W Mechanice i Budowie Maszyn najczęściej używa się stopów stali i żelaza.
|
|
|
- Fabian Matusiak
- 9 lat temu
- Przeglądów:
Transkrypt
1 Techniki wytwarzania. Wykłady- PRZETWÓRSTWO STALI W Mechanice i Budowie Maszyn najczęściej używa się stopów stali i żelaza. Wytwarzanie produkowanie Wytwarzanie to zmiana parametrów wyrobu. Jest to pojęcie techniczne. Produkowanie to pojęcie ekonomiczne. Do systemu wytwórczego potrzebujemy surowców i materiałów oraz energii. Należy pamiętać, że w magazynie powinno być tyle surowca, by zapewnić ciągłość produkcji, a na wyjściu z procesu wytwórczego powinno być tyle produktów, by utrzymać ciągłą sprzedaż. System wytwórczy jest systemem ciągłym, to znaczy, że np. uruchamiamy maszynę i ona pracuje bez przerwy przez kilka lat. Wytwarzanie w hucie Przykład: Huta Katowice Walcowanie na gorąco Ruda sprowadzana jest z Rosji i Ukrainy(można rozładować tam w ciągu dnia 130 tys. ton surowca) -rudy mieszane są z innymi metalami Spiekalnia- tu wędrują starannie dobrane materiały Wielkie Piece-materiał sypie się od góry, z gardzieli. Temperatura max. To 2300 o C Żużel odpływa osobnym korytem Wydajność Wielkiego Pieca wynosi do 430 ton/dobę W stalowni stal jest argonowana i odsiarczana -odlewnie-ich wydajność wynosi ok. 3 mln ton/rok- COS Defektotron+ kontrola falami kontrola jakości. -nadzór potrzebny w sposób ciągły -czas wytwarzania stali w konwertorach He - 40 minut -urządzenia lubią pracować w podobnych warunkach chemicznych- bez szoków termicznych -w piecach elektrycznych 100% wsadu stanowi złom -najbardziej zanieczyszczają środowisko spiekalnie, Wielki Piec, stalownia.

2
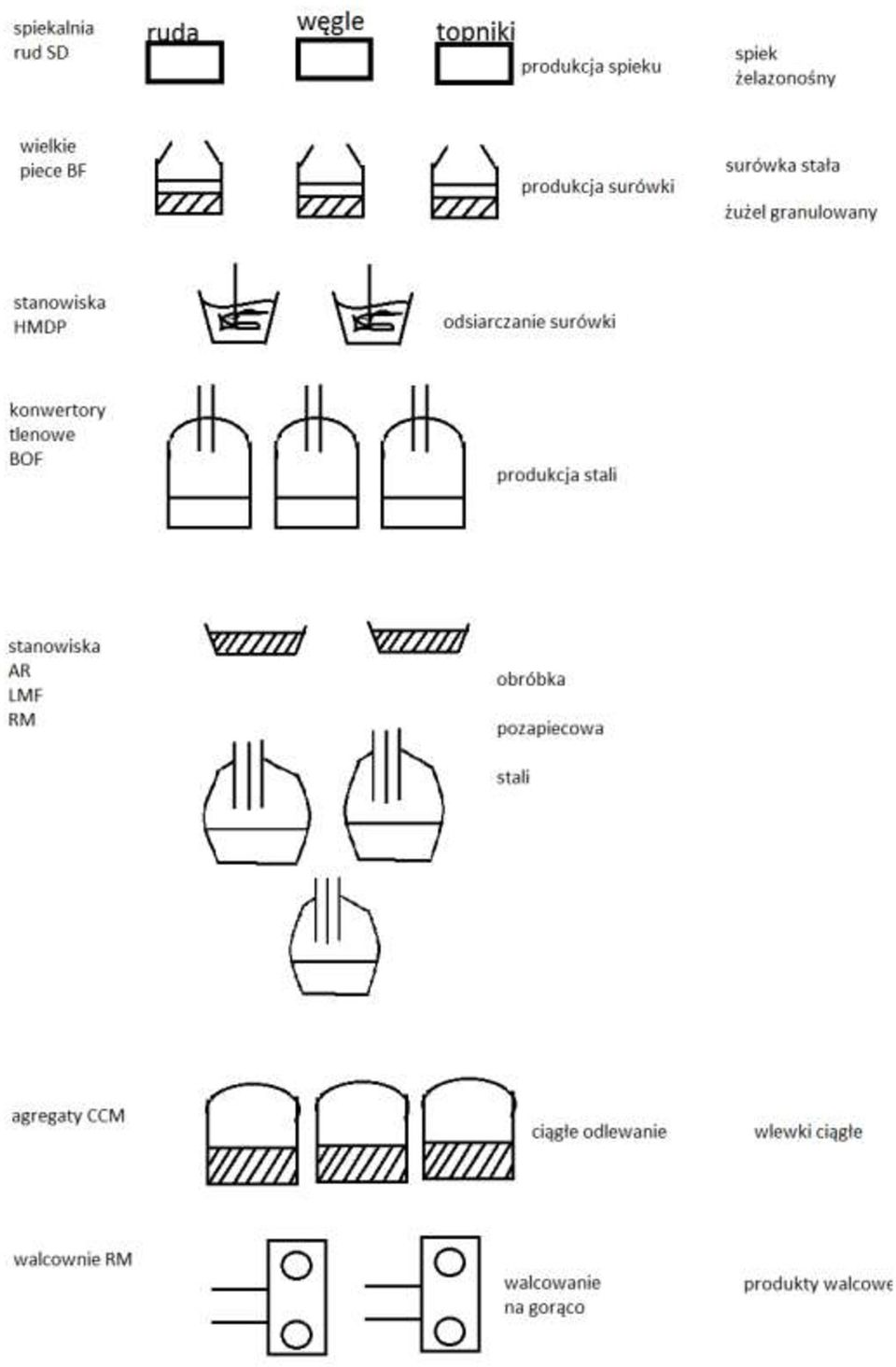
3 Omówienie schematu: 1. Rudy używane w tej hucie są drobnoziarniste(dostarczane w formie koncentratuwzbogacanie zachodzi w kopalni). -do wiązania potrzebny jest węgiel lub koks -spiekalnia jest po to, by zmienić konsystencję surowca(warstwami usypuje się potrzebne materiały-topniki, pyły żelazonośne) -Wielki Piec od fundamentu do samej góry ma ok. 100m 2. Procesy produkcji metali: Metale w przyrodzie występują najczęściej w postaci związków chemicznych jako tlenki lub siarczki, węglany. Wyjątek stanowi złoto. -materiały, w których występują metale nazywamy rudami. W rudach występują także inne związki stanowiące tzw. skałę płonną, m.in. Al 2 O 3, tlenki krzemu, wapnia. Prosta zasada działania produkcji: 1. Oddzielenie skały płonnej od związków metali 2. Wydzielenie metalu ze związków -topniki pozwalają obniżyć temperaturę topliwości skał płonnych i ułatwiają oddzielenie jej od związków metalu, np. CaO-wapno, lub CaCO 3 -kamień wapienny -temperatura topliwości skały płonnej zależy od jej składu chemicznego oraz stosunków ilościowych pomiędzy różnymi tlenkami. -odpady żelazonośne powstające w hucie są przez nią ponownie wykorzystywanie-niemal w 100% 3.Taśma spiekalnicza- metalowe wózki, które się przemieszczają na kółkach. -grudkowanie- zrasza się drobnoziarnisty materiał, by nie przelatywał przez ruszt taśmy spiekalniczej -odciągi ciepła nad taśmą i odciągi gazów pod spiekiem -na końcu jest rozdrabniacz- spiek jest przesiewany, jeśli coś przeleci nie jest wykorzystywane w piecu i wraca do grudkowania - po rozdrobnieniu spiek ma temperaturę o C, można spiek transportować gumowymi taśmami do Wielkiego Pieca(chłodnie karuzelowe) - przed spiekaniem mieszanka jest usypywana w taki sposób, by po wypaleniu mieć konkretny skład chemiczny.

4 Taśma spiekalnicza: 4. Produkcja surówki: Własności czyste Fe: temperatura topnienia: 1538 o C ciężar wł.: 7,86 g/cm 3 5. Proces wielkopiecowy. - potrzebny spiek żelazonośny i koks -inicjatorem reakcji jest gorące powietrze( gorący dmuch ) wdmuchiwane od dołu -załadunek pieca od góry taśmą, z dołu odbieramy surówkę i żużel -gorące powietrze w nagrzewnicach Coopera - otrzymujemy surówkę wielkopiecową, żużel i gaz wielkopiecowy(wykorzystywany później w nagrzewnicach) - gaz wielkopiecowy odsysany od góry do osadnika, oczyszczany i spalany Przekrój Wielkiego Pieca. - samo naczynie ma 46m, a z narzędziami peryferyjnymi ponad 100m. - własny fundament, konstrukcja samonośna - ściana pieca składa się z 3 warstw: -na dole temperatura jest najniższa i tam wyłożone są płyty grafitowe -chłodnice są po to, by pancerz się za bardzo nie rozszerzał


5 Co ważne- kąty α i β tak są ustawione, by spływający materiał nie ścierał wymurówki - w pancerzu są rury z wodą(rury w żeliwnej płycie), które chłodzą pancerz-by się nie przegrzewał, by nie było zbędnych naprężeń, woda musi być zdemineralizowana. - każda chłodnia ma własne zasilanie, żeby łatwiej dało się sprawdzać efektywność pracy każdej z nich -wokół pieca biegnie wielka rura o średnicy 160cm, która doprowadza do pieca gorące powietrze-rura jest taka gruba, bo ma wymurówkę ogniotrwałą. - jeżeli w piecu robią się zawały(kiedy jama spieku się zawali), to zasypuje się je spiekiem System zamknięć Wielkiego Pieca- system Wurtha 2 śluzy -rynna zasypowa- obraca się wokół własnej osi i zmienia kąt nachylenia-daje to lepsze rozmieszczenie materiału u piecu - co 45 minut następuje odbiór materiału z dołu pieca(dół gara-surówka, góra-żużel, nad surówką) Rozkład stref w WP: Legenda: 1. Nadmuch gorącego powietrza 2. Strefa topienia 3. Strefa redukcji FeO 4. Strefa redukcji Fe 2O 3 5. Strefa wstępnego nagrzewania 6. Zasilanie pieca wsadem 7. Gazy wylotowe 8. Kolumna wsadu 9. Żużel 10. Surówka 11. Wylot gazu wielkopiecowego -w miejscu, gdzie jest otwór spustowy nie ma zaworów ani wymurówki

6 -za każdym razem wypala się otwór na nowo(wprowadza się rurę stalową, ona się stapia, nawierca się otwór) -są osobne koryta spustowe dla surówki i żużlu. Koryta dla surówki są przykryte, by nie zmieniła ona składu chemicznego. -po zakończeniu spustu zamyka się otwór-podjeżdża zatykarka, która wlewa do otworu masę formerską- stygnie ona w kontakcie z wysoka temperaturą -surówka z pieca jest zlewana do naczyń-surówkowóz (umożliwia transport ciekłego metalu) Temperatury w Wielkim Piecu: Gardziel 200 C Szyb 400 C Przestron 850 C Spad 1200 C Gar 1800 C Omówienie huty zintegrowanej: 1. Stalownia- w hutach zintegrowanych stalownie są konwertorowe konwertor tlenowy- stosowane są od 150 lat pierwsze konwertory do świeżenia używały powietrza. Różniły się materiałem, z którego wykonana była podmurówka konwertora- konwertor Besemerowski i Thomasowski - Besemer- materiały miały odczyn kwaśny miało to wpływ na stal - Thomas- materiały miały odczyn kwaśny kwaśna podmurówka negatywnie wpływała na stal- buł duży rygor dotyczący materiału wsadowego w Thomasowskim był mniejszy rygor dotyczący wsadu - azot z powietrza źle wpływał na stal- była twarda, krucha, traci plastyczność -do świeżenia w powietrzu potrzebny był tylko tlen konwertory LD(konstruktorzy Lietz-Donowitz) używają do świeżenia tlenu. Wykorzystują gorący dmuch od góry, z tlenem. Ten typ stosowany jest obecnie. 2. Surówka wielkopiecowa- jest to stop żelaza z węglem, o zawartości węgla 3,5-4,5%. W surówce wielkopiecowej występują także takie pierwiastki jak: Mn, Si, P, S w ilości 2-3% 3. Definicja stali. Stalą nazywamy stop żelaza z węglem o zawartości węgla < 1,75%, najczęściej poniżej 0,8% i innych pierwiastków-mn, Si, P, S.
 Temperatury w Wielkim Piecu: Gardziel 200 C Szyb 400 C Przestron 850 C Spad 1200 C Gar 1800 C Omówienie huty zintegrowanej: 1.")
7 Im wyższa zawartość węgla w stali, tym jest ona twardsza, mniej plastyczna. Powyżej 1,7% zawartości C, stop nie może już być przerabiany plastycznie, można go stosować jedynie w postaci odlewanej. Zadaniem procesu stalowniczego jest zmniejszenie zawartości węgla oraz pierwiastków(mn, Si, P, S) w stali. Staliwo- stal o zawartości 0,1-0,9% C formowana przed odlewanie a) Składniki wchodzące w skład stali: I. Wchodzące w skład każdej stali: Mn, Si, P, S, C. II. Składniki niepożądane, wchodzące w skład każdej stali, zazwyczaj nieokreślone- O, N, H. III. Składniki stopowe wprowadzane do stali podczas wytapiania: Cr, Ni, W, Mo, V, Ti, Al, Cu. IV. Składniki niepożądane, przechodzące do stali z materiałów wsadowych i zabezpieczeń ogniotrwałych. b) Podział stali: W zależności od składu stopowego stale dzielimy na: - węglowe zawartość procentowa węgla decyduje o właściwościach stali - stopowe- w których występują pierwiastki stopowe mające wpływ na właściwości stali W zależności od przeznaczenia stale dzielimy na: -konstrukcyjne -narzędziowe -specjalne c) -stale konwertorowe- produkowane w konwertorach - stale elektryczne- produkowane w piecach elektrycznych d) stale węglowe: -stale niskowęglowe- do 0,25% C -stale średniowęglowe- 0,25-0,6% C -stale wysokowęglowe - pow. 0,6% C trudne w obróbce, trudne spawanie e)stale narzędziowe- powinny być bardziej twarde, wytrzymałe, odporne na ścieranie -narzędziowe węglowe -narzędziowe stopowe f)stale konstrukcyjne: -k. węglowe -k. stopowe g) stale o szczególnych własnościach: -do pracy w wysokich temperaturach -do narzędzi chirurgicznych -do maszyn specjalistycznych, delikatnych - praca w trudnych warunkach

8 Schemat stalowni konwertorowej: - w Krakowie konwertory mają pojemność 150 ton jednorazowo, w Dąbrowie Górniczej pojemność konwertorów wynosi 350t -temperatura konwertora, tam, gdzie podaje się tlen dochodzi do 3000 o C. Gazy odciągane są specjalnymi okapami -układy konwertora są powielane, by w przypadku awarii można je było zastąpić łatwo i szybko.


9 Konwertor t Pancerz- 100mm Wymurówka- 800mm a) do załadunku złomu konwertor przechyla się do kąta 45 o. złom stanowi 25%wsadu do konwertora resztę stanowi surówka - opuszczenie lancy i rozpoczynanie świeżenia -czas od załadunku złomu do zlania stali wynosi 45 minut -po zlaniu konwertor obraca się do poziomu i sprawdzany jest, czy nie ma uszkodzeń wymurówki. Jeśli są uszkodzenia, to pod wysokim ciśnieniem uzupełnia się masę ceramiczną. b) lanca tlenowa- na tonę stali podaje się ok. 55m 3 tlenu -musi być wykonana z materiałów odpornych na wysoką temperaturę -3 rury współśrodkowe -końcówka lancy jest wielootworowa -środkowa rura podaje tlen -w wewnętrznej i najbardziej zewnętrznej płynie woda-ich zadaniem jest chłodzenie -końcówka lancy jest z miedzi(b. dobrze oddaje ciepło) -używa się 10l wody/sekundę 5. Piece elektryczne: Łukowe- wykorzystuje się łuk elektryczny -duże Indukcyjne - małe Wsadem jest złom Piec łukowy może być opróżniony dołem lub bokiem(przechylony) Górna część jest chłodzona cieczą Wiele palników(wdmuchiwane gazy obojętne, tlen, węgiel) Łuk bezpośredni: elektroda-metal-elektroda Łuk pośredni: elektroda-elektroda Stal może być zanieczyszczona przez wyładowania i przez kruszenie elektrod

10 a) zysk z podania tlenu w piecu łukowym: -skrócenie czasu roztapiania złomu o ok. 30% - zmniejszenie zapotrzebowania na energię elektryczną o min. 20% b)można argonować: -przyspieszenie czasu wytopu -zmniejszenie zużycia energii elektrycznej -przyspieszenie rozpuszczenia dodatków tlenowych -zwiększenie powierzchni metal-żużel przyspieszenie procesu oczyszczania stali Zmniejszenie zużycia pieca, energii, elektrod Piec łukowy Piec indukcyjny-służy do przetapiania małych ilości stali: -ogniotrwały tygiel -wielozwojowy induktor -metal -rynna -zamknięcie -nie ma atmosfery w piecu, więc nie ma co zanieczyścić stali -wysokie częstotliwości -po roztopieniu piec się przechyla i robiona jest wlewka -przepływające prądy w uzwojeniu pierwotnym indukują prąd w uzwojeniu wtórnympowstają prądy wirowe. Stal jest niezanieczyszczona i świetnie wymieszana -wewnątrz uzwojenia płynie woda, miedź by się roztopiła.

11 Obróbka pozapiecowa. 1.Stal zlewamy do kadzi stalowniczych i przewozimy na stanowiska uszlachetniania Stal tworzymy w obróbce konwertorowo-tlenowej lub elektrycznej Uszlachetnianie-usuwanie zanieczyszczeń i niedoskonałości Czynniki wpływające na zanieczyszczenie stali: a) stal wysokiej jakości charakteryzuje się: -śladową zawartością gazów -nie powinna zawierać wtrąceń niemetalicznych -wysoka jednorodność Tlen-obniża właściwości mechaniczne, powoduje kruchość stali na gorąco Wodór- rozpuszczony w stali powoduje powstawanie płatków i pęknięć gazowych Azot- obniża własności plastyczne stali, zwiększa jej twardość i odporność na ścieranie b) skąd zanieczyszczenia?: -egzogeniczne(pochodzenia zewnętrznego)- przechodzą do ciekłej stali na skutek erozji materiałów ogniotrwałych z pieców stalowniczych c)usuwanie zanieczyszczeń: -przedmuchiwanie gazem obojętnym(w Polsce jest to argon). Wdmuchuje się go przez wkładkę ceramiczną. Zanieczyszczenia spływają do żużla

12 Można jednocześnie usuwać zanieczyszczenia i wprowadzać dodatki stopowe -dodajemy czyste pierwiastki, bo gaz obojętny nie wchodzi z nimi w reakcje -drut rdzeniowy- w środku jest materiał stopowy, rurka z zewnątrz się roztapia uwalniając pierwiastki, minimalna utrata pierwiastków. d) podgrzewanie ciekłej stali(jeśli ba bardzo wytraci temperaturę) piec kadziowy -posiada elektrody grzewcze(niższe własności grzewcze niż w piecu elektrycznym)-to stanowisko zapewnia nam podtrzymanie stałej temperatury ciekłej stali -stal jest przedmuchiwania- ciekły metal jest w ciągłym ruchu, zanieczyszczenia wypływają na powierzchnię -kadź przykrywa się kapturem, w którym są elektrody e) usuwanie nadmiaru gazów-odpowiedzialne są za zmęczenie materiału: -metoda obiegowa RM: -2 smoczki ceramiczne, które zasysają porcję ciekłego metalu do komory próżniowej, odgazowują ją i wypuszczają z powrotem i tak w kółko 2. COS- ciągłe odlewanie stali. -ciekły metal wlewa się do miedzianej rury o określonym, która pełni rolę krystalizatora -COS został zapoczątkowany przez Polaków w hucie Zawiercie, jednak jego wydajność w porównaniu do walcarek zgniatarek była zbyt mała, więc pomysł porzucono. -dziś w Polsce odlewa się sposobem COSu 100% stali. a) wieża obrotowa- zapewnia ciągłość dostaw ciekłej stali - musi w miarę szybko zamieniać kadzie -pokrywy zabezpieczają od góry stal w kadziach, by ta nie miała dostępu do powietrza

13 - w obrębie tego stanowiska zawsze znajduje się jeszcze jedna, dodatkowa kadź-na wypadek gdyby ceramiczna zatyczka zawiodła-wtedy trzeba pozbyć się stali b)wanna- do niej wlewana jest ciekła stal, odpowiednio zabezpieczona i wygrzana -kadź pośrednia(obrotowe są głównymi) -służy jako bufor na czas wymiany kadzi głównych(2 funkcja) -dystrybucja ciekłego metalu do żył odlewniczych(1 funkcja) -kadź pośrednia wytrzymuje ok. 6 wytopów, później ja trzeba wymienić -wylewanie z wanny zachodzi w rurach zlewowych, by stal nie miała kontaktu z powietrzem(chyba że gatunek stali tego nie wymaga, to nie ma takiej rury) -metal ma temp. ok o C, kiedy wchodzi do krystalizatora(rur miedzianych) -wlewki ciągłe, które wychodzą z COSu na zewnątrz są zastygłe, a wewnątrz płynne c) krystalizator: -strefa chłodzenia wtórnego-odebrać możliwie jak najwięcej ciepła -klatki ciągnąco-prostujące- chłodzone nie za szybko, by wlewki nie spękały -w momencie, kiedy zaczyna się odlewanie stali zatykamy drągiem startowym- żeby z dołu nie wypłynęła ciekła stal. Drzewko startowe pokryte odpadami stalowymi- tutaj wlewki stalowe krzepną. -wyciągamy drąg startowy-(rolki startowe- ok. 3 sztuk z każdej(4 strony) strony) -rolki wyciągają wlewek oraz chronią go przed rozsadzeniem -rolki chłodzone wewnętrznie i zewnętrznie -ruch harmoniczny krystalizatoraintensyfikacja procesu. Wolno w dół, szybko w górę. Wlewek jest dłużej w krystalizatorze. Ruch w górę zrywa połączenie i zakrzepłą stal -po. Wewnętrzna krystalizatora jest otoczona warstewką chromoniklu, by zwiększyć odporność tego na ścieranie -mieszadła- ujednoradniają skład chemiczny w całej objętości wlewki. -metal krzepnąc kruszy się-musimy więc dążyć do tego, by wlewek stykał się z powierzchnią krystalizatora, dlatego też wykonuje się ruch harmoniczny wzdłużny -krystalizator jest łukowy- prędkość odlewania stali w COSie- 0,7-0,9m/min -COS daje materiał gruboziarnisty -klatka walców prostuje materiał -palnik Lega -porusza się wzdłużnie i przecina wlewek pod kątem prostym
 -metal ma")
14 d) konstrukcje krystalizatorów: -rurowe- przekroje do 150mm -płytowe- przekroje pow. 150mm -rolki wyciągające wlewek są na stałe zamocowane do krystalizatora -chłodzenie w COSie jest kluczowe -ruch posuwisto-zwrotny wykonywany przez wał korbowy -dopóki język ciekłego metalu nie zakrzepnie we wlewku ciągłym, jest on chłodzony e) ochrona stali w COSie: -z kadzi stalowniczej do pośredniej ciekła stal przechodzi przesz rurę, w której jest gaz obojętny -z kadzi pośredniej do krystalizatora podobnie-w rurze, ew. w rurze z gazem obojętnym f)świat- 93% stali odlewana w COSie 7% odlewane do wlewnic - w COSie tylko 1,5% stali ulega stracie, w tradycyjnym wlewnictwie jest to ok. 16%

Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
KONSTRUKCJE METALOWE - LABORATORIUM. Produkcja i budowa stali
 KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
3 Produkcja stali - przegląd. 3.1 Etapy procesu stalowniczego. 3.2 Zintegrowane huty
 3 Produkcja stali - przegląd 3.1 Etapy procesu stalowniczego Obecnie w produkcji stali stosowane są cztery procesy: klasyczny proces wielki piec/zasadowy konwertor tlenowy, bezpośrednie topienie złomu
3 Produkcja stali - przegląd 3.1 Etapy procesu stalowniczego Obecnie w produkcji stali stosowane są cztery procesy: klasyczny proces wielki piec/zasadowy konwertor tlenowy, bezpośrednie topienie złomu
9 Stal elektryczna i odlewana. 9.1 Stosowane procesy i technologie
 9 Stal elektryczna i odlewana 9.1 Stosowane procesy i technologie Bezpośrednie stapianie tworzyw zawierających żelazo, takich jak złom, jest zwykle wykonywane w elektrycznych piecach łukowych, które odgrywają
9 Stal elektryczna i odlewana 9.1 Stosowane procesy i technologie Bezpośrednie stapianie tworzyw zawierających żelazo, takich jak złom, jest zwykle wykonywane w elektrycznych piecach łukowych, które odgrywają
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 216 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 216 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
Stal - definicja Stal
 \ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
\ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
GŁÓWNE PROBLEMY ŚRODOWISKOWE W ŚWIETLE KONKLUZJI BAT DLA PRZEMYSŁU HUTNICZEGO
 GŁÓWNE PROBLEMY ŚRODOWISKOWE W ŚWIETLE KONKLUZJI BAT DLA PRZEMYSŁU HUTNICZEGO Spotkanie Grupy Roboczej ds. Pozwoleń Zintegrowanych 27-29 kwietnia 2015 r., Katowice INSTYTUT METALURGII ŻELAZA im. Stanisława
GŁÓWNE PROBLEMY ŚRODOWISKOWE W ŚWIETLE KONKLUZJI BAT DLA PRZEMYSŁU HUTNICZEGO Spotkanie Grupy Roboczej ds. Pozwoleń Zintegrowanych 27-29 kwietnia 2015 r., Katowice INSTYTUT METALURGII ŻELAZA im. Stanisława
Rok akademicki: 2013/2014 Kod: MME s Punkty ECTS: 5. Poziom studiów: Studia I stopnia Forma i tryb studiów: Stacjonarne
 Nazwa modułu: Podstawy technologii wytwarzania i przetwarzania Rok akademicki: 2013/2014 Kod: MME-1-103-s Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Metalurgia Specjalność:
Nazwa modułu: Podstawy technologii wytwarzania i przetwarzania Rok akademicki: 2013/2014 Kod: MME-1-103-s Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Metalurgia Specjalność:
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
(12) OPIS PATENTOWY (19)PL (11) (13) B1. (51) IntCl6: PL B1 C22B 7/00 C01G 5/00. (54) Sposób odzyskiwania srebra z surowców wtórnych
 OPIS PATENTOWY (19)PL (11) (13) B1. (51) IntCl6: PL B1 C22B 7/00 C01G 5/00. (54) Sposób odzyskiwania srebra z surowców wtórnych") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)176329 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 308575 (22) Data zgłoszenia. 09.05.1995 (51) IntCl6: C22B 7/00 C01G
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)176329 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 308575 (22) Data zgłoszenia. 09.05.1995 (51) IntCl6: C22B 7/00 C01G
OPIS PATENTOWY C22B 7/00 ( ) C22B 15/02 ( ) Sposób przetwarzania złomów i surowców miedzionośnych
 C22B 15/02 ( ) Sposób przetwarzania złomów i surowców miedzionośnych") PL 220923 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220923 (13) B1 (21) Numer zgłoszenia: 391431 (51) Int.Cl. C22B 7/00 (2006.01) C22B 15/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 220923 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220923 (13) B1 (21) Numer zgłoszenia: 391431 (51) Int.Cl. C22B 7/00 (2006.01) C22B 15/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Żelazo i jego stopy.
 Żelazo i jego stopy Pierwsze żelazo, jakie zaczął wykorzystywać człowiek, pochodziło z meteorytów spadających na Ziemię. Żelazo w porównaniu z miedzią czy brązem było znacznie twardsze. Narzędzia lub broń
Żelazo i jego stopy Pierwsze żelazo, jakie zaczął wykorzystywać człowiek, pochodziło z meteorytów spadających na Ziemię. Żelazo w porównaniu z miedzią czy brązem było znacznie twardsze. Narzędzia lub broń
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Metody konwertorowe otrzymywania stali
 Metody konwertorowe otrzymywania stali Wytapianie stali metodami konwertorowymi polega na przedmuchiwaniu utleniającego gazu (powietrza rys.2.1_02a i b; lub tlenu rys. 2.2-02c) przez roztopioną surówkę.
Metody konwertorowe otrzymywania stali Wytapianie stali metodami konwertorowymi polega na przedmuchiwaniu utleniającego gazu (powietrza rys.2.1_02a i b; lub tlenu rys. 2.2-02c) przez roztopioną surówkę.
Recykling metali żelaznych i nieżelaznych pozyskanych z demontażu pojazdów wycofanych z eksploatacji
 Recykling metali żelaznych i nieżelaznych pozyskanych z demontażu pojazdów wycofanych z eksploatacji Krzysztof Rećko Streszczenie W artykule przedstawiono znaczenie recyklingu metali żelaznych i nieżelaznych
Recykling metali żelaznych i nieżelaznych pozyskanych z demontażu pojazdów wycofanych z eksploatacji Krzysztof Rećko Streszczenie W artykule przedstawiono znaczenie recyklingu metali żelaznych i nieżelaznych
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
PL B1. Sposób wytwarzania mieszanki żużlotwórczej dla pozapiecowej rafinacji stali w kadzi lub w piecu kadziowym
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213251 (13) B1 (21) Numer zgłoszenia: 387171 (51) Int.Cl. C21C 7/04 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 02.02.2009
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213251 (13) B1 (21) Numer zgłoszenia: 387171 (51) Int.Cl. C21C 7/04 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 02.02.2009
S Y S T E M Y S P A L A N I A PALNIKI GAZOWE
 S Y S T E M Y S P A L A N I A PALNIKI GAZOWE Zaawansowana technologia Wysoka wydajność Palnik gazowy jest wyposażony w elektroniczny system zapłonu i rurę płomieniową, która jest wytwarzana ze specjalnego
S Y S T E M Y S P A L A N I A PALNIKI GAZOWE Zaawansowana technologia Wysoka wydajność Palnik gazowy jest wyposażony w elektroniczny system zapłonu i rurę płomieniową, która jest wytwarzana ze specjalnego
EP.3 Odpylanie wtórnych gazów odlotowych
 EP.3 Odpylanie wtórnych gazów odlotowych Opis: Aż do wczesnych lat siedemdziesiątych stalownie konwertorowo tlenowe były budowane bez wtórnych urządzeń odpylających. W wyniku tego, większość dzisiejszych
EP.3 Odpylanie wtórnych gazów odlotowych Opis: Aż do wczesnych lat siedemdziesiątych stalownie konwertorowo tlenowe były budowane bez wtórnych urządzeń odpylających. W wyniku tego, większość dzisiejszych
PRZYKŁADY INSTALACJI DO SPALANIA ODPADÓW NIEBEZPIECZNYCH
 PRZYKŁADY INSTALACJI DO SPALANIA ODPADÓW NIEBEZPIECZNYCH 1. INSTALACJA DO TERMICZNEGO PRZEKSZTAŁCANIA ODPADÓW NIEBEZPIECZNYCH W DĄBROWIE GÓRNICZEJ W maju 2003 roku rozpoczęła pracę najnowocześniejsza w
PRZYKŁADY INSTALACJI DO SPALANIA ODPADÓW NIEBEZPIECZNYCH 1. INSTALACJA DO TERMICZNEGO PRZEKSZTAŁCANIA ODPADÓW NIEBEZPIECZNYCH W DĄBROWIE GÓRNICZEJ W maju 2003 roku rozpoczęła pracę najnowocześniejsza w
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166501 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 294586 (22) Data zgłoszenia: 14.05.1992 (51) IntCl6: B22D 27/13 B22D
