Wykorzystanie techniki High Speed Machining przy produkcji części samolotu DREAMLINER Boeing 787
|
|
|
- Konrad Czajkowski
- 8 lat temu
- Przeglądów:
Transkrypt
1 POLSKIE ZAKŁADY LOTNICZE Włodzimierz Adamski Wykorzystanie techniki High Speed Machining przy produkcji części samolotu DREAMLINER Boeing 787 VII Forum ProCax Podlesice Listopada 2008

2 Agenda Wstęp Narzędzia skrawające a ekonomika produkcji HSM stosowany w Sikorsky i Boeing Przykłady z przemysłu lotniczego Dlaczego warto stosować HSM Dlaczego High Speed Machining? Chatter drgania własne Optymalne prędkości wrzeciona Krzywe workowe Pomiar w PZL Mielec Efekty ze stosowania HSM w PZL Mielec Jak dobierać narzędzia aby uzyskać jak największą wydajność Wykorzystanie software u na CNC dla zwiększenia wydajności Efekty ze stosowania HSM w SIKORSKY AC Dodatkowe inne metody optymalizacji Przykłady PZL Mielec i SAAB Metoda: Imadło Ramka Przyrząd Mapowanie Procesu Obieg i wykorzystanie modeli CAD/CAM Sieć DNC przy obróbce HSM Wirtualna obróbka - unikanie kolizji

3 Przykładowe części robione w PZL Mielec

4 Boeing 787 Dreamliner WP 38 Crew Escape Door (~500x500) Large Cargo Doors (~2300x2800) Fwd Access Door (~500x500) EE-Access Door (~500x500) WP 39 Aft EE-Access Door (~500x500) Bulk Cargo Door (~950x1600)
 Bulk Cargo")
5 Jak narzędzia skrawające mogą w znaczny sposób wpłynąć na ekonomikę produkcji? Cena 30% obniżki ceny narzędzia redukuje koszt elementu o 1% 50% wzrost trwałości ostrza redukuje koszt elementu o 1% Trwałość Parametry skrawania 20% wzrost parametrów skrawania redukuje koszt elementu o 15% Data courtesy Sandvik.

6 High Speed Machining w Sikorsky AC Nazewnictwo stosowane przy opisaniu technik wytwarzania integralnych konstrukcji aluminiowych Zastąpienie w Zespołach części blaszanych częściami integralnymi z OSN Tradycyjne części z blach = 100 części High Speed Machining 36 części Konstrukcja spodu kadłubauh60m Photo courtesy Sikorsky.

7 HSM uczynił, że możliwe stało się wykonanie hamulca aerodynamicznego myśliwca F-15 jako jednej części zamiast zespołu składającego się z ~ 500 części. Czas wykonania takiego zespołu hamulca aerodynamicznego wynosił ~ 3 miesiące. Po zastosowaniu HSM, lead time był mierzony w dniach. Photo courtesy Boeing.

8 Klapa podwozia głównego samolotu transportowego C-17 wcześniej była zrobiona jako zespół z części wykonanych z profili i blach. Dzięki technologii HSM można było wykonać jako jedną część na obrabiarce sterowanej numerycznie. Całkowity czas obróbki wyniósł ~ 12 godzin. Photo courtesy Boeing

9 Obróbka skrawaniem wręgi z jednego elementu redukuje znacznie jej ciężar. Poprzednie rozwiązanie tej wręgi polegało na jej zmontowaniu z 20 części. Jej integralna wersja pozwoliła zmniejszyć ciężar o 80% niż istniejąca wersja jako zespół montażowy. Ta wręga jest częścią struktury zespołu bagażowego kadłuba samolotu.

10 High Speed Cutting Structural Components in Aluminum Wappon pylon - F- 16 Falcon Previous Milling time: 17 h on 7 machines Actual Milling time: 3.45 h on 1 STC times faster Material: Alu Tool = Endmill D = 50 mm L = 248 mm U/min max: =

11 High Speed Cutting Structural Components in Aluminum Front Bulkhead of SAAB 2000 passanger aircraft H7 drill Aluminium, Al x 835 x 320 mm 700 measurement points in 1.5 hours Machining time reduction from 800 to 38 h on one ZT-800/ times faster

12 High Speed Cutting Structural Components in Aluminum Fitting for A 400 M Extremely thin walls Walls are slightly inclined More than 90% chip removal Vibration free machining Up to 7000 qcm chip volume No resonance allowed Integrated measuring cycles

13 High Speed Cutting Structural Components in Aluminum All in one fixturing Dimensions 795 x 181 x 99 mm Thickness: 1-6 mm Weigth: 46 kg Weigth: 1.43 kg Cycle Time: app. 120 min.

14 High Speed Cutting Structural Components in Aluminum

15 Precise Machining Titanium Heavy cutting Slot machining with large side and face cutters Wing-to-fuselage bracket from titanium Previous machining time on several machines: 20 hours New machining time on Starrag manufacturing cell: 1 hour

16 Titan machining, development of strategy Integral Part Beta Titanium Intelligent milling strategy Process time on competitor machine: 90 hours Process time on StarragHeckert machine: 38 hours Stiff machine High torque spindle Using of HPC (High Performance Cutting) milling technology Dimension 1150 x 400 x 280 mm
 milling technology Dimension")
17 Dlaczego warto stosować HSM? Efekty obróbki stopów Aluminum Doskonałe własności cieplne Większa T między materiałem i narzędziem Praktyczne ograniczenie prędkości - początek drgań samowzbudnych (A machining phenomenon that causes the cutter or the work piece to jump or jerk when being fed. Usually the result of a non-rigid setup or dull tool. Leaves chatter marks on the work piece as evidence. Makes a chattering noise) Zjawisko powodujące, ze podczas obróbki narzędzie lub detal skacze lub szarpie kiedy rozpoczyna się posuw. Zwykle jest to wynikiem niesztywnego zamocowania lub przytępienia narzędzia. Pozostawia ślady drgań na detalu jako dowód.

18 Dlaczego High Speed Machining? High Speed Machining umożliwia frezowanie takich złożonych konstrukcji ze stopu aluminium jakie nie były możliwe praktycznie przedtem. Wytwórcy integralnych części mogą wykonywać cieńkie ścianki co pozwala zmniejszać ich ciężar oraz zmniejszać czas podczas montażu. Wytwórcy części do układów paliwowych mogą zrezygnować z odlewów co przyśpieszy i uelastyczni ich produkcję. Proces = odlew + obróbka skrawaniem zastąpić tylko jednym procesem obróbką skrawaniem z pełnego materiału

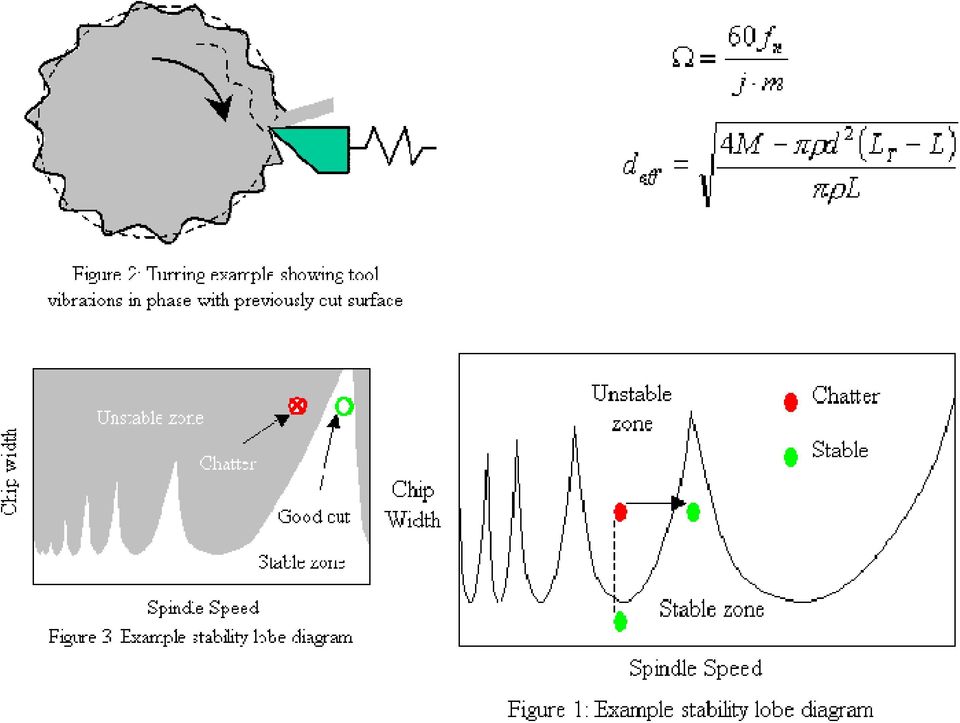
19 Chatter Samowzbudne drgania (podobnie jak w gwizdku) Podstawowy mechanizm jest Odtwarzanie falistości Dla procesu skrawania, kiedy częstotliwość chwilowa zęba odpowiada naturalnej częstotliwości, fale powierzchni i drgania zęba są w fazie Receptance Coupling Substructure Analysis (RCSA) method
")
20
21 Analiza Modalna Wyznacza Optymalne prędkości Wrzeciona
22 Analiza Modalna Wyznacza Optymalne prędkości Wrzeciona Photo courtesy Sikorsky.
23 Znajdywanie optymalnych parametrów skrawania dla różnych kombinacji obrabiarka - narzędzie. Stabilny układ jest wolny od chatter u (drgań) w zależności od połączenia obrotów wrzeciona z głębokością skrawaniathe co widać na wykresie workowym.
24 DRGANIA WŁASNE WRZECIONA CNC Wrzeciona obrabiarek HSM poddawane są dużym obciążeniom wynikającym głównie z wysokich prędkości obrotowych oraz pracą w obszarach drgań samowzbudnych. Wpływa to negatywnie na elementy konstrukcyjne obrabiarki i pogarsza uzyskane parametry jakościowe obrobionych powierzchni. Monitorowanie stanu wrzeciona obrabiarki od momentu dostawy pozwala na określenie charakterystyki maszyny (oceny maszyny) i zmiany tej charakterystyki w czasie. Okresowe prowadzenie badania (np. raz na kwartał) pozwala określić stan wrzeciona oraz zmianę jego sztywności dynamicznej podczas eksploatacji. WYSOKA SZTYWNOŚĆ DYNAMICZNA MASZYNY NIE GWARANTUJE STABILNEJ PRACY (BEZ DRGAŃ SAMOWZBUDNYCH) Z DOWOLNYMI PARAMETRAMI OBRÓBKI ZAKUP WYSOKIEJ KLASYOBRABIARKI NIE ZAPEWNIA WYSOKIEJ DOKŁADNOŚCI BEZ DOBORU OPTYMALNYCH PARAMETRÓW OBRÓBKI DLA DANEJ MASZYNY
25 K c - opór właściwy skrawania z - liczba ostrzy k - wsp.sztywności ζ- wsp. tłumienia D -średnica narzędzia a e -dosuw osiowy a pgr = 2* k * ξ ae z Kc * * D 2
26 Wydajność obróbki Q V =a p *a e *v f =a p *a e *f z *z*n[cm 3 /min]
27
28
29 Prędk ość obrot owa (obr/ min) Posu w (mm/ min) Posu w na ząb (mm/ ząb) Głębo kość skraw ania (mm) Szerokość warstwy skrawanej (mm) Wyniki testu dla jednej kombinacji narzędzia, oprawki i wrzeciona. Przeprowadzenie testu zajęło pół godziny. Kolor zielony oznacza stabilną obróbkę.
30 Pomiar w PZL Mielec
31 Pomiar w PZL Mielec
32 Pomiar w PZL Mielec
33 Pomiar w PZL Mielec
34 Pomiar w PZL Mielec
35 Pomiar w PZL Mielec
36 Pomiar w PZL Mielec
37 Pomiar w PZL Mielec
38 Obróbka zgrubna części 423Z1200-1/ustawienie3/: czas trwania 1h OPERATIONS LIST Date: Mon Apr Time: 14:22:15 Output Filename: 423Z BA1096.INC Tool Number Operation Plunge Rate Feed Rate Spindle Speed Min X Min Y Min Z Max X Max Y Max Z Cycle Time 1 Step Reduction MMPM 8000 RPM :14:27 6 Step Reduction MMPM 8000 RPM :17:21 Overall :31:48 Operation Number Tool Number 1 1 Operations Comments: Tool Comments: Comments T1 - Fi16 R3 - Frez Fi16 R3 ap=4,0mm 2 6 Operations Comments: T6 - Fi12 R3,2 - Frez
39 Po zastosowaniu Frezów Fi20 (zbadany na obrabiarce CNC DMG75V Linear) i Fi16 czas trwania tej samej obróbki zgrubnej: = ( ) OPERATIONS LIST Date: Mon Apr Time: 14:02:10 Output Filename: 423Z BA1195.INC Tool Number Operation Plunge Rate Feed Rate 11 3axis Z Rough MMPM Spindle Speed Min X Min Y Min Z Max X Max Y Max Z Cycle Time RPM :7:41 Overall :7:41 Operation Number Tool Number Comments 1 11 Operations Comments: T11 Z do -56mm Frez Fi20 Tool Number Operation Plunge Rate Feed Spindle Rate Speed Min X Min Y Min Z Max X Max Y Max Z Cycle Time 12 3axis Z Rough MMPM RPM :5:20 Overall :5:20
40 Oszczędność czasu obróbki na tej operacji spadła z 1h do czyli zmniejszyła się ponad 7.64 razy
41
42 Do wytwarzania frezowaniem skomplikowanych kształtów form i matryc używa się nie tylko narzędzi monoblokowych tj. pełnowęglikowych, ale także narzędzi z wkładkami ostrzowymi. Do wykonywania głębokich kieszeni lub małych promieni wytwórcy narzędzi proponują stosować modułowe systemy narzędziowe, dzięki którym użytkownicy uzyskują możliwość doboru narzędzi i ich uchwytów do każdorazowych zadań obróbkowych. Modułowy system z różnymi długościami narzędzi; 1 frez wkręcany z okrągłymi wkładkami ostrzowymi, 2 złącze SK40 krótkie, 3 złącze SK40 długie, 4 adapter pośredni krótki i 5 adapter pośredni długi Modułowy system z różnymi średnicami narzędzi i okrągłymi wkładkami ostrzowymi
43 Zastosowanie nowoczesnych centrów obróbkowych i systemów programowania NC umożliwia wytwarzanie głębokich kieszeni i wnęk czy integralnych części za pomocą jednoczesnego 5-osiowego frezowania. Ruch posuwowy freza jest jednocześnie wytwarzany przez 5 osi, dlatego też długość niepodpar- ta l w zastosowanego narzędzia frezarskiego może zostać wyraźnie zmniejszona w porównaniu z frezowaniem 3-osiowym. Pociąga to za sobą wzrost stabilności narzędzia i pewności przebiegu procesu. 5-osiowe frezowanie integralnego wirnika ze stopu Al na centrum obróbkowym Integrex 200- IVST firmy Mazak Niepodparte długości l w narzędzi frezarskich podczas: a) 3-osiowego frezowania (l w1 ), b) 5-osiowego frezowania (l w2 )
44 Without Jerk Control With Jerk Control Acceleration Speed Speed Time Time Acceleration Time Time Step accelerations cause vibrations. The Jerk Control technique provides smooth axis accelerations Fast Step logics can increase finishing quality in step areas HSC Jerk Control/Fast Step options
45 The HSC Active algorithms The Active Tuning and Jerk Control enable to optimize and to enhance the machine characteristics As a final result: Best surface quality with the shortest milling time Without Active Tuning With Active Tuning

46
47 Process Monitoring Two monitoring modes each with Warning & Alarm levels: 1. Maximum Load Compares the actual load against the Maximum Limit for a specific cutting operation. 2. Load Band - Compares the actual load against a Load Variation Pattern for a specific cutting operation.

48 Efekt obniżki pracochłonności o 29,7% przy obróbce podłużnic ze stopu aluminium uzyskanej w firmie Boeing Efekt obniżki pracochłonności uzyskanej w firmie Aerospatiale- EADS, Toulouse, Francja przy obróbce części ze stali nierdzewnej
49 Protecting Expensive Parts
50 CNC-integrated ACM
51 Złamanie narzędzia Narzędzie ulega złamaniu w warunkach ekstremalnego przeciążenia z powodu: Uderzenia narzędzia w materiał Twarde wtrącenia materiałowe Nadmierne zużycie narzędzia Przerwanie chłodzenia Nadmiernej głębokości skrawania
52 Zabezpieczenie ACM s Narzędzia System OMATIVE ACM zmniejsza automatycznie posuw do maksymalnego bezpiecznego poziomu potrzebnego aby chronić narzędzie przed złamaniem lub zatrzymuje maszynę i ogłosza alarm.
53 Przykład belki dźwigarowej HSM Obróbka frezem o Ф 13mm Wymiary półfabrykatu = 101mm x 202mm x 1.6m Photo courtesy Sikorsky.
54 Efekty z stosowania HSM Parametry obróbki Wartości Książkowe Wartości nadane Posuw/Minute 1,000 ft/min (305m/min) 2,500 ft/min (760m/min) Obr/min Posuw na ząb.001 (.025mm).005 (.13mm) Inches/minute 15.3 (0.4m/m) 80 (2m/m) Głębokość skrawania.25 (6.5mm).15 (4mm) Wydajność objętościowa 1.9 cubic inches/min (112cm 3 /min) 6 cubic inches/min (3 50.0cm 3 /min) Czas obróbki 18.0 godzin 6 godzin
55 Inne Efekty Uproszczone Mocowanie Zmniejszone siły skrawania High speed = bez ekscytowania się Czyste krawędzie = mniejsze odkształcenia Gładsze powierzchnie = zmniejszone wykańczanie Zmniejszone zapasy narzędzi
56 Wdrażenie Higher Speed to jest tylko początek Przyrządy, mocowanie, techniki planowania i programowania Modelowanie i symulacja Drogi narzędzia Optymalizacja posuwu Zarządzanie odstępstwami Przepływ w fabryce Sieć dostaw Półfabrykat Narzędzia i oprawki Pre and postprocesory Technika i badanie (politechniki)
57 Dodatkowe metody optymalizacji Jeśli jest to możliwe zaleca się obróbkę dwóch lub więcej części z jednej przygotówki (symetryczne/zwierciadlane odbicie) przy tym samym t pz przygotówka dostarczana bezpośrednio z magazynu. Korzyści oszczędność materiału, zmniejszenia czasu przygotowania przygotówki nawet do zera, część jest bardziej stabilna podczas obróbki (przykład: 423Z1123-1/-2-18% oszczędności materiału). Przed Po
58 Przykład części samolotu B , 108
59 Przykład wykonanej części samolotu B , 108

60 Test piece Saab Methods
61 Method Fixture (mocowanie) C-axis Horizontal 5-axis HSM (High Speed Machining) Multi pallet system Window frame fixture One setup Complete machining (shorter lead time) Standard rigging (wyposażenie) A-axis B-axis
62 Method Fixture Advantages: Low cost for fixtures Reduced time for set up Chip removal Good stress release with two side approach No geometrical mismatch (niedopasowanie) Disadvantages: Vibrations (stability problems) Deflection of the part Stock size
63 D = ( R + r) 2 p Y = r p H = D n Y R H = ( R + n r )2 p 2 r 2 p 2 R W przypadku, gdy powierzchnia staje się płaska tzn. R Rys. Określenie wielkości nierówności powierzchni mamy lim ( R + r) p R r p = lim R = lim = lim R R R R + 2Rr p R 2 2 r p = lim 2 2 ( R + r) p + R 2r r 2 p = r 2 r p. A więc ( R + r) p R 2 2 r p = 2 2 ( R r) p + R R H = r 2 n r p 2 2Rr p R R 2 2 r p = 2 R r 2 p ( + ) R R R
64 Saab Methods Window frame fixtures One setup from billet to complete part is the aim.
65 The complete setup Tolerance +/- 0,5 from centre hole (Machine Zero) to the billet (przygotówka) No indication (znak) needed after assembly. Just press the start button!
66 Complex parts Aluminium part which needs a number of operations Important Take care of the tolerances. Repeatability (no indicating after setup).
67 Method Use handles with locating holes (pay attention of the accuracy) Keep the handles as long as possible.
68 First operation Billet in a vice, Standard jaws will be used. Accurate position of the billet not so important. As much as possible to be machined. Accuracy for the handles are very important. Rest material removed after Machining.
69 Second operation The accuracy of the handles is the key. Indication of the hole position in the fixture

70 Third operation Special designed jaws. Finishing of the part. Remove handles in the Machining operation.
71 Special designed Fixture. Standard jaws Tolerance +/- 0,05 in Y from centre hole (Machine Zero). Tolerance +/- 0,1 in Z from centre hole (Machine Zero). Tolerance +/- 0,05 in X from centre hole (Machine Zero). The position of the first part in production was indicated. From then we rely on the repetability in each setup.
.")
72 CEL Wyzwanie / wdrożyć pomysł do produkcji w ramkach lub oknach (nowe mocowanie w PZL).

73 Produkcja w ramce. 423Z1125-1, Tpz w nowej ramce, 2części w przygotówce - wcześniej 1 część w imadle


74 Produkcja w ramce. Rodzina części jak: 423Z , 423Z do 423Z and 423Z produkcja w ramce, 2 części w 1 przygotówce, 1 ustawienie (wcześniej 2 or 3 ustawienia na CNC. 1część na 1 przygotówkę)
 Wzrost czasu obróbki (więcej niż jedna część na 1 przygotówkę) daje operatorowi możliwość przygotowania następnej pracy i skończenia")
75 Końcowe rezultaty Zmniejszenie Tpz (dwu paletowy system, zero point system, Zmniejszenie wymiarów przygotówki, zmniejszenie liczby ustawień) Filozofia mocowania (imadła, ramki/okna) Wzrost czasu obróbki (więcej niż jedna część na 1 przygotówkę) daje operatorowi możliwość przygotowania następnej pracy i skończenia poprzedniej.
76 Końcowe rezultaty Części są dzielone na rodziny wg odpowiednich metod jak rodzina dla imadeł, more than one set up family (niektóre z tych części tworzą rodzinę części dla ramek) Wdrożenie nowej metody produkcyjnej Nowa część Imadło Ramka/ Okno 2 nd ustawienie Jeśli nie jest możliwe Jeśli nie jest możliwe
77 Końcowe rezultaty
78 Piloci
79 Model CATIA Model CATIA Transformacja CATIA-SURFCAM Standardowy pakiet IGES SURFCAM Power Inspect Program obróbczy Wykonana Część Sposób obiegu i wykorzystania modeli CAD/CAM w teorii Wyniki pomiarów
80 GEOMETRIA SURFCAM CNC PROGRAM IGES CATIA POWER INSPECT Sposób obiegu i wykorzystania modeli CAD/CAM w praktyce
81 Obsługa Frezarki CNC przez robota. Paleta zawiera 32 detale
82 Podsumowanie Sikorsky AC i PZL Mielec stosują HSM aby wytwarzać integralne wręgi aluminiowe Chatter jest tylko elementem ograniczającym prędkość skrawania aluminium HSM zapewnia wielorakie korzyści ekonomiczne Prędkość jest tylko jednym z elementów udanego wdrożenia technologii HSM
83 Projekt linii Przykład realizacja projektu linii
84 I MIEJSCE W ELIMINACJACH OGÓLNOPOLSKIEGO KONKURSU SIMP NA NAJLEPSZE OSIĄGNIĘCIE TECHNICZNE ROKU Mielec ul. Wojska Polskiego 3 tel.: w_adamski@pzlmielec.com.pl Dziękuję za uwagę LAUREAT KONKURSU INNOWACJA ROKU 2008
Samolot w Pigułce czyli Nowoczesne Technologie Stosowane w Przemyśle Lotniczym
 PZL Mielec A SIKORSKY COMPANY Dr inŝ. Włodzimierz Adamski Samolot w Pigułce czyli Nowoczesne Technologie Stosowane w Przemyśle Lotniczym Warszawa Listopad 2011 Agenda Jak jest widziany samolot przez poszczególne
PZL Mielec A SIKORSKY COMPANY Dr inŝ. Włodzimierz Adamski Samolot w Pigułce czyli Nowoczesne Technologie Stosowane w Przemyśle Lotniczym Warszawa Listopad 2011 Agenda Jak jest widziany samolot przez poszczególne
Wybrane Kierunki Zwiększenia Wydajności Procesów Skrawania
 POLSKIE ZAKŁADY LOTNICZE A SIKORSKY COMPANY Włodzimierz Adamski Wybrane Kierunki Zwiększenia Wydajności Procesów Skrawania VIII Forum InŜynierskie ProCAx II Międzynarodowe Targi Metod i Narzędzi do Wirtualizacji
POLSKIE ZAKŁADY LOTNICZE A SIKORSKY COMPANY Włodzimierz Adamski Wybrane Kierunki Zwiększenia Wydajności Procesów Skrawania VIII Forum InŜynierskie ProCAx II Międzynarodowe Targi Metod i Narzędzi do Wirtualizacji
Obróbka skrawaniem jest jednym
 Optymalizacja programów obróbczych na obrabiarkach DR HAB. INŻ. Włodzimierz Adamski (W_ADAMSKI@POCZTA.ONET.PL), WYDZIAŁ INŻYNIERII MATERIAŁOWEJ, POLITECHNIKA WARSZAWSKA W artykule podjęto próbę zrozumienia
Optymalizacja programów obróbczych na obrabiarkach DR HAB. INŻ. Włodzimierz Adamski (W_ADAMSKI@POCZTA.ONET.PL), WYDZIAŁ INŻYNIERII MATERIAŁOWEJ, POLITECHNIKA WARSZAWSKA W artykule podjęto próbę zrozumienia
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
WFSC NEW! SOLID CARBIDE DRILLS WĘGLIKOWE WIERTŁA MONOLITYCZNE HIGH FEED DRILLS. with COOLANT HOLES (3XD, 5XD) Z OTWORAMI CHŁODZĄCYMI (3XD, 5XD)
 Z OTWORAMI CHŁODZĄCYMI (3XD, 5XD)") SOLID CARBIDE DRILLS WĘGLIKOWE WIERTŁA MONOLITYCZNE with COOLANT HOLES (3XD, 5XD) Application: Carbon steels, Alloy Steels (-HRc35), Cast iron Advantages: Increase productivity due to 1.5 to 2 times faster
SOLID CARBIDE DRILLS WĘGLIKOWE WIERTŁA MONOLITYCZNE with COOLANT HOLES (3XD, 5XD) Application: Carbon steels, Alloy Steels (-HRc35), Cast iron Advantages: Increase productivity due to 1.5 to 2 times faster
W trzech niezależnych testach frezy z powłoką X tremeblue typu V803 był w każdym przypadku prawie 2 razy bardziej wydajne niż wersja niepowlekana.
 To nowa powłoka ochronna i jest znacznie lepsza jak DLC, - X-TremeBLUE jest nową aplikacją powlekania oparta na najnowszych technologiach NANO struktury. - X-TremeBLUE to powłoka o mikronowej grubości,
To nowa powłoka ochronna i jest znacznie lepsza jak DLC, - X-TremeBLUE jest nową aplikacją powlekania oparta na najnowszych technologiach NANO struktury. - X-TremeBLUE to powłoka o mikronowej grubości,
Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Łukasz ŻYŁKA; mgr inż. Marcin PŁODZIEŃ; mgr inż. Michał GDULA (Politechnika Rzeszowska):
:") DOI: 10.17814/mechanik.2015.8-9.436 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Łukasz ŻYŁKA; mgr inż. Marcin PŁODZIEŃ; mgr inż. Michał GDULA (Politechnika Rzeszowska): WPŁYW ZARYSU LINII OSTRZA FREZU NA
DOI: 10.17814/mechanik.2015.8-9.436 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Łukasz ŻYŁKA; mgr inż. Marcin PŁODZIEŃ; mgr inż. Michał GDULA (Politechnika Rzeszowska): WPŁYW ZARYSU LINII OSTRZA FREZU NA
NOWE TECHNOLOGIE OBNIŻAJĄCE CZAS WYKONANIA CZĘŚCI INTEGRALNYCH W PRZEMYŚLE LOTNICZYM
 dr hab. inż. Włodzimierz Adamski Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa w_adamski@poczta.onet.pl NOWE TECHNOLOGIE OBNIŻAJĄCE CZAS WYKONANIA CZĘŚCI INTEGRALNYCH W PRZEMYŚLE LOTNICZYM
dr hab. inż. Włodzimierz Adamski Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa w_adamski@poczta.onet.pl NOWE TECHNOLOGIE OBNIŻAJĄCE CZAS WYKONANIA CZĘŚCI INTEGRALNYCH W PRZEMYŚLE LOTNICZYM
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
NADZOROWANIE PROCESU WYSOKOWYDAJNEGO FREZOWANIA STOPÓW ALUMINIUM Z ZASTOSOWANIEM UKŁADU STEROWANIA ADAPTACYJNEGO. Streszczenie
 DOI: 10.17814/mechanik.2015.8-9.467 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Robert BABIARZ, mgr inż. Paweł SUŁKOWICZ (Politechnika Rzeszowska): NADZOROWANIE PROCESU WYSOKOWYDAJNEGO FREZOWANIA STOPÓW
DOI: 10.17814/mechanik.2015.8-9.467 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Robert BABIARZ, mgr inż. Paweł SUŁKOWICZ (Politechnika Rzeszowska): NADZOROWANIE PROCESU WYSOKOWYDAJNEGO FREZOWANIA STOPÓW
-Special. Ceny wraz z dopłatą surowcową Prices without any addition new! Ø 32 Strona/Page 4,5. Black Panther DN 630 +
 P O L S K A -Special SP102-1/2014-PL/GB Frezy HDS HDS-Endmills Wysokowydajna alternatywa dla konwencjonalnych frezów HSS i frezów pełnowęglikowych. The powerful alternative compared with conventional H.S.S.-and
P O L S K A -Special SP102-1/2014-PL/GB Frezy HDS HDS-Endmills Wysokowydajna alternatywa dla konwencjonalnych frezów HSS i frezów pełnowęglikowych. The powerful alternative compared with conventional H.S.S.-and
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
INTERFEJS TDM ZOLLER VENTURION 600 ZASTOSOWANIE W PRZEMYŚLE. Streszczenie INTERFACE TDM ZOLLER VENTURION 600 USE IN THE INDUSTRY.
 DOI: 10.17814/mechanik.2015.8-9.461 Mgr inż. Tomasz DOBROWOLSKI, dr inż. Piotr SZABLEWSKI (Pratt & Whitney Kalisz): INTERFEJS TDM ZOLLER VENTURION 600 ZASTOSOWANIE W PRZEMYŚLE Streszczenie Przedstawiono
DOI: 10.17814/mechanik.2015.8-9.461 Mgr inż. Tomasz DOBROWOLSKI, dr inż. Piotr SZABLEWSKI (Pratt & Whitney Kalisz): INTERFEJS TDM ZOLLER VENTURION 600 ZASTOSOWANIE W PRZEMYŚLE Streszczenie Przedstawiono
TANK-POWER END MILLS FREZY TANK-POWER
 TANK-POWER END MILLS FREZY TANK-POWER The Next Generation of Powdered Metal End Mills Tougher Than Carbide Premium PM HSS Higher Edge Strength Higher Feed Rates TANK-POWER END MILLS FREZY TANK-POWER TANK-POWER
TANK-POWER END MILLS FREZY TANK-POWER The Next Generation of Powdered Metal End Mills Tougher Than Carbide Premium PM HSS Higher Edge Strength Higher Feed Rates TANK-POWER END MILLS FREZY TANK-POWER TANK-POWER
WYBÓR PUNKTÓW POMIAROWYCH
 Scientific Bulletin of Che lm Section of Technical Sciences No. 1/2008 WYBÓR PUNKTÓW POMIAROWYCH WE WSPÓŁRZĘDNOŚCIOWEJ TECHNICE POMIAROWEJ MAREK MAGDZIAK Katedra Technik Wytwarzania i Automatyzacji, Politechnika
Scientific Bulletin of Che lm Section of Technical Sciences No. 1/2008 WYBÓR PUNKTÓW POMIAROWYCH WE WSPÓŁRZĘDNOŚCIOWEJ TECHNICE POMIAROWEJ MAREK MAGDZIAK Katedra Technik Wytwarzania i Automatyzacji, Politechnika
STABILNOŚĆ 5-OSIOWEGO FREZOWANIA STOPÓW ALUMINIUM
 Łukasz Żyłka, dr inż. Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa, Katedra Technik Wytwarzania i Automatyzacji, e-mail: zylka@prz.edu.pl Marcin Płodzień, mgr inż. Politechnika Rzeszowska,
Łukasz Żyłka, dr inż. Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa, Katedra Technik Wytwarzania i Automatyzacji, e-mail: zylka@prz.edu.pl Marcin Płodzień, mgr inż. Politechnika Rzeszowska,
PX101A. Frezy do PLEXI/ Router bits for Plexi Acrylic ALU Z= str. 122
 101A jakości. P/P Art.. Nr P/N 1 4 45 3 1 101A.010.004.045 1,5 5 45 3 1 101A.015.005.045 2 6 45 3 1 101A.020.006.045 2 9 45 3 1 101A.020.009.045 3 6 45 3 1 101A.030.006.045 3 12 50 3 1 101A.030.012.050
101A jakości. P/P Art.. Nr P/N 1 4 45 3 1 101A.010.004.045 1,5 5 45 3 1 101A.015.005.045 2 6 45 3 1 101A.020.006.045 2 9 45 3 1 101A.020.009.045 3 6 45 3 1 101A.030.006.045 3 12 50 3 1 101A.030.012.050
Wpływ nowych technik wytwarzania na konstrukcję samolotu
 MECHANIK NR 12/2015 1 Wpływ nowych technik wytwarzania na konstrukcję samolotu Impact of Modern Manufacturing Technologies at Aircraft Design Włodzimierz Adamski * W pracy podano jak przy wykorzystaniu
MECHANIK NR 12/2015 1 Wpływ nowych technik wytwarzania na konstrukcję samolotu Impact of Modern Manufacturing Technologies at Aircraft Design Włodzimierz Adamski * W pracy podano jak przy wykorzystaniu
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium
 ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
M210 SNKX1205 SNKX1607. Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS
 Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 SNKX1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205/1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI
Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 SNKX1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205/1607 FACE MILLING CUTTERS FREZY DO OBRÓBKI
FOR COMPOSITE MATERIALS IN AIRCRAFT INDUSTRY DO MATERIAŁÓW KOMPOZYTOWYCH W PRZEMYŚLE LOTNICZYM
 FOR COMPOSITE MATERIALS IN AIRCRAFT INDUSTRY DO MATERIAŁÓW KOMPOZYTOWYCH W PRZEMYŚLE LOTNICZYM DUAL HELIX CARBIDE END MILLS WĘGLIKOWY FREZ PALCOWY NA PRZEMIAN SKOŚNY 4 FLUTE CARBIDE END MILLS WĘGLIKOWY
FOR COMPOSITE MATERIALS IN AIRCRAFT INDUSTRY DO MATERIAŁÓW KOMPOZYTOWYCH W PRZEMYŚLE LOTNICZYM DUAL HELIX CARBIDE END MILLS WĘGLIKOWY FREZ PALCOWY NA PRZEMIAN SKOŚNY 4 FLUTE CARBIDE END MILLS WĘGLIKOWY
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
M800 SEKT12T3. Stable face milling under high-load conditions. Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS
 Stable face milling under high-load conditions SEKT12T3 Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SEKT12T3 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
Stable face milling under high-load conditions SEKT12T3 Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SEKT12T3 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
Harmonogram kurs: Programowanie w systemie CNC
 2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
The development of the technological process in an integrated computer system CAD / CAM (SerfCAM and MTS) with emphasis on their use and purpose.
 with emphasis on their use and purpose.") mgr inż. Marta Kordowska, dr inż. Wojciech Musiał; Politechnika Koszalińska, Wydział: Mechanika i Budowa Maszyn; marteczka.kordowska@vp.pl wmusiał@vp.pl Opracowanie przebiegu procesu technologicznego w
mgr inż. Marta Kordowska, dr inż. Wojciech Musiał; Politechnika Koszalińska, Wydział: Mechanika i Budowa Maszyn; marteczka.kordowska@vp.pl wmusiał@vp.pl Opracowanie przebiegu procesu technologicznego w
dla zapewnienia najwyższej elastyczności.
 Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC
 HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
-Special. -Endmills. Ceny wraz z dopłatą surowcową Prices without any addition new! Ø 32 Strona/Page 4,5. Black Panther DN 630 +
 -Special SP102-1/2016-PL/GB HDS -Frezy -Endmills Wysokowydajna alternatywa dla konwencjonalnych frezów HSS i frezów pełnowęglikowych. The powerful alternative compared with conventional H.S.S.-and carbide
-Special SP102-1/2016-PL/GB HDS -Frezy -Endmills Wysokowydajna alternatywa dla konwencjonalnych frezów HSS i frezów pełnowęglikowych. The powerful alternative compared with conventional H.S.S.-and carbide
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
M210 SNKX1205. Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
 Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
Stable face milling under high-load conditions Stabilna obróbka przy wysokich posuwach SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN SNKX1205 FACE MILLING CUTTERS FREZY DO OBRÓBKI PŁASZCZYZN
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
5 : mm. Główna krawędź skrawająca
 Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Obrabiarki CNC. Nr 10
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
REAMERS ROZWIERTAKI D-148 HOLE MAKING OBRÓBKA OTWORÓW WSRN Z =3, 4 D149-D147 WSBN Z=8-12 D148-D149 WTRN Z=8-12 D150.
 REAMERS ROZWIERTAKI Z =3, 4 49-47 3,4 FLUTE SOLID CARBIDE REAMER FOR HSM* 3,4 OSTRZOWY ROZWIERTAK PEŁNOWĘGLIKOWY DO OBRÓBKI HSM* WSBN Z=8-12 48-49 3,4 FLUTE SOLID CARBIDE REAMER FOR SUPER FINISHING THROW
REAMERS ROZWIERTAKI Z =3, 4 49-47 3,4 FLUTE SOLID CARBIDE REAMER FOR HSM* 3,4 OSTRZOWY ROZWIERTAK PEŁNOWĘGLIKOWY DO OBRÓBKI HSM* WSBN Z=8-12 48-49 3,4 FLUTE SOLID CARBIDE REAMER FOR SUPER FINISHING THROW
Narzędzia frezarskie na płytki wymienne NOWOŚCI. Frezy monolityczne. Oprawki narzędziowe
 POKOLM ekspert w obróbce form Narzędzia frezarskie na płytki wymienne Głowice nasadzane Frezy trzpieniowe Frezy z mocowaniem DuoPlug Głowiczki wkręcane Głowice TRIGAWORX NOWOŚCI Głowice na płytki ośmiokątne
POKOLM ekspert w obróbce form Narzędzia frezarskie na płytki wymienne Głowice nasadzane Frezy trzpieniowe Frezy z mocowaniem DuoPlug Głowiczki wkręcane Głowice TRIGAWORX NOWOŚCI Głowice na płytki ośmiokątne
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
KARTA INFORMACYJNA Centrum obróbcze
 OPINIA TECHNICZNA NR 2693/BK/09/2017 KARTA INFORMACYJNA Centrum obróbcze Haas DT-1, S/N: 1125042 Wykonał: mgr inż. Bartłomiej Kosma rzeczoznawca ds. wyceny maszyn i urządzeń Warszawa, dnia 19.09.2017 r.
OPINIA TECHNICZNA NR 2693/BK/09/2017 KARTA INFORMACYJNA Centrum obróbcze Haas DT-1, S/N: 1125042 Wykonał: mgr inż. Bartłomiej Kosma rzeczoznawca ds. wyceny maszyn i urządzeń Warszawa, dnia 19.09.2017 r.
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
Obróbka po realnej powierzchni o Bez siatki trójkątów o Lepsza jakość po obróbce wykańczającej o Tylko jedna tolerancja jakości powierzchni
 TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
B230P VQT5MVRB FREZ TRZPIENIOWY Z PROMIENIEM NAROŻA DO WYSOKOWYDAJNEJ OBRÓBKI STOPÓW TYTANU
 FREZ TRZPIENIOWY Z PROMIENIEM NAROŻA DO WYSOKOWYDAJNEJ OBRÓBKI STOPÓW TYTANU 2018.10 B230P WYŻSZA WYDAJNOŚĆ FREZOWANIA GŁĘBOKICH ROWKÓW Frez posiada 5 ostrzy skrawających i osiowy kanał doprowadzenia chłodziwa,
FREZ TRZPIENIOWY Z PROMIENIEM NAROŻA DO WYSOKOWYDAJNEJ OBRÓBKI STOPÓW TYTANU 2018.10 B230P WYŻSZA WYDAJNOŚĆ FREZOWANIA GŁĘBOKICH ROWKÓW Frez posiada 5 ostrzy skrawających i osiowy kanał doprowadzenia chłodziwa,
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie Obrabiarek CNC II. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
Wykorzystanie analiz MES w badaniach prototypów obrabiarek
 Wykorzystanie analiz MES w badaniach prototypów obrabiarek 44-100 Gliwice, Konarskiego 18A, tel: +48322371680, PLAN PREZENTACJI WPROWADZENIE CHARAKTERYSTYKA OBRABIAREK CIĘŻKICH BADANIA MODELOWE OBRABIAREK
Wykorzystanie analiz MES w badaniach prototypów obrabiarek 44-100 Gliwice, Konarskiego 18A, tel: +48322371680, PLAN PREZENTACJI WPROWADZENIE CHARAKTERYSTYKA OBRABIAREK CIĘŻKICH BADANIA MODELOWE OBRABIAREK
KARTA INFORMACYJNA Centrum obróbcze
 OPINIA TECHNICZNA NR 2867/BK/12/2017 KARTA INFORMACYJNA Centrum obróbcze Haas VM-3, S/N: 1123314 Wykonał: mgr inż. Bartłomiej Kosma rzeczoznawca ds. wyceny maszyn i urządzeń Warszawa, dnia 04.12.2017 r.
OPINIA TECHNICZNA NR 2867/BK/12/2017 KARTA INFORMACYJNA Centrum obróbcze Haas VM-3, S/N: 1123314 Wykonał: mgr inż. Bartłomiej Kosma rzeczoznawca ds. wyceny maszyn i urządzeń Warszawa, dnia 04.12.2017 r.
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Modułowy system narzędziowy Coromant EH
 Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Przykład projektowania obróbki 2.5D na mikrofrezarkę DENFORD MICROMILL 2000 CE
 Przykład projektowania obróbki 2.5D na mikrofrezarkę DENFORD MICROMILL 2000 CE 1. Cel projektu Celem projektu jest wykonanie obróbki wybranego kształtu na przygotówce o wymiarach: 50x50x90 za pomocą programu
Przykład projektowania obróbki 2.5D na mikrofrezarkę DENFORD MICROMILL 2000 CE 1. Cel projektu Celem projektu jest wykonanie obróbki wybranego kształtu na przygotówce o wymiarach: 50x50x90 za pomocą programu
dr inŝ. Adam Zalewski ITW
 Optymalizacja sposobu i parametrów obróbki na obrabiarkach sterowanych numerycznie dr inŝ. Adam Zalewski ITW 22.01.2009 Plan wystąpienia Przegląd problematyki Istniejący stan wiedzy Integrator CNC/CAM
Optymalizacja sposobu i parametrów obróbki na obrabiarkach sterowanych numerycznie dr inŝ. Adam Zalewski ITW 22.01.2009 Plan wystąpienia Przegląd problematyki Istniejący stan wiedzy Integrator CNC/CAM
DOKŁADNOŚĆ KSZTAŁTOWA POWIERZCHNI ZŁOŻONEJ PO PROCESACH SYMULTANICZNEGO 5-OSIOWEGO FREZOWANIA PUNKTOWEGO ORAZ OBWODOWEGO.
 DOI: 10.17814/mechanik.2015.8-9.481 Dr hab. inż. Jan BUREK, prof. PRz; mgr inż. Karol ŻURAWSKI; mgr inż. Piotr ŻUREK, mgr inż. Jacek MISIURA (Politechnika Rzeszowska): DOKŁADNOŚĆ KSZTAŁTOWA POWIERZCHNI
DOI: 10.17814/mechanik.2015.8-9.481 Dr hab. inż. Jan BUREK, prof. PRz; mgr inż. Karol ŻURAWSKI; mgr inż. Piotr ŻUREK, mgr inż. Jacek MISIURA (Politechnika Rzeszowska): DOKŁADNOŚĆ KSZTAŁTOWA POWIERZCHNI
Skuteczność NCBrain. Funkcja NCBrain. Usuwanie zbędnych przejść w powietrzu. Automatyczne dodawanie ścieżek w obszarach przeciążenia narzędzia
 Skuteczność NCBrain Redukcja czasu obróbki poprzez zoptymalizowanie parametrów i zwiększenie prędkości skrawania dzięki użyciu ATC Zmienny Kąt Opasania Zapobieganie uszkodzeniu narzędzia i łatwe sterowanie
Skuteczność NCBrain Redukcja czasu obróbki poprzez zoptymalizowanie parametrów i zwiększenie prędkości skrawania dzięki użyciu ATC Zmienny Kąt Opasania Zapobieganie uszkodzeniu narzędzia i łatwe sterowanie
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
SPECYFIKACJA TECHNICZNA
 Załącznik Nr 6 SPECYFIKACJA TECHNICZNA Zakup maszyn i urządzeń dla Oddziału Politechniki Rzeszowskiej w Stalowej Woli. Wyposażenie Katedry Technologii Maszyn i Organizacji Produkcji w ramach Laboratorium
Załącznik Nr 6 SPECYFIKACJA TECHNICZNA Zakup maszyn i urządzeń dla Oddziału Politechniki Rzeszowskiej w Stalowej Woli. Wyposażenie Katedry Technologii Maszyn i Organizacji Produkcji w ramach Laboratorium
WYTYCZNE DO OPRACOWANIA SYSTEMU CAM DLA SZLIFOWANIA GUIDELINES FOR CREATION CAM SOFTWARE FOR GRINDING
 Dr hab inż. Janusz Porzycki, prof. PRz, email: jpor@prz.edu.pl Politechnika Rzeszowska Mgr inż. Roman Wdowik, e-mail: rwdowik@prz.edu.pl Politechnika Rzeszowska WYTYCZNE DO OPRACOWANIA SYSTEMU CAM DLA
Dr hab inż. Janusz Porzycki, prof. PRz, email: jpor@prz.edu.pl Politechnika Rzeszowska Mgr inż. Roman Wdowik, e-mail: rwdowik@prz.edu.pl Politechnika Rzeszowska WYTYCZNE DO OPRACOWANIA SYSTEMU CAM DLA
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Jakiekolwiek nazwy własne użyte w SIWZ są tylko przykładami pożądanej przez Zamawiającego konfiguracji produktów, które spełniają wymogi Zamawiającego. Przez produkt
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Jakiekolwiek nazwy własne użyte w SIWZ są tylko przykładami pożądanej przez Zamawiającego konfiguracji produktów, które spełniają wymogi Zamawiającego. Przez produkt
() (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
Narzędzia z tłumieniem drgań źródłem produktywności. Silent Tools
 Narzędzia z tłumieniem drgań źródłem produktywności Silent Tools Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Narzędzia z tłumieniem drgań źródłem produktywności Silent Tools Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
SolidCAM - najczęściej zadawane pytania
 SolidCAM - najczęściej zadawane pytania 1. Jaka jest liczba programowalnych osi (ile, jakich)? System SolidCAM umożliwia programowanie ścieżek narzędzia w 5 osiach lub więcej, programowanie robotów 6 osiowych,
SolidCAM - najczęściej zadawane pytania 1. Jaka jest liczba programowalnych osi (ile, jakich)? System SolidCAM umożliwia programowanie ścieżek narzędzia w 5 osiach lub więcej, programowanie robotów 6 osiowych,
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi
 Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
4 Narzędzia Diamentowe / PCD Tools
 4 Narzędzia Diamentowe / PCD Tools Frezy Diamentowe z 1 ostrzem do wiercenia pionowego i pracy bocznej. Przeznaczone do obróbki: twardego drewna, materiałów drewnopochodnych, MDF, HPL i tworzyw sztucznych
4 Narzędzia Diamentowe / PCD Tools Frezy Diamentowe z 1 ostrzem do wiercenia pionowego i pracy bocznej. Przeznaczone do obróbki: twardego drewna, materiałów drewnopochodnych, MDF, HPL i tworzyw sztucznych
Nowe produkty. Rozszerzenie programu. WTX UNI Upgrade. WTX Feed UNI WTX TB. WTX głowiczki wymienne. Film: WTX UNI Upgrade. Film: WTX Feed UNI
 Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji
 FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
JDSD Wiertła płytkowe
 -Special SP103/2015-PL/GB JDSD płytkowe Short Hole Drills SPMX SPKX Dostępne o średnicy 12,5 do 50mm Available from Diameter 12,5 to 50mm Obrobiona cieplnie i specjalnie pokrywana powierzchnia dla większej
-Special SP103/2015-PL/GB JDSD płytkowe Short Hole Drills SPMX SPKX Dostępne o średnicy 12,5 do 50mm Available from Diameter 12,5 to 50mm Obrobiona cieplnie i specjalnie pokrywana powierzchnia dla większej
M6800. Nowy wymiar we frezowaniu trzpieniowym frezami składanymi Seria M6800. Frezy walcowo-czołowe 90 Seria M6800 wprowadzenie
 Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
1/RPOWSL/ /06/2017
 Załącznik nr 1 do zapytania ofertowego nr 1/RPOWSL/03.02.00/06/2017 dotyczące wyboru dostawcy: - Pionowego centrum frezarskie CNC - Tokarki CNC - Oprzyrządowania dla pionowego centrum frezarskiego CNC
Załącznik nr 1 do zapytania ofertowego nr 1/RPOWSL/03.02.00/06/2017 dotyczące wyboru dostawcy: - Pionowego centrum frezarskie CNC - Tokarki CNC - Oprzyrządowania dla pionowego centrum frezarskiego CNC
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I
 ...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
Silent Tools. Narzędzia z tłumieniem drgań źródłem produktywności
 Silent Tools Narzędzia z tłumieniem drgań źródłem produktywności Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Silent Tools Narzędzia z tłumieniem drgań źródłem produktywności Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Centrum obróbcze CNC BIESSE Skipper 100
 strona 1/5 Centrum obróbcze CNC BIESSE Skipper 100 Szczegóły maszyny Nr maszyny: 77787 Producent: BIESSE Typ maszyny: Centra obróbcze CNC Model / Typ: Skipper 100 Rok produkcji: 2005 Jakość maszyny: dobry
strona 1/5 Centrum obróbcze CNC BIESSE Skipper 100 Szczegóły maszyny Nr maszyny: 77787 Producent: BIESSE Typ maszyny: Centra obróbcze CNC Model / Typ: Skipper 100 Rok produkcji: 2005 Jakość maszyny: dobry
BADANIA TOCZENIA SPIEKANYCH PROSZKOWO MATERIAŁÓW Z ZASTOSOWANIEM OPROGRAMOWANIA PRODUCTION MODULE
 Zeszyt1 Marzec2017 pp.16 21 BADANIA TOCZENIA SPIEKANYCH PROSZKOWO MATERIAŁÓW Z ZASTOSOWANIEM OPROGRAMOWANIA PRODUCTION MODULE Andrzej Matras, Wojciech Zębala Instytut Technologii Maszyn i Automatyzacji
Zeszyt1 Marzec2017 pp.16 21 BADANIA TOCZENIA SPIEKANYCH PROSZKOWO MATERIAŁÓW Z ZASTOSOWANIEM OPROGRAMOWANIA PRODUCTION MODULE Andrzej Matras, Wojciech Zębala Instytut Technologii Maszyn i Automatyzacji
Frezy kuliste Sphero-XR / Sphero-XF obróbka kształtów 3D opanowana do perfekcji
 passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
LED PAR 56 7*10W RGBW 4in1 SLIM
 LED PAR 56 7*10W RGBW 4in1 SLIM USER MANUAL Attention: www.flash-butrym.pl Strona 1 1. Please read this specification carefully before installment and operation. 2. Please do not transmit this specification
LED PAR 56 7*10W RGBW 4in1 SLIM USER MANUAL Attention: www.flash-butrym.pl Strona 1 1. Please read this specification carefully before installment and operation. 2. Please do not transmit this specification
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM
 Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
P r e c y z y j n a To k a r k a U n i w e r s a l n a
 TC 6 0 0 P r e c y z y j n a To k a r k a U n i w e r s a l n a M ech a n i ca l E n g i n eeri n g M a d e i n E u ro p e www.spinner.eu.com sales.poland@spinner.eu.com Najważniejsze cechy obrabiarki
TC 6 0 0 P r e c y z y j n a To k a r k a U n i w e r s a l n a M ech a n i ca l E n g i n eeri n g M a d e i n E u ro p e www.spinner.eu.com sales.poland@spinner.eu.com Najważniejsze cechy obrabiarki
EMA Ultima (aluminium) Automat do frezowania, piłowania dla profili aluminiowych EMA Ultima
 Automat do frezowania, piłowania dla profili aluminiowych EMA Ultima") Automat do frezowania, piłowania dla profili aluminiowych EMA Ultima Automat do frezowania, piłowania do profili aluminiowych EMA Ultima Centrum obróbcze CNC do frezowania z integrowaną piłą do profili
Automat do frezowania, piłowania dla profili aluminiowych EMA Ultima Automat do frezowania, piłowania do profili aluminiowych EMA Ultima Centrum obróbcze CNC do frezowania z integrowaną piłą do profili
Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji
 _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
_ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
CoroMill QD. Wysoka niezawodność frezowania rowków
 CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym