11: (NiTi3) zasadowa. Otulina:
 zasadowa. Otulina:") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Elektroda do spawania elementów z czystego niklu. Przeznaczona jest także do łączenia materiałów różnoimiennych, np. niklu ze stalą, niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Elektroda do spawania elementów z czystego niklu. Przeznaczona jest także do łączenia materiałów różnoimiennych, np. niklu ze stalą, niklu
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych. Linde Gas
 Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
Materiały spawalnicze
 spawalnicze spawalnicze Air Liquide Welding Grupa AIR LIQUIDE WELDING wchodząca w skład koncernu AIR LIQUIDE, światowego lidera w dziedzinie gazów technicznych, prowadzi szeroką działalność techniczną
spawalnicze spawalnicze Air Liquide Welding Grupa AIR LIQUIDE WELDING wchodząca w skład koncernu AIR LIQUIDE, światowego lidera w dziedzinie gazów technicznych, prowadzi szeroką działalność techniczną
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Elektroda prętowa, niskostopowa. otulona elektroda prętowa. Oznaczenie norm DIN EN ISO 2560-A AWS A 5.1 E 42 0 RC 11 E 6013
 Phoenix Blau DIN EN ISO 2560-A AWS A 5. E 42 0 RC E 603 elektroda prętowa w otulinie rutylowej z dodatkiem celulozy do uniwersalnego zastosowania we wszystkich pozycjach przy szczepianiu i złych pasowaniach
Phoenix Blau DIN EN ISO 2560-A AWS A 5. E 42 0 RC E 603 elektroda prętowa w otulinie rutylowej z dodatkiem celulozy do uniwersalnego zastosowania we wszystkich pozycjach przy szczepianiu i złych pasowaniach
STALE STOPOWE KONSTRUKCYJNE. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
DRUTY MIG & TIG DO STALI NIERDZEWNEJ
 www.lincolnelectric.eu DRUTY MIG & TIG DO STALI NIERDZEWNEJ REFERENCJE KLIENTÓW «Miałem okazję spotkać się z kilkoma kluczowymi klientami, m.in. z segmentu Tier 1, którzy przetestowali w najbardziej wymagających
www.lincolnelectric.eu DRUTY MIG & TIG DO STALI NIERDZEWNEJ REFERENCJE KLIENTÓW «Miałem okazję spotkać się z kilkoma kluczowymi klientami, m.in. z segmentu Tier 1, którzy przetestowali w najbardziej wymagających
Kim jesteśmy? Przedstawiamy ofertę materiałów spawalniczych marki Tysweld:
 KATALOG PRODUKTÓW Kim jesteśmy? Tysweld jest jedną z wiodących marek w branży spawalniczej w całej Europie. W ciągu kilkunastu lat działalności zdobyliśmy szerokie grono wiernych klientów oraz silną pozycję
KATALOG PRODUKTÓW Kim jesteśmy? Tysweld jest jedną z wiodących marek w branży spawalniczej w całej Europie. W ciągu kilkunastu lat działalności zdobyliśmy szerokie grono wiernych klientów oraz silną pozycję
Kim jesteśmy? Przedstawiamy ofertę materiałów spawalniczych marki Tysweld
 KATALOG PRODUKTÓW Kim jesteśmy? Tysweld jest jedną z wiodących marek w branży spawalniczej w Europie Południowo-Wschodniej. Do głównych odbiorców naszych produktów nalezą: Polska, Czechy, Słowacja, Litwa,
KATALOG PRODUKTÓW Kim jesteśmy? Tysweld jest jedną z wiodących marek w branży spawalniczej w Europie Południowo-Wschodniej. Do głównych odbiorców naszych produktów nalezą: Polska, Czechy, Słowacja, Litwa,
Kim jesteśmy? Przedstawiamy ofertę materiałów spawalniczych marki Tysweld
 Katalog Produktów Kim jesteśmy? Tysweld jest jedną z wiodących marek w branży spawalniczej w Europie Południowo-Wschodniej. Do głównych odbiorców naszych produktów nalezą: Polska, Czechy, Słowacja, Litwa,
Katalog Produktów Kim jesteśmy? Tysweld jest jedną z wiodących marek w branży spawalniczej w Europie Południowo-Wschodniej. Do głównych odbiorców naszych produktów nalezą: Polska, Czechy, Słowacja, Litwa,
Osłonowe gazy spawalnicze -w ujęciu tabelarycznym
 Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Zawarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie orientacyjnych informacji
Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Zawarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie orientacyjnych informacji
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
Stale niestopowe jakościowe Stale niestopowe specjalne
 Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Mgr inż. Jan Patocki (EWE,IWE) Zespół Szkół w Działoszynie. Zmiany zasad egzaminowania spawaczy
 Zespół Szkół w Działoszynie. Zmiany zasad egzaminowania spawaczy") Mgr inż. Jan Patocki (EWE,IWE) Zespół Szkół w Działoszynie Zmiany zasad egzaminowania spawaczy Od 1 stycznia 2000 r. egzaminy spawaczy w Polsce odbywają się wg normy PN-EN 287-1, która zastąpiła normę
Mgr inż. Jan Patocki (EWE,IWE) Zespół Szkół w Działoszynie Zmiany zasad egzaminowania spawaczy Od 1 stycznia 2000 r. egzaminy spawaczy w Polsce odbywają się wg normy PN-EN 287-1, która zastąpiła normę
Osłonowe gazy spawalnicze. w ujęciu tabelarycznym
 Osłonowe gazy spawalnicze w ujęciu tabelarycznym Osłonowe gazy spawalnicze w ujeciu tabelarycznym awarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie podstawowych informacji na
Osłonowe gazy spawalnicze w ujęciu tabelarycznym Osłonowe gazy spawalnicze w ujeciu tabelarycznym awarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie podstawowych informacji na
SPAWANIE DLA PROFESJONALISTÓW
 EDYCJA 1 SELECTARC ESSENTIALS SPAWANIE DLA PROFESJONALISTÓW EKSPORT Elektrody: do spawania stali niestopowych, niskostopowych, wysokostopowych, do żeliwa, stopów niklu, druty do spawania TIG, MIG/MAG,
EDYCJA 1 SELECTARC ESSENTIALS SPAWANIE DLA PROFESJONALISTÓW EKSPORT Elektrody: do spawania stali niestopowych, niskostopowych, wysokostopowych, do żeliwa, stopów niklu, druty do spawania TIG, MIG/MAG,
Kim jesteśmy? Przedstawiamy ofertę materiałów spawalniczych marki Tysweld
 KATALOG PRODUKTÓW Kim jesteśmy? Tysweld jest jedną z wiodących marek w branży spawalniczej w Europie Południowo-Wschodniej. Do głównych odbiorców naszych produktów nalezą: Polska, Czechy, Słowacja, Litwa,
KATALOG PRODUKTÓW Kim jesteśmy? Tysweld jest jedną z wiodących marek w branży spawalniczej w Europie Południowo-Wschodniej. Do głównych odbiorców naszych produktów nalezą: Polska, Czechy, Słowacja, Litwa,
Elektrody do stali trudnordzewiejących
 Elektrody do stali niestopowych i niskostopowych Nazwa AWS EN / EN ISO / DIN OVERCORD E A5.1: E 6013 2560-A: E 38 0 R 12 OVERCORD A5.1: E 6013 2560-A: E 38 0 RC 11 A5.1: E 6013 2560-A: E 38 0 RC 11 FLEXAL
Elektrody do stali niestopowych i niskostopowych Nazwa AWS EN / EN ISO / DIN OVERCORD E A5.1: E 6013 2560-A: E 38 0 R 12 OVERCORD A5.1: E 6013 2560-A: E 38 0 RC 11 A5.1: E 6013 2560-A: E 38 0 RC 11 FLEXAL
Wysokowydajne systemy laserowe produkcji ALPHA LASER. Autoryzowany Dystrybutor. LaserTech
 Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
Szanowni Państwo, Zapraszamy do współpracy. Zespół WMS SPAWMET
 Szanowni Państwo, Oddając w Wasze ręce kolejną edycję katalogu naszych wyrobów pragniemy, aby stał się on kompendium wiedzy o doborze materiałów i urządzeń spawalniczych. Produkowane przez nas materiały
Szanowni Państwo, Oddając w Wasze ręce kolejną edycję katalogu naszych wyrobów pragniemy, aby stał się on kompendium wiedzy o doborze materiałów i urządzeń spawalniczych. Produkowane przez nas materiały
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
Kwalifikowanie spawaczy stali wg PN-eN 287-1:2011 i norm międzynarodowych
 Ryszard Pakos Kwalifikowanie spawaczy stali wg PN-eN 287-1:2011 i norm międzynarodowych steel welders qualification requirements acc. to Pn-en 287-1:2011 and international standards Streszczenie W artykule
Ryszard Pakos Kwalifikowanie spawaczy stali wg PN-eN 287-1:2011 i norm międzynarodowych steel welders qualification requirements acc. to Pn-en 287-1:2011 and international standards Streszczenie W artykule
Metalweld katalog materiałów spawalniczych 1
 PRODUKT EN DIN AWS EN ISO 2560-A- DIN 1913 / 8529 * A-5.1 / A-5.5 * Elektrody do stali niskostopowych i niestopowych - rutylowe i rutylowo-celulozowe RUTILEN P E 38 0 RC 11 E 43 22 R3 E 6013 RUTWELD 12
PRODUKT EN DIN AWS EN ISO 2560-A- DIN 1913 / 8529 * A-5.1 / A-5.5 * Elektrody do stali niskostopowych i niestopowych - rutylowe i rutylowo-celulozowe RUTILEN P E 38 0 RC 11 E 43 22 R3 E 6013 RUTWELD 12
OPIS PRZEDMIOTU ZAMÓWIENIA 3. CPV Wymogi techniczne Zgodnie z załącznikiem nr 1
 Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
SERIA CLE-A-ROSTA ELEKTRODY I DRUTY PROSZKOWE O OBNIŻONEJ EMISJI CHROMU SZEŚCIOWARTOŚCIOWEGO.
 www.lincolnelectriceurope.com SERIA CLE-A-ROSTA ELEKTRODY I DRUTY PROSZKOWE O OBNIŻONEJ EMISJI CHROMU SZEŚCIOWARTOŚCIOWEGO BEZPIECZNIEJSZE ŚRODOWISKO PRACY SPAWACZA TO NASZ PRIORYTET Na powstawanie dymów
www.lincolnelectriceurope.com SERIA CLE-A-ROSTA ELEKTRODY I DRUTY PROSZKOWE O OBNIŻONEJ EMISJI CHROMU SZEŚCIOWARTOŚCIOWEGO BEZPIECZNIEJSZE ŚRODOWISKO PRACY SPAWACZA TO NASZ PRIORYTET Na powstawanie dymów
Fi 0,8/15kg 4,95zł/kg netto (74,30zł/szp.) Fi 1,0/15kg 4,79zł/kg netto (71,90zł/szp.) Fi 1,2/15kg 4,50zł/kg netto (67,50zł/szp.)
 Fi 1,0/15kg 4,79zł/kg netto (71,90zł/szp.) Fi 1,2/15kg 4,50zł/kg netto (67,50zł/szp.)") Drut spawalniczy Tysweld SG2 Pomiedziowany Fi 0,8/15kg 4,95zł/kg netto (74,30zł/szp.) Fi 1,0/15kg 4,79zł/kg netto (71,90zł/szp.) Fi 1,2/15kg 4,55zł/kg netto (68,30zł/szp.) Drut spawalniczy Magmaweld SG2
Drut spawalniczy Tysweld SG2 Pomiedziowany Fi 0,8/15kg 4,95zł/kg netto (74,30zł/szp.) Fi 1,0/15kg 4,79zł/kg netto (71,90zł/szp.) Fi 1,2/15kg 4,55zł/kg netto (68,30zł/szp.) Drut spawalniczy Magmaweld SG2
KATALOG Materia y spawalnicze
 KATALOG Materia y spawalnicze Druty lite do spawania metodami MAG/MIG i TIG 2010 SPIS TREÂCI Nazwa produktu Norma PN - EN Norma AWS / SFA Strona DRUTY I PR TY DO STALI NIESTOPOWYCH OK AristoRod 12.50 PN-EN
KATALOG Materia y spawalnicze Druty lite do spawania metodami MAG/MIG i TIG 2010 SPIS TREÂCI Nazwa produktu Norma PN - EN Norma AWS / SFA Strona DRUTY I PR TY DO STALI NIESTOPOWYCH OK AristoRod 12.50 PN-EN
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
Co to jest stal nierdzewna? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
TÜV, LZA. Rutylowy PA, PB, PC, PD, PE, PF. Prąd spawania: Ø, mm I, A
 ANO-4 Klasyfikacja: LST EN 499 : E 38 2 R1 ISO 2560 : E 43 2 R 21 ГОСТ 9467 : Э 46 TÜV, LZA Elektroda do zwykłego spawania i ważnych konstrukcji Wykonana ze stali niskowęglowej Rutylowy AC/DC każda biegunowość
ANO-4 Klasyfikacja: LST EN 499 : E 38 2 R1 ISO 2560 : E 43 2 R 21 ГОСТ 9467 : Э 46 TÜV, LZA Elektroda do zwykłego spawania i ważnych konstrukcji Wykonana ze stali niskowęglowej Rutylowy AC/DC każda biegunowość
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 5.12.2017 WiseRoot+ WYDAJNOŚĆ I WYSOKA JAKOŚĆ PROCESU SPAWANIA METODĄ MIG WiseRoot+ to zoptymalizowany proces spawania krótkim łukiem, przeznaczony do
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 5.12.2017 WiseRoot+ WYDAJNOŚĆ I WYSOKA JAKOŚĆ PROCESU SPAWANIA METODĄ MIG WiseRoot+ to zoptymalizowany proces spawania krótkim łukiem, przeznaczony do
1. Harmonogram. Data realizacji. Godziny realizacji zajęć od-do. Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali)
") Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu.
 i technologii wytwarzania wyrobu.") STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
MATERIAŁY DODATKOWE DO SPAWANIA
 MATERIAŁY DODATKOWE DO SPAWANIA Spis treści A Druty proszkowe do spawania łukowego w osłonie gazów B Druty proszkowe do napawania łukowego w osłonie gazów C Druty proszkowe do spawania łukiem krytym D
MATERIAŁY DODATKOWE DO SPAWANIA Spis treści A Druty proszkowe do spawania łukowego w osłonie gazów B Druty proszkowe do napawania łukowego w osłonie gazów C Druty proszkowe do spawania łukiem krytym D
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
STALE STOPOWE KONSTRUKCYJNE
 STALE STOPOWE KONSTRUKCYJNE Podział stali stopowych ze względu na zastosowanie: stale konstrukcyjne stale narzędziowe stale o szczególnych właściwościach STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali:
STALE STOPOWE KONSTRUKCYJNE Podział stali stopowych ze względu na zastosowanie: stale konstrukcyjne stale narzędziowe stale o szczególnych właściwościach STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali:
Badania mechaniczne PN-EN ISO : Wersja angielska Data publikacji: Zastępuje:
 19.060 Badania mechaniczne PN-EN ISO 7500-1:2016-02 Wersja angielska Metale - Wzorcowanie i sprawdzanie statycznych jednoosiowych maszyn wytrzymałościowych - Część 1: Maszyny wytrzymałościowe rozciągające/ściskające
19.060 Badania mechaniczne PN-EN ISO 7500-1:2016-02 Wersja angielska Metale - Wzorcowanie i sprawdzanie statycznych jednoosiowych maszyn wytrzymałościowych - Część 1: Maszyny wytrzymałościowe rozciągające/ściskające
Wymagania wg PN-EN
 dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
DRUTY DO SPAWANIA STALI WYSOKOSTOPOWYCH StarWeld C Mn Si S P Cr Ni Mo Cb/Nb Ti
 DRUTY DO SPAWANIA STALI WYSOKOSTOPOWYCH StarWeld C Mn Si S P Cr Ni Mo Cb/Nb Ti SW307 SW 307 Si SW 308 L SW 308 L Si SW 309 L SW 309 Si SW 309 L Si SW 309 L Mo SW 310 SW 312 SW 316 L SW 316 L Si SW 317
DRUTY DO SPAWANIA STALI WYSOKOSTOPOWYCH StarWeld C Mn Si S P Cr Ni Mo Cb/Nb Ti SW307 SW 307 Si SW 308 L SW 308 L Si SW 309 L SW 309 Si SW 309 L Si SW 309 L Mo SW 310 SW 312 SW 316 L SW 316 L Si SW 317
Stal - definicja Stal
 \ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
\ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
Oferta drutów do spawania metodą TIG (WIG)
") Oferta drutów do spawania metodą TIG (WIG) Oferta materiałów do spawania metodą TIG (WIG) obok naszego zakresu spawania laserem jest następnym asortymentem w zakresie precyzyjnego napawania. Wszędzie tam,
Oferta drutów do spawania metodą TIG (WIG) Oferta materiałów do spawania metodą TIG (WIG) obok naszego zakresu spawania laserem jest następnym asortymentem w zakresie precyzyjnego napawania. Wszędzie tam,
Właściwa jakość i wydajność. CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych.
 CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
 PROJEKT NR: POIG.01.01.02-00-015/09 Zaawansowane materiały i technologie ich wytwarzania Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
PROJEKT NR: POIG.01.01.02-00-015/09 Zaawansowane materiały i technologie ich wytwarzania Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
Rodzaje połączeń Połączenia
 Połączenia Rozłączne Nierozłączne Bezpośrednie gwintowe, rurowe, wielokątne, plastycznie odkształcane, wielowypustowe, wieloząbkowe czołowe spawane, zgrzewane, bagnetowe, wciskowe lutowane, klejone Pośrednie
Połączenia Rozłączne Nierozłączne Bezpośrednie gwintowe, rurowe, wielokątne, plastycznie odkształcane, wielowypustowe, wieloząbkowe czołowe spawane, zgrzewane, bagnetowe, wciskowe lutowane, klejone Pośrednie
ĆWICZENIE SP-2. Laboratorium Spajalnictwa. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
Spawalność niektórych stali i stopów oraz dobór materiałów dodatkowych
 Spawalność należy do najważniejszych właściwości technologicznych metali i ich stopów. Jest to zdolność do tworzenia trwałej spoiny o wysokiej jakości. Zazwyczaj rozumiana jest jako spawalność metalurgiczna,
Spawalność należy do najważniejszych właściwości technologicznych metali i ich stopów. Jest to zdolność do tworzenia trwałej spoiny o wysokiej jakości. Zazwyczaj rozumiana jest jako spawalność metalurgiczna,
SERIA CLEAROSTA ELEKTRODY I DRUTY PROSZKOWE O OBNIŻONEJ EMISJI CHROMU SZEŚCIOWARTOŚCIOWEGO.
 www.lincolnelectriceurope.com SERIA CLEAROSTA ELEKTRODY I DRUTY PROSZKOWE O OBNIŻONEJ EMISJI CHROMU SZEŚCIOWARTOŚCIOWEGO BEZPIECZNIEJSZE ŚRODOWISKO PRACY SPAWACZA TO NASZ PRIORYTET Na powstawanie dymów
www.lincolnelectriceurope.com SERIA CLEAROSTA ELEKTRODY I DRUTY PROSZKOWE O OBNIŻONEJ EMISJI CHROMU SZEŚCIOWARTOŚCIOWEGO BEZPIECZNIEJSZE ŚRODOWISKO PRACY SPAWACZA TO NASZ PRIORYTET Na powstawanie dymów
Skład chemiczny i wybrane własności mechaniczne stali nierdzewnych przeznaczonych na elementy złączne.
 www.stalenierdzewne.pl Strona 1 z 5 Skład chemiczny i wybrane własności mechaniczne nierdzewnych przeznaczonych na elementy złączne. Elementy złączne ze nierdzewnych (śruby, wkręty, nakrętki, podkładki,
www.stalenierdzewne.pl Strona 1 z 5 Skład chemiczny i wybrane własności mechaniczne nierdzewnych przeznaczonych na elementy złączne. Elementy złączne ze nierdzewnych (śruby, wkręty, nakrętki, podkładki,
Przedmowa 19 O zespole autorskim 21. Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23. Literatura... 35
 Spis treści Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura... 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp... 37
Spis treści Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura... 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp... 37
Nowa rasa wśród urządzeń przemysłowych
 FastMig M Nowa rasa wśród urządzeń przemysłowych FastMig M Nowa rasa wśród urządzeń przemysłowych Sprawdzona niezawodność i najbardziej zaawansowana technika spawalnicza Najwyższa wydajność dla przemysłowego
FastMig M Nowa rasa wśród urządzeń przemysłowych FastMig M Nowa rasa wśród urządzeń przemysłowych Sprawdzona niezawodność i najbardziej zaawansowana technika spawalnicza Najwyższa wydajność dla przemysłowego
Druty niestopowe MIG. I Ty możesz zwiększyć wydajność.
 Druty niestopowe MIG I Ty możesz zwiększyć wydajność LINCOLN ELECTRIC JEST NAJWIĘKSZYM PRODUCENTEM SPAWALNICZYM NA ŚWIECIE 10 000 160 48 19 Zatrudnieni pracownicy Działalność w 160 krajach Zakłady produkujące
Druty niestopowe MIG I Ty możesz zwiększyć wydajność LINCOLN ELECTRIC JEST NAJWIĘKSZYM PRODUCENTEM SPAWALNICZYM NA ŚWIECIE 10 000 160 48 19 Zatrudnieni pracownicy Działalność w 160 krajach Zakłady produkujące
Distribution Solutions Poland. Oferta handlowa blach grubych i płaskowników. Firma nagrodzona CERTYFIKATEM WIARYGODNOŚCI BIZNESOWEJ.
 Distribution Solutions Poland Oferta handlowa blach grubych i płaskowników Firma nagrodzona CERTYFIKATEM WIARYGODNOŚCI BIZNESOWEJ bliżej Klienta Blachy okrętowe - asortyment standardowy A, B, AH32, AH36
Distribution Solutions Poland Oferta handlowa blach grubych i płaskowników Firma nagrodzona CERTYFIKATEM WIARYGODNOŚCI BIZNESOWEJ bliżej Klienta Blachy okrętowe - asortyment standardowy A, B, AH32, AH36
Konstrukcje spawane Połączenia
 Ferenc Kazimierz, Ferenc Jarosław Konstrukcje spawane Połączenia 2006, wyd. 3, B5, s. 460, rys. 246, tabl. 67 ISBN 83-204-3229-4 cena 58,00 zł Rabat 10% cena 52,20 W książce w sposób nowatorski przedstawiono
Ferenc Kazimierz, Ferenc Jarosław Konstrukcje spawane Połączenia 2006, wyd. 3, B5, s. 460, rys. 246, tabl. 67 ISBN 83-204-3229-4 cena 58,00 zł Rabat 10% cena 52,20 W książce w sposób nowatorski przedstawiono
Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, 2018 Spis treści Przedmowa 11 Przedmowa do wydania drugiego 12 Wykaz podstawowych oznaczeń 13
Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, 2018 Spis treści Przedmowa 11 Przedmowa do wydania drugiego 12 Wykaz podstawowych oznaczeń 13
KOŁEK N AKRON SD1 - A CONECTOR SD1 - A WELDING STUD SHEAR CONNECTOR CONECTORES DE ANCORAGEM GOUJON D ANCRAGE CONNETTORE
 SHEAR CONNECTOR TYP - B CONECTOR SD1 - A WELDING STUD SHEAR CONNECTOR CONECTORES DE ANCORAGEM GOUJON D ANCRAGE CONNETTORE AKRON AKRON NAKRON N NA A N KRON KRO www.enakron.com SHEAR CONNECTOR TYP - B SPIS
SHEAR CONNECTOR TYP - B CONECTOR SD1 - A WELDING STUD SHEAR CONNECTOR CONECTORES DE ANCORAGEM GOUJON D ANCRAGE CONNETTORE AKRON AKRON NAKRON N NA A N KRON KRO www.enakron.com SHEAR CONNECTOR TYP - B SPIS
TYP 42 ZAKŁAD WYTWARZANIA ARTYKUŁÓW ŚCIERNYCH.
 66 TYP 41 ŚCIERNICE płaskie do przecinania TYP 42 ŚCIERNICE z obniżonym środkiem do przecinania Ściernice typów 41 i 42 stanowią liczną i popularną grupę narzędzi ściernych uniwersalnych i specjalnych
66 TYP 41 ŚCIERNICE płaskie do przecinania TYP 42 ŚCIERNICE z obniżonym środkiem do przecinania Ściernice typów 41 i 42 stanowią liczną i popularną grupę narzędzi ściernych uniwersalnych i specjalnych
ZAŁĄCZNIK NR 2 - LISTA KONTROLNA SPAJANIE
 Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
Nowoczesne stale bainityczne
 Nowoczesne stale bainityczne Klasyfikacja, projektowanie, mikrostruktura, właściwości oraz przykłady zastosowania Wykład opracował: dr hab. inż. Zdzisław Ławrynowicz, prof. nadzw. UTP Zakład Inżynierii
Nowoczesne stale bainityczne Klasyfikacja, projektowanie, mikrostruktura, właściwości oraz przykłady zastosowania Wykład opracował: dr hab. inż. Zdzisław Ławrynowicz, prof. nadzw. UTP Zakład Inżynierii
DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE
 DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE Materiał informacyjny: Pakiet FitWeld 300 zawiera informacje o produkcie obejmujące: Drukowany szybki przewodnik i broszurę z instrukcja bezpieczeństwa. Płyta CD
DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE Materiał informacyjny: Pakiet FitWeld 300 zawiera informacje o produkcie obejmujące: Drukowany szybki przewodnik i broszurę z instrukcja bezpieczeństwa. Płyta CD