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166501 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 294586 (22) Data zgłoszenia: 14.05.1992 (51) IntCl6: B22D 27/13 B22D
Technologie wytwarzania metali. Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe
 Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Technologie wytwarzania metali. Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe
 Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
METALURGIA EKSTRAKCYJNA ŻELAZA
 AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Andrzej Michaliszyn Dr inż. Arkadiusz Klimczyk
AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Andrzej Michaliszyn Dr inż. Arkadiusz Klimczyk
Brykietowany środek do upłynniania żużli rafinacyjnych (brykietowany żużel syntetyczny)
") Brykietowany środek do upłynniania żużli rafinacyjnych (brykietowany żużel syntetyczny) Brykietowany środek do upłynniania żużli rafinacyjnych został wyprodukowany z mieszanki proszku korundowego, dolomitu
Brykietowany środek do upłynniania żużli rafinacyjnych (brykietowany żużel syntetyczny) Brykietowany środek do upłynniania żużli rafinacyjnych został wyprodukowany z mieszanki proszku korundowego, dolomitu
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń do topienia metali Oznaczenie kwalifikacji: M.05 Wersja
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń do topienia metali Oznaczenie kwalifikacji: M.05 Wersja
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. I. Wyżarzanie
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. I. Wyżarzanie Przemiany przy nagrzewaniu i powolnym chłodzeniu stali A 3 A cm A 1 Przykład nagrzewania stali eutektoidalnej (~0,8 % C) Po przekroczeniu temperatury A 1
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. I. Wyżarzanie Przemiany przy nagrzewaniu i powolnym chłodzeniu stali A 3 A cm A 1 Przykład nagrzewania stali eutektoidalnej (~0,8 % C) Po przekroczeniu temperatury A 1
MIKROSKOPIA METALOGRAFICZNA
 MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
PODSTAWY TECHNOLOGII WYTWARZANIA I PRZETWARZANIA
 im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Krzysztof Zieliński Dr inż. Arkadiusz Klimczyk PODSTAWY TECHNOLOGII WYTWARZANIA
im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Krzysztof Zieliński Dr inż. Arkadiusz Klimczyk PODSTAWY TECHNOLOGII WYTWARZANIA
NAJLEPSZE DOSTĘPNE TECHNIKI (BAT) WYTYCZNE DLA PRODUKCJI ŻELAZA I STALI HUTY ZINTEGROWANE
 WYTYCZNE DLA PRODUKCJI ŻELAZA I STALI HUTY ZINTEGROWANE") NAJLEPSZE DOSTĘPNE TECHNIKI (BAT) WYTYCZNE DLA PRODUKCJI ŻELAZA I STALI HUTY ZINTEGROWANE Sfinansowano ze środków Narodowego Funduszu Ochrony Środowiska i Gospodarki Wodnej na zamówienie Ministra Środowiska
NAJLEPSZE DOSTĘPNE TECHNIKI (BAT) WYTYCZNE DLA PRODUKCJI ŻELAZA I STALI HUTY ZINTEGROWANE Sfinansowano ze środków Narodowego Funduszu Ochrony Środowiska i Gospodarki Wodnej na zamówienie Ministra Środowiska
OK Tubrodur Typ wypełnienia: specjalny
 OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
(86) Data i numer zgłoszenia międzynarodowego: , PCT/EP93/01308
 Data i numer zgłoszenia międzynarodowego: , PCT/EP93/01308") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 172681 (13) B1 (21) Numer zgłoszenia: 310401 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia. 25.05.1993 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 172681 (13) B1 (21) Numer zgłoszenia: 310401 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia. 25.05.1993 (86) Data i numer zgłoszenia
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń stosowanych w procesach metalurgicznych Oznaczenie
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń stosowanych w procesach metalurgicznych Oznaczenie
PODSTAWY OBRÓBKI CIEPLNEJ
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
MATERIAŁY SPIEKANE (SPIEKI)
") MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, Spis treści. Wstęp 11
. Warszawa, Spis treści. Wstęp 11") Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, 2017 Spis treści Wstęp 11 1. Wytwarzanie stali 13 1.1. Wstęp 13 1.2. Wsad do wielkiego pieca 15 1.3. Wytwarzanie
Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, 2017 Spis treści Wstęp 11 1. Wytwarzanie stali 13 1.1. Wstęp 13 1.2. Wsad do wielkiego pieca 15 1.3. Wytwarzanie
Metale i niemetale. Krystyna Sitko
 Metale i niemetale Krystyna Sitko Substancje proste czyli pierwiastki dzielimy na : metale np. złoto niemetale np. fosfor półmetale np. krzem Spośród 115 znanych obecnie pierwiastków aż 91 stanowią metale
Metale i niemetale Krystyna Sitko Substancje proste czyli pierwiastki dzielimy na : metale np. złoto niemetale np. fosfor półmetale np. krzem Spośród 115 znanych obecnie pierwiastków aż 91 stanowią metale
Iwona Kargulewicz, Krzysztof Olendrzyński, Bogusław Dębski, Jacek Skoskiewicz
 Krajowe Centrum Inwentaryzacji Emisji ul. Kolektorska 4, 01-692 Warszawa; tel. (22) 832 33 01; fax. (22) 833 69 28; e-mail: kcie@ios.edu.pl; www: emissions.ios.edu.pl/kcie Inwentaryzacja emisje misji dioksyn
Krajowe Centrum Inwentaryzacji Emisji ul. Kolektorska 4, 01-692 Warszawa; tel. (22) 832 33 01; fax. (22) 833 69 28; e-mail: kcie@ios.edu.pl; www: emissions.ios.edu.pl/kcie Inwentaryzacja emisje misji dioksyn
Maciej Chorowski Technologie Kriogeniczne. Technologie kriogeniczne w metalurgii i obróbce metali. 1. Obróbka podzerowa metali
 Maciej Chorowski Technologie Kriogeniczne Technologie kriogeniczne w metalurgii i obróbce metali 1. Obróbka podzerowa metali Podstawową obróbką cieplną stali jest hartowanie. Polega ono na nagrzaniu stali
Maciej Chorowski Technologie Kriogeniczne Technologie kriogeniczne w metalurgii i obróbce metali 1. Obróbka podzerowa metali Podstawową obróbką cieplną stali jest hartowanie. Polega ono na nagrzaniu stali
I Wymagania techniczne dla projektowania:
 Rzeszów, 28.05.2015 Adamet Witold Gajdek, Adam Pęczar sp. jawna ul. Chmaja 4 35-021 Rzeszów Dot. Zapytanie ofertowe dotyczące projektu Opracowanie technologii i uruchomienie produkcji wyrobów ze stopów
Rzeszów, 28.05.2015 Adamet Witold Gajdek, Adam Pęczar sp. jawna ul. Chmaja 4 35-021 Rzeszów Dot. Zapytanie ofertowe dotyczące projektu Opracowanie technologii i uruchomienie produkcji wyrobów ze stopów
Metalurgia Metali Nieżelaznych Wykład 3
 AKADEMIA GÓRNICZO-HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Metalurgia Metali Nieżelaznych Wykład 3 Autorzy: prof. dr hab. inż. Jan Wypartowicz prof.
AKADEMIA GÓRNICZO-HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Metalurgia Metali Nieżelaznych Wykład 3 Autorzy: prof. dr hab. inż. Jan Wypartowicz prof.
PL B1. AKADEMIA GÓRNICZO-HUTNICZA IM. STANISŁAWA STASZICA W KRAKOWIE, Kraków, PL BUP 08/13
 PL 223497 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223497 (13) B1 (21) Numer zgłoszenia: 399322 (51) Int.Cl. B23P 17/00 (2006.01) C21D 8/12 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 223497 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223497 (13) B1 (21) Numer zgłoszenia: 399322 (51) Int.Cl. B23P 17/00 (2006.01) C21D 8/12 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
MATERIAŁ ELWOM 25. Mikrostruktura kompozytu W-Cu25: ciemne obszary miedzi na tle jasnego szkieletu wolframowego; pow. 250x.
 MATERIAŁ ELWOM 25.! ELWOM 25 jest dwufazowym materiałem kompozytowym wolfram-miedź, przeznaczonym do obróbki elektroerozyjnej węglików spiekanych. Kompozyt ten jest wykonany z drobnoziarnistego proszku
MATERIAŁ ELWOM 25.! ELWOM 25 jest dwufazowym materiałem kompozytowym wolfram-miedź, przeznaczonym do obróbki elektroerozyjnej węglików spiekanych. Kompozyt ten jest wykonany z drobnoziarnistego proszku
BADANIA URZĄDZEŃ TECHNICZNYCH ELEMENTEM SYSTEMU BIEŻĄCEJ OCENY ICH STANU TECHNICZNEGO I PROGNOZOWANIA TRWAŁOŚCI
 BADANIA URZĄDZEŃ TECHNICZNYCH ELEMENTEM SYSTEMU BIEŻĄCEJ OCENY ICH STANU TECHNICZNEGO I PROGNOZOWANIA TRWAŁOŚCI Opracował: Paweł Urbańczyk Zawiercie, marzec 2012 1 Charakterystyka stali stosowanych w energetyce
BADANIA URZĄDZEŃ TECHNICZNYCH ELEMENTEM SYSTEMU BIEŻĄCEJ OCENY ICH STANU TECHNICZNEGO I PROGNOZOWANIA TRWAŁOŚCI Opracował: Paweł Urbańczyk Zawiercie, marzec 2012 1 Charakterystyka stali stosowanych w energetyce
AlfaFusion Technologia stosowana w produkcji płytowych wymienników ciepła
 AlfaFusion Technologia stosowana w produkcji płytowych wymienników ciepła AlfaNova to płytowy wymiennik ciepła wyprodukowany w technologii AlfaFusion i wykonany ze stali kwasoodpornej. Urządzenie charakteryzuje
AlfaFusion Technologia stosowana w produkcji płytowych wymienników ciepła AlfaNova to płytowy wymiennik ciepła wyprodukowany w technologii AlfaFusion i wykonany ze stali kwasoodpornej. Urządzenie charakteryzuje
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń stosowanych w procesach metalurgicznych Oznaczenie
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń stosowanych w procesach metalurgicznych Oznaczenie
1. Podstawowe prawa i pojęcia chemiczne
 1. PODSTAWOWE PRAWA I POJĘCIA CHEMICZNE 5 1. Podstawowe prawa i pojęcia chemiczne 1.1. Wyraź w gramach masę: a. jednego atomu żelaza, b. jednej cząsteczki kwasu siarkowego. Odp. 9,3 10 23 g; 1,6 10 22
1. PODSTAWOWE PRAWA I POJĘCIA CHEMICZNE 5 1. Podstawowe prawa i pojęcia chemiczne 1.1. Wyraź w gramach masę: a. jednego atomu żelaza, b. jednej cząsteczki kwasu siarkowego. Odp. 9,3 10 23 g; 1,6 10 22
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN I PN-EN ISO
 OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
Shield-Bright 308L (OK TUBROD 14.20)*
*") Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień
 Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień 15.12.2016 Numer PN Odlewy PN-EN 1559-1:2011P PN-EN 1559-1:2011E PN-EN 1559-2:2014-12E PN-EN
Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień 15.12.2016 Numer PN Odlewy PN-EN 1559-1:2011P PN-EN 1559-1:2011E PN-EN 1559-2:2014-12E PN-EN
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń stosowanych w procesach metalurgicznych Oznaczenie
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń stosowanych w procesach metalurgicznych Oznaczenie
METALURGIA EKSTRAKCYJNA ŻELAZA
 AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Andrzej Michaliszyn Dr inż. Arkadiusz Klimczyk
AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Andrzej Michaliszyn Dr inż. Arkadiusz Klimczyk
PL B1. SUROWIEC BOGDAN, Bolszewo, PL BUP 18/13. BOGDAN SUROWIEC, Bolszewo, PL WUP 04/16 RZECZPOSPOLITA POLSKA
 PL 221580 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221580 (13) B1 (21) Numer zgłoszenia: 398286 (51) Int.Cl. F24H 9/00 (2006.01) C10J 3/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 221580 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221580 (13) B1 (21) Numer zgłoszenia: 398286 (51) Int.Cl. F24H 9/00 (2006.01) C10J 3/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
NAJLEPSZE DOSTĘPNE TECHNIKI (BAT) WYTYCZNE DLA PRODUKCJI STALI STALOWNIE ELEKTRYCZNE Z ODLEWANIEM STALI
 WYTYCZNE DLA PRODUKCJI STALI STALOWNIE ELEKTRYCZNE Z ODLEWANIEM STALI") NAJLEPSZE DOSTĘPNE TECHNIKI (BAT) WYTYCZNE DLA PRODUKCJI STALI STALOWNIE ELEKTRYCZNE Z ODLEWANIEM STALI Sfinansowano ze środków Narodowego Funduszu Ochrony Środowiska i Gospodarki Wodnej na zamówienie
NAJLEPSZE DOSTĘPNE TECHNIKI (BAT) WYTYCZNE DLA PRODUKCJI STALI STALOWNIE ELEKTRYCZNE Z ODLEWANIEM STALI Sfinansowano ze środków Narodowego Funduszu Ochrony Środowiska i Gospodarki Wodnej na zamówienie
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Procesy Recyklingu Żelaza Recykling Processe of Iron and Steel Kierunek: Zarządzanie i Inżynieria Produkcji Management and Engineering of Production Rodzaj przedmiotu: Kierunkowyfakultatywny
Nazwa przedmiotu: Procesy Recyklingu Żelaza Recykling Processe of Iron and Steel Kierunek: Zarządzanie i Inżynieria Produkcji Management and Engineering of Production Rodzaj przedmiotu: Kierunkowyfakultatywny
PL B1. AKADEMIA GÓRNICZO-HUTNICZA IM. STANISŁAWA STASZICA W KRAKOWIE, Kraków, PL BUP 08/13
 PL 223496 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223496 (13) B1 (21) Numer zgłoszenia: 399321 (51) Int.Cl. B23P 17/00 (2006.01) C21D 8/12 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 223496 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223496 (13) B1 (21) Numer zgłoszenia: 399321 (51) Int.Cl. B23P 17/00 (2006.01) C21D 8/12 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Emisja związków siarki z procesu wielkopiecowego
 From the SelectedWorks of Robert Oleniacz November 1, 1996 Emisja związków siarki z procesu wielkopiecowego Marian Mazur Marek Bogacki Robert Oleniacz Available at: http://works.bepress.com/robert_oleniacz/123/
From the SelectedWorks of Robert Oleniacz November 1, 1996 Emisja związków siarki z procesu wielkopiecowego Marian Mazur Marek Bogacki Robert Oleniacz Available at: http://works.bepress.com/robert_oleniacz/123/
PL B1. W.C. Heraeus GmbH,Hanau,DE ,DE, Martin Weigert,Hanau,DE Josef Heindel,Hainburg,DE Uwe Konietzka,Gieselbach,DE
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204234 (13) B1 (21) Numer zgłoszenia: 363401 (51) Int.Cl. C23C 14/34 (2006.01) B22D 23/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204234 (13) B1 (21) Numer zgłoszenia: 363401 (51) Int.Cl. C23C 14/34 (2006.01) B22D 23/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
KRYSTALIZACJA METALI I STOPÓW. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 KRYSTALIZACJA METALI I STOPÓW Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Krzepnięcie przemiana fazy ciekłej w fazę stałą Krystalizacja przemiana
KRYSTALIZACJA METALI I STOPÓW Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Krzepnięcie przemiana fazy ciekłej w fazę stałą Krystalizacja przemiana
PL B1. AIC SPÓŁKA AKCYJNA, Gdynia, PL BUP 01/16. TOMASZ SIEMIEŃCZUK, Gdańsk, PL WUP 10/17. rzecz. pat.
