POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie OB-2 BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ
|
|
|
- Danuta Ostrowska
- 8 lat temu
- Przeglądów:
Transkrypt
1 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-2 Temat: BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ Opracował: mgr inż. St. Sucharzewski Zatwierdził: prof. dr hab. inż. F. Oryński Łódź, 2010r.

2 Temat ćwiczenia: Budowa i możliwości technologiczne frezarki obwiedniowej Cel ćwiczenia: Celem ćwiczenia jest: poznanie budowy frezarki obwiedniowej, w szczególności jej schematu kinematycznego z uwzględnieniem poszczególnych obwodów kinematycznych, nabycie umiejętności doboru i obliczania parametrów skrawania przy obróbce uzębień oraz obliczania przełożeń kół zmianowych i przełożeń przekładni gitarowych, praktyczne poznanie sposobów nastawiania frezarki do pracy, przy nacinaniu uzębień kół walcowych o zębach prostych i śrubowych. Program ćwiczenia: 1. Analiza schematu kinematycznego frezarki. 2. Obliczanie parametrów skrawania i przełożeń gitar. 3. Praktyczne ustawienie frezarki do pracy. Literatura 1. Paderewski K.: Laboratorium kinematyki obrabiarek. Skrypt Politechniki Warszawskiej, W-wa Szulca K., Dworak A.: Podstawy obrabiarek. Skrypt Politechniki Warszawskiej, W-wa Dokumentacja Techniczno-Ruchowa; Frezarka obwiedniowa SRF-1, f-my STAEHELY. 2

3 1. WPROWADZENIE Frezarki obwiedniowe stanowią najbardziej rozwiniętą i szeroko stosowaną grupę obrabiarek do uzębień kół walcowych o zębach prostych i śrubowych, wałków wielowypustowych, a ponadto są w zasadzie jedynymi obrabiarkami do obróbki uzębień kół ślimakowych (ślimacznic). Typowym narzędziem dla frezarki obwiedniowej jest frez ślimakowy, którego ostrza są rozmieszczone na jego linii śrubowej (Rys. 1). Rys. 1. Frez ślimakowy W metodzie obwiedniowej kształt wrębu uzębienia uzyskuje się dzięki narzędziu oraz współzależności ruchów narzędzia i przedmiotu obrabianego. Synchronizacja tych ruchów powoduje, że frez i koło obrabiane tworzą jak gdyby współpracującą parę kół. Ostrze narzędzia styka się punktowo z kształtowaną powierzchnią, zmieniając położenie w czasie, tworząc w ten sposób zarys ewolwenty. 2. OGÓLNA CHARAKTERYSTYKA FREZARKI SRF-1 f-my STAEHELY 2.1. Budowa frezarki Frezarka obwiedniowa SRF-1 jest obrabiarką dyferencjałową (tj. z mechanizmem sumującym) do obróbki uzębień kół zębatych walcowych o zębach prostych i śrubowych, wielowypustów oraz ślimacznic metodą promieniową i styczną. Na rys.2 przedstawiono jej uproszczony schemat konstrukcyjny. Korpus frezarki tworzy układ zamknięty składający się z podstawy 1, stojaka 2, wspornika 3 i górnej belki poprzecznej 4. Obrabiane koło zębate 5 jest mocowane na trzpieniu 6 centrowanym i mocowanym w gnieździe stołu obrotowego 7. Z drugiej strony trzpień jest podparty kłem umieszczonym w koniku 8. Stół znajduje się na suporcie 9, który może wykonywać ruchy przestawcze w zależności od średnicy koła obrabianego. Frez ślimakowy 10 jest zamocowany na trzpieniu (wrzecionie) ułożyskowanym w saniach 11, które wraz z obrotnicą 12 i suportem 13 wykonują ruch posuwowy w dół, równoległy do osi obrabianego koła w trakcie nacinania uzębień kół walcowych. 3

4 Rys. 2. Schemat konstrukcyjny frezarki obwiedniowej SRF-1 ( ruchy robocze, ruchy ustawcze) 2.2. Parametry charakterystyczne Podstawowe wielkości charakterystyczne frezarki SRF-1 są następujące: 1. Wymiary obrabianego koła: największy nacinany moduł - 5 mm największa średnica obrabianego koła z wspornikiem mm największa średnica obrabianego koła bez wspornika mm największa szerokość obrabianego koła mm 2. Wymiary frezu: największa średnica frezu mm największa długość frezu mm 3. Silnik napędu głównego: moc - 2,2 kw obroty obr/min 4. Silnik szybkich przesuwów: moc - 2 kw obroty obr/min 5. Obroty frezu (wrzeciona) - 60, 68, 80, 90, 115, 130, 150, 170 obr/min 6. Sprawność całkowita na wrzecionie: - η=0,75 4

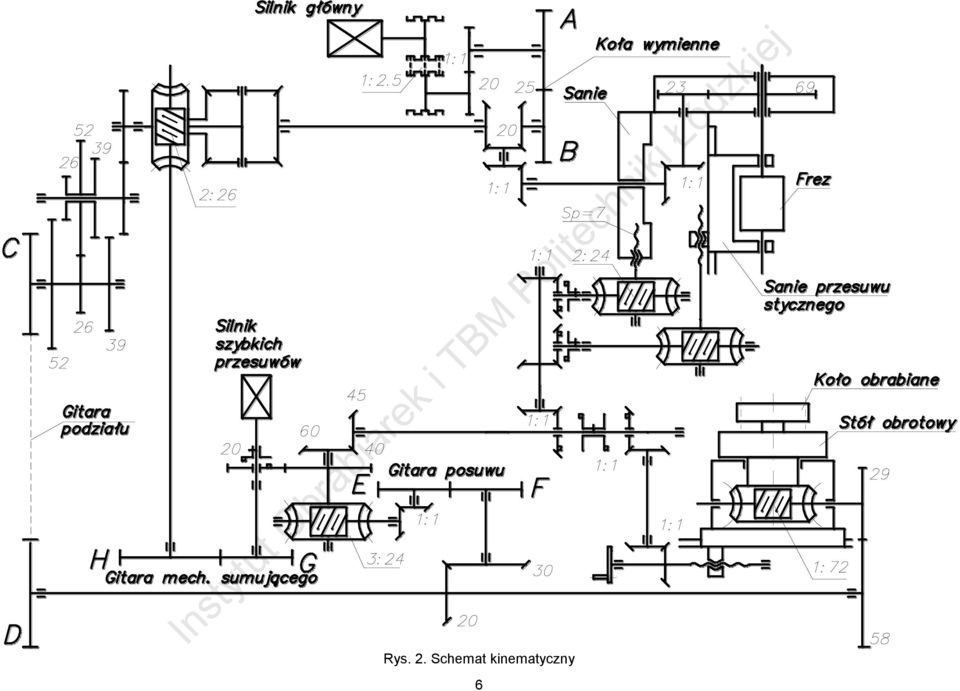
5 2.3. Schemat kinematyczny Na rys. 2 przedstawiono schemat kinematyczny omawianej frezarki. W układzie przeniesienia napędu na zespoły robocze (zespół obrotu frezu, zespół obrotu stołu, zespół przesuwu sań) wyróżnić można cztery obwody kinematyczne w których znajdują się przekładnie stałe, przesuwne, z kołami wymiennymi A/B, gitarowe C/D; E/F; G/H umożliwiające dobranie właściwych parametrów. 1. Obwód obrotów frezu (prędkości skrawania), przenosi napęd z głównego silnika napędowego na wrzeciono frezu. Jego łańcuch tworzą: silnik elektryczny, przekładnia pasowa o przełożeniu 1:2,5, przekładnia zębata 1:1, koła wymienne A/B, koła stożkowe 25:20, koła stożkowe 1:1, koła stożkowe 1:1, przekładnia zębata 23: Obwód obrotów stołu (obwód podziału), wiążący obroty frezu z obrotami stołu. Łańcuch tego obwodu tworzą: przekładnia zębata 69:23, koła stożkowe 1:1, koła stożkowe 1:1, koła stożkowe 20:20, mechanizm sumujący 1:2, przekładnia zębata 1:1, trójka przesuwna ( 39:39, 26:52, 52:26 ), gitara podziału C/D, przekładnia zębata 58:29, przekładnia ślimakowa 1: Obwód przesuwu sań (obwód posuwu), wiążący obroty stołu z obrotami śruby pociągowej sań. W skład łańcucha wchodzą: przekładnia ślimakowa 72:1, przekładnia zębata 29:58, koła stożkowe 20:30, gitara posuwu E/F, koła stożkowe 1:1, przekładnia ślimakowa 3:24, koła stożkowe 60:45, koła stożkowe 1:1, koła stożkowe 1:1, przekładnia ślimakowa 2:24, śruba pociągowa (SP = 7 mm) 4. Obwód dodatkowy obrotu stołu, wiążący obroty śruby pociągowej sań z obrotami stołu. Łańcuch tego obwodu tworzą: śruba pociągowa sań, przekładnia ślimakowa 24:2, koła stożkowe 1:1, koła stożkowe 1:1, koła stożkowe 45:60, przekładnia zębata 40:20, gitara mechanizmu sumującego G/H, przekładnia ślimakowa 2:26, mechanizm sumujący 1:2, przekładnia zębata 1:1, trójka przesuwna, gitara podziału C/D, przekładnia zębata 58:29, przekładnia ślimakowa 1: RUCHY KSZTAŁTUJĄCE ZARYS ZĘBA W KOLE WALCOWYM Każdą powierzchnię określają dwie linie charakterystyczne, które przyjęto oznaczać I i II. Powierzchnię zęba koła walcowego o zębach prostych określają: I - linia prosta II - linia złożona ewolwenta. Powierzchnię zęba koła walcowego o zębach śrubowych określają: I- linia złożona - śrubowa II - linia złożona - ewolwenta. Kształtowanie powierzchni polega na przymusowym ruchu narzędzia po torze zgodnym z przyjętym układem linii charakterystycznych. Ponieważ są dwie linie, więc do ukształtowania powierzchni potrzebne są, co najmniej dwa ruchy kształtowania, zrealizowane przez odpowiednie mechanizmy obrabiarki. 5
, przenosi napęd z głównego silnika napędowego na wrzeciono frezu.")
6 Rys. 2. Schemat kinematyczny 6
7 Na rys.3 przedstawiono układ strukturalny frezarki obwiedniowej do frezowania kół walcowych o zębach prostych. Aby ukształtować I linię charakterystyczną potrzebny jest ruch prostoliniowy f sań narzędziowych, równoległy do osi obrabianego koła. Do ukształtowania II linii charakterystycznej wymagane jest sprzężenie ruchów obrotowych frezu ω 1 i przedmiotu obrabianego ω 2. Rys. 4 przedstawia układ strukturalny frezarki do frezowania kół walcowych o zębach śrubowych. Oprócz złożonego ruchu kształtowania ewolwenty, który jest taki sam jak przy obróbce kół o zębach prostych (ω 1 i ω 2 ), występuje drugi ruch złożony kształtujący linię śrubową II. Na jej ukształtowanie wpływa: ruch posuwowy sań narzędziowych f równoległy do osi obrabianego koła oraz dodatkowy ruch obrotowy przedmiotu obrabianego ω 3. a) b) Rys. 3. Schemat układu strukturalnego frezarki a) linie charakterystyczne, b) układ do frezowania zębów prostych a) b) Rys. 4. Schemat układu strukturalnego frezarki a) linie charakterystyczne, b) układ do frezowania zębów śrubowych 7

8 4. PRZYGOTOWANIE FREZARKI DO PRACY 4.1. Dobór parametrów skrawania Przy ustalaniu parametrów skrawania (V, f) należy uwzględnić: cechy narzędzia: materiał, wymiary, konstrukcję, cechy obrabianego koła: materiał, moduł, rodzaj obróbki (wstępna, dokładna). Niewłaściwe przyjęcie parametrów może być przyczyną: nadmiernie szybkiego tępienia się ostrza frezu, nieekonomicznej obróbki, pogarszania jakości obrabianej powierzchni, obniżenia żądanej dokładności. Prędkość skrawania oblicza się wg wzorów doświadczalnych, bądź przyjmuje się z tablic. Przykładowy wzór przy nacinaniu uzębień w kole wykonanym ze stali konstrukcyjnej wyższej jakości o symbolu C45 frezem ślimakowym modułowym ze stali szybkotnącej o module m = 1-2,5 ma postać gdzie: V C m K T f 0,5 V M 0,5 0,85 C V - współczynnik dobieramy z tabel m - moduł K M - współczynnik materiałowy (dla stali C45 i wszystkich żeliw K M = 1,0) T - trwałość ostrza (wg normatywów min; najczęściej przyjmuje się 600 min) f - posuw Posuw dla w/w warunków oraz modułu m =.2 7 przyjmuje się w zakresie 1 4 mm/obr z jednym przejściem frezu. Po określeniu wartości V i f należy obliczyć przełożenia przekładni gitarowych i dokonać doboru ich kół zmianowych Obliczanie przełożeń przekładni gitarowych Do nacięcia zębów prostych jak wynika z rys.3 należy załączyć trzy obwody: obrotu, podziału i posuwu. Obwód obrotu frezu. Prędkość obrotowa frezu wynika z przyjętej prędkości skrawania i średnicy dobranego frezu V n fr D gdzie: V prędkość skrawania m/min. D średnica zewnętrzna frezu mm. obr / min 8

9 Zależność między obrotami silnika napędu głównego i obrotami frezu ujmuje poniższy wzór: n fr n s i cl i v obr / min gdzie: n s obroty silnika napędu głównego 950 obr/min i c1 przełożenie stałe obwodu obrotu i v przełożenie kół wymiennych A/B stąd wymagane przełożenie gitary obrotów po uwzględnieniu rzeczywistych wartości przełożeń stałych wynosi: Obwód podziału B A 950 n fr 1 2, Jak już wspomniano, dla ukształtowania ewolwenty wymagane jest sprzężenie obrotów frezu z obrotami przedmiotu, którą to zależność ujmuje poniższy wzór: k 1 obr fr ic2 i pl obr. stołu z gdzie: i c2 przełożenie stałe obwodu podziału i p1 przełożenie gitary podziału C/D k krotność znojności freza ślimakowego z ilość zębów nacinanego koła Po uwzględnieniu rzeczywistych wartości przełożeń stałych otrzymano przełożenie gitary: C D k z Obwód posuwu W celu nacięcia uzębienia na całej szerokości wieńca zębatego konieczny jest przesuw narzędzia ruchem prostolinijnym w dół, równoległym do osi koła obrabianego. Zależność tą ujmuje poniższy wzór: 1 obr. stołt ic3 ip2 hp f gdzie: i c3 przełożenie stałe obwodu posuwu i p2 przełożenie gitary posuwu E/F h p skok śruby pociągowej sań narzędziowych frezu (h p =7mm). f posuw mm/1 obr. przedm. Po uwzględnieniu rzeczywistych wartości przełożeń otrzymano przełożenie gitary posuwu: 9

10 E F f Do nacięcia zębów śrubowych jak wynika z rys.4 oprócz już omówionych obwodów należy załączyć ponadto obwód ruchu dodatkowego. Obwód ruchu dodatkowego Ze względu na pochylenie linii zęba koła nacinanego pod kątem, przesunięciu narzędzia podczas jednego obrotu przedmiotu o wartość f musi towarzyszyć dodatkowy obrót przedmiotu o wielkość y (rys.5) wg zależności: y f tg gdzie: y przesunięcie kątowe przypadające na 1 obrót przedmiotu f posuw w mm/1 obr. przedmiotu kąt pochylenia linii zęba koła nacinanego Rys. 5 Schemat zależności ruchu dodatkowego w funkcji posuwu Zależność obrotów śruby pociągowej sań suportu narzędziowego od obrotów stołu obwodu dodatkowego ujmuje zależność. G H sin S p m z n D C gdzie: d p średnica podziałowa koła nacinanego (d p = m n z) S p skok śruby pociągowej sań suportu i c przełożenie stałe obwodu ruchu dodatkowego i d przełożenie gitary ruchu dodatkowego 4.3. Ustawienie i zamocowanie przedmiotu oraz frezu Typowy sposób zamocowania koła obrabianego na frezarce przedstawiono na rys. 1. W obrotowym stole znajduje się gniazdo centrujące, do osadzenia w nim wymiennego trzpienia, na którym mocowane jest koła. Sprawdzenie współosiowości koła w stosunku do stołu obrotowego dokonuje się poprzez pomiar bicia za pomocą czujnika. 10

11 Frez mocowany jest na trzpieniu z wpustem, który przenosi moment obrotowy. Trzpień z jednej strony osadzony jest w gnieździe wrzeciona w drugim końcu podparty w podtrzymce. Należy zwrócić uwagę na dokładne współosiowe osadzenie frezu, aby nie wystąpiło jego bicie. Przy ustaleniu położenia wzdłużno-osiowego należy spełnić warunek, aby jeden z wrębów frezu zajmował położenie symetryczne względem płaszczyzny pionowej przechodzącej przez oś przedmiotu obrabianego. W przypadku niedopełnienia tego warunku obrabiany ząb będzie niesymetryczny. Warunkiem koniecznym do spełnienia jest również takie ustawienie wrzeciennika frezu aby zwoje gwintu freza ślimakowego były styczne w stosunku do linii zębów koła obrabianego. Wszystkie możliwe warianty ustawienia frezu względem obrabianego koła podano na rys. 6. Rys. 6. Sposoby ustawienia freza względem przedmiotu W przypadku obróbki kół o zębach prostych kąt skręcenia jest równy wzniosu linii gwintu frezu. Wartość tego kąta jest podana w sposób trwały na każdym frezie ślimakowym i waha się w granicach 2-4. W przypadku obróbki kół zębatych o zębach śrubowych kąt skręcenia osi frezu wynosi odpowiednio + lub -. Kierunek skręcenia osi i znak (+) lub (-) zależy od kierunku linii śrubowej obrabianego koła i frezu ślimakowego. Skręcenie wykonuje się wg skali kątowej na obrotnicy wrzeciennika. 11

12 5. PRZEBIEG ĆWICZENIA 1. Przeanalizować schemat kinematyczny frezarki. 2. Obliczyć parametry obróbki oraz przełożenia odpowiednich gitar dla danych podanych przez prowadzącego np.: Koło obrabiane: z = 40, m n = 3, = 20, koło prawe. Frez: 1 zwojny, lewy, średnica zewnętrzna D = 60 mm. Warunki skrawania: V = 20 m/min, f = 0,55 mm/obr. 3. Praktyczne nastawienie frezarki i obserwacja pracy. 4. Obserwacja pracy innych obrabiarek do kół zębatych (dłutownica Fellowsa, wiórkarka, szlifierka Niles) 12

ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Nacinanie walcowych kół zębatych na frezarce obwiedniowej
 POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inż. Krzysztof Netter www.netter.strefa.pl
POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inż. Krzysztof Netter www.netter.strefa.pl
Nacinanie walcowych kół zębatych na frezarce obwiedniowej
 POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inŝ. Krzysztof Netter www.netter.strefa.pl
POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inŝ. Krzysztof Netter www.netter.strefa.pl
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA
 ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
OBRÓBKA OBWIEDNIOWA KÓŁ ZĘBATYCH O ŚRUBOWEJ LINII ZĘBA
 WYDZIAŁ MECHANICZNY OBRÓBKA OBWIEDNIOWA KÓŁ ZĘBATYCH O ŚRUBOWEJ LINII ZĘBA Do instrukcji laboratoryjnych z przedmiotu: OBRÓBKA SKRAWANIEM I NARZĘDZIA Kod: Opracował: dr inż. G. Skorulski Białystok 2011-1-
WYDZIAŁ MECHANICZNY OBRÓBKA OBWIEDNIOWA KÓŁ ZĘBATYCH O ŚRUBOWEJ LINII ZĘBA Do instrukcji laboratoryjnych z przedmiotu: OBRÓBKA SKRAWANIEM I NARZĘDZIA Kod: Opracował: dr inż. G. Skorulski Białystok 2011-1-
1. Tokarka pociągowa uniwersalna TUG-48
 . Tokarka pociągowa uniwersalna TUG-48.. Charakterystyka techniczna Tokarka pociągowa uniwersalna TUG-48 jest przeznaczona do obróbki zgrubnej i dokładnej przedmiotów stalowych, żeliwnych i ze stopów metali
. Tokarka pociągowa uniwersalna TUG-48.. Charakterystyka techniczna Tokarka pociągowa uniwersalna TUG-48 jest przeznaczona do obróbki zgrubnej i dokładnej przedmiotów stalowych, żeliwnych i ze stopów metali
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Karta (sylabus) modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia. Podstawy maszyn technologicznych Rodzaj przedmiotu: Język polski
 modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia. Podstawy maszyn technologicznych Rodzaj przedmiotu: Język polski") Karta (sylabus) modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia Przedmiot: Podstawy maszyn technologicznych Rodzaj przedmiotu: Podstawowy Kod przedmiotu: MBM S 0 4 47-0 0 Rok: 2 Semestr:
Karta (sylabus) modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia Przedmiot: Podstawy maszyn technologicznych Rodzaj przedmiotu: Podstawowy Kod przedmiotu: MBM S 0 4 47-0 0 Rok: 2 Semestr:
Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]
![Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]](/thumbs/29/13741237.jpg "Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]") Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
Dobór silnika serwonapędu. (silnik krokowy)
") Dobór silnika serwonapędu (silnik krokowy) Dane wejściowe napędu: Masa całkowita stolika i przedmiotu obrabianego: m = 40 kg Współczynnik tarcia prowadnic = 0.05 Współczynnik sprawności przekładni śrubowo
Dobór silnika serwonapędu (silnik krokowy) Dane wejściowe napędu: Masa całkowita stolika i przedmiotu obrabianego: m = 40 kg Współczynnik tarcia prowadnic = 0.05 Współczynnik sprawności przekładni śrubowo
Podstawy Konstrukcji Maszyn. Wykład nr. 13 Przekładnie zębate
 Podstawy Konstrukcji Maszyn Wykład nr. 13 Przekładnie zębate 1. Podział PZ ze względu na kształt bryły na której wykonano zęby A. walcowe B. stożkowe i inne 2. Podział PZ ze względu na kształt linii zębów
Podstawy Konstrukcji Maszyn Wykład nr. 13 Przekładnie zębate 1. Podział PZ ze względu na kształt bryły na której wykonano zęby A. walcowe B. stożkowe i inne 2. Podział PZ ze względu na kształt linii zębów
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia o profilu: A P Przedmiot: Podstawy maszyn technologicznych Kod przedmiotu Status przedmiotu: obowiązkowy MBM 1 S 0 4 47-0_0 Język
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia o profilu: A P Przedmiot: Podstawy maszyn technologicznych Kod przedmiotu Status przedmiotu: obowiązkowy MBM 1 S 0 4 47-0_0 Język
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium MASZYN I URZĄDZEŃ TECHNOLOGICZNYCH. Nr 2
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium MASZYN I URZĄDZEŃ TECHNOLOGICZNYCH Nr 2 POMIAR I KASOWANIE LUZU W STOLE OBROTOWYM NC Poznań 2008 1. CEL ĆWICZENIA Celem ćwiczenia jest
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium MASZYN I URZĄDZEŃ TECHNOLOGICZNYCH Nr 2 POMIAR I KASOWANIE LUZU W STOLE OBROTOWYM NC Poznań 2008 1. CEL ĆWICZENIA Celem ćwiczenia jest
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Tokarka uniwersalna SPC-900PA
 Tokarka uniwersalna SPC-900PA Tokarka uniwersalna SPC-900PA Charakterystyka maszyny. Tokarka uniwersalna SPC-900PA przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna
Tokarka uniwersalna SPC-900PA Tokarka uniwersalna SPC-900PA Charakterystyka maszyny. Tokarka uniwersalna SPC-900PA przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
ZAMIEJSCOWY WYDZIAŁ MECHANICZNY W SUWAŁKACH
 Politechnika Białostocka ZAMIEJSCOWY WYDZIAŁ MECHANICZNY W SUWAŁKACH INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Temat ćwiczenia: Badanie wpływu parametrów skrawania na stan obrabianej powierzchni. Numer ćwiczenia
Politechnika Białostocka ZAMIEJSCOWY WYDZIAŁ MECHANICZNY W SUWAŁKACH INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Temat ćwiczenia: Badanie wpływu parametrów skrawania na stan obrabianej powierzchni. Numer ćwiczenia
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY KATEDRA KONSTRUKCJI I EKSPLOATACJI MASZYN
 POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY KATEDRA KONSTRUKCJI I EKSPLOATACJI MASZYN KOREKCJA ZAZĘBIENIA ĆWICZENIE LABORATORYJNE NR 5 Z PODSTAW KONSTRUKCJI MASZYN OPRACOWAŁ: dr inż. Jan KŁOPOCKI Gdańsk 2000
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY KATEDRA KONSTRUKCJI I EKSPLOATACJI MASZYN KOREKCJA ZAZĘBIENIA ĆWICZENIE LABORATORYJNE NR 5 Z PODSTAW KONSTRUKCJI MASZYN OPRACOWAŁ: dr inż. Jan KŁOPOCKI Gdańsk 2000
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie AP-4 BADANIE CYKLU PRACY AUTOMATU REWOLWEROWEGO
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie AP-4 Temat: BADANIE CYKLU PRACY AUTOMATU REWOLWEROWEGO Opracowanie: mgr. inż. J. Jaworski Opracowanie elektroniczne: dr inż.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie AP-4 Temat: BADANIE CYKLU PRACY AUTOMATU REWOLWEROWEGO Opracowanie: mgr. inż. J. Jaworski Opracowanie elektroniczne: dr inż.
Obróbka wytaczarska: Obróbka frezerska: Obróbka mechaniczna w ZAMET Budowa Maszyn S.A.
 Obróbka mechaniczna w ZAMET Budowa Maszyn S.A. Obróbka wytaczarska: Wiertarko-frezarki typu "Skoda" z czytnikiem optycznym maksymalne ciężary: na płycie możliwość obróbki z głowicy kątowej: maksymalny
Obróbka mechaniczna w ZAMET Budowa Maszyn S.A. Obróbka wytaczarska: Wiertarko-frezarki typu "Skoda" z czytnikiem optycznym maksymalne ciężary: na płycie możliwość obróbki z głowicy kątowej: maksymalny
Przekładnie zębate. Klasyfikacja przekładni zębatych. 1. Ze względu na miejsce zazębienia. 2. Ze względu na ruchomość osi
 Przekładnie zębate Klasyfikacja przekładni zębatych 1. Ze względu na miejsce zazębienia O zazębieniu zewnętrznym O zazębieniu wewnętrznym 2. Ze względu na ruchomość osi O osiach stałych Planetarne przynajmniej
Przekładnie zębate Klasyfikacja przekładni zębatych 1. Ze względu na miejsce zazębienia O zazębieniu zewnętrznym O zazębieniu wewnętrznym 2. Ze względu na ruchomość osi O osiach stałych Planetarne przynajmniej
Obrabiarki Specjalizowane II Specialized Machine Tools. MiBM II stopień (I stopień / II stopień) akademicki (ogólno akademicki / praktyczny)
 akademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Obrabiarki Specjalizowane II Specialized Machine Tools A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Obrabiarki Specjalizowane II Specialized Machine Tools A. USYTUOWANIE
Tokarka uniwersalna SPA-700P
 Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
ności od kinematyki zazębie
 Klasyfikacja przekładni zębatych z w zależno ności od kinematyki zazębie bień PRZEKŁADNIE ZĘBATE CZOŁOWE ŚRUBOWE WALCOWE (równoległe) STOŻKOWE (kątowe) HIPERBOIDALNE ŚLIMAKOWE o zebach prostych o zębach
Klasyfikacja przekładni zębatych z w zależno ności od kinematyki zazębie bień PRZEKŁADNIE ZĘBATE CZOŁOWE ŚRUBOWE WALCOWE (równoległe) STOŻKOWE (kątowe) HIPERBOIDALNE ŚLIMAKOWE o zebach prostych o zębach
BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB.-3 Temat: BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO Opracowanie: dr inż. Michał Krępski Łódź, 2010r. Temat ćwiczenia:
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB.-3 Temat: BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO Opracowanie: dr inż. Michał Krępski Łódź, 2010r. Temat ćwiczenia:
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Laboratorium Maszyny CNC. Nr 3
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 3 Przekładnia elektroniczna Opracował Dr inż. Wojciech Ptaszyński Poznań, 18 kwietnia 016 1. Cel pracy Celem ćwiczenia
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 3 Przekładnia elektroniczna Opracował Dr inż. Wojciech Ptaszyński Poznań, 18 kwietnia 016 1. Cel pracy Celem ćwiczenia
 Radzionków 17.01.2017 Załącznik nr 1 do zapytania ofertowego nr ELEKTRON/1/2017 Maszyny do obróbki metali CPV 42630000-1 OBRABIARKI DO OBRÓBKI METALI Pieczęć Oferenta OŚWIADCZENIE O BRAKU PODSTAW DO WYKLUCZENIA.
Radzionków 17.01.2017 Załącznik nr 1 do zapytania ofertowego nr ELEKTRON/1/2017 Maszyny do obróbki metali CPV 42630000-1 OBRABIARKI DO OBRÓBKI METALI Pieczęć Oferenta OŚWIADCZENIE O BRAKU PODSTAW DO WYKLUCZENIA.
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego
 Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
WZORU UŻYTKOWEGO. d2)opis OCHRONNY (19) PL (11)63009 EGZEMPLARZ ARCHIWALNY. Jerzy Zamorski, Kraków, PL Marcin Steliga, Zręcin Świerzowa, PL
opis OCHRONNY (19) PL (11)63009 EGZEMPLARZ ARCHIWALNY. Jerzy Zamorski, Kraków, PL Marcin Steliga, Zręcin Świerzowa, PL") EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114643 (22) Data zgłoszenia: 23.02.2004 (19) PL (11)63009
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114643 (22) Data zgłoszenia: 23.02.2004 (19) PL (11)63009
Powiat Ostrowiecki WYKAZ WYPOSAŻENIA
 1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
ANALIZA ŁAŃCUCHÓW KINEMATYCZNYCH FREZARKI OBWIEDNIOWEJ DO UZĘBIEŃ KÓŁ WALCOWYCH
 POLITECHNIKA GDAŃSKA Wydział Mechaniczny Katedra Technologii Maszyn i Automatyzacji Produkcji ANALIZA ŁAŃCUCHÓW KINEMATYCZNYCH FREZARKI OBWIEDNIOWEJ DO UZĘBIEŃ KÓŁ WALCOWYCH (Instrukcja do ćwiczeń laboratoryjnych
POLITECHNIKA GDAŃSKA Wydział Mechaniczny Katedra Technologii Maszyn i Automatyzacji Produkcji ANALIZA ŁAŃCUCHÓW KINEMATYCZNYCH FREZARKI OBWIEDNIOWEJ DO UZĘBIEŃ KÓŁ WALCOWYCH (Instrukcja do ćwiczeń laboratoryjnych
PL 216311 B1. Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 216311 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216311 (13) B1 (21) Numer zgłoszenia: 392273 (51) Int.Cl. B23P 15/14 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 216311 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216311 (13) B1 (21) Numer zgłoszenia: 392273 (51) Int.Cl. B23P 15/14 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej
2. Układ funkcjonalny maszyny
 2. Układ funkcjonalny maszyny 2.1. Układ roboczy maszyny roces roboczy maszyny (obrabiarki) obejmuje wszystkie czynności niezbędne do ukształtowania obrabianego przedmiotu. od względem metodycznym w procesie
2. Układ funkcjonalny maszyny 2.1. Układ roboczy maszyny roces roboczy maszyny (obrabiarki) obejmuje wszystkie czynności niezbędne do ukształtowania obrabianego przedmiotu. od względem metodycznym w procesie
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP (96) Data i numer zgłoszenia patentu europejskiego:
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP (96) Data i numer zgłoszenia patentu europejskiego:") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2271455 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 16.12.2008 08873743.2
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2271455 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 16.12.2008 08873743.2
PL B1. Sposób prostopadłego ustawienia osi wrzeciona do kierunku ruchu posuwowego podczas frezowania. POLITECHNIKA POZNAŃSKA, Poznań, PL
 PL 222915 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222915 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 401901 (22) Data zgłoszenia: 05.12.2012 (51) Int.Cl.
PL 222915 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222915 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 401901 (22) Data zgłoszenia: 05.12.2012 (51) Int.Cl.
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
Sterowanie napędów maszyn i robotów
 Sterowanie napędów maszyn i robotów dr inż. akub ożaryn Wykład Instytut Automatyki i obotyki Wydział echatroniki Politechnika Warszawska, 014 Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
Sterowanie napędów maszyn i robotów dr inż. akub ożaryn Wykład Instytut Automatyki i obotyki Wydział echatroniki Politechnika Warszawska, 014 Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
TOKAREK UNIWERSALNYCH
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
PL B1. POLITECHNIKA RZESZOWSKA IM. IGNACEGO ŁUKASIEWICZA, Rzeszów, PL BUP 21/15
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 227819 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 407801 (22) Data zgłoszenia: 04.04.2014 (51) Int.Cl. F16H 1/16 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 227819 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 407801 (22) Data zgłoszenia: 04.04.2014 (51) Int.Cl. F16H 1/16 (2006.01)
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
(62) Numer zgłoszenia, z którego nastąpiło wydzielenie:
 Numer zgłoszenia, z którego nastąpiło wydzielenie:") PL 221466 B1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 221466 (21) Numer zgłoszenia: 409437 (22) Data zgłoszenia: 29.05.2009 (62) Numer zgłoszenia,
PL 221466 B1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 221466 (21) Numer zgłoszenia: 409437 (22) Data zgłoszenia: 29.05.2009 (62) Numer zgłoszenia,
Sterowanie Napędów Maszyn i Robotów
 Wykład 2 - Dobór napędów Instytut Automatyki i Robotyki Warszawa, 2017 Wstępny dobór napędu: dane o maszynie Podstawowe etapy projektowania Krok 1: Informacje o kinematyce maszyny Krok 2: Wymagania dotyczące
Wykład 2 - Dobór napędów Instytut Automatyki i Robotyki Warszawa, 2017 Wstępny dobór napędu: dane o maszynie Podstawowe etapy projektowania Krok 1: Informacje o kinematyce maszyny Krok 2: Wymagania dotyczące
Sterowanie Napędów Maszyn i Robotów
 Wykład 2 - Dobór napędów Instytut Automatyki i Robotyki Warszawa, 2017 Wstępny dobór napędu: dane o maszynie Podstawowe etapy projektowania Krok 1: Informacje o kinematyce maszyny Krok 2: Wymagania dotyczące
Wykład 2 - Dobór napędów Instytut Automatyki i Robotyki Warszawa, 2017 Wstępny dobór napędu: dane o maszynie Podstawowe etapy projektowania Krok 1: Informacje o kinematyce maszyny Krok 2: Wymagania dotyczące
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 06/15
 PL 221264 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221264 (13) B1 (21) Numer zgłoszenia: 405298 (51) Int.Cl. B23F 1/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 221264 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221264 (13) B1 (21) Numer zgłoszenia: 405298 (51) Int.Cl. B23F 1/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Sterowanie napędów maszyn i robotów
 Sterowanie napędów maszyn i robotów dr inż. akub ożaryn Wykład. Instytut Automatyki i obotyki Wydział echatroniki Politechnika Warszawska, 014 Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
Sterowanie napędów maszyn i robotów dr inż. akub ożaryn Wykład. Instytut Automatyki i obotyki Wydział echatroniki Politechnika Warszawska, 014 Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
NAPĘDY MASZYN TECHNOLOGICZNYCH
 WYDZIAŁ BUDOWY MASZYN I ZARZĄDZANIA Instytut Technologii Mechanicznej ul. Piotrowo 3, 60-965 Poznań, tel. +48 61 665 2203, fax +48 61 665 2200 e-mail: office_mt@put.poznan.pl, www.put.poznan.pl MATERIAŁY
WYDZIAŁ BUDOWY MASZYN I ZARZĄDZANIA Instytut Technologii Mechanicznej ul. Piotrowo 3, 60-965 Poznań, tel. +48 61 665 2203, fax +48 61 665 2200 e-mail: office_mt@put.poznan.pl, www.put.poznan.pl MATERIAŁY
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 12000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 12000 mm z wykorzystaniem wysokowydajnych specjalistycznych
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 174823 (13) B1
 OPIS PATENTOWY (19) PL (11) 174823 (13) B1") RZECZPOSPOLITAPOLSKA (12) OPIS PATENTOWY (19) PL (11) 174823 (13) B1 (21) Numer zgłoszenia: 306627 Urząd Patentowy (22) Data zgłoszenia: 29.12.1994 Rzeczypospolitej Polskiej (51)IntCl6: B23B 39/02 B23B
RZECZPOSPOLITAPOLSKA (12) OPIS PATENTOWY (19) PL (11) 174823 (13) B1 (21) Numer zgłoszenia: 306627 Urząd Patentowy (22) Data zgłoszenia: 29.12.1994 Rzeczypospolitej Polskiej (51)IntCl6: B23B 39/02 B23B
Spis treści. Przedmowa 11
 Przykłady obliczeń z podstaw konstrukcji maszyn. [Tom] 2, Łożyska, sprzęgła i hamulce, przekładnie mechaniczne / pod redakcją Eugeniusza Mazanka ; autorzy: Andrzej Dziurski, Ludwik Kania, Andrzej Kasprzycki,
Przykłady obliczeń z podstaw konstrukcji maszyn. [Tom] 2, Łożyska, sprzęgła i hamulce, przekładnie mechaniczne / pod redakcją Eugeniusza Mazanka ; autorzy: Andrzej Dziurski, Ludwik Kania, Andrzej Kasprzycki,
Podstawy Konstrukcji Maszyn
 Podstawy Konstrukcji Maszyn Część Wykład nr. 1 1. Podstawowe prawo zazębienia I1 przełożenie kinematyczne 1 i 1 = = ω ω r r w w1 1 . Rozkład prędkości w zazębieniu 3 4 3. Zarys cykloidalny i ewolwentowy
Podstawy Konstrukcji Maszyn Część Wykład nr. 1 1. Podstawowe prawo zazębienia I1 przełożenie kinematyczne 1 i 1 = = ω ω r r w w1 1 . Rozkład prędkości w zazębieniu 3 4 3. Zarys cykloidalny i ewolwentowy
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Sposób kształtowania plastycznego wałków z wieńcami zębatymi
 Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
RZE^fi!5!!?L,TA PATENTU TYMCZASOWEGO
 POLSKA OPIS PATENTOWY jj7 j54 RZE^fi!5!!?L,TA PATENTU TYMCZASOWEGO LUDOWA Patent tymczasowy dodatkowy int. CI.3 B23Q 17/08 do patentu nr LlL łt'c ->L Zgłoszono: 31.05.78 (P. 207224) URZĄD PATENTOWY PRL
POLSKA OPIS PATENTOWY jj7 j54 RZE^fi!5!!?L,TA PATENTU TYMCZASOWEGO LUDOWA Patent tymczasowy dodatkowy int. CI.3 B23Q 17/08 do patentu nr LlL łt'c ->L Zgłoszono: 31.05.78 (P. 207224) URZĄD PATENTOWY PRL
STANOWISKO BADAWCZE DO SZLIFOWANIA POWIERZCHNI WALCOWYCH ZEWNĘTRZNYCH, KONWENCJONALNIE I INNOWACYJNIE
 STANOWISKO BADAWCZE DO SZLIFOWANIA POWIERZCHNI WALCOWYCH ZEWNĘTRZNYCH, KONWENCJONALNIE I INNOWACYJNIE Ryszard WÓJCIK 1 1. WPROWADZENIE Do przeprowadzenia badań porównawczych procesu szlifowania konwencjonalnego
STANOWISKO BADAWCZE DO SZLIFOWANIA POWIERZCHNI WALCOWYCH ZEWNĘTRZNYCH, KONWENCJONALNIE I INNOWACYJNIE Ryszard WÓJCIK 1 1. WPROWADZENIE Do przeprowadzenia badań porównawczych procesu szlifowania konwencjonalnego
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
WZORU UŻYTKOWEGO q Y1 [2\\ Numer zgłoszenia:
 RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHMLNY 19 OPIS OCHRONNY PL 58524 WZORU UŻYTKOWEGO q Y1 [2\\ Numer zgłoszenia: 105005 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 10.07.1996
RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHMLNY 19 OPIS OCHRONNY PL 58524 WZORU UŻYTKOWEGO q Y1 [2\\ Numer zgłoszenia: 105005 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 10.07.1996
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE
 PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie OB-1B PRZEGLĄD OBRABIAREK. Redagował: dr inż. W.
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1B Temat: PRZEGLĄD OBRABIAREK Redagował: dr inż. W.Froncki Opracował: dr inż. W.Froncki Zatwierdził: prof. dr hab. inż.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1B Temat: PRZEGLĄD OBRABIAREK Redagował: dr inż. W.Froncki Opracował: dr inż. W.Froncki Zatwierdził: prof. dr hab. inż.
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC. Max. moment obrotowy wrzeciona. Max. długość obrabianego otworu
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
Wykorzystanie analiz MES w badaniach prototypów obrabiarek
 Wykorzystanie analiz MES w badaniach prototypów obrabiarek 44-100 Gliwice, Konarskiego 18A, tel: +48322371680, PLAN PREZENTACJI WPROWADZENIE CHARAKTERYSTYKA OBRABIAREK CIĘŻKICH BADANIA MODELOWE OBRABIAREK
Wykorzystanie analiz MES w badaniach prototypów obrabiarek 44-100 Gliwice, Konarskiego 18A, tel: +48322371680, PLAN PREZENTACJI WPROWADZENIE CHARAKTERYSTYKA OBRABIAREK CIĘŻKICH BADANIA MODELOWE OBRABIAREK
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Materiały pomocnicze do ćwiczenia laboratoryjnego z korekcji kół zębatych (uzębienia i zazębienia)
") Materiały pomocnicze do ćwiczenia laboratoryjnego z korekcji kół zębatych (uzębienia i zazębienia) 1. WPROWADZENIE Koła zębate znajdują zastosowanie w rozlicznych mechanizmach, począwszy od przemysłu zegarmistrzowskiego
Materiały pomocnicze do ćwiczenia laboratoryjnego z korekcji kół zębatych (uzębienia i zazębienia) 1. WPROWADZENIE Koła zębate znajdują zastosowanie w rozlicznych mechanizmach, począwszy od przemysłu zegarmistrzowskiego
OBLICZANIE KÓŁK ZĘBATYCH
 OBLICZANIE KÓŁK ZĘBATYCH koło podziałowe linia przyporu P R P N P O koło podziałowe Najsilniejsze zginanie zęba następuje wówczas, gdy siła P N jest przyłożona u wierzchołka zęba. Siłę P N można rozłożyć
OBLICZANIE KÓŁK ZĘBATYCH koło podziałowe linia przyporu P R P N P O koło podziałowe Najsilniejsze zginanie zęba następuje wówczas, gdy siła P N jest przyłożona u wierzchołka zęba. Siłę P N można rozłożyć
(13) B1 (12) OPIS PATENTOWY (19) PL (11) PL B1 B23K 7/10 RZECZPOSPOLITA POLSKA. Urząd Patentowy Rzeczypospolitej Polskiej
 B1 (12) OPIS PATENTOWY (19) PL (11) PL B1 B23K 7/10 RZECZPOSPOLITA POLSKA. Urząd Patentowy Rzeczypospolitej Polskiej") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 175070 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306629 Data zgłoszenia: 29.12.1994 (51) IntCl6: B23K 7/10 (54) Przecinarka
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 175070 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306629 Data zgłoszenia: 29.12.1994 (51) IntCl6: B23K 7/10 (54) Przecinarka
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
Wyznaczenie równowagi w mechanizmie. Przykład 6
 Wyznaczenie równowagi w mechanizmie Przykład 6 3 m, J Dane: m, J masa, masowy moment bezwładności prędkość kątowa członu M =? Oraz siły reakcji 0 M =? M b F ma b a M J b F b M b Para sił F b M b F b h
Wyznaczenie równowagi w mechanizmie Przykład 6 3 m, J Dane: m, J masa, masowy moment bezwładności prędkość kątowa członu M =? Oraz siły reakcji 0 M =? M b F ma b a M J b F b M b Para sił F b M b F b h
SIŁOWNIKI ŚRUBOWE FIRMY INKOMA - GROUP
 - 2 - Spis treści 1. Siłowniki śrubowe ALBERT typ SGT 5 SGT 1000 ze śrubą toczną lub śrubą z gwintem trapezowym symetrycznym... - 3-2. Siłowniki śrubowe ALBERT typ SGT 5 SGT 1000 - warianty wykonania...
- 2 - Spis treści 1. Siłowniki śrubowe ALBERT typ SGT 5 SGT 1000 ze śrubą toczną lub śrubą z gwintem trapezowym symetrycznym... - 3-2. Siłowniki śrubowe ALBERT typ SGT 5 SGT 1000 - warianty wykonania...
Ćwiczenie OB-1A POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Temat: Opracowali: dr inż. W. Froncki i mgr inż. R.
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1A Temat: PRZEGLĄD OBRABIAREK Opracowali: dr inż. W. Froncki i mgr inż. R. Synajewski Zatwierdził: dr hab. inż. W. Pawłowski
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1A Temat: PRZEGLĄD OBRABIAREK Opracowali: dr inż. W. Froncki i mgr inż. R. Synajewski Zatwierdził: dr hab. inż. W. Pawłowski
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Koła stożkowe o zębach skośnych i krzywoliniowych oraz odpowiadające im zastępcze koła walcowe wytrzymałościowo równoważne
 Spis treści PRZEDMOWA... 9 1. OGÓLNA CHARAKTERYSTYKA I KLASYFIKACJA PRZEKŁADNI ZĘBATYCH... 11 2. ZASTOSOWANIE I WYMAGANIA STAWIANE PRZEKŁADNIOM ZĘBATYM... 22 3. GEOMETRIA I KINEMATYKA PRZEKŁADNI WALCOWYCH
Spis treści PRZEDMOWA... 9 1. OGÓLNA CHARAKTERYSTYKA I KLASYFIKACJA PRZEKŁADNI ZĘBATYCH... 11 2. ZASTOSOWANIE I WYMAGANIA STAWIANE PRZEKŁADNIOM ZĘBATYM... 22 3. GEOMETRIA I KINEMATYKA PRZEKŁADNI WALCOWYCH
1. STRUKTURA MECHANIZMÓW 1.1. POJĘCIA PODSTAWOWE
 1. STRUKTURA MECHANIZMÓW 1.1. POJĘCIA PODSTAWOWE 1.1.1. Człon mechanizmu Człon mechanizmu to element konstrukcyjny o dowolnym kształcie, ruchomy bądź nieruchomy, zwany wtedy podstawą, niepodzielny w aspekcie
1. STRUKTURA MECHANIZMÓW 1.1. POJĘCIA PODSTAWOWE 1.1.1. Człon mechanizmu Człon mechanizmu to element konstrukcyjny o dowolnym kształcie, ruchomy bądź nieruchomy, zwany wtedy podstawą, niepodzielny w aspekcie
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
POMIAR KÓŁ ZĘBATYCH WALCOWYCH cz. 1.
 I. Cel ćwiczenia: POMIAR KÓŁ ZĘBATYCH WALCOWYCH cz. 1. 1. Zidentyfikować koło zębate przeznaczone do pomiaru i określić jego podstawowe parametry 2. Dokonać pomiaru grubości zęba suwmiarką modułową lub
I. Cel ćwiczenia: POMIAR KÓŁ ZĘBATYCH WALCOWYCH cz. 1. 1. Zidentyfikować koło zębate przeznaczone do pomiaru i określić jego podstawowe parametry 2. Dokonać pomiaru grubości zęba suwmiarką modułową lub
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE
 TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
(12) OPIS PATENTOWY. (54)Uniwersalny moduł obrotowo-podziałowy
 OPIS PATENTOWY. (54)Uniwersalny moduł obrotowo-podziałowy") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 160463 (13) B2 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 283098 (22) Data zgłoszenia: 28.12.1989 B23Q (51)IntCl5: 16/06 (54)Uniwersalny
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 160463 (13) B2 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 283098 (22) Data zgłoszenia: 28.12.1989 B23Q (51)IntCl5: 16/06 (54)Uniwersalny
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Projekt nr POIG /09. Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych
 Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I
 ...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE
 TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
Szczegółowy opis przedmiotu zamówienia
 Urząd Marszałkowski Województwa Zachodniopomorskiego Europejski Fundusz Rozwoju Regionalnego Projekt współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach
Urząd Marszałkowski Województwa Zachodniopomorskiego Europejski Fundusz Rozwoju Regionalnego Projekt współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie obrabiarek CNC. Nr 2
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
Katalog zbędnych środków produkcji 2016
 Katalog zbędnych środków produkcji 2016 Informacji na temat maszyn i urządzeń zawartych w katalogu udziela: Ryszard Sachar SIPMA S.A., DPP/Technolog tel. kom. (+48) 605 577 521 tel. (+48) 81 44 14 650
Katalog zbędnych środków produkcji 2016 Informacji na temat maszyn i urządzeń zawartych w katalogu udziela: Ryszard Sachar SIPMA S.A., DPP/Technolog tel. kom. (+48) 605 577 521 tel. (+48) 81 44 14 650
PL B1. POLITECHNIKA WARSZAWSKA, Warszawa, PL BUP 12/14. ANTONI SZUMANOWSKI, Warszawa, PL PAWEŁ KRAWCZYK, Ciechanów, PL
 PL 222644 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222644 (13) B1 (21) Numer zgłoszenia: 401778 (51) Int.Cl. F16H 55/56 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 222644 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222644 (13) B1 (21) Numer zgłoszenia: 401778 (51) Int.Cl. F16H 55/56 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
Nazwa obrabiarki. 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2
... 2") Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 20/12
 PL 218402 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218402 (13) B1 (21) Numer zgłoszenia: 394247 (51) Int.Cl. B23F 5/27 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218402 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218402 (13) B1 (21) Numer zgłoszenia: 394247 (51) Int.Cl. B23F 5/27 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej