Budowa i właściwości przędzy
|
|
|
- Kazimiera Liliana Pietrzyk
- 7 lat temu
- Przeglądów:
Transkrypt
1 Katedra Materiałoznawstwa, Towaroznawstwa i Metrologii Włókienniczej Budowa i właściwości przędzy Prof. dr hab. Izabella Krucińska Wykład przeznaczony dla studentów Wzornictwa
2 Zasada przędzenia
3 Podział przędzenia
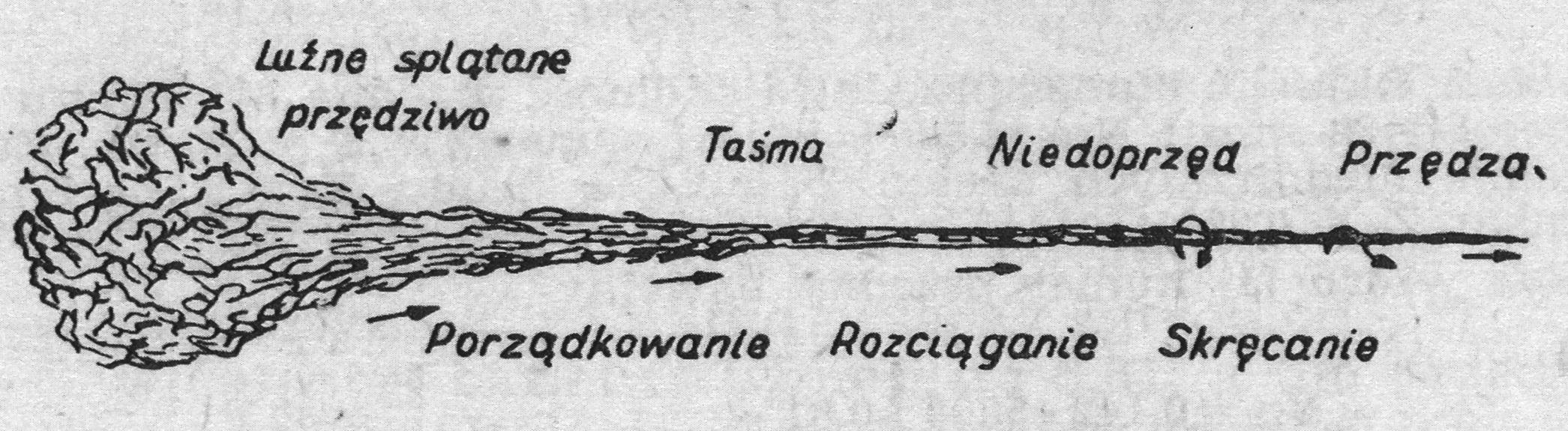
4 Włókno tekstylne jest to ciało charakteryzujące się giętkością, cienkością i dużą wartością ilorazu jego długości i przekroju poprzecznego, przydatne do zastosowań włókienniczych. Włókno odcinkowe jest to włókno tekstylne o ograniczonej długości. W zależności od rodzaju włókien ich masa liniowa wynosi najczęściej od 1,0 do 20 dtex. Taśma przędna jest to bardzo długi zespół włókien odcinkowych w zasadzie sparalelizowanych i bez skrętu, wykazujący zdolność rozciągania w procesie przędzalniczym. Masa liniowa taśm bawełniarskich najczęściej waha się od 3 do ktex, a wełniarskich od 5 do 20 ktex.
5 Niedoprzęd jest to bardzo długi zespół włókien odcinkowych w zasadzie sparalelizowanych z nieznacznym skrętem, ale wykazującym zdolność rozciągania w procesie przędzalniczym. Najczęstsze masy liniowe niedoprzędu to tex. Przędza jest to nitka wykonana z włókien odcinkowych, zazwyczaj zespolonych skrętem o kierunku skrętu Z lub S. (Masa liniowa przędz waha się w szerokich granicach od 4 do 200 tex). Przędzę pojedynczą oznacza się podając: masę liniową przędzy, kierunek skrętu i wartość liczby skrętu. W systemie uproszczonym podaje się tylko masę liniową przędzy. Przykładowe oznaczenie przędzy przedstawia się następująco: 40 tex Z 660 lub 40 tex.
6 Nitka jest to wyrób tekstylny charakteryzujący się bardzo dużą długością i stosunkowo małym przekrojem poprzecznym, składający się z włókien odcinkowych i/lub filamentów skręconych ze sobą lub nieskręconych. Nitka łączona jest to nitka utworzona z dwu lub większej liczby nitek (przędz) nawiniętych wspólnie bez wzajemnego skręcenia, np. nitka łączona podwójnie, potrójnie, poczwórnie, pięć razy itd. Oznaczenie: nitki łączone o identycznych składowych np. 40 tex S 155 x 2 t0 lub 40 tex x 2 t0 (t0 - oznacza brak skrętu); nitki łączone o różnych składowych np. (25 tex S tex Z 80) t0 lub (25 tex + 60 tex) t0.
7 Nitka wielokrotna albo nitkowana jest to nitka utworzona przez skręcenie ze sobą w jednej operacji dwu lub więcej nitek pojedynczych. Przedstawia to rysunek poniżej Oznaczenie: 34 tex S 600 x 2 Z 400; R 69,3 lub 34 tex x 2; R 69,3. (R oznacza masę liniową nitki wielokrotnej). W wyniku skręcania przędz pojedynczych wzrasta masa liniowa nitki wielokrotnej i to zarówno wskutek łączenia przędz jak i skurczu występującego podczas skręcania. Oznaczenie nitki wielokrotnej o różnych składowych przedstawia się następująco np. (25 tex S tex Z 80) S 360; R 89,2 tex lub 25 tex + 60 tex; R 89,2 tex.
8 Nitka skręcana wielostopniowo utworzona jest przez skręcenie ze sobą nitek wielokrotnych lub nitek pojedynczych i nitek wielokrotnych. Przykłady oznaczeń nitek skręcanych wielostopniowo oraz ich graficzne odwzorowanie wg PN-79/P przedstawiono na rysunkach a i b. Nitka przedstawiona na rys. b powstała w wyniku skręcenia nitki dwukrotnej oraz jedwabiu (f) wielowłóknowego o liczbie włókien 15, bezskrętowego t0.
9 Przędza z włókien ciągłych teksturowana jest to jedwab modyfikowany. W wyniku operacji mechanicznotermicznych lub pneumatycznych znacznie wzrasta wydłużenie jedwabiu na rozciąganie oraz rośnie jego objętość. Strumień włókien jest pojęciem często stosowanym w procesach przędzalniczych. Nazwa ta obejmuje formy przejściowe od pokładu włókien do przędzy. Cechą wspólną wszystkich strumieni włókien jest stykanie się włókien, co zapewnia im pewną wytrzymałość, przede wszystkim w kierunku ułożenia włókien, a więc w kierunku wzdłużnym. W przypadku takich strumieni jak pokład włókien czy taśma, siły dociskające włókna są bardzo małe i o wytrzymałości na rozciąganie decyduje szczepliwość włókien. Niedoprzęd i przędza mają znacznie większą wytrzymałość dzięki siłom tarcia występującym między włóknami w wyniku działania sił normalnych wywołanych skręcaniem.
10 Rodzaje przędz Poza ogólnymi nazwami przędz uwzględnionymi w schemacie morfologicznym stosuje się poniższe określenia przędz. Przędza osnowowa jest przeznaczona na osnowę tkaniny, może być pojedyncza lub wielokrotna (nitkowana). Charakteryzuje się dużym współczynnikiem skrętu, zapewniającym wysoką wytrzymałość przędzy na rozciąganie. Przędza wątkowa jest przeznaczona na wątek tkaniny. Charakteryzuje się niższym skrętem od przędzy osnowowej. Przędza półosnowowa jest to przędza bawełniana o współczynniku skrętu pośrednim między przędzą wątkową i osnowową.
11 Przędza dziewiarska charakteryzuje się niskim skrętem zapewniającym jej miękkość i puszystość. Przędza rdzeniowa składa się z rdzenia, którym jest jedwab oraz oplotu z włókien odcinkowych. Przędza owijana składa się z rdzenia, którym są włókna odcinkowe i oplotu z jedwabiu. Przędza jersey jest to cienka przędza wełniana, czesankowa. Przędza mohairowa jest to przędza jedwabista i lśniąca, wykonana z włosia kozy angorskiej. Przędza szewiotowa jest to przędza czesankowa wełniana o twardym skręcie, z grubszych wełen charakteryzujących się niewielkim skarbikowaniem, ale dużą sprężystością.
12 Przędza wigoniowa (odpadkowa) jest przędzą grubą, wytwarzaną z najniższych gatunków bawełny lub ich mieszanek z odpadkami przędnymi. Przędza merceryzowana jest to przędza bawełniana traktowana roztworem sody kaustycznej powodującej zwiększenie połysku przędzy i najczęściej wytrzymałości na rozciąganie. Przędza parafinowana jest to przędza na którą została naniesiona parafina podczas procesu przędzenia lub przewijania w celu zmniejszenia współczynnika tarcia do 0,12-0,15. Przędza parafinowana przeznaczana jest na cele dziewiarskie.
13 Przędza opalana jest to przędza, pozbawiona nadmiernej włochatości przez opalanie niepożądanych końców włókien na powierzchni przędzy płomieniem gazowym lub grzejnikiem elektrycznym. Przędza stabilizowana jest to przędza, w której przez zabieg parowania lub działania powietrza o wysokiej temperaturze wyeliminowano działanie momentu skręcającego i tendencję do pętlenia, uzyskując w ten sposób skręt zrównoważony. Przędza krepowa jest przędzą o skręcie nadkrytycznym, nadającym jej tendencję do pętlenia, którą usuwa się przez parowanie. Przędza krepowa ma drobnoziarnistą, w charakterystyczny sposób, nierówną powierzchnię. Najczęściej są stosowane przędze krepowe z jedwabiu ciągłego, w dalszej kolejności z włókien wełnianych i bawełnianych.
14 Przędza fantazyjna lub ozdobna jest to przędza z efektami (dwu- lub wielokrotna), uzyskana przez różne prowadzenie i różną prędkość wydawania jednej lub większej liczby składowych przędz. Mulina jest to nitka dwukrotna, powstała w wyniku skręcenia składowych o odmiennych barwach, wykonanych z tego samego lub różnego surowca. Nici są to najczęściej nitki skręcane wielostopniowo lub nitki rdzeniowe poddane różnym operacjom uszlachetniającym takim jak: barwienie, merceryzacja, opalanie, nabłyszczanie. Nici wykonywane są również z jedwabiu monofilamentowego oraz wielofilamentowego gładkiego i teksturowanego.
15 Włóczki są to nitki wielokrotnie skręcane przy niskim skręcie, co powoduje, że są puszyste i mają miękki chwyt. Przeznaczone są na dzianiny wykonywane ręcznie lub maszynowo. Włóczki mogą być wykonywane z wełny, mieszanek wełny z włóknami chemicznymi oraz 100 % włókien chemicznych odcinkowych. Wytwarzane są również włóczki z jedwabiu teksturowanego. W tym przypadku łączy się i skręca jedwab teksturowany metodą nibyskrętu lub wykorzystuje się jedwab teksturowany metodą pneumatyczną. Liniowe wyroby techniczne charakteryzują się znacznie większą masą liniową niż stosowane w tkactwie czy dziewiarstwie. Zalicza się do nich kordy przeznaczone na opony, transportery i sieci rybackie, sznury, sznurki, liny i powrozy. Wyroby powroźnicze mogą być produkowane przez skręcanie lub splatanie.
16 Systemy przędzenia
17 Systemy bawełniarskie
18 Systemy wełniarskie
19 System konwerterowy W systemach przędzenia można wyodrębnić poszczególne etapy. Liczba ich zależy od stosowanego systemu. Najwięcej występuje w systemach czesankowych. Etapy przędzenia oraz maszyny stosowane w różnych systemach przędzenia wykorzystywanych w przędzalniach bawełny i wełny przedstawia tabelka.
20 Podstawowe operacje technologiczne w różnych systemach przędzenia
21 Zadania etapów podanych w tabeli. Przygotowanie do zgrzeblenia ma na celu, po otwarciu bel, wstępne rozluźnienie, oczyszczenie i wymieszanie włókien. W tym etapie stosuje się różne rodzaje maszyn i różną ich liczbę zależną od rodzaju i gatunku przerabianych włókien. Zgrzeblenie ma na celu rozdzielenie pęczków włókien na włókna pojedyncze, wymieszanie ich i oczyszczenie oraz uformowanie taśmy. Przygotowanie do czesania ma jako główne zadanie wyprostowanie włókien, gdyż w przeciwnym przypadku włókna podczas czesania mogłyby być usunięte do wyczesów (odpadków). Czesanie to operacja, w której z przerabianych włókien usuwa się założony procent włókien najkrótszych, zmniejszając tym samym rozrzut długości włókien.
22 Przygotowanie równomiernej taśmy ma na celu zmniejszenie nierównomierności masy liniowej taśmy, co uzyskuje się w wyniku wielokrotnego łączenia taśm oraz stosowania na rozciągarkach regulatorów rozciągu. Przygotowanie niedoprzędu ma na celu znaczne pocienienie taśmy oraz wzmocnienie cienkiego strumienia włókien w wyniku procesu skręcania lub wałkowania. Przędzenie to proces, w którym zachodzi dalsze pocienianie strumienia włókien (niedoprzędu lub taśmy) do żądanej grubości przędzy i nadawanie odpowiedniego skrętu. W oddziale końcowym zachodzi uszlachetnienie przędzy i nadawanie jej odpowiednich własności.
23 Charakterystyka przędz Produktem końcowym przędzalń jest przędza, której jakość i przeznaczenie zależy od systemu jakim została wykonana. Przędze bawełniane czesane wytwarzane systemem cienkoprzędnym odznaczają się małą masą liniową, równomiernością, dużą gładkością i wytrzymałością. Przeznaczane są do wyrobu najcieńszych tkanin (tkaniny bluzkowe, koszulowe, popeliny płaszczowe) oraz dzianin, nici do szycia i niektórych wyrobów technicznych.
24 Przędze bawełniane zgrzeblone wytwarzane systemem średnioprzędnym ze względu na nie stosowanie procesu czesania są grubsze, bardziej puszyste, mniej wytrzymałe i mają więcej zanieczyszczeń niż przędza z systemu cienkoprzędnego. Przeznaczane są na dzianiny bieliźniane, tkaniny pościelowe i ręcznikowe, tkaniny odzieżowe np. typu texas oraz wyroby drapane. Przędze wełniane czesankowe najczęściej skręca się podwójnie, dzięki czemu uzyskuje się większą wytrzymałość, wydłużenie i równomierność masy przędzy. Przeznacza sieje na cienkie wyroby tkackie i dziewiarskie.
25 Przędze wełniane zgrzebne odznaczają się większą grubością i włochatością oraz większą nierównomiernością masy liniowej. Przeznacza się je na grubsze tkaniny płaszczowe, kostiumowe, sukienkowe, wyroby dziewiarskie, dywany i tkaniny techniczne. Tkaniny z przędzy zgrzebnej są często poddawane drapaniu w celu wyciągnięcia części włókien na powierzchnię. Dzięki tej operacji tkanina zyskuje korzystny wygląd zewnętrzny, zwiększa się jej grubość i ciepłochronność. Wydobyte na powierzchnię włókna chronią tkaninę przed ścieraniem i zwiększają jej odporność na zużycie. Przędze zgrzebne wytwarza się najczęściej z mieszanki różnobarwnych składników, dlatego większość wyprodukowanych z nich tkanin charakteryzuje się efektem melanżu, a niejednolitą barwą.
26 Przędze wełniane półczesankowe mają właściwości pośrednie między przędzą czesankową i zgrzebną. Przeznaczane są na tkaniny ubraniowe i obiciowe, dywany, koce, tkaniny techniczne, włóczki i wyroby dziewiarskie. Przędze wytwarzane systemem konwerterowym przędze gładkie z jednorodnych włókien chemicznych wytwarzane są w niewielkich ilościach. Systemem konwerterowym wytwarza się najczęściej przędze puszyste (anilana puszysta). Ponadto system konwerterowy wykorzystuje się do przygotowania taśmy z włókien chemicznych, którą miesza się z taśmą wełnianą.
27 Lp. Rodzaj przędzy Osnowowa Wątkowa Dziewiarska Krytyczny współczynnik skrętu α mk 1. Bawełna: czesana (cienkoprzędna) zgrzeblona (średnioprzędna) odpadkowa(wigoniowa) 2. Wełniana: czesankowa zgrzebna Wartość współczynnika skrętu przędzy z przędzarek obrączkowych Dla przędz wytwarzanych na przędzarkach rotorowych stosuje się wyższe współczynniki skrętu o 10 do 20%.
28 Wartość wytrzymałości na rozciąganie i wydłużanie różnych rodzajów przędz. Lp. Rodzaj przędz Wytrzymałość właściwa Wydłużenie [%] [cn/tex] 1 Przędza bawełniana: osnowa średniowłóknista pojedyncza 9,5-15,5 5-7 osnowa długowłóknista pojedyncza 12,5-18,0 6-8 osnowa długowłóknista oraz czesana 20,5-23, Przędza wełniana czesankowa: osnowa pojedyncza 4,0-7, osnowa dwukrotna 4,5-8, wątkowa pojedyncza 3,5-4, półosnowa pojedyncza 3,0-4, szewiotowa 5,0-7, Przędza wełniana zgrzebna: pojedyncza 2,0-5, dwukrotna 3,0-6,
29 System USTER TESTER Nierównomierność grubości należy do podstawowych wskaźników jakościowych nitek. Utrzymywanie jej w możliwie niskich przedziałach jest ważne zarówno z punktu widzenia wartości technologicznej tzn. przydatności przędzy do tkania, dziania itp. jak i z punktu widzenia jakości otrzymywanych z niej wyrobów, ich wyglądu zewnętrznego. Nierównomierność grubości nitek lub półproduktów przędzalniczych powstaje na skutek zgrubień i pocienień zarówno na krótkich jak i długich odcinkach. Do pomiaru nierównomierności grubości półproduktów przędzalniczych i nitek mogą być stosowane różne metody. Najczęściej stosowaną metodą jest metoda elektropojemnościowa. W oparciu o tę metodę został zbudowany system pomiarowy USTER TESTER powstały na bazie elektropojemnościowego aparatu USTER, który został skonstruowany w roku 1949 przez firmę Uster Technologies AG i przeznaczony był do pomiaru nierównomierności rozkładu masy w strumieniu włókien, tzn. w półproduktach włókienniczych i nitkach.
30 Opis przyrządu USTER TESTER System USTER TESTER 4 jest wielofunkcyjnym systemem pomiarowym o budowie modułowej. Moduł CS jest oparty na zasadzie elektropojemnościowej i pozwala wyznaczyć wskaźniki charakteryzujące nierównomierność grubości strumienia włókien oraz przeprowadzić ich analizę. Moduł OM przeznaczony jest do badania średnicy, gęstości pozornej i kształtu przekroju porzecznego przędzy. Moduł OH służy do badania włochatości przędzy. Moduł OI umożliwi przeprowadzenie analizy zanieczyszczeń przędzy.
31 System USTER TESTER składa się z kilku urządzeń. Urządzenia wchodzące w skład systemu USTER TESTER 4-SX to: aparat główny, zawierający wymienione powyżej moduły (wszystkie bądź wybrane), z transporterem oraz wymiennym podajnikiem przędzy (w wersji automatycznej przyrządu), drukarka, rama natykowa, urządzenie odwijające przędze, podajnik taśmy i niedoprzędu, komputer z oprogramowaniem WINDOWS NT oraz specjalnym programem dla USTER TESTER 4.
32 Głównym modułem systemu USTER TESTER 4 jest moduł CS (skrót od ang. Capacitive/Staple) służący do pomiaru nierównomierności rozkładu masy liniowych wyrobów włókienniczych metodą elektropojemnościową. Na płycie czołowej na zewnątrz aparatu znajdują się kondensatory pomiarowe. Badany strumień włókien w stanie naprężonym jest prowadzony pomiędzy okładkami kondensatora pomiarowego.
33 Podajnik przędzy Kondensatory Naprężacz przędzy
34 Moduł CS systemu USTER TESTER W systemie USTER TESTER praca modułów przeznaczonych do pomiaru i analizy nierównomierności rozkładu masy strumienia włókien tzn. taśmy, niedoprzędu bądź przędzy oparta jest na zasadzie zmian pojemności elektrycznej kondensatorów. Schematycznie zasadę działania aparatu przedstawiono na rysunku. Schemat działania aparatu z wykorzystaniem metody elektropojemnościowej
35 Wskaźniki nierównomierności rozkładu masy w strumieniu włókien Nierównomierność grubości strumienia włókien w omawianym systemie pomiarowym charakteryzowana jest przy użyciu współczynnika zmienności nierównomierności liniowej masy strumienia włókien. Chwilowa masa strumienia włókien o nierównej grubości T- czas obserwacji, x i - chwilowa wartość masy strumienia włókien, x- średnia wartość masy na odcinku zarejestrowanym czasie T, a- obszar przedstawiający różnice pomiędzy wartością chwilową masy i wartością średnią w strumieniu włókien (zakreskowany obszar)
36 Wyraz analityczny nierównomierności liniowej masy jest następujący: U 1 x T T 0 x i xdt Jeśli nierównomierność liniowa wyrażana jest w procentach, wówczas wzór przyjmuje następującą postać: U 100 x T T 0 x i xdt
37 dt x x T x v T i dt x x T x v T i Wyrażenie analityczne współczynnika zmienności masy Jeśli współczynnik zmienności masy podawany jest w procentach, wówczas wzór przyjmuje następującą postać:
38 Wyznaczanie wad przędzy - Imperfections Badanie wad przy użyciu systemu USTER TESTER jest prowadzone tylko dla przędz. W przędzach występują wady (ang. Imperfections), które można podzielić na trzy grupy: pocienienia (ang. Thin), pogrubienia (ang. Thick), nopy (ang. Neps). Powstawanie błędów może wynikać z jakości surowca, z którego wytwarzana jest przędza oraz może zależeć od przebiegu procesu technologicznego. Analiza tych błędów pozwala nie tylko na optymalizację procesu technologicznego ale i na ocenę jakości wykorzystanego surowca. Pocienienia i pogrubienia, które zaliczane są do błędów, charakteryzują się lokalnym odchyleniem od wartości średniej masy w przekroju przędzy w granicach 30% lub odpowiednio +35%. Wady zaliczane do nopów charakteryzują takie pogrubione miejsca przędzy, dla których odchylenia od wartości średniej wynoszą minimum 100%. Poza tym pogrubienia różnią się od nopów tym, że pogrubienia występują na dłuższych odcinkach w porównaniu z długością nopów. Długość pogrubień jest zbliżona do długości włókien, z których wytworzono przędzę. Nopy są wadami powstającymi na bardzo krótkich odcinkach przędzy.
39 Histogram wad

40 Diagram rozkładu masy oraz fotografie przędzy z występującymi w niej wadami
41 Odcinek przędzy z występującymi pocienieniami oraz sygnał odpowiadający tym pocienieniom
42 Dla pogrubień w aparacie USTER TESTER przewidziano poziomy graniczne odchyleń masy w przekroju przędzy od wartości średniej o: +35%, +50%,+70%,+100%. Odcinek przędzy z występującymi w niej pogrubieniami oraz sygnał odpowiadający tym pogrubieniom
43 Odcinek przędzy z występującym w niej nopem oraz odpowiedni sygnał
44 Zalecane przez firmę Uster Technologies AG poziomy przy pomiarze wad w przędzy wytworzonej systemem obrączkowym i systemem rotorowym Rodzaj wady Przędzenie obrączkowe Przędzenie rotorowe Pocienienia -50% -50% Pogrubienia +50% +50% Nopy +200% +280
45 Opis wad rejestrowanych przez system USTER TESTER Typ błędu Poziom Definicja wady Pocienienia -60% Rejestrowane są miejsca o wartości masy osiągającej 40% wartości średniej lub mniej. Są to wyraźne pocienienia, możliwe do rozpoznania na tablicy kontrastowej z odległości kilku metrów -50% Rejestrowane są miejsca o wartości masy osiągającej 50% wartości średniej lub mniej. Pocienienia są dosyć wyraźne, możliwe do rozpoznania na tablicy kontrastowej z odległości jednego metra -40% Rejestrowane są miejsca o wartości masy osiągającej 60% wartości średniej lub mniej. Są to małe pocienienia, możliwe do rozpoznania na tablicy kontrastowej po dokładnej obserwacji. -30% Rejestrowane są miejsca o wartości masy osiągającej 70% wartości średniej lub mniej. Pocienienia są bardzo małe, bardzo trudne do rozpoznania na tablicy kontrastowej
46 Typ błędu Poziom Definicja wady Pogrubienia +100% Rejestrowane są miejsca o wartości masy osiągającej 200% wartości średniej lub więcej. Są to wyraźne pogrubienia +70% Rejestrowane są miejsca o wartości masy osiągającej 170% wartości średniej lub więcej. Są to dosyć wyraźne pogrubienia, możliwe do rozpoznania na tablicy kontrastowej z odległości kilku metrów. +50% Rejestrowane są miejsca o wartości masy osiągającej 150% wartości średniej lub więcej. Pogrubienia są małe, możliwe do rozpoznania na tablicy kontrastowej z bardzo bliskiej odległości. +35% Rejestrowane są miejsca o wartości masy osiągającej 135% wartości średniej lub więcej. Są to małe pogrubienia, możliwe do rozpoznania na tablicy kontrastowej po dokładnej obserwacji
47 Typ błędu Poziom Definicja wady Nopy +400% Rejestrowane są miejsca o wartości masy osiągającej 500% wartości średniej lub więcej - bardzo duże nopy +280% Rejestrowane są miejsca o wartości masy osiągającej 380% wartości średniej lub więcej. Są to dosyć duże nopy, możliwe do rozpoznania na tablicy kontrastowej z odległości kilku metrów. +200% Rejestrowane są miejsca o wartości masy osiągającej 300% wartości średniej lub więcej. Te nopy są małe, możliwe do rozpoznania na tablicy kontrastowej z bardzo bliskiej odległości. +140% Rejestrowane są miejsca o wartości masy osiągającej 240% wartości średniej lub więcej. Są to bardzo małe nopy, możliwe do rozpoznania na tablicy kontrastowej po dokładnej obserwacji.
48 Wyznaczanie średnicy, gęstości i kształtu przekroju poprzecznego przędzy (moduł OM) Poza podstawowym modułem elektropojemnościowym w skład systemu może wchodzić kilka modułów elektrooptycznych pozwalających na pomiar dodatkowych wskaźników charakteryzujących jakość przędz. Jednym z modułów elektrooptycznych wchodzących w skład systemu USTER TESTER jest moduł OM (skrót od ang. Optical Multifunctional) przeznaczony do pomiaru średnicy, gęstości pozornej i kształtu przekroju porzecznego przędzy.
49 Zasada działania modułu OM Elementem aktywnym modułu OM jest czujnik optyczny, który mierzy średnicę przędzy w dwóch wzajemnie prostopadłych kierunkach, za pomocą optycznych przekaźników, zwierciadeł i przetworników umieszczonych z dwóch stron badanej próbki, jak to schematycznie przedstawiono na rysunku Układ elementów pomiarowych w czujniku OM
50 Wskaźniki otrzymywane za pomocą modułu OM Za pomocą czujnika optycznego OM można otrzymać następujące wskaźniki charakteryzujące jakość przędzy: średnią średnicę przędzy wyrażoną w milimetrach dla przebadanego odcinka przędzy, diagram bezwzględnych zmian średnicy przędzy, spektrogram służący do analizy okresowości nierównomierności średnicy przędzy, histogram przedstawiający rozkład odchyleń wartości średnicy od wartości średniej, krzywą zależności współczynnika zmienności średnicy przędzy od długości pola pomiarowego, kształt (stopień eliptyczności) przekroju poprzecznego przędzy w przebadanym odcinku, gęstość pozorną przędzy obliczoną na podstawie nominalnej masy liniowej i pola przekroju poprzecznego przędzy.
51 Zasada pomiaru włochatości Zasada działania czujnika OH (skrót od ang. Optical Hairinness). Promieniowanie monochromatyczne generowane przez laser oświetla włókna odstające od tronu przędzy, które rozpraszają równoległą wiązkę światła. Sam trzon przędzy jest ciemny, ponieważ nie przepuszcza światła. Światło rozproszone jest skupiane przez system soczewek i poddawane detekcji w czujniku optoelektrycznym. Światło to podlega procesom refrakcji, dyfrakcji i odbiciu od poszczególnych włókien w wyniku czego odstające włókna obserwowane są jako włókna świecące. Wynikowy sygnał elektryczny jest proporcjonalny do intensywności światła pochodzącego od rozproszenia na włóknach odstających od trzonu przędzy.
52 Zasada pomiaru włochatości
 przędza o")


53 a) b) c) a) - przędza cienka, b) przędza o średniej grubości, c) - przędza gruba Widoki przędz o różnej grubości zarejestrowane przez przetwornik modułu OH
54 Wskaźniki włochatości przędzy Wyniki pomiaru włochatości są podawane w postaci liczbowej i graficznej. W postaci liczbowej podawana jest średnia włochatość H obliczona w przebadanej długości przędzy oraz wartość odchylenia standardowego sh włochatości. Włókiennicy w badaniach posługują się zazwyczaj wartością współczynnika zmienności. Ponieważ włochatość może cechować się dużą zmiennością w jednej partii przędzy, jej współczynnik zmienności CV H może znacznie zmieniać się mimo stałej wartości odchylenia standardowego. Stąd też w badaniach włochatości zdecydowano wyznaczać jedynie odchylenie standardowe.
55 Poza tym w postaci liczbowej podawane są wartości Hmax i Hmin przedstawiające największą i najmniejszą wartość włochatości otrzymanej dla próbki przędzy o wybranej długości badanego odcinka. Za pomocą Hmax/Hmin można oszacować różnice we włochatości wewnątrz przebadanego odcinka przędzy. Dla wyznaczania tej wartości proponowane są następujące długości badanych odcinków: 1m, 3m, 10m. W postaci graficznej podawane są następujące wyniki: diagramy przedstawiające rozkład włochatości na długości przebadanej przędzy. spektrogramy przedstawiające analizę zmian okresowych. spektrogramy mogą być przedstawione pojedynczo dla każdego pomiaru lub dla kilku pomiarów na wykresie zbiorowym. histogramy. wykresy zależności odchylenia standardowego włochatości od długości badanych odcinków.

56 Cząstki zanieczyszczeń i kurzu w porównaniu ze średnicą przędzy bawełnianej o masie liniowej 20 tex
57 Wskaźniki charakteryzujące zanieczyszczenia przędzy Za pomocą czujnika OI można otrzymać następujące dane dotyczące jakości badanej przędzy: liczbę cząstek zanieczyszczeń w przeliczeniu na kilometr przebadanej przędzy, masę cząstek zanieczyszczeń wyrażoną w gramach w przeliczeniu na kilometr przebadanej przędzy, średnią średnicę cząstek zanieczyszczeń wyrażoną w μm, liczbę cząstek kurzu w przeliczeniu na kilometr przebadanej przędzy, masę cząstek kurzu wyrażoną w gramach w przeliczeniu na kilometr przebadanej przędzy, średnią średnicę cząstek kurzu wyrażoną w μm.
58 Grawimetryczna metoda wyznaczania masy liniowej Do wyznaczania masy liniowej metodą grawimetryczną w systemie USTER TESTER jest wykorzystywany specjalny moduł FA (skrót od niem. Automatische GarnFeinheitsbestimmung). Podczas badania odcinek przędzy o określonej długości jest wycinany, pneumatycznie przenoszony na wagę, ważony a następnie usuwany do pojemnika na wykorzystaną przędzę. Elektropojemnościowa metoda wyznaczania masy liniowej Metoda oparta jest na wykorzystaniu liniowej zależności sygnału rejestrowanego przez czujnik elektropojemnościowy systemu USTER TESTER od masy strumienia włókien znajdującego się w polu pomiarowym czujnika. W systemie jednocześnie prowadzone są obliczenia średniej masy strumienia włókien oraz określony jest współczynnik zmienności masy liniowej.
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik włókienniczych wyrobów dekoracyjnych 311[4
 Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik włókienniczych wyrobów dekoracyjnych 311[4 Zadanie egzaminacyjne Zleceniodawca złożył zamówienie na wykonanie kilimu i przedstawił
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik włókienniczych wyrobów dekoracyjnych 311[4 Zadanie egzaminacyjne Zleceniodawca złożył zamówienie na wykonanie kilimu i przedstawił
WYKŁAD IV 27 PAŹDZIERNIKA 2016 mgr inż. Marta Kasprzyk
 WYKŁAD IV 27 PAŹDZIERNIKA 2016 mgr inż. Marta Kasprzyk PRZETWÓRSTWO TKANIN TRADYCYJNYCH KLASYFIKACJA WŁÓKIEN Włókna Naturalne Chemiczne Organiczne Nieorganiczne Organiczne Nieorganiczne bawełna len wełna
WYKŁAD IV 27 PAŹDZIERNIKA 2016 mgr inż. Marta Kasprzyk PRZETWÓRSTWO TKANIN TRADYCYJNYCH KLASYFIKACJA WŁÓKIEN Włókna Naturalne Chemiczne Organiczne Nieorganiczne Organiczne Nieorganiczne bawełna len wełna
mgr inż. Marta Kasprzyk
 mgr inż. Marta Kasprzyk PRZETWÓRSTWO TKANIN TRADYCYJNYCH: TECHNOLOGIA WYTWARZANIA, TKANIA I FARBOWANIA MATERIAŁÓW KLASYFIKACJA WŁÓKIEN Włókna Naturalne Chemiczne Organiczne Nieorganiczne Organiczne Nieorganiczne
mgr inż. Marta Kasprzyk PRZETWÓRSTWO TKANIN TRADYCYJNYCH: TECHNOLOGIA WYTWARZANIA, TKANIA I FARBOWANIA MATERIAŁÓW KLASYFIKACJA WŁÓKIEN Włókna Naturalne Chemiczne Organiczne Nieorganiczne Organiczne Nieorganiczne
BADANIE PARAMETRÓW WYTRZYMAŁOŚCIOWYCH DZIANIN LEWO-PRAWYCH WYKONANYCH Z PRZĘDZ DZIANYCH. Wojciech Pawłowski
 BADANIE PARAMETRÓW WYTRZYMAŁOŚCIOWYCH DZIANIN LEWO-PRAWYCH WYKONANYCH Z PRZĘDZ DZIANYCH 1. Wprowadzenie Wojciech Pawłowski W porównaniu z tkaninami dzianiny charakteryzują się dużą rozciągliwością i sprężystością.
BADANIE PARAMETRÓW WYTRZYMAŁOŚCIOWYCH DZIANIN LEWO-PRAWYCH WYKONANYCH Z PRZĘDZ DZIANYCH 1. Wprowadzenie Wojciech Pawłowski W porównaniu z tkaninami dzianiny charakteryzują się dużą rozciągliwością i sprężystością.
Projekt może być przedstawiony w formie opisowej, graficznej (schemat blokowy) lub tabelarycznej.
 lub tabelarycznej.") Treść zadania Opracuj projekt realizacji prac z zakresu projektowania, przygotowania i wytwarzania pięciokolorowej narzuty tkanej stylizowanej na pasiaku łowickim. Zleceniodawca przedstawił zakładowi rzemieślniczemu
Treść zadania Opracuj projekt realizacji prac z zakresu projektowania, przygotowania i wytwarzania pięciokolorowej narzuty tkanej stylizowanej na pasiaku łowickim. Zleceniodawca przedstawił zakładowi rzemieślniczemu
Wpływ wybranych parametrów włókien decydujących o jakości formowanych przędz
 i funkcji. Przy ocenie za pomocą indeksu PCI kluczowe znaczenie ma dobór właściwości, w oparciu o które obliczany jest wskaźnik oraz znajomość ich wpływu na odczucie komfortu fizjologicznego. LITERATURA
i funkcji. Przy ocenie za pomocą indeksu PCI kluczowe znaczenie ma dobór właściwości, w oparciu o które obliczany jest wskaźnik oraz znajomość ich wpływu na odczucie komfortu fizjologicznego. LITERATURA
Analiza porównawcza dwóch metod wyznaczania wskaźnika wytrzymałości na przebicie kulką dla dzianin
 Analiza porównawcza dwóch metod wyznaczania wskaźnika wytrzymałości na przebicie kulką dla dzianin B. Wilbik-Hałgas, E. Ledwoń Instytut Technologii Bezpieczeństwa MORATEX Wprowadzenie Wytrzymałość na działanie
Analiza porównawcza dwóch metod wyznaczania wskaźnika wytrzymałości na przebicie kulką dla dzianin B. Wilbik-Hałgas, E. Ledwoń Instytut Technologii Bezpieczeństwa MORATEX Wprowadzenie Wytrzymałość na działanie
mgr inż. Halina Królikowska Kierownik Laboratorium Badań Surowców i Wyrobów Włókienniczych-IW
 Parametry techniczno-techologiczne, wytrzymałościowe, użytkowe oraz komfortu fizjologicznego materiałów przeznaczonych do stosowania na elementy odzieży służbowej dla transportu publicznego mgr inż. Halina
Parametry techniczno-techologiczne, wytrzymałościowe, użytkowe oraz komfortu fizjologicznego materiałów przeznaczonych do stosowania na elementy odzieży służbowej dla transportu publicznego mgr inż. Halina
Rys.4 Budowa przędzy dziewiarskiej. Rys.2 Budowa przędzy dziewiarskiej dzianej- wariant2. dzianej- wariant3. Rys.3 Budowa przędzy dziewiarskiej
 WŁASNOŚCI DZIANIN LEWO-PRAWYCH Z PRZĘDZ DZIANYCH Z DODATKIEM LYCRY Beata Nowak 1. Wstęp Łańcuszek jest jednym z podstawowych splotów dziewiarskich. Do wytworzenia lewo-prawej został użyty jego nietypowy
WŁASNOŚCI DZIANIN LEWO-PRAWYCH Z PRZĘDZ DZIANYCH Z DODATKIEM LYCRY Beata Nowak 1. Wstęp Łańcuszek jest jednym z podstawowych splotów dziewiarskich. Do wytworzenia lewo-prawej został użyty jego nietypowy
BUDOWA I TECHNOLOGIA PRZĘDZ
 BUDOWA I TECHNOLOGIA PRZĘDZ laboratorium Kierunek: Włókiennictwo Specjalność: Włókiennicza Inżynieria Mechaniczna sem. 5 1. Systemy i plany przędzenia 2. Obliczenia kinematyczne w przędzalni 3. Synchronizacja
BUDOWA I TECHNOLOGIA PRZĘDZ laboratorium Kierunek: Włókiennictwo Specjalność: Włókiennicza Inżynieria Mechaniczna sem. 5 1. Systemy i plany przędzenia 2. Obliczenia kinematyczne w przędzalni 3. Synchronizacja
STATYCZNA PRÓBA ROZCIĄGANIA
 Mechanika i wytrzymałość materiałów - instrukcja do ćwiczenia laboratoryjnego: STATYCZNA PRÓBA ROZCIĄGANIA oprac. dr inż. Jarosław Filipiak Cel ćwiczenia 1. Zapoznanie się ze sposobem przeprowadzania statycznej
Mechanika i wytrzymałość materiałów - instrukcja do ćwiczenia laboratoryjnego: STATYCZNA PRÓBA ROZCIĄGANIA oprac. dr inż. Jarosław Filipiak Cel ćwiczenia 1. Zapoznanie się ze sposobem przeprowadzania statycznej
SPOSOBY WRABIANIA NITEK ELASTOMEROWYCH W DZIANINY O SPOLOCIE LEWOPRAWYM. Nelly Fengler, Marlena Kaliniak
 SPOSOBY WRABIANIA NITEK ELASTOMEROWYCH W DZIANINY O SPOLOCIE LEWOPRAWYM Nelly Fengler, Marlena Kaliniak 1. Wstęp Od momentu gdy w USA w 1929r. wyprodukowano po raz pierwszy cienkie włókna gumowe Lastex
SPOSOBY WRABIANIA NITEK ELASTOMEROWYCH W DZIANINY O SPOLOCIE LEWOPRAWYM Nelly Fengler, Marlena Kaliniak 1. Wstęp Od momentu gdy w USA w 1929r. wyprodukowano po raz pierwszy cienkie włókna gumowe Lastex
Katedra Materiałoznawstwa, Towaroznawstwa i Metrologii Włókienniczej, K-48 TEMATY PRAC DYPLOMOWYCH 2011/2012
 Wydział Technologii Materiałowych i Wzornictwa Katedra Materiałoznawstwa, Towaroznawstwa i Metrologii Włókienniczej, K-48 TEMATY PRAC DYPLOMOWYCH 2011/2012 Lp Kierunek i rodzaj studiów Specjalność Opiekun
Wydział Technologii Materiałowych i Wzornictwa Katedra Materiałoznawstwa, Towaroznawstwa i Metrologii Włókienniczej, K-48 TEMATY PRAC DYPLOMOWYCH 2011/2012 Lp Kierunek i rodzaj studiów Specjalność Opiekun
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
MONITOR POLSKI DZIENNIK URZĘDOWY RZECZYPOSPOLITEJ POLSKIEJ
 MONITOR POLSKI DZIENNIK URZĘDOWY RZECZYPOSPOLITEJ POLSKIEJ Warszawa, dnia stycznia 998 r. Nr 3 TREŚĆ: Poz.: OBWIESZCZENIA: 35 - Ministra Gospodarki z dnia 4 stycznia 998 r. w sprawie ogłoszenia listy towarów
MONITOR POLSKI DZIENNIK URZĘDOWY RZECZYPOSPOLITEJ POLSKIEJ Warszawa, dnia stycznia 998 r. Nr 3 TREŚĆ: Poz.: OBWIESZCZENIA: 35 - Ministra Gospodarki z dnia 4 stycznia 998 r. w sprawie ogłoszenia listy towarów
SPRAWOZDANIE Z BADAŃ
 POLITECHNIKA ŁÓDZKA ul. Żeromskiego 116 90-924 Łódź KATEDRA BUDOWNICTWA BETONOWEGO NIP: 727 002 18 95 REGON: 000001583 LABORATORIUM BADAWCZE MATERIAŁÓW I KONSTRUKCJI BUDOWLANYCH Al. Politechniki 6 90-924
POLITECHNIKA ŁÓDZKA ul. Żeromskiego 116 90-924 Łódź KATEDRA BUDOWNICTWA BETONOWEGO NIP: 727 002 18 95 REGON: 000001583 LABORATORIUM BADAWCZE MATERIAŁÓW I KONSTRUKCJI BUDOWLANYCH Al. Politechniki 6 90-924
Laboratorium techniki światłowodowej. Ćwiczenie 3. Światłowodowy, odbiciowy sensor przesunięcia
 Laboratorium techniki światłowodowej Ćwiczenie 3. Światłowodowy, odbiciowy sensor przesunięcia Katedra Optoelektroniki i Systemów Elektronicznych, WETI, Politechnika Gdaoska Gdańsk 2006 1. Wprowadzenie
Laboratorium techniki światłowodowej Ćwiczenie 3. Światłowodowy, odbiciowy sensor przesunięcia Katedra Optoelektroniki i Systemów Elektronicznych, WETI, Politechnika Gdaoska Gdańsk 2006 1. Wprowadzenie
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 12, Data wydania: 2 lipca 2012 r. Nazwa i adres INSTYTUT WŁÓKIENNICTWA
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 12, Data wydania: 2 lipca 2012 r. Nazwa i adres INSTYTUT WŁÓKIENNICTWA
Politechnika Białostocka INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Ścisła próba rozciągania stali Numer ćwiczenia: 2 Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Ścisła próba rozciągania stali Numer ćwiczenia: 2 Laboratorium z przedmiotu:
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
Zjawiska w niej występujące, jeśli jest ona linią długą: Definicje współczynników odbicia na początku i końcu linii długiej.
 1. Uproszczony schemat bezstratnej (R = 0) linii przesyłowej sygnałów cyfrowych. Zjawiska w niej występujące, jeśli jest ona linią długą: odbicie fali na końcu linii; tłumienie fali; zniekształcenie fali;
1. Uproszczony schemat bezstratnej (R = 0) linii przesyłowej sygnałów cyfrowych. Zjawiska w niej występujące, jeśli jest ona linią długą: odbicie fali na końcu linii; tłumienie fali; zniekształcenie fali;
WARUNKI TECHNICZNE 2. DEFINICJE
 WARUNKI TECHNICZNE 1. ZAKRES WARUNKÓW TECHNICZNYCH W niniejszych WT określono wymiary i minimalne wymagania dotyczące jakości (w odniesieniu do wad optycznych i widocznych) szkła float stosowanego w budownictwie,
WARUNKI TECHNICZNE 1. ZAKRES WARUNKÓW TECHNICZNYCH W niniejszych WT określono wymiary i minimalne wymagania dotyczące jakości (w odniesieniu do wad optycznych i widocznych) szkła float stosowanego w budownictwie,
Temat 1 (2 godziny): Próba statyczna rozciągania metali
: Próba statyczna rozciągania metali") Temat 1 (2 godziny): Próba statyczna rozciągania metali 1.1. Wstęp Próba statyczna rozciągania jest podstawowym rodzajem badania metali, mających zastosowanie w technice i pozwala na określenie własności
Temat 1 (2 godziny): Próba statyczna rozciągania metali 1.1. Wstęp Próba statyczna rozciągania jest podstawowym rodzajem badania metali, mających zastosowanie w technice i pozwala na określenie własności
LABORATORIUM MATERIAŁOZNAWSTWA OBUWNICZEGO I ODZIEŻOWEGO
 ZAKŁAD MATERIAŁOZNAWSTWA, TECHNOLOGII OBUWIA I ODZIEŻY LABORATORIUM MATERIAŁOZNAWSTWA OBUWNICZEGO I ODZIEŻOWEGO dr hab. inż. Maria Pawłowa, prof. nadzw. UTH dr inż. Małgorzata Przybyłek W Laboratorium
ZAKŁAD MATERIAŁOZNAWSTWA, TECHNOLOGII OBUWIA I ODZIEŻY LABORATORIUM MATERIAŁOZNAWSTWA OBUWNICZEGO I ODZIEŻOWEGO dr hab. inż. Maria Pawłowa, prof. nadzw. UTH dr inż. Małgorzata Przybyłek W Laboratorium
Politechnika Białostocka INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła próba rozciągania stali Numer ćwiczenia: 1 Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła próba rozciągania stali Numer ćwiczenia: 1 Laboratorium z przedmiotu:
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 1417
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 1417 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa, ul. Szczotkarska 42 Wydanie nr 5 Data wydania: 19 stycznia 2017 r. Nazwa i adres PRZEDSIĘBIORSTWO
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 1417 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa, ul. Szczotkarska 42 Wydanie nr 5 Data wydania: 19 stycznia 2017 r. Nazwa i adres PRZEDSIĘBIORSTWO
STATYCZNA PRÓBA SKRĘCANIA
 Mechanika i wytrzymałość materiałów - instrukcja do ćwiczenia laboratoryjnego: Wprowadzenie STATYCZNA PRÓBA SKRĘCANIA Opracowała: mgr inż. Magdalena Bartkowiak-Jowsa Skręcanie pręta występuje w przypadku
Mechanika i wytrzymałość materiałów - instrukcja do ćwiczenia laboratoryjnego: Wprowadzenie STATYCZNA PRÓBA SKRĘCANIA Opracowała: mgr inż. Magdalena Bartkowiak-Jowsa Skręcanie pręta występuje w przypadku
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
Politechnika Białostocka INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła statyczna próba ściskania metali Numer ćwiczenia: 3 Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła statyczna próba ściskania metali Numer ćwiczenia: 3 Laboratorium z przedmiotu:
PROGRAM NAUCZANIA ZAJĘCIA TECHNICZNE
 PROGRAM NAUCZANIA ZAJĘCIA TECHNICZNE KLASA II Gimnazjum Numer dopuszczenia: 199 / 2009 Podręcznik: Zajęcia techniczne. Wydawnictwo OPERON 1 Dział podręcznika Temat lekcji [L. godzin] Treści nauczania Procedury
PROGRAM NAUCZANIA ZAJĘCIA TECHNICZNE KLASA II Gimnazjum Numer dopuszczenia: 199 / 2009 Podręcznik: Zajęcia techniczne. Wydawnictwo OPERON 1 Dział podręcznika Temat lekcji [L. godzin] Treści nauczania Procedury
Wyznaczanie modułu Younga metodą strzałki ugięcia
 Ćwiczenie M12 Wyznaczanie modułu Younga metodą strzałki ugięcia M12.1. Cel ćwiczenia Celem ćwiczenia jest wyznaczenie wartości modułu Younga różnych materiałów poprzez badanie strzałki ugięcia wykonanych
Ćwiczenie M12 Wyznaczanie modułu Younga metodą strzałki ugięcia M12.1. Cel ćwiczenia Celem ćwiczenia jest wyznaczenie wartości modułu Younga różnych materiałów poprzez badanie strzałki ugięcia wykonanych
NORMA ZAKŁADOWA. 2.2 Grubość szkła szlifowanego oraz jego wymiary
 NORMA ZAKŁADOWA I. CEL: Niniejsza Norma Zakładowa Diversa Diversa Sp. z o.o. Sp.k. stworzona została w oparciu o Polskie Normy: PN-EN 572-2 Szkło float. PN-EN 12150-1 Szkło w budownictwie Norma Zakładowa
NORMA ZAKŁADOWA I. CEL: Niniejsza Norma Zakładowa Diversa Diversa Sp. z o.o. Sp.k. stworzona została w oparciu o Polskie Normy: PN-EN 572-2 Szkło float. PN-EN 12150-1 Szkło w budownictwie Norma Zakładowa
Metody badań kamienia naturalnego: Oznaczanie wytrzymałości na zginanie pod działaniem siły skupionej
 Metody badań kamienia naturalnego: Oznaczanie wytrzymałości na zginanie pod działaniem siły skupionej 1. Zasady metody Zasada metody polega na stopniowym obciążaniu środka próbki do badania, ustawionej
Metody badań kamienia naturalnego: Oznaczanie wytrzymałości na zginanie pod działaniem siły skupionej 1. Zasady metody Zasada metody polega na stopniowym obciążaniu środka próbki do badania, ustawionej
Naprężenia i odkształcenia spawalnicze
 Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Zadania ze statystyki, cz.6
 Zadania ze statystyki, cz.6 Zad.1 Proszę wskazać, jaką część pola pod krzywą normalną wyznaczają wartości Z rozkładu dystrybuanty rozkładu normalnego: - Z > 1,25 - Z > 2,23 - Z < -1,23 - Z > -1,16 - Z
Zadania ze statystyki, cz.6 Zad.1 Proszę wskazać, jaką część pola pod krzywą normalną wyznaczają wartości Z rozkładu dystrybuanty rozkładu normalnego: - Z > 1,25 - Z > 2,23 - Z < -1,23 - Z > -1,16 - Z
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 18 Data wydania: 11 maja 2018 r. Nazwa i adres AB 164 Kod identyfikacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 18 Data wydania: 11 maja 2018 r. Nazwa i adres AB 164 Kod identyfikacji
STATYCZNA PRÓBA ROZCIĄGANIA
 STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
PL B1. Sposób wytwarzania tkaniny zdrowotnej i tkanina zdrowotna wytworzona tym sposobem
 PL 216690 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216690 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 391751 (22) Data zgłoszenia: 05.07.2010 (51) Int.Cl.
PL 216690 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216690 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 391751 (22) Data zgłoszenia: 05.07.2010 (51) Int.Cl.
PL B1. Sposób wytwarzania tkaniny prozdrowotnej oraz tkanina prozdrowotna otrzymana tym sposobem
 PL 217711 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217711 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 390591 (22) Data zgłoszenia: 02.03.2010 (51) Int.Cl.
PL 217711 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217711 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 390591 (22) Data zgłoszenia: 02.03.2010 (51) Int.Cl.
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 16 Data wydania: 19 kwietnia 2016 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 16 Data wydania: 19 kwietnia 2016 r. Nazwa i adres INSTYTUT
Wskaźnik szybkości płynięcia termoplastów
 Katedra Technologii Polimerów Przedmiot: Inżynieria polimerów Ćwiczenie laboratoryjne: Wskaźnik szybkości płynięcia termoplastów Wskaźnik szybkości płynięcia Wielkością która charakteryzuje prędkości płynięcia
Katedra Technologii Polimerów Przedmiot: Inżynieria polimerów Ćwiczenie laboratoryjne: Wskaźnik szybkości płynięcia termoplastów Wskaźnik szybkości płynięcia Wielkością która charakteryzuje prędkości płynięcia
RZECZPOSPOLITAPOLSKA (12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITAPOLSKA (12) OPIS PATENTOWY (19) PL (11) 177253 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 311595 (22) Data zgłoszenia: 29.11.1995 (51) IntCl6: D03D 15/00 (54)
RZECZPOSPOLITAPOLSKA (12) OPIS PATENTOWY (19) PL (11) 177253 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 311595 (22) Data zgłoszenia: 29.11.1995 (51) IntCl6: D03D 15/00 (54)
POLITECHNIKA GDAŃSKA WYDZIAŁ CHEMICZNY KATEDRA TECHNOLOGII POLIMERÓW
 POLITECHNIKA GDAŃSKA WYDZIAŁ CHEMICZNY KATEDRA TECHNOLOGII POLIMERÓW PRZETWÓRSTWO TWORZYW SZTUCZNYCH I GUMY Lab 8. Wyznaczanie optimum wulkanizacji mieszanek kauczukowych na reometrze Monsanto oraz analiza
POLITECHNIKA GDAŃSKA WYDZIAŁ CHEMICZNY KATEDRA TECHNOLOGII POLIMERÓW PRZETWÓRSTWO TWORZYW SZTUCZNYCH I GUMY Lab 8. Wyznaczanie optimum wulkanizacji mieszanek kauczukowych na reometrze Monsanto oraz analiza
Laboratorium techniki światłowodowej. Ćwiczenie 5. Badanie wpływu periodycznych zgięd na tłumiennośd światłowodu
 Laboratorium techniki światłowodowej Ćwiczenie 5. Badanie wpływu periodycznych zgięd na tłumiennośd Katedra Optoelektroniki i Systemów Elektronicznych, WETI, Politechnika Gdaoska Gdańsk 2006 1. Wprowadzenie
Laboratorium techniki światłowodowej Ćwiczenie 5. Badanie wpływu periodycznych zgięd na tłumiennośd Katedra Optoelektroniki i Systemów Elektronicznych, WETI, Politechnika Gdaoska Gdańsk 2006 1. Wprowadzenie
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 10, Data wydania: 14 lipca 2010 r. Nazwa i adres organizacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 164 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 10, Data wydania: 14 lipca 2010 r. Nazwa i adres organizacji
ĆWICZENIE 1 STATYCZNA PRÓBA ROZCIĄGANIA METALI - UPROSZCZONA. 1. Protokół próby rozciągania Rodzaj badanego materiału. 1.2.
 Ocena Laboratorium Dydaktyczne Zakład Wytrzymałości Materiałów, W2/Z7 Dzień i godzina ćw. Imię i Nazwisko ĆWICZENIE 1 STATYCZNA PRÓBA ROZCIĄGANIA METALI - UPROSZCZONA 1. Protokół próby rozciągania 1.1.
Ocena Laboratorium Dydaktyczne Zakład Wytrzymałości Materiałów, W2/Z7 Dzień i godzina ćw. Imię i Nazwisko ĆWICZENIE 1 STATYCZNA PRÓBA ROZCIĄGANIA METALI - UPROSZCZONA 1. Protokół próby rozciągania 1.1.
WOJSKOWA AKADEMIA TECHNICZNA Wydział Mechaniczny Katedra Pojazdów Mechanicznych i Transportu LABORATORIUM TERMODYNAMIKI TECHNICZNEJ
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Mechaniczny Katedra Pojazdów Mechanicznych i Transportu LABORATORIUM TERMODYNAMIKI TECHNICZNEJ Instrukcja do ćwiczenia T-06 Temat: Wyznaczanie zmiany entropii ciała
WOJSKOWA AKADEMIA TECHNICZNA Wydział Mechaniczny Katedra Pojazdów Mechanicznych i Transportu LABORATORIUM TERMODYNAMIKI TECHNICZNEJ Instrukcja do ćwiczenia T-06 Temat: Wyznaczanie zmiany entropii ciała
WZORU UŻYTKOWEGO q y<1 (21J Numer zgłoszenia: 104971
 RZECZPOSPOLITA POLSKA OPIS OCHRONNY PL 58457 WZORU UŻYTKOWEGO q y
RZECZPOSPOLITA POLSKA OPIS OCHRONNY PL 58457 WZORU UŻYTKOWEGO q y
Urządzenie i sposób pomiaru skuteczności filtracji powietrza.
 Urządzenie i sposób pomiaru skuteczności filtracji powietrza. dr inż. Stanisław Kamiński, mgr Dorota Kamińska WSTĘP Obecnie nie może istnieć żaden zakład przerabiający sproszkowane materiały masowe bez
Urządzenie i sposób pomiaru skuteczności filtracji powietrza. dr inż. Stanisław Kamiński, mgr Dorota Kamińska WSTĘP Obecnie nie może istnieć żaden zakład przerabiający sproszkowane materiały masowe bez
(12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 177342 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 307868 (22) Data zgłoszenia: 23.03.1995 (51) IntCl6: D06F 39/00 D06F
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 177342 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 307868 (22) Data zgłoszenia: 23.03.1995 (51) IntCl6: D06F 39/00 D06F
Uwaga: Nie przesuwaj ani nie pochylaj stołu, na którym wykonujesz doświadczenie.
 Mając do dyspozycji 20 kartek papieru o gramaturze 80 g/m 2 i wymiarach 297mm na 210mm (format A4), 2 spinacze biurowe o masie 0,36 g każdy, nitkę, probówkę, taśmę klejącą, nożyczki, zbadaj, czy maksymalna
Mając do dyspozycji 20 kartek papieru o gramaturze 80 g/m 2 i wymiarach 297mm na 210mm (format A4), 2 spinacze biurowe o masie 0,36 g każdy, nitkę, probówkę, taśmę klejącą, nożyczki, zbadaj, czy maksymalna
Politechnika Białostocka INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Próba skręcania pręta o przekroju okrągłym Numer ćwiczenia: 4 Laboratorium z
Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Próba skręcania pręta o przekroju okrągłym Numer ćwiczenia: 4 Laboratorium z
Rozkład normalny, niepewność standardowa typu A
 Podstawy Metrologii i Technik Eksperymentu Laboratorium Rozkład normalny, niepewność standardowa typu A Instrukcja do ćwiczenia nr 1 Zakład Miernictwa i Ochrony Atmosfery Wrocław, listopad 2010 r. Podstawy
Podstawy Metrologii i Technik Eksperymentu Laboratorium Rozkład normalny, niepewność standardowa typu A Instrukcja do ćwiczenia nr 1 Zakład Miernictwa i Ochrony Atmosfery Wrocław, listopad 2010 r. Podstawy
PŁYTY GIPSOWO-KARTONOWE: OZNACZANIE TWARDOŚCI, POWIERZCHNIOWEGO WCHŁANIANIA WODY ORAZ WYTRZYMAŁOŚCI NA ZGINANIE
 PŁYTY GIPSOWO-KARTONOWE: OZNACZANIE TWARDOŚCI, POWIERZCHNIOWEGO WCHŁANIANIA WODY ORAZ WYTRZYMAŁOŚCI NA ZGINANIE NORMY PN-EN 520: Płyty gipsowo-kartonowe. Definicje, wymagania i metody badań. WSTĘP TEORETYCZNY
PŁYTY GIPSOWO-KARTONOWE: OZNACZANIE TWARDOŚCI, POWIERZCHNIOWEGO WCHŁANIANIA WODY ORAZ WYTRZYMAŁOŚCI NA ZGINANIE NORMY PN-EN 520: Płyty gipsowo-kartonowe. Definicje, wymagania i metody badań. WSTĘP TEORETYCZNY
Dział programu L.p Ocena dopuszczający dostateczny dobry bardzo dobry Zasady bezpieczeństwa i higieny pracy na lekcjach techniki
 Wymagania edukacyjne z zajęć technicznych dla klasy III b Gimnazjum Publicznego im. Jana Pawła II w Żarnowcu w roku szkolnym 2015/2016 Nauczyciel: mgr Dorota Barczyk Ocenę celującą otrzymuje uczeń który:
Wymagania edukacyjne z zajęć technicznych dla klasy III b Gimnazjum Publicznego im. Jana Pawła II w Żarnowcu w roku szkolnym 2015/2016 Nauczyciel: mgr Dorota Barczyk Ocenę celującą otrzymuje uczeń który:
LABORATORIUM PKM. Katedra Konstrukcji i Eksploatacji Maszyn. Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych
 LABORATORIUM PKM Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych Katedra Konstrukcji i Eksploatacji Maszyn Katedra Konstrukcji i Eksploatacji Maszyn BUDOWA STANOWISKA
LABORATORIUM PKM Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych Katedra Konstrukcji i Eksploatacji Maszyn Katedra Konstrukcji i Eksploatacji Maszyn BUDOWA STANOWISKA
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 160071 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 278705 (22) Data zgłoszenia: 05.04.1989 (51) IntCl5: D02G 3/36 (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 160071 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 278705 (22) Data zgłoszenia: 05.04.1989 (51) IntCl5: D02G 3/36 (54)
Komentarz technik włókienniczych wyrobów dekoracyjnych 311[42]-01 Czerwiec Strona 1 z 17
![Komentarz technik włókienniczych wyrobów dekoracyjnych 311[42]-01 Czerwiec Strona 1 z 17](/thumbs/69/60335833.jpg "Komentarz technik włókienniczych wyrobów dekoracyjnych 311[42]-01 Czerwiec Strona 1 z 17") Strona 1 z 17 Strona 2 z 17 Strona 3 z 17 Strona 4 z 17 Strona 5 z 17 Strona 6 z 17 Strona 7 z 17 Strona 8 z 17 W pracach egzaminacyjnych ocenie podlegały następujące elementy rozwiązania zadania egzaminacyjnego:
Strona 1 z 17 Strona 2 z 17 Strona 3 z 17 Strona 4 z 17 Strona 5 z 17 Strona 6 z 17 Strona 7 z 17 Strona 8 z 17 W pracach egzaminacyjnych ocenie podlegały następujące elementy rozwiązania zadania egzaminacyjnego:
ĆWICZENIE 15 BADANIE WZMACNIACZY MOCY MAŁEJ CZĘSTOTLIWOŚCI
 1 ĆWICZENIE 15 BADANIE WZMACNIACZY MOCY MAŁEJ CZĘSTOTLIWOŚCI 15.1. CEL ĆWICZENIA Celem ćwiczenia jest poznanie podstawowych właściwości wzmacniaczy mocy małej częstotliwości oraz przyswojenie umiejętności
1 ĆWICZENIE 15 BADANIE WZMACNIACZY MOCY MAŁEJ CZĘSTOTLIWOŚCI 15.1. CEL ĆWICZENIA Celem ćwiczenia jest poznanie podstawowych właściwości wzmacniaczy mocy małej częstotliwości oraz przyswojenie umiejętności
Źródło światła λ = 850 nm λ = 1300 nm. Miernik. mocy optycznej. Badany odcinek światłowodu MM lub SM
 Sieci i instalacje z tworzyw sztucznych 2005 Wojciech BŁAŻEJEWSKI*, Paweł GĄSIOR*, Anna SANKOWSKA** *Instytut Materiałoznawstwa i Mechaniki Technicznej, Politechnika Wrocławska **Wydział Elektroniki, Fotoniki
Sieci i instalacje z tworzyw sztucznych 2005 Wojciech BŁAŻEJEWSKI*, Paweł GĄSIOR*, Anna SANKOWSKA** *Instytut Materiałoznawstwa i Mechaniki Technicznej, Politechnika Wrocławska **Wydział Elektroniki, Fotoniki
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Wytwarzanie, konserwacja i renowacja rękodzielniczych wyrobów włókienniczych Oznaczenie
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Wytwarzanie, konserwacja i renowacja rękodzielniczych wyrobów włókienniczych Oznaczenie
Temat 2 (2 godziny) : Próba statyczna ściskania metali
 : Próba statyczna ściskania metali") Temat 2 (2 godziny) : Próba statyczna ściskania metali 2.1. Wstęp Próba statyczna ściskania jest podstawowym sposobem badania materiałów kruchych takich jak żeliwo czy beton, które mają znacznie lepsze
Temat 2 (2 godziny) : Próba statyczna ściskania metali 2.1. Wstęp Próba statyczna ściskania jest podstawowym sposobem badania materiałów kruchych takich jak żeliwo czy beton, które mają znacznie lepsze
Estymatory i testy statystyczne - zadania na kolokwium
 Estymatory i testy statystyczne - zadania na kolokwium Zad. 1. Cecha X populacji ma rozkład N(µ, σ), gdzie µ jest znane, a σ nieznane. Niech X 1,...,X n będzie n-elementową próbą prostą pobraną z tej populacji.
Estymatory i testy statystyczne - zadania na kolokwium Zad. 1. Cecha X populacji ma rozkład N(µ, σ), gdzie µ jest znane, a σ nieznane. Niech X 1,...,X n będzie n-elementową próbą prostą pobraną z tej populacji.
Monika Peplińska. Plan wynikowy z wymaganiami edukacyjnymi przedmiotu zajęcia techniczne dla klasy VI szkoły podstawowej.
 Klasa VIa Monika Peplińska Plan wynikowy z wymaganiami edukacyjnymi przedmiotu zajęcia techniczne dla klasy VI szkoły podstawowej Część techniczna Dział 6. Materiały włókiennicze 6.1 Rodzaje. wymienia
Klasa VIa Monika Peplińska Plan wynikowy z wymaganiami edukacyjnymi przedmiotu zajęcia techniczne dla klasy VI szkoły podstawowej Część techniczna Dział 6. Materiały włókiennicze 6.1 Rodzaje. wymienia
Optyka stanowi dział fizyki, który zajmuje się światłem (także promieniowaniem niewidzialnym dla ludzkiego oka).
.") Optyka geometryczna Optyka stanowi dział fizyki, który zajmuje się światłem (także promieniowaniem niewidzialnym dla ludzkiego oka). Założeniem optyki geometrycznej jest, że światło rozchodzi się jako
Optyka geometryczna Optyka stanowi dział fizyki, który zajmuje się światłem (także promieniowaniem niewidzialnym dla ludzkiego oka). Założeniem optyki geometrycznej jest, że światło rozchodzi się jako
H a. H b MAGNESOWANIE RDZENIA FERROMAGNETYCZNEGO
 MAGNESOWANIE RDZENIA FERROMAGNETYCZNEGO Jako przykład wykorzystania prawa przepływu rozważmy ferromagnetyczny rdzeń toroidalny o polu przekroju S oraz wymiarach geometrycznych podanych na Rys. 1. Załóżmy,
MAGNESOWANIE RDZENIA FERROMAGNETYCZNEGO Jako przykład wykorzystania prawa przepływu rozważmy ferromagnetyczny rdzeń toroidalny o polu przekroju S oraz wymiarach geometrycznych podanych na Rys. 1. Załóżmy,
Informator o egzaminie potwierdzającym kwalifikacje w zawodzie
 Informator o egzaminie potwierdzającym kwalifikacje w zawodzie (kształcenie według podstawy programowej z 2017 r.) Operator maszyn w przemyśle włókienniczym 815204 Warszawa 2017 Informator opracowała Centralna
Informator o egzaminie potwierdzającym kwalifikacje w zawodzie (kształcenie według podstawy programowej z 2017 r.) Operator maszyn w przemyśle włókienniczym 815204 Warszawa 2017 Informator opracowała Centralna
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP (96) Data i numer zgłoszenia patentu europejskiego:
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP (96) Data i numer zgłoszenia patentu europejskiego:") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 179676 (96) Data i numer zgłoszenia patentu europejskiego: 06.09.200 0019288.9 (13) (1) T3 Int.Cl. A61F 13/00 (2006.01) A61F
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 179676 (96) Data i numer zgłoszenia patentu europejskiego: 06.09.200 0019288.9 (13) (1) T3 Int.Cl. A61F 13/00 (2006.01) A61F
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
(12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 187355 (21) Numer zgłoszenia: 333011 (22) Data zgłoszenia: 15.10.1997 (86) Data i numer zgłoszenia międzynarodowego:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 187355 (21) Numer zgłoszenia: 333011 (22) Data zgłoszenia: 15.10.1997 (86) Data i numer zgłoszenia międzynarodowego:
Teoria błędów. Wszystkie wartości wielkości fizycznych obarczone są pewnym błędem.
 Teoria błędów Wskutek niedoskonałości przyrządów, jak również niedoskonałości organów zmysłów wszystkie pomiary są dokonywane z określonym stopniem dokładności. Nie otrzymujemy prawidłowych wartości mierzonej
Teoria błędów Wskutek niedoskonałości przyrządów, jak również niedoskonałości organów zmysłów wszystkie pomiary są dokonywane z określonym stopniem dokładności. Nie otrzymujemy prawidłowych wartości mierzonej
Rodzaje materiałów włókienniczych
 Rodzaje materiałów włókienniczych Do materiałów włókienniczych zalicza się: Tkaniny wyroby płaskie powstałe z układu dwóch nitek(tkanie ręczne lub mechaniczne). Dzianiny powstają w wyniku ręcznego lub
Rodzaje materiałów włókienniczych Do materiałów włókienniczych zalicza się: Tkaniny wyroby płaskie powstałe z układu dwóch nitek(tkanie ręczne lub mechaniczne). Dzianiny powstają w wyniku ręcznego lub
Wyznaczanie sił działających na przewodnik z prądem w polu magnetycznym
 Ćwiczenie 11A Wyznaczanie sił działających na przewodnik z prądem w polu magnetycznym 11A.1. Zasada ćwiczenia W ćwiczeniu mierzy się przy pomocy wagi siłę elektrodynamiczną, działającą na odcinek przewodnika
Ćwiczenie 11A Wyznaczanie sił działających na przewodnik z prądem w polu magnetycznym 11A.1. Zasada ćwiczenia W ćwiczeniu mierzy się przy pomocy wagi siłę elektrodynamiczną, działającą na odcinek przewodnika
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (96) Data i numer zgłoszenia patentu europejskiego:
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (96) Data i numer zgłoszenia patentu europejskiego:") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 196128 (96) Data i numer zgłoszenia patentu europejskiego: 31.07.07 07014997.6 (13) T3 (1) Int. Cl. A41D27/06 D04B21/14 (06.01)
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 196128 (96) Data i numer zgłoszenia patentu europejskiego: 31.07.07 07014997.6 (13) T3 (1) Int. Cl. A41D27/06 D04B21/14 (06.01)
Szczegółowy rozkład materiału z fizyki dla klasy III gimnazjum zgodny z nową podstawą programową.
 Szczegółowy rozkład materiału z fizyki dla klasy III gimnazjum zgodny z nową podstawą programową. Lekcja organizacyjna. Omówienie programu nauczania i przypomnienie wymagań przedmiotowych Tytuł rozdziału
Szczegółowy rozkład materiału z fizyki dla klasy III gimnazjum zgodny z nową podstawą programową. Lekcja organizacyjna. Omówienie programu nauczania i przypomnienie wymagań przedmiotowych Tytuł rozdziału
Wyrób włókienniczy warstwowy o wymaganej remisji w podczerwieni oraz sposób jego wykonywania
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 199230 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 344726 (22) Data zgłoszenia: 21.12.2000 (51) Int.Cl. F41H 3/02 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 199230 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 344726 (22) Data zgłoszenia: 21.12.2000 (51) Int.Cl. F41H 3/02 (2006.01)
BŁĘDY W POMIARACH BEZPOŚREDNICH
 Podstawy Metrologii i Technik Eksperymentu Laboratorium BŁĘDY W POMIARACH BEZPOŚREDNICH Instrukcja do ćwiczenia nr 2 Zakład Miernictwa i Ochrony Atmosfery Wrocław, listopad 2010 r. Podstawy Metrologii
Podstawy Metrologii i Technik Eksperymentu Laboratorium BŁĘDY W POMIARACH BEZPOŚREDNICH Instrukcja do ćwiczenia nr 2 Zakład Miernictwa i Ochrony Atmosfery Wrocław, listopad 2010 r. Podstawy Metrologii
PL 214744 B1. INSTYTUT TECHNOLOGII BEZPIECZEŃSTWA MORATEX, Łódź, PL
 PL 214744 B1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 214744 (21) Numer zgłoszenia: 386405 (22) Data zgłoszenia: 16.09.2008 (13) B1 (51) Int.Cl.
PL 214744 B1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 214744 (21) Numer zgłoszenia: 386405 (22) Data zgłoszenia: 16.09.2008 (13) B1 (51) Int.Cl.
Walidacja metod analitycznych Raport z walidacji
 Walidacja metod analitycznych Raport z walidacji Małgorzata Jakubowska Katedra Chemii Analitycznej WIMiC AGH Walidacja metod analitycznych (według ISO) to proces ustalania parametrów charakteryzujących
Walidacja metod analitycznych Raport z walidacji Małgorzata Jakubowska Katedra Chemii Analitycznej WIMiC AGH Walidacja metod analitycznych (według ISO) to proces ustalania parametrów charakteryzujących
Nazwisko i imię: Zespół: Data: Ćwiczenie nr 9: Swobodne spadanie
 Nazwisko i imię: Zespół: Data: Ćwiczenie nr 9: Swobodne spadanie Cel ćwiczenia: Obserwacja swobodnego spadania z wykorzystaniem elektronicznej rejestracji czasu przelotu kuli przez punkty pomiarowe. Wyznaczenie
Nazwisko i imię: Zespół: Data: Ćwiczenie nr 9: Swobodne spadanie Cel ćwiczenia: Obserwacja swobodnego spadania z wykorzystaniem elektronicznej rejestracji czasu przelotu kuli przez punkty pomiarowe. Wyznaczenie
Podstawowe przypadki (stany) obciążenia elementów : 1. Rozciąganie lub ściskanie 2. Zginanie 3. Skręcanie 4. Ścinanie
 obciążenia elementów : 1. Rozciąganie lub ściskanie 2. Zginanie 3. Skręcanie 4. Ścinanie") Podstawowe przypadki (stany) obciążenia elementów : 1. Rozciąganie lub ściskanie 2. Zginanie 3. Skręcanie 4. Ścinanie Rozciąganie lub ściskanie Zginanie Skręcanie Ścinanie 1. Pręt rozciągany lub ściskany
Podstawowe przypadki (stany) obciążenia elementów : 1. Rozciąganie lub ściskanie 2. Zginanie 3. Skręcanie 4. Ścinanie Rozciąganie lub ściskanie Zginanie Skręcanie Ścinanie 1. Pręt rozciągany lub ściskany
BADANIE PROCESU ROZDRABNIANIA MATERIAŁÓW ZIARNISTYCH 1/8 PROCESY MECHANICZNE I URZĄDZENIA. Ćwiczenie L6
 BADANIE PROCESU ROZDRABNIANIA MATERIAŁÓW ZIARNISTYCH /8 PROCESY MECHANICZNE I URZĄDZENIA Ćwiczenie L6 Temat: BADANIE PROCESU ROZDRABNIANIA MATERIAŁÓW ZIARNISTYCH Cel ćwiczenia: Poznanie metod pomiaru wielkości
BADANIE PROCESU ROZDRABNIANIA MATERIAŁÓW ZIARNISTYCH /8 PROCESY MECHANICZNE I URZĄDZENIA Ćwiczenie L6 Temat: BADANIE PROCESU ROZDRABNIANIA MATERIAŁÓW ZIARNISTYCH Cel ćwiczenia: Poznanie metod pomiaru wielkości
Opis matematyczny odbicia światła od zwierciadła kulistego i przejścia światła przez soczewki.
 Opis matematyczny odbicia światła od zwierciadła kulistego i przejścia światła przez soczewki. 1. Równanie soczewki i zwierciadła kulistego. Z podobieństwa trójkątów ABF i LFD (patrz rysunek powyżej) wynika,
Opis matematyczny odbicia światła od zwierciadła kulistego i przejścia światła przez soczewki. 1. Równanie soczewki i zwierciadła kulistego. Z podobieństwa trójkątów ABF i LFD (patrz rysunek powyżej) wynika,
LABORATORIUM Z FIZYKI
 LABORATORIUM Z FIZYKI LABORATORIUM Z FIZYKI I PRACOWNIA FIZYCZNA C w Gliwicach Gliwice, ul. Konarskiego 22, pokoje 52-54 Regulamin pracowni i organizacja zajęć Sprawozdanie (strona tytułowa, karta pomiarowa)
LABORATORIUM Z FIZYKI LABORATORIUM Z FIZYKI I PRACOWNIA FIZYCZNA C w Gliwicach Gliwice, ul. Konarskiego 22, pokoje 52-54 Regulamin pracowni i organizacja zajęć Sprawozdanie (strona tytułowa, karta pomiarowa)
Dział programu Lp Ocena dopuszczający dostateczny dobry bardzo dobry Zasady bezpieczeństwa i higieny pracy na lekcjach techniki
 Wymagania edukacyjne z zajęć technicznych dla klasy III a Gimnazjum Publicznego im. Jana Pawła II w Żarnowcu w roku szkolnym 2015/2016 Nauczyciel: mgr Dorota Barczyk Ocenę celującą otrzymuje uczeń który:
Wymagania edukacyjne z zajęć technicznych dla klasy III a Gimnazjum Publicznego im. Jana Pawła II w Żarnowcu w roku szkolnym 2015/2016 Nauczyciel: mgr Dorota Barczyk Ocenę celującą otrzymuje uczeń który:
Lekcja 59. Histereza magnetyczna
 Lekcja 59. Histereza magnetyczna Histereza - opóźnienie w reakcji na czynnik zewnętrzny. Zjawisko odkrył i nazwał James Alfred Ewing w roku 1890. Najbardziej znane przypadki histerezy występują w materiałach
Lekcja 59. Histereza magnetyczna Histereza - opóźnienie w reakcji na czynnik zewnętrzny. Zjawisko odkrył i nazwał James Alfred Ewing w roku 1890. Najbardziej znane przypadki histerezy występują w materiałach
CIEPLNE I MECHANICZNE WŁASNOŚCI CIAŁ
 CIEPLNE I MECHANICZNE WŁASNOŚCI CIAŁ Ciepło i temperatura Pojemność cieplna i ciepło właściwe Ciepło przemiany Przejścia między stanami Rozszerzalność cieplna Sprężystość ciał Prawo Hooke a Mechaniczne
CIEPLNE I MECHANICZNE WŁASNOŚCI CIAŁ Ciepło i temperatura Pojemność cieplna i ciepło właściwe Ciepło przemiany Przejścia między stanami Rozszerzalność cieplna Sprężystość ciał Prawo Hooke a Mechaniczne
WYZNACZANIE MODUŁU YOUNGA METODĄ STRZAŁKI UGIĘCIA
 Ćwiczenie 58 WYZNACZANIE MODUŁU YOUNGA METODĄ STRZAŁKI UGIĘCIA 58.1. Wiadomości ogólne Pod działaniem sił zewnętrznych ciała stałe ulegają odkształceniom, czyli zmieniają kształt. Zmianę odległości między
Ćwiczenie 58 WYZNACZANIE MODUŁU YOUNGA METODĄ STRZAŁKI UGIĘCIA 58.1. Wiadomości ogólne Pod działaniem sił zewnętrznych ciała stałe ulegają odkształceniom, czyli zmieniają kształt. Zmianę odległości między
SPRAWOZDANIE Z BADAŃ
 POLITECHNIKA ŁÓDZKA ul. Żeromskiego 116 90-924 Łódź KATEDRA BUDOWNICTWA BETONOWEGO NIP: 727 002 18 95 REGON: 000001583 LABORATORIUM BADAWCZE MATERIAŁÓW I KONSTRUKCJI BUDOWLANYCH Al. Politechniki 6 90-924
POLITECHNIKA ŁÓDZKA ul. Żeromskiego 116 90-924 Łódź KATEDRA BUDOWNICTWA BETONOWEGO NIP: 727 002 18 95 REGON: 000001583 LABORATORIUM BADAWCZE MATERIAŁÓW I KONSTRUKCJI BUDOWLANYCH Al. Politechniki 6 90-924
TECHNIK WŁÓKIENNIK
 AU.07. Wytwarzanie i wykańczanie wyrobów włókienniczych 815204 Operator maszyn w przemyśle włókienniczym 311932 Technik włókiennik PKZ(AU.c) AU.44. Nadzorowanie procesów wytwarzania i wykańczania wyrobów
AU.07. Wytwarzanie i wykańczanie wyrobów włókienniczych 815204 Operator maszyn w przemyśle włókienniczym 311932 Technik włókiennik PKZ(AU.c) AU.44. Nadzorowanie procesów wytwarzania i wykańczania wyrobów
ĆWICZENIE NR 9. Zakład Budownictwa Ogólnego. Stal - pomiar twardości metali metodą Brinella
 Zakład Budownictwa Ogólnego ĆWICZENIE NR 9 Stal - pomiar twardości metali metodą Brinella Instrukcja z laboratorium: Budownictwo ogólne i materiałoznawstwo Instrukcja do ćwiczenia nr 9 Strona 9.1. Pomiar
Zakład Budownictwa Ogólnego ĆWICZENIE NR 9 Stal - pomiar twardości metali metodą Brinella Instrukcja z laboratorium: Budownictwo ogólne i materiałoznawstwo Instrukcja do ćwiczenia nr 9 Strona 9.1. Pomiar
Odzież ochronna przeznaczona dla pracowników przemysłu narażonych na działanie czynników gorących.
 Odzież chroniąca przed gorącymi czynnikami termicznymi Na wielu stanowiskach pracy m.in. w hutach i zakładach metalurgicznych, podczas spawania, akcji przeciwpożarowych pracownik narażony jest na działanie
Odzież chroniąca przed gorącymi czynnikami termicznymi Na wielu stanowiskach pracy m.in. w hutach i zakładach metalurgicznych, podczas spawania, akcji przeciwpożarowych pracownik narażony jest na działanie
DOBÓR KSZTAŁTEK DO SYSTEMÓW RUROWYCH.SZTYWNOŚCI OBWODOWE
 Bogdan Majka Przedsiębiorstwo Barbara Kaczmarek Sp. J. DOBÓR KSZTAŁTEK DO SYSTEMÓW RUROWYCH.SZTYWNOŚCI OBWODOWE 1. WPROWADZENIE W branży związanej z projektowaniem i budową systemów kanalizacyjnych, istnieją
Bogdan Majka Przedsiębiorstwo Barbara Kaczmarek Sp. J. DOBÓR KSZTAŁTEK DO SYSTEMÓW RUROWYCH.SZTYWNOŚCI OBWODOWE 1. WPROWADZENIE W branży związanej z projektowaniem i budową systemów kanalizacyjnych, istnieją
DRES 1. CHARAKTERYSTYKA WYROBU 1.1.Opis
 1 DRES 1. CHARAKTERYSTYKA WYROBU 1.1.Opis wykonany z dzianiny bawełniano-poliestrowej drapanej z podbiciem i przewiązaniem w kolorze czarnym, przeznaczony jest do noszenia samodzielnie bądź jako bielizna.
1 DRES 1. CHARAKTERYSTYKA WYROBU 1.1.Opis wykonany z dzianiny bawełniano-poliestrowej drapanej z podbiciem i przewiązaniem w kolorze czarnym, przeznaczony jest do noszenia samodzielnie bądź jako bielizna.
Tolerancje kształtu i położenia
 Strona z 7 Strona główna PM Tolerancje kształtu i położenia Strony związane: Podstawy Konstrukcji Maszyn, Tolerancje gwintów, Tolerancje i pasowania Pola tolerancji wałków i otworów, Układy pasowań normalnych,
Strona z 7 Strona główna PM Tolerancje kształtu i położenia Strony związane: Podstawy Konstrukcji Maszyn, Tolerancje gwintów, Tolerancje i pasowania Pola tolerancji wałków i otworów, Układy pasowań normalnych,
Ćw. 2: Analiza błędów i niepewności pomiarowych
 Wydział: EAIiE Kierunek: Imię i nazwisko (e mail): Rok:. (200/20) Grupa: Zespół: Data wykonania: Zaliczenie: Podpis prowadzącego: Uwagi: LABORATORIUM METROLOGII Ćw. 2: Analiza błędów i niepewności pomiarowych
Wydział: EAIiE Kierunek: Imię i nazwisko (e mail): Rok:. (200/20) Grupa: Zespół: Data wykonania: Zaliczenie: Podpis prowadzącego: Uwagi: LABORATORIUM METROLOGII Ćw. 2: Analiza błędów i niepewności pomiarowych
POLITECHNIKA BIAŁOSTOCKA
 POLITECHNIKA BIAŁOSTOCKA KATEDRA ZARZĄDZANIA PRODUKCJĄ Instrukcja do zajęć laboratoryjnych z przedmiotu: Towaroznawstwo Kod przedmiotu: LS03282; LN03282 Ćwiczenie 1 WYZNACZANIE GĘSTOSCI CIECZY Autorzy:
POLITECHNIKA BIAŁOSTOCKA KATEDRA ZARZĄDZANIA PRODUKCJĄ Instrukcja do zajęć laboratoryjnych z przedmiotu: Towaroznawstwo Kod przedmiotu: LS03282; LN03282 Ćwiczenie 1 WYZNACZANIE GĘSTOSCI CIECZY Autorzy:
OPIS PRZEDMIOTU ZAMÓWIENIA. Uszycie i dostawa krawatów, fularów i apaszek
 OPIS PRZEDMIOTU ZAMÓWIENIA Uszycie i dostawa krawatów, fularów i apaszek 1. Krawat męski kolor granatowy Rysunek - Krawat męski granatowy Krawat składa się z trzech części, skrojonych pod kątem 45, w stosunku
OPIS PRZEDMIOTU ZAMÓWIENIA Uszycie i dostawa krawatów, fularów i apaszek 1. Krawat męski kolor granatowy Rysunek - Krawat męski granatowy Krawat składa się z trzech części, skrojonych pod kątem 45, w stosunku
Wyniki pomiarów okresu drgań dla wahadła o długości l = 1,215 m i l = 0,5 cm.
 2 Wyniki pomiarów okresu drgań dla wahadła o długości l = 1,215 m i l = 0,5 cm. Nr pomiaru T[s] 1 2,21 2 2,23 3 2,19 4 2,22 5 2,25 6 2,19 7 2,23 8 2,24 9 2,18 10 2,16 Wyniki pomiarów okresu drgań dla wahadła
2 Wyniki pomiarów okresu drgań dla wahadła o długości l = 1,215 m i l = 0,5 cm. Nr pomiaru T[s] 1 2,21 2 2,23 3 2,19 4 2,22 5 2,25 6 2,19 7 2,23 8 2,24 9 2,18 10 2,16 Wyniki pomiarów okresu drgań dla wahadła
Analiza współzależności zjawisk
 Analiza współzależności zjawisk Informacje ogólne Jednostki tworzące zbiorowość statystyczną charakteryzowane są zazwyczaj za pomocą wielu cech zmiennych, które nierzadko pozostają ze sobą w pewnym związku.
Analiza współzależności zjawisk Informacje ogólne Jednostki tworzące zbiorowość statystyczną charakteryzowane są zazwyczaj za pomocą wielu cech zmiennych, które nierzadko pozostają ze sobą w pewnym związku.