 PL 227064 B1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 227064 (21) Numer zgłoszenia: 417926 (22) Data zgłoszenia: 02.07.2014 (62) Numer zgłoszenia,
PL 227064 B1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 227064 (21) Numer zgłoszenia: 417926 (22) Data zgłoszenia: 02.07.2014 (62) Numer zgłoszenia,
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
EN 450B. EN 14700: E Z Fe3. zasadowa
 EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
Technologie Materiałowe II Wykład 2 Technologia wyżarzania stali
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 2 Technologia wyżarzania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 2 Technologia wyżarzania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
Stale niestopowe jakościowe Stale niestopowe specjalne
 Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Wpływ wprowadzenia ciągłego odlewania stali na wielkość emisji zanieczyszczeń z Huty Katowice
 From the SelectedWorks of Robert Oleniacz October, 2000 Wpływ wprowadzenia ciągłego odlewania stali na wielkość emisji zanieczyszczeń z Huty Katowice Marian Mazur Marek Bogacki Robert Oleniacz Available
From the SelectedWorks of Robert Oleniacz October, 2000 Wpływ wprowadzenia ciągłego odlewania stali na wielkość emisji zanieczyszczeń z Huty Katowice Marian Mazur Marek Bogacki Robert Oleniacz Available
Typowe konstrukcje kotłów parowych. Maszyny i urządzenia Klasa II TD
 Typowe konstrukcje kotłów parowych Maszyny i urządzenia Klasa II TD 1 Walczak podstawowy element typowych konstrukcji kotłów parowych zbudowany z kilku pierścieniowych członów z blachy stalowej, zakończony
Typowe konstrukcje kotłów parowych Maszyny i urządzenia Klasa II TD 1 Walczak podstawowy element typowych konstrukcji kotłów parowych zbudowany z kilku pierścieniowych członów z blachy stalowej, zakończony
STOPY ŻELAZA. Cz. I. Stale niestopowe konstrukcyjne i o szczególnych właściwościach, staliwa i żeliwa niestopowe
 STOPY ŻELAZA Cz. I. Stale niestopowe konstrukcyjne i o szczególnych właściwościach, staliwa i żeliwa niestopowe STALE Stal stop żelaza z węglem i innymi dodatkami stopowymi, zawierający do ok. 2 % węgla,
STOPY ŻELAZA Cz. I. Stale niestopowe konstrukcyjne i o szczególnych właściwościach, staliwa i żeliwa niestopowe STALE Stal stop żelaza z węglem i innymi dodatkami stopowymi, zawierający do ok. 2 % węgla,
Nowa ekologiczna metoda wykonywania odlewów z żeliwa sferoidyzowanego lub wermikularyzowanego w formie odlewniczej
 PROJEKT NR: POIG.01.03.01-12-061/08 Badania i rozwój nowoczesnej technologii tworzyw odlewniczych odpornych na zmęczenie cieplne Nowa ekologiczna metoda wykonywania odlewów z żeliwa sferoidyzowanego lub
PROJEKT NR: POIG.01.03.01-12-061/08 Badania i rozwój nowoczesnej technologii tworzyw odlewniczych odpornych na zmęczenie cieplne Nowa ekologiczna metoda wykonywania odlewów z żeliwa sferoidyzowanego lub
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3.
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3. WYŻARZANIE 1. POJĘCIA PODSTAWOWE Definicja obróbki cieplnej Dziedzina
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3. WYŻARZANIE 1. POJĘCIA PODSTAWOWE Definicja obróbki cieplnej Dziedzina
PODSTAWY TECHNOLOGII WYTWARZANIA I PRZETWARZANIA
 im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Krzysztof Zieliński Dr inż. Arkadiusz Klimczyk PODSTAWY TECHNOLOGII WYTWARZANIA
im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Krzysztof Zieliński Dr inż. Arkadiusz Klimczyk PODSTAWY TECHNOLOGII WYTWARZANIA
PODSTAWY TECHNOLOGII WYTWARZANIA I PRZETWARZANIA
 AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INśYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inŝ. Andrzej Łędzki Dr inŝ. Krzysztof Zieliński Dr inŝ. Arkadiusz Klimczyk
AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INśYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inŝ. Andrzej Łędzki Dr inŝ. Krzysztof Zieliński Dr inŝ. Arkadiusz Klimczyk
(2)Data zgłoszenia: (57) Układ do obniżania temperatury spalin wylotowych oraz podgrzewania powietrza kotłów energetycznych,
Data zgłoszenia: (57) Układ do obniżania temperatury spalin wylotowych oraz podgrzewania powietrza kotłów energetycznych,") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 173096 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 302418 (2)Data zgłoszenia: 28.02.1994 (51) IntCl6: F23L 15/00 F23J
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 173096 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 302418 (2)Data zgłoszenia: 28.02.1994 (51) IntCl6: F23L 15/00 F23J
Powtórzenie wiadomości z kl. I
 Mariola Winiarczyk Zespół Szkolno-Gimnazjalny Rakoniewice Powtórzenie wiadomości z kl. I Na początku kl. I po kilku lekcjach przypominających materiał w każdej klasie przeprowadzam mini konkurs chemiczny.
Mariola Winiarczyk Zespół Szkolno-Gimnazjalny Rakoniewice Powtórzenie wiadomości z kl. I Na początku kl. I po kilku lekcjach przypominających materiał w każdej klasie przeprowadzam mini konkurs chemiczny.
ODZYSK CZYNNIKÓW ZIĘBNICZYCH
 ODZYSK CZYNNIKÓW ZIĘBNICZYCH Definicja pojęcia odzysku wg normy ISO 11650R: Odzysk (ang. recovery), to operacja ściągania czynnika chłodniczego z eksploatowanych, naprawianych, a takŝe złomowanych urządzeń
ODZYSK CZYNNIKÓW ZIĘBNICZYCH Definicja pojęcia odzysku wg normy ISO 11650R: Odzysk (ang. recovery), to operacja ściągania czynnika chłodniczego z eksploatowanych, naprawianych, a takŝe złomowanych urządzeń
Rodzaje szkieł. Z. Legun Technologia elementów optycznych WNT Warszawa Z. Legun Technologia elementów optycznych WNT Warszawa 1982
 Produkcja szkła surowce - inny skład niż odpowiadający składnikom masy szklanej np. aby wprowadzid Na 2 O stosuje się Na 2 Co 3 w procesie wytapiania materiały te rozkładają się tworząc tlenki szkłotwórcze
Produkcja szkła surowce - inny skład niż odpowiadający składnikom masy szklanej np. aby wprowadzid Na 2 O stosuje się Na 2 Co 3 w procesie wytapiania materiały te rozkładają się tworząc tlenki szkłotwórcze
PIERWIASTKI STOPOWE W STALACH. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
Drewno. Zalety: Wady:
 Drewno Drewno to naturalny surowiec w pełni odnawialny. Dzięki racjonalnej gospodarce leśnej w Polsce zwiększają się nie tylko zasoby drewna, lecz także powierzchnia lasów. łatwość w obróbce, lekkość i
Drewno Drewno to naturalny surowiec w pełni odnawialny. Dzięki racjonalnej gospodarce leśnej w Polsce zwiększają się nie tylko zasoby drewna, lecz także powierzchnia lasów. łatwość w obróbce, lekkość i
LAF-Polska Bielawa 58-260, ul. Wolności 117 NIP: 882-152-92-20 REGON: 890704507 http://www.laf-polska.pl
 Podstawowe informacje o stali Stal jest stopem żelaza, węgla i innych pierwiastków stopowych o zawartości do 2,14 % węgla. W praktyce, jako stale oznacza się stopy, które najczęściej zawierają żelazo,
Podstawowe informacje o stali Stal jest stopem żelaza, węgla i innych pierwiastków stopowych o zawartości do 2,14 % węgla. W praktyce, jako stale oznacza się stopy, które najczęściej zawierają żelazo,
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
MODEL FIZYCZNY KONWERTORA TLENOWEGO Z DMUCHEM KOMBINOWANYM. Jacek Pieprzyca, Grzegorz Perzyński
 MODEL FIZYCZNY KONWERTORA TLENOWEGO Z DMUCHEM KOMBINOWANYM. Jacek Pieprzyca, Grzegorz Perzyński Katedra Metalurgii Politechniki Śląskiej, Katowice, Poland Abstrakt W pracy przedstawiono przeprowadzoną
MODEL FIZYCZNY KONWERTORA TLENOWEGO Z DMUCHEM KOMBINOWANYM. Jacek Pieprzyca, Grzegorz Perzyński Katedra Metalurgii Politechniki Śląskiej, Katowice, Poland Abstrakt W pracy przedstawiono przeprowadzoną
METALURGIA EKSTRAKCYJNA ŻELAZA
 im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Andrzej Michaliszyn Dr inż. Arkadiusz Klimczyk METALURGIA EKSTRAKCYJNA
im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Andrzej Michaliszyn Dr inż. Arkadiusz Klimczyk METALURGIA EKSTRAKCYJNA
Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
 PROJEKT NR: POIG.01.01.02-00-015/09 Zaawansowane materiały i technologie ich wytwarzania Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
PROJEKT NR: POIG.01.01.02-00-015/09 Zaawansowane materiały i technologie ich wytwarzania Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
(12) OPIS PATENTOWY (19)PL
 OPIS PATENTOWY (19)PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19)PL Numer zgłoszenia: 301009 (22) Data zgłoszenia. 03.04.1992 (86) Data i numer zgłoszenia międzynarodowego: 03.04.1992,
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19)PL Numer zgłoszenia: 301009 (22) Data zgłoszenia. 03.04.1992 (86) Data i numer zgłoszenia międzynarodowego: 03.04.1992,
CIENKOŚCIENNE KONSTRUKCJE METALOWE
 CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
NAGRZEWANIE ELEKTRODOWE
 INSTYTUT INFORMATYKI STOSOWANEJ POLITECHNIKI ŁÓDZKIEJ Ćwiczenia Nr 7 NAGRZEWANIE ELEKTRODOWE 1.WPROWADZENIE. Nagrzewanie elektrodowe jest to nagrzewanie elektryczne oparte na wydzielaniu, ciepła przy przepływie
INSTYTUT INFORMATYKI STOSOWANEJ POLITECHNIKI ŁÓDZKIEJ Ćwiczenia Nr 7 NAGRZEWANIE ELEKTRODOWE 1.WPROWADZENIE. Nagrzewanie elektrodowe jest to nagrzewanie elektryczne oparte na wydzielaniu, ciepła przy przepływie
Krakowski oddział ArcelorMittal Poland
 Krakowski oddział ArcelorMittal Poland Firmy działające w otoczeniu krakowskiej huty Ponad 230 podmiotów z branż: Produkcja materiałów metalowych, Odlewnictwo, Przetwórstwo materiałów sypkich, Zabezpieczenia
Krakowski oddział ArcelorMittal Poland Firmy działające w otoczeniu krakowskiej huty Ponad 230 podmiotów z branż: Produkcja materiałów metalowych, Odlewnictwo, Przetwórstwo materiałów sypkich, Zabezpieczenia
Recykling - metale Laboratorium (hala A15 Zakład Odlewnictwa)
") Politechnika Poznańska Instytut Technologii Materiałów Zakład Odlewnictwa Recykling - metale Laboratorium (hala A15 Zakład Odlewnictwa) Prowadzący: Dr inż. Łukasz Bernat (recykling metali) Dr inż. Dorota
Politechnika Poznańska Instytut Technologii Materiałów Zakład Odlewnictwa Recykling - metale Laboratorium (hala A15 Zakład Odlewnictwa) Prowadzący: Dr inż. Łukasz Bernat (recykling metali) Dr inż. Dorota
PL B1. AKADEMIA GÓRNICZO-HUTNICZA IM. STANISŁAWA STASZICA W KRAKOWIE, Kraków, PL BUP 07/13
 PL 223174 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223174 (13) B1 (21) Numer zgłoszenia: 401263 (51) Int.Cl. C21C 5/46 (2006.01) F27D 3/15 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 223174 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223174 (13) B1 (21) Numer zgłoszenia: 401263 (51) Int.Cl. C21C 5/46 (2006.01) F27D 3/15 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Nazwa przedmiotu: Zaawansowane technologie odlewania stali Advanced steel casting technologies Kierunek:
 Nazwa przedmiotu: Zaawansowane technologie odlewania stali Advanced steel casting technologies Kierunek: Kod przedmiotu: Zarządzanie i inżynieria produkcji Management and manufacture engineering ZIP.GD4.04
Nazwa przedmiotu: Zaawansowane technologie odlewania stali Advanced steel casting technologies Kierunek: Kod przedmiotu: Zarządzanie i inżynieria produkcji Management and manufacture engineering ZIP.GD4.04
Cr+Cu+Mo+Ni P235GH 1.1 EN ,16 0,35 1,20 0,025 0,020 0,020 c 0,30 0,30 0,08 0,01 b 0,30 0,04 b 0,02 b 0,70
 MATERIAŁ (1) skład chemiczny (analiza wytopu), w % masy a / część I Nazwa stali Grupa stali wg CR ISO 15608 Numer C Si Mn P S Al całk. Cr Cu Mo Nb Ni Ti V Inne Cr+Cu+Mo+Ni P235TR2 1.1 EN 10216-1 1.0255
MATERIAŁ (1) skład chemiczny (analiza wytopu), w % masy a / część I Nazwa stali Grupa stali wg CR ISO 15608 Numer C Si Mn P S Al całk. Cr Cu Mo Nb Ni Ti V Inne Cr+Cu+Mo+Ni P235TR2 1.1 EN 10216-1 1.0255
Badania nad zastosowaniem kondycjonowania spalin do obniżenia emisji pyłu z Huty Katowice S.A w Dąbrowie Górniczej
 Dr inż. Marian Mazur Akademia Górniczo Hutnicza mgr inż. Bogdan Żurek Huta Katowice S.A w Dąbrowie Górniczej Badania nad zastosowaniem kondycjonowania spalin do obniżenia emisji pyłu z Huty Katowice S.A
Dr inż. Marian Mazur Akademia Górniczo Hutnicza mgr inż. Bogdan Żurek Huta Katowice S.A w Dąbrowie Górniczej Badania nad zastosowaniem kondycjonowania spalin do obniżenia emisji pyłu z Huty Katowice S.A
KREZUS SA Otrzymanie zezwolenia na zbieranie i transport odpadów przez Emitenta
 2015-10-15 10:51 KREZUS SA Otrzymanie zezwolenia na zbieranie i transport odpadów przez Emitenta Raport bieżący z plikiem 33/2015 Podstawa prawna: Art. 56 ust. 1 pkt 2 Ustawy o ofercie - informacje bieżące
2015-10-15 10:51 KREZUS SA Otrzymanie zezwolenia na zbieranie i transport odpadów przez Emitenta Raport bieżący z plikiem 33/2015 Podstawa prawna: Art. 56 ust. 1 pkt 2 Ustawy o ofercie - informacje bieżące
Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu.
 i technologii wytwarzania wyrobu.") STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
DECYZJA. o r z e k a m
 WOJEWODA PODKARPACKI Rzeszów, 2007-05-31 ul. Grunwaldzka 15 35-959 Rzeszów skr.poczt.297 ŚR.IV-6618-3/3/06 DECYZJA Działając na podstawie: - art. 155 ustawy z dnia 14 czerwca 1960 r. Kodeks postępowania
WOJEWODA PODKARPACKI Rzeszów, 2007-05-31 ul. Grunwaldzka 15 35-959 Rzeszów skr.poczt.297 ŚR.IV-6618-3/3/06 DECYZJA Działając na podstawie: - art. 155 ustawy z dnia 14 czerwca 1960 r. Kodeks postępowania
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
Sposób otrzymywania gąsek z aluminium i stopów aluminium w procesie recyklingu złomów i odpadów pokrytych powierzchniowo związkami organicznymi
 PL 216891 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216891 (13) B1 (21) Numer zgłoszenia: 387803 (51) Int.Cl. C22B 21/00 (2006.01) C22B 9/10 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 216891 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216891 (13) B1 (21) Numer zgłoszenia: 387803 (51) Int.Cl. C22B 21/00 (2006.01) C22B 9/10 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Spalarnia. odpadów? jak to działa? Jak działa a spalarnia
 Grzegorz WIELGOSIŃSKI Politechnika Łódzka Spalarnia odpadów jak to działa? a? Jak działa a spalarnia odpadów? Jak działa a spalarnia odpadów? Spalarnia odpadów komunalnych Przyjęcie odpadów, Magazynowanie
Grzegorz WIELGOSIŃSKI Politechnika Łódzka Spalarnia odpadów jak to działa? a? Jak działa a spalarnia odpadów? Jak działa a spalarnia odpadów? Spalarnia odpadów komunalnych Przyjęcie odpadów, Magazynowanie
STALE STOPOWE KONSTRUKCYJNE. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT