ŚWIDRY SKRZYDŁOWE I GRYZOWE
|
|
|
- Izabela Zych
- 8 lat temu
- Przeglądów:
Transkrypt
1 ŚWIDRY SKRZYDŁOWE I GRYZOWE

2 PODZIAŁ NARZĘDZI WIERCĄCYCH Narzędzia wiercące stosowane przy wierceniu otworów metodą obrotową można podzielić według przeznaczenia na: 1. świdry o pełnym przekroju zwiercania dna otworu; 2. koronki rdzeniowe, zwiercające pierścień skały w celu uzyskania rdzenia; 3. poszerzacze zwiercające pierścień skały w celu powiększenia średnicy otworu; 4. świdry specjalnego przeznaczenia: - do prostowania skrzywionych otworów, - do krzywienia otworów kierunkowych, - do zwiększenia średnicy na pewnych odcinkach, - do prac ratunkowych, - do zwiercania korka cementowego.

3 PODZIAŁ NARZĘDZI WIERCĄCYCH c.d. Świdry i koronki ze względów konstrukcyjnych można podzielić na: - skrzydłowe; - gryzowe; - diamentowe.

4 PODZIAŁ NARZĘDZI WIERCĄCYCH c.d. Ze względu na sposób urabiania skały narzędzia wiercące dzielimy na: - skrawające; - ścinające; - frezujące; - kruszące; - o działaniu pośrednim.

5 ŚWIDRY SKRZYDŁOWE

6 ŚWIDRY SKRZYDŁOWE Do grupy tej zaliczane są świdry płaskie: rybi ogon o długich i krótkich ostrzach, świdry dwuskrzydłowe, trójskrzydłowe, czteroskrzydłowe (krzyżaki) oraz różne ich modyfikacje.
 oraz różne ich")
7 Świder prosty Świder czteroskrzydłowy

8 Świdry trójskrzydłowe: odmiana a oraz odmiana b

9 Świder skrzydłowy paraboliczny Świder skrzydłowy spiczasty

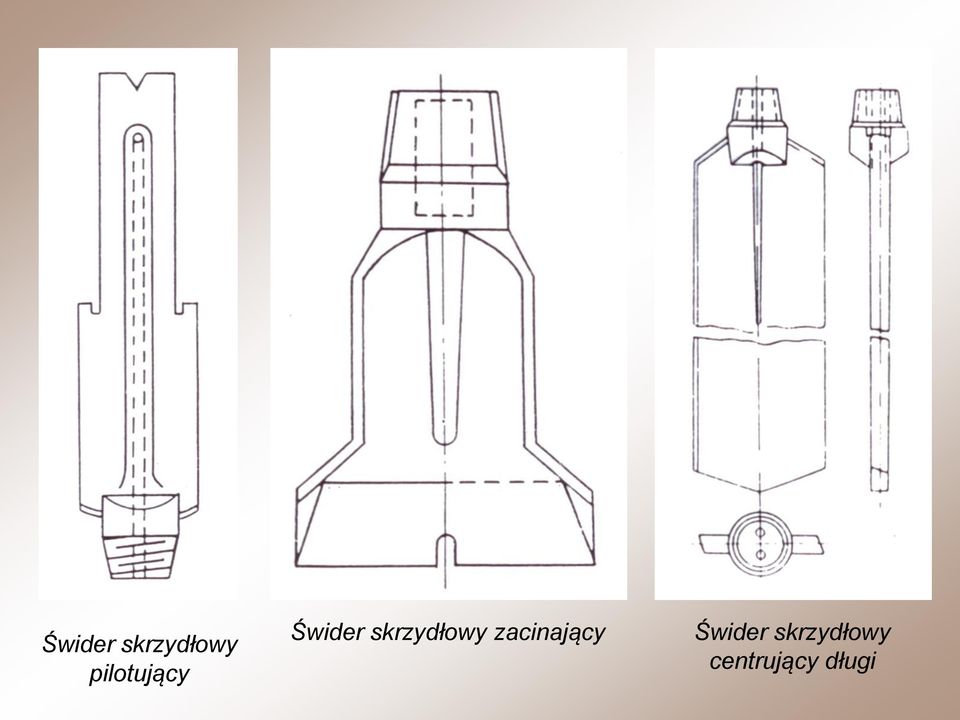
10 Świder skrzydłowy pilotujący Świder skrzydłowy zacinający Świder skrzydłowy centrujący długi
11 PARAMETRY TECHNOLOGICZNE ŚWIDRÓW SKRZYDŁOWYCH 1. Kąt skrawania a kąt pomiędzy przednią płaszczyzną ostrza świdra a płaszczyzną dna otworu. 2. Kąt zaostrzenia b kąt pomiędzy przednią i tylną płaszczyzną ostrza świdra. Kąty skrawania a i zaostrzania b świdrów skrzydłowych prostych: 1 dla skał miękkich, 2 dla skał spoistych, 3 dla skał o średniej spoistości.

12 3. Prędkość obrotowa świdrów skrzydłowych n < 100 obr/min. PARAMETRY TECHNOLOGICZNE ŚWIDRÓW SKRZYDŁOWYCH c.d. 4. Połączenie świdrów: - czopowe, - mufowe (lepsze). 5. Świdry skrzydłowe wykonuje się z: - stali węglowej wyższej jakości do ulepszania, - stali chromowej do ulepszania. Świdry skrzydłowe: a prosty, b trójskrzydłowe, c paraboliczny.

13 Świdry dwuskrzydłowe wyposażone są w krótkie ostrza. We wnętrzu kadłuba posiadają nasadki dyszowe. Stosowane są przy wierceniu otworów o małych średnicach. Świdry trój- i czteroskrzydłowe posiadają wymienne ostrza. Nasadki dyszowe umieszczone są w taki sposób, że oczyszczają stycznie ostrza i nie rozmywają ściany otworu.

14 ŚWIDRY GRYZOWE

15 ŚWIDRY GRYZOWE Świdry gryzowe znalazły najszersze zastosowanie przy wierceniu obrotowym metodą stołową, oraz przy wykorzystaniu silników wgłębnych. Ze względu na cechy konstrukcyjne świdry gryzowe dzieli się na : jedno-, dwu-, trój- i czterogryzowe.

16 ŚWIDRY GRYZOWE Ze względu na rodzaj zębów wyróżnia się: świdry gryzowe z zębami frezowanymi oraz z zębami w postaci słupków z twardych spieków.

17 NAZEWNICTWO ELEMENTÓW ŚWIDRA

18 ŚWIDRY GRYZOWE Rozważając uszczelnienie łożysk świdrów gryzowych wyróżnia się świdry z łożyskami uszczelnionymi i nieuszczelnionymi.

19 ŚWIDRY GRYZOWE c.d. Analizując rozwiązania systemu oczyszczania narzędzia wiercącego spośród świdrów gryzowych wyróżnia się narzędzia wiercące: - z centralnym płukaniem, - z dyszami standardowymi, - z dyszami przedłużonymi, - z dyszami ekscentrycznymi oraz narzędzia przeznaczone do wiercenia z płuczką powietrzną.

20 ŚWIDRY GRYZOWE c.d. Świdry jedno i dwugryzowe produkowane są obecnie bardzo rzadko. Przeznaczone one są głównie do wiercenia w skałach miękkich. Uzyskuje się nimi stosunkowo duże uwierty jednakże ze względu na znaczne odchylanie osi otworu od założonej trajektorii sterowanie przebiegiem otworu pilotowego w horyzontalnych wierceniach kierunkowych jest bardzo utrudnione.

21 ŚWIDRY GRYZOWE c.d. Świdry trójgryzowe - pierwsze świdry trójgryzowe wyprodukowane zostały w 1933 r. i do dnia dzisiejszego są najczęściej używanymi narzędziami wiercącymi przy wykonywaniu otworów w skałach.
22 ŚWIDRY TRÓJGRYZOWE Gryzy (x3) Słupki Zęby frezowane Zbrojenie Dysze (x3) Świder słupkowy Połączenie API Świder z zębami frezowanymi
23 ŚWIDRY GRYZOWE c.d. Świdry czterogryzowe stosuje się obecnie również rzadko ze względu na problemy związane z rozwiązaniem systemu płukania dyszowego z równoczesnym skierowaniem strumienia płuczki bezpośrednio na dno otworu. Ustępują one znacznie pod względem wskaźników wiercenia świdrom trójgryzowym.
24 ŚWIDRY GRYZOWE Z ZĘBAMI FREZOWANYMI Do głównych cech konstrukcyjnych świdrów gryzowych zaliczyć należy: - geometrię gryzów (obecność i wielkość poślizgu), - wysokość i długość zębów, - kąt zaostrzenia zębów, - podziałkę, - współczynnik pokrycia dna otworu wiertniczego (stosunek rzutów długości zębów poszczególnych gryzów na płaszczyznę poziomą do długości promienia świdra) n=(l1+l2+l3)/r, - liczbę zębów na poszczególnych wieńcach, - sposób rozmieszczenia zębów wzdłuż tworzącej gryzów, - zbrojenie skrajnych wieńców.
25 ŚWIDRY GRYZOWE Z ZĘBAMI FREZOWANYMI c.d. Poszczególne typy świdrów w zależności od przeznaczenia różnią się między sobą tymi cechami. Świdry gryzowe mogą bowiem w zależności od swych parametrów konstrukcyjnych efektywnie wiercić w skałach miękkich, średnio twardych, twardych i bardzo twardych. Zmiany cech konstrukcyjnych świdrów trójgryzowych w zależności od twardości skał przedstawia Cecha konstrukcyjna Wysokość i długość zębów Kąt zaostrzenia zębów Podziałka Poślizg Kąt nachylenia gryzów Współczynnik pokrycia dna otworu Liczba wieńców na poszczególnych gryzach Liczba zębów na poszczególnych wieńcach Wzrost twardości skał Maleje Rośnie Maleje Maleje Maleje Rośnie Rośnie Rośnie
26 PORÓWNANIE ŚWIDRÓW PRZEZNACZONYCH DO WIERCENIA W SKAŁACH 17 1/2 MAX-GT1 17 1/2 MAX-GT3 Miękkich Średnio twardych
27 ŚWIDRY GRYZOWE Z ZĘBAMI W POSTACI SŁUPKÓW Z TWARDYCH SPIEKÓW Świdry tego typu wprowadzone zostały do wiertnictwa w 1952 r. Początkowo przeznaczone były do wiercenia w skałach bardzo twardych a obecnie ich aplikacja rozszerzona została na wszystkie rodzaje skał i nie różnią się od konstrukcji świdrów gryzowych z zębami frezowanymi.
28 ŚWIDRY GRYZOWE Z ZĘBAMI W POSTACI SŁUPKÓW Z TWARDYCH SPIEKÓW c.d. Świdry słupkowe zamiast zębów posiadają wykształcone słupki wykonane z twardych spieków. Wysokość ilość i kształt oraz rozmieszczenie słupków uwarunkowane jest twardością skał.
29 TYPY SŁUPKÓW DO SKAŁ Twardych Średniotwardych Miękkich
30 Średniotwardych PORÓWNANIE ŚWIDRÓW SŁUPKOWYCH PRZEZNACZONYCH DO WIERCENIA W SKAŁACH Miękkich Twardych
31 ŁOŻYSKA, USZCZELNIENIE I SMAROWANIE
32 TYPY ŁOŻYSK Bardzo ważnym elementem świdrów trójgryzowych (z zębami frezowanymi i słupkowymi) wpływającym na ich żywotność jest system ułożyskowania. Początkowo stosowane były 3 łożyska toczne. Obecnie konstrukcje łożysk uzależnione są od obciążeń przenoszonych przez świder. Dla dużych obciążeń (dużych średnic) w świdrach powyżej 254 mm średnicy stosuje się łożyska wałkowokulkowo-ślizgowe. W mniejszych średnicach świdrów rezygnuje się stopniowo z łożysk tocznych na rzecz łożysk ślizgowych.
33 TYPY ŁOŻYSK c.d. Łożyska ślizgowe Łożyska toczne kulkowo- wałeczkowe
34 ROZKŁAD SIŁ W ŁOŻYSKACH Łożysko ślizgowe przylega całą powierzchnią Niskie obciążenie na jednostkę powierzchni Łożysko toczne posiada kontakt punktowy Duże obciążenie na jednostkę powierzchni
35 ROZKŁAD SIŁ W ŁOŻYSKACH łożyska ślizgowe Nacisk na świder rozkłada się na obciążenia osiowe i radialne. Obciążenie radialne przenoszone jest na łożysko ślizgowe i czop pilotujący. Obciążenia osiowe przenoszone są na powierzchnię czołową łożyska i czop pilotujący. Nacisk
36 ROZKŁAD SIŁ W ŁOŻYSKACH łożyska toczne Nacisk na świder rozkłada się na obciążenia osiowe i radialne. Obciążenie radialne przenoszone jest na elementy toczne łożyska (dwa lub więcej). Obciążenia osiowe przenoszone są na powierzchnię czołową łożyska i czop pilotujący. Nacisk
37 MECHANIZM ZAMYKANIA GRYZÓW Układ zamykający elementy toczne jest podstawą bezpiecznej eksploatacji świdra: kulki są wprowadzane od strony łapy łożyska, a następnie są szczelnie zamykane sworzniem.
38 SMAROWANIE
39 SYSTEM UŁOŻYSKOWANIA ŚWIDRÓW GRYZOWYCH Łożyska narzędzi wiercących mogą być uszczelniane poprzez smarowanie wewnętrzne lub nieuszczelniane. Przekrój przez świder gryzowy z uszczelnionymi łożyskami przedstawia rysunek.
40 SYSTEM SMAROWANIA Zbiornik ze smarem pod ciśnieniem (jeden na każdy gryz) Zbiornik wypełniony jest smarem Płuczka wywierając ciśnienie na część gumową kompensatora powoduje przemieszczanie się smaru do łożysk.
41 SYSTEM SMAROWANIA Pierścień zamykający Metalowa część kompensatora Gumowa część kompensatora Zamknięcie kompensatora Uszczelnienie typu O-Ring Otwór działania ciśnienia płuczki Otwór łączący z łożyskiem
42 KALIBROWANIE ŚREDNICY OTWORU
43 KALIBROWANIE ŚREDNICY NARZĘDZI GRYZOWYCH Bardzo ważnym zadaniem jakie stawia się przy eksploatacji świdra gryzowego jest konieczność utrzymania średnicy nominalnej otworu wiertniczego. Czynnik ten jest bardzo istotny ze względu na: - żywotność narzędzia i ekonomikę jego pracy; - krzywienie otworu wiertniczego; - niebezpieczeństwo awarii i komplikacji wiertniczych.
44 KALIBROWANIE ŚREDNICY NARZĘDZI GRYZOWYCH c.d. W celu zachowania pierwotnej średnicy czopy łap napawa się płytkami z węglika wolframu lub uzbraja się naturalnymi diamentami. W celu ograniczenia zużycia świdra gryzowego na średnicy zwiększa się powierzchnię zębów umieszczonych na skrajnych wieńcach.
45 KALIBROWANIE ŚREDNICY c.d. Stosowanie diamentów na zewnętrznym wieńcu
46 STOSOWANIE DIAMENTÓW SYNTETYCZNYCH DT Diamenty syntetyczne na zewnętrznym wieńcu Diamenty syntetyczne na DX zewnętrznej powierzchni gryza


47 PROFILOWANIE POWIERZCHNI TYLNIEJ GRYZÓW Konwencjonalny Kalibrowana średnica
48 UTWARDZANIE ZĘBÓW NA SKRAJNYCH WIEŃCACH Powierzchnia czołowa Powierzchnia boczna Powierzchnia wieńcowa
49 NAPAWANIE ŁAP ŚWIDRA Napawanie na łapach świdra w celu zabezpieczenia ich przez zużyciem.
50 WZMACNIANIE ŁAP ŚWIDRA Wzmacnianie łap służy zabezpieczeniu przed zużyciem oraz stabilizacji ruchu obrotowego narzędzia.

51 ZBROJENIE ŁAP ŚWIDRA Dodatkowe zbrojenie łap świdra w postaci punktowych elementów z twardych spieków.

52 ZABEZPIECZENIE KOMPENSATORÓW CIŚNIENIA Twarde spieki
53 SYSTEMY OCZYSZCZANIA ŚWIDRÓW ZE ZWIERCIN
54 SYSTEMY OCZYSZCZANIA NARZĘDZI GRYZOWYCH Świdry gryzowe posiadają różne rozwiązania systemu płukania. Wydostający się z przewodu wiertniczego strumień płuczki powinien spełniać następujące funkcje w celu zapewnienia efektywnej pracy narzędzia wiercącego : - ochładzać i niekiedy smarować narzędzie; - oczyszczać zęby świdra; - dostarczać energię na dno otworu wiertniczego.
55 SYSTEMY OCZYSZCZANIA NARZĘDZI GRYZOWYCH c.d. Do obecnie stosowanych rozwiązań systemu płukania narzędzi gryzowych zaliczyć należy zaliczyć: a) świdry z centralnym płukaniem; b) świdry z dyszami standardowymi; c) świdry z przedłużonymi dyszami; d) świdry do wiercenia z płuczką powietrzną.
56 W PEŁNI WYDŁUŻONE DYSZE Dysze w pełni wydłużone zwiększają siłę udaru hydraulicznego płuczki o dno otworu wiertniczego
57 DYSZE NIEZNACZNIE WYDŁUŻONE Nieznacznie wydłużone dysze montowane są do świdrów 8 1/2 lub większych. Zadaniem ich jest ukierunkowanie strugi płuczki wypływającej z dysz narzędzia wiercącego.
58 MIĘDZYNARODOWA KLASYFIKACJA ŚWIDRÓW GRYZOWYCH wg AIDC Międzynarodowe Stowarzyszenie Kontraktorów Wiertniczych IADC (International Associacion of Drilling Contraktors) stworzyło klasyfikację świdrów gryzowych. Klasyfikacja ta obejmuje zarówno właściwości skał jak i osobliwości konstrukcyjne. Uwzględnia również niektóre szczególne przypadki aplikacji narzędzi wiercących. Oznaczenie każdego świdra składa się z 3 cyfr i ewentualnie litery. Pierwsza cyfra od 1 do 8 charakteryzuje typ świdra i jego przeznaczenie. Druga cyfra od 1 do 4 określa typ skał (im większa cyfra tym świder do twardszych skał) Trzecia cyfra od 1 do 9 opisuje właściwości konstrukcyjne świdra.
59 INTERPRETACJA KLASYFIKACJI ŚWIDRÓW GRYZOWYCH wg KODU IADC
60 Oznakowanie świdrów trójgryzowych GLINIK
61 BM1 IADC 111 Rodzaje skał: niezwiązane, bardzo miękkie, sypkie skały, luźne piaski, piaski z zawartością drobnego żwiru, węgle brunatne, sole. Łożysko: standard. M1T IADC 133 Rodzaje skał: uwarstwione miękkie skały jak: iłowce wapniste, łupki piaszczyste, piaskowce o lepiszczu wapnistym, zlepieńce, gipsy porowate, miękkie anhydryty. Łożysko: standard.
62
63 Podklasa twardości Świdry ze standardowymi łożyskami tłocznymi Łożyska nieuszczelnione świder przeznaczony do wiercenia z płuczką powietrzną Łożyska nieuszczelnio ne zbrojenie skrajnych wieńców i powierzchni bocznej gryzów Łożyska toczne uszczelni one Zbrojenie skrajnych wieńców i powierzch ni bocznej gryzów Łożyska ślizgowe uszczelni one Łożyska ślizgowe uszczelnione zbrojenie skrajnych wieńców i powierzchni bocznej gryzów Świdry z zębami frezowanymi Skały miękkie Skały średnio twarde Skały twarde
64 Rys historyczny

65 1909 PIERWSZY ŚWIDER GRYZOWY Zrewolucjonizował wiercenie obrotowe gdyż umożliwił wiercenie w twardych formacjach skalnych

66 1925 ŚWIDER Z SAMOOCZYSZCZAJĄCYMI SIĘ ZĘBAMI Uzyskano ponad dwukrotne zwiększenie prędkości wiercenia oraz zwiększenie uwiertu o 79%.

67 1932 ZASTOSOWANIE ŁOŻYSK TOCZNYCH Zastosowanie łożysk tocznych umożliwił zwiększenie czasu pracy świdrów gryzowych.

68 1933 PIERWSZY ŚWIDER TRÓJGRYZOWY Bardziej wytrzymały niż świdry dwugryzowe. Stanowi standard dzisiejszych narzędzi wiercących.

69 1948 DYSZE W ŚWIDRZE GRYZOWYM Zastosowanie ciśnienia hydraulicznego wywieranego przez płuczkę wypływającą z dysz świdra zwiększyło prędkość wiercenia o 30%.

70 1951 ZASTOSOWANIE SŁUPKÓW Z WĘGLIKÓW SPIEKANYCH Pierwszy słupkowy świder gryzowy Uzyskano zwiększenie uwiertu w twardych formacjach skalnych

71 1959 USZCZELNIENIE ŁOŻYSK Odizolowanie płuczki od łożysk smarowanych wewnętrznie. Zwiększenie czasu pracy łożysk o 30% i uwiertu świdrem o 50%.
72 1969 USZCZELNIENIE TYPU O-RING Zwiększenie żywotności narzędzia wiercącego

73 1979 ŚWIDRY SŁUPKOWE DO SKAŁ MIĘKKICH Pierwszy świder słupkowy umożliwiający efektywne wiercenie w skałach miękkich.

74 1981 POFILOWANIE SŁUPKÓW Zwiększenie żywotności struktury tnącej

75 1986 USZCZELNIENIE METAL METAL (Łożyska ślizgowe) USZCZELNIENIE METAL METAL (łożyska toczne) Dzięki wypolerowanym powierzchniom styku obniżono wartość współczynnika tarcia przez co zwiększono żywotność łożysk.
76 ZASTOSOWANIE TECHNOLOGII WZMACNIANIA ZĘBÓW NA SKRAJNYCH WIEŃCACH Dodatkowe słupki SŁUPKI ZĘBY FREZOWANE Słupki na powierzchni zewnętrznej Dodatkowe utwardzenie Dodatkowe wzmocnienie stalowe powierzchni zewnętrznej Bimetaliczna powierzchnia Słupki Dodatkowe wzmocnienie
77 1996- PIERWSZE POJEDYNCZE SPRĘŻYNUJĄCE USZCZELNIENIE Sprężynujący elastomer Czoło uszczelnienia Gryz
78 1997- OPTYMALIZACJA KIERUNKU PŁUCZKI WYPŁYWAJĄCEJ Z DYSZ ŚWIDRA Kombinacja wielu czynników: - hydrauliki - ułożyskowania, - struktury tnącej.
79 KIERUNKI MODERNIZACJI DIAMENTOWYCH NARZĘDZI WIERCĄCYCH
80 Obecnie stosowane świdry i koronki diamentowe dzieli się na: - świdry typu PDC (Policrystaline Diamond Compact), z ostrzami z polikrystalicznych substancji diamentowych; - świdry z ostrzami z naturalnych diamentów; - świdry impregnowane; - świdry hybrydowe.
81 ŚWIDRY Z OSTRZAMI Z NATURALNYCH DIAMENTÓW Świdry tego typu przeznaczone są do wiercenia w skałach twardych zwięzłych o dużej ścierności. O efektywności pracy świdra diamentowego decyduje: - kształt, rodzaj i liczba diamentów; - stopień odsłonięcia diamentów; - typ i rodzaj matrycy; - kształt i profil świdra; - sposób rozmieszczenia diamentów; - rozmieszczenie kanałów płuczkowych.
82 Diamenty typu borts pochodzą z Afryki, mają kulisty kształt i są najbardziej rozpowszechnine ze względu na niska cenę. Wyparły one diamenty typu carbonado. Diamenty Carbonado pochodzą z Brazyli, są drobnoziarniste, porowate o kolorze brunatnoczarnym lub czarnym. Diamentami tymi zbroi się najbardziej narażone na zużycie powierzchnie boczne świdrów i koronek rdzeniowych. Do wiercenia w skałach średniotwardych używa się również tańszych diamentów typu Kongo.
83 KORELACJA PRĘDKOŚCI WIERCENIA ŚWIDRAMI Z OSTRZAMI WYKONANYMI Z NATURALNYCH DIAMENTÓW OD WIELKOŚCI KAMIENI DIAMENTOWYCH Ilość kamieni przypadających na 1 karat [sztuk] Uzyskiwana prędkość wiercenia [m/godz] 1 2 2,4 3, ,2 2, ,2 1, ,9 1, ,3 1,2 > 12 < 0,3
84 Naturalne diamenty osadzane są w matrycy wykonanej z węglika wolframu, przy czym kamienie o najmniejszej wielkości stosowane są w narzędziach wiercących przeznaczonych do skał najtwardszych. Wynika to z faktu, iż najmniejsze kamienie przenoszą największą wartość siły przypadającej na jednostkę powierzchni styku kamienia ze skałą.
85 W wyniku wieloletniej praktyki opracowano różne systemy rozmieszczania naturalnych diamentów na korpusie świdra. Obecnie stosowane rozkłady naturalnych diamentów można określić jako: wachlarzowy; promieniowy; kołowy; grzbietowy; spiralny.
86 WACHLARZOWY W układzie wachlarzowym, w celu zwiercenia pierścienia skały, diamenty rozmieszczone są w różnej odległości od osi narzędzia wiercącego w obrębie jednego segmentu świdra.
87 PROMIENIOWY W układzie promieniowym diamenty osadzone są na korpusie świdra liniowo wzdłuż radialnie rozchodzących się prostych.
88 KOŁOWY Układ kołowy tworzą diamenty, które umieszczone są na koncentrycznych okręgach.
89 GRZBIETOWY W układzie grzbietowym diamenty zgrupowane są w bloki, zewnętrznie stanowiące jedną całość.
90 SPIRALNY Rozmieszczenia diamentów wzdłuż spirali.
91 Naturalne diamenty posiadają ograniczoną odporność termiczną. W temperaturach od 500 o C do 800 o C diamenty utleniają się nie tracąc swych właściwości mechanicznych. Na podstawie badań laboratoryjnych i terenowych stwierdzono, że za granicę odporności termicznej należy przyjąć temperaturę1200 o C. Po przekroczeniu jej na skutek grafityzacji (1450 o C) diamenty zaczynają pękać i tracić swe właściwości wytrzymałościowe. W związku z tym konieczne jest stosowanie odpowiednio wydajnego płukania, w celu chłodzenia powierzchni roboczych świdra.
92 Ogólną zasadą jest stosowanie bezdyszowego oczyszczania i chłodzenia narzędzia wiercącego w układzie: - promieniowym; - poprzecznym (krzyżowo - szczelinowym), - w postaci otwartych otworów o różnym kształcie.
93 SYSTEMY OCZYSZCZANIA ŚWIDRÓW Z OSTRZAMI Z NATURALNYCH DIAMENTÓW a) promieniowy b) poprzeczny c) otwarte otwory o różnym kształcie
94 TYPY PROFILI ŚWIDRÓW Z NATURALNYMI DIAMENTAMI a) stożkowy pojedynczy b) stożkowy podwójny c) paraboliczny d) stopniowy
95 ŚWIDRY TYPU PDC Obecne stosowane rozwiązania konstrukcyjne narzędzi wiercących typu PDC charakteryzują się: - stalowym lub matrycowym kadłubem z węglika wolframu; - segmentowym lub skrzydłowo - żebrowym rozmieszczeniem ostrzy; - obecnością bocznych kanałów płuczkowych lub nasadek dyszowych.
96 Obecnie stosowane ostrza PDC składają się z 0,5 mm warstwy polikrystalicznych diamentów połączonej z 2,7 mm warstwą węglika wolframu. Cała płytka osadzona jest na podporze z węglika wolframu w stalowym korpusie świdra. Polikrystaliczna warstwa diamentowa Płytka z węglika wolframu Konwencjonalne ostrze PDC
97 Płytki PDC są wrażliwe na udary mechaniczne, powodujące odspojenie w trakcie wiercenia warstwy polikrystalicznej substancji diamentowej od warstwy węglika wolframu. Prowadzone obecnie prace modernizacyjne mają na celu zwiększenie odporności mechanicznej ostrzy PDC. Jednym z nowych rozwiązań technologicznych zastosowanych przez Firmę Smith Diamond jest wprowadzenie dodatkowej warstwy tworzącej kompaktowe ostrze PDC.
98 Polikrystaliczna warstwa diamentów Warstwa przejściowa Osobliwością konstrukcyjną jest trzecia warstwa pochłaniająca udary mechaniczne ostrza, usytuowana pomiędzy warstwą polikrystaliczną a węglika wolframu. Warstwa węglika wolframu
99 Innym rozwiązaniem konstrukcyjnym mającym na celu zwiększenie trwałości ostrza PDC jest powiększenie powierzchni styku pomiędzy warstwą polikrystaliczną, a warstwą węglika wolframu.
100 ŚWIDRY Z IMPREGNOWANYMI DIAMENTAMI W świdrach tego typu korpus narzędzia wiercącego wykonany jest z matrycy z węglika wolframu, z impregnowanymi wewnątrz syntetycznymi diamentami
101 Struktura ścierna jest odporna na działanie wysokich ciśnień i temperatur i dlatego świdry impregnowane znalazły zastosowanie przy przewiercaniu skał bardzo twardych o niskiej zwiercalności i dużej ścierności. Ze względu na mały rozmiar impregnowanych syntetycznych diamentów uzyskiwane prędkości wiercenia narzędziami tego typu są bardzo niskie. Przy selekcji świdra impregnowanego należy szczególną uwagę zwrócić na właściwy dobór twardości matrycy, by zapewnić jej równoległe zużywanie wraz z ostrzami diamentowymi. Im twardsza skała tym miększą należy stosować matrycę. Wynika to faktu, że w trakcie wiercenia w bardzo ściernych i twardych skałach należy umożliwić wypadanie stępionych na krawędziach syntetycznych ostrzy diamentowych i odsłanianie nowych nie zużytych jeszcze kamieni.
102 ŚWIDRY HYBRYDOWE Narzędzia tego typu mają konstrukcję mieszaną. Oznacza to, że oprócz ostrzy danego typu występują w takim świdrze również inne ostrza. Do narzędzi hybrydowych zaliczyć należy świdry mozaikowe Firmy Hughes Christensen, w których elementami urabiającymi skałę są klasyczne ostrza PDC oraz ostrza mozaikowe składające się z 13 elementów ostrzy termiczne odpornych TSP.
103 MECHANIZM URABIANIA SKAŁY PDC (Ścinanie) Naturalne Diamenty (Zgniatanie/Ścieranie) Gryzowy (Kruszenie) Ballaset (Ścinanie/Skrawanie)
104 MIĘDZYNARODOWA KLASYFIKACJA ŚWIDRÓW DIAMENTOWYCH Międzynarodowe Stowarzyszenie Kontraktorów Wiertniczych IADC (International Associacion of Drilling Contraktors) stworzyło klasyfikację świdrów diamentowych. Klasyfikacja ta obejmuje zarówno właściwości skał jak i osobliwości konstrukcyjne. Uwzględnia również niektóre szczególne przypadki aplikacji narzędzi wiercących. Oznaczenie każdego świdra składa się z 4 znaków. Pierwszy oznacza rodzaj struktury tnącej i materiał matrycy. Drugi określa profil świdra. Trzeci znak charakteryzuje rozwiązania hydrauliczne. Czwarty opisuje rozmiar i gęstość rozmieszczenia ostrzy.
105 KLASYFIKACJA KODOWA ŚWIDRÓW DIAMENTOWYCH ZNAK: Pierwszy Drugi Trzeci Czwarty Rodzaj ostrzy i matrycy Profil świdra Oznaczenie hydrauliki świdra Rozmiar i gęstość ostrzy , R, X, O 1-9, O
106 KLASYFIKACJA KODOWA ŚWIDRÓW DIAMENTOWYCH Znak Pierwszy Rodzaj ostrzy i matrycy D - świdry z naturalnymi diamentami M - ostrza diamentowe osadzane w matrycy z węglików wolframu S - ostrza diamentowe osadzane w matrycy stalowej T - termicznie odporne ostrza O - inne
107 Znak Drugi Profil świdra 1-9 Wysokość stożka kalibrującego ścianę otworu G Wysokość stożka głównego Duża: C>1/4 D Średnia: 1/8 D<C<1/4 D Mała: C<1/8 D Duża: G >3/8 D Średnia: 1/8 D<G<3/8 D Mała: G <1/8 D 7 8 9
108 Znak Trzeci Oznaczenie hydrauliki świdra 1-9, R, X, O R promieniowo usytuowane kanały płuczkowe X poprzecznie usytuowane kanały płuczkowe O inne Wymienne nasadki dyszowe Płukanie strumieniowe Płukanie środkowe Otwory płuczące na powierzchni bocznej w odległości powyżej 25,4 mm od dna Otwory płuczące na powierzchni bocznej w odległości poniżej 25,4 mm od dna Otwory płuczące na powierzchni przylegającej do dna otworu 7 8 9
109 Znak Czwarty Rozmiar i gęstość ostrzy 1-9, O Wielkoś ć ostrzy Rozmiar i gęstość rozmieszczenia ostrzy Mała Średnia Duża Duża Średnia Mała Wielkość ostrzy Duża Średnia Mała Diamenty naturalne Ilość kamieni na karat SPC < > 7 Diamenty syntetyczne Wysokość wystawienia elementów skrawających > 15,8 mm 9,5mm 15,8 mm < 9,5 mm Wielkość diamentów i wysokość wystawienia elementów skrawających świdrów diamentowych
110 PRZYKŁAD OZNACZENIA ŚWIDRÓW D2R5 D ostrza z naturalnych diamentów 2 profil świdra typu dwa R promieniowo usytuowane kanały płuczkowe 5 średnia wielkość ostrzy (SPC) i średnia gęstość ich rozmieszczenia T2X8 T ostrza termicznie odporne 2 profil świdra typu dwa R poprzecznie usytuowane kanały płuczkowe 5 mały rozmiar ostrzy i średnia gęstość ich rozmieszczenia
111 DZIĘKUJĘ ZA UWAGĘ
Narzędzia diamentowe do wiercenia rdzeniowego
 Narzędzia diamentowe do wiercenia rdzeniowego GEOD oferuje koronki diamentowe w pełnym asortymencie średnic i typów zarówno do systemów rdzeniowania wrzutowego jak i dla rdzeniowania konwencjonalnego rdzeniówkami
Narzędzia diamentowe do wiercenia rdzeniowego GEOD oferuje koronki diamentowe w pełnym asortymencie średnic i typów zarówno do systemów rdzeniowania wrzutowego jak i dla rdzeniowania konwencjonalnego rdzeniówkami
1. Wprowadzenie. Artur Bęben*, Michał Maziarz*, Jan Krokosz**, Wacław Urban** Górnictwo i Geoinżynieria Rok 31 Zeszyt 2 2007
 Górnictwo i Geoinżynieria Rok 31 Zeszyt 2 2007 Artur Bęben*, Michał Maziarz*, Jan Krokosz**, Wacław Urban** ŚWIDRY NOWEJ GENERACJI Z OBROTOWYMI NOŻAMI STYCZNYMI JAKO ALTERNATYWNE NOWE ROZWIĄZANIA DO WIERCENIA
Górnictwo i Geoinżynieria Rok 31 Zeszyt 2 2007 Artur Bęben*, Michał Maziarz*, Jan Krokosz**, Wacław Urban** ŚWIDRY NOWEJ GENERACJI Z OBROTOWYMI NOŻAMI STYCZNYMI JAKO ALTERNATYWNE NOWE ROZWIĄZANIA DO WIERCENIA
PL B1. AKADEMIA GÓRNICZO-HUTNICZA IM. STANISŁAWA STASZICA, Kraków, PL BUP 08/08
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 210151 (13) B1 (21) Numer zgłoszenia: 380744 (51) Int.Cl. E21C 35/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 03.10.2006
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 210151 (13) B1 (21) Numer zgłoszenia: 380744 (51) Int.Cl. E21C 35/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 03.10.2006
Dobieranie narzędzi i osprzętu wiertniczego 311[40].Z1.02
![Dobieranie narzędzi i osprzętu wiertniczego 311[40].Z1.02](/thumbs/27/10402269.jpg "Dobieranie narzędzi i osprzętu wiertniczego 311[40].Z1.02") MINISTERSTWO EDUKACJI NARODOWEJ Witold Górski Dobieranie narzędzi i osprzętu wiertniczego 311[40].Z1.02 Poradnik dla ucznia Wydawca Instytut Technologii Eksploatacji Państwowy Instytut Badawczy Radom 2007
MINISTERSTWO EDUKACJI NARODOWEJ Witold Górski Dobieranie narzędzi i osprzętu wiertniczego 311[40].Z1.02 Poradnik dla ucznia Wydawca Instytut Technologii Eksploatacji Państwowy Instytut Badawczy Radom 2007
GEOBOR S 146 Profesjonalne narzędzie zaprojektowane z myślą o wierceniu otworów geotechnicznych i geologicznych
 GEOBOR S 146 Profesjonalne narzędzie zaprojektowane z myślą o wierceniu otworów geotechnicznych i geologicznych 1. Rdzeniowo ze standardową rurą wewnętrzną. Jest to metoda do standardowego wiercenia z
GEOBOR S 146 Profesjonalne narzędzie zaprojektowane z myślą o wierceniu otworów geotechnicznych i geologicznych 1. Rdzeniowo ze standardową rurą wewnętrzną. Jest to metoda do standardowego wiercenia z
WZORU UŻYTKOWEGO PL Y1. AKADEMIA GÓRNICZO-HUTNICZA IM. STANISŁAWA STASZICA W KRAKOWIE, Kraków, PL BUP 23/09
 PL 67965 Y1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 122545 (22) Data zgłoszenia: 29.04.2008 (19) PL (11) 67965 (13) Y1
PL 67965 Y1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 122545 (22) Data zgłoszenia: 29.04.2008 (19) PL (11) 67965 (13) Y1
Pompy odśrodkowe wielostopniowe z uszczelnieniem wału Typ HZ / HZA / HZAR
 Pompy odśrodkowe wielostopniowe z uszczelnieniem wału Typ HZ / HZA / HZAR Ogólnie Pompy DICKOW typu HZ/HZA są jedno lub wielostopniowymi pompami odśrodkowymi z uszczelnieniem wału. Zastosowanie Pompy typu
Pompy odśrodkowe wielostopniowe z uszczelnieniem wału Typ HZ / HZA / HZAR Ogólnie Pompy DICKOW typu HZ/HZA są jedno lub wielostopniowymi pompami odśrodkowymi z uszczelnieniem wału. Zastosowanie Pompy typu
PL B1. SOSNA EDWARD, Bielsko-Biała, PL SOSNA BARTŁOMIEJ, Bielsko-Biała, PL BUP 26/ WUP 09/18
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 230092 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 420632 (22) Data zgłoszenia: 23.02.2017 (51) Int.Cl. B08B 9/053 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 230092 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 420632 (22) Data zgłoszenia: 23.02.2017 (51) Int.Cl. B08B 9/053 (2006.01)
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2016 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Wykonywanie prac wiertniczych Oznaczenie kwalifikacji: M.08 Numer zadania: 01 Wypełnia
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Wykonywanie prac wiertniczych Oznaczenie kwalifikacji: M.08 Numer zadania: 01 Wypełnia
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
37,1 l/min 40 m/min Wydatek pompy konieczny dla osiągnięcia prędkości podnoszenia płuczki
 RDZENIÓWKI WRZUTOWE PQ Nazwa Wymiar Średnica otworu mm 122,6 Średnica rdzenia mm 85,0 Średnica zewnętrzna poszerzacza mm 122,6 Szerokość pierścienia skrawania mm 19,0 Powierzchnia skrawanego pierścienia[mm2]
RDZENIÓWKI WRZUTOWE PQ Nazwa Wymiar Średnica otworu mm 122,6 Średnica rdzenia mm 85,0 Średnica zewnętrzna poszerzacza mm 122,6 Szerokość pierścienia skrawania mm 19,0 Powierzchnia skrawanego pierścienia[mm2]
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
ŁOŻYSKA KULKOWE ZWYKŁE JEDNORZĘDOWE
 ŁOŻYSKA KULKOWE ZWYKŁE JEDNORZĘDOWE ŁOŻYSKA KULKOWE ZWYKŁE JEDNORZĘDOWE Łożyska kulkowe jednorzędowe zwykłe mają stosunkowo głębokie bieżnie w obu pierścieniach, nie mają kanalika do wkładania kulek i
ŁOŻYSKA KULKOWE ZWYKŁE JEDNORZĘDOWE ŁOŻYSKA KULKOWE ZWYKŁE JEDNORZĘDOWE Łożyska kulkowe jednorzędowe zwykłe mają stosunkowo głębokie bieżnie w obu pierścieniach, nie mają kanalika do wkładania kulek i
WIERTŁA DO BETONU I PRZECINAKI KOMPETENCJI W PRECYZJI I JAKOSC
 WIERTŁA DO BETONU I PRZECINAKI KOMPETENCJI W PRECYZJI I JAKOSC Wiertło udarowe SDS-plus Dzięki wzmocnionemu rdzeniowi najwyższa trwałość i możliwość przeniesienia maksimum energii z wiertarki udarowej
WIERTŁA DO BETONU I PRZECINAKI KOMPETENCJI W PRECYZJI I JAKOSC Wiertło udarowe SDS-plus Dzięki wzmocnionemu rdzeniowi najwyższa trwałość i możliwość przeniesienia maksimum energii z wiertarki udarowej
CND Wysokociśnieniowe pompy zasilające x x45. 1x45 1,6 R5 10. r6 (Ø70) Ø200. Ø90 h9 (Ø184) 1x45 A 1,6 Ø65 H7 Ø250 Ø350
 Ø200. Ø90 h9 (Ø184) 1x45 A 1,6 Ø65 H7 Ø250 Ø350") 20 7.5 1.5x45 44 +0.1-0.1 7.5 1.5x45 h 0,01A h 0,03 A 1x45 1,6 1x45 1,6 h 0,03 A 172 155 R5 10 20 h 0,03/Ø70A Ø250 Ø240 r6 Ø215 (Ø70) 50 +0.3 0 Ø50 3,2 b 0,02/Ø55 A 9.5 +0.1 0 1x45 A 1,6 1X45 3,2 Ø65 H7
20 7.5 1.5x45 44 +0.1-0.1 7.5 1.5x45 h 0,01A h 0,03 A 1x45 1,6 1x45 1,6 h 0,03 A 172 155 R5 10 20 h 0,03/Ø70A Ø250 Ø240 r6 Ø215 (Ø70) 50 +0.3 0 Ø50 3,2 b 0,02/Ø55 A 9.5 +0.1 0 1x45 A 1,6 1X45 3,2 Ø65 H7
RDZENIÓWKI WRZUTOWE. l/min 15,3. Wydatek pompy konieczny dla osiągnięcia prędkości podnoszenia płuczki 55 m/min. l/min 21,2
 RDZENIÓWKI WRZUTOWE BQ Nazwa Wymiar Średnica otworu mm 60,0 Średnica rdzenia mm 36,5 Średnica zewnętrzna poszerzacza mm 60,0 Szerokość pierścienia skrawania mm 11,7 Powierzchnia skrawanego pierścienia[mm2]
RDZENIÓWKI WRZUTOWE BQ Nazwa Wymiar Średnica otworu mm 60,0 Średnica rdzenia mm 36,5 Średnica zewnętrzna poszerzacza mm 60,0 Szerokość pierścienia skrawania mm 11,7 Powierzchnia skrawanego pierścienia[mm2]
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
PL B1. GS-HYDRO SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Gdynia, PL BUP 15/15
 PL 222766 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222766 (13) B1 (21) Numer zgłoszenia: 406832 (51) Int.Cl. F16L 19/02 (2006.01) F16L 33/22 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 222766 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222766 (13) B1 (21) Numer zgłoszenia: 406832 (51) Int.Cl. F16L 19/02 (2006.01) F16L 33/22 (2006.01) Urząd Patentowy Rzeczypospolitej
CZĘŚĆ VII. PROGRAM PRODUKCYJNY CX
 CZĘŚĆ VII. PROGRAM PRODUKCYJNY CX 358 5. Łożyska walcowe poprzeczne TABELE: 5. ŁOŻYSKA WALCOWE POPRZECZNE 5.1. walcowe jednorzędowe typy NU, NUB, NUC 5.. walcowe jednorzędowe typy NJ, NJP 5.3. walcowe
CZĘŚĆ VII. PROGRAM PRODUKCYJNY CX 358 5. Łożyska walcowe poprzeczne TABELE: 5. ŁOŻYSKA WALCOWE POPRZECZNE 5.1. walcowe jednorzędowe typy NU, NUB, NUC 5.. walcowe jednorzędowe typy NJ, NJP 5.3. walcowe
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WIERTŁA STOPNIOWE. profiline
 WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
RDZENIÓWKI WRZUTOWE. l/min 40,4. Wydatek pompy konieczny dla osiągnięcia prędkości podnoszenia płuczki 55 m/min. l/min 55,9
 RDZENIÓWKI WRZUTOWE HQ HQ Nazwa Wymiar Średnica otworu mm 96,0 Średnica rdzenia mm 63,5 Średnica zewnętrzna poszerzacza mm 96,0 Szerokość pierścienia skrawania mm 16,3 Powierzchnia skrawanego pierścienia[mm2]
RDZENIÓWKI WRZUTOWE HQ HQ Nazwa Wymiar Średnica otworu mm 96,0 Średnica rdzenia mm 63,5 Średnica zewnętrzna poszerzacza mm 96,0 Szerokość pierścienia skrawania mm 16,3 Powierzchnia skrawanego pierścienia[mm2]
Wiertła do metalu Wiertła SPiralNe HSS-tiN do ekstremalnych obciążeń w przemyśle i rzemiośle met iertła al u Polecane do obróbki: Kasety z wiertłami
 SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
26,5 l/min 40 m/min Wydatek pompy konieczny dla osiągnięcia prędkości podnoszenia płuczki
 RDZENIÓWKI WRZUTOWE NQ Nazwa Wymiar Średnica otworu mm 75,8 Średnica rdzenia mm 47,6 Średnica zewnętrzna poszerzacza mm 75,8 Szerokość pierścienia skrawania mm 14,1 Powierzchnia skrawanego pierścienia[mm2]
RDZENIÓWKI WRZUTOWE NQ Nazwa Wymiar Średnica otworu mm 75,8 Średnica rdzenia mm 47,6 Średnica zewnętrzna poszerzacza mm 75,8 Szerokość pierścienia skrawania mm 14,1 Powierzchnia skrawanego pierścienia[mm2]
Siłownik liniowy z serwonapędem
 Siłownik liniowy z serwonapędem Zastosowanie: przemysłowe systemy automatyki oraz wszelkie aplikacje wymagające bardzo dużych prędkości przy jednoczesnym zastosowaniu dokładnego pozycjonowania. www.linearmech.it
Siłownik liniowy z serwonapędem Zastosowanie: przemysłowe systemy automatyki oraz wszelkie aplikacje wymagające bardzo dużych prędkości przy jednoczesnym zastosowaniu dokładnego pozycjonowania. www.linearmech.it
(86) Data i numer zgłoszenia międzynarodowego: , PCT/IL03/00757 (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: , PCT/IL03/00757 (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203973 (21) Numer zgłoszenia: 375481 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 22.09.2003 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203973 (21) Numer zgłoszenia: 375481 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 22.09.2003 (86) Data i numer zgłoszenia
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
INSTRUKCJA STOSOWANIA
 INSTRUKCJA STOSOWANIA ŚWIDRÓW Z PŁYTKAMI SKRAWAJĄCYMI Z DIAMENTÓW POLIKRYSTALICZNYCH PCD ORAZ DOME DRILL W PRZEMYŚLE GÓRNICZYM Urdiamant s.r.o. Šumperk - Czech Republic Urdiamant Sp. z.o.o. Bielsko-Biała
INSTRUKCJA STOSOWANIA ŚWIDRÓW Z PŁYTKAMI SKRAWAJĄCYMI Z DIAMENTÓW POLIKRYSTALICZNYCH PCD ORAZ DOME DRILL W PRZEMYŚLE GÓRNICZYM Urdiamant s.r.o. Šumperk - Czech Republic Urdiamant Sp. z.o.o. Bielsko-Biała
(13) B1 PL B1 B23D 15/04. (54)Nożyce, zwłaszcza hydrauliczne RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11)
 B1 PL B1 B23D 15/04. (54)Nożyce, zwłaszcza hydrauliczne RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 165304 (13) B1 (21) Num er zgłoszenia: 289293 Urząd Patentowy (22) Data zgłoszenia: 26.02.1991 Rzeczypospolitej Polskiej (51)Int.Cl.5: B23D 15/04
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 165304 (13) B1 (21) Num er zgłoszenia: 289293 Urząd Patentowy (22) Data zgłoszenia: 26.02.1991 Rzeczypospolitej Polskiej (51)Int.Cl.5: B23D 15/04
Numer zgłoszenia:
 R Z E C Z PO SPO L IT A (12) OPIS PATENTOWY (19) PL (11) 156514 PO LSK A (13) B1 Numer zgłoszenia: 268974 U rząd P a te n to w y (22) Data zgłoszenia: 23.11.1987 R zeczypospolitej Polskiej (51) IntCl5:
R Z E C Z PO SPO L IT A (12) OPIS PATENTOWY (19) PL (11) 156514 PO LSK A (13) B1 Numer zgłoszenia: 268974 U rząd P a te n to w y (22) Data zgłoszenia: 23.11.1987 R zeczypospolitej Polskiej (51) IntCl5:
MARPOL Technologie Bezwykopowe i Maszyny Budowlane
 Producent: Wiertnice horyzontalne sterowane Wiertnice płuczkowo-obrotowe: Studnie głębinowe Pompy ciepła Wiertnice pionowe ślimakowe: Geologia Geotechnika Sondowanie SPT Wiertnice hydrauliczne poziome
Producent: Wiertnice horyzontalne sterowane Wiertnice płuczkowo-obrotowe: Studnie głębinowe Pompy ciepła Wiertnice pionowe ślimakowe: Geologia Geotechnika Sondowanie SPT Wiertnice hydrauliczne poziome
narzędzia diamentowe w płytkach ceramicznych i podłogowych (np. w gresie) Zastosowanie: szlifierki kątowe Ø [mm] Cena netto JZ [szt.
![narzędzia diamentowe w płytkach ceramicznych i podłogowych (np. w gresie) Zastosowanie: szlifierki kątowe Ø [mm] Cena netto JZ [szt.](/thumbs/26/9111036.jpg "narzędzia diamentowe w płytkach ceramicznych i podłogowych (np. w gresie) Zastosowanie: szlifierki kątowe Ø [mm] Cena netto JZ [szt.") EASY CERAMICS DO PRACY NA SUCHO NOWOŚĆ! l Samochłodzące wiertła diamentowe do pracy na sucho w płytkach ceramicznych i podłogowych (np. w gresie) l Precyzyjne otwory pod kołki w płytkach ceramicznych i
EASY CERAMICS DO PRACY NA SUCHO NOWOŚĆ! l Samochłodzące wiertła diamentowe do pracy na sucho w płytkach ceramicznych i podłogowych (np. w gresie) l Precyzyjne otwory pod kołki w płytkach ceramicznych i
SMAROWANIE PRZEKŁADNI
 SMAROWANIE PRZEKŁADNI Dla zmniejszenia strat energii i oporów ruchu, ale również i zmniejszenia intensywności zużycia ściernego powierzchni trących, zabezpieczenia od zatarcia, korozji oraz lepszego odprowadzania
SMAROWANIE PRZEKŁADNI Dla zmniejszenia strat energii i oporów ruchu, ale również i zmniejszenia intensywności zużycia ściernego powierzchni trących, zabezpieczenia od zatarcia, korozji oraz lepszego odprowadzania
Łożyska - zasady doboru
 Łożyska - zasady doboru Dane wejściowe: Siła, średnica wału, prędkość obrotowa Warunki pracy: środowisko (zanieczyszczenia, wilgoć), drgania Dodatkowe wymagania: charakter obciążenia, wymagana trwałość,
Łożyska - zasady doboru Dane wejściowe: Siła, średnica wału, prędkość obrotowa Warunki pracy: środowisko (zanieczyszczenia, wilgoć), drgania Dodatkowe wymagania: charakter obciążenia, wymagana trwałość,
Frezy do frezarki ze szlifem tylnim
 do frezarki ze szlifem tylnim Frezy do wosku Spiralny kształt szybko odtransportowuje opiłki wosku Wnęka magazynująca łatwo gromadzi opiłki zapobiega rozsmarowywaniu się wosku Ostre ostrza szybkie, skuteczne
do frezarki ze szlifem tylnim Frezy do wosku Spiralny kształt szybko odtransportowuje opiłki wosku Wnęka magazynująca łatwo gromadzi opiłki zapobiega rozsmarowywaniu się wosku Ostre ostrza szybkie, skuteczne
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i prowadzenie prac wiertniczych Oznaczenie kwalifikacji: M.34 Numer
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i prowadzenie prac wiertniczych Oznaczenie kwalifikacji: M.34 Numer
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
RZECZPOSPOLITA OPIS PATENTOWY 149 802 POLSKA. PATENTOWY Zgłoszenieogłoszono: RP
 RZECZPOSPOLITA OPIS PATENTOWY 149 802 POLSKA URZĄD PATENTOWY Zgłoszenieogłoszono: RP Patent dodatkowy Im Q 4 FMJ) 29/M do patentu nr F16C 27/08 Znoszono: 87 1113 (P.268818) Int. Cl.5 F04D 29/04 F16C 27/08
RZECZPOSPOLITA OPIS PATENTOWY 149 802 POLSKA URZĄD PATENTOWY Zgłoszenieogłoszono: RP Patent dodatkowy Im Q 4 FMJ) 29/M do patentu nr F16C 27/08 Znoszono: 87 1113 (P.268818) Int. Cl.5 F04D 29/04 F16C 27/08
Dostępne są dwie wersje prowadzenia: prowadnice w tulejach z brązu spiekanego oraz toczne z łożyskami kulkowymi.
 Siłowniki dwutłokowe serii QX > Siłowniki dwutłokowe serii QX Podwójnego działania, magnetyczne, z prowadzeniem Ø0x2, 6x2, 20x2, 25x2, 32x2 mm Duża siła Precyzyjny ruch Zintegrowane prowadzenie QXB: łożyska
Siłowniki dwutłokowe serii QX > Siłowniki dwutłokowe serii QX Podwójnego działania, magnetyczne, z prowadzeniem Ø0x2, 6x2, 20x2, 25x2, 32x2 mm Duża siła Precyzyjny ruch Zintegrowane prowadzenie QXB: łożyska
Zastosowania frezarek bębnowych
 DC FREZARKA BĘBNOWA Najlepszy wybór do prac na ścianach kamiennych i betonowych, profilowania powierzchni, prac melioracyjnych, zamarzniętej gleby, wydobywania kamienia i prac wyburzeniowych. Frezarki
DC FREZARKA BĘBNOWA Najlepszy wybór do prac na ścianach kamiennych i betonowych, profilowania powierzchni, prac melioracyjnych, zamarzniętej gleby, wydobywania kamienia i prac wyburzeniowych. Frezarki
Politechnika Poznańska Wydział Inżynierii Zarządzania. Wprowadzenie do techniki tarcie ćwiczenia
 Politechnika Poznańska Wydział Inżynierii Zarządzania Wprowadzenie do techniki tarcie ćwiczenia Model Charlesa Coulomb a (1785) Charles Coulomb (1736 1806) pierwszy pełny matematyczny opis, (tzw. elastyczne
Politechnika Poznańska Wydział Inżynierii Zarządzania Wprowadzenie do techniki tarcie ćwiczenia Model Charlesa Coulomb a (1785) Charles Coulomb (1736 1806) pierwszy pełny matematyczny opis, (tzw. elastyczne
Q = 0,005xDxB. Q - ilość smaru [g] D - średnica zewnętrzna łożyska [mm] B - szerokość łożyska [mm]
![Q = 0,005xDxB. Q - ilość smaru [g] D - średnica zewnętrzna łożyska [mm] B - szerokość łożyska [mm]](/thumbs/25/6262551.jpg "Q = 0,005xDxB. Q - ilość smaru [g] D - średnica zewnętrzna łożyska [mm] B - szerokość łożyska [mm]") 4. SMAROWANIE ŁOŻYSK Właściwe smarowanie łożysk ma bezpośredni wpływ na trwałość łożysk. Smar tworzy nośną warstewkę smarową pomiędzy elementem tocznym a pierścieniem łożyska która zapobiega bezpośredniemu
4. SMAROWANIE ŁOŻYSK Właściwe smarowanie łożysk ma bezpośredni wpływ na trwałość łożysk. Smar tworzy nośną warstewkę smarową pomiędzy elementem tocznym a pierścieniem łożyska która zapobiega bezpośredniemu
Narzędzia diamentowe do poszukiwawczego wiercenia rdzeniowego Popularne matryce koronek
 Narzędzia diamentowe do poszukiwawczego wiercenia rdzeniowego Popularne matryce koronek Spis treści Większa wydajność Wybór narzędzia - trzy łatwe kroki... 3 krok 1 Zastosowanie... 3 Krok 2 Profil... 3
Narzędzia diamentowe do poszukiwawczego wiercenia rdzeniowego Popularne matryce koronek Spis treści Większa wydajność Wybór narzędzia - trzy łatwe kroki... 3 krok 1 Zastosowanie... 3 Krok 2 Profil... 3
Sposób kształtowania plastycznego wałków z wieńcami zębatymi
 Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
JAK DOBIERAĆ WIERTNICE I WIERTŁA KORONOWE?
 WIERTNICE I WIERTŁA KORONOWE DIAMENTOWE JAK DOBIERAĆ WIERTNICE I WIERTŁA KORONOWE? Wśród podstawowych usług wielu firm budowlanych jest wykonywanie przewiertów w różnego typu materiałach, np. betonowych
WIERTNICE I WIERTŁA KORONOWE DIAMENTOWE JAK DOBIERAĆ WIERTNICE I WIERTŁA KORONOWE? Wśród podstawowych usług wielu firm budowlanych jest wykonywanie przewiertów w różnego typu materiałach, np. betonowych
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i prowadzenie prac wiertniczych Oznaczenie kwalifikacji: M.34 Numer
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i prowadzenie prac wiertniczych Oznaczenie kwalifikacji: M.34 Numer
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
GEOMETRIA GWINTÓW Pracę wykonał Mateusz Szatkowski 1h.
 GEOMETRIA GWINTÓW Pracę wykonał Mateusz Szatkowski 1h. Gwint to śrubowe nacięcie na powierzchni walcowej lub stożkowej, zewnętrznej lub wewnętrznej. Komplementarne gwinty wewnętrzny i zewnętrzny mają tak
GEOMETRIA GWINTÓW Pracę wykonał Mateusz Szatkowski 1h. Gwint to śrubowe nacięcie na powierzchni walcowej lub stożkowej, zewnętrznej lub wewnętrznej. Komplementarne gwinty wewnętrzny i zewnętrzny mają tak
Łożyska ślizgowe - podstawowe rodzaje
 Łożyska ślizgowe - podstawowe rodzaje Łożyska o tarciu suchym (bezsmarowe, samosmarne) Łożyska porowate impregnowane smarem Łożyska samosmarne, bezsmarowe, suche 2 WCZORAJ Obsługa techniczna samochodu
Łożyska ślizgowe - podstawowe rodzaje Łożyska o tarciu suchym (bezsmarowe, samosmarne) Łożyska porowate impregnowane smarem Łożyska samosmarne, bezsmarowe, suche 2 WCZORAJ Obsługa techniczna samochodu
(13) B1 (12) OPIS PATENTOWY (19) PL (11) PL B1 F16H 3/62
 B1 (12) OPIS PATENTOWY (19) PL (11) PL B1 F16H 3/62") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 176935 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 309072 (22) Data zgłoszenia: 09.06.1995 (51) IntCl6: F16H 3/62 (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 176935 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 309072 (22) Data zgłoszenia: 09.06.1995 (51) IntCl6: F16H 3/62 (54)
PL B1. Akademia Górniczo-Hutnicza im. St. Staszica,Kraków,PL BUP 17/04. Krzysztof Krauze,Kraków,PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 202256 (13) B1 (21) Numer zgłoszenia: 358654 (51) Int.Cl. E02F 3/78 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 10.02.2003
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 202256 (13) B1 (21) Numer zgłoszenia: 358654 (51) Int.Cl. E02F 3/78 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 10.02.2003
Historia marki. W 1973 roku następuje zmiana nazwy na Fabryka Maszyn Wiertniczych i Górniczych Glinik.
 188 194 Historia marki Kanadyjski inżynier Wiliam Henry Mac Garvey wraz z austriackim finansistą Johnem Simeonem Bergheimem zakładają w 188 roku rafinerię ropy naftowej i otwierają zakład narzędziowo -
188 194 Historia marki Kanadyjski inżynier Wiliam Henry Mac Garvey wraz z austriackim finansistą Johnem Simeonem Bergheimem zakładają w 188 roku rafinerię ropy naftowej i otwierają zakład narzędziowo -
1. Właściwy dobór taśmy
 1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
Ćwiczenie nr 8 - Modyfikacje części, tworzenie brył złożonych
 Ćwiczenie nr 8 - Modyfikacje części, tworzenie brył złożonych Wprowadzenie Utworzone elementy bryłowe należy traktować jako wstępnie wykonane elementy, które dopiero po dalszej obróbce będą gotowymi częściami
Ćwiczenie nr 8 - Modyfikacje części, tworzenie brył złożonych Wprowadzenie Utworzone elementy bryłowe należy traktować jako wstępnie wykonane elementy, które dopiero po dalszej obróbce będą gotowymi częściami
PRELIMINARY BROCHURE CORRAX. A stainless precipitation hardening steel
 PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
WIERTŁA DO BETONU I PRZECINAKI. profiline
 WIERTŁA DO BETONU I PRZECINAKI profiline Wiertło udarowe SDS-plus Dzięki wzmocnionemu rdzeniowi najwyższa trwałość i możliwość przeniesienia maksimum energii z wiertarki udarowej na ostrze. Wysoka odporność
WIERTŁA DO BETONU I PRZECINAKI profiline Wiertło udarowe SDS-plus Dzięki wzmocnionemu rdzeniowi najwyższa trwałość i możliwość przeniesienia maksimum energii z wiertarki udarowej na ostrze. Wysoka odporność
Graficzna ilustracja braku efektu centrowania przez standardowy segment. Boczny przekrój najwyższego segmentu HAWERY.
 Wiertła koronowe diamentowe Koronki diamentowe Tarcze diamentowe Wiertła koronowe diamentowe do pracy na mokro Uniwersalne, szybkie i trwałe Nowe wiertła koronowe Hawery do pracy na mokro są wyposażone
Wiertła koronowe diamentowe Koronki diamentowe Tarcze diamentowe Wiertła koronowe diamentowe do pracy na mokro Uniwersalne, szybkie i trwałe Nowe wiertła koronowe Hawery do pracy na mokro są wyposażone
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
POWRÓT DO STRONY GŁÓWNEJ BAHCO
 WIERTŁ HO 733 HO WIERTŁ obór wierteł Materiał w którym chcesz wiercić oraz rodzaj otworu określa rodzaj wiertła, który powinieneś użyć. Kilka wskazówek na temat doboru wierteł. Wiertła piórkowe Przeznaczone
WIERTŁ HO 733 HO WIERTŁ obór wierteł Materiał w którym chcesz wiercić oraz rodzaj otworu określa rodzaj wiertła, który powinieneś użyć. Kilka wskazówek na temat doboru wierteł. Wiertła piórkowe Przeznaczone
Seria 6100. Prowadnice siłownika zaprojektowano w dwóch wersjach:
 Seria 600 mocowanie górne przyłącza górne rowek pod czujnik mocowanie boczne alternatywne przyłącza boczne (zakorkowane) mocowanie dolne rowek kształtu T do mocowania dolnego rowek pod czujnik Siłowniki
Seria 600 mocowanie górne przyłącza górne rowek pod czujnik mocowanie boczne alternatywne przyłącza boczne (zakorkowane) mocowanie dolne rowek kształtu T do mocowania dolnego rowek pod czujnik Siłowniki
400-BQ0 LEKKIE POMPY DIAGONALNE Lekkie pompy diagonalne 400-BQ0
 LEKKIE POMPY DIAGONALNE 400-BQ0 426 2.98 11.94 SIGMA PUMPY HRANICE, s.r.o. Tovární 605, 753 01 Hranice tel.: 581 661 111, fax: 581 602 587 Email: sigmahra@sigmagra.cz Zastosowanie Pompy 400-BQ0 reprezentują
LEKKIE POMPY DIAGONALNE 400-BQ0 426 2.98 11.94 SIGMA PUMPY HRANICE, s.r.o. Tovární 605, 753 01 Hranice tel.: 581 661 111, fax: 581 602 587 Email: sigmahra@sigmagra.cz Zastosowanie Pompy 400-BQ0 reprezentują
(57) turbiny promien owo-osiowej i sprężarki promieniowo-osiowej których (19) PL (11) (13)B1 (12) OPIS PATENTOWY PL B1 F02C 3/04
 turbiny promien owo-osiowej i sprężarki promieniowo-osiowej których (19) PL (11) (13)B1 (12) OPIS PATENTOWY PL B1 F02C 3/04") R Z E C Z P O SP O L IT A P O L S K A (12) OPIS PATENTOWY (19) PL (11)171309 (13)B1 Urząd Patentowy Rzeczypospolitej Polskiej (21 ) Numer zgłoszenia: 300902 (2)Data zgłoszenia: 28.10.1993 (51) IntCl6 F02C
R Z E C Z P O SP O L IT A P O L S K A (12) OPIS PATENTOWY (19) PL (11)171309 (13)B1 Urząd Patentowy Rzeczypospolitej Polskiej (21 ) Numer zgłoszenia: 300902 (2)Data zgłoszenia: 28.10.1993 (51) IntCl6 F02C
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 174162 (13) B1 (21) Numer zgłoszenia: 303848 (51) IntCl6: F16H 1/14 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 14.06.1994 (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 174162 (13) B1 (21) Numer zgłoszenia: 303848 (51) IntCl6: F16H 1/14 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 14.06.1994 (54)
Scenariusze rozwoju technologicznego przemysłu wydobywczego rud miedzi i surowców towarzyszących w Polsce Strona 1
 Scenariusze rozwoju technologicznego przemysłu wydobywczego rud miedzi i surowców towarzyszących w Polsce Strona 1 KARTA TECHNOLOGII WIERCENIE OTWORÓW WYSOKOENERGETYCZNYM STRUMIENIEM WODY (WATER JET) Symbol
Scenariusze rozwoju technologicznego przemysłu wydobywczego rud miedzi i surowców towarzyszących w Polsce Strona 1 KARTA TECHNOLOGII WIERCENIE OTWORÓW WYSOKOENERGETYCZNYM STRUMIENIEM WODY (WATER JET) Symbol
Wyliczenia w dziedzinie bezwykopowych technik instalowania rurociągów. Wykonała: Joanna Kielar
 Wyliczenia w dziedzinie bezwykopowych technik instalowania rurociągów Wykonała: Joanna Kielar Wstęp teoretyczny Przeciski hydrauliczne można podzielić na dwie grupy: przeciski hydrauliczne niesterowane,
Wyliczenia w dziedzinie bezwykopowych technik instalowania rurociągów Wykonała: Joanna Kielar Wstęp teoretyczny Przeciski hydrauliczne można podzielić na dwie grupy: przeciski hydrauliczne niesterowane,
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 03/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 221649 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221649 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 400061 (22) Data zgłoszenia: 20.07.2012 (51) Int.Cl.
PL 221649 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221649 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 400061 (22) Data zgłoszenia: 20.07.2012 (51) Int.Cl.
TERMOFORMOWANIE OTWORÓW
 TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
(12) OPI S OCHRONN Y WZORU PRZEMYSŁOWEGO
 OPI S OCHRONN Y WZORU PRZEMYSŁOWEGO") (12) OPI S OCHRONN Y WZORU PRZEMYSŁOWEGO (19) PL (11 ) 3306 (21) Nume r zgłoszenia: 7 0 (51) Klasyfikacja : 09-01 (22) Dat a zgłoszenia: 05.09.200 1 (54) Butelk a z zamknięciem (45) O udzieleni u praw
(12) OPI S OCHRONN Y WZORU PRZEMYSŁOWEGO (19) PL (11 ) 3306 (21) Nume r zgłoszenia: 7 0 (51) Klasyfikacja : 09-01 (22) Dat a zgłoszenia: 05.09.200 1 (54) Butelk a z zamknięciem (45) O udzieleni u praw
Produkcja Regeneracja Napawanie
 Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
Łożyska wieńcowe PSL Montaż i konserwacja
 Łożyska wieńcowe PSL Montaż i konserwacja ZABEZPIECZENIE, PAKOWANIE, TRANSPORT I SKŁADOWANIE Przed pakowaniem łożyska wieńcowe są zabezpieczane płynnym środkiem konserwującym zapewniającym ochronę przed
Łożyska wieńcowe PSL Montaż i konserwacja ZABEZPIECZENIE, PAKOWANIE, TRANSPORT I SKŁADOWANIE Przed pakowaniem łożyska wieńcowe są zabezpieczane płynnym środkiem konserwującym zapewniającym ochronę przed
NOŻE OBROTOWE SEM-NO
 KARTA KATALOGOWA NOŻE OBROTOWE SEM-NO SPIS TREŚCI 1. NOŻE GÓRNICZE SEM-NOG...2 1.1. KARTA KATALOGOWA... 2 1.2. PROCES TECHNOLOGICZNY I KONTROLA JAKOŚCI... 5 1.3. DANE MATERIAŁOWE... 6 1.4. ŚWIADECTWA JAKOŚCI
KARTA KATALOGOWA NOŻE OBROTOWE SEM-NO SPIS TREŚCI 1. NOŻE GÓRNICZE SEM-NOG...2 1.1. KARTA KATALOGOWA... 2 1.2. PROCES TECHNOLOGICZNY I KONTROLA JAKOŚCI... 5 1.3. DANE MATERIAŁOWE... 6 1.4. ŚWIADECTWA JAKOŚCI
Kołnierze API 6A. API 6A TYP 6B 13,8 MPa (2000 psi) API 6A TYP 6B 20,7 MPa (3000 psi) API 6A TYP 6B 34,5 MPa (5000 psi) R S OD BC K P T N H
 API 6A TYP 6B 20,7 MPa (3000 psi) API 6A TYP 6B 34,5 MPa (5000 psi) R S OD BC K P T N H") Złącza typu HAMMER LUG, złącza obrotowe HAMMER LUG, łączniki i kształtki rurowe HAMMER LUG, zawory HAMMER LUG patrz dział HAMMER LUG - złącza i armatura. Oprócz złączy HAMMER LUG w instalacjach naftowych
Złącza typu HAMMER LUG, złącza obrotowe HAMMER LUG, łączniki i kształtki rurowe HAMMER LUG, zawory HAMMER LUG patrz dział HAMMER LUG - złącza i armatura. Oprócz złączy HAMMER LUG w instalacjach naftowych
(13) B1 PL B1. fig. 1 F16H 15/48 F16H 1/32. (54) Przekładnia obiegowa BUP 19/94 Szulc Henryk, Gdańsk, PL
 B1 PL B1. fig. 1 F16H 15/48 F16H 1/32. (54) Przekładnia obiegowa BUP 19/94 Szulc Henryk, Gdańsk, PL") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 169782 (13) B1 (21)Numer zgłoszenia: 298005 Urząd Patentowy (22) Data zgłoszenia: 05.03.1993 Rzeczypospolitej Polskiej (51) Int.Cl.6: F16H 1/32 F16H
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 169782 (13) B1 (21)Numer zgłoszenia: 298005 Urząd Patentowy (22) Data zgłoszenia: 05.03.1993 Rzeczypospolitej Polskiej (51) Int.Cl.6: F16H 1/32 F16H
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
PL B1. SZKODA ZBIGNIEW, Tomaszowice, PL BUP 03/16
 PL 224843 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224843 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 412553 (22) Data zgłoszenia: 01.06.2015 (51) Int.Cl.
PL 224843 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224843 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 412553 (22) Data zgłoszenia: 01.06.2015 (51) Int.Cl.
WZORU UŻYTKOWEGO PL Y1 F16K 1/18 ( ) Fabryka ARMATURY HAWLE Sp. z o.o., Koziegłowy, PL BUP 25/07. Artur Kubicki, Poznań, PL
 Fabryka ARMATURY HAWLE Sp. z o.o., Koziegłowy, PL BUP 25/07. Artur Kubicki, Poznań, PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 116156 (22) Data zgłoszenia: 31.05.2006 (19) PL (11) 63991 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 116156 (22) Data zgłoszenia: 31.05.2006 (19) PL (11) 63991 (13) Y1 (51) Int.Cl.
POMPY TYPU. Pompy H przeznaczone są do pompowania wody czystej lub zawierającej zanieczyszczenia mechaniczne o wielkości ziaren do 2 mm
 POMPY TYPU Pompy H przeznaczone są do pompowania wody czystej lub zawierającej zanieczyszczenia mechaniczne o wielkości ziaren do 2 mm H ZASTOSOWANIE Pompy H przeznaczone są do pompowania wody czystej
POMPY TYPU Pompy H przeznaczone są do pompowania wody czystej lub zawierającej zanieczyszczenia mechaniczne o wielkości ziaren do 2 mm H ZASTOSOWANIE Pompy H przeznaczone są do pompowania wody czystej
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 20/12
 PL 218402 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218402 (13) B1 (21) Numer zgłoszenia: 394247 (51) Int.Cl. B23F 5/27 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218402 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218402 (13) B1 (21) Numer zgłoszenia: 394247 (51) Int.Cl. B23F 5/27 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Rozdrabniarki i młyny.
 Rozdrabniarki i młyny. Zmniejszenie rozmiarów ciała stałego połączone ze zniszczeniem jego struktury nazywamy rozdrabnianiem lub kruszeniem. Celem kruszenia jest uzyskanie materiałów o określonych pożądanych
Rozdrabniarki i młyny. Zmniejszenie rozmiarów ciała stałego połączone ze zniszczeniem jego struktury nazywamy rozdrabnianiem lub kruszeniem. Celem kruszenia jest uzyskanie materiałów o określonych pożądanych
BADANIA NAD MOŻLIWOŚCIĄ ZASTOSOWANIA OBROTOWYCH ZĘBÓW NA NOŻACH CZERPAKÓW KOPAREK KOŁOWYCH. 1. Wstęp
 Górnictwo i Geoinżynieria Rok 34 Zeszyt 4 2010 Sławomir Badura*, Katarzyna Migacz*, Piotr Micek* BADANIA NAD MOŻLIWOŚCIĄ ZASTOSOWANIA OBROTOWYCH ZĘBÓW NA NOŻACH CZERPAKÓW KOPAREK KOŁOWYCH 1. Wstęp W koparkach
Górnictwo i Geoinżynieria Rok 34 Zeszyt 4 2010 Sławomir Badura*, Katarzyna Migacz*, Piotr Micek* BADANIA NAD MOŻLIWOŚCIĄ ZASTOSOWANIA OBROTOWYCH ZĘBÓW NA NOŻACH CZERPAKÓW KOPAREK KOŁOWYCH 1. Wstęp W koparkach
Żeliwne, stalowe i aluminiowe korpusy tłoczników z prowadzeniami
 A2 Żeliwne, stalowe i aluminiowe korpusy tłoczników z prowadzeniami Żeliwne, stalowe i aluminiowe korpusy tłoczników z prowadzeniami, płyty stalowe i aluminiowe, wskazówki i dyrektywy Wersja Kontury płyt
A2 Żeliwne, stalowe i aluminiowe korpusy tłoczników z prowadzeniami Żeliwne, stalowe i aluminiowe korpusy tłoczników z prowadzeniami, płyty stalowe i aluminiowe, wskazówki i dyrektywy Wersja Kontury płyt
PL 200888 B1. Sposób dokładnego wykrawania elementów z blach i otworów oraz wykrojnik do realizacji tego sposobu
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
Narzędzia precyzyjne i półprzewodnikowe. Producent światowej klasy narzędzi diamentowych i CBN
 Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
OPTYMALIZACJA CZERPAKÓW KOPAREK KOŁOWYCH URABIAJĄCYCH UTWORY TRUDNO URABIALNE
 Górnictwo i Geoinżynieria Rok 33 Zeszyt 2 2009 Roman Szyszka*, Sławomir Płomiński* OPTYMALIZACJA CZERPAKÓW KOPAREK KOŁOWYCH URABIAJĄCYCH UTWORY TRUDNO URABIALNE Podstawowymi maszynami zdejmującymi nadkład
Górnictwo i Geoinżynieria Rok 33 Zeszyt 2 2009 Roman Szyszka*, Sławomir Płomiński* OPTYMALIZACJA CZERPAKÓW KOPAREK KOŁOWYCH URABIAJĄCYCH UTWORY TRUDNO URABIALNE Podstawowymi maszynami zdejmującymi nadkład
OBLICZANIE KÓŁK ZĘBATYCH
 OBLICZANIE KÓŁK ZĘBATYCH koło podziałowe linia przyporu P R P N P O koło podziałowe Najsilniejsze zginanie zęba następuje wówczas, gdy siła P N jest przyłożona u wierzchołka zęba. Siłę P N można rozłożyć
OBLICZANIE KÓŁK ZĘBATYCH koło podziałowe linia przyporu P R P N P O koło podziałowe Najsilniejsze zginanie zęba następuje wówczas, gdy siła P N jest przyłożona u wierzchołka zęba. Siłę P N można rozłożyć
EPR. Jednowrzecionowa pompa obrotowa. Wykonanie
 Jednowrzecionowa pompa obrotowa EPR Wykonanie Wykonanie żeliwowe GO to wykonanie podstawowe. Jest przeznaczne na normalne inaturalne ciecze. Pompa zawiera następujące części główne: korpus ssący i tłoczący
Jednowrzecionowa pompa obrotowa EPR Wykonanie Wykonanie żeliwowe GO to wykonanie podstawowe. Jest przeznaczne na normalne inaturalne ciecze. Pompa zawiera następujące części główne: korpus ssący i tłoczący
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
NARZĘDZIA DIAMENTOWE
 TARCZA UNIVERSAL TARCZE UNIWERSALNE Do uniwersalnych zastosowań we wszystkich materiałach budowlanych Niedroga, diamentowa tarcza tnąca do wszystkich materiałów budowlanych Spiekane diamentowe segmenty
TARCZA UNIVERSAL TARCZE UNIWERSALNE Do uniwersalnych zastosowań we wszystkich materiałach budowlanych Niedroga, diamentowa tarcza tnąca do wszystkich materiałów budowlanych Spiekane diamentowe segmenty
Z mechanicznego i elektronicznego punktu widzenia każda z połówek maszyny składa się z 10 osi o kontrolowanej prędkości i pozycji.
 Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
Pompy standardowe zgodne z EN 733 TYP NKL
 Pompy standardowe zgodne z EN 733 TYP NKL Ogólnie Zastosowanie Pompy standardowe DICKOW typu NKL, zgodne z EN 733, są pompami jednostopniowymi, jednoprzepływowymi, z korpusem spiralnym, z wlotem w osi
Pompy standardowe zgodne z EN 733 TYP NKL Ogólnie Zastosowanie Pompy standardowe DICKOW typu NKL, zgodne z EN 733, są pompami jednostopniowymi, jednoprzepływowymi, z korpusem spiralnym, z wlotem w osi
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (13) T3 (96) Data i numer zgłoszenia patentu europejskiego:
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (13) T3 (96) Data i numer zgłoszenia patentu europejskiego:") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1740398 (13) T3 (96) Data i numer zgłoszenia patentu europejskiego: 1.03.200 071703.9 (1) Int. Cl. B60C1/06 (2006.01) (97)
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1740398 (13) T3 (96) Data i numer zgłoszenia patentu europejskiego: 1.03.200 071703.9 (1) Int. Cl. B60C1/06 (2006.01) (97)
Łożysko stożkowe CX
 Łożyska > Łożyska stożkowe > Model :.30202 CX Producent : Cx ŁOŻYSKO STOŻKOWE - wymiary metryczne JEDNORZĘDOWE 30202 Cena za 1 sztukę! DANE TECHNICZNE: wał 15mm Strona 1/{nb} Łożyska > Łożyska stożkowe
Łożyska > Łożyska stożkowe > Model :.30202 CX Producent : Cx ŁOŻYSKO STOŻKOWE - wymiary metryczne JEDNORZĘDOWE 30202 Cena za 1 sztukę! DANE TECHNICZNE: wał 15mm Strona 1/{nb} Łożyska > Łożyska stożkowe
AKADEMIA GÓRNICZO-HUTNICZA
 AKADEMIA GÓRNICZO-HUTNICZA im. Stanisława Staszica w Krakowie Wydział Wiertnictwa, Nafty i Gazu Katedra Wiertnictwa i Geoinżynierii ROZPRAWA DOKTORSKA OPTYMALIZACJA PROCESU RDZENIOWANIA POD WZGLĘDEM UZYSKU
AKADEMIA GÓRNICZO-HUTNICZA im. Stanisława Staszica w Krakowie Wydział Wiertnictwa, Nafty i Gazu Katedra Wiertnictwa i Geoinżynierii ROZPRAWA DOKTORSKA OPTYMALIZACJA PROCESU RDZENIOWANIA POD WZGLĘDEM UZYSKU
Przekładnie ślimakowe / Henryk Grzegorz Sabiniak. Warszawa, cop Spis treści
 Przekładnie ślimakowe / Henryk Grzegorz Sabiniak. Warszawa, cop. 2016 Spis treści Przedmowa XI 1. Podział przekładni ślimakowych 1 I. MODELOWANIE I OBLICZANIE ROZKŁADU OBCIĄŻENIA W ZAZĘBIENIACH ŚLIMAKOWYCH
Przekładnie ślimakowe / Henryk Grzegorz Sabiniak. Warszawa, cop. 2016 Spis treści Przedmowa XI 1. Podział przekładni ślimakowych 1 I. MODELOWANIE I OBLICZANIE ROZKŁADU OBCIĄŻENIA W ZAZĘBIENIACH ŚLIMAKOWYCH
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
Komputerowe projektowanie konstrukcji mechanicznych
 Komputerowe projektowanie konstrukcji mechanicznych 2018/2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Łożyska 2 Wykład przygotowany został na podstawie materiałów ze strony internetowej firmy SKF
Komputerowe projektowanie konstrukcji mechanicznych 2018/2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Łożyska 2 Wykład przygotowany został na podstawie materiałów ze strony internetowej firmy SKF