ANALIZA WŁASNOŚCI STRUKTURALNYCH I MECHANICZNYCH POŁĄCZEŃ SPAWANYCH W OBIEKTACH WIELKOGABARYTOWYCH ZE STALI SUPERDUPLEKS
|
|
|
- Przybysław Góra
- 7 lat temu
- Przeglądów:
Transkrypt
1 UNIWERSYTET TECHNOLOGICZNO-PRZYRODNICZY IM. JANA I JĘDRZEJA ŚNIADECKICH W BYDGOSZCZY WYDZIAŁ INŻYNIERII MECHANICZNEJ ROZPRAWA DOKTORSKA mgr inż. Marcin Chudziński ANALIZA WŁASNOŚCI STRUKTURALNYCH I MECHANICZNYCH POŁĄCZEŃ SPAWANYCH W OBIEKTACH WIELKOGABARYTOWYCH ZE STALI SUPERDUPLEKS PROMOTOR DR HAB. INŻ. DARIUSZ BOROŃSKI, PROF. NADZW. UTP PROMOTOR POMOCNICZY DR INŻ. KRZYSZTOF CIECHACKI BYDGOSZCZ 2017
2 2
3 SPIS TREŚCI 1. WPROWADZENIE STALE DUPLEKS I ICH SPAWANOŚĆ GENEZA STALI DUPLEKS SKŁAD CHEMICZNY I ROLA SKŁADNIKÓW STOPOWYCH MIKROSTRUKTURA STALI DUPLEKS I JEJ ZŁĄCZY SPAWANYCH WŁASNOŚCI FIZYCZNE WŁASNOŚCI MECHANICZNE ODPORNOŚĆ KOROZYJNA KORZYŚCI STOSOWANIA STALI DUPLEKS TECHNOLOGIA SPAWANIA STALI DUPLEKS SPAWALNOŚĆ METALURGICZNA, SPOIWA, PRZYGOTOWANIE DO SPAWANIA ILOŚĆ WPROWADZONEGO CIEPŁA, TEMPERATURA MIĘDZYŚCIEGOWA METODY SPAWANIA OBRÓBKA PO SPAWANIU OBIEKTY WIELKOGABARYTOWE ZE STALI DUPLEKS ZBIORNIK MAGAZYNOWY JAKO PRZYKŁAD OBIEKTU WIELKOGABARYTOWEGO ZŁĄCZA SPAWANE PŁASZCZA ZBIORNIKA MAGAZYNOWEGO WYKONYWANIE ZBIORNIKÓW MAGAZYNOWYCH W WARUNKACH BUDOWY KORZYŚCI Z ZASTOSOWANIA STALI DUPLEKS NA ZBIORNIK MAGAZYNOWY DOBÓR METODY SPAWANIA PŁASZCZA ZBIORNIKA MAGAZYNOWEGO ZE STALI DUPLEKS PODSUMOWANIE PRZEGLĄDU LITERATURY TEZY, CELE I ZAKRES PRACY TEZY PRACY CELE PRACY ZAKRES PRACY
4 7. OBIEKT, PROGRAM I METODYKA BADAŃ OBIEKT BADAŃ Złącza spawane Materiał podstawowy Technologia spawania Przebieg spawania i analiza zarejestrowanych parametrów Badania weryfikacyjne PROGRAM BADAŃ METODYKA BADAŃ WŁASNOŚCI MECHANICZNYCH Próba rozciągania Badanie udarności i fraktograficzne Badanie twardości METODYKA BADAŃ MIKROSTRUKTURY Mikroskopia świetlna i analiza obrazu Dyfrakcyjna rentgenowska analiza fazowa METODYKA BADANIA ODPORNOŚCI KOROZYJNEJ OBLICZANIE WYDAJNOŚĆ I CZASU SPAWANIA WYNIKI BADAŃ WŁASNOŚCI MECHANICZNE MIKROSTRUKTURY I ANALIZA OBRAZU ORAZ RENTGENOWSKA ANALIZA FAZOWA ODPORNOŚĆ KOROZYJNA WYDAJNOŚĆ SPAWANIA ANALIZA WYNIKÓW WPŁYW ENERGII LINIOWEJ ŁUKU NA MIKROSTRUKTURĘ ZŁĄCZY SPAWNYCH WŁASNOŚCI MECHANICZE ZŁĄCZY SPAWANYCH WŁASNOŚCI KOROZYJNE ZŁĄCZY SPAWANYCH PORÓWNANIE CZASÓW SPAWANIA ORAZ WYDAJNOŚCI SPAWANIA ZŁĄCZY WYKONYWANYCH W POZYCJI PIONOWEJ PRZY UŻYCIU RÓŻNYCH METOD SPAWANIA PODSUMOWANIE I WNIOSKI SPIS TABEL SPIS RYSUNKÓW LITERATURA
5 Wykaz ważniejszych oznaczeń A - Austenit A 5 - Wydłużenie względne po zerwaniu AOD - Argon-Oxygen Decarburization odwęglanie argonowo-tlenowe ASTM - American Society for Testing and Materials - Amerykańskie Stowarzyszenie Badań i Materiałów CCT - Critical Crevice Temperature krytyczna temperatura wystąpienia korozji szczelinowej CPT - Critical Pitting Temperature krytyczna temperatura wystąpienia korozji wżerowej D - Średnica zbiornika d hkl - Odległość międzypłaszczyznowa e - Grubość ścianki zbiornika/grubość ścianki króćca zbiornika F - Ferryt FCAW - Flux Coread Arc Welding spawanie łukowe drutem proszkowym w osłonach gazowych F m - Siła zrywająca podczas próby rozciągania G - Masa stopiwa (spoiny) GMAW - Gas Metal Arc Welding - spawanie łukowe drutem litym w osłonach gazowych GTAW - Gas Tungsten Arc Welding - spawanie łukowe elektrodą nietopliwą w osłonie gazu obojętnego H - Wysokość zbiornika HV10 - Twardość Vickersa dla obciążenia 98 N I - Natężenie prądu spawania I b - Intensywność bezwzględna linii dyfraktogramu I w - Intensywnosć względna linii dyfraktogramu I α - Natężenie względne całkowite linii dyfrakcyjnej fazy α I γ - Natężenie względne całkowite linii dyfrakcyjnej fazy γ KC - Udarność (praca łamania) KV - Energia łamania zaabsorbowana przez próbkę z karbem w kształcie litery V MR - Materiał rodzimy NDT - Non Destructive Testing badania nieniszczące PA - Podolna pozycja spawania (wg PN-EN ISO 6947:2011) PB - Naboczna pozycja spawania (wg PN-EN ISO 6947:2011) PC - Naścienna pozycja spawania (wg PN-EN ISO 6947:2011) PF - Pionowa pozycja spawania, z dołu do góry ((wg PN-EN ISO 6947:2011) PRE N - Pitting Resistance Equivalent Number indeks odporności na korozję wżerową PRE W - Pitting Resistance Equivalent Wolfram indeks odporności na korozję wżerową z uwzględnieniem wpływu wolframu PT - Badanie penetracyjne Q - Energia liniowa łuku R m - Wytrzymałosć na rozciąganie - Umowna granica plastyczości R p0,2 5
6 RT SAW SMAW SP SWC T t t 10-6 t 12-8 t g Tn U V V 10-6 V 12-8 VHT 0/2 VOD V sp VT VWT 0/2 V α V γ W j W st WPS α γ γ 2 σ Ważniejsze definicje Korozja naprężeniowa Korozja szczelinowa Korozja wżerowa - Badanie radiograficzne - Submerged Arc Welding spawanie łukiem krytym pod topnikiem - Shield Manual Arc Welding spawanie łukowe ręczne elektrodą otuloną - Spoina - Strefa Wpływu Ciepła - Temperatura - Czas - Czas stygnięcia w zakresie temperatur C - Czas stygnięcia w zakresie temperatur C - Czas główny spawania - Całkowyty czas spawania - Napięcie łuku spawalniczego - Objętość spoiny - Szybkość stygnięcia złącza w zakresie temperatur C - Szybkość stygnięcia złącza w zakresie temperatur C - Próbka z karbem V naciętym w SWC w linii wtopienia prostopardle do powierzchni złącza 2 mm od powierzchni próbki - Vacuum Oxygen Decarburization odwęglanie próżniowo-tlenowe - Prędkość spawania - Badanie wizualne - Próbka z karbem V naciętym w osi spoiny prostopadle do powierzchni złącza 2 mm od powierzchni próbki - Udział objętościowy austenitu - Udział objętościowy ferrytu - Współczynnik czasu jarzenia się łuku - Wydajność stapiania - Welding Procedure Specification Instrukcja Technologiczna Spawania - ferryt - austenit - austenit wtórny - faza sigma - Korozja występująca na skutek łącznego oddziaływania agresywnego środowiska i naprężeń mechanicznych - Korozja lokalna powstająca w trudno dostępnych miejscach po zużyciu tlenu w otoczeniu szczeliny czego efektem jest osadzanie się trudno rozpuszczalnych związków na wylocie szczeliny i łatwo rozpuszczalnych soli wewnątrz niej zakwaszających środowisko korozyjne szczeliny - Korozja występująca tylko lokalnie w postaci plam lub wżerów często sięgając głęboko w materiał; w wyniku zainicjowania reakcji anodowej przez jony aktywujące i reakcji katodowej w obecności czynników utleniających - dno wżeru jest anodą i zachodzi tam rozpuszczanie metalu, otoczenie wżeru jest katodą i zachodzi tam redukcja tlenu 6
7 1. WPROWADZENIE Stale dupleks (będące jedną z grup stali nierdzewnych) dzięki składowi i ferrytyczno-austenitycznej mikrostrukturze, łączą zalety zarówno chromowej stali ferrytycznej jak i chromowo-niklowej stali austenitycznej, więc doskonałe własności mechaniczne oraz odporność na korozję. Ogólne zastosowanie stali nierdzewnych rośnie w tempie około 5% rocznie. Zastosowanie stali dupleks, wynoszące ok. 1% ogółu stali nierdzewnych w 2007 roku, ciągle się zwiększa. Prognozuje się, że sięgnie 4% w roku W ramach grupy obserwuje się też tendencję zmniejszającego się zastosowania podstawowego gatunku 2205 (67% ogółu stosowanych stali dupleks w 2004 roku do 47 48% w roku 2008) a wzrostu zastosowania gatunków z podgrup: lean dupleks (2101 i 2304) oraz nieznacznie superdupleks (m. in. 2507). Mając na uwadze także niższą cenę stali dupleks w porównaniu ze stalami austenitycznymi (z uwagi na mniejszą zawartość deficytowego niklu i molibdenu) należy spodziewać się ugruntowania pozycji i dalszego wzrostu udziału i zastosowania tych materiałów. Stale dupleks, jak i inne metalowe materiały inżynierskie stosowane w technice podlegają systematycznie udoskonaleniom. Stawia się im coraz to nowe wymagania by ich stosowanie przynosiło korzyści technicznoekonomiczne. Powoduje to powstawanie kolejnych generacji oraz podgrup: stale lean dupleks, superdupleks czy hyperdupleks. Jednakże, w zakresie wielkogabarytowych obiektów (jak np. chemikaliowce), już podstawowy gatunek stali dupleks (2205) generował wiele problemów szczególnie w zakresie technologii spawania. Stąd niewiele ośrodków na świecie podejmowało ryzyko budowy takich konstrukcji. Tymczasem pojawiły się możliwości i zainteresowanie perspektywą użycia stali superdupleks (mającej wyraźnie wyższą wytrzymałość i odporność korozyjną od stali 2205) na wielkogabarytowe obiekty (np. zbiorniki magazynowe). Jak wiadomo, obiekty wielkogabarytowe wykonywane są głównie z blach, a w zakresie tego asortymentu stale superdupleks są obecnie najbardziej zaawansowaną podgrupą stali dupleks, dostępną do praktycznych zastosowań przemysłowych. Wyższa wytrzymałość tego materiału pozwala redukować grubości elementów konstrukcji i w efekcie zmniejszać masę oraz koszty jej wykonania a doskonalsza odporność korozyjna pozwala dłużej eksploatować obiekty lub stosować je z powodzeniem w środowiskach bardziej agresywnych chemicznie. Wspominane trudności w zakresie spawania, w przypadku wielkogabarytowych obiektów ze stali superdupleks są jeszcze większe - głównie dotyczą kontrolowania energii liniowej spawania (wpływającej na szybkość chłodzenia złącza). Wymagane jest też przestrzeganie reżimów przygotowania i przebiegu procesu spawania. Nie ma przy tym szerszych opracowań z praktycznymi wytycznymi technologicznymi, szczególnie dla prac spawalniczych wykonywanych poza warsztatem i dla tzw. przymusowych pozycji spawania. Otwiera się więc tu pole do opracowań, które z jednej strony 7
8 dałyby użyteczne wskazówki technologiczne, a z drugiej strony miałyby upowszechniać przekonanie o możliwości szerokiego stosowania stali superdupleks na wielkogabarytowe obiekty ze złączami wydajnie wykonywanymi w pozycjach przymusowych poza warsztatem produkcyjnym. Rozprawa obejmuje aspekty przedstawione na rysunku 1, prezentującym powiązanie między zakładanymi/wymaganymi własnościami spawanego obiektu, jego przetwarzaniem poprzez spawanie, mikrostrukturą i końcowymi własnościami złącza spawanego. Przedstawiona koncepcja opiera się o specyficzne wymagania postawione spawanemu obiektowi wielkogabarytowemu ze stali superdupleks (wytrzymałość, udarność, odporność korozyjna). Zarówno te wymagania jak i typ konstrukcji, sposób jej budowy oraz pozawarsztatowe warunki spawania, determinują dobór optymalnej technicznie i ekonomicznie technologii spawania. Przyjęta technologia decyduje o mikrostrukturze złącza. Ta z kolei związana jest z jego własnościami (mechanicznymi, korozyjnymi), które dla poprawnej pracy obiektu, muszą spełniać postawione na wstępie wymagania (gdyż złącze spawane jest potencjalnie jego najsłabszym ogniwem). Analizę wpływu przetwarzania poprzez spawanie na mikrostrukturę i własności przeprowadzono dla połączeń spawanych zbiornika magazynowego, będącego przykładem obiektu wielkogabarytowego. Z uwagi na to, iż obiekty takie podlegają przepisom i normom budowalnym, powszechnie nazywane są także wielkogabarytowymi konstrukcjami spawanymi. Wymagane własności obiektu wielkogarabytowego ze stali superdupleks Własności złącza spawanego (najsłabszego ogniwa obiektu) Mikrostruktura Przetwarzanie poprzez spawanie (parametr procesu - energia liniowa) Rys. 1. Obszar zagadnień objętych rozprawą 8
9 2. STALE DUPLEKS I ICH SPAWANOŚĆ 2.1. GENEZA STALI DUPLEKS Nierdzewne stale dupleks, jako stopy chromu, niklu i molibdenu, powstały około 70 lat temu. Wcześniej w latach dwudziestych XX wieku jako pierwsze stale nierdzewne wyprodukowano stale ferrytyczne i martenzytyczne oraz stale austenityczne [2,58,81,82]. Pierwsze informacje dotyczące stali dupleks to opracowanie Baina i Griffitha (U.S. Steel) z roku Pierwszą komercyjnie dostępną stalą dupleks by gatunek nazwany 453E zawierający około 25% Cr i 5% Ni. Stal tę w roku 1929 wyprodukował zakład Avesta Jernverk (obecnie część Avesta Sheffield). Stale te produkowane w Szwecji jako odkuwki stosowano w przemyśle papierniczym w środowisku siarczanowym jako alternatywa wczesnych wysokowęglowych stali austenitycznych, w celu zredukowania problemów z korozją międzykrystaliczną. W roku 1932 wprowadzono zmodyfikowany gatunek 453E pod nazwą 453S. Zawierał on prócz 25% Cr i 5%Ni także 1 1,5% Mo. W roku 1932 stal 453 stanowiła 6,5% produkcji Avesta Jernverk [2]. W roku 1933, w wyniku błędu podczas wytapiania stali zawierającej 18%Cr-9%Ni-2,5%Mo w zakładach J. Holtzer we Francji, otrzymano dwufazową stal stopową 20%Cr-8%Ni-2,5%Mo. Było to ważne odkrycie nowego gatunku odpornego na korozję międzykrystaliczną bardziej niż wysokowęglowe stale austenityczne. Okazało się ponadto, że stal ferrytycznoaustenityczna ma lepszą od stali austenitycznej odporność na korozję naprężeniową. Prace badawczo-rozwojowe (dotyczące wytrzymałości oraz odporności korozyjnej stali dupleks w różnych środowiskach) prowadzone we Francji doprowadziły do opatentowania w roku 1936 stali UR50 (UNS S32404). Stal ta (będąca prekursorem dzisiejszego gatunku URANUS 50) zawierająca 21%Cr-6 8%Ni-2,5%Mo i 1,5% Cu znalazła zastosowanie w przemyśle rafineryjnym ropy naftowej, w produkcji żywności, w przemyśle papierniczym i farmaceutycznym [2]. Jedną z pierwszy stali wprowadzonych specjalnie w celu podwyższenia odporności na korozję naprężeniową była wyprodukowana przez szwedzki Sandvik stal 3RE60 (oznaczenie UNS S31500). Zawierała ona 17 18,5% Cr, 4,5% Ni, 2,5 2,7% Mo [2,58]. Po II wojnie światowej dobrze znany stał się gatunek AISI 329 (UNS S32900) zawierający 25,0 28,0%Cr-4,5 6,5%Ni-1,3 2,0%Mo (to następca stali 453S). Znalazł szerokie zastosowanie do produkcji rurowych wymienników ciepła pracujących w środowisku kwasu azotowego. Po II wojnie światowej oraz w okresie wojny koreańskiej, z uwagi na deficyt niklu, podjęto badania nad stalami dupleks o obniżonej zawartości niklu [2]. Opisane powyżej pierwsze stale dupleks, nazywane stalami dupleks pierwszej generacji, zawierały 17 28% Cr, 4 8% Ni oraz dodatek Mo 9
10 i stosunkowo dużo węgla, przez co charakteryzowały się niską spawalnością. Posiadały strukturę austenityczno-ferrytyczną (o zawartości ferrytu 20 30%) i wykazywały odporność korozyjną podobną do stali austenitycznych a miały wyższe własności mechaniczne. Przy tym były bardziej odporne od stali austenitycznych na korozję międzykrystaliczną i naprężeniową. Problemy ze spawaniem dotyczyły znacznego spadku udarności i odporności korozyjnej strefy wpływu ciepła, powodowanej nadmiernym udziałem w tym obszarze ferrytu. Mimo, że zarówno kute jak i odlewane gatunki stali dupleks powszechnie zaczęto stosować do produkcji urządzeń przemysłowych (zbiorników, wymienników ciepła, pomp itd.) to głównie w niewymagających spawania zastosowaniach [81,82]. Powstanie stali dupleks następnych generacji związane jest z udoskonaleniem procesów produkcyjnych stali na przełomie lat 60-tych i 70- tych XX wieku w wyniku wprowadzenia procesów odwęglania argonowotlenowego (AOD argon-oxygen decarburization) i odwęglania próżniowotlenowego (VOD vacuum-oxygen decarburization). Umożliwiło to produkcję stali odpornych na korozje o większej czystości metalurgicznej i niższym stężeniu węgla. Pozwoliło ponadto na lepszą kontrolę składu chemicznego, przede wszystkim stężenia azotu. Obniżenie ilości węgla oraz wprowadzenie/podwyższenie ilości azotu, z jednej strony podniosło odporność korozyjną, a z drugiej poprawiło spawalność tych stopów poprzez korzystniejszy balans austenitu do ferrytu w strefie wpływu ciepła. Kluczowa dla stali dupleks dokładna kompozycja składu chemicznego doprowadziła do opracowania wielu nowych gatunków. W tym okresie usprawniano także procesy walcownicze, co w połączeniu z wprowadzaniem odlewania ciągłego pozwoliło produkować stale nierdzewne taniej i o lepszej jakości. Wszystkie te zmiany zbiegły się także z rozwojem branży wydobywczej ropy naftowej i gazu na Morzu Północnym, co dodatkowo napędzało rozwój tych wytrzymałych i odpornych na korozję chlorkową stopów. Ostatecznie, znane dzisiaj powszechnie gatunki zostały wprowadzone na rynek w latach 80-tych XX wieku - w tym najpopularniejszy gatunek 2205 (UNS S31803). Stal ta powszechnie stosowana była na rurociągi na platformach wiertniczych (pozwalała widocznie redukować masę przez zmniejszanie grubości ścianek) [16,81,82]. W następnych latach, w wyniku ciągle rosnącego zapotrzebowania przemysłowego na wysokowytrzymałe materiały odporne na korozję wżerową i naprężeniową (szczególnie w środowiskach chlorkowych) opracowano nowe gatunki tzw. stale superdupleks. Przykładem z tej grupy może być stal Zeron 100 (UNS S32760) wprowadzona przez Weir Materials w 1991 roku. Stal ta, zawierająca 25% Cr, 7% Ni, 3,5% Mo i 0,25% N szybko znalazła zastosowanie w wielu aplikacjach, szczególnie na rurociągi i reaktory w przemyśle oceanotechnicznym, także w warunkach wymagających dobrej udarności w niskich temperaturach (Morze Północne i Morze Arktyczne). Równie 10
11 popularnym gatunkiem superdupleks jest SAF 2507 (UNS S32750), zawierający 25% Cr, 7% Ni, 4% Mo i 0,3% N [2,13,77]. Właśnie rok 1991 to kolejny istotny zwrot w historii spali dupleks. Stało się tak za sprawą konferencji w Beaune, która zmieniła sposób postrzegania tych stali przez użytkowników. Stale dupleks do tego czasu postrzegano jako materiał trudno spawalny i egzotyczny a także rzadko stosowany. Zaprezentowanie na konferencji nowych gatunków o podwyższonej zawartości azotu i zoptymalizowanym składzie chemicznym (m. in. uściślono skład stali 2205, zmieniając jej oznaczenie na UNS S32205) zaowocowało docenieniem stali dupleks jako alternatywy szeroko stosowanych stali austenitycznych [13,15,46,58]. Rozwój stali dupleks następuje nieustannie, w ostatnich latach opracowano jeszcze bardziej zaawansowane gatunki tzw. stale hyperdupleks. Prekursorem tej grupy jest szwedzki Sandvik, oferujący gatunki SAF 2707 HD (UNS S32707) oraz SAF 3207 HD (UNS S33207) dostępne jednak wyłącznie w postaci rur bezszwowych lub ze szwem. Modyfikacja składu tych stopów, w stosunku do stali superdupleks, polega na wyższym dodatku chromu oraz azotu. Dzięki temu istotnie wzrasta odporność korozyjna [11]. Inną obserwowaną szczególnie po 2010 roku tendencją jest modyfikowanie składu, głównie zastępując manganem kosztowny nikiel. Otrzymano wytopy eksperymentalne i zbadano w tym zakresie między innymi stopy: 25Cr 2Ni 3Mo 1Mn N; 25Cr 2Ni 3Mo 2Mn N; 25Cr 2Ni 3Mo 3Mn N oraz 29Cr 12Mn 2Ni 1Mo N. Wyniki tych prac są obiecujące. Przeprowadzone badania pokazują, że stopy o składzie modyfikowanym w ten sposób mają wytrzymałość i odporność korozyjną wyższą od ich odpowiedników spośród znanych stali dupleks. Prace póki co nie obejmują jednak zagadnień przetwórstwa, stąd wydaje się, że do praktycznych zastosowań jest jeszcze daleko [19,56,64]. Na podstawie przedstawionych powyżej danych wyróżnia się historycznie generacje stali dupleks, które przedstawiono na rysunku 2. Aktualnie spotykane i w praktyce przemysłowej stosowane stale dupleks III i IV generacji można podzielić na następujące podstawowe grupy [77,81,82,156,157,160]: Niskostopowe stale dupleks (lean dupleks) posiadające bardzo niską zawartość Mo i niską zawartość Ni, Standardowe stale dupleks 22% Cr, Standardowe stale dupleks 25% Cr, Stale superdupleks - zawierające podwyższoną zawartość Mo i N, Stale hyperdupleks zawierające jeszcze wyższą zawartość Mo i N oraz Cr. 11
![Rys. 2. Generacje stali dupleks (na podstawie [2,11,13,16,58]) Obecnie ogół stali dupleks stanowi około 1% produkcji wszystkich stali nierdzewnych.](/docs-images/68/58423038/images/12-0.jpg "Statystyki dotyczące trendu produkcji i zastosowania stali dupleks wskazują na ciągły wzrost (10 do 20% rocznie), szczególnie w ostatnich latach.")

12 Rys. 2. Generacje stali dupleks (na podstawie [2,11,13,16,58]) Obecnie ogół stali dupleks stanowi około 1% produkcji wszystkich stali nierdzewnych. Statystyki dotyczące trendu produkcji i zastosowania stali dupleks wskazują na ciągły wzrost (10 do 20% rocznie), szczególnie w ostatnich latach. W roku 2004 ich produkcja wynosiła około 6000 Mg/miesiąc, w 2005 już Mg/miesiąc, a w 2008 aż Mg/miesiąc. Prognozy mówią, że do roku 2020 udział produkcji stali dupleks wśród stali nierdzewnych wzrośnie do 4%. W zakresie produkcji blach (stosowanych na wielkogabarytowe obiekty powłokowe) także obserwuje się wzrost produkcji i zastosowania stali dupleks. W 2004 roku wyprodukowano około Mg blach za stali dupleks, w 2005 już Mg, a w 2008 około Mg. Stanowi to odpowiednio 6, 8 i 10% całkowitej produkcji blach nierdzewnych w tych latach [16,17,18,35,58] SKŁAD CHEMICZNY I ROLA SKŁADNIKÓW STOPOWYCH Orientacyjny skład chemiczny wybranych stali dupleks przedstawiono w Tabeli 1. Z przyjętym podziałem stali dupleks związana jest ich odporność na korozję wżerową, do określania której stosowany jest równoważnik PRE (Pitting Resistance Equivalent) [77]: PRE N = %Cr + 3,3 %Mo +16 %N (1) W stalach z dodatkiem wolframu równoważnik PRE wyznaczany jest zgodnie z [77]: PRE W = %Cr + 3,3 (%Mo + 0,5 %W) +16 %N (2) 12
13 Stale nierdzewne o równoważniku PRE większym od 40 są szczególnie odporne na korozję wżerową i stosowane w bardzo agresywnych środowiskach. Wartości równoważników PRE N oraz PRE W stali dupleks zawarto również w Tabeli 1 [154]. Tabela 1. Orientacyjny skład chemiczny stali dupleks (na podstawie [127,128,156,160]) Oznaczenie UNS Oznaczenie EN Nazwa handlowa Cr % Ni % Mo % N % Cu % W % Inne % PRE N PRE W Stale dupleks pierwszej generacji S AISI ,0 5,5 1,7 0,09 32,0 32,0 S RE60 18,5 4,5 2,6 0,07 28,2 28,2 S UR50 21,0 6,5 2,5 0,07 1,5 30,4 30,4 Stale dupleks nowej generacji Niskostopowe stale dupleks (lean dupleks) S D 20,0 1,6 0,13 0,3 5Mn 22,1 22,1 S LDX ,5 1,5 0,3 0,22 0,3 5Mn 26,0 26,0 S UR ,0 2,0 0,3 0,20 0,2 26,2 26,2 S ATI ,5 1,5 0,3 0,22 2,5Mn 26,0 26,0 S ,5 4,8 0,3 0,1 25,1 25,1 S ATI ,5 3,5 1,8 0,18 30,3 30,3 Standardowe stale dupleks 22%Cr S LDX ,0 3,6 1,6 0,27 3Mn 34,0 34,0 S ,0 5,3 2,8 0,16 34,0 34,0 S ,3 5,7 3,2 0,18 35,7 35,7 Standardowe stale dupleks 25%Cr S DP3 25,2 7,2 3,2 0,14 0,5 0,3 38,0 38,5 S SD40 25,0 6,5 3,3 0,17 38,6 38,6 S ,0 5,5 3,0 0,17 1,7 38,6 38,6 S Mo Plus 26,5 4,5 1,5 0,25 35,5 35,5 Stale superdupleks S Cu 25,0 7,0 3,5 0,25 1,5 40,6 40,6 S ,0 7,0 4,0 0,27 42,5 42,5 S Zeron ,4 6,9 3,8 0,27 0,7 0,7 42,3 43,4 S ,0 7,0 2,3 0,35 42,2 42,2 S DP3W 25,0 7,0 3,2 0,26 0,5 2,0 39,7 43,0 S AF918 25,5 7,3 3,8 0,26 1,7 0,9 42,2 43,7 Stale hyperdupleks S HD 27,0 6,5 4,8 0,4 1Co 49,2 49,2 S HD 32,0 7,0 3,5 0,5 51,6 51,6 13
14 Problematykę składników stopowych analizowano i opisano w wielu pracach. Poniżej przedstawiono charakterystykę najważniejszych pierwiastków stopowych występujących w stalach dupleks [3,50,57,74,76,81,82,92,107,158]. Chrom: Występuje w stalach dupleks w ilości 20% i więcej. W ilości ponad 10,5% powoduje formowanie stabilnej powłoki na powierzchni metalu, która zabezpiecza przed skutkami korozji w łagodnych warunkach atmosferycznych. Odporność na korozję stali nierdzewnej rośnie wraz ze wzrostem zawartości chromu. Chrom podwyższa odporność na utlenianie w wysokiej temperaturze. Jest pierwiastkiem ferrytotwórczym, im wyższa zawartość chromu tym więcej niklu potrzeba do ukształtowania struktury austenityczno-ferrytycznej. Chrom sprzyja też wydzielaniu wtórnych faz międzymetalicznych i utrudnia usuwanie przebarwień powstałych na powierzchni stali w wyniku przetwarzania jej z użyciem ciepła. Nikiel: Dodawany do stali dupleks w ilości 4 8% Nikiel jest pierwiastkiem austenitotwórczym - stabilizatorem struktury austenitycznej. Równoważąc wpływ pierwiastków ferrytotwórczych powoduje powstanie struktury dwufazowej. Dodatek niklu opóźnia skłonność stali do wydzielania wtórnych faz międzymetalicznych. Nikiel zwiększa pasywność i odporność korozyjną w środowiskach kwasów oraz jej ciągliwość. Molibden: Występuje w stalach dupleks w ilości do 4%. Molibden wspomaga chrom w zabezpieczeniu stali przed korozją (szczególnie wżerową i szczelinową w środowisku chlorkowym). Przy zawartości chromu w stali minimum 18% dodatek molibdenu staje się ok. 3 razy bardziej efektywny niż dalsze zwiększenie zawartości chromu dla zabezpieczenia stali przed działaniem korozji wżerowej i szczelinowej w środowisku zawierającym podwyższoną zawartość chlorków. Molibden, podobnie jak chrom, jest ferrytotwórczy i sprzyja wydzielaniu wtórnych faz międzymetalicznych. Azot: Dodawany do stali dupleks w ilości 0,2 0,5% (zwykle dodaje się maksymalną, możliwą do rozpuszczenia jego ilość). Jest to pierwiastek silnie austenitotworczy. Azot zwiększa odporność stali na korozję wżerową i szczelinową. Zwiększa także wytrzymałość mechaniczną (przez umocnienie roztworowe roztwór międzywęzłowy w austenicie) i ciągliwość. Azot opóźnia (silniej niż nikiel) skłonność stali do wydzielania wtórnych faz międzymetalicznych. Miedź: Dodawana jest do stali dupleks w ilości do 2%. Jest pierwiastkiem austenitotwórczym. Miedź zwiększa odporność stali na korozję w środowiskach nieutleniających. Wolfram: Stabilizujący ferryt wolfram o zawartości do 2% zwiększa odporność stali na korozję wżerową, a także szczelinową w gorących roztworach chlorków. Mangan: Występuje w stalach dupleks w ilości 1 2% (w stalach lean dupleks 4 6%). Jest pierwiastkiem austenitotworczym. Mangan zwiększającym odporność na zużycie ścierne i adhezyjne. Ponadto zwiększa wytrzymałość stali bez pogarszania jej ciągliwości. 14

15 Korzystny wpływ na odporność korozyjną w skoncentrowanym kwasie azotowym, a także zwiększenie odporności na utlenianie w wysokiej temperaturze zapewnia dodatek krzemu do 2%. Znane są stale dupleks zawierające 3,5 5,5% Si o podwyższonej odporności na korozję wżerową i naprężeniową [154,158] MIKROSTRUKTURA STALI DUPLEKS I JEJ ZŁĄCZY SPAWANYCH Zagadnienia dotyczące mikrostruktury stali dupleks jak i mikrostruktury ich złączy spawanych badano w wielu ośrodkach i podejmowano w licznych publikacjach [4,6,21,22,24,26,33,43,50,51,61,62,63,67,76,77,83,99,100,103, 106,110,111,112,113,117,118,121,122]. Stal dupleks krystalizuje jako roztwór stały α (ferryt). Częściowo przemienia się w fazę γ (austenit) w zakresie temperatury C. W tym zakresie temperatur występuję więc mieszanina α + γ. Poniżej ok. 850 C część α przemienia się w mieszaninę faz γ + σ (sigma). Zatem w temperaturze otoczenia występuje mieszanina α + γ + σ [43,50,99]. Powyżej opisany przebieg przemian ilustruje rysunek 3 prezentujący politermiczny przekrój układu równowagi fazowej stopów Fe-Cr-Ni przy stężeniu wagowym 68%Fe [77]. Rys. 3. Układ równowagi fazowej Fe-Cr-Ni [77] 15
 [76,77,118,158].")
16 Na rysunku 3 pokazano też wpływ dodatku azotu podwyższa on temperaturę początku wydzielania fazy γ zwiększa więc stopień przemiany α w γ. Pozwala to przy relatywnie dużej szybkości chłodzenia uzyskać strukturę równowagową α + γ (zmniejsza to problem nadmiernego udziału fazy α w SWC) [76,77,118,158]. O własnościach mechanicznych i odporności na korozję stali dupleks decyduje jej mikrostruktura, głównie objętość względna ferrytu i austenitu. Wzrost objętości względnej austenitu zapewnia ciągliwość i udarność oraz zwiększa odporność na działanie korozji, a wzrost objętości względnej ferrytu zwiększa wytrzymałość na rozciąganie, granicę plastyczności i twardość stali. Źródła wskazują, że najlepsze własności stali dupleks uzyskuje się przy proporcjach ferrytu do austenitu 40 do 60% (niektóre źródła podają 30 do 70%). W praktyce na ogół mamy do czynienia ze stalami dupleks o prawie równej zawartości ferrytu i austenitu, lub z nieznacznie podwyższoną zawartością austenitu. Udział faz zależy istotnie od składu chemicznego stali, tj. od rodzaju i stężenia składników ferryto- i austenitotwórczych. Kontrolę udziału faz na etapie hutniczym uzyskuje się też przez przesycanie z temperatury stabilności mieszaniny faz α + γ, a udział faz zależy od warunków (temperatury) przesycania. Na przykład dla stali SAF 2507, której mikrostrukturę przedstawia rysunek 4, udział po 50% α i γ zapewni przesycanie z temperatury ok C [50,57,112,126,130]. γ (A) α (F) Rys. 4. Mikrostruktura blachy ze stali SAF 2507; pow. 100x [własne] 16
17 Oprócz podstawowych α + γ, w strukturze występować też może cały szereg innych faz. Ich występowanie wynika przede wszystkim z przeróbki termicznej stali już na etapie przetwórstwa (obróbka cieplna, spawanie). Zarówno krótkotrwałe jak i długotrwałe wygrzewanie stali dupleks w pewnych obszarach zakresu temperatur C powodować może wystąpienie licznych faz wtórnych, niekorzystnie wpływających na własności mechaniczne i odporność korozyjną. Która z faz i w jakiej ilości wystąpi zależy od temperatury (zakresu temperatur) i czasu wygrzewania [7,8,9,10,40,47, 48,50,51,78,81,82,105]. Schematyczny wpływ dodatków stopowych na wydzielenia faz wtórnych w zakresach temperatur wygrzewania przedstawia rysunek 5 [81]. Rys. 5. Wpływ dodatków stopowych na wydzielenia faz wtórnych [81] Spawanie stali dupleks (etapy powstawania złącza zobrazowano na rysunku 6), powoduje dodatkowo miejscowe zakłócenie budowy mikrostruktury. Jest ono charakterystyczne dla stref złącza spawanego [21,24,55,62,94,118,120]: Strefy wpływu ciepła (SWC) - skupiska wydzieleń pierzastego austenitu w osnowie przeważającego ferrytu Spoiny przeważająca ilość wydzieleń iglastego austenitu, w stosunku do osnowy ferrytu 17
 powstawania złącza spawanego stali dupleks (na podstawie ]118]) Na")
 γ (A) Rys. 7.")
18 Rys. 6. Etapy (a f) powstawania złącza spawanego stali dupleks (na podstawie ]118]) Na rysunku 7 zobrazowano mikrostrukturę złącza spawanego stali superdupleks SAF 2507 i zaznaczeniem wskazanych wyżej stref. α (F) γ (A) Rys. 7. Typowa mikrostruktura złącza spawanego stali superdupleks SAF 2507; pow. 100x [własne] 18
19 W przedziale temperatury C w wyniku procesów wydzieleniowych zależnych od warunków obróbki cieplnej lub cyklu cieplnego spawania, w osnowie ferrytu i austenitu mogą zarodkować i wzrastać zróżnicowane pod względem składu chemicznego i struktury fazy wtórne (rysunek 5) [9,21,66,71,76,81,82,83,99]: ferryt wysokochromowy α` kruchy, obniżający ciągliwość stali i powodujący kruchość 475 C, austenit wtórny γ 2 różniący się składem, morfologią i własnościami od austenitu pierwotnego, powstający pod wpływem aktywacji cieplnej, np. od kolejnego ściegu spoiny w wyniku trzech mechanizmów: reakcji eutektoidalnej α > σ + γ 2, przemiany dyfuzyjnej (powstanie wydzieleń o strukturze Widmanstättena), względnie przemiany izotermicznej stanowiącej analogię do przemiany martenzytycznej, faza σ typu AB (Fe-Cr-Mo) tworząca się w zakresie temperatury C jako twarda międzymetaliczna faza σ bogata w Cr i Mo powodująca znaczny wzrost kruchości stali i zmniejszenie odporności na korozję wżerową i międzykrystaliczną, faza χ (Fe 36 Cr 12 Mo 10 ) typu A 48 B 10 powstająca w wyniku długotrwałego wygrzewania w temperaturze C, obniżająca odporność korozyjną i zwiększająca kruchość stali, węgliki M 7 C 3 i M 23 C 6 powstające w wyniku krótkotrwałego wygrzewania w temperaturze ok C na granicach α/γ, a drugie w temperaturze C powodujące ubożenie w chrom obszarów przyległych do granic ziaren, co może być przyczyną korozji międzykrystalicznej, azotek π typu M 5 N (Fe 7 Mo 3 N 4 ) wewnątrz ziaren ferrytu w spawanych stalach dupleks poddanych wygrzewaniu przez kilka godzin w temperaturze 600 C, znaczenie azotka π jest mało znane, azotki chromu Cr 2 N i CrN powstające po stosunkowo długim wytrzymaniu stali w temperaturze C lub wskutek gwałtownego chłodzenia z wysokiej temperatury np. po spawaniu w wyniku małej rozpuszczalności azotu w ferrycie, powodujące zubożenie ferrytu w chrom, co obniża odporność korozyjną stali, faza R (Fe 28 Cr 13 Mo 12 ) o strukturze romboedrycznej i fazy Laves a typu A 2 B (Fe 2 Mo) bogate w molibden wydzielające się w temperaturze C na granicy α/γ oraz wewnątrz fazy α obniżające odporność na korozję wżerową oraz udarność stali dupleks, faza τ (Fe, Cr, Mo, Ni) powstająca na granicach α/α w temperaturze od C w wyniku długotrwałego wygrzewania, 19
20 faza G towarzysząca wydzielaniu ferrytu wysokochromowego α podczas wygrzewania stali w temperaturze C, faza ε bogata w miedź wydzielająca się dyspersyjnie w temperaturze C w fazie α, powodująca jego utwardzenie i zmniejszająca stabilność warstwy pasywnej, w następstwie czego uwrażliwiają powierzchnię stali na działanie korozji. Na rysunku 8 zobrazowano krzywe CTP dla 1% wydzieleń wtórnych w stali S32750 (SAF 2507). Rys. 8. Krzywe CTP dla 1% wydzieleń wtórnych w stali S32750 (SAF 2507) [76] W wyniku spawania wielościegowego pospolicie występuje w obszarach spoiny ściegów powtórnie nagrzewanych austenit wtórny γ 2. Różni się on składem, morfologią i własnościami od austenitu pierwotnego, wpływając na własności całego złącza [29,31,55,62,63,118,123]. Szczególne miejsce wśród faz wtórnych zajmuje faza σ, której poświęcono wiele publikacji. Jest to tworząca się w zakresie temperatury C twarda faza międzymetaliczna bogata w Cr i Mo, powodująca znaczny wzrost kruchości stali i zmniejszenie jej odporności na korozję wżerową i międzykrystaliczną. W stalach superdupleks, w porównaniu ze stalami dupleks, wydzielanie fazy σ następuje w znacznie krótszym czasie. Jednoprocentowy udział tej fazy w objętości powodować będzie spadek 20

 b) c) d) Rys. 9.")


21 udarności o połowę a już 4% - spadek udarności poniżej 27J (z J przy braku tej fazy międzymetalicznej w strukturze stali) [6,32,33,41,52,66,71,99]. Istotnego znaczenia w przypadku stali dupleks zawierających podwyższone ilości N nabrały wydzielenia azotków Cr 2 N. Ich powstawanie ma miejsce w zakresie temperatur C podczas szybkiego chłodzenia najprawdopodobniej w wyniku przesycenia ferrytu azotem. Powodują zubożenie ferrytu w chrom co prowadzi do utraty odporności korozyjnej [76]. a) b) c) d) Rys. 9. Austenit pierwotny (a), austenit wtórny (b), faza sigma (c) i azotki chromu (d) w spoinach stali superdupleks, pow. 200x [własne] Długotrwałe wygrzewanie w temperaturze od ok. 350 do 500 C powoduje spinodalny rozpad ferrytu wywołujący rozsegregowanie na mikroobszary bogate i ubogie w Cr. Niedopasowanie sieci między tymi obszarami powoduje wyraźny wzrost twardości i kruchości powstałego w ten sposób ferrytu wysokochromowego α` (jest to tzw. kruchość 475 C). W związku z tym maksymalna temperatura stosowania stali dupleks jest ograniczona do ok. 300 C, a na etapie wytwarzania nie prowadzi się obróbki cieplnej w tym newralgicznym zakresie temperatur [1,39,81,82]. 21
22 2.4. WŁASNOŚCI FIZYCZNE Własności fizyczne stali dupleks są pośrednimi pomiędzy własnościami stali austenitycznych i stali ferrytycznych. Porównanie podstawowych własności fizycznych wybranych stali dupleks ze stalami austenitycznymi zawiera tabela 2. Stale dupleks są magnetyczne. Ich współczynnik rozszerzalności cieplnej jest zbliżony do współczynnika stali węglowych. W stosunku do stali węglowych stale dupleks mają mniejszą gęstość, niższy moduł Younga, niższą przewodność elektryczną, niższą przewodność cieplną rosnącą wraz ze wzrostem temperatury [92,107,128,158]. Tabela 2. Porównanie podstawowych własności fizycznych stali dupleks i stali austenitycznych (na podstawie [128,158]) Oznaczenie UNS Oznaczenie EN Nazwa handlowa Gęstość, g/cm 3 Pojemność cieplna, J/kg K Niskostopowe stale dupleks (lean dupleks) Elektryczny opór wł., mm 2 / m Moduł Younga, GPa S LDX S Standardowe stale dupleks 22%Cr S S Standardowe stale dupleks 25%Cr S DP S Stale superdupleks S S Zeron Stale austenityczne S , S , WŁASNOŚCI MECHANICZNE Charakterystyczna dla stali dupleks jest wysoka wytrzymałość na rozciąganie i wysoka granica plastyczności. Dzięki temu, w porównaniu do stali austenitycznych, można istotnie redukować przekroje elementów konstrukcyjnych, a przez to też masę. Pomimo wysokiej wytrzymałości, stale dupleks charakteryzują się wysoką plastycznością. W porównaniu ze stalami 22
23 węglowymi oraz ferrytycznymi, przejście od stanu plastyczności do kruchości odbywa się w sposób bardziej stopniowy. Stale dupleks utrzymują wysoką wytrzymałość także w niskich temperaturach, chociaż w tych warunkach plastyczność i wytrzymałość stali dupleks jest już niższa niż stali austenitycznych [81,82,158]. Udarność stali dupleks w temperaturze pokojowej jest porównywalna do stali austenitycznych, jednak z obniżaniem temperatury wyraźnie maleje. Temperatura przejścia w stan kruchy stali ferrytyczno-austenitycznych wynosi ok. -50 C. Ogranicza to ujemną temperaturę pracy obiektów wykonanych z tych stali [92,102,128,130]. W tabeli 3 zawarto porównanie podstawowych własności mechanicznych stali dupleks i stali austenitycznych. Tabela 3. Porównanie podstawowych minimalnych własności mechanicznych stali dupleks i stali austenitycznych (na podstawie [46,128,152,153,158,159]) Oznaczenie UNS Oznaczenie EN Nazwa handlowa R p0,2, MPa R m min, MPa A 5, % KV +20, J Niskostopowe stale dupleks (lean dupleks) S LDX S Standardowe stale dupleks 22%Cr S S Standardowe stale dupleks 25%Cr S DP S Stale superdupleks S S Zeron Stale hyperdupleks S HD S HD Stale austenityczne S S Wyższa twardość stali dupleks, w porównaniu ze stalą austenityczną, związana jest efektem większej wytrzymałości struktury dwufazowej i sprawia, że stal dupleks ma dobrą odporność na zużycie ścierne i erozję [158]. 23
24 Własności mechaniczne kutych bądź walcowanych stali dupleks są anizotropowe. Ta anizotropowość spowodowana jest przez wydłużenie ziarna oraz strukturę krystalograficzną powstałą w wyniku walcowania. Obecność dwóch faz w stali dupleks wpływa na kierunkowość własności mechanicznych wyrobu po procesie formowania. Wytrzymałość mechaniczna jest wyższa w kierunku prostopadłym do osi walcowania. Udarność także jest wyższa w kierunku prostopadłym do osi walcowania [102]. Własności mechaniczne stali dupleks silnie zmienia obecność wydzieleń międzymetalicznych opisanych w rozdziale 2.3 [49,57,72,89,114]. W wielu publikacja podejmuje się problematykę własności mechanicznych złączy spawanych stali dupleks, najwięcej uwagi poświęcając udarności [31,54,55,62,69,98,108] ODPORNOŚĆ KOROZYJNA Zagadnienia odporności korozyjnej stali dupleks i ich złączy spawanych podejmowane są w wielu pracach badawczych i publikacjach [3,5,20,53,65,67, 73,75,78,86,88,95,110,116,122]. Stale dupleks posiadają bardzo wysoki stopień odporności na działanie korozji w większości środowisk, w których stosuje się zwykle standardowe stale austenityczne. Związane jest to z wysoką zawartością Cr, który znacznie zwiększa odporność stali na działanie kwasów utleniających oraz znacznymi zawartościami Mo i Ni, które zabezpieczają stal przed działaniem środowisk kwasów lekko redukujących. Wysoka zawartość Cr oraz zawartość ferrytu w strukturze skutkują także wysoką odporność na działanie zasad. Skład chemiczny (prócz wymienionych pierwiastków także N i W) w połączeniu z dwufazową strukturą sprzyja również wysokiej odporności na podstawowe mechanizmy korozji: korozję wżerową i szczelinową oraz naprężeniową [27,65,154]. Do oceny podatności stali na korozję wżerową stosuje się wskaźniki PRE N i PRE W (równania 1 i 2; tabela 1) oraz CPT (Critical Pitting Temperature), wskazujący temperaturę, powyżej której korozja wżerowa zostanie zainicjowana i będzie się rozwijała w danym środowisku korozyjnym (temperaturę tę wyznacza się zwykle w 24 h próbie ekspozycji, wg normy ASTM G48). Analiza wpływu poszczególnych dodatków stopowych stali na wartość CPT pozwala wnioskować, że jedynie chrom, molibden oraz azot posiadają istotny, mierzalny wpływ na CPT, zgodnie z następującym równaniem [28,53,124]: CPT = constant + %Cr + 3,3 %Mo + 16 %N (3) Koncepcja krytycznej temperatury wystąpienia korozji używana jest także do określania odporności stali nierdzewnych na korozję szczelinową oznaczaną symbolem CCT (critical crevice temperature). CCT dla danej stali zależy od środowiska pracy oraz od rozmiaru szczeliny. W związku z wpływem geometrii 24
25 szczeliny na poziom korozji bardzo trudno jest oznaczyć w praktyce poziom CCT. Przyjmuje się, że CCT jest od 15 do 20 C niższe niż CPT dla tego samego gatunku stali oraz podobnego środowiska pracy, a wyznacza się ją w drodze prób korozyjnych dla znormalizowanej szczeliny [3,5,27,65,124,154]. W tabeli 4 zawarto porównanie wskaźników odporności korozyjnej stali dupleks i stali austenitycznych. Tabela 4. Porównanie wskaźników odporności korozyjnej stali dupleks i stali austenitycznych (na podstawie [154,156,157,158,160]) Oznaczenie UNS Oznaczenie EN Nazwa handlowa PRE N PRE W CPT, C CCT, C Stale dupleks pierwszej generacji S AISI ,0 32,0 - - S RE60 28,2 28,2 - - Stale dupleks nowej generacji Niskostopowe stale dupleks (lean dupleks) S LDX ,0 26,0 16 <0 S ,1 25, Standardowe stale dupleks 22%Cr S ,0 34, S ,7 35, Standardowe stale dupleks 25%Cr S DP3 38,0 38,5 - - S ,6 38, Stale superdupleks S ,5 42, S Zeron100 42,3 43, Stale hyperdupleks S HD 49,2 49, S HD 51,6 51, Stale austenityczne S ,0 18,0 5 <0 S ,0 24,0 10 <0 Do oceny odporności korozyjnej stosuje się też powszechnie próby korozyjne pozwalające wyznaczać ubytki masy związane z procesami korozyjnymi. Próby takie przeprowadza się także w mediach roboczych, będących nie pojedynczymi kwasami lub zasadami (dla których dostępne są dane odporności korozyjnej) lecz ich mieszaninami [5,53,65, 68]. 25
26 Negatywny wpływ na odporność korozyjną mają wydzielenia międzymetaliczne, a także proporcja faz autenitu i ferrytu. W związku z tym złącza spawane zawsze charakteryzować się będą niższą odpornością korozyjną od materiału niespawanego [12,45,73] KORZYŚCI STOSOWANIA STALI DUPLEKS Korelację odporności na korozję wżerową (CPT w środowisku chlorków) i granicy plastyczności stali austenitycznych i stali dupleks zobrazowano na rysunku 10. Zestawienie takie wskazuje na podobną odporność korozyjną pewnych podgrup stali austenitycznych i stali dupleks, przy około dwukrotnie wyższej granicy plastyczności na korzyść stali dupleks. W praktyce zastosowanie Sali dupleks w miejsce stali austenitycznej przekłada się na redukcję grubości elementów konstrukcyjnych, a przez to ich masy [154,156,157,158,160]. Rys. 10. Korelacja odporności na korozję wżerową (CPT w środowisku chlorków) i granicy plastyczności stali austenitycznych i stali dupleks (na podstawie [154,156, 157,158,160]) Na rysunku 11 pokazano relację oszczędności kosztów materiałów wynikającą z zastąpienia stali austenitycznych stalami dupleks, w zależności od stopnia redukcji masy. Wynika z niego, że zastępując stal austenityczną stalą dupleks i redukując masę materiałów o więcej niż 10% spodziewać się możemy redukcji kosztów materiałów niezbędnych do wykonania obiektu. Istotnego 26
27 znaczenia nabiera ta zależność dla obiektów wielkogabarytowych, których masy sięgają zwykle od kilkudziesięciu do kilkuset Mg, a dzięki zastosowaniu stali dupleks w miejsce stali austenitycznej masę można obniżyć o około 20% (przykład z tego zakresu zawarto w podrozdziale 4.4 w dalszej części pracy). W tej sytuacji oszczędność kosztów materiałów podstawowych wynieść może kilkanaście procent. W sytuacji gdy redukcja masy dzięki zastąpieniu stali austenitycznej stalą dupleks będzie mniejsza od 10%, koszt materiałów będzie wyższy więc w tym aspekcie zmiana taka byłaby ekonomicznie nieuzasadniona [155,156,157]. Rys. 11. Relacja redukcji masy i oszczędności kosztów materiałów przy zastąpieniu stali austenitycznych stalami dupleks (na podstawie [155,156,157]) 27
28 3. TECHNOLOGIA SPAWANIA STALI DUPLEKS 3.1. SPAWALNOŚĆ METALURGICZNA, SPOIWA, PRZYGOTOWANIE DO SPAWANIA Spawalność metalurgiczna pierwszej generacji stali dupleks była bardzo ograniczona wysoką zawartością węgla, skutkującą prawie całkowicie ferrytyczną SWC [46,81,82]. Spawalność metalurgiczna obecnie stosowanych generacji stali dupleks związana jest głównie z utrzymaniem pożądanej proporcji faz w SWC i spoinie i ograniczaniem wydzieleń wtórnych. To z kolei związane jest przede wszystkim ze składem chemicznym materiału rodzimego, składem chemicznym spoiwa oraz przebiegiem cyklu cieplnego [34,38,46]. Spoina krystalizuje zarodkując od ziaren ferrytu w lini wtopienia, propagując w strukturę kolumnową zgodnie z gradientem temperatury. Zachodząca w stanie stałym przemiana α w γ silnie zależy od szybkości stygnięcia złącza. Jest procesem, w którym powstawanie i wzrost zarodków jest sterowany przez dyfuzję azotu i węgla. Rozpuszczalność azotu w ferrycie w wysokich temperaturach jest duża, lecz gwałtowanie maleje ze spadkiem temperatury, w wyniku czego mogą tworzyć się azotki chromu. Powstawanie wydzieleń wtórnych w złączach spawanych stali dupleks jest dużym zagrożeniem, szczególnie w stalach o zwiększonej zawartości pierwiastków stopowych. Powstają one głównie na granicach α/γ i α/α. Większa zawartość ferrytu w spoinie sprzyja zwiększaniu szybkości powstawania w niej wydzieleń. Dominującymi fazami wtórnymi są σ i γ 2 oraz azotki [31,59,115,118]. Nie jest zalecane spawanie stali dupleks bez dodatku spoiwa. Wskazane jest też stosowanie większej niż dla stali austenitycznych przestrzeni dla powstającej spoiny przez większe o ok. 10 kąty rowka i/lub stosowanie większych szczelin między spawanymi elementami. Sam dobór spoiwa ma duże znaczenie dla otrzymania odpowiedniej struktury złącza spawanego. Najczęściej stosuje się austenitotwórcze materiały dodatkowe, zawierające od 2 do 4% więcej Ni niż materiał podstawowy. Powoduje to lepszą proporcię faz oraz mniejsze ryzyko wystąpienia azotków [70,130,161,162,163] ILOŚĆ WPROWADZONEGO CIEPŁA, TEMPERATURA MIĘDZYŚCIEGOWA Parametry energetyczne spawania stali dupleks muszą być dokładnie kontrolowane. Szybkości chłodzenia w zakresie temperatur C (V 12-8 zalecana maksimum 40 C/s) musi być wystarczająco niska by mogła zajść przemiana ferrytu w austenit (szczegónie w obszarze wysokotemperaturwej SWC) i nie dopuścić do wydzieleń azotków. Jedncześnie szybkość chłodzenia 28
29 w zakresie temperatur C (V 10-6 ; zalecania minimum 3 C/s) musi być wystarczajaco duża by uniknąć wydzieleń fazy σ [20,29,55,74,92,116]. W praktyce szybkości chłodzenia (cykl cieplny spawania) zależeć będą od grubości elementów i konstrukcji złącza oraz przede wszystkim od energii liniowej łuku, temperatury podgrzewania wstępnego oraz temperatury międzyściegowej [55]. Podgrzewanie wstępne stali dupleks zwykle nie jest stosowane. Zalecane jest jedynie przy konieczności osuszenia bądź w rzadkich przypadkach, gdy z uwagi na koniecznosć spawania bardzo niskimi energiami liniowymi celowe jest zmniejszenie szybkości stygnięcia [46,70,161,162,163]. Kontrolowanie temperatury międzyściegowej to istotny proces w kreowaniu szybkości chłodzenia. Zalecane maksymalne temperatury międzyściegowe dla stali dupleks to nawet C, ale dla stali superdupleks tylko 100 C [46,70,161,162,163]. Najsilniej jednak sterować można szybkością chłodzenia przez ilość wprowadzonego ciepła energię liniową łuku [46]. Rys. 12. Zalecane energie łuku i temperatury międzyściegowej podczas spawania stali austenitycznych i stali dupleks (na podstawie [46]) W związku z wyżej opisanymi ryzykami nadmiernego lokalnego zachwiania proporcji ferryt-austenit oraz możliwością wystąpienia wtórnych wydzieleń, określono zakresy bezpiecznej energii łuku oraz temperatury międzyściegowej dla spawania stali dupleks. Porównując wytyczne dla stali superdupleks 2507 z wytycznymi dla innych stali, zakresy te są bardzo wąskie, 29
30 co pokazano na rysunku 12. Na tym rysunku zaznaczono też obszary energii łuku związane ze specyfiką przymusowych pozycji spawania (pozycja pionowa PF wg PN-EN ISO 6947 zwykle wiąże się z najwyższą energią a pozycja naścienna PC z najniższą). Zakresy energii w pozycjach przymusowych są więc bardzo ograniczone. Zaleca się weryfikację praktyczną eksperymentalną zakresu energii liniowej spawania w każdym przypadku różnych warunków spawania i typów konstrukcji [46,69]. Energia liniowa łuku (dla stali dupleks zwykle liczona bez współczynnika sprawności cieplnej metody spawania k [46]) dana jest wzorem [88,89,125,129]: U I Q (4) 1000 V sp gdzie: U - napięcie łuku, V; I - natężenie prądu spawania, A; V sp - prędkość spawania, mm/s. Realnie i bezpośrednio na energię wpływać można tymi właśnie parametrami. Przy wąskich zakresach dopuszczalnej energii liniowej łuku dokładny ich pomiar i stałe nadzorowanie wydaje się być kluczowe dla powodzenia spawania METODY SPAWANIA Stale dupleks mogą być spawane przy użyciu większości konwencjonalnych metod spawania. Intensywnie rozwijającymi się i szeroko wdrażanymi obecnie w przemyśle metodami spawania laserowego [30] czy plazmowego [113] także lecz dla wielkogabarytowych obiektów szerokie i uniwersalne zastosowanie znaleźć mogą [44,46,79,80,81,82,87,90]: spawanie łukowe elektrodą otuloną (SMAW, proces 111 wg PN-EN ISO 4063) spawanie łukowe elektrodą nietopliwą w osłonie gazu obojętnego (GTAW, proces 141 wg PN-EN ISO 4063) spawanie łukowe elektrodą topliwą w osłonach (GMAW/FCAW, proces 135/136 wg PN-EN ISO 4063) spawanie łukiem krytym drutem elektrodowym (SAW, proces 121 wg PN-EN ISO 4063) Ich podstawową charakterystykę przedstawiono poniżej, a szczegółową ocenę przydatności wszystkich tych procesów spawania dla wykonywania wielkogabarytowych struktur powłokowych w warunkach pozawarszatowych zawarto w podrozdziale
 [91,97,162,163].")
31 Spawanie łukowe ręczne elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje się przez stopienie ciepłem łuku elektrycznego topliwej elektrody otulonej i materiału spawanego. Łuk elektryczny jarzy się między rdzeniem elektrody pokrytym otuliną i spawanym materiałem (rysunek 13) [91,97,162,163]. Elektroda otulona przesuwana jest ręką operatora-spawacza wzdłuż linii spawania i ustawiona pod pewnym kątem względem złącza. Spoinę złącza tworzą stopione ciepłem łuku rdzeń metaliczny elektrody, składniki metaliczne otuliny elektrody oraz nadtopione brzegi materiału spawanego (rodzimego). Udział materiału rodzimego w spoinie, zależnie od rodzaju spawanego metalu i techniki spawania, wynosić może 10 40% [91,97,162,163]. Rys. 13. Zasada spawania łukowego elektrodą otuloną (na podstawie [97,162]) Łuk spawalniczy może być zasilany prądem stałym z biegunowością ujemną lub dodatnią bądź prądem przemiennym. Osłonę łuku stanowią gazy i ciekły żużel powstałe w wyniku rozpadu otuliny elektrody pod wpływem oddziaływania ciepła łuku. Skład osłony gazowej zależenie od składu chemicznego otuliny stanowią: CO 2, CO, H 2 O oraz produkty ich rozpadu [91,97,162,163]. Spawanie rozpoczyna się po zajarzeniu łuku między elektrodą otuloną a spawanym przedmiotem (przez zwarcie końca elektrody z przedmiotem i szybkie cofnięcie na wymaganą długość łuku lub wykonywanie końcem elektrody ruchów wahadłowych z pocieraniem o powierzchnię przedmiotu). Ciepło łuku, o temperaturze w środku łuku dochodzącej do 6000 K, stapia elektrodę, której metal przenoszony jest do jeziorka spoiny [91,97]. Przebieg procesu spawania w znacznym stopniu uzależniony jest od umiejętności spawacza. Parametry spawania ustalone w warunkach technologicznych spawania konkretnej konstrukcji stanowią dla operatora dane wyjściowe, do których dostosowuje swe doświadczenie spawalnicze i zdolności manualne [91,97]. 31
32 Podczas spawania łukowego elektrodą nietopliwą w osłonie gazu obojętnego (rysunek 14) łuk elektryczny wytwarzany jest pomiędzy wolframową elektrodą nietopliwą a materiałem spawanym. Jeziorko spawalnicze osłaniane jest atmosferą ochronną, stanowiącą to czysty argon lub hel, bądź mieszaninę tych gazów. Połączenie spawane może być wykonywane bez materiału dodatkowego (co nie jest zalecane w przypadku stali dupleks), poprzez wymieszanie się nadtopionych brzegów elementów łączonych, lub z udziałem materiału dodatkowego w postaci pręta dokładanego do jeziorka spawalniczego [91,97,162,163]. Rys. 14. Zasada spawania łukowego elektrodą nietopliwą w osłonie gazu obojętnego (na podstawie [97,162]) Metoda ta umożliwia uzyskanie spoiny czystej i wysokiej jakości. W procesie nie powstaje nalot ani żużel, co eliminuje ryzyko zanieczyszczenia spoiny jego wtrąceniami, a gotowa spoina praktycznie nie wymaga żadnego czyszczenia. Charakteryzuje ją też całkowity brak rozprysku ciekłego metalu. Wady tej metody spawania to niewielka prędkość spawania i mała wydajność, szczególnie widoczna przy grubszych spoinach oraz silne uzależnienie efektów spawania od umiejętności spawacza oraz skuteczności gazowej osłony łuku. Spawanie GTAW jest wykorzystywane głównie do spawania rur i rurociągów oraz cienkich blach [91,97,162,163]. Spawanie łukowe elektrodą topliwą w osłonie gazów lub ich mieszanek polega na stapianiu spawanego metalu i materiału elektrody topliwej (drut lity GMAW lub proszkowy FCAW) ciepłem łuku spawalniczego jarzącego się w osłonie gazowej między elektrodą topliwą a spawanym materiałem (rysunek 15) [91,97,162,163]. Nawinięty na szpulę drut elektrodowy jest podawany za pomocą podajnika drutu w sposób ciągły do obszaru spawania. Doprowadzenie prądu do drutu elektrodowego następuje przez końcówkę prądową. Spawanie stali jest najczęściej prowadzone prądem stałym z biegunowością dodatnią (plus na 32
 b) Rys. 15.")
![Zasada spawania łukowego elektrodą topliwą w osłonach: a) GMAW, b) FCAW (na podstawie [97,162]) Spawanie metodą FCAW jest dobrą alternatywą dla spawania litym drutem GMAW.](/docs-images/68/58423038/images/33-1.jpg "Najprostrze urządzenia do spawania tymi metodami mogą być zastosowane do spawania stali duleks lub superdupleks.")
33 drucie elektrodowym). Między końcem drutu elektrodowego a materiałem spawanym jarzy się łuk elektryczny. Roztopiony metal drutu elektrodowego przechodzi do jeziorka spawalniczego. Metal jeziorka spawalniczego, w miarę przemieszczania się łuku w kierunku spawania, krzepnąc, tworzy spoinę łączącą brzegi elementu spawanego [91,97,162,163]. a) b) Rys. 15. Zasada spawania łukowego elektrodą topliwą w osłonach: a) GMAW, b) FCAW (na podstawie [97,162]) Spawanie metodą FCAW jest dobrą alternatywą dla spawania litym drutem GMAW. Najprostrze urządzenia do spawania tymi metodami mogą być zastosowane do spawania stali duleks lub superdupleks. FCAW pozwala też na uzyskanie lepszych wydajności stapiania i spawania oraz tańszych gazów osłonowych (powszechnie stosowana mieszanka Ar z dodatkiem około 18 25% CO 2 ; możliwe jest spawanie tą metodą w jeszcze tańszym czystym CO 2 ). Mieszanka gazowa M21 (Ar + 25% CO 2 ) [134] zapewnia korzystniejszą zawartość ferrytu [91,97,162,163]. Spawanie łukiem krytym jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym a elementem spawanym i jest niewidoczny, gdyż jest przykryty warstwą ziarnistego topnika (tym samym łuk jest ukryty, stąd nazwa metody), którego część stapia się, tworząc na spoinie usuwalną warstwę żużla. 33
![Nieotulony drut jest odwijany z bębna lub szpuli i podawany przez układ rolek napędzanych silnikiem elektrycznym w kierunku rowka spoiny (rysunek 16) [91,97,162,163].](/docs-images/68/58423038/images/34-0.jpg "W tej metodzie stosować można bardzo wysokie natężenie prądu spawania przez co uzyskuje się znaczne wydajności stapiania i spawania a także znaczny stopień wymieszania materiału podstawowego ze")
34 Nieotulony drut jest odwijany z bębna lub szpuli i podawany przez układ rolek napędzanych silnikiem elektrycznym w kierunku rowka spoiny (rysunek 16) [91,97,162,163]. W tej metodzie stosować można bardzo wysokie natężenie prądu spawania przez co uzyskuje się znaczne wydajności stapiania i spawania a także znaczny stopień wymieszania materiału podstawowego ze stopiwem. Nadaje się szczególnie do większych grubości (20 mm i więcej) i jest w tym obszarze stosowana do spawania stali dupleks. Powstający na powierzchni spoiny w znacznej ilości żużel, w połaczeniu z dużą energią łuku wiąże się z ryzykiem wydzielenia węglików i azotków w wyniku wolnego chłodzenia w zakresie temperatur C. Istotnym ograniczeniem tej metody jest możliwość zastosowania jej zasadniczo do pozycji podolnych PA i nabocznych PB oraz w ograniczonym zakresie do PC [91,97,107,162,163]. Rys. 16. Zasada spawania łukiem krytym pod topnikiem (na podstawie [97,162]) 3.4. OBRÓBKA PO SPAWANIU Strefę spoiny i strefę przyspoinową złączy stali dupleks pokrywa bezpośrednio po spawaniu warstwa tlenków oraz pospawalnicze zanieczyszczenia, ktore należy usunąć by odbudować się mogła warstwa pasywna dająca zabezpieczenie antykorozyjne. Czyszczenie złączy stali dupleks, podobnie jak stali austenitycznych wykonać można mechanicznie (szczotkowanie lub obróbka strumieniowo-ścierna) i/lub chemicznie (trawienie i pasywacja). W zakresie obróbki chemicznej stale dupleks wymagają dłuższych czasów lub mocniejszych środków trawiących by skutecznie przeprowadzić ten rodzaj obróbki [119,130,161,162,163]. Stale dupleks nie wymagają zwykle obróbki cieplnej po spawaniu. W skrajnych przypadkach zachwiania proporcji faz w złączu (np. spawanie bez spoiwa) stosuje się w celu jej przywrócenia przesycanie [119,130,161,162,163]. 34

35 4. OBIEKTY WIELKOGABARYTOWE ZE STALI DUPLEKS 4.1. ZBIORNIK MAGAZYNOWY JAKO PRZYKŁAD OBIEKTU WIELKOGABARYTOWEGO Zbiorniki magazynowe to naczynia używane do przechowywania cieczy oraz niekiedy gazów pod ciśnieniem atmosferycznym lub niewielkim nadciśnieniem. Podlegają często wielu regulacjom i przepisom dotyczącym ochrony środowiska, głównie w zależności od przechowywanego czynnika [37,109]. Zbiorniki magazynowe mogą występować w różnych konfiguracjach, z uwagi na [109]: kształt płaszcza: kuliste, cylindryczne, stożkowo-cylindryczne; typ płaszcza: jedno, wielopłaszczowe (dla niskich temperatur lub podwyższonych ciśnień magazynowania); dach: otwarte, zamknięte, z dachem pływającym; dno: płaskie, spadziste; materiał: stal węglowa, stal stopowa, stal niklowa, tworzywo sztuczne; miejsce posadowienia: naziemne, podziemne; orientację: pionowe, poziome. Najważniejsze parametry charakteryzujące zbiorniki magazynowe to objętość wewnętrzna (pojemność) oraz wymiary [37,109,131]. Zbiorniki magazynowe używane są do przechowywania głównie chemikaliów, olejów i paliw oraz wody, a także innych cieczy w przemyśle papierniczym, spożywczym, farmaceutycznym i przetwórstwa tworzyw sztucznych [37,109]. Zbiorniki magazynowe najczęściej występują jako tzw. tank farmy, czyli terminale magazynowe obejmujące wiele pogrupowanych zbiorników na różne media [37,109]. Rys. 17. Terminal magazynowy Odfjell w Rotterdamie [37] 35
36 Najczęściej spotykane zbiorniki magazynowe mają pojemności m 3. Projektowane są w postaci stalowych walców o osi pionowej z płaskim dnem i dachem stałym lub pływającym. Europejskie wymagania dotyczące materiału, projektowania, wytwarzania, wznoszenia, badań i kontroli zawarto w normie PN-EN Specyfikacja dotycząca projektowania i wytwarzania na miejscu zbiorników pionowych, o przekroju kołowym, z dnem płaskim, naziemnych, stalowych spawanych, na ciecze o temperaturze otoczenia i wyższej [37]. Rys. 18. Pionowy naziemny zbiornik magazynowy [własne] Płaszcze główne zbiorników mają średnicę D m i wysokość H m. Otoczone są niekiedy z zewnątrz stalową ścianą osłonową. Płaszcze główne zbiorników składają się z kilku obwodów blach (carg) o malejącej skokowo ku górze grubości e cyl : od najgrubszego na dole płaszcza (o grubości 8 10 mm w przypadku stali nierdzewnych) do najcieńszego na górze płaszcza (o grubości 5 8 mm dla tych stali). Dolny obwód (carga) oparty jest na pierścieniu bazowym-obrzeżnym (o grubości e b 6 10 mm). Z pierścieniem związane jest też dno zbiornika (często nachylone do poziomu), które zbudowane jest z jednej lub z dwóch warstw blach o grubości 5 6 mm [131]. 36
![Przekrój C-C Przekrój D-D Rys. 19. Dno zbiornika magazynowego [131] Szczegół E Płaszcz zbiornika wzmacniany jest kształtownikami usztywniającymi (rysunek 20)](/docs-images/68/58423038/images/37-0.jpg "[131]. Rys. 20.")
37 Przekrój C-C Przekrój D-D Rys. 19. Dno zbiornika magazynowego [131] Szczegół E Płaszcz zbiornika wzmacniany jest kształtownikami usztywniającymi (rysunek 20) [131]. Rys. 20. Usztywnienia płaszcza zbiornika; 1 i 2 spoiny kształtownika z płaszczem, 3 żebro kształtownika wzmacniającego [131] Dach w postaci konstrukcji szkieletowej z profili teowych i dwuteowych pokryty jest z zewnątrz (lub od wewnątrz) poszyciem z blach 4 6 mm grubości (e roof ), oparty jest na pierścieniu lub wzmocnieniu górnym (o grubości e ring ), wieńczącym górną cargę płaszcza. Zilustrowano to na rysunku 21 [131]. Rys. 21. Warianty połączenia dachu zbiornika magazynowego z płaszczem [131] 37
38 Na każdym zbiorniku znajduje się kilkanaście króćców i jeden lub dwa włazy służące do obsługi, kontrolowania oraz załadunku i dystrybucji przechowywanego medium (rysunek 22). Na króćcach zbiorników montowane są urządzenia służące do pomiaru poziomu cieczy, przepływu i jej temperatury. Zbiorniki paliw posiadają dodatkowo instalację ppoż. Składa się ona z systemu podawania piany ciężkiej oraz zraszania płaszcza i dachu. Mogą także posiadać mieszadła i podgrzewacze przechowywanego medium oraz systemy mycia ścian wewnętrznych i detekcji przecieków [37,131]. Rys. 22. Typowe rozwiązania króćców i włazów [131] Zbiorniki zwykle kotwione są do podłoża (rysunek 23). Z reguły są też wyposażone w klatki schodowe i podesty umożliwiające wejście na dach i dostęp do włazów, króćców, zaworów, itp. oraz przejścia pomiędzy zbiornikami (w przypadku grupy zbiorników), a także awaryjne zejścia po drabinie, rurociąg przelewowy i odprowadzający wodę z dachu. Rys. 23. Kotwienie zbiornika do podłoża; 1- płaszcz, 2- pierścień dna, 3 podłoże, 4 kotwa, 5 podkładka, 6 i 7 - nakrętka [131] 38

39 4.2. ZŁĄCZA SPAWANE PŁASZCZA ZBIORNIKA MAGAZYNOWEGO W zbiorniku magazynowym występują głównie złącza doczołowe, teowe oraz narożne. Z punktu widzenia ilości sumarycznej złączy spawanych, największa ich część, występuje na płaszczu zbiornika. Są to złącza doczołowe ze spoiną czołową wykonywane w pozycjach naściennej PC (zdecydowana większość) oraz pionowej PF, a także złącze teowe ze spoiną pachwinową wykonywaną w pozycji nabocznej PB (pomiędzy pierścieniem bazowymobrzeżnym a płaszczem). Zilustrowano to na rysunku 24 [37]. Rys. 24. Złącza spawane płaszcza zbiornika magazynowego (na podstawie [37,109]) 4.3. WYKONYWANIE ZBIORNIKÓW MAGAZYNOWYCH W WARUNKACH BUDOWY Z uwagi na gabaryty pionowe, nadziemne cylindryczne zbiorniki magazynowe budowane są na miejscu eksploatacji. Wiąże się to z istotnym wpływem warunków pogodowych (opady, wiatr i wahania temperatur) na cały proces budowy montażu i spawania [37,82,109]. Stosowane są dwie metody budowy wielkogabarytowych zbiorników magazynowych w miejscu eksploatacji [82,109]. Pierwsza tradycyjna, polega na wykonaniu w pierwszej kolejności dna, a następnie nadbudowywaniu od niego elementów płaszcza w górę i montażu dachu w ostatniej fazie [82,109]. 39

40 Druga budowanie z podnoszeniem, polega na wykonaniu w pierwszej kolejności dna i dachu zbiornika, a następne dokładaniu do dachu elementów płaszcza z sukcesywnym podnoszeniem całej konstrukcji za pomocą szeregu podnośników rozmieszczonych na jej obwodzie. Stosowany jest też inny wariant tej metody (tzw. metoda spiralna) wykorzystujący do podnoszenia obrót dachu i dobudowanej do niego części płaszcza po spiralnej bieżni ukształtowanej pod kątem do osi zbiornika dolnej cardze płaszcza. Każda z metod ma oczywiście swoje zalety i wady. Wadą metody tradycyjnej jest konieczność prowadzenia prac na coraz większej wysokości. Wadą metody z podnoszeniem jest kosztowne oprzyrządowanie dodatkowe [82,109]. Kolejne etapy budowy jedną i drugą metodą zilustrowano w Tabeli 5. Prace montażowe rozpoczynają się zawsze po przekazaniu fundamentów od geodezyjnego wytyczenia osi zbiorników oraz punktów charakterystycznych (włazy, króćce itp.). Fundament pokrywany jest zwykle elastyczną warstwą bitumiczną pozwalającą na dokładne przyleganie obciążanego dna do podłoża. W trakcie budowy i postępu spawania wykonywane są na bieżąco badania nieniszczące złączy spawanych [109,131]. Ostatnim etapem budowy jest przeprowadzenie próby wytrzymałości i szczelności zbiorników. Oprócz ujawnienia nieszczelności oraz sprawdzenia wytrzymałości płaszcza próba, polegająca na napełnieniu płaszcza wodą, ma również za zadanie wywołać wstępne osiadanie fundamentów [131]. Po próbie wykonywane jest zabezpieczenie antykorozyjne oraz izolacja termiczna (jeśli ma to zastosowanie) i instalowane jest dodatkowe oprzyrządowanie. Dla zminimalizowania wpływu opadów i wiatru podczas spawania obiektów wielkogabarytowych w warunkach pozawarsztatowych, stosuje się lokalne osłony, namioty spawalnicze. Pokazano to na rysunku 25. Rys. 25. Przykład namiotu osłaniającego strefę spawania zbiornika magazynowego [własne] 40

 na obrzeżnym pierścieniu bazowym")
41 Tabela 5. Etapy budowy zbiornika magazynowego [własne] Budowane tradycyjnie - nadbudowa Od dna do góry Budowane z podnoszeniem - podbudowa Od dachu w dół Etap 1 Układanie i spawanie segmentów pierścienia bazowego-obrzeżnego Etap 1 Układanie i spawanie segmentów pierścienia bazowego-obrzeżnego Etap 2 Układanie i spawanie blach dna Etap 2 Układanie i spawanie blach dna Etap 3 Montaż i spawanie pierwszej cargi (obwodu blach płaszcza) na obrzeżnym pierścieniu bazowym Etap 3 Montaż górnej cargi oraz spawanie konstrukcji wsporczej dachu. Rozstawienie zestawu podnośników rozmieszczonych i mocowanych na obwodzie cargi 41




42 Etap 4 Montaż płaszcza poprzez nadbudowę z pojedynczych blach o równej grubości w obrębie jednego obwodu. Etap 4 Montaż i spawanie poszycia dachu, króćców dachowych, obarierowania i podniesienie go wraz z górną cargą. Etap 5 Montaż oraz spawanie konstrukcji wsporczej dachu i poszycia dachu (niekiedy całość składana na dnie wewnątrz zbiornika i podnoszona do właściwego poziomu) Etap 5 Montaż obwodów blach przez dobudowę z pojedynczych blach. Kolejne obwody montowane są po podniesieniu całej konstrukcji o wysokość cargi Etap 6 Próba wodna oraz montaż schodów, obarierowania, armatury Etap 6 Próba wodna oraz montaż schodów, obarierowania, armatury 42
 posiada na płaszczu ok 500 m spoin wykonywanych w pozycji naściennej PC i ok. 200 m w pozycji pionowej PF (przy stosowaniu blach o wymiarach 2x6 m) [109].")
43 4.4. KORZYŚCI Z ZASTOSOWANIA STALI DUPLEKS NA ZBIORNIK MAGAZYNOWY Przeciętny zbiornik magazynowy (ok. 20 m średnicy D i 18 m wysokości H) posiada na płaszczu ok 500 m spoin wykonywanych w pozycji naściennej PC i ok. 200 m w pozycji pionowej PF (przy stosowaniu blach o wymiarach 2x6 m) [109]. Stosowanie stali dupleks na płaszcze zbiorników magazynowych pozwala wydatnie redukować grubości stosowanych blach, a przez to ich masę i automatycznie koszt materiału (na rysunku 26 zobrazowano różnice grubości blach płaszcza zbiornika przy stosowaniu stali austenitycznej i stali dupleks). Przekłada się to także w sposób oczywisty na przekroje tych kilkuset metrów spoin do wykonania, więc na ilość spoiwa, czas spawania i ogólny koszt bezpośredni spawania. Stale dupleks ponadto doskonale nadają się do magazynowania agresywnych chemikaliów w szerokim zakresie temperatur [109,155,156]. Rys. 26. Redukcja grubości ścianek płaszcza i masy zbiornika dzięki stali dupleks (na podstawie [156]) 43
44 4.5. DOBÓR METODY SPAWANIA PŁASZCZA ZBIORNIKA MAGAZYNOWEGO ZE STALI DUPLEKS Dobór technologii spawania (opracowanie procedur spawalniczych) ma na celu zapewnić uzyskanie złącza o wymaganych własnościach mechanicznych oraz wymaganej odporności korozyjnej przy jednoczesnym zapewnieniu możliwie najwyższej wydajności spawania [36,96,104,123,155]. Redukcja grubości stosowanych na płaszcz blach (dzięki stosowaniu wysokowytrzymałej stali superdupleks) praktycznie uniemożliwia stosowanie najwydajniejszej metody spawania: 121 (SAW). Ponadto metoda ta ma ograniczenie uniemożliwiające zastosowanie jej do pozycji PF oraz zwykle wiąże się ze stosowaniem wysokich, niepożądanych energii. W przypadku metody 135 (GMAW) wykonywanie w sposób ciągły złączy w pozycji pionowej PF wymaga użycia specjalnego trybu spawania tzw. modulowanego pulsu, co wiąże się z koniecznością stosowania drogich urządzeń takie funkcje posiadających. Inną wadą tej metody w warunkach spawania poza warsztatem (z ryzykiem zdmuchiwania osłony gazowej) jest podatność na powstawanie pęcherzy gazowych, pozostających w spoinie. Spawanie metodami 111 (SMAW) i 141 (GTAW) należy do najmniej wydajnych (niskie wydajności stapiania i współczynnik czasu jarzenia się łuku), co w obliczu konieczności wykonania kilkuset metrów spoin czyni je czasochłonnymi i nieekonomicznymi. Aczkolwiek metoda 111 jest najbardziej uniwersalną i odporną na warunki pozawarsztatowe (dzięki warstwie żużla chroniącego jeziorko spawalnicze i krzepnącą spoinę). Z kolei metoda 141 uznawana za dającą najlepsze jakościowo złącza lecz w warunkach pozawarsztatowych jest podobnie jak 135 narażona na zdmuchiwanie osłony gazowej jeziorka spawalniczego. Metoda 136 jest znacznie wydajniejsza od 111 i 141, a także od 135. W trakcie spawania tworzy korzystną w spawaniu pozawarsztatowym warstwę żużla na powierzchni spoiny podobnie jak w metodzie 111. Spoiny stali dupleks wykonane metodą 136 mają jednak zwykle najniższą udarność, w porównaniu z innymi metodami [79,80,85,86,87,123]. Wybór metody spawania musi uwzględniać czynniki materiałowokonstrukcyjne i ekonomiczne, specyficzne dla wykonywanego obiektu, a także warunki, w których konstrukcja będzie spawana [14,44,80,81,82,96,123]. Uwzględniając je wszystkie, przeprowadzono ocenę przydatności możliwych do zastosowania metod (111, 141, 135 oraz 136), według odpowiednich kryteriów. Wyniki tej analizy zawiera tabela 6. Praktyczne użycie technologii spawania do danej aplikacji wymaga spełnienia wymagań normy PN-EN ISO (do której odwołuje się norma PN-EN 14015) oraz ewentualnych dodatkowych, specyficznych wymagań inwestora (w przypadku stali dupleks często wykonuje się powierzchniowe lub objętościowe badanie zawartości ferrytu oraz próby korozyjne, używając dedykowanej do rurociągów, ale możliwej do stosowania szerzej normy NORSOK M-601) [60,96]. 44
45 Tabela 6. Przydatność metod spawania stali superdupleks według przyjętych kryteriów (na podstawie [24,46,55,79,80,81,82,87,90,91,93,96,97,109,161,162,163]) Kryterium/ Metoda Spawanie w warunkach pozawarsztatowych Spawanie w pozycjach przymusowych Stopień przemieszania stopiwa z materiałem Ogólna jakość spoin Ogólna podatność na powstawanie wad ręczne półautomatyczne Powszechnie stosowana metoda, osłona warstwą żużla Możliwe, zależne od umiejętności spawacza Niewielki Do 20% Wysoka, ale silnie zależy od spawacza Umiarkowana (zażużlenia, pęcherze, wady kształtu lica) Nie zalecana z uwagi na zdmuchiwanie osłony gazowej Możliwe, zależne od umiejętności spawacza Niewielki Do 15% Wysoka, spoiny najbardziej estetyczne Mała (przyklejenia przy niewłaściwej technice) Możliwe spawanie przy umiarkowanym wietrze, warstwa żużla jak w 111 Możliwe, zależne od umiejętności spawacza Znaczny Powyżej 20% Wtopienie najpewniejsze Wysoka Umiarkowana (zażużlenia, pęcherze, wady kształtu lica) Nie zalecana z uwagi na zdmuchiwanie osłony gazowej Utrudnione spawanie w pozycji PF Znaczny Powyżej 20% Nieco niższa niż 111 i 136 Umiarkowana (przyklejenia, pęcherze, wady kształtu lica) Wydajność stapiania Niska 0,5-3 kg/h Najniższa 0,5-2 kg/h Najwyższa 1,5-10 kg/h Wysoka 1,5-8 kg/h Koszt materiałów dodatkowych Wysoki Najwyższy Najniższy Wysoki Gaz osłonowy brak Najdroższy + osłona grani Podstawowa, najtańsza mieszanka Specjalna, droższa mieszanka 45
46 5. PODSUMOWANIE PRZEGLĄDU LITERATURY Podsumowując opisany dotychczas stan zagadnień, sformułować można następujące wnioski, które posłużyły do badań własnych: Skład fazowy złącza spawanego stali superdupleks, i postać składników struktury jego stref, decyduje o jego własnościach mechanicznych i odporności korozyjnej (na którą wypływa też obróbka powierzchni złączy po spawaniu) Energia liniowa spawania, będąca uogólnionym parametrem zadawanym w procesie spawania, kreując cykl cieplny spawania istotnie wpływa na skład fazowy stref złącza spawanego ze stali superdupleks powinna istnieć zatem zależność pomiędzy energią liniową spawania (więc też pozycją spawania) a mikrostrukturą złącza Stosowanie stali superdupleks na płaszcze zbiorników magazynowych pozwala wydatnie redukować grubości stosowanych blach, a przez to ich masę lecz wymaga w związku z tym spawania stosunkowo cienkich blach Wytwarzanie wielkogabarytowych zbiorników magazynowych w warunkach budowy (pozawarsztatowych) determinuje: o metody spawania (możliwe do zastosowania są procesy 111, 141, 135 lub 136 wg PN-EN ISO 4063 przy czym metoda 136 jest znacznie wydajniejsza od 111 i 141 a metoda 135 ma ograniczenia związane ze spawaniem w pozycji PF oraz generuje pęcherze w spoinach szczególnie wykonywanych w pozawarsztatowych warunkach nieskutecznej osłony gazowej), o budowę spoin i dostęp do ich wykonania (spawanie o dwustronne) pozycje spawania (zawsze wystąpią spoiny czołowe w pozycjach PA, PC i PF wg PN-EN ISO 6947 oraz spoiny pachwinowe w pozycji PB i niekiedy PD; przy czym ponad ¾ z nich to spoiny czołowe wykonywane w pozycjach PC i PF wiec tzw. przymusowych pozycjach spawania) Praktyczne użycie technologii spawania stali superdupleks wymaga spełnienia wymagań normy EN ISO oraz NORSOK M-601 (badania nieniszczące i niszczące) 46
47 6. TEZY, CELE I ZAKRES PRACY 6.1. TEZY PRACY Tezy, postawione na podstawie wniosków zapisanych w podsumowaniu literatury, brzmią: Półautomatyczna metoda spawania stali superdupleks - drutem proszkowym w osłonie gazu aktywnego (136 wg PN-EN ISO 4063) jest odpowiednia i najbardziej wydajna do kompleksowego wykonania, w warunkach budowy, obiektu wielkogabarytowego typu płaszcz zbiornika magazynowego Istnieją ograniczone zakresy energii liniowej spawania metodą 136 pozwalające na uzyskanie struktur złączy spawanych stali superdupleks SAF 2507 w warunkach budowy i pozycjach przymusowych PC i PF (wg PN-EN ISO 6947) o własnościach mechanicznych spełniających kryteria zdefiniowane w normach związanych z budową i eksploatacją zbiorników magazynowych 6.2. CELE PRACY Celem pracy było zbadanie mikrostruktury stref złączy spawanych metodą 136 blach ze stali superdupleks w odniesieniu do użytych energii liniowych spawania, a także własności mechanicznych złączy (twardości i udarności) w odniesieniu do ich mikrostruktury. Analizie tej poddano złącza wykonane w pozycjach spawania występujących w obiekcie typu płaszcz zbiornika magazynowego. Celem była także analiza wpływu spawania na zmianę własności mechanicznych i korozyjnych całego obiektu - zbadano i porównano ze sobą wytrzymałość na rozciąganie, udarność oraz odporność korozyjną całych złączy oraz materiału rodzimego. Celem było również porównanie wydajności spawania możliwymi do zastosowania według przeglądu literatury, metodami spawania: 141, 111 i 136. Analizę tę przeprowadzono dla złączy blach tej samej grubości wykonanych w tej samej, najbardziej czasochłonnej pozycji spawania PF. Praktycznym celem badań było sformułowanie zaleceń dotyczących projektowania technologii spawania obiektów wielkogabarytowych ze stali superdupleks wykonywanych w warunkach pozawarsztatowych metodą 136, uwzględniających wpływ energii liniowej spawania i cyklu cieplnego na mikrostrukturę złącza oraz jego własności mechaniczne i korozyjne ZAKRES PRACY W celu osiągnięcia przyjętych celów pracy zrealizowano szeroki zakres analiz opartych w głównej mierze na wynikach badań eksperymentalnych 47
48 wspartych metodami obliczeniowymi. W ramach pracy badaniom poddano złącza blach grubości odpowiedniej dla średniej wielkości pionowego zbiornika magazynowego wytwarzanego wg PN-EN (o pojemności roboczej 5000 m 3 ) wykonane w warunkach pozawarsztatowych. Spawanie przeprowadzono w pozycjach PC (metodą 136) i PF (metodami 136, 111 i 141) symulujących rzeczywiste warunki spawania cylindrycznego płaszcza. Spoinę poziomą (w pozycji PC) wykonano więc wzdłuż kierunku walcowania bach, a spoiny pionowe (w pozycji PF) prostopadle do tego kierunku. W celu określenia energii liniowej da każdego złącza, podczas spawania każdego ściegu, zmierzono i zarejestrowano wartości parametrów energetycznych: bezpośrednio - prądu spawania i napięcia łuku spawalniczego oraz pośrednio prędkości spawania. Dla złączy wykonanych metodą 136 zarejestrowano także cykl cieplny spawania w postaci zmian temperatury w osi spoiny, w połowie złącza testowego, na powierzchni po stronie przeciwnej spawaniu. Pozwoliło to na ustalenie szybkości chłodzenia złącza w zakresie temperatur kształtowania mikrostruktury. Wszystkie złącza w fazie wstępnej poddano ogólnospawalniczym badaniom jakościowym (uwzględniającym wymagania normy PN-EN ISO ) nieniszczącym: badaniu wizualnemu (VT), badaniu penetracyjnemu (PT) celem wykrycia ewentualnych niezgodności powierzchniowych oraz badaniu radiograficznemu (RT) celem wykrycia ewentualnych niezgodności objętościowych. Następnie przeprowadzono badania jakościowe niszczące: próbę zginania oraz badania makroskopowe zgładu ze środkowej, reprezentatywnej części złącza testowego. Do udowodnienia postawionych tez pracy złącza wykonane metodą 136 poddano badaniom mikrostruktury: mikroskopowemu z komputerową analizą obrazu, dyfrakcji rentgenowskiej z analizą fazową, oraz badaniom własności mechanicznych: wytrzymałości na rozciąganie, twardości, udarności, wraz z fraktografią przełomów. Zbadane własności mechaniczne porównano z mającymi zastosowanie kryteriami normatywnymi oraz zbadanymi własnościami materiału rodzimego. Dodatkowo wykonano także badania korozyjne ubytku masy złączy wykonanych metodą 136 oraz materiału rodzimego w czasie 24-godzinnej próby w środowisku silnie korozyjnym, w podwyższonej temperaturze. Dla potwierdzenia wydajności metody 136 zaplanowano przeprowadzenie analizy porównawczej czasu całkowitego i czasu głównego spawania oraz jednostkowej wydajności na metr bieżący dla spawania w pozycji pionowej (PF) metodami 136, 111 oraz 141. Tę analizę wykonano bazując na wynikach uzyskanych w drodze testowego spawania złączy w tych samych warunkach i uzyskanych dzięki temu wydajności stapiania. 48
49 7. OBIEKT, PROGRAM I METODYKA BADAŃ 7.1. OBIEKT BADAŃ Złącza spawane Obiekt badań to testowe złącza spawane doczołowe stali superdupleks wykonane w warunkach budowy (pozawarsztatowych), w typowych dla płaszcza zbiornika magazynowego, przymusowych pozycjach spawania (PC i PF). Grubości spawanych blach przyjęto, bazując na kalkulacji zgodnej z normą PN-EN 14015, zakładając dla stosowanego materiału, średnicę D zbiornika równą 20 m i wysokość H=18 m oraz gęstość magazynowanego medium odpowiadającą 1,5 kg/l. Grubości wymagane przez normę są kalkulowane według podanych w niej wzorów. Nie mogą jednak wynosić mniej niż 5 mm dla zbiorników o średnicy 15 D<30 m. Zależność grubości ścianki e od wysokości H zbiornika przedstawiono na rysunku 27. Wynika z niego, że cylinder płaszcza powinien być zaprojektowany z bach o grubościach od 5 mm przy dachu do 10 mm przy dnie. Do badań wybrano blachy grubości 8 mm. Rys. 27. Wymagana normą PN-EN minimalna grubość ścianki zbiornika magazynowego ze stali superdupleks dla średnicy D=20m i H=18m Złączom nadane zostały oznaczenia związane z grubością blachy oraz pozycją spawania (np PF oznacza złącze blach grubości 8 mm wykonane w pozycji PF metodą 136). Zakładany sposób przygotowania krawędzi blach i budowę spoin dla poszczególnych złączy przedstawiono w tabeli 7. 49
 1 136-8PF 2 c=4mm, b=0mm, α=70 136-8PC 2-2 2-1 1-2 1-1 c=4mm, b=0mm,")
50 Do analizy porównawczej wydajności spawania Do badań mikrostruktury, własności mechanicznych i korozyjnych Tabela 7. Przygotowanie krawędzi i budowa spoin złączy testowych Złącze Przygotowanie - szkic Budowa spoiny - szkic (ściegi) PF 2 c=4mm, b=0mm, α= PC c=4mm, b=0mm, α= PF c=2mm, b=2mm, α= PF c=2mm, b=2mm, α=65 50
51 Materiał podstawowy Do wykonania złączy wybrano blachy ze stali superdupleks SAF 2507 (1.4410). Skład chemiczny użytych blach jest zawarty w tabeli 8. Tabela 8. Skład chemiczny blach użytych do wykonania złączy testowych C, % Mn, % P, % S, % Si, % 0,015 0,810 0,0284 0,0003 0,325 0,202 5,560 25,177 3,815 0,2714 Własności mechaniczne ustalono na podstawie badań własnych. Ich wyniki zawiera tabela 9. Cu, % Ni, % Cr, % Mo, % Tabela 9. Własności mechaniczne blach użytych do wykonania złączy testowych Grubość blachy, mm Kierunek względem kierunku walcowania R m, MPa KV +20 C, KV -20 C, J/cm 2 J/cm 2 N, % HV10 8 prostopadły równoległy Technologia spawania Do spawania metodą 136 dobrano drut proszkowy rutylowy o średnicy ø1,2 mm w odmianie PW (do spawania w pozycjach przymusowych PF/PC) dedykowany do spawania stali oraz Drut ten oznaczony jest wg PN-EN ISO A symbolem T N L P M21 2 [138]. Do spawania metodą 141 użyto drutu o średnicy ø2,0 mm oznaczony W N L zgodnie z normą PN-EN ISO [135]. Do spawania metodą 111 użyto elektrod rutylowych o średnicy ø2,5 mm oznaczonych E N L R 3 2 wg normy PN-EN 1600 [132]. Deklarowane przez producentów spoiw: skład chemiczny stopiwa oraz ich własności mechaniczne zawierają tabele 10 i 11. Tabela 10. Skład chemiczny stopiwa użytych spoiw (wg atestów producenta) Metoda spawania C, % Mn, % P, % S, % Si, % 136 0,030 0,93 0,018 0,0008 0,74 0,060 9,72 25,06 3,80 0, ,014 0,36 0,016 0,0007 0,38 0,085 9,34 25,15 3,91 0, ,030 0,06 0,018 0,0050 0,62 0,080 10,3 24,80 4,30 0,270 Cu, % Ni, % Cr, % Mo, % N, % 51
52 Napięcie łuku U, V Tabela 11. Własności mechaniczne stopiwa (deklarowane przez producenta) Metoda spawania R m, MPa R p0,2, MPa KV +20 C, KV -50 C, J/cm 2 J/cm Złącza wykonywano dwustronnie, symetryczne z wycinaniem przez szlifowanie strony spawanej w drugiej kolejności i czyszczeniem przez szlifowanie między poszczególnymi ściegami. Zakresy zakładanych parametrów energetycznych spawania metodą 136 (spawanie prądem stałym o biegunowości dodatniej) dobrano w oparciu o ogólne wytyczne dotyczące zalecanej energii liniowej łuku (podrozdział 3.2) oraz obszary stabilności łuku dla zastosowanego drutu elektrodowego (uwzględniając specyfikę związaną z pozycją spawania: PF najniższe prądy z obszaru stabilnej pracy i ściegi zakosowe, PC średnie prądy z obszaru stabilnej pracy i ściegi proste). Przy czym, parametry dobrano tak, aby uzyskać średnie energie liniowe dla poszczególnych ściegów (jak i kompletnych złączy) z całego zalecanego literaturą zakresu (0,5 1,5 kj/mm) by wnioskować o wpływie energii, więc i pozycji spawania na mikrostrukturę i własności złączy. Jako gaz osłonowy w metodzie 136 wybrano mieszankę M21 wg PN-EN ISO [134] o składzie 82% Ar i 18% CO 2. PF PC Natężenie prądu spawania I, A Rys. 28. Obszar stabilności łuku dla zastosowanego drutu elektrodowego w metodzie 136 i zakresy parametrów energetycznych spawania dla pozycji PC i PF (na podstawie [162,163]). 52
53 Parametry energetyczne spawania metodami 141 i 111 dobrano z uwzględnieniem zaleceń producentów spoiw oraz dostępnych danych literaturowych. Zakładana energia liniowa spawania dla ściegów złącza 141-8PF jest podobna jak dla 136-8PF (z uwagi na niższe prędkości spawania przy niższych jednocześnie napięciach łuku i natężeniach prądu). Energia dla ściegów złącza 111-8PF powinna być przy zastosowaniu 3 ściegów niższa [161,162,163]. Uwzględniając powyższe - w tabeli 12 zawarto parametry energetyczne do wykonania poszczególnych złączy testowych. W tabeli znajdują się też zakresy planowanych do uzyskania energii liniowych łuku. Założono dla wszystkich ściegów i złączy maksymalną temperaturę międzyściegową 100 C. Tabela 12. Zakładane dla złączy testowych zakresy parametrów energetycznych Złącze (ścieg) 136-8PF (1 i 2) 136-8PC dół (1) 136-8PC góra (2) 141-8PF (1) 141-8PF (2 i 3) 111-8PF (1) 111-8PF (2 i 3) Napięcie łuku U, V Prąd spawania I, A Prędkość spawania V s, mm/s Energia łuku dla ściegu Q, kj/mm Planowana średnia energia dla złącza Q, kj/mm ,0 2,5 1,3 1,7 1,5 1, ,5 5,5 0,7 1, ,0 7,0 0,5 0, ,5 0,7 1,0 1, ,6 0,8 1,2 1, ,0 1,3 0,7 1, ,6 2,1 0,6 1,4 0,6 0,8 1,5 1,6 1,0 1,1 Wszystkie pozostałe pomocnicze zmienne procesu spawania ustalono bazują na normie PN-EN ISO określającej ich zakres dla poszczególnych metod jak i sposób zapisu w formie Instrukcji Technologicznej Spawania (WPS) [136]. Po wykonaniu złączy zaplanowano usunięcie resztek żużla (powstającego w metodach 111 i 136) z powierzchni złączy oraz przebarwień warstwy tlenków. W tym celu prócz ręcznego i mechanicznego szczotkowania zastosowano obróbkę strumieniowo-ścierną kuleczkowanie szklanym ścierniwem bez nakładania po niej środków przyspieszających pasywację. 53

54 Przebieg spawania i analiza zarejestrowanych parametrów Spawanie zaplanowano i przeprowadzono w warunkach symulujących plac budowy zbiornikowej konstrukcji powłokowej. Schemat blokowy układu spawania metodą 136 oraz pomiarów i rejestracji parametrów energetycznych i termicznych przedstawia rysunek 29. Rys. 29. Schemat blokowy układu spawania oraz pomiarów i rejestracji parametrów energetycznych i termicznych Rejestrację parametrów energetycznych, potrzebnych do obliczenia energii liniowej, przeprowadzono z częstotliwością sekundową miernikiem mocy HT9022 (producent HT ITALIA) pozwalającym równolegle rejestrować m. in. prąd i napięcie. Dokładności przyrządu to ±2% wskazania dla prądu spawania i ±1% dla napięcia. Dokładność ta gwarantowana jest w temperaturze otoczenia 23 C±5 C i przy wilgotności 80%. Spawanie wykonano przy słonecznej pogodzie, temperaturze otoczenia 24 C i wilgotności 70% oraz wietrze 5 10 km/h. Na rysunku 30 zobrazowano istotniejsze etapy powstawania złączy. W tabeli 13 zawarto zdjęcia złączy wykonanych metodą 136 bezpośrednio po spawaniu oraz po czyszczeniu przez obróbkę strumieniowo-ścierną. 54


 pierwszej")

 Spawanie ściegu(ów)")

55 a) b) c) d) e) f) Rys. 30. Etapy powstawania złączy spawanych metodą 136 a) Szczepione zukosowane blachy; b) Kontrola kąta ukosowania c) Spawanie ściegu(ów) pierwszej spawanej strony d) Czyszczenie przez szlifowanie strony przeciwnej do spawanej jako pierwsza e) Spawanie ściegu(ów) drugiej spawanej strony f) Obróbka strumieniowo ścierna usuwanie resztek żużla i warstwy tlenków 55







56 Po czyszczeniu Strona ściegów 2 Strona ściegów 1 Strona ściegów 2 Po spawaniu Strona ściegów 1 Tabele 14 i 15 zawierają, dla złączy 136-8PF i 136-8PC, zarejestrowane przebiegi zmian napięcia łuku i prądu spawania oraz ich wartości charakterystyczne: minimum, maksimum i wartość średnią. Tabela 13. Zdjęcia złączy po spawaniu i po czyszczeniu strumieniowo-ściernym Złącze Po spawaniu Po czyszczeniu Strona ściegu 1 Strona ściegu 2 Strona ściegu 1 Strona ściegu PF 136-8PC 56
57 Tabela 14. Przebieg zmian napięcia łuku dla poszczególnych ściegów złączy 136-8PF i 136-8PC Złącze/ ścieg 136-8PF/ PF/ PC/1-1 Przebieg zmian napięcia łuku w czasie spawania Wartości charakterystyczne Minimum 23,36 Maksimum 23,86 Średnia 23,66 Odch. Std. 0,09 Minimum 23,48 Maksimum 24,95 Średnia 23,74 Odch. Std. 0,10 Minimum 24,11 Maksimum 25,01 Średnia 24,57 Odch. Std. 0,16 57
58 Minimum 23,40 Maksimum 136-8PC/1-2 24,13 Średnia 23,80 Odch. Std. 0,15 Minimum 24,07 Maksimum 136-8PC/2-1 25,15 Średnia 24,54 Odch. Std. 0,22 Minimum 23,28 Maksimum 136-8PC/2-2 24,22 Średnia 23,77 Odch. Std. 0,23 58
59 Tabela 15. Przebieg zmian prądu spawania dla poszczególnych ściegów złączy 136-8PF i 136-8PC Złącze/ ścieg Przebieg zmian natężenia prądu spawania w czasie spawania Wartości charakteryst. Minimum 133,50 Maksimum 136-8PF/1 155,30 Średnia 149,10 Odch. Std. 2,89 Minimum 143,20 Maksimum 136-8PF/2 157,70 Średnia 150,56 Odch. Std. 2,83 Minimum 163,70 Maksimum 136-8PC/ ,40 Średnia 180,16 Odch. Std. 6,46 59
60 Minimum 147,90 Maksimum 136-8PC/ ,00 Średnia 156,84 Odch. Std. 4,68 Minimum 169,40 Maksimum 136-8PC/ ,00 Średnia 178,29 Odch. Std. 3,57 Minimum 154,80 Maksimum 136-8PC/ ,10 Średnia 161,63 Odch. Std. 3,55 Zestawienie średnich wartości rejestrowanych parametrów energetycznych, wraz z odchyleniami standardowymi, dla poszczególnych ściegów/złączy zawarto w tabeli 16. Zawiera też ona średnie prędkości spawania wyznaczone jako iloraz długości spawanego ściegu i czasu jego wykonania (czasu rejestracji 60
61 większych od zera wartości prądu spawania i napięcia łuku). W tabeli wyznaczono, korzystając ze wzoru (4), średnie wartości energii liniowej łuku dla każdego ściegu oraz całych złączy (jako wartość średnia z energii dla ściegów). Tabela 16. Zestawienie zarejestrowanych parametrów energetycznych spawania dla złączy testowych wykonanych metodą 136 Złącze/ścieg Średnie napięcie łuku U, V Średni prąd spawania I, A Średnia prędkość spawania V s, mm/s Średnia energia łuku dla ściegu Q, kj/mm 136-8PF/1 23,66±0,09 149,10±2,89 2,29 1,54±0, PF/2 23,74±0,10 150,56±2,83 2,19 1,63±0, PC/1-1 24,57±0,16 180,16±6,46 4,52 0,98±0, PC/1-2 23,80±0,15 156,84±4,68 6,44 0,58±0, PC/2-1 24,54±0,22 178,29±3,57 5,21 0,84±0, PC/2-2 23,77±0,23 161,63±3,55 6,67 0,58±0, PF/1 9,81±0,10 84,41±0,81 0,57 1,44±0, PF/2 10,72±0,08 103,63±1,03 0,72 1,54±0, PF/3 11,11±0,07 100,24±0,69 0,65 1,71±0, PF/1 19,84±0,40 54,82±2,93 1,17 0,93±0, PF/2 20,32±0,55 81,61±3,33 1,91 0,87±0, PF/3 20,61±0,58 81,47±4,83 1,64 1,02±0,05 Średnia energia łuku dla złącza Q, kj/mm 1,59±0,06 0,74±0,20 1,56±0,14 0,94±0,07 Na rysunku 31 przedstawiono zestawienie uzyskanych energii dla poszczególnych ściegów wszystkich złączy. Dla złączy spawanych metodą 136 zarejestrowano także cykl cieplny spawania, mierząc przebieg zmian temperatury w osi spoiny od strony przeciwnej spawaniu. Pomiar zarejestrowano z częstotliwością sekundową z dokładnością przyrządu pomiarowego (pirometr IR D) wynoszącą 3% / 4 C. Ilustrację wyników rejestracji zestawiono w tabeli 17. Pozwoliły one wyznaczyć czas przebywania spoiny w zakresie temperatur C (t 12-8 ) oraz C (t 10-6 ) oraz średnią szybkość chłodzenia w tych zakresach temperatur (V 12-8 i V 10-6 ). Te parametry, charakterystyczne dla cyklu cieplnego i szczególnie istotne dla kształtowania struktury stali dupleks, zawarto także w tabeli
62 Rys. 31. Uzyskane parametry energetyczne spawania dla poszczególnych ściegów wszystkich wykonanych złączy Tabela 17. Przebieg cyklu cieplnego spawania dla ściegów złączy 136-8PF i 136-8PC Złącze/ ścieg 136-8PF/ PF/2 Przebieg cyklu cieplnego (pomiar bezstykowy w osi spoiny po stronie przeciwnej spawaniu) Wartości charakterystyczne t 12-8, s 43 V 12-8, C/s 9,30 t 10-6, s 70 V 10-6, C/s 5,71 t 12-8, s 54 V 12-8, C/s 7,41 t 10-6, s 88 V 10-6, C/s 4,55 62
63 136-8PC/ PC/ PC/ PC/2-2 t 12-8, s 30 V 12-8, C/s 13,33 t 12-8, s 49 V 10-6, C/s 8,16 t 12-8, s 11 V 12-8, C/s 36,36 t 12-8, s 28 V 10-6, C/s 14,29 t 12-8, s 18 V 12-8, C/s 22,22 t 12-8, s 38 V 10-6, C/s 10,53 t 12-8, s 10 V 12-8, C/s 40,00 t 12-8, s 29 V 10-6, C/s 13,79 63
64 W tabeli 18 zestawiono charakterystyczne parametry cykli cieplnych czasy chłodzenia w zakresie temperatur C i C oraz średnią szybkość chłodzenia z nich wynikającą, dla wszystkich ściegów. Wyznaczono także wartości średnie szybkości chłodzenia dla całych złączy. Tabela 18. Zestawienie czasów chłodzenia i szybkości chłodzenia w zakresie temperatur C i C złączy 136-8PF i 136-8PC Złącze/ ścieg Czas t 12-8, s Średnia szybkość chłodzenia v 12-8, C/s Czas t 10-6, 136-8PF/1 43 9, ,71 8,36±0, PF/2 54 7, , PC/ ,33 s 49 8,16 Średnia szybkość chłodzenia v 10-6, C/s Średnia energia łuku dla złącza Q, kj/mm 5,13±0,58 1,59±0, PC/ , ,29 27,98±10,75 12,12±3,00 0,74±0, PC/ , , PC/ , ,79 Na rysunku 32 zobrazowano zależność średniej szybkości chłodzenia V 10-6 ściegów od ich średniej energii łuku. Zauważyć należy niemal liniową zależność tych szybkości od energii liniowych w rozpatrywanym zakresie rysunek zawiera linę trendu. Zaznaczono też na nim minimalną zalecaną szybkość w tym zakresie temperatur by nie wystąpiło ryzyko wydzielenia fazy sigma w ilości większej niż 1%. Szybkości ściegów złącza 136-8PF są bliskie tej minimalnej wartości. Na rysunku 33 pokazano zależność średniej szybkości chłodzenia V 12-8 ściegów od ich średniej energii łuku. Zaznaczono też maksymalną szybkość pozwalającą na przemianę ferrytu w minimalną ilość austenitu bez jednoczesnego ryzyka wydzieleń azotków. Szybkości chłodzenia ostatnich ściegów złącza 136-8PC po każdej ze stron są na granicy szybkości maksymalnej. Również w tym przypadku wyznaczono linię trendu, która wskazuje, że występuje wyraźna tendencja wzrostu szybkości chłodzenia wraz ze spadkiem energii liniowej łuku, podobnie jak na rysunku 32 dla niższego zakresu temperatur chłodzenia. Wyznaczone zależności są oczywiście związane z temperaturą międzyściegową, której wartość nie przekraczała 100 C. I dla niej oraz spawanej grubości blach mogą być pomocne w ustalaniu związku energii liniowej łuku z szybkościami chłodzenia w krytycznych zakresach temperatur. 64
65 Rys. 32. Zależność szybkości chłodzenia V 10-6 od energii łuku dla ściegów Rys. 33. Zależność szybkości chłodzenia V 12-8 od energii łuku dla ściegów 65
66 Badania weryfikacyjne Wszystkie wykonane złącza (metodami 136 jak i 141 oraz 111) poddano weryfikacji wstępnej, celem potwierdzenia spełnienia podstawowych wymagań dla złączy spawanych kwalifikujących technologię spawania wg szeroko stosowanego standardu PN-EN ISO Wykonane złącza testowe poddano zatem w pierwszej kolejności badaniom nieniszczącym wizualnym (VT), radiograficznym (RT) i penetracyjnym (PT). Badania wizualne miały na celu ocenę kształtu i wymiarów spoin. Badania radiograficzne miały na celu wykrycie ewentualnych nieciągłości wewnętrznych, badania penetracyjne natomiast - ewentualnych nieciągłości i pęknięć powierzchniowych. Badanie wizualne polega na obserwacji wzrokowej okiem nieuzbrojonym lub za pomocą przyrządów optycznych o powiększeniu do 20x, jak również na pomiarach kształtu i wymiarów spoiny. Badania te przeprowadzono zgodnie z normą PN-EN ISO w odpowiednich warunkach oświetlenia i z odpowiednim dostępem do złącza. Natężenie oświetlenia na powierzchni złącza spawanego wynosiło > 500 lx. Obserwację prowadzono w odległości do ok. 300 mm przy kącie widzenia nie mniejszym niż ok. 30º. Dla uzyskania dobrego kontrastu i efektu uwypukleń niezgodności spawalniczych w odniesieniu do podłoża użyto dodatkowego źródła światła Oględzinom poddano spoinę i pas materiału podstawowego, o szerokości 20 mm przylegający do niej z obu stron w stanie po oczyszczeniu [96,140]. Rys. 34. Badania wizualne - warunki obserwacji (na podstawie [96,140]) Badanie radiograficzne jest metodą badań nieniszczących, w której wykorzystuje się różną intensywność przenikania promieniowania rentgenowskiego przez materiały o różnej gęstości. Polega na wykonaniu obrazów radiograficznych (radiogramów) na filmie lub papierze fotograficznym w wyniku prześwietlenia złącza wiązką promieni X lub promieni gamma, opisie i klasyfikacji zaobserwowanych na radiogramach niezgodności i ocenie na ich podstawie jakości połączenia. [96,139]. 66
67 Badany przedmiot umieszcza się między źródłem promieniowania a błoną rentgenowską. Czas naświetlania dobiera się odpowiednio do ustalonej intensywności promieniowania i grubości badanego przedmiotu. W wyniku badania na błonie otrzymuje się dwuwymiarowy rzut badanej części złącza, obrazujący jego zarys z rozmaitymi zaciemnieniami w miejscach o zwiększonej przepuszczalności, czyli w miejscach istnienia nieciągłości, a zatem w miejscach występowania niezgodności [96]. Rys. 35. Schemat badania radiograficznego; 1 źródło promieniowania, 2 badany przedmiot, 3 błona rentgenowska (na podstawie [96]) Zaletami badania radiograficznego jest dobra wykrywalność wewnętrznych niezgodności oraz prosta interpretacja wyników. Badania radiograficzne wykonano wg normy PN-EN ISO [96]. Badania penetracyjne pozwalają wykryć pęknięcia, pory i szczeliny w złączach, jeżeli niezgodności te wychodzą na powierzchnię. W metodzie tej wykorzystuje się zjawisko włoskowatości. Metoda ta polega na pokryciu badanej powierzchni penetrantem, usunięciu nadmiaru penetrantu, a następnie pokryciu powierzchni wywoływaczem. Znajdujący się w nieciągłości penetrant wycieka i zabarwia wywoływacz, przez co niezgodności stają się wyraźnie widoczne. Nieciągłości ujawniają się jako plamki lub linie poszerzające się z upływem czasu wywoływania. Charakterystyczne cechy wskazań (szybkość, z jaką się rozwijają, ich ostateczny kształt i rozmiar oraz intensywność) dostarczają informacji o ich charakterze niezgodności. Badania penetracyjne przeprowadzono w oparciu o normę PN-EN ISO Zasadę tej metody ilustruje rysunek 36 [96,143]. 67

![wywoływacz, 4 wskazanie (na podstawie [96]) Przebieg i efekt](/docs-images/68/58423038/images/68-2.jpg "badań radiograficznych i penetracyjnych zobrazowano w tabelach")


.")
68 Rys. 36. Zasada badania penetracyjnego; 1 nieciągłość, 2 penetrant, 3 wywoływacz, 4 wskazanie (na podstawie [96]) Przebieg i efekt badań radiograficznych i penetracyjnych zobrazowano w tabelach 19 i 20. Dla badań nieniszczących wynikiem jest poziom jakości według normy PN-EN ISO Poziom jakości charakteryzuje jakość złącza spawanego w oparciu o rodzaj i wielkość niezgodności spawalniczych (skatalogowanych w normie PN-EN ISO ). Jest ustalany w oparciu o wymiar graniczny dla danej niezgodności [133,142,146]. Tabela 19. Badania wstępne złączy 136-8PF i 136-8PC badania radiograficzne Złącze Zdjęcie radiograficzne 136-8PF 136-8PC 68








69 Po 10 min. od naniesienia wywoływacza Strona ściegów 2 Strona ściegów 1 Po naniesieniu penetrantu Strona ściegów 2 Strona ściegów 1 Tabela 20. Badania wstępne złączy 136-8PF i 136-8PC badania penetracyjne Złącze Po naniesieniu penetrantu Po 10 min. Od naniesienia wywoływacza Strona ściegu 1 Strona ściegu 2 Strona ściegu 1 Strona ściegu PF 136-8PC 69
70 Następnie złącza poddano kolejnym wstępnym badaniom niszczącym. Miejsce pobrania próbek do poszczególnych badań niszczących wskazane jest w normie [137]. Zilustrowano to także na rysunku 38. Próbki powinny być pobrane po zakończeniu badań nieniszczących i spełnieniu ich kryteriów [137]. Próbę zginania złączy doczołowych prowadzi się w celu sprawdzenia plastyczności złączy oraz wykrycia możliwych wad spawania. Podczas zginania włókna zewnętrzne są rozciągane, natomiast wewnętrzne, przylegające do trzpienia gnącego, ściskane. Wydłużenie skrajnych włókien zależy tylko od grubości wyginanej próbki i średnicy trzpienia gnącego. Dobierając średnicę trzpienia jako równą grubości próbki, dwukrotnej lub trzykrotnej jej grubości otrzymuje się wydłużenie odpowiednio równe: 50%, 33% i 25%. Zależnie od sposobu ułożenia próbki, gięcie może być prowadzone z rozciąganiem lica (TFBB) lub grani (TRBB) [96,149]. Badanie na zginanie poprzeczne przeprowadzono zgodnie z PN-EN ISO w temperaturze 20ºC, podobnie jak badanie na rozciąganie, na urządzeniu ZD-40 o zakresie siły rozciągającej kn i działce elementarnej 2,0kN. Zastosowano trzpień o średnicy czterech grubości blachy. Próbę przeprowadzono na 2 próbkach TFBB (rozciąganie strony lica) i 2 TRBB (rozciąganie strony grani). Badania makroskopowe są prowadzone na odpowiednio przygotowanych zgładach metalograficznych lub przełomach próbek złączy. Prowadzi się je zwykle okiem nieuzbrojonym lub z niewielkim powiększeniem nieprzekraczającym 50x. Badania makroskopowe umożliwiają określenie [96,141]: kształtu geometrycznego przekroju poprzecznego spoiny, wielkości i kształtu stref wpływu ciepła, wad makroskopowych materiału rodzimego, stref wpływu ciepła, struktury pierwotnej lub wtórnej spoiny oraz materiału rodzimego, niejednorodności w składzie chemicznym i wywołanych obróbką cieplną. Badanie makroskopowe wykonano na zgładzie metalograficznym przekroju poprzecznego złącza. Po szlifowaniu zgład, w celu ujawnienia niezgodności, struktury i budowy spoiny oraz wielkości strefy wpływu ciepła, został wytrawiony odczynnikiem Adlera (roztwór uzyskiwany z 3 g (NH 4 )2[CuCl 4 ] + 20 ml wody destylowanej + 50 ml HCl + 15 g FeCl 3 ). Ilustrację wyników próby zginania brak pęknięć i naderwań giętych próbek (po jednej próbce dla zginania od strony lica i jednej od strony grani) a także zgłady makroskopowe wszystkich wykonanych złączy zawarto w tabeli 21. Wszystkie wykonane złącza testowe spełniły założone podstawowe wymagania wymagane normą PN-EN ISO Tabela 22 zawiera zestawienie wyników i kryteriów akceptacji dla wszystkich wykonanych badań weryfikacyjnych. 70






71 Tabela 21. Badania wstępne złączy badanie na zginanie, badanie makroskopowe Złącze Zginanie Zgład makroskopowy przekroju złącza 136-8PF 136-8PC 141-8PF 111-8PF 71
72 Tabela 22. Wyniki badań wstępnych złączy próbnych i kryteria akceptacji [wg 137,146,148] Badanie Wynik Kryterium akceptacji wg EN ISO Wizualne VT 100% Radiograficzne RT 100% Penetracyjne PT 100% Badanie na zginanie poprzeczne 4 próbki Badanie makroskopowe 1 zgład Poziom jakości B wg PN-EN ISO 5817 Poziom jakości B wg PN-EN ISO 5817 Poziom akceptacji 1 wg PN-EN ISO Poziom jakości B wg PN-EN ISO 5817 Poziom akceptacji 2x wg PN-EN ISO Kąt gięcia 180º Brak pęknięć i naderwań >3,0mm Poziom jakości B wg PN-EN ISO 5817 Poziom jakości B wg PN-EN ISO 5817 (C dla nadmierny nadlew spoiny, nadmierna wypukłość spoiny, nadmierna grubość spoiny i wyciek) Poziom jakości B wg PN-EN ISO 5817 (C dla nadmierny nadlew spoiny, nadmierna wypukłość spoiny, nadmierna grubość spoiny i wyciek) Poziom jakości B wg PN-EN ISO 5817 (C dla nadmierny nadlew spoiny, nadmierna wypukłość spoiny, nadmierna grubość spoiny i wyciek) Kąt gięcia 180º, Brak pęknięć i naderwań >3,0mm Poziom jakości B wg PN-EN ISO 5817 (C dla nadmierny nadlew spoiny, nadmierna wypukłość spoiny, nadmierna grubość spoiny i wyciek) 72

73 7.2. PROGRAM BADAŃ Program badań złączy testowych wykonanych metodą 136, w sposób schematyczny, pokazano na rysunku 37. Rys. 37. Program badań złączy testowych wykonanych metodą 136 w pozycjach przymusowych, w warunkach budowy Miejsce pobrania próbek do poszczególnych badań przyjęto zgodnie z praktyką spawalniczą (norma PN-EN ISO ). Ilustruje to rysunek 38. W dalszej części niniejszego rozdziału opisano metodykę przeprowadzenia badań przewidzianych w zakładanym planie badań. 73
74 Rys. 38. Miejsce pobrania próbek do poszczególnych badań (na podstawie [137]) 7.3. METODYKA BADAŃ WŁASNOŚCI MECHANICZNYCH Próba rozciągania Statyczna próba rozciągania w temperaturze pokojowej jest podstawową próbą wytrzymałościową stosowaną w badaniach własności metali. Prowadzi się ją na próbkach okrągłych lub płaskich. Umożliwia określenie między innymi następujących wielkości: wytrzymałość na rozciąganie R m, granica plastyczności R e, wydłużenie procentowe A, przewężenie procentowego przekroju Z. Z uwagi na to, że złącze spawane nie jest jednorodne pod względem własności plastycznych, nie określa się wydłużenia próbki, lecz wyznacza się w tej próbie jedynie wytrzymałość na rozciąganie R m [96,145]. Badanie na rozciąganie poprzeczne przeprowadzono zgodnie z PN-EN ISO 4136 w temperaturze 20ºC na urządzeniu ZD-40 o zakresie siły rozciągającej kn i działce elementarnej 2,0 kn. 74

75 Badanie udarności i fraktograficzne Próba udarności ma na celu ocenę odporności złącza spawanego na oddziaływanie obciążeń dynamicznych. Podczas badania określa się udarność spoiny i strefy wpływu ciepła. Oznaczenie próbek do badań składa się z 5 symboli. Pierwszy dotyczy rodzaju karbu (V, U), drugi wskazuje miejsce jego nacięcia (W w spoinie, H w strefie wpływu ciepła), trzeci o położeniu karbu w stosunku do powierzchni złącza (S równolegle, T prostopadle), czwarty wskazuje odległość osi karbu od linii odniesienia, piąty oznacza odległość od powierzchni złącza do powierzchni próbki [96,151]. Badanie udarności przeprowadzono zgodnie z PN-EN ISO 9016 w temperaturze +20 oraz -20ºC na młocie Charpy ego PSW-30 o zakresie energii 0 300J i działce elementarnej 1,0J. Badanie przeprowadzono dla zestawu 3 próbek z karbem V usytuowanym prostopadle do powierzchni złącza z osi spoiny (VWT 0/2) oraz zestawu 3 próbek z karbem V usytuowanym prostopadle do powierzchni złącza z linii wtopienia (VHT 0/2). Badania faktograficzne przeprowadzono na przełomach próbek udarnościowych, które łamano w dwóch temperaturach + 20 i 20 C. Obrazy przedstawiają obszary przecięcia się przekątnych przełomów. Obserwacji i rejestracji zdjęć dokonano przy użyciu mikroskopu skaningowego (SEM) typ JSM-5600 firmy JEOL przy napięciu przyspieszającym 24 kv i prądzie katody ok. 0, A Badanie twardości Próbę twardości złączy spawanych prowadzi się na przekroju poprzecznym złącza na wytrawionym zgładzie metalograficznym. Dla złączy w zakresie grubości 5 do 15 mm pomiar twardości wykonuje się w dwóch liniach pomiarowych. W badaniach twardości połączeń spajanych stosowana jest głównie metoda Vickersa HV [96,147]. Badanie twardości przeprowadzono zgodnie z normą PN-EN ISO na urządzeniu HPO-250 z obciążeniem 98 N oznaczając twardość HV10. Na Rysunku 39 zilustrowano układ linii pomiarowych G (1) i D (2) oraz punktów pomiaru twardości na przekroju złącza (linie znajdują się 2 mm od powierzchni łączonych blach). Rys. 39. Badanie twardości linie pomiarowe, punkty pomiarowe 75
 i D (2) położonych 2mm od powierzchni łączonych blach (patrz tabela 23). Tabela 23.")
76 7.4. METODYKA BADAŃ MIKROSTRUKTURY Mikroskopia świetlna i analiza obrazu Badania mikroskopowe wykonano na mikroskopie metalograficznym NIKON MA100 stosując powiększenia mikroskopowe 200x. Zarejestrowano obrazy mikrostruktur złącza krokowo wzdłuż linii G (1) i D (2) położonych 2mm od powierzchni łączonych blach (patrz tabela 23). Tabela 23. Badanie mikroskopowe linie pomiarowe i oznaczenia na przekroju złączy Złącze Zgład makroskopowy przekroju złącza linie pomiarowe i oznaczenia 136-8PF 136-8PC Zarejestrowano łącznie po 30 obrazów mikrostruktur wzdłuż każdej linii wybierając do dalszej analizy zawierające SWC i reprezentatywne dla lewej L i prawej P strony ściegów złącza 136-8PF oraz każdego ze ściegów (1-1, 1-2, 2-1 i 2-2) złącza 136-8PC. 76

.")
77 Komputerową analizę obrazu wykonano na tych wybranych obrazach mikrostruktur za pomocą programu komputerowego NIS Elements 3,0 AR. Obrazy mikrostruktur poddano binaryzacji. Reprezentatywne obrazy mikrostruktur spoin analizowano w całości, do analizy SWC ograniczono obraz do tego obszaru. Następnie wyznaczając udziały procentowe pól ustalono udziały składników mikrostruktury: ferryty (czarne pola) oraz austenitu (białe pola). W ten sposób ustalono udziały głównych składników mikrostruktury SWC po obu stronach spoiny oraz spoiny po stronie L i P (więc każdego ze ściegów złącza 136-8PC). Przykładową analizę obrazu udziału ferrytu i austenitu mikrostruktury SWC złącza 136-8PF pokazano na rysunku 40. a) b) Rys. 40. Analiza obrazu mikrostruktury SWC w programie NIS Elements 3,0 AR; a) binaryzacja obrazu, b) ograniczenie obrazu do obszaru SWC i wyznaczeniu udziału pól (składników) 77
78 Dyfrakcyjna rentgenowska analiza fazowa Badania dyfrakcyjne rentgenowskie, na tych samych liniach i osobno dla obszarów złącza (jak dla badań mikroskopowych) wykonano na dyfraktometrze DRON 1,5 stosując promieniowanie lampy rentgenowskiej z anodą kobaltową, filtrowane żelazem. Dokonano zapisów w zakresie kątów 2theta od 48,00 do 126,00 z krokiem 0,10. Pełny przebieg dla w/w zakresu kątowego wykonano dla materiału rodzimego. Dla pozostałych próbek przebiegi realizowano w zakresie kątowym od 49,5 do 53,50 z krokiem 0,10. Napięcie lampy wynosiło 35 kv, natężenie prądu 6 ma. Jako detektora użyto licznika scyntylacyjnego. Dokonywano jakościowej analizy fazowej poprzez porównanie otrzymanych odległości międzypłaszczyznowych d hkl oraz intensywności względnych z danymi katalogu ASTM. Na rysunku 41 przedstawiono dyfraktogram próbki materiału rodzimego a w tabeli 24 wyniki identyfikacji fazowej [25,101]. {111} γ {110} α {200} γ {200} α {211} α {220} α Rys. 41. Dyfraktogram materiału rodzimego Tabela 24. Wyniki identyfikacji fazowej dla materiału rodzimego Nr linii Dane z dyfraktogramu (rys. 41) Katalog ASTM dla γ Katalog ASTM dla α d hkl, Å I b, imp/s I w, % d hkl, Å I w, % hkl d hkl, Å I w, % hkl 1 2, ,00 2,07 100, , ,00 2, , , ,61 1,80 50, , ,31 1, , , ,88 1, , , ,09 1,0134 9,
79 Do oceny zawartości udziału faz α (ferrytu) i γ (austenitu) wykorzystano dwie najsilniejsze linie. Dlatego też przeprowadzono badania dyfrakcyjne w zakresie kątowym od 49,50 do 53,50 z krokiem 0,10. Analizowano dwie najsilniejsze linie: {111} γ oraz {110} α. Udział austenitu (Vγ) w osnowie stali dupleks (w zależności od miejsca pomiaru wyznaczono ze wzoru 5 [25,101]: gdzie: 1 V 100 % (5) 1 1 I I R V - udział objętościowy austenitu, %; I - natężenie względne całkowite linii dyfrakcyjnej (110) fazy, planimetrowane na rentgenogramie, imp; I - natężenie względne całkowite linii dyfrakcyjnej (111) fazy, planimetrowane na rentgenogramie, imp; R - wartość stała przyjęta ze źródła [101] dla niniejszych pomiarów 0,85. Udział ferrytu (V α ) przy założeniu braku wydzieleń wtórnych wyznaczono przy wykorzystaniu wzoru 6 [25,101]: V + V = 100 % (6) 7.5. METODYKA BADANIA ODPORNOŚCI KOROZYJNEJ Badanie odporności korozyjnej wykonano w oparciu o normę ASTM G48 oraz NORSOK M-601 zmieniając jednak warunki wymiary próbek oraz temperaturę agresywnego medium. Próba polegała na 24 godzinnej ekspozycji próbek złączy spawanych 136-8PF i 136-8PC w medium agresywnym (roztwór 100 g FeCl 3 6H 2 O w 900 ml wody) w podwyższonej temperaturze. A celem było uzyskanie ubytku masy w odniesieniu do całkowitej powierzchni próbki oraz obserwacja ewentualnych wżerów/ognisk korozji. Dla uzyskania większych korozyjnych ubytków masy i wyraźnych różnic między próbkami złączy 136-8PC i 136-8PF próbę przeprowadzono w ekstremalnej temperaturze 60 C (przywołane normy przewidują 40 C). Zmieniono też rozmiary próbek tak, by narażone na atak korozyjny powierzchnie SWC i spoiny były jak największe w stosunku do całej powierzchni. W związku z powyższym kryterium normatywne maksymalnego dopuszczalnego ubytku masy na m 2 powierzchni próbki nie było brane pod uwagę. 79
80 Kształt i charakterystyka wymiarowa próbek przedstawiona jest na rysunku 42. Wymiary próbek dobrano tak by powierzchnia wynosiła ok 1300 mm 2 (długość 30 mm, szerokość 10 mm przy grubości 8 mm). Próbki przed właściwą próbą korozyjną poddano szlifowaniu papierem ściernym o gramaturze 1200 oraz trawieniu w roztworze 20%HNO 3 +5%HF w czasie 5 minut. Badaniu poddano po 2 sztuki próbek z każdego złącza oraz 2 próbki materiału rodzimego. Rys. 42. Próbka do badań korozyjnych charakterystyka wymiarowa 7.6. OBLICZANIE WYDAJNOŚĆ I CZASU SPAWANIA Wydajność spawania namacalnie obrazowana jest całkowitym czasem spawania odniesionym do jednostki długości złącza bądź do zespołu/całego obiektu [96]. Całkowity czas spawania Tn, zgodnie z techniczną normą czasu spawania, dany jest wzorem [96]: t g W j gdzie: - czas główny spawania, h/m lub h/szt; - współczynnik czasu jarzenia się łuku. t g Tn (7) W Współczynnik czasu jarzenia się łuku (W j ) zależny jest od stopnia automatyzacji procesu spawania. Wartości tego współczynnika zawarto w tabeli 25. Dla obliczeń przyjęto wartości średnie z tej tabeli: W j =0,25 dla metod spawania ręcznego 111 i 141 oraz Wj=0,40 dla zmechanizowanego spawania 136 [96]. j 80
81 Tabela 25. Wartości współczynnika czasu jarzenia się łuku (Wj) [96] Stopień automatyzacji Metody spawania Współczynnik czasu jarzenia się łuku (Wj) Spawanie ręczne 111, 141 0,20 0,30 Spawanie zmechanizowane 135, 136 0,30 0,50 Spawanie zautomatyzowane 121, 135, 136 0,50 0,80 Spawanie zrobotyzowane 135, 136, 151 0,80 0,95 Z kolei czas główny spawania (t g ) dany jest wzorem [96]: G W st gdzie: - masa stopiwa (spoiny), kg/m lub kg/szt; - wydajność stapiania, kg/h. G t g (8) W Masa stopiwa (spoiny) G wyliczana jest z jej objętości [96]: gdzie: st G V (9) 1000 V - objętość spoiny, cm 3 /m lub cm 3 /szt; ρ - gęstość właściwa, kg/dm 3, dla stali 7,85 kg/dm 3. Objętość V jest sumą objętości rowka spawalniczego i nadlewu spoiny [96]: V 1 V 2 gdzie: V V 1 V 2 (10) - objętość spoiny wewnątrz rowka spawalniczego, cm 3 /m lub cm 3 /szt; - objętość spoiny w nadlewie, cm 3 /m lub cm 3 /szt. Rysunek 43 ilustruje zależność 10 dla spoiny czołowej z ukosowaniem na Y, takiej, która występuje w złączach będących przedmiotem badań i analizy wydajności. Obrazuje on także geometrię rowka spawalniczego. Do obliczeń objętości spoiny w tym przypadku należy użyć zależności 11 oraz 12, wykorzystując też wzór 13 [96]. 81
 składniki objętości spoiny, b) geometria rowka spawalniczego [96] gdzie: s - grubość spoiny (blachy), mm; b - odstęp blach, mm; c - wysokość progu, mm; α - kąt rowka")
 2 gdzie: W 1 2 ( s c) tg b 2 s - grubość spoiny (blachy), mm; b - odstęp blach, mm; c - wysokość progu, mm; α - kąt rowka spawalniczego,.")
82 a) b) Rys. 43. Obliczanie objętości spoiny: a) składniki objętości spoiny, b) geometria rowka spawalniczego [96] gdzie: s - grubość spoiny (blachy), mm; b - odstęp blach, mm; c - wysokość progu, mm; α - kąt rowka spawalniczego,. gdzie: V 1 2 s b ( s c) tg (11) 2 V 2 / 3 Δs - wysokość nadlewu spoiny, mm; W 2 - szerokość lica spoiny, mm; W 2 =W 1 +(2 4). 2 s W (12) 2 gdzie: W 1 2 ( s c) tg b 2 s - grubość spoiny (blachy), mm; b - odstęp blach, mm; c - wysokość progu, mm; α - kąt rowka spawalniczego,. (13) Wydajność stapiania (W st ) to ilość stopiwa uzyskana w jednostce czasu jarzenia się łuku, kg/h z uwzględnieniem strat na rozpryski, powstawanie żużla, ogarki elektrody itd. Jest to współczynnik zależny od metody spawania, średnicy drutu elektrodowego oraz prądu spawania. Wydajności stapiania przyjęte do obliczeń uzyskano z rzeczywistych pomiarów podczas wykonywania złączy i wyniosły one: dla metody 111: 0,6 kg/h, dla metody 141: 0,3 kg/h i dla metody 136: 1,7 kg/h. 82
 zawiera Tabela 26.")

83 8. WYNIKI BADAŃ 8.1. WŁASNOŚCI MECHANICZNE Wyniki próby rozciągania siłę zrywającą dla każdej z dwóch próbek oraz wytrzymałość na rozciąganie (siłę odniesioną do przekroju porzecznego zrywanej próbki) zawiera Tabela 26. Tabela 27 zawiera zestawienie zdjęć próbek po badaniu. Tabela 26. Wyniki badania na rozciąganie poprzeczne złączy 136-8PF i 136-8PC Złącze Próbka Wymiary próbki mm 136-8PF 136-8PC Siła zrywająca F m, kn 1 8,17x,20, ,8 2 8,17x,20, ,2 1 8,18x,20, ,2 2 8,17x,20, ,8 Wytrzymałość na rozciąganie R m, MPa 859,5±1,3 882,0±8,8 Uwagi zerwanie poza spoiną Tabela 27. Badanie na rozciąganie poprzeczne złączy 136-8PF i 136-8PC zdjęcia próbek po badaniu Złącze Wygląd próbek po próbie rozciągania PF Oś spoiny PC 2 Oś spoiny Wyniki badania udarności energię łamania oraz pracę łamania dla każdej z próbek z każdego zestawu oraz wartości średnie dla każdego z zestawu zawiera tabela 28. Zdjęcia próbek po badaniu zilustrowano w Tabeli 29. Tabela 83
84 30 zawiera zestawienie reprezentatywnych fraktogramów przełomów tych złączy. Tabela 28. Wyniki badania udarności złączy 136-8PF i 136-8PC Złącze 136-8PF Przekrój próbki, Energia łamania Praca łamania cm 2 KV, J KC, J/cm 2 0,603 47,1 78,1 0,604 49,1 81,2 0,600 44,1 73,6 średnia 46,8±2,1 77,6±3,1 0, ,5 217,7 0, ,1 165,7 0,602 79,5 132,1 średnia 103,7±21,4 171,9±35,2 0,602 55,9 93,0 0,604 58,9 97,5 0,602 54,0 89,6 średnia 56,2±2,0 93,3±3,2 0, ,3 313,6 0, ,3 320,1 0, ,2 325,4 średnia 192,2±2,8 319,7±4,8 Złącze 136-8PC Przekrój próbki, Energia łamania Praca łamania cm 2 KV, J KC, J/cm 2 0,599 34,3 57,3 0,602 36,3 60,3 0,604 35,3 58,5 średnia 35,3±0,8 58,7±1,2 0,602 47,1 78,3 0,604 55,9 92,6 0,603 46,1 76,5 średnia 49,7±4,4 82,5±7,2 0,600 53,0 88,3 0,603 44,1 73,2 0,603 51,0 84,6 średnia 49,4±3,8 82,0±6,4 0,602 63,8 106,0 0,602 93,2 154,7 0,604 76,5 126,7 średnia 77,8±12,0 129,2±20,0 Uwagi -20 C, VWT 0/2 SPOINA -20 C, VHT 0/2 SWC P +20 C, VWT 0/2 SPOINA +20 C, VHT 0/2 SWC P Uwagi -20 C, VWT 0/2 SPOINA -20 C, VHT 0/2 SWC P +20 C, VWT 0/2 SPOINA +20 C, VHT 0/2 SWC P 84






 136-8PF")

85 Tabela 29. Badanie udarności próbki złączy 136-8PF i 136-8PC po próbie Złącze Wygląd próbek po próbie udarności VWT 0/2 (oś spoiny) VHT 0/2 (linia wtopienia SWC P) 136-8PF +20 C 136-8PF -20 C 136-8PC +20 C 136-8PC -20 C 85






86 Tabela 30. Fraktogramy przełomów próbek udarności złączy 136-8PF i 136-8PC Złącze, próbka KV Obrazy fraktografii VWT 0/2 (oś spoiny) VHT 0/2 (linia wtopienia SWC P) 136-8PF +20 C 136-8PF -20 C 136-8PC +20 C 136-8PC -20 C 86
87 Wyniki badania twardości złączy testowych 136-8PF i 136-8PC zawiera Tabela 31. Tabela 31. Wyniki badania twardości złączy 136-8PF i 136-8PC Linia G (1) D (2) Linia G (1) D (2) MR HV10 SWC L HV10 Złącze 136-8PF Spoina HV10 SWC P HV10 MR HV średnia 250±0 średnia 253±1 średnia 260±2 średnia 256±0 średnia 250± średnia 250±0 średnia 254±0 średnia 242±2 średnia 255±1 średnia 250±0 MR HV10 SWC L HV10 Złącze 136-8PC Spoina HV10 SWC P HV10 MR HV średnia 251±0 średnia 292±0 średnia 266±2 średnia 274±3 średnia 251± średnia 251±0 średnia 273±2 średnia 255±2 średnia 264±2 średnia 251± MIKROSTRUKTURY I ANALIZA OBRAZU ORAZ RENTGENOWSKA ANALIZA FAZOWA W tabeli 32 zamieszczono obrazy mikrostruktur SWC, z zaznaczeniem jej granic, oraz reprezentatywne mikrostruktury spoin złącza 136-8PC. W tabeli 33 zawarto obrazy mikrostruktur złącza 136-8PF. Po szczegółowej obserwacji wszystkich uzyskanych obrazów nie stwierdzono obecności faz wtórnych. Tabela 34 zawiera wyniki ilościowej analizy obrazu - udziału faz austenitu i ferrytu w obszarach SWC i spoinie po jednej oraz drugie stronie linii ściegu/ściegów. W tabeli 35 z kolei, zamieszczono wyniki analizy ilościowej dyfraktogramów badania udziału austenitu i ferrytu w analizowanych obszarach SWC oraz spoiny. 87
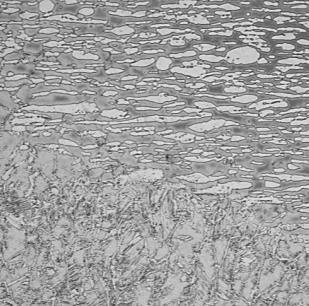







88 Tabela 32. Mikrostruktury SWC i spoiny złącza 136-8PC; pow. 50x 136-8PC SWC P Spoina P Ścieg 1-2 linia G (1) Ścieg 2-2 linia D (2) 136-8PC Spoina L SWC L Ścieg 1-1 linia G (1) Ścieg 2-1 linia D (2) 88
 ścieg 2 linia D (2) Tabela 34.")
 39,8 60,2 62,6 37,4 68,5 31,5 37,1 62,9 D (2) 43,7 56,3")

 42,78 57,22 61,64 38,36 65,52 34,48 39,74 60,26")
89 Tabela 33. Mikrostruktury SWC i spoiny złącza 136-8PF; pow. 50x 136-8PF SWC P Spoina ścieg 1 linia G (1) ścieg 2 linia D (2) Tabela 34. Analiza obrazu - udział ferrytu i austenitu w SWC i spoinach Złącze 136-8PF 136-8PC SWC SPOINA SWC Linia L L P P A, % F, % A, % F, % A, % F, % A, % F, % G (1) 39,8 60,2 62,6 37,4 68,5 31,5 37,1 62,9 D (2) 43,7 56,3 58,5 41,5 62,1 37,9 41,9 58,1 G (1) 41,6 58,4 58,4 41,6 57,3 42,7 35,8 64,2 D (2) 37,2 62,8 53,1 46,9 55,2 44,8 30,3 69,7 Tabela 35. Dyfrakcja rentgenowska - udział ferrytu i austenitu w SWC i spoinach Złącze 136-8PF 136-8PC SWC SPOINA SWC Linia L L P P A, % F, % A, % F, % A, % F, % A, % F, % G (1) 42,78 57,22 61,64 38,36 65,52 34,48 39,74 60,26 D (2) 45,16 54,84 57,12 42,88 61,78 38,22 42,08 57,92 G (1) 41,93 58,07 60,42 39,58 57,08 42,92 36,71 63,29 D (2) 37,19 62,81 56,03 43,97 54,18 45,82 32,10 67,90 89



 przed i po próbie.")

90 Różnice udziału składników fazowych pomiędzy analizą obrazu a dyfrakcją rentgenowską nie są duże (sięgają maksymalnie 5% porównując wartości). Potwierdza to poprawność wyników. Z uwagi na większą dokładność w dalszej analizie brane będą pod uwagę tylko wyniki dyfrakcji ODPORNOŚĆ KOROZYJNA Tabela 36 zawiera obrazy powierzchni przekrojów poprzecznych próbek 1 i 2 każdego ze złączy (136-8PF i 136-8PC) przed i po próbie. W tabeli 37 zawarto zestawienie ubytków mas z odniesieniem do ich powierzchni. Tabela 36. Badania korozyjne powierzchnie boczne próbek - wygląd przed i po próbie Złącze Przed próbą Po próbie PF PC 2 90
91 Tabela 37. Badania korozyjne ubytki mas odniesione do powierzchni Złącze 136-8PF 136-8PC MR wzdłuż walcow. poprz. walcow. Próbka Ubytek masy, mg Powierzchnia próbki, mm 2 1 0, ,94 386,36 2 0, ,16 356,04 1 0, ,78 272,56 2 0, ,21 233,77 Próbka Ubytek masy, mg Powierzchnia próbki, mm 2 1 0, ,27 4,01 2 0, ,07 4,80 1 0, ,66 3,79 2 0, ,08 2, WYDAJNOŚĆ SPAWANIA Ubytek masy, mg/m 2 Ubytek masy, mg/m 2 371,20±15,16 253,16±19,40 4,40±0,40 3,33±0,46 W tabeli 38 zawarto wyniki kalkulacji czasu głównego t g w h/m (czasu jarzenia się łuku) i czasu całkowitego spawania Tn w h/m złączy spawanych stali superdupelks w pozycji pionowej PF. Tabela obejmuje czasy spawania dla trzech porównywanych metod spawania: 141, 111 i 136. Zawiera także w ostatniej kolumnie wyliczenie wydajności spawania poszczególnymi metodami, będącej odwrotnością czasu całkowitego spawania Tn. Tabela 38. Porównanie czasów spawania i wydajności spawania stali superdupleks metodami 111, 141 i 136 Złącze s, mm G, kg/m W st, kg/h t g, h/m W j Tn, h/m Wydajność spawania, m/h 141-8PF 8 0,43 0,30 1,43 0,20 7,17 0, PF 8 0,43 0,60 0,72 0,20 3,58 0, PF 8 0,43 1,70 0,25 0,40 0,63 1,58 91
92 9. ANALIZA WYNIKÓW 9.1. WPŁYW ENERGII LINIOWEJ ŁUKU NA MIKROSTRUKTURĘ ZŁĄCZY SPAWNYCH Na podstawie danych z tabeli 35, na rysunku 44 przedstawiono rozkład udziału ferrytu w poszczególnych obszarach złączy na ich przekroju. Przedstawiono przebiegi odpowiadające osobno ściegom ze strony odpowiadającej liniom pomiarowym G(1) i D(2) obu złączy. Rys. 44. Rozkład udziału ferrytu na przekroju złączy 136-8PF i 136-8PC Źródła literaturowe [24,42,61,62,63,84,110] wyraźnie wskazują, że największy udział ferrytu występuje w SWC a najniższy w spoinie. Potwierdziły to badania. Rysunek 44 pokazuje jednak pewne inne reguły: Złącze 136-8PC ze ściegami wykonanymi z niższą energią łuku charakteryzuje się wyższym udziałem ferrytu w mikrostrukturze we wszystkich obszarach złącza zarówno dla ściegów 1 jak i 2, Dla złącza 136-8PC udział ferrytu w ściegach 2 (wykonywanych w drugiej kolejności i kończących wykonywanie złącza, jest wyższy w każdym obszarze od udziału dla ściegów 1 (wykonywanych w pierwszej kolejności) Dla złącza 136-8PF udział ferrytu w ściegu 2 (zamykającym spoinę) jest wyższy w spoinie a niższy w SWC po obu jej stronach, porównując z udziałem ferrytu dla ściegu 1 (wykonywanego na początku spawania) 92
93 Dzięki liniom poziomym dla 30 i 70% granicznego udziału ferrytu w mikrostrukturze uwidoczniono, iż zastosowana technologia zarówno dla złącza w pozycji PC jak i PF daje udział ferrytu w ich strefach nie związany z ryzykiem nadmiernej utraty własności mechanicznych i korozyjnych. Kolejny rysunek 45 przedstawia udział austenitu w mikrostrukturze złącza w zależności od energii liniowej łuku. Kolorami rozróżniono złącza 136-8PF i 136-8PC. Rys. 45. Udział austenitu w spoinie i SWC w funkcji energii liniowej łuku W przypadku SWC zarówno dla złącza 136-8PF jak i 136-8PC wraz ze wzrostem energii liniowej rośnie udział austenitu w mikrostrukturze. Dla spoiny udział ten jest o ok. 20% wyższy niż dla SWC zarówno dla złącza 136-8PF jak i dla 136-8PC. Dla złącza 136-8PF jednakże wyższa energia daje mniejszy udział austenitu. Jest ona jednak związana z wykonywaniem ściegu 2, czego konsekwencją jest ponowne nagrzewanie ściegu 1, a więc prawdopodobieństwo wydzieleń wtórnego austenitu w tym właśnie obszarze. Generalnie, wyższe energie liniowe w pozycji PF, związane z wolniejszym chłodzeniem pozwalają na rozrost ziaren austenitu, a w przypadku ponownego nagrzewania ściegami 2, także na powstanie austenitu wtórnego dodatkowo zwiększającego udział tej fazy w mikrostrukturze. Wyraźnie widoczne jest to na zdjęciach mikrostruktur zawartych na rysunkach 46 i 47 obrazujących porównanie mikrostruktur odpowiednio: spoin i SWC złączy 136-8PF i 136-8PC. Analizując obrazy mikrostruktur SWC wszystkich ściegów obu złączy zauważyć też można około dwukrotnie szerszą SWC ściegów 2 (kończących wykonywanie spoiny od strony przeciwnej początkowi spawania). Może to być 93

 136-8PF; b) 136-8PC; pow.")
94 związane z różnymi prędkościami odprowadzania ciepła przy łączeniu dwóch fragmentów blach i przy uzupełnianiu rowka już połączonych części a także wpływem temperatury międzyściegowej. a) α (F) γ (A) γ 2 (A) b) α (F) γ (A) γ 2 (A) Rys. 46. Charakterystyczne obrazy mikrostruktur spoiny złączy: a) 136-8PF; b) 136-8PC; pow. 100x 94

 136-8PC (najwyższa zawartość α); pow.")
95 a) α (F) γ (A) b) α (F) γ (A) Rys. 47. Charakterystyczne obrazy mikrostruktur SWC złączy: a) 136-8PF (najniższa zawartość α); b) 136-8PC (najwyższa zawartość α); pow. 100x 95

96 9.2. WŁASNOŚCI MECHANICZE ZŁĄCZY SPAWANYCH Zerwanie próbek podczas próby poprzecznego rozciągania złącza spawanego wystąpiło poza spoiną i poza SWC. Uzyskanej wartości wytrzymałości na rozciąganie nie można zatem odnosić do wytrzymałości spoiny bądź SWC, a jedynie do wytrzymałości całego złącza. Należy zwrócić uwagę na to, że będzie ona w tym przypadku silnie związana z wytrzymałością materiału rodzimego (MR). Potwierdziły to badania, których wyniki zestawiono na wykresie (rysunek 48). Uzyskane wytrzymałości złączy niemal dokładnie odpowiadają wytrzymałości materiału rodzimego według kierunku walcowania zgodnego z kierunkiem walcowania spawanych blach badanego złącza. Praktyczna przydatność technologii spawania w tym zakresie wymaga zerwania poza spoiną i uzyskania minimalnej, danej normą określającą wymagania materiału, wytrzymałości na rozciąganie (dla stali superdupleks 2507 jest to 730 MPa). Wymagania te zostały spełnione. Rys. 48. Wytrzymałość na rozciąganie złączy 136-8PF i 136-8PC oraz MR Na rysunku 49 przedstawiono rozkład twardości HV10 na przekroju złączy 136-8PF i 136-8PC wykonany wzdłuż linii pomiarowych G (1) i D (2). W przypadku złącza 136-8PC twardość ściegów 1 (wzdłuż linii G(1)) jest wyższa od twardości ściegów kończących spawanie 2 (wzdłuż linii D(2)) na całym przekroju złącza. W przypadku złącza 136-8PF twardość w SWC jest podobna dla ściegów 1 i 2. Większa różnica występuje w obszarze spoiny, gdzie zachodzi podobna do złącza 136-8PC zależność twardość spoiny ściegu kończącego spawanie 2 jest niższa niż ściegu wykonanego w pierwszej kolejności. Należy zauważyć też, iż najwyższa twardość złącza 136-8PC 96
97 występuje w SWC po stronie lewej a złącza 136-8PF w spoinie. Na przedstawionym wykresie zaznaczono także kryterium maksymalnej dopuszczalnej twardości 350 jednostek HV10 [126] dla uznania przydatności technologii spawania. Rys. 49. Rozkład twardości HV10 na przekroju złączy136-8pf i 136-8PC Rys. 50. Zależność twardości HV10 od udziału austenitu w mikrostrukturze złącza 97

98 W celu odniesienia wyników pomiaru twardości do mikrostruktury złączy, na rysunku 50 zawarto zależność twardości HV10 od udziału asutenitu w mikrostrukturze złącza. Pozwala to zauważyć, iż ze wzrostem udziału austenitu w mikrostrukturze wyraźnie rośnie twardość zarówno rozpatrywanych osobno SWC jak i spoin (wyjątkiem jest SWC złącza 136-8PF lecz tu różnice udziału ferrytu są nieduże a twardość na bardzo podobnym poziomie). Takie wyniki uzasadnić można wyższą twardością austenitu od ferrytu oraz kształtem i wielkością ziaren austenitu. Nie bez znaczenia jest też udział austenitu wtórnego. Ostatnim parametrem opisującym własności mechaniczne złaczy spawanych jest praca łamania. Na rysunku 51 przedstawiono zestawienie uzyskanych w drodze badania prac łamania dla złączy 136-8PF i 136-8PC w temperaturach +20 C i -20 C oraz materiału rodzimego w odpowiednich kierunkach walcowania i tych samych temperaturach. Wynika z niego, iż praca łamania zarówno w spoinie jak i w SWC wyraźnie spada ze spadkiem temperatury dla obu złączy. Jest ona znacznie niższa dla złącza 136-8PC porównując ze złączem 136-8PF. Najsilniej widać wpływ obniżenia temperatury na redukcję pracy łamania w SWC. Najniższa praca łamania występuje zawsze w spoinie i jest kilkukrotnie niższa niż praca łamania materiału rodzimego w tej samej temperaturze. Jednakże kryterium ninimalej pracy łamania wynoszącej 34 J/cm 2 (co odpowiada 27J na pełnowymiarowej próbce) zostało spełnione. Rys. 51. Praca łamania spoin i SWC złączy 136-8PF i 136-8PC oraz MR 98
99 W celu poszukiwania powiązania pracy łamania z mikrostrukturą, na rysunku 52 przedstawiono zależność pracy łamania od udziału austenitu w mikrostrukturze spoiny i SWC. Rozpatrując te zależności oddzielnie dla SWC i spoiny można stwierdzić, że ze wzrostem udziału austenitu rośnie praca łamania zarówno SWC (bardzo wyraźnie) jak i spoiny. Jest to w pełni uzasadnione, gdyż austenit jest fazą o bardzo wysokej udarności. Rys. 52. Zależność pracy łamania od udziału austenitu w mikrostrukturze złącza Na rysunku 53 pokazano charakterystyczne fraktografie po próbie udarności dla obszaru SWC i osi spoiny. Charakterystyka topografii przełomów różni się nieznacznie w zależności od ilości wprowadzonej energii spawania i temperatury przeprowadzania próby udarności, lecz najwyraźniej od odległości od osi spoiny. Istotnie różne są obrazy z przełomu osi spoiny i SWC. W przypadku przełomów w SWC w dużej części jest widoczne, że pękanie przechodzi przez płaszczyzny łupliwości po granicach ziaren byłego austenitu. W przypadku spoiny charakter przełomu przypomina plaster miodu o symetrycznych kształtach. Morfologia świadczy o przełomie międzykrystalicznym. Przełom taki powstał w wyniku utraty spójności osnowy na granicach ziaren. Związane jest to z powstaniem w mikrostrukturze tzw. ferrytu szkieletowego. 99
 przełomu")
100 a) b) Rys. 53. Charakterystyczne fraktografie po próbie udarności: a) przełomu linii wtopienia (SWC); b) przełomu osi spoiny 100
101 9.3. WŁASNOŚCI KOROZYJNE ZŁĄCZY SPAWANYCH Badania porównawcze własności korozyjnych analizowanych typów spawanych złączy stali dupleks prowadzono w warunkach ułatwiających ocenę wpływu zastosowanych parametrów spawania na procesy korozyjne. Wysoka temperatura oraz wymiary próbek, obejmujące w zasadniczej części spoinę i SWC, spowodowały znaczne ubytki masy spowodowane korozją. Lecz dzięki temu pozwoliły wyraźnie uwidocznić różnice ubytków między złączami 136-8PF i 136-8PC oraz materiałem rodzimym. Na rysunku 54 przedstawiono wyniki badań w formie wykresu. Korozyjne ubytki masy złączy spawanych podczas 24h próby w temperaturze 60 C są kilkudziesięciokrotnie wyższe od ubytków dla materiału rodzimego w tych samych warunkach próby. Występuje widoczna różnica między złączami 136-8PF i 136-8PC ubytek korozyjny złącza 136-8PF jest około 30% większy od ubytku korozyjnego złącza 136-8PC. Rys. 54. Korozyjne ubytki masy złączy 136-8PF i 136-8PC oraz MR Ekstremalne warunki próby pozwoliły uzyskać też widoczne ogniska korozji, szczególnie wyraźne na bocznych powierzchniach próbek złączy spawanych. Przykładowe i charakterystyczne lokalizacje ataków korozyjnych próbek złączy spawanych oraz próbek materiału rodzimego pokazano na rysunku 55. W złączu 136-8PF ataki zlokalizowane są głównie w obszarach SWC i przyległych do nich, w złączu 136-8PC ataki korozyjne wystąpiły głównie w spoinie. Materiał rodzimy wzdłuż kierunku walcowania posiada wiele bardzo drobnych ognisk korozyjnych na całej powierzchni. W przypadku materiału rodzimego wyciętego poprzecznie do kierunku walcowania na powierzchni próbki wystąpiły tylko nieliczne, lokalne i drobne ogniska korozyjne 101

 złącze 136-8PC ataki")
 materiał rodzimy poprzecznie do")
102 a) b) c) d) Rys. 55. Charakterystyczna lokalizacja ataków korozyjnych na powierzchniach bocznych; a) złącze 136-8PF ataki zlokalizowane głównie w obszarach SWC i przyległych do nich, b) złącze 136-8PC ataki głównie w spoinie, c) materiał rodzimy wzdłuż kierunku walcowania wiele bardzo drobnych ognisk d) materiał rodzimy poprzecznie do kierunku walcowania niewiele drobnych ognisk korozyjnych 102
103 9.4. PORÓWNANIE CZASÓW SPAWANIA ORAZ WYDAJNOŚCI SPAWANIA ZŁĄCZY WYKONYWANYCH W POZYCJI PIONOWEJ PRZY UŻYCIU RÓŻNYCH METOD SPAWANIA Na wykresie rysunku 56 przedstawiono porównanie czasów głównych i czasów całkowitych spawania złącza w pozycji PF metodami 111, 141 i 136. Rys. 56. Porównanie czasów głównych i czasów całkowitych spawania różnymi metodami złączy stali superdupleks w pozycji PF Jednostkowy czas główny spawania t g w pozycji PF metodą 136 jest najkrótszy (0,25 h/m). Spawanie metodą 111 wymaga blisko trzykrotnie więcej czasu głównego, a metodą 141 prawie sześciokrotnie więcej. Porównanie czasów całkowitych spawania wypada jeszcze mniej korzystnie dla metod 111 i 141 z uwagi na o połowę niższy współczynnik czasu jarzenia się łuku W j dla tych metod, w porównaniu ze współczynnikiem dla metody 136. W związku z tym, całkowity jednostkowy czas spawania Tn metodą 136 to 0,63 h/m, metodą 111: 3,58 h/m a metodą 141 aż 7,17 h/m. Dla pełniejszego przedstawienia powyższych wartości czasu całkowitego spawania przedstawiono także na wykresie jego odwrotność jako wydajność spawania (rysunek 57). Parametr ten pokazuje ile godzin potrzeba na wykonanie metra bieżącego spoiny. Metodą 136 w analizowanych warunkach wykonać można 1,58 m gotowej spiny w ciągu godziny, metodą 111: 0,28 m/h a metodą 141 tylko 0,14 m/h. 103

104 Rys. 57. Porównanie wydajności stapiania i wydajności spawania złączy stali superdupleks spawanych różnymi metodami w pozycji PF Metoda spawania 136 daje ponad pięciokrotnie wyższą wydajność spawania w pozycji PF w porównaniu do 111 i ponad dziesięciokrotnie w porównaniu do 141. W podobny sposób kształtuje się porównanie wydajności stapiania W st, czyli masy spoiwa, która może być wbudowana w spoinę w jednostce czasu. Dla porównywanych metod została ona wyznaczona dzięki wykonanym próbom spawania. Wartości ustalonych w ten sposób wydajności stapiania dla metod 111, 141 i 136 przedstawiono także na rysunku
Stal dupleks w efekcie składu chemicznego
 Stal dupleks i jej spawalność PROF. DR HAB. INŻ. Jerzy Nowacki, ZAKŁAD SPAWALNICTWA, ZACHODNIOPOMORSKI UNIWERSYTET TECHNOLOGICZNY W SZCZECINIE, CZŁONEK RADY NAUKOWEJ CZASOPISMA STAL METALE & NOWE TECHNOLOGIE
Stal dupleks i jej spawalność PROF. DR HAB. INŻ. Jerzy Nowacki, ZAKŁAD SPAWALNICTWA, ZACHODNIOPOMORSKI UNIWERSYTET TECHNOLOGICZNY W SZCZECINIE, CZŁONEK RADY NAUKOWEJ CZASOPISMA STAL METALE & NOWE TECHNOLOGIE
Stale niestopowe jakościowe Stale niestopowe specjalne
 Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Austenityczne stale nierdzewne
 Stowarzyszenie Stal Nierdzewna ul. Ligocka 103 40-568 Katowice e-mail: ssn@stalenierdzewne.pl www.stalenierdzewne.pl Austenityczne stale nierdzewne Strona 1 z 7 Skład chemiczny austenitycznych stali odpornych
Stowarzyszenie Stal Nierdzewna ul. Ligocka 103 40-568 Katowice e-mail: ssn@stalenierdzewne.pl www.stalenierdzewne.pl Austenityczne stale nierdzewne Strona 1 z 7 Skład chemiczny austenitycznych stali odpornych
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
7 czerwca
 www.puds.pl 7 czerwca 2008 LDX 2101 i 2304 Wysoko opłacalne stale Duplex, jako alternatywa dla austenitycznych gatunków w stali nierdzewnych www.outokumpu.com Zagadnienia Omawiane gatunki stali Korozja
www.puds.pl 7 czerwca 2008 LDX 2101 i 2304 Wysoko opłacalne stale Duplex, jako alternatywa dla austenitycznych gatunków w stali nierdzewnych www.outokumpu.com Zagadnienia Omawiane gatunki stali Korozja
Nowoczesne stale bainityczne
 Nowoczesne stale bainityczne Klasyfikacja, projektowanie, mikrostruktura, właściwości oraz przykłady zastosowania Wykład opracował: dr hab. inż. Zdzisław Ławrynowicz, prof. nadzw. UTP Zakład Inżynierii
Nowoczesne stale bainityczne Klasyfikacja, projektowanie, mikrostruktura, właściwości oraz przykłady zastosowania Wykład opracował: dr hab. inż. Zdzisław Ławrynowicz, prof. nadzw. UTP Zakład Inżynierii
Stal duplex - rozwój mikrostruktury, własności mechaniczne, odporność korozyjna 2 METALFORUM 2010
 Gatunki, normy i zamienniki, obróbka cieplna oraz podstawowe własności. Politechnika Śląska w Gliwicach Wydział Mechaniczny-Technologiczny Instytut Materiałów Inżynierskich i Biomedycznych 2 Plan prezentacji
Gatunki, normy i zamienniki, obróbka cieplna oraz podstawowe własności. Politechnika Śląska w Gliwicach Wydział Mechaniczny-Technologiczny Instytut Materiałów Inżynierskich i Biomedycznych 2 Plan prezentacji
Stal - definicja Stal
 \ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
\ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
Shield-Bright 308L (OK TUBROD 14.20)*
*") Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
Zakres tematyczny. Podział stali specjalnych, ze względu na warunki pracy:
 STAL O SPECJALNYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH Zakres tematyczny 1 Podział stali specjalnych, ze względu na warunki pracy: - odporne na korozję, - do pracy w obniżonej temperaturze, - do pracy
STAL O SPECJALNYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH Zakres tematyczny 1 Podział stali specjalnych, ze względu na warunki pracy: - odporne na korozję, - do pracy w obniżonej temperaturze, - do pracy
MIKROSKOPIA METALOGRAFICZNA
 MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
PIERWIASTKI STOPOWE W STALACH. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
Co to jest stal nierdzewna? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN I PN-EN ISO
 OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OK Tigrod 308L (OK Tigrod 16.10)*
*") OK Tigrod 308L (OK Tigrod 16.10)* SFA/AWS A 5.9: ER 308L EN ISO 14343-A: W 19 9 L Spoiwo austenityczne o bardzo niskiej zawartości węgla, do spawania stali odpornych na korozję, zawierających ok. 18% Cr
OK Tigrod 308L (OK Tigrod 16.10)* SFA/AWS A 5.9: ER 308L EN ISO 14343-A: W 19 9 L Spoiwo austenityczne o bardzo niskiej zawartości węgla, do spawania stali odpornych na korozję, zawierających ok. 18% Cr
Wykład 8. Przemiany zachodzące w stopach żelaza z węglem. Przemiany zachodzące podczas nagrzewania
 Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
... Definicja procesu spawania łukowego elektrodą topliwą w osłonie gazu obojętnego (MIG), aktywnego (MAG):...
, aktywnego (MAG):...") Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
The project "TEMPUS - MMATENG"
 The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
PIERWIASTKI STOPOWE W STALACH
 PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
WPŁYW DODATKÓW STOPOWYCH NA WŁASNOŚCI STOPU ALUMINIUM KRZEM O NADEUTEKTYCZNYM SKŁADZIE
 WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
... Definicja procesu spawania gazowego:... Definicja procesu napawania:... C D
 KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
Stale austenityczne. Struktura i własności
 Stale austenityczne Struktura i własności Ściśle ustalone składy chemiczne (tablica) zapewniające im paramagnetyczną strukturę austenityczną W celu uzyskania dobrej odporności na korozję wżerową w środowisku
Stale austenityczne Struktura i własności Ściśle ustalone składy chemiczne (tablica) zapewniające im paramagnetyczną strukturę austenityczną W celu uzyskania dobrej odporności na korozję wżerową w środowisku
... Definicja procesu spawania łukowego ręcznego elektrodą otuloną (MMA):... Definicja - spawalniczy łuk elektryczny:...
:... Definicja - spawalniczy łuk elektryczny:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. I. Wyżarzanie
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. I. Wyżarzanie Przemiany przy nagrzewaniu i powolnym chłodzeniu stali A 3 A cm A 1 Przykład nagrzewania stali eutektoidalnej (~0,8 % C) Po przekroczeniu temperatury A 1
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. I. Wyżarzanie Przemiany przy nagrzewaniu i powolnym chłodzeniu stali A 3 A cm A 1 Przykład nagrzewania stali eutektoidalnej (~0,8 % C) Po przekroczeniu temperatury A 1
7 czerwca 2008
 www.puds.pl 7 czerwca 2008 www.outokumpu.com Stale Duplex Grupa wysoko wytrzymałych ych gatunków stali nierdzewnych www.outokumpu.com Spis treści Wprowadzenie Skład chemiczny, własności korozyjne oraz
www.puds.pl 7 czerwca 2008 www.outokumpu.com Stale Duplex Grupa wysoko wytrzymałych ych gatunków stali nierdzewnych www.outokumpu.com Spis treści Wprowadzenie Skład chemiczny, własności korozyjne oraz
... Definicja procesu spawania łukowego w osłonie gazu obojętnego elektrodą nietopliwą (TIG):...
:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
Materiały konstrukcyjne
 Materiały konstrukcyjne 2 Stal Stal jest to materiał zawierający (masowo): więcej żelaza niż jakiegokolwiek innego pierwiastka; o zawartości węgla w zasadzie mniej niż 2%; zawierający również inne pierwiastki.
Materiały konstrukcyjne 2 Stal Stal jest to materiał zawierający (masowo): więcej żelaza niż jakiegokolwiek innego pierwiastka; o zawartości węgla w zasadzie mniej niż 2%; zawierający również inne pierwiastki.
Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu
 INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
SPIS TREŚCI: Przedmowa Spawalność stali Definicja spawalności stali Wpływ składników stopowych na spawalność stali 19
 SPIS TREŚCI: Przedmowa 11 1. Spawalność stali 13 1.1. Definicja spawalności stali 13 1.2. Wpływ składników stopowych na spawalność stali 19 2. Pękanie połączeń spawanych 23 2.1. Pęknięcia gorące 23 2.1.1.
SPIS TREŚCI: Przedmowa 11 1. Spawalność stali 13 1.1. Definicja spawalności stali 13 1.2. Wpływ składników stopowych na spawalność stali 19 2. Pękanie połączeń spawanych 23 2.1. Pęknięcia gorące 23 2.1.1.
Newsletter nr 6/01/2005
 Newsletter nr 6/01/2005 Dlaczego stal nierdzewna jest odporna na korozję? (część II) Stalami nazywamy techniczne stopy żelaza z węglem i z innymi pierwiastkami, zawierające do 2 % węgla (symbol chemiczny
Newsletter nr 6/01/2005 Dlaczego stal nierdzewna jest odporna na korozję? (część II) Stalami nazywamy techniczne stopy żelaza z węglem i z innymi pierwiastkami, zawierające do 2 % węgla (symbol chemiczny
SPRAWOZDANIE ĆWICZENIE NR SP
 SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
Program stażowy Kierunek ORLEN 2019
 Program stażowy Kierunek ORLEN 2019 Zadanie rekrutacyjne pt. Inżynier wsparcia produkcji. ORLEN Serwis S.A. Biuro Dyrektora Oddziału Trzebinia Wprowadzenie do tematyki zadania ORLEN Serwis Oddział Trzebinia
Program stażowy Kierunek ORLEN 2019 Zadanie rekrutacyjne pt. Inżynier wsparcia produkcji. ORLEN Serwis S.A. Biuro Dyrektora Oddziału Trzebinia Wprowadzenie do tematyki zadania ORLEN Serwis Oddział Trzebinia
Kształtowanie struktury i własności użytkowych umacnianej wydzieleniowo miedzi tytanowej. 7. Podsumowanie
 Kształtowanie struktury i własności użytkowych umacnianej wydzieleniowo miedzi tytanowej 7. Podsumowanie Praca wykazała, że mechanizm i kinetyka wydzielania w miedzi tytanowej typu CuTi4, jest bardzo złożona
Kształtowanie struktury i własności użytkowych umacnianej wydzieleniowo miedzi tytanowej 7. Podsumowanie Praca wykazała, że mechanizm i kinetyka wydzielania w miedzi tytanowej typu CuTi4, jest bardzo złożona
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. II. Przemiany austenitu przechłodzonego
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. II. Przemiany austenitu przechłodzonego WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU Ar 3, Ar cm, Ar 1 temperatury przy chłodzeniu, niższe od równowagowych A 3, A cm, A 1 A
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. II. Przemiany austenitu przechłodzonego WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU Ar 3, Ar cm, Ar 1 temperatury przy chłodzeniu, niższe od równowagowych A 3, A cm, A 1 A
Obróbka cieplna stali
 Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
STALE STOPOWE KONSTRUKCYJNE. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
WYBRANE ASPEKTY TECHNOLOGICZNE SPAWANIA STALI DWUFAZOWYCH ODPORNYCH NA KOROZJĘ
 Daniel Medaj, Andrzej Skibicki 1) WYBRANE ASPEKTY TECHNOLOGICZNE SPAWANIA STALI DWUFAZOWYCH ODPORNYCH NA KOROZJĘ Streszczenie: Artykuł opisuje problematykę spawalności stali dwufazowych w aspekcie spawania
Daniel Medaj, Andrzej Skibicki 1) WYBRANE ASPEKTY TECHNOLOGICZNE SPAWANIA STALI DWUFAZOWYCH ODPORNYCH NA KOROZJĘ Streszczenie: Artykuł opisuje problematykę spawalności stali dwufazowych w aspekcie spawania
Rok akademicki: 2013/2014 Kod: MIM IS-s Punkty ECTS: 5. Kierunek: Inżynieria Materiałowa Specjalność: Inżynieria spajania
 Nazwa modułu: Spawalność stali Rok akademicki: 2013/2014 Kod: MIM-2-202-IS-s Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Inżynieria
Nazwa modułu: Spawalność stali Rok akademicki: 2013/2014 Kod: MIM-2-202-IS-s Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Inżynieria
AlfaFusion Technologia stosowana w produkcji płytowych wymienników ciepła
 AlfaFusion Technologia stosowana w produkcji płytowych wymienników ciepła AlfaNova to płytowy wymiennik ciepła wyprodukowany w technologii AlfaFusion i wykonany ze stali kwasoodpornej. Urządzenie charakteryzuje
AlfaFusion Technologia stosowana w produkcji płytowych wymienników ciepła AlfaNova to płytowy wymiennik ciepła wyprodukowany w technologii AlfaFusion i wykonany ze stali kwasoodpornej. Urządzenie charakteryzuje
OK SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1. rutylowa. Otulina:
 OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
7 czerwca 2008
 www.puds.pl 7 czerwca 2008 INSTYTUT SPAWALNICTWA w Gliwicach Osobliwości spawania ferrytycznych stali nierdzewnych oraz stali typu duplex dr inż.. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne
www.puds.pl 7 czerwca 2008 INSTYTUT SPAWALNICTWA w Gliwicach Osobliwości spawania ferrytycznych stali nierdzewnych oraz stali typu duplex dr inż.. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne
KONSTRUKCJE METALOWE - LABORATORIUM. Produkcja i budowa stali
 KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
STATYCZNA PRÓBA ROZCIĄGANIA
 STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
STALE STOPOWE KONSTRUKCYJNE
 STALE STOPOWE KONSTRUKCYJNE Podział stali stopowych ze względu na zastosowanie: stale konstrukcyjne stale narzędziowe stale o szczególnych właściwościach STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali:
STALE STOPOWE KONSTRUKCYJNE Podział stali stopowych ze względu na zastosowanie: stale konstrukcyjne stale narzędziowe stale o szczególnych właściwościach STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali:
STALE ODPORNE NA KOROZJĘ
 STALE ODPORNE NA KOROZJĘ STALE ODPORNE NA KOROZJĘ stale zawierające co najmniej 10,5% chromu i max. 1,20% węgla (EN 100881:2007) Podział ze względu właściwości użytkowych stale nierdzewne stale żaroodporne
STALE ODPORNE NA KOROZJĘ STALE ODPORNE NA KOROZJĘ stale zawierające co najmniej 10,5% chromu i max. 1,20% węgla (EN 100881:2007) Podział ze względu właściwości użytkowych stale nierdzewne stale żaroodporne
PODSTAWY OBRÓBKI CIEPLNEJ
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
SPRAWOZDANIE ĆWICZENIE SP-1. LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie tlenowe. I.
 i cięcie tlenowe. I.") SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
SPAWANIE ELEKTRONOWE I SPAWANIE TIG BLACH Z TYTANU TECHNICZNEGO
 DOI: 10.2478/v10077-008-0022-5 K. Szymlek Centrum Techniki Okrętowej S.A., Zakład Badawczo Rozwojowy, Ośrodek Materiałoznawstwa, Korozji i Ochrony Środowiska, Al. Rzeczypospolitej 8, 80-369 Gdańsk SPAWANIE
DOI: 10.2478/v10077-008-0022-5 K. Szymlek Centrum Techniki Okrętowej S.A., Zakład Badawczo Rozwojowy, Ośrodek Materiałoznawstwa, Korozji i Ochrony Środowiska, Al. Rzeczypospolitej 8, 80-369 Gdańsk SPAWANIE
PL 178509 B1 (13) B1. (51) IntCl6: C23C 8/26. (54) Sposób obróbki cieplno-chemicznej części ze stali nierdzewnej
 B1. (51) IntCl6: C23C 8/26. (54) Sposób obróbki cieplno-chemicznej części ze stali nierdzewnej") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178509 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 305287 (22) Data zgłoszenia: 03.10.1994 (51) IntCl6: C23C 8/26 (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178509 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 305287 (22) Data zgłoszenia: 03.10.1994 (51) IntCl6: C23C 8/26 (54)
Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu.
 i technologii wytwarzania wyrobu.") STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ. Zmiany makroskopowe. Zmiany makroskopowe
 WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ Zmiany makroskopowe Zmiany makroskopowe R e = R 0.2 - umowna granica plastyczności (0.2% odkształcenia trwałego); R m - wytrzymałość na rozciąganie (plastyczne); 1
WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ Zmiany makroskopowe Zmiany makroskopowe R e = R 0.2 - umowna granica plastyczności (0.2% odkształcenia trwałego); R m - wytrzymałość na rozciąganie (plastyczne); 1
6. OBRÓBKA CIEPLNO - PLASTYCZNA
 6. OBRÓBKA CIEPLNO - PLASTYCZNA 6.1. Cel ćwiczenia Zapoznanie się z rodzajami obróbki cieplno plastycznej i ich wpływem na własności metali. 6.2. Wprowadzenie Obróbką cieplno-plastyczną, zwaną potocznie
6. OBRÓBKA CIEPLNO - PLASTYCZNA 6.1. Cel ćwiczenia Zapoznanie się z rodzajami obróbki cieplno plastycznej i ich wpływem na własności metali. 6.2. Wprowadzenie Obróbką cieplno-plastyczną, zwaną potocznie
Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, Spis treści. Wstęp 11
. Warszawa, Spis treści. Wstęp 11") Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, 2017 Spis treści Wstęp 11 1. Wytwarzanie stali 13 1.1. Wstęp 13 1.2. Wsad do wielkiego pieca 15 1.3. Wytwarzanie
Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, 2017 Spis treści Wstęp 11 1. Wytwarzanie stali 13 1.1. Wstęp 13 1.2. Wsad do wielkiego pieca 15 1.3. Wytwarzanie
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu. Materiałoznawstwo i Nauka o materiałach
 Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
Skład chemiczny i wybrane własności mechaniczne stali nierdzewnych przeznaczonych na elementy złączne.
 www.stalenierdzewne.pl Strona 1 z 5 Skład chemiczny i wybrane własności mechaniczne nierdzewnych przeznaczonych na elementy złączne. Elementy złączne ze nierdzewnych (śruby, wkręty, nakrętki, podkładki,
www.stalenierdzewne.pl Strona 1 z 5 Skład chemiczny i wybrane własności mechaniczne nierdzewnych przeznaczonych na elementy złączne. Elementy złączne ze nierdzewnych (śruby, wkręty, nakrętki, podkładki,
Obróbka cieplna stali
 OBRÓBKA CIEPLNA Obróbka cieplna stali Powstawanie austenitu podczas nagrzewania Ujednorodnianie austenitu Zmiany wielkości ziarna Przemiany w stali podczas chłodzenia Martenzytyczna Bainityczna Perlityczna
OBRÓBKA CIEPLNA Obróbka cieplna stali Powstawanie austenitu podczas nagrzewania Ujednorodnianie austenitu Zmiany wielkości ziarna Przemiany w stali podczas chłodzenia Martenzytyczna Bainityczna Perlityczna
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
Badania wytrzymałościowe
 WyŜsza Szkoła InŜynierii Dentystycznej im. prof. A.Meissnera w Ustroniu Badania wytrzymałościowe elementów drucianych w aparatach czynnościowych. Pod kierunkiem naukowym prof. V. Bednara Monika Piotrowska
WyŜsza Szkoła InŜynierii Dentystycznej im. prof. A.Meissnera w Ustroniu Badania wytrzymałościowe elementów drucianych w aparatach czynnościowych. Pod kierunkiem naukowym prof. V. Bednara Monika Piotrowska
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
Technologia obróbki cieplnej. Grzanie i ośrodki grzejne
 Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
Stale lean duplex: własności i osobliwości spawania
 INSTYTUT SPAWALNICTWA w Gliwicach Stale lean duplex: własności i osobliwości spawania dr inŝ. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne - stale chromowo-niklowe lub chromowomanganowe,
INSTYTUT SPAWALNICTWA w Gliwicach Stale lean duplex: własności i osobliwości spawania dr inŝ. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne - stale chromowo-niklowe lub chromowomanganowe,
 www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
NIEKTÓRE WŁASNOŚCI SPAWANYCH ZŁĄCZY MIESZANYCH STALI P91 ZE STALĄ 13HMF W STANIE NOWYM I PO DŁUGOTRWAŁEJ EKSPLOATACJI
 PL0000383 NEKTÓRE WŁASNOŚC SWANYCH ZŁĄCZY MESZANYCH STAL P91 ZE STALĄ W STANE NOWYM PO DŁUGOTRWAŁEJ EKSPLOATACJ MROSŁAW ŁOMOZK nstytut Spawalnictwa, Zakład Badań Spawalności i Konstrukcji Spawanych, Gliwice
PL0000383 NEKTÓRE WŁASNOŚC SWANYCH ZŁĄCZY MESZANYCH STAL P91 ZE STALĄ W STANE NOWYM PO DŁUGOTRWAŁEJ EKSPLOATACJ MROSŁAW ŁOMOZK nstytut Spawalnictwa, Zakład Badań Spawalności i Konstrukcji Spawanych, Gliwice
(12) OPIS PATENTOWY (19) PL (11) 185228
 OPIS PATENTOWY (19) PL (11) 185228") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję
 Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
Przygotowanie złączy dla spoin
 złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
Nierdzewna stal ferrytyczna
 Nierdzewna stal ferrytyczna Wygórowane ceny niklu, głównego składnika stopowego najpopularniejszcych stali nierdzewnych - austenitycznych (ok. 8 % w składzie chemicznym), doprowadziły do znacznego wzrostu
Nierdzewna stal ferrytyczna Wygórowane ceny niklu, głównego składnika stopowego najpopularniejszcych stali nierdzewnych - austenitycznych (ok. 8 % w składzie chemicznym), doprowadziły do znacznego wzrostu
Naprężenia i odkształcenia spawalnicze
 Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI
 PL0400058 STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI Instytut Metalurgii Żelaza im. S. Staszica, Gliwice
PL0400058 STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI Instytut Metalurgii Żelaza im. S. Staszica, Gliwice
MIKROSKOPIA METALOGRAFICZNA
 MIKROSKOPIA METALOGRAFICZNA WYKŁAD 4 Żeliwa. Stale wysokostopowe dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żeliw o o o Żeliwo szare Żeliwo sferoidalne Żeliwo białe Grafityzacja żeliwa
MIKROSKOPIA METALOGRAFICZNA WYKŁAD 4 Żeliwa. Stale wysokostopowe dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żeliw o o o Żeliwo szare Żeliwo sferoidalne Żeliwo białe Grafityzacja żeliwa
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
Dobór materiałów konstrukcyjnych cz. 10
 Dobór materiałów konstrukcyjnych cz. 10 dr inż. Hanna Smoleńska Katedra Inżynierii Materiałowej i Spajania Wydział Mechaniczny, Politechnika Gdańska DO UŻYTKU WEWNĘTRZNEGO Zniszczenie materiału w wyniku
Dobór materiałów konstrukcyjnych cz. 10 dr inż. Hanna Smoleńska Katedra Inżynierii Materiałowej i Spajania Wydział Mechaniczny, Politechnika Gdańska DO UŻYTKU WEWNĘTRZNEGO Zniszczenie materiału w wyniku
CIENKOŚCIENNE KONSTRUKCJE METALOWE
 CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
Technologie Materiałowe II Wykład 2 Technologia wyżarzania stali
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 2 Technologia wyżarzania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 2 Technologia wyżarzania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
WPŁYW OBRÓBKI CIEPLNEJ NA WYBRANE WŁASNOŚCI STALIWA CHROMOWEGO ODPORNEGO NA ŚCIERANIE
 59/22 Archives of Foundry, Year 2006, Volume 6, 22 Archiwum Odlewnictwa, Rok 2006, Rocznik 6, Nr 22 PAN Katowice PL ISSN 1642-5308 WPŁYW OBRÓBKI CIEPLNEJ NA WYBRANE WŁASNOŚCI STALIWA CHROMOWEGO ODPORNEGO
59/22 Archives of Foundry, Year 2006, Volume 6, 22 Archiwum Odlewnictwa, Rok 2006, Rocznik 6, Nr 22 PAN Katowice PL ISSN 1642-5308 WPŁYW OBRÓBKI CIEPLNEJ NA WYBRANE WŁASNOŚCI STALIWA CHROMOWEGO ODPORNEGO
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3.
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3. WYŻARZANIE 1. POJĘCIA PODSTAWOWE Definicja obróbki cieplnej Dziedzina
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3. WYŻARZANIE 1. POJĘCIA PODSTAWOWE Definicja obróbki cieplnej Dziedzina
7 czerwca
 www.puds.pl 7 czerwca 2008 Zastosowania dla materiałów serii ATI 201HP Olga Galitskaya, Przedstawicielstwo w Europie Wschodniej Mario Ruiz, Przedstawicielstwo w Hiszpanii 2008 ATI ATI Ogólnie 9,700 pracowników
www.puds.pl 7 czerwca 2008 Zastosowania dla materiałów serii ATI 201HP Olga Galitskaya, Przedstawicielstwo w Europie Wschodniej Mario Ruiz, Przedstawicielstwo w Hiszpanii 2008 ATI ATI Ogólnie 9,700 pracowników
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 608
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 608 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa, ul. Szczotkarska 42 Wydanie nr 16, Data wydania 22 kwietnia 2016 r. Nazwa i adres Centrum
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 608 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa, ul. Szczotkarska 42 Wydanie nr 16, Data wydania 22 kwietnia 2016 r. Nazwa i adres Centrum
5. Wyniki badań i ich omówienie
 Strukturalne i mechaniczne czynniki umocnienia i rekrystalizacji stali z mikrododatkami odkształcanych plastycznie na gorąco 5. Wyniki badań i ich omówienie 5.1. Wyniki badań procesu wysokotemperaturowego
Strukturalne i mechaniczne czynniki umocnienia i rekrystalizacji stali z mikrododatkami odkształcanych plastycznie na gorąco 5. Wyniki badań i ich omówienie 5.1. Wyniki badań procesu wysokotemperaturowego
Wpływ warunków spawania na właściwości złączy różnoimiennych stali odpornych na korozję
 Wydział Mechaniczny Krzysztof Samson Dyscyplina naukowa: Inżynieria Materiałowa ROZPRAWA DOKTORSKA Wpływ warunków spawania na właściwości złączy różnoimiennych stali odpornych na korozję The influence
Wydział Mechaniczny Krzysztof Samson Dyscyplina naukowa: Inżynieria Materiałowa ROZPRAWA DOKTORSKA Wpływ warunków spawania na właściwości złączy różnoimiennych stali odpornych na korozję The influence
Innowacyjne warstwy azotowane nowej generacji o podwyższonej odporności korozyjnej wytwarzane na elementach maszyn
 Tytuł projektu: Innowacyjne warstwy azotowane nowej generacji o podwyższonej odporności korozyjnej wytwarzane na elementach maszyn Umowa nr: TANGO1/268920/NCBR/15 Akronim: NITROCOR Planowany okres realizacji
Tytuł projektu: Innowacyjne warstwy azotowane nowej generacji o podwyższonej odporności korozyjnej wytwarzane na elementach maszyn Umowa nr: TANGO1/268920/NCBR/15 Akronim: NITROCOR Planowany okres realizacji
CHARAKTERYSTYKA ZMIAN STRUKTURALNYCH W WARSTWIE POŁĄCZENIA SPAJANYCH WYBUCHOWO BIMETALI
 Mariusz Prażmowski 1, Henryk Paul 1,2, Fabian Żok 1,3, Aleksander Gałka 3, Zygmunt Szulc 3 1 Politechnika Opolska, ul. Mikołajczyka 5, Opole. 2 Instytut Metalurgii i Inżynierii Materiałowej PAN, ul. Reymonta
Mariusz Prażmowski 1, Henryk Paul 1,2, Fabian Żok 1,3, Aleksander Gałka 3, Zygmunt Szulc 3 1 Politechnika Opolska, ul. Mikołajczyka 5, Opole. 2 Instytut Metalurgii i Inżynierii Materiałowej PAN, ul. Reymonta
STRUKTURA STOPÓW UKŁADY RÓWNOWAGI FAZOWEJ. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STRUKTURA STOPÓW UKŁADY RÓWNOWAGI FAZOWEJ Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wykresy układów równowagi faz stopowych Ilustrują skład fazowy
STRUKTURA STOPÓW UKŁADY RÓWNOWAGI FAZOWEJ Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wykresy układów równowagi faz stopowych Ilustrują skład fazowy
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
WiseThin+, Wydajne spawanie blach i w pozycjach wymuszonych. WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH
 WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 1(6) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach oraz materiałów
WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 1(6) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach oraz materiałów
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES
 Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 8, Data wydania: 17 września 2009 r. Nazwa i adres organizacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 8, Data wydania: 17 września 2009 r. Nazwa i adres organizacji
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych. Linde Gas
 Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Temat pracy: Charakterystyka materiałów ceramicznych o strukturze typu perowskitu ABO 3 1. Określenie celu pracy. 2. Studia literaturowe w zakresie tematyki pracy. 3. Przedstawienie wybranych zagadnień
Temat pracy: Charakterystyka materiałów ceramicznych o strukturze typu perowskitu ABO 3 1. Określenie celu pracy. 2. Studia literaturowe w zakresie tematyki pracy. 3. Przedstawienie wybranych zagadnień
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 1449
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 1449 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa, ul. Szczotkarska 42 Wydanie nr 6 Data wydania: 31 sierpnia 2018 r. Nazwa i adres ARCELORMITTAL
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 1449 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa, ul. Szczotkarska 42 Wydanie nr 6 Data wydania: 31 sierpnia 2018 r. Nazwa i adres ARCELORMITTAL
PODSTAWY OBLICZEŃ CHEMICZNYCH.. - należy podać schemat obliczeń (skąd się biorą konkretne podstawienia do wzorów?)
") Korozja chemiczna PODSTAWY OBLICZEŃ CHEMICZNYCH.. - należy podać schemat obliczeń (skąd się biorą konkretne podstawienia do wzorów?) 1. Co to jest stężenie molowe? (co reprezentuje jednostka/ metoda obliczania/
Korozja chemiczna PODSTAWY OBLICZEŃ CHEMICZNYCH.. - należy podać schemat obliczeń (skąd się biorą konkretne podstawienia do wzorów?) 1. Co to jest stężenie molowe? (co reprezentuje jednostka/ metoda obliczania/
Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, 2018 Spis treści Przedmowa 11 Przedmowa do wydania drugiego 12 Wykaz podstawowych oznaczeń 13
Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, 2018 Spis treści Przedmowa 11 Przedmowa do wydania drugiego 12 Wykaz podstawowych oznaczeń 13
Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 2016/2017 Przedmiot: Podstawy Nauki o Materiałach II
 Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 201/2017 plan zajęć dla grupy M1 11 (wtorek 8.30-10.00) grupa temat osoba prowadząca sala 1 28.02.2017 Zajęcia organizacyjne dr inż. Paweł Figiel
Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 201/2017 plan zajęć dla grupy M1 11 (wtorek 8.30-10.00) grupa temat osoba prowadząca sala 1 28.02.2017 Zajęcia organizacyjne dr inż. Paweł Figiel
ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ
 Szybkobieżne Pojazdy Gąsienicowe (15) nr 1, 2002 Stanisław JURA Roman BOGUCKI ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ Streszczenie: W części I w oparciu o teorię Bittera określono
Szybkobieżne Pojazdy Gąsienicowe (15) nr 1, 2002 Stanisław JURA Roman BOGUCKI ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ Streszczenie: W części I w oparciu o teorię Bittera określono
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI. Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH
 KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego