INSTRUKCJA OBSŁUGI INWERTEROWEJ PRZECINARKI PLAZMOWEJ. Model: CUT 45
|
|
|
- Stanisław Michalak
- 7 lat temu
- Przeglądów:
Transkrypt
1 INSTRUKCJA OBSŁUGI INWERTEROWEJ PRZECINARKI PLAZMOWEJ Model: CUT 45 Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z UWAGA: Prosimy używać przecinarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć wykwalifikowany personel odpowiedzialny za instalację, konserwację, przeglądy okresowe i naprawę urządzenia. 2. W celu zapewnienia bezpieczeństwa przed pracą z urządzeniem należy dokładnie i z pełnym zrozumieniem zapoznać się z poniższą instrukcją obsługi. 3. Po zapoznaniu się z poniższą instrukcją obsługi należy umieścić ją w miejscu dostępnym dla innych użytkowników urządzenia. 1
2 Spis treści 1. UŻYCIE ZGODNE Z PRZEZNACZENIEM DANE TECHNICZNE ZASADY BEZPIECZNEGO UŻYTKOWANIA OBJAŚNIENIE SYMBOLI BUDOWA I PANEL STEROWANIA ZAWARTOŚĆ ZESTAWU UŻYTKOWANIE Podłączenie do sieci Podłączenie przewodów roboczych Podłączenie sprężonego powietrza Dobór parametrów cięcia Technika ciecia Prawidłowa eksploatacja Uchwyt i części zamienne CZYSZCZENIE I KONSERWACJA PRZECHOWYWANIE I TRANSPORT UTYLIZACJA DEKLARACJA ZGODNOŚCI GWARANCJA
3 UWAGA PRZED KAŻDYM UŻYCIEM SPRAWDŹ CZY USTAWIONE JEST WŁAŚCIWE CIŚNIENIE I PRZEPŁYW POWIETRZA. UWAGA PRZED KAŻDYM UŻYCIEM SPRAWDŹ CZY ELEMENTY PALNIKA DYSZE, ELEKTRODY, TULEJE, ITP. SĄ DOBRANE WŁAŚCIWIE I ZAMONTOWANE POPRAWNIE. 3
4 1. UŻYCIE ZGODNE Z PRZEZNACZENIEM Urządzenie MAGNUM CUT 45 przeznaczone jest do ręcznego lub maszynowego cięcia plazmą powietrzną, elementów przewodzących prąd elektryczny, wykonanych ze stali węglowych i stopowych, aluminium i jego stopów, mosiądzu, miedzi, a także żeliwa. Specjalne wyposażenie palnika umożliwia cięcie w miejscach trudnodostępnych i we wszystkich możliwych pozycjach. Urządzenie może być zastosowane w procesach produkcyjnych, do prac warsztatowych, remontowych, a także cięcia złomu. Przecinarka wyposażona jest w przeciążeniowe zabezpieczenie termiczne, przewód masowy, zespół przygotowania powietrza, kabel zasilający. Zaletą tej przecinarki jest mała masa i gabaryty, oraz płynna regulacja prądu cięcia zapewniająca wysoką jakość cięcia materiału. Urządzenie CUT 45 zostało zbudowane w oparciu o najnowszą technologie wykorzystującą tranzystory IGBT, co przekłada się na zmniejszenie zakłóceń elektromagnetycznych, małe straty mocy, zwiększenie wydajności i niezawodności źródła prądu, oraz mniejsze zużycie energii. Producent nie ponosi odpowiedzialności za szkody powstałe na skutek użytkowania niezgodnego z przeznaczeniem. 2. DANE TECHNICZNE MODEL CUT 45 Zasilanie Pobór mocy max. Wymagane zabezpieczenie Prąd cięcia Napięcie biegu jałowego Uo Przybliżona grubość cięcia dla stali konstrukcyjnej Wymagane ciśnienie powietrza Pobór powietrza AC 230 [V], 50 [Hz] 5,5 [kva] 20 [A] [A] 330 [V] Rozdzielające max. 12 [mm] Jakościowe max. 6 [mm] 5 [bar] 115 [l/min] Sprawność 60 % Klasa ochrony obudowy Waga IP21S 13 [kg] 4
5 3. ZASADY BEZPIECZNEGO UŻYTKOWANIA Należy przeczytać wszystkie przepisy bezpieczeństwa i wszystkie instrukcje. Niestosowanie się do przepisów BHP i instrukcji może spowodować porażenie prądem, pożar i/lub ciężkie obrażenia ciała. Należy zachować wszystkie przepisy bezpieczeństwa i instrukcje w celu użycia w przyszłości. Nie można dopuszczać dzieci w pobliże miejsca pracy urządzenia. Osoby z wszczepionym rozrusznikiem serca nim podejmą pracę z urządzeniem, powinny skonsultować się ze swoim lekarzem. Obsługa serwisowa i naprawy urządzenia mogą być prowadzone przez wykwalifikowany personel z zachowaniem warunków bezpieczeństwa pracy obowiązujących dla urządzeń elektrycznych. Przeróbki we własnym zakresie mogą spowodować zmianę cech użytkowych urządzenia lub pogorszenie parametrów spawalniczych. Wszelkie przeróbki urządzenia, we własnym zakresie, powodują nie tylko utratę gwarancji, ale mogą być przyczyną pogorszenia się warunków bezpieczeństwa użytkowania i narażenia użytkownika na niebezpieczeństwo porażenia prądem. Niewłaściwe warunki pracy oraz niewłaściwa obsługa mogą spowodować uszkodzenie urządzenia i utratę gwarancji. INSTRUKCJA BHP przy spawaniu elektrycznym 3.1. Uwagi ogólne. a) Do pracy należy przystąpić wypoczętym, trzeźwym, ubranym w odzież roboczą wykonaną z tkaniny trudnopalnej względnie ze skóry, włosy przykryć beretem lub czapką, na nogach mieć buty ze spodniami trudno zapalnymi, na rękach rękawice spawalnicze oraz ochrony osobiste - fartuch skórzany, maska spawalnicza, okulary ochronne, indywidualny sprzęt ochrony dróg oddechowych. b) Prace związane z instalowaniem, demontażem, naprawami i przeglądami elektrycznych urządzeń spawalniczych powinni wykonywać pracownicy mający odpowiednie uprawnienia. c) Połączenie kilku spawalniczych źródeł energii nie powinno powodować przekroczenia, w stanie bez obciążenia, dopuszczalnego napięcia między obwodami wyjściowymi połączonych źródeł energii. d) Obwód prądu spawania nie powinien być uziemiony, z wyjątkiem przypadków, gdy przedmioty spawane są połączone z ziemią. e) Przewody spawalnicze łączące przedmiot spawany ze źródłem energii powinny być połączone bezpośrednio z tym przedmiotem lub oprzyrządowaniem, jak najbliżej miejsca spawania Podstawowe czynności przed rozpoczęciem pracy. Spawacz powinien: a) zapoznać się z dokumentacją wykonawczą i zakresem prac, b) zaplanować kolejność wykonywania poszczególnych prac, c) przygotować odpowiednio materiał, 5
6 d) przygotować odpowiednią ochronę twarzy i oczu, e) sprawdzić stan połączeń instalacji spawalniczej oraz uchwytu roboczego, f) sprawdzić, czy wykonanie cięcia nie zagraża otoczeniu (działanie promieniowania łuku, możliwość zapalenia elementów łatwo zapalnych), g) sprawdzić, czy w przypadku cięcia może nastąpić zapalenie, 3.3. Czynności podczas cięcia. a) Zabezpieczyć stanowisko pracy, o ile nie ma stałych, ruchomymi ekranami przeciwodblaskowymi i przeciwodpryskowymi. b) Używać do ciecia przewodów elektrycznych i uchwytu roboczego tylko w dobrym stanie technicznym (nieuszkodzona izolacja). c) Stosować tylko właściwe grubości elektrod i dysz. d) Mocować i ustawiać rzetelnie i solidnie cięty przedmiot i tak, aby nie uległ on uszkodzeniu. e) Ustawić detale do cięcia w taki sposób, aby uniemożliwić ich przesuniecie lub przewrócenie się. f) Przy cięciu wewnątrz kotłów, zbiorników lub w ciasnych pomieszczeniach niezależnie od stosowanej wentylacji, używać ochron dróg oddechowych. g) Przy pracy wewnątrz zbiorników, kotłów i innych metalowych pomieszczeń, stosować oświetlenie elektryczne na napięcie 24V. h) Upewnić się, czy element obrabiany nie grozi upadkiem lub odsunięciem się niebezpiecznym dla spawacza. i) Przy pracy na rusztowaniach sprawdzić stan ich sprawności. j) Ochronić drogi oddechowe, oczy, twarz i ręce przed poparzeniem i naświetleniem poprzez stosowanie odpowiednich ochron osobistych. k) Włączyć indywidualny wyciąg powietrza, jeżeli taki jest założony, aby wyziewy gazowe były usuwane ze stanowiska. l) Używać tylko właściwych, nie uszkodzonych i nie zaoliwionych narzędzi i pomocy warsztatowych Czynności zabronione. Spawaczowi zabrania się: a) Chwytania gorącego metalu przygotowanego do cięcia lub po cięciu. b) Samodzielnie naprawiać uszkodzone przewody elektryczne (instalację elektryczną). c) W czasie przerw w pracy trzymać pod pachą uchwyt roboczy lub masowy. d) Odsuwania maski spawalniczej zbyt daleko od twarzy, odkładania jej przed zgaśnięciem łuku, a także zapalenie łuku bez zabezpieczenia twarzy. e) Spawania bez prawidłowego uziemienia elementu spawanego. f) Stosować prowizoryczne połączenie urządzeń spawalniczych. g) Powodować, aby podłoga na stanowisku roboczym była mokra, śliska, nierówna, zanieczyszczona śmieciami, zatarasowana Podstawowe czynności po zakończeniu pracy. Spawacz powinien: a) Wyłączyć urządzenie spod napięcia. b) Sprawdzić, czy podczas pracy na stanowisku lub obok stanowiska nie został zaprószony ogień. c) Uporządkować stanowisko pracy. d) Uporządkować sprzęt spawalniczy. 6
 Podczas wykonywania prac spawalniczych wewnątrz zbiorników, kotłów lub innych pomieszczeń zamkniętych (do 15m3), spawacz powinien być ubezpieczony przez inną osobę, przebywającą na zewnątrz.")



, które ulegają rozkładowi podczas spawania")

7 3.6. Uwagi końcowe. a) Podczas wykonywania prac spawalniczych wewnątrz zbiorników, kotłów lub innych pomieszczeń zamkniętych (do 15m3), spawacz powinien być ubezpieczony przez inną osobę, przebywającą na zewnątrz. PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego ani podłączonego materiału spawalniczego, gdy urządzenie jest włączone do sieci. Wszystkie elementy tworzące obwód prądu spawania mogą powodować porażenie elektryczne, dlatego powinno unikać się dotykania ich gołą ręką ani przez wilgotne lub uszkodzone ubranie ochronne. Nie wolno pracować na mokrym podłożu, ani korzystać z uszkodzonych przewodów spawalniczych. UWAGA: Zdejmowanie osłon zewnętrznych w czasie, kiedy urządzenie jest podłączone do sieci, jak również użytkowanie urządzenia ze zdjętymi osłonami jest zabronione! Kable spawalnicze, przewód masowy, zacisk uziemiający i urządzenie spawalnicze powinny być utrzymywane w dobrym stanie technicznym, zapewniającym bezpieczeństwo pracy. OPARY I GAZY MOGĄ BYĆ NIEBEZPIECZNE: W procesie spawania wytwarzane są szkodliwe opary i gazy niebezpieczne dla zdrowia. Stanowisko pracy powinno być odpowiednio wentylowane i wyposażone w wyciąg wentylacyjny. Nie spawać w zamkniętych pomieszczeniach. Należy unikać wdychania oparów i gazów. Powierzchnie elementów przeznaczonych do spawania powinny być wolne od zanieczyszczeń chemicznych, takich jak substancje odtłuszczające (rozpuszczalniki), które ulegają rozkładowi podczas spawania wytwarzając toksyczne gazy. PROMIENIE ŁUKU MOGĄ POPARZYĆ: Niedozwolone jest bezpośrednie patrzenie nieosłoniętymi oczami na łuk spawalniczy. Zawsze stosować maskę lub przyłbice ochroną z odpowiednim filtrem. Osoby postronne, znajdujące się w pobliżu, chronić przy pomocy niepalnych, pochłaniających promieniowanie ekranami. Chronić nieosłonięte części ciała odpowiednią odzieżą ochronną wykonaną z niepalnego materiału. POLE ELEKTROMAGNETYCZNE MOŻE BYĆ NIEBEZPIECZNE: Prąd elektryczny płynący przez przewody spawalnicze, wytwarza wokół niego pole elektromagnetyczne. Pole elektromagnetyczne może zakłócać pracę rozruszników serca. Przewody spawalnicze powinny być ułożone równolegle, jak najbliżej siebie. ISKRY MOGĄ SPOWODOWAĆ POŻAR: Iskry powstające podczas spawania mogą powodować pożar, wybuch i oparzenia nieosłoniętej skóry. Podczas spawania należy mieć na sobie rękawice spawalnicze i ubranie ochronne. Usuwać lub zabezpieczać wszelkie łatwopalne materiały i substancje z miejsca pracy. Nie wolno spawać zamkniętych pojemników lub zbiorników, w których znajdowały się łatwopalne ciecze. Pojemniki lub zbiorniki takie winny być przepłukane przed spawaniem w celu usunięcia łatwopalnych cieczy. Nie spawać w pobliżu łatwopalnych gazów, oparów lub cieczy. Sprzęt przeciwpożarowy (koce gaśnicze i gaśnice proszkowe lub śniegowe) powinien być usytuowany w pobliżu stanowiska pracy w widocznym i łatwo dostępnym miejscu. ZASILANIE ELEKTRYCZNE: Odłączyć zasilanie sieciowe przed przystąpieniem do jakichkolwiek prac, napraw przy urządzeniu. Regularnie sprawdzać przewody spawalnicze. Jeżeli zostaną zauważone jakiekolwiek uszkodzenie przewodu czy izolacji, bezzwłocznie powinny być wymienione. Przewody spawalnicze nie mogą być przygniatane, dotykać ostrych krawędzi ani gorących przedmiotów. BUTLA MOŻE WYBUCHNĄC: Stosować tylko atestowane butle i poprawnie działającym reduktorem. Butla powinna być transportowana i stać w pozycji pionowej. Chronić butle przed działaniem gorących źródeł ciepła, przewróceniem i uszkodzeniami mechanicznymi. Utrzymywać w dobrym stanie wszystkie elementy instalacji gazowej: butla, wąż, złączki, reduktor. SPAWANE MATERIAŁY MOGĄ POPARZYĆ: Nigdy nie dotykać spawanych elementów niezabezpieczonymi częściami ciała. Podczas dotykania i przemieszczania spawanego materiału, należy zawsze stosować rękawice spawalnicze i szczypce. 7

8 4. OBJAŚNIENIE SYMBOLI Aby ograniczyć możliwość skaleczenia, użytkownik musi najpierw przeczytać całą instrukcję. Ogólny znak ostrzegawczy, zwraca uwagę każdego użytkownika na ogólne niebezpieczeństwa. Występuje w połączeniu z innymi wskazówkami ostrzegawczymi lub innymi symbolami, których nieprzestrzeganie może doprowadzić do obrażeń ciała lub uszkodzenia urządzenia. z Produkt zgodny z wymaganiami dyrektyw Unii Europejskiej. Utylizacja urządzeń elektrycznych i elektronicznych patrz punkt UTYLIZACJA w niniejszej instrukcji. Stosować tarczę lub przyłbicę spawalniczą. Stosować spawalnicze rękawice ochronne. Stosować spawalnicze obówie ochronne. Stosować spawalniczą dzież ochronną. Ryzyko porażenia prądem elektrycznym. 8
. 6. Wskaźnik ciśnienia. 7. Pokrętło regulacji prądu ciecia. 8. Gniazdo przewodu masowego. 9. Gniazdo przewodu roboczego (euro gniazdo).")
9 5. BUDOWA I PANEL STEROWANIA 1. Sygnalizacja zasilania. 2. Sygnalizacja przegrzania / awarii. 3. Sygnalizacja pracy. 4. Przełącznik trybu: dwutakt lub czterotakt. 5. Przełącznik: test wypływu gazu lub ciecie (normalna praca). 6. Wskaźnik ciśnienia. 7. Pokrętło regulacji prądu ciecia. 8. Gniazdo przewodu masowego. 9. Gniazdo przewodu roboczego (euro gniazdo). Pod rękojeścią urządzenia umieszczone jest pokrętło wbudowanego filtro-reduktora służące do regulacji ciśnienia na wylocie z uchwytu plazmowego. Z kolei z tyłu urządzenia znajduje się króciec wlotowy do podłączenia przewodu doprowadzającego powietrze, wyłącznik główny oraz wyjście kabla zasilającego. 9
. Niebezpieczeństwo uduszenia! 10")
10 6. ZAWARTOŚĆ ZESTAWU Poniższe elementy powinny znajdować się w zestawie: Przecinarka plazmowa Przewód roboczy S45 Przewód z zaciskiem masowym x 1 szt. x 1 szt. x 1 szt. Uwaga! Dla bezpieczeństwa dzieci nie należy zostawiać swobodnie dostępnych części opakowania (torby plastikowe, kartony, styropian itp.). Niebezpieczeństwo uduszenia! 10

11 7. UŻYTKOWANIE 7.1 Podłączenie do sieci Przed załączeniem tego urządzenia do sieci zasilającej należy sprawdzić wielkość napięcia, ilość faz i częstotliwość. Parametry napięcia zasilającego podane są w rozdziale z danymi technicznymi tej instrukcji i na tabliczce znamionowej urządzenia. Skontrolować połączenia przewodów uziemiających urządzenia z siecią zasilającą. Upewnić się czy sieć zasilająca może zapewnić pokrycie zapotrzebowanie mocy wejściowej dla tego urządzenia w warunkach jego normalnej pracy. Wielkość bezpiecznika i parametry przewodu zasilającego podane są w danych technicznych tej instrukcji. Sieć zasilająca powinna charakteryzować się stabilnym napięciem. Przekrój przewodów zasilających powinien być nie mniejszy niż 2,5 mm. Urządzenia nieposiadające wtyczek zasilających podłączyć wg. niżej zamieszczonych wskazówek. Podłączenie i wymiany przewodu zasilania oraz wtyczki powinien dokonać wykwalifikowany elektryk. Przewód w izolacji o kolorze żółto-zielonej stanowi uziemienie i powinien być zawsze podłączany do gniazda oznaczonego symbolem uziomu, bez względu czy mamy do czynienia z zasilaniem na 230 [V] czy 400 [V]. Symbol uziomu. 11


12 7.2 Podłączenie przewodów roboczych. 1. Przed podłączeniem urządzenia do sieci zasilającej, należy upewnić się czy wyłącznik główny jest w pozycji wyłączonej. 2. Sprawdzić czy urządzenie i instalacja jest uziemiona i zerowana, a przewód masowy zakończony zaciskiem kleszczowym lub śrubowym. 3. Wtyk przewodu masowego podłączyć do gniazda znajdującego się na przednim panelu urządzenia wsunąć i przekręcić w prawo do momentu zablokowania. 4. Wtyk uchwytu palnika plazmowego podłączyć w gniazdo znajdujące się na przednim panelu urządzenia. Wsunąć w gniazdo zgodnie z wypustem, kręcąc w prawo, dokręcić ręką z czuciem do oporu. 7.3 Podłączenie sprężonego powietrza Do pracy tego urządzenia niezbędne jest zapewnienie dostaw czystego, suchego powietrza. Medium powinno być wolne od obecności oleju, wody i innych zanieczyszczeń. Urządzenie wyposażone jest w podstawowy filtr. W celu zapewnienia wysokiej czystości powietrza zaleca się stosować dodatkowy filtr przeciwolejowy i osuszacz. Źródło gazu powinno zapewniać ciśnienie 5 bar i przepływ na poziomie 115 l/min. Nie dotrzymanie tych warunków może spowodować uszkodzenie palnika. 1. Połączyć urządzenie ze źródłem sprężonego powietrza zwracając uwagę na wymagane wartości ciśnienia i przepływu. 2. Pokrętłem regulatora ciśnienia nastawić wstępnie wartość ciśnienia sprężonego powietrza zasilającego urządzenie, obserwując wskazanie manometru. 3. Na panelu sterowania przełącznik 5 ustawić w położeniu Gaz test i włączyć przecinarkę. Przez uchwyt plazmowy popłynie powietrze bez inicjacji łuku. Kręcąc regulatorem ciśnienia nastawić prawidłowy wypływ gazu wykorzystując w tym celu miernik przepływu. 12
13 7.4 Dobór parametrów cięcia. Podstawowe parametry cięcia plazmowego to: natężenie prądu ciecia [A]. napięcie łuku [V]. prędkość cięcia [m/min]. ciśnienie [bar], oraz natężenie przepływu gazu plazmowego [l/min]. rodzaj i konstrukcja elektrody. średnica dyszy zawężającej w [mm]. położenie palnika względem ciętego przedmiotu. Przy ręcznym cięciu plazmowym operator reguluje jedynie prędkość cięcia i odległość dyszy od ciętego przedmiotu, a pozostałe parametry są stałe, utrzymywane układem sterującym urządzenia na nastawionym przez operatora poziomie. Dzięki dużej energii cieplnej łuku plazmowego, proces cięcia może być prowadzony w stosunkowo szerokim zakresie prędkości cięcia. Prędkość cięcia decyduje o jakości cięcia, zwłaszcza w przypadku cięcia ręcznego. Gdy zwiększa się prędkość cięcia, spada jakość cięcia, maleje szerokość szczeliny cięcia, pojawia się trudny do usunięcia nawis metalu przy dolnej krawędzi i ostatecznie brak przecięcia. Zbyt mała prędkość cięcia prowadzi do zwiększenia szerokości szczeliny cięcia i zaokrąglenia górnej krawędzi oraz większą szerokość u góry niż u dołu szczeliny, jak i pojawienia się nawisu metalu i żużla przy dolnej krawędzi. Prędkość wypływu strumienia plazmy z palnika oraz jego temperatura zależne są od natężenia prądu, średnicy i kształtu dyszy zawężającej, odległości palnika od ciętego przedmiotu, od ciśnienia gazu. 7.5 Technika ciecia Proces cięcia plazmowego polega na stapianiu i wyrzucaniu metalu ze szczeliny cięcia silnie skoncentrowanym plazmowym łukiem elektrycznym, jarzącym się między elektrodą nietopliwą a ciętym przedmiotem. Plazmowy łuk elektryczny jest silnie zjonizowanym gazem o dużej energii kinetycznej, przemieszczającym się z dyszy plazmowej, zawężającej się w kierunku szczeliny cięcia, z prędkością bliską prędkości dźwięku. Temperatura strumienia plazmy mieści się w granicach K i jest zależna od natężenia prądu, stopnia zwężenia łuku oraz rodzaju i składu gazu plazmowego. Do cięcia plazmowego jest stosowany wyłącznie prąd stały z biegunowością ujemną. Do cięcia metali są stosowane wyłącznie palniki plazmowe o łuku zależnym. Zajarzenie łuku w palnikach o łuku zależnym odbywa się za pomocą impulsu prądu o wysokim napięciu lub prądem wysokiej częstotliwości (HF). Możliwe jest cięcie wszystkich materiałów konstrukcyjnych przewodzących prąd elektryczny. Proces cięcia plazmowego jest stosowany do cięcia ręcznego, zmechanizowanego i zrobotyzowanego stali i metali nieżelaznych, z dużymi prędkościami we wszystkich pozycjach. Wadą procesu jest bardzo wysoki poziom hałasu, zagrożenie pożarem, silne promieniowanie świetlne łuku, duża ilość gazów i dymów. 13
, lub utrzymując go w odległości około 4 ~ 5 mm tj. ustalonej przez sprężynę dystansową, lub nasadkę kątową założoną na dyszę izolacyjną uchwytu (dotyczy wszystkich grubości materiałów).")
14 W zależności od grubości ciętego materiału zbliżyć uchwyt do ciętego elementu na odległość minimalną jednak bez jego dotykania, (dotyczy materiału o grubości do 1.5 mm), lub utrzymując go w odległości około 4 ~ 5 mm tj. ustalonej przez sprężynę dystansową, lub nasadkę kątową założoną na dyszę izolacyjną uchwytu (dotyczy wszystkich grubości materiałów). Włączyć przycisk na uchwycie. Nastąpi zajarzenie łuku pilotującego między elektrodą a dyszą uchwytu, przy jednoczesnym otwarciu zaworu powietrznego. Spowoduje to wydmuchanie na zewnątrz dyszy łuku pilotującego, a następnie zajarzenie łuku głównego i tym samym rozpocznie się proces cięcia, który będzie trwał do momentu zwolnienia przycisku na uchwycie. W celu uniknięcia zakłóceń jarzenia się łuku w trakcie cięcia, przesuwanie uchwytu względem materiału powinno być równomierne, a dysza uchwytu powinna być ułożona pod kątem do elementu ciętego, w stałej odległości od niego. W przypadku przerwania jarzenia się łuku w trakcie cięcia (spowodowanego otworem w elemencie ciętym, zbyt wolną prędkością cięcia itp.) nastąpi ponowne automatyczne zajarzenie łuku pilotującego. Prawidłową ocenę prędkości cięcia wydaje się na podstawie obserwacji strumienia wydmuchiwanego materiału i oceny kąta, przy którym cięty materiał wyrzucany jest po stronie jego dolnej krawędzi, a także na podstawie oględzin ciętej powierzchni po wykonaniu testu cięcia. Najlepsze rezultaty cięcia otrzymuje się stosując najwyższe dopuszczalne prędkości. Rozpoczęcie procesu cięcia wymaga wprawy i ostrożności, szczególnie przy cięciu cienkich blach stalowych oraz aluminiowych. W takich przypadkach cięcie powinno zaczynać się wolno, aby prawidłowo spenetrować materiał. Szybkość cięcia można zwiększyć, po przeniknięciu łuku przez dolną krawędź ciętego materiału. Podczas normalnej pracy dystans uchwytu (odległość pomiędzy wierzchołkiem dyszy, a blachą) zapewnia sprężyna dystansowa lub nasadka kątowa. Uchwyt (dysza) może mieć bezpośredni kontakt z materiałem w czasie cięcia tylko dla pierwszego z wyżej opisanych przypadków zajarzenia tj. dla grubości elementu ciętego do 1,5 mm. Należy jednak zwrócić uwagę na fakt, że cięcie materiału w ten sposób wymaga większej wprawy manualnej operatora, gdyż inicjacja 14
15 cięcia z minimalnej odległości od materiału ciętego, stwarza niebezpieczeństwo odprysku materiału, przyklejenia się do dyszy i w konsekwencji możliwość jej uszkodzenia. prędkość optymalna za szybko prędkość maksymalna za wolno W przypadku, gdy prędkość cięcia jest za duża, strumień nie jest w stanie dostatecznie stopić metalu i wyrzucić go na zewnątrz elementu ciętego, co może spowodować skierowanie się części stopionego metalu ku dyszy, a co za tym idzie doprowadzić do poważnej awarii uchwytu podczas kontynuacji cięcia w takich warunkach. Dla stali stopowej należy przyjąć wartość prędkości cięcia mniejszą o około 5%, a dla aluminium większą o około 20%. Podane zależności wykazują rozrzut prędkości cięcia dla jednej wartości grubości materiału uwzględniając tym samym zależność prędkości cięcia od warunków pracy. Prędkość cięcia materiału zależy od wielu czynników: - grubości i typu materiału ciętego, - nastawy wartości prądu cięcia, - kształtu geometrycznego linii cięcia (prosta lub krzywa). Nie zaleca się włączania łuku pilotującego, bez zamiaru cięcia, gdyż powoduje to niepotrzebne zużywanie się elementów uchwytu tj. elektrody i dyszy. 15
16 W przypadku rozbłysków łuku lub gdy jego płomień będzie zielony, albo łuk będzie emitował jakikolwiek nienormalny odgłos, należy urządzenie natychmiast wyłączyć i sprawdzić stan części zużywających się. Kontynuowanie cięcia w nienormalnych warunkach może doprowadzić do uszkodzenia lub zniszczenia uchwytu. Wycinanie otworów. Wskazane jest rozpoczynać cięcie od krawędzi płyty lub otworu. W przypadku wycinania otworów zalecane jest wykonanie (wywiercenie) otworu, od krawędzi którego rozpoczyna się wycinanie właściwego otworu. Wykonywanie otworów bez takiego zabiegu jest możliwe, ale powoduje wyrzucanie materiału w górę, co może być niebezpieczne i niesie ze sobą ryzyko uszkodzenia dyszy, sprężyny dystansowej, a w konsekwencji całego uchwytu. W przypadku konieczności wykonania otworów, zaleca się zaczynać je, trzymając uchwyt pod kątem, a następnie stopniowo prostować go do pozycji pionowej, aż do momentu przebicia się przez materiał. Wówczas można wykonać otwór o zamierzonym kształcie źle dobrze 16

17 Cięcie można przerwać poprzez zwolnienie przycisku na uchwycie, co spowoduje natychmiastowe zgaśniecie łuku, a po około 1 min wyłączenie przepływu sprężonego powietrza. Opóźnienie w wyłączeniu przepływu sprężonego powietrza przez uchwyt jest spowodowane koniecznością schłodzenia rozgrzanych elementów uchwytu. Zabrania się wyłączenia urządzenia przez przełączenie wyłącznika w pozycję zero, przed samoczynnym zamknięciem się zaworu powietrznego, po zakończeniu procesu cięcia. Najczęstszą przyczyną ograniczającą trwałość części zużywających się są uszkodzenia eksploatacyjne. Jedną z częstych przyczyn powodujących uszkodzenie eksploatacyjne jest wtargnięcie ciętego materiału do otworu dyszy - szczególnie podczas wykonywania otworów, lub zatkania dyszy kawałkiem obrabianego materiału. Zaleca się utrzymywać stałą odległość od obrabianego materiału, pracować z maksymalną prędkością, na którą zezwala urządzenie. Najlepsze rezultaty uzyskuje się na materiałach z małym stopniem ryzyka odbicia ciętego materiału, takich jak czysta stal miękka, cienkie arkusze, itp. 7.6 Prawidłowa eksploatacja Elementy eksploatacyjne uchwytu takie jak dysze, elektrody, dystanse, osłony itp. zużywają się i nie podlegają gwarancji!!! Podczas wymiany zużytych części należy zwrócić szczególną uwagę na właściwy montaż poszczególnych części zły montaż, lub przy wykorzystaniu niewłaściwych części powoduje zniszczenie uchwytu!!!! Również dostarczanie złej jakości powietrza (powietrze powinno być suche i pozbawione oleju) skutkuje obniżeniem żywotności uchwytu i części zużywających się. Przed rozpoczęciem cięcia należy sprawdzić czy wszystkie elementy są dobrane prawidłowo i prawidłowo zamontowane w uchwycie. Rozmiar dyszy powinien być dobrany do zamierzonego prądu i grubości materiału. Elektrodę należy wymienić, jeżeli krater osiągnął wymiar 1.5 do 2 mm. Cięcie zużytą elektrodą nie daje spodziewanej jakości i może być przyczyną uszkodzenia uchwytu. Widok przekroju zużytej elektrody 17
18 Dyszę należy wymienić, jeżeli otwór jest powiększony lub owalny. W przypadku zużytej dyszy cięcie staje się jakościowo gorsze i wolniejsze. NAJCZĘSTRZE BŁĘDY. - niewłaściwe ciśnienie, ustawienie niewłaściwego ciśnienia zbyt wysokiego lub zbyt niskiego spowoduje, że cięcie będzie utrudnione lub niemożliwe, przecinarka może sygnalizować awarię. Może dojść do uszkodzenia uchwytu roboczego. - odwrotny montaż dyfuzora, dyfuzor to mały brązowy pierścień z dziurkami, który na pozór wygląda z obu stron identycznie, a którego założenie odwrotne jest częstą przyczyną awarii. - wkręcanie elektrody kombinerkami, następuje wówczas powstanie zadziorów na elektrodzie, często jej skrzywienie i w efekcie zaburzenia w wypływie plazmy, przebicia itp. - niewłaściwy montaż przy wymianie jakichkolwiek części należy zwrócić szczególną uwagę czy są one przeznaczone do danego modelu i czy zakładane są we właściwej kolejności. - cięcie zużytą elektrodą, dyszą, cięcie zużytą elektrodą nie daje spodziewanej jakości, w przypadku zużytej dyszy cięcie staje się jakościowo gorsze i wolniejsze. W obydwu przypadkach może dojść do uszkodzenia uchwytu i urządzenia. - rozwiercanie dyszy, szlifowanie- próby regeneracji, jakiekolwiek próby regeneracji dysz, elektrod są zabronione, a ich próby skutkują uszkodzeniem uchwytu i urządzenia. - nie stosowanie elementów przygotowania powietrza (brudne, mokre powietrze), złej jakości powietrze przyczynia się do szybkiego zużycia uchwytu, oraz może być przyczyną uszkodzenia urządzenia. - podłączenie złego medium tnącego (np. tlen zamiast powietrza), Podłączenie do urządzenia jakiegokolwiek gazu palnego, propanu, acetylenu, tlenu jest wyjątkowo niebezpieczne i grozi, oprócz zniszczenia urządzenia, utratą zdrowia, a nawet życia. 18
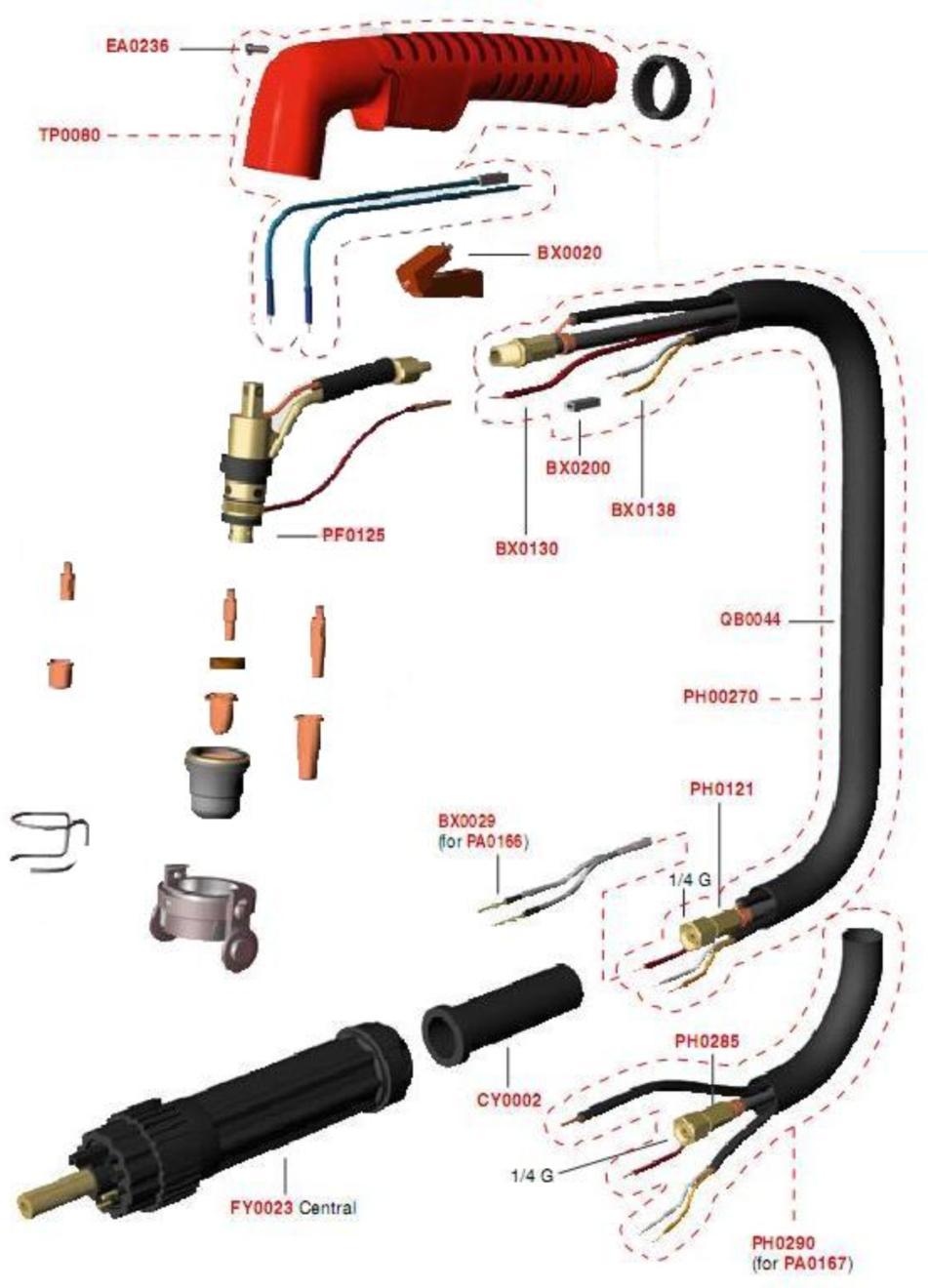
19 7.7. Uchwyt i części zamienne 19
20 20

21 8. CZYSZCZENIE I KONSERWACJA Stopień ochrony tego urządzenia to IP21S, więc nie wolno użytkować urządzenia na deszczu, ani narażać go na działanie wilgoci. UWAGA: Urządzenie oparte na podzespołach elektronicznych. Szlifowanie i cięcie metali w pobliżu przecinarki może powodować zanieczyszczenie opiłkami wnętrza urządzenia, doprowadzając tym samym do jego uszkodzenia. Wyżej wymienione uszkodzenie nie podlega naprawie gwarancyjnej! W przypadku konieczności pracy w takim środowisku należy dokonywać czyszczenia urządzenia przez przedmuchanie jej wnętrza sprężonym powietrzem. Aby przedłużyć żywotność i niezawodną pracę urządzenia, należy przestrzegać kilku zasad: 1. Urządzenie powinno być umieszczone w dobrze wentylowanym pomieszczeniu, gdzie występuje swobodna cyrkulacja powietrza. 2. Nie umieszczać urządzenia na mokrym podłożu. 3. Używać drutu o średnicy i ciężarze szpuli zgodnej z umieszczoną na tabelce. 4. Butlę z gazem ochronnym ustawić na półce znajdującej się z tyłu półautomatu i zabezpieczyć przy pomocy łańcucha przed możliwością przewrócenia. 5. Sprawdzić stan techniczny urządzenia oraz przewodów spawalniczych. 6. Usunąć wszelkie łatwopalne materiały z obszaru spawania. 7. Do spawania używać odpowiedniej odzieży ochronnej: rękawice, fartuch, buty robocze, maskę lub przyłbicę. Planując konserwację urządzenia należy brać pod uwagę intensywność i warunki eksploatacji. Prawidłowe korzystanie z urządzenia i regularna jego konserwacja pozwolą uniknąć zbędnych zakłóceń i przerw w pracy. 21

22 Codziennie: Oczyścić uchwyty z odprysków, smarować środkami przeciw rozpryskowymi. Sprawdzić, czy kable są dokładnie podłączone. Sprawdzić stan przewodów. Wymienić uszkodzone przewody. Upewnić się, że wokół urządzenia zapewniony jest swobodny przepływ powietrza. Wymienić lub naprawić uszkodzone lub zużyte części. Co miesiąc? Sprawdzić stan połączeń elektrycznych wewnątrz źródła. Utlenione powierzchnie należy oczyścić, a poluzowane części dokręcić. Oczyścić wnętrze urządzenia za pomocą sprężonego powietrza. 9. PRZECHOWYWANIE I TRANSPORT Zaleca się przechowywać wyczyszczone urządzenie w oryginalnym opakowaniu. Zawsze przechowuj urządzenia w suchym, wentylowanym miejscu, niedostępnym dla dzieci i osób postronnych. Chroń urządzenie przed wibracjami i wstrząsami podczas transportu. 10. UTYLIZACJA Materiały z opakowania nadają się do wykorzystania, jako surowiec wtórny. Utylizacji opakowania należy dokonać zgodnie z przepisami lokalnymi. Materiały z opakowania należy zabezpieczyć przed dziećmi, gdyż stanowią one potencjalne źródło zagrożenia. Właściwa utylizacja urządzenia: 1. Zgodnie z dyrektywą WEEE 2012/19/WE symbolem przekreślonego kołowego kontenera na śmieci (jak poniżej) oznacza się wszelkie urządzenia elektryczne i elektroniczne podlegające selektywnej zbiórce. 2. Po zakończeniu okresu użytkowania nie wolno usuwać niniejszego produktu poprzez normalne odpady komunalne, lecz należy go oddać do punktu zbiórki i recyklingu urządzeń elektrycznych i elektronicznych. Informuje o tym symbol kołowego kontenera, umieszczony na produkcie, instrukcji obsługi lub opakowaniu. 22
23 3. Zastosowane w urządzeniu tworzywa nadają się do powtórnego użycia zgodnie z ich oznaczeniem. Dzięki powtórnemu użyciu, wykorzystaniu materiałów lub innym formom wykorzystania zużytych urządzeń wnoszą Państwo istotny wkład w ochronę naszego środowiska. 4. Informacji o właściwym punkcie usuwania zużytych urządzeń elektrycznych udzieli państwu administracja gminna lub sprzedawca urządzenia. 11. DEKLARACJA ZGODNOŚCI Wyrób jest zgodny z normami Uni Europejskiej z 12. GWARANCJA. Importer/producent urządzenia zapewnia pełny serwis gwarancyjny jak i pogwarancyjny. Do każdego urządzenia wydawana jest oddzielna, indywidualna karta gwarancyjna. Wszystkie zapisy na temat zakresu gwarancji, zasad jej udzielania i innych wymogów są podane na karcie gwarancyjnej wydawanej wraz z urządzeniem. Serwis gwarancyjny i pogwarancyjny: Firma Spaw Serwis Kraków Ul. Kosiarzy 3 Tel.: Formularz zgłoszenia naprawy zakładka serwis. Importer/producent: Firma Spaw Kraków Ul. Kosiarzy 3 23
INSTRUKCJA OBSŁUGI. Przypawarka do trzpieni RSW8-2500
 INSTRUKCJA OBSŁUGI Przypawarka do trzpieni RSW8-2500 UWAGA PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału
INSTRUKCJA OBSŁUGI Przypawarka do trzpieni RSW8-2500 UWAGA PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału
VIPER 140B VIPER 170 VIPER 205
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 140B VIPER 170 VIPER 205-1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 140B VIPER 170 VIPER 205-1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 30/40/60/100/120
 INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 30/40/60/100/120 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 3 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie do sieci 5 Zakładanie palnika plazmowego
INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 30/40/60/100/120 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 3 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie do sieci 5 Zakładanie palnika plazmowego
INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 25/30/40
 INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 25/30/40 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 3 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie do sieci 5 Zakładanie palnika plazmowego
INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 25/30/40 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 3 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie do sieci 5 Zakładanie palnika plazmowego
Model: SNAKE 160 SNAKE 200 GDMS SNAKE 230 Profi Soft
 INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI MMA Model: SNAKE 160 SNAKE 200 GDMS SNAKE 230 Profi Soft Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna.
INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI MMA Model: SNAKE 160 SNAKE 200 GDMS SNAKE 230 Profi Soft Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna.
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: POWER VIP 3000 UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: POWER VIP 3000 UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
Spawarka MMA, model: SNAKE 160P SNAKE 200P
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 160P SNAKE 200P Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Tłumaczenie instrukcji oryginalnej.
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 160P SNAKE 200P Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Tłumaczenie instrukcji oryginalnej.
INSTRUKCJA OBSŁUGI INWERTEROWYCH PRZECINAREK PLAZMOWYCH
 INSTRUKCJA OBSŁUGI INWERTEROWYCH PRZECINAREK PLAZMOWYCH - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy... 5 4.1. Podłączenie do sieci...
INSTRUKCJA OBSŁUGI INWERTEROWYCH PRZECINAREK PLAZMOWYCH - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy... 5 4.1. Podłączenie do sieci...
Spawarka MMA, model: SNAKE 200 S
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 200 S Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z UWAGA: Prosimy
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 200 S Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z UWAGA: Prosimy
SNAKE 160 SNAKE 220 PROFI
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: SNAKE 160 SNAKE 220 PROFI UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: SNAKE 160 SNAKE 220 PROFI UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji
LIZARD 160D, LIZARD 200D.
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki MMA: LIZARD 160D, LIZARD 200D. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki MMA: LIZARD 160D, LIZARD 200D. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
AIR PLASMA 50 HF AIR PLASMA 75 HF
 INSTRUKCJA OBSŁUGI INVERTEROWE PRZECINARKI PLAZMOWE AIR PLASMA 50 HF AIR PLASMA 75 HF - 1 - SPIS TREŚCI 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. PRZYGOTOWANIE DO PRACY...
INSTRUKCJA OBSŁUGI INVERTEROWE PRZECINARKI PLAZMOWE AIR PLASMA 50 HF AIR PLASMA 75 HF - 1 - SPIS TREŚCI 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. PRZYGOTOWANIE DO PRACY...
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50
 Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
Model: SNAKE 205 Digital SNAKE 270 IGBT SNAKE 320 IGBT SNAKE 405 IGBT INDUSTRIE
 INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI MMA Model: SNAKE 205 Digital SNAKE 270 IGBT SNAKE 320 IGBT SNAKE 405 IGBT INDUSTRIE Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od
INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI MMA Model: SNAKE 205 Digital SNAKE 270 IGBT SNAKE 320 IGBT SNAKE 405 IGBT INDUSTRIE Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC
 Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
DC: LIZARD TH 170 DIGITAL LIZARD TH 200 DIGITAL LIZARD TH 200 PULS DIGITAL
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: LIZARD TH 170 DIGITAL LIZARD TH 200 DIGITAL LIZARD TH 200 PULS DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: LIZARD TH 170 DIGITAL LIZARD TH 200 DIGITAL LIZARD TH 200 PULS DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 -
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 150P można dokonać tylko po dokładnym zapoznaniu się z
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 150P można dokonać tylko po dokładnym zapoznaniu się z
INVERTEROWE PRZECINARKI PLAZMOWE
 INSTRUKCJA OBSŁUGI INVERTEROWE PRZECINARKI PLAZMOWE CUT 100 II - 1 - SPIS TREŚCI 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. PRZYGOTOWANIE DO PRACY... 4 4.1 PODŁĄCZENIE
INSTRUKCJA OBSŁUGI INVERTEROWE PRZECINARKI PLAZMOWE CUT 100 II - 1 - SPIS TREŚCI 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. PRZYGOTOWANIE DO PRACY... 4 4.1 PODŁĄCZENIE
SNAKE 160P SNAKE 200P
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA: SNAKE 160P SNAKE 200P UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA: SNAKE 160P SNAKE 200P UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatów spawalniczych można dokonać
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatów spawalniczych można dokonać
Urządzenia spawalnicze MMA:
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170 DIGITAL VIPER 170H VIPER 205A DIGITAL VIPER 205H VIPER 225 PROFI DIGITAL VIPER 225H PROFI VIPER 275 DIGITAL VIPER 275H
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170 DIGITAL VIPER 170H VIPER 205A DIGITAL VIPER 205H VIPER 225 PROFI DIGITAL VIPER 225H PROFI VIPER 275 DIGITAL VIPER 275H
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH SNAKE 270 INVERTER SNAKE 300 INVERTER SNAKE 330 INVERTER SNAKE 400M SNAKE 400D
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH SNAKE 270 INVERTER SNAKE 300 INVERTER SNAKE 330 INVERTER SNAKE 400M SNAKE 400D -1- 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertora spawalniczego,
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH SNAKE 270 INVERTER SNAKE 300 INVERTER SNAKE 330 INVERTER SNAKE 400M SNAKE 400D -1- 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertora spawalniczego,
Spawarki TIG DC: THF 200 A, THF 201 P
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
Spawarki TIG DC: THF 200 A, THF 201 P, THF 201 P DIGITAL
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P, THF 201 P DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P, THF 201 P DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI 525H
 Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
AIR PLASMA 50C HF AIR PLASMA 75 HF DIGITAL AIR PLASMA 110 DIGITAL IGBT AIR PLASMA 170 DIGITAL IGBT
 INSTRUKCJA OBSŁUGI INVERTEROWE PRZECINARKI PLAZMOWE AIR PLASMA 50C HF AIR PLASMA 75 HF DIGITAL AIR PLASMA 110 DIGITAL IGBT AIR PLASMA 170 DIGITAL IGBT - 1 - SPIS TREŚCI 1. UWAGI OGÓLNE... 3 INFORMACJE
INSTRUKCJA OBSŁUGI INVERTEROWE PRZECINARKI PLAZMOWE AIR PLASMA 50C HF AIR PLASMA 75 HF DIGITAL AIR PLASMA 110 DIGITAL IGBT AIR PLASMA 170 DIGITAL IGBT - 1 - SPIS TREŚCI 1. UWAGI OGÓLNE... 3 INFORMACJE
Urządzenia spawalnicze MMA:
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170P VIPER 205P VIPER 220 Profi VIPER 270 Digital VIPER 230/2 Digital Automatic VIPER 320 Digital VIPER 400 Digital - 1 - 1.
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170P VIPER 205P VIPER 220 Profi VIPER 270 Digital VIPER 230/2 Digital Automatic VIPER 320 Digital VIPER 400 Digital - 1 - 1.
Spawarka MMA, model: SNAKE 219 Puls IGBT
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 219 Puls IGBT Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z Fabrycznie
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 219 Puls IGBT Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z Fabrycznie
INSTRUKCJA OBSŁUGI URZĄDZENIA SPAWALNICZE INWERTOROWE ARC160T/140/160/200T/200/250S 300S/250/300/315/400
 INSTRUKCJA OBSŁUGI URZĄDZENIA SPAWALNICZE INWERTOROWE ARC160T/140/160/200T/200/250S 300S/250/300/315/400 1 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI URZĄDZENIA SPAWALNICZE INWERTOROWE ARC160T/140/160/200T/200/250S 300S/250/300/315/400 1 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM VIPER 200. UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi.
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM VIPER 200 UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM VIPER 200 UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy
Zasilacze z serii DR i DRP Instrukcja obsługi
 Zasilacze z serii DR i DRP Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Regulacja napięcia wyjściowego... 4 2.3 Sygnalizacja optyczna
Zasilacze z serii DR i DRP Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Regulacja napięcia wyjściowego... 4 2.3 Sygnalizacja optyczna
PRZECINARKA PLAZMOWA CUT 50/60/100
 PRZECINARKA PLAZMOWA CUT 50/60/100 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
PRZECINARKA PLAZMOWA CUT 50/60/100 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
Urządzenie do wygłuszania dźwięków Dohm
 INSTRUKCJA OBSŁUGI Urządzenie do wygłuszania dźwięków Dohm 700904 Produkt nr 860598 Opis produktu Strona 1 z 7 1 Pokrywa 2 Obudowa boczna 3 Przełącznik (I/II) 4 Otwory wylotowe Dostawa: Urządzenie do wygłuszania
INSTRUKCJA OBSŁUGI Urządzenie do wygłuszania dźwięków Dohm 700904 Produkt nr 860598 Opis produktu Strona 1 z 7 1 Pokrywa 2 Obudowa boczna 3 Przełącznik (I/II) 4 Otwory wylotowe Dostawa: Urządzenie do wygłuszania
Jak poprawić jakość cięcia plazmą
 Jak poprawić jakość cięcia plazmą Poniższe porady wskazują kilka rozwiązań pomagających poprawić jakość cięcia. Jest ważne, aby wykonywać próby pracy zgodnie z zaleceniami ponieważ często występuje wiele
Jak poprawić jakość cięcia plazmą Poniższe porady wskazują kilka rozwiązań pomagających poprawić jakość cięcia. Jest ważne, aby wykonywać próby pracy zgodnie z zaleceniami ponieważ często występuje wiele
Spawarka MMA, model: SNAKE 220 C Puls
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 220 C Puls Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z Fabrycznie
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 220 C Puls Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z Fabrycznie
Sterownik Pracy Wentylatora Fx21
 PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
PRZECINARKA PLAZMOWA PLASMA
 PRZECINARKA PLAZMOWA PLASMA 40-100-160 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
PRZECINARKA PLAZMOWA PLASMA 40-100-160 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
SUSZARKA DO WŁOSÓW HM-5016
 Instrukcja obsługi SUSZARKA DO WŁOSÓW HM-5016 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi SUSZARKA DO WŁOSÓW HM-5016 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
PODRÓŻNA SUSZARKA DO WŁOSÓW HM-5026
 Instrukcja obsługi PODRÓŻNA SUSZARKA DO WŁOSÓW HM-5026 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi.
Instrukcja obsługi PODRÓŻNA SUSZARKA DO WŁOSÓW HM-5026 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi.
PROMIENNIK PODCZERWIENI I KONWEKTOR 2v1 R-8016
 Instrukcja obsługi PROMIENNIK PODCZERWIENI I KONWEKTOR 2v1 R-8016 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji
Instrukcja obsługi PROMIENNIK PODCZERWIENI I KONWEKTOR 2v1 R-8016 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji
PRZECINARKA PLAZMOWA PLASMA
 PRZECINARKA PLAZMOWA PLASMA 40-60-100-160 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PRZECINARKA PLAZMOWA PLASMA 40-60-100-160 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 2,5 kv " Instrukcja obsługi
 Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 2,5 kv " Instrukcja obsługi GLIWICE 2007 r. Spis treści: 1.Ostrzeżenia 3 2 Przeznaczenie i budowa aparatu...5 3.. Obsługa aparatu...7 4. Dane techniczne......8
Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 2,5 kv " Instrukcja obsługi GLIWICE 2007 r. Spis treści: 1.Ostrzeżenia 3 2 Przeznaczenie i budowa aparatu...5 3.. Obsługa aparatu...7 4. Dane techniczne......8
Specyfikacja techniczna
 S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
PRZED URUCHOMIENIEM I U
 SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
WENTYLATOR BIURKOWY R-856
 Instrukcja obsługi WENTYLATOR BIURKOWY R-856 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi WENTYLATOR BIURKOWY R-856 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi SKY PHOTO 230 SKY PHOTO 330. instruction manual GDAŃSK ul. Krynicka 1 tel.: (058) fax: (058)
 fax: (058)") Instrukcja obsługi instruction manual 80-393 GDAŃSK ul. Krynicka 1 tel.: (058) 55 43 555 fax: (058) 55 43 500 ODDZIAŁ: 02-784 WARSZAWA ul. Janowskiego 9 tel.: (022) 648 03 48..49 fax: (022) 648 03 50 LAminator
Instrukcja obsługi instruction manual 80-393 GDAŃSK ul. Krynicka 1 tel.: (058) 55 43 555 fax: (058) 55 43 500 ODDZIAŁ: 02-784 WARSZAWA ul. Janowskiego 9 tel.: (022) 648 03 48..49 fax: (022) 648 03 50 LAminator
Zasilacze z serii MDR Instrukcja obsługi
 Zasilacze z serii MDR Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Sygnalizacja optyczna stanu pracy... 4 2.3 Połączenia zdalnej
Zasilacze z serii MDR Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Sygnalizacja optyczna stanu pracy... 4 2.3 Połączenia zdalnej
INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI TIG/MMA. Model: THF 206 P
 INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI TIG/MMA Model: THF 206 P Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. C UWAGA: Prosimy używać spawarki
INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI TIG/MMA Model: THF 206 P Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. C UWAGA: Prosimy używać spawarki
INSTRUKCJA OBSŁUGI Wialnia Do Pyłku
 INSTRUKCJA OBSŁUGI Wialnia Do Pyłku Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl, email; lyson@lyson.com.pl
INSTRUKCJA OBSŁUGI Wialnia Do Pyłku Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl, email; lyson@lyson.com.pl
INSTRUKCJA OBSŁUGI. Zasilaczy serii MDR. Instrukcja obsługi MDR Strona 1/6
 Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH. MIGomat 209A. UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi.
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIGomat 209A UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIGomat 209A UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R M-COOLER 1750 M-COOLER 1730 M-COOLER 1720 M-COOLER 1720R
 INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R M-COOLER 1750 M-COOLER 1730 M-COOLER 1720 M-COOLER 1720R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1.
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R M-COOLER 1750 M-COOLER 1730 M-COOLER 1720 M-COOLER 1720R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1.
Model: SPOT 4000 SPOT 4002
 INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI PUNKTOWEJ Model: SPOT 4000 SPOT 4002 Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z UWAGA: Prosimy
INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI PUNKTOWEJ Model: SPOT 4000 SPOT 4002 Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z UWAGA: Prosimy
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R
 INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
SUSZARKA DO WŁOSÓW HM-5025
 Instrukcja obsługi SUSZARKA DO WŁOSÓW HM-5025 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenie należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi SUSZARKA DO WŁOSÓW HM-5025 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenie należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Gniazdo ogrodowe z lampą Heitronic 35112, 2x, 230 V, 3500 W, (DxSxW) 80 x 80 x 400 mm
 80 x 80 x 400 mm") INSTRUKCJA OBSŁUGI Nr produktu 1227607 Gniazdo ogrodowe z lampą Heitronic 35112, 2x, 230 V, 3500 W, (DxSxW) 80 x 80 x 400 mm Strona 1 z 6 Dziękujemy za podjęcie decyzji o zakupie naszego produktu. Nasz
INSTRUKCJA OBSŁUGI Nr produktu 1227607 Gniazdo ogrodowe z lampą Heitronic 35112, 2x, 230 V, 3500 W, (DxSxW) 80 x 80 x 400 mm Strona 1 z 6 Dziękujemy za podjęcie decyzji o zakupie naszego produktu. Nasz
Specyfikacja techniczna
 S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
NITOWNICA DO NITÓW ZRYWALNYCH
 NITOWNICA DO NITÓW ZRYWALNYCH Air Power 1 Spis treści 1. Zasady BHP... 3 2. Opis narzędzia... 5 2.1. Podstawowe wymiary... 5 2.2. Charakterystyka... 6 2.3. Zastosowanie... 6 2.4. Wyposażenie... 6 2.5.
NITOWNICA DO NITÓW ZRYWALNYCH Air Power 1 Spis treści 1. Zasady BHP... 3 2. Opis narzędzia... 5 2.1. Podstawowe wymiary... 5 2.2. Charakterystyka... 6 2.3. Zastosowanie... 6 2.4. Wyposażenie... 6 2.5.
MIKSER DO FRAPPE R-447
 Instrukcja obsługi MIKSER DO FRAPPE R-447 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi MIKSER DO FRAPPE R-447 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
NAGRZEWNICA ELEKTRYCZNA
 NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
GRZEJNIK MICA R-070/R-075
 Instrukcja obsługi GRZEJNIK MICA R-070/R-075 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi GRZEJNIK MICA R-070/R-075 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
MINI PIEKARNIK R-2148
 Instrukcja obsługi MINI PIEKARNIK R-2148 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi MINI PIEKARNIK R-2148 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Model: THF/CUT 240 ACDC
 INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI TIG/MMA Model: THF/CUT 240 ACDC Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z UWAGA: Prosimy używać
INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI TIG/MMA Model: THF/CUT 240 ACDC Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z UWAGA: Prosimy używać
Stacja załączająca US-12N Nr produktu
 INSTRUKCJA OBSŁUGI Stacja załączająca US-12N Nr produktu 000513123 Strona 1 z 5 INSTRUKCJA OBSŁUGI Stacja załączająca US-12N 230V AC 12A Nr artykułu 400033 Szanowni klienci, Dziękujemy za pokładane w nas
INSTRUKCJA OBSŁUGI Stacja załączająca US-12N Nr produktu 000513123 Strona 1 z 5 INSTRUKCJA OBSŁUGI Stacja załączająca US-12N 230V AC 12A Nr artykułu 400033 Szanowni klienci, Dziękujemy za pokładane w nas
R-207. Instrukcja obsługi TOSTER. Toster R-207
 Instrukcja obsługi TOSTER R-207 Przed użyciem urządzenia należy zapoznać się z jego instrukcją obsługi. Z urządzenie należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi TOSTER R-207 Przed użyciem urządzenia należy zapoznać się z jego instrukcją obsługi. Z urządzenie należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
INSTRUKCJA OBSŁUGI Piece do pizzy
 STALGAST Sp. z o.o. ul. Łubinowa 4a, 3-878 Warszawa tel. 22 517 15 75; fax 22 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Piece do pizzy MODELE: 78113, 7813, 781113, 78113,
STALGAST Sp. z o.o. ul. Łubinowa 4a, 3-878 Warszawa tel. 22 517 15 75; fax 22 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Piece do pizzy MODELE: 78113, 7813, 781113, 78113,
HAIR DRYER CERAMIC HD 3700
 HAIR DRYER CERAMIC HD 3700 PL F E G D B C A 3 POLSKI 23-25 4 HAIR DRYER HD 3700 Bezpieczeństwo Podczas uruchamiania urządzenia należy przestrzegać następujących wskazówek: 7 Urządzenie to przeznaczone
HAIR DRYER CERAMIC HD 3700 PL F E G D B C A 3 POLSKI 23-25 4 HAIR DRYER HD 3700 Bezpieczeństwo Podczas uruchamiania urządzenia należy przestrzegać następujących wskazówek: 7 Urządzenie to przeznaczone
INSTRUKCJA OBSŁUGI. Automatyczny Stabilizator Napięcia AVR-1000, AVR-2000, AVR-3000, AVR-5000
 INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
MAGNUM 30 MAGNUM 100
 INSTRUKCJA OBSŁUGI PRZECINAREK PÓŁAUTOMATYCZNYCH DO CIĘCIA GAZOWEGO MAGNUM 30 MAGNUM 100-1 - SPIS TREŚCI 1.Uwagi ogólne...... 3 2. Przeznaczenie.......... 3 3. Dane techniczne......... 4 4. Budowa i działanie.........
INSTRUKCJA OBSŁUGI PRZECINAREK PÓŁAUTOMATYCZNYCH DO CIĘCIA GAZOWEGO MAGNUM 30 MAGNUM 100-1 - SPIS TREŚCI 1.Uwagi ogólne...... 3 2. Przeznaczenie.......... 3 3. Dane techniczne......... 4 4. Budowa i działanie.........
PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI
 PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
INSTRUKCJA ORYGINALNA Halogen LED Model EWLED-10S EWLED-20S EWLED-30S
 INSTRUKCJA ORYGINALNA Halogen LED Model EWLED-10S EWLED-20S EWLED-30S VANDER 35-506 RZESZÓW UL. KRAKOWSKA 156A WWW.VANDER.PL Wyprodukowano w ChRL dla Vander Polska (2014) SYMBOLE ZNAJDUJĄCE SIĘ NA NAKLEJCE
INSTRUKCJA ORYGINALNA Halogen LED Model EWLED-10S EWLED-20S EWLED-30S VANDER 35-506 RZESZÓW UL. KRAKOWSKA 156A WWW.VANDER.PL Wyprodukowano w ChRL dla Vander Polska (2014) SYMBOLE ZNAJDUJĄCE SIĘ NA NAKLEJCE
Instrukcja obsługi T-8280
 Instrukcja obsługi T-8280 Spis treści Gwarancja...2 Opis urządzenia...3 Dane techniczne...3 Wymagania dotyczące środowiska pracy i ochrony...4 Zawartość opakowania:...5 UWAGA!!...5 Instrukcje bezpieczeństwa...6
Instrukcja obsługi T-8280 Spis treści Gwarancja...2 Opis urządzenia...3 Dane techniczne...3 Wymagania dotyczące środowiska pracy i ochrony...4 Zawartość opakowania:...5 UWAGA!!...5 Instrukcje bezpieczeństwa...6
GRZEJNIK OLEJOWY R / R / R
 Instrukcja obsługi GRZEJNIK OLEJOWY R-1507-16 / R-2009-16 / R-2511-16 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji
Instrukcja obsługi GRZEJNIK OLEJOWY R-1507-16 / R-2009-16 / R-2511-16 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji
PROSTOWNICA DO WŁOSÓW HM-4018
 Instrukcja obsługi PROSTOWNICA DO WŁOSÓW HM-4018 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Urządzenie należy używać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi PROSTOWNICA DO WŁOSÓW HM-4018 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Urządzenie należy używać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
SAMOCHODOWY OCZYSZCZACZ POWIETRZA R-9100
 Instrukcja obsługi SAMOCHODOWY OCZYSZCZACZ POWIETRZA R-9100 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji
Instrukcja obsługi SAMOCHODOWY OCZYSZCZACZ POWIETRZA R-9100 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji
INSTRUKCJA OBSŁUGI. Urządzenie do Hot-Dogów MODEL:
 INSTRUKCJA OBSŁUGI Urządzenie do Hot-Dogów MODEL: 777290 v1.0-02.2010 Stalgast sp. z o.o. ul. Staniewicka 5 03-310 Warszawa tel.: 022 517 15 75 fax: 022 517 15 77 www.stalgast.com email: stalgast@stalgast.com
INSTRUKCJA OBSŁUGI Urządzenie do Hot-Dogów MODEL: 777290 v1.0-02.2010 Stalgast sp. z o.o. ul. Staniewicka 5 03-310 Warszawa tel.: 022 517 15 75 fax: 022 517 15 77 www.stalgast.com email: stalgast@stalgast.com
Instrukcja obsługi BEZPRZEWODOWY ODKURZACZ RĘCZNY 2 w 1 R-101
 Instrukcja obsługi BEZPRZEWODOWY ODKURZACZ RĘCZNY 2 w 1 R-101 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji
Instrukcja obsługi BEZPRZEWODOWY ODKURZACZ RĘCZNY 2 w 1 R-101 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji
INSTRUKCJA OBSŁUGI. Mikser do koktaili MODEL:
 INSTRUKCJA OBSŁUGI Mikser do koktaili MODEL: 485020 v1.0-03.2010 Stalgast sp. z o.o. ul. Staniewicka 5 03-310 Warszawa tel.: 022 517 15 75 fax: 022 517 15 77 www.stalgast.com email: stalgast@stalgast.com
INSTRUKCJA OBSŁUGI Mikser do koktaili MODEL: 485020 v1.0-03.2010 Stalgast sp. z o.o. ul. Staniewicka 5 03-310 Warszawa tel.: 022 517 15 75 fax: 022 517 15 77 www.stalgast.com email: stalgast@stalgast.com
MIK0068 INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY MIK0068. I n s t r u k c j a o b s ł u g i MIK0068
 INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY I n s t r u k c j a o b s ł u g i Symbole ostrzegawcze instrukcji. Uziemienie Prąd zmienny Wysokie napięcie ON: oznacza że urządzenie jest włączone OFF: oznacza że urządzenie
INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY I n s t r u k c j a o b s ł u g i Symbole ostrzegawcze instrukcji. Uziemienie Prąd zmienny Wysokie napięcie ON: oznacza że urządzenie jest włączone OFF: oznacza że urządzenie
STX. Advanced Audio Technology. Instrukcja obsługi: Korektora Graficznego: STX EQ-215 STX EQ-231 STX STX
 STX Advanced Audio Technology Instrukcja obsługi: Korektora Graficznego: STX STX EQ-215 STX STX EQ-231 Dziękujemy za zakup produktów naszej firmy. Informacja zawarte w poniższej instrukcji obsługi mogą
STX Advanced Audio Technology Instrukcja obsługi: Korektora Graficznego: STX STX EQ-215 STX STX EQ-231 Dziękujemy za zakup produktów naszej firmy. Informacja zawarte w poniższej instrukcji obsługi mogą
INSTRUKCJA OBSŁUGI INWERTOROWA PRZECINARKA PLAZMOWA CUT 160TE. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA PRZECINARKA PLAZMOWA CUT 160TE Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI INWERTOROWA PRZECINARKA PLAZMOWA CUT 160TE Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 175/2 W - 1 -
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 175/2 W - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 175/2, można dokonać tylko po dokładnym zapoznaniu się
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 175/2 W - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 175/2, można dokonać tylko po dokładnym zapoznaniu się
INSTRUKCJA OBSŁUGI INWERTOROWA PRZECINARKA PLAZMOWA CUTTER 50. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA PRZECINARKA PLAZMOWA CUTTER 50 Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI INWERTOROWA PRZECINARKA PLAZMOWA CUTTER 50 Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
PÓŁAUTOMAT INWERTOROWY ELECTROMIG MIG/MMA
 PÓŁAUTOMAT INWERTOROWY ELECTROMIG 200-250 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY ELECTROMIG 200-250 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
INSTRUKCJA OBSŁUGI POZYCJONER BY-1200. Sherman
 INSTRUKCJA OBSŁUGI POZYCJONER BY-1200 Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi. Podłączenie urządzenia
INSTRUKCJA OBSŁUGI POZYCJONER BY-1200 Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi. Podłączenie urządzenia
INSTRUKCJA OBSŁUGI PISTOLETU LAKIERNICZEGO L-897
 INSTRUKCJA OBSŁUGI PISTOLETU LAKIERNICZEGO L-897 MODEL POJEMNOŚĆ ZBIORNIKA H-891 125ml 250ml LM-891 125ml 250ml RODZAJ ZASILANIA GWINT WEWN. ZUZYCIE POWIETRZA Górny pobór 1/4' 4.5-8.0cfm (128-230l/min)
INSTRUKCJA OBSŁUGI PISTOLETU LAKIERNICZEGO L-897 MODEL POJEMNOŚĆ ZBIORNIKA H-891 125ml 250ml LM-891 125ml 250ml RODZAJ ZASILANIA GWINT WEWN. ZUZYCIE POWIETRZA Górny pobór 1/4' 4.5-8.0cfm (128-230l/min)
INSTRUKCJA MONTAŻU I EKSPLOATACJI OPRAW LED GX
 Legnica, dnia 03.04.2018 r. INSTRUKCJA MONTAŻU I EKSPLOATACJI OPRAW LED GX Solar Technics Sp. z o. o. - Sp. k. 59-220 Legnica, ul. Rataja 21 1. Wymiary montażowe oprawy. Oprawy LED: GX-30, GX-40, GX-50,
Legnica, dnia 03.04.2018 r. INSTRUKCJA MONTAŻU I EKSPLOATACJI OPRAW LED GX Solar Technics Sp. z o. o. - Sp. k. 59-220 Legnica, ul. Rataja 21 1. Wymiary montażowe oprawy. Oprawy LED: GX-30, GX-40, GX-50,
INSTRUKCJA OBSŁUGI. Kompresor powietrza HP Autozubehör Produkt nr Strona 1 z 8
 INSTRUKCJA OBSŁUGI Kompresor powietrza HP Autozubehör 21264 Produkt nr 1484528 Strona 1 z 8 Strona 2 z 8 KOMPRESOR SAMOCHODOWY ZAKRES ZASTOSOWANIA Ten produkt służy do pompowania opon, piłek, nadmuchiwanych
INSTRUKCJA OBSŁUGI Kompresor powietrza HP Autozubehör 21264 Produkt nr 1484528 Strona 1 z 8 Strona 2 z 8 KOMPRESOR SAMOCHODOWY ZAKRES ZASTOSOWANIA Ten produkt służy do pompowania opon, piłek, nadmuchiwanych
INSTRUKCJA UŻYTKOWANIA CHŁODNICE POWIETRZA
 INSTRUKCJA UŻYTKOWANIA CHŁODNICE POWIETRZA 1 SPIS TREŚCI 1. WSTĘP 1.1. Zalecenia dla użytkownika... 3 1.2. Dyrektywy, normy i deklaracje... 3 1.3. Tabliczki znamionowe... 3 2. BEZPIECZEŃSTWO 2.1. Przeznaczenie
INSTRUKCJA UŻYTKOWANIA CHŁODNICE POWIETRZA 1 SPIS TREŚCI 1. WSTĘP 1.1. Zalecenia dla użytkownika... 3 1.2. Dyrektywy, normy i deklaracje... 3 1.3. Tabliczki znamionowe... 3 2. BEZPIECZEŃSTWO 2.1. Przeznaczenie
Model: THF 220S AC/DC
 INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI TIG/MMA Model: THF 220S AC/DC Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. UWAGA: Prosimy używać
INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI TIG/MMA Model: THF 220S AC/DC Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. UWAGA: Prosimy używać
MIG 150 INVERTER MIG 180 INVERTER
 INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 150 INVERTER MIG 180 INVERTER UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 150 INVERTER MIG 180 INVERTER UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa
Przejściówka przeciwprzepięciowa
 INSTRUKCJA OBSŁUGI Przejściówka przeciwprzepięciowa Nr produktu: 611503 Strona 1 z 7 Spis treści WSTĘP... 2 ZAKRES DOSTAWY... 2 ZASADY BEZPIECZEŃSTWA... 2 DLA WŁASNEGO BEZPIECZEŃSTWA... 3 PRZEZNACZENIE...
INSTRUKCJA OBSŁUGI Przejściówka przeciwprzepięciowa Nr produktu: 611503 Strona 1 z 7 Spis treści WSTĘP... 2 ZAKRES DOSTAWY... 2 ZASADY BEZPIECZEŃSTWA... 2 DLA WŁASNEGO BEZPIECZEŃSTWA... 3 PRZEZNACZENIE...
ABIPLAS CUT 70, ABIPLAS CUT
 INSTRUKCJA OBSŁUGI UCHWYTY PLAZMOWE typu ABIPLAS CUT 70, ABIPLAS CUT 110 OZAS - ESAB Sp. z o.o. ul. A. Struga 10 45-073 Opole tel. (0-77) 4547240 49, fax 4537859 e-mail: ozas@ozas.com.pl htpp://www.ozas.com.pl
INSTRUKCJA OBSŁUGI UCHWYTY PLAZMOWE typu ABIPLAS CUT 70, ABIPLAS CUT 110 OZAS - ESAB Sp. z o.o. ul. A. Struga 10 45-073 Opole tel. (0-77) 4547240 49, fax 4537859 e-mail: ozas@ozas.com.pl htpp://www.ozas.com.pl
HAIR DRYER CERAMIC HD 6760
 HAIR DRYER CERAMIC HD 6760 F G E D B C A 2 Bezpieczeństwo Podczas uruchamiania urządzenia należy przestrzegać następujących wskazówek: 7 Urządzenie to przeznaczone jest wyłącznie do użytku domowego. 7
HAIR DRYER CERAMIC HD 6760 F G E D B C A 2 Bezpieczeństwo Podczas uruchamiania urządzenia należy przestrzegać następujących wskazówek: 7 Urządzenie to przeznaczone jest wyłącznie do użytku domowego. 7
PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W. Instrukcja obsługi
 PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W Instrukcja obsługi 1. OPIS 2. PODŁĄCZANIE URZĄDZENIA Podłącz czerwony przewód z czerwonego zacisku (+) akumulatora do czerwonego gniazda
PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W Instrukcja obsługi 1. OPIS 2. PODŁĄCZANIE URZĄDZENIA Podłącz czerwony przewód z czerwonego zacisku (+) akumulatora do czerwonego gniazda
NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi
 Instrukcja obsługi") NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi EL 9/ 15 / 22 Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi EL 9/ 15 / 22 Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
Dodatkowe ogrzewanie elektryczne
 Instrukcja montażu dla wykwalifikowanego personelu VIESMANN Dodatkowe ogrzewanie elektryczne Wskazówki bezpieczeństwa Prosimy o dokładne przestrzeganie wskazówek bezpieczeństwa w celu wykluczenia ryzyka
Instrukcja montażu dla wykwalifikowanego personelu VIESMANN Dodatkowe ogrzewanie elektryczne Wskazówki bezpieczeństwa Prosimy o dokładne przestrzeganie wskazówek bezpieczeństwa w celu wykluczenia ryzyka
WENTYLATOR PODŁOGOWY R-858
 Instrukcja obsługi WENTYLATOR PODŁOGOWY R-858 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi WENTYLATOR PODŁOGOWY R-858 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
TECH. Deklaracja zgodności nr 158/2015
 ST-361 Instrukcja obsługi ST-361 TECH Deklaracja zgodności nr 158/2015 Firma TECH, z siedzibą w Wieprzu 1047A, 34-122 Wieprz, deklaruje z pełną odpowiedzialnością, że produkowany przez nas termoregulator
ST-361 Instrukcja obsługi ST-361 TECH Deklaracja zgodności nr 158/2015 Firma TECH, z siedzibą w Wieprzu 1047A, 34-122 Wieprz, deklaruje z pełną odpowiedzialnością, że produkowany przez nas termoregulator