ROZPRAWA DOKTORSKA. Wpływ parametrów obróbki cieplno plastycznej na mikrostrukturę. i wybrane własności spiekanej stali Fe-0,85Mo-0,65Si-1,4C
|
|
|
- Wiktor Kalinowski
- 8 lat temu
- Przeglądów:
Transkrypt

1 AKADEMIA GÓRNICZO-HUTNICZA im. Stanisława Staszica w Krakowie Wydział Inżynierii Metali i Informatyki Przemysłowej Katedra Plastycznej Przeróbki Metali ROZPRAWA DOKTORSKA Wpływ parametrów obróbki cieplno plastycznej na mikrostrukturę i wybrane własności spiekanej stali Fe-0,85Mo-0,65Si-1,4C mgr inż. PIOTR NIKIEL Promotor: Prof. dr hab. inż. Stefan Szczepanik Kraków 2015
2 Praca została dofinansowana z grantu dziekańskiego AGH nr Podziękowania Składam serdeczne podziękowania Panu Prof. dr hab. inż. Stefanowi Szczepanikowi za opiekę merytoryczną, cierpliwość, wyrozumiałość oraz wszelką pomoc okazaną mi w realizacji niniejszej pracy. Składam również podziękowania: Panu Dr Stephenowi Mitchellowi za umożliwienie wytworzenia materiału do badań, Panu Profesorowi Rudolfowi Kawalli za umożliwienie przeprowadzenia badań plastometrycznych, a także dla wszystkich, z którymi miałem przyjemność współpracować. Dziękuję Żonie i Rodzicom za udzielone mi wsparcie. 2
3 SPIS TREŚCI 1. STRESZCZENIE ANALIZA LITERATURY Charakterystyka stali wysokowęglowych Wpływ węgla na mikrostrukturę i własności stali Własności stali wysokowęglowych o drobnoziarnistej mikrostrukturze Metody obróbki cieplnej i cieplno plastycznej stali o dużej zawartości węgla Złożona obróbka cieplna Przeróbka plastyczna na gorąco i na ciepło Przeróbka plastyczna na ciepło Przeróbka plastyczna na zimno i wyżarzanie Przeróbka plastyczna z dużą akumulacją odkształcenia Potencjalne aplikacje stali wysokowęglowych BADANIA WŁASNE Cel i teza pracy Wytworzenie i charakterystyka spiekanej stali Fe-0,85Mo-0,65Si-1,4C Mikrostruktura i twardość spieków Badania dylatometryczne spieków Rentgenowska analiza fazowa Badania fraktograficzne spieków Obróbka cieplna w zakresie temperatury przemiany austenitycznej Podsumowanie wyników badań materiału wyjściowego Obróbka cieplno plastyczna spiekanej stali Fe-0,85Mo- 0,65Si-1,4C Dobór parametrów obróbki cieplno - plastycznej Opracowanie i analiza wyników badań plastometrycznych Analiza MES stanu odkształcenia i naprężenia w próbkach podczas badań plastometrycznych Badania mikrostruktury po obróbce cieplno plastycznej
4 Badania na mikroskopie skaningowym Ilościowa analiza mikrostruktury Rentgenowska analiza fazowa spieków po odkształceniu Analiza EBSD Badania fraktograficzne odkształconych materiałów Analiza twardości na przekrojach odkształconych materiałów Badania rozciągania stali Fe-0,85Mo-0,65Si-1,4C ze stałą i zmienną prędkością odkształcenia Mikrostruktura stali po przeprowadzonej próbie rozciągania ANALIZA WYNIKÓW BADAŃ WNIOSKI LITERATURA
5 1. STRESZCZENIE Rozprawa doktorska obejmuje zagadnienia związane z kształtowaniem mikrostruktury wysokowęglowej stali Fe-0,85Mo-0,65Si-1,4C w procesie obróbki cieplno plastycznej. Stal Fe-0,85Mo-0,65Si-1,4C została wytworzona metodą metalurgii proszków. W wyniku spiekania z udziałem fazy ciekłej, charakteryzuje się dużą gęstością rzeczywistą, zbliżoną do gęstości materiału litego. Niejednorodna mikrostruktura stali Fe-0,85Mo-0,65Si-1,4C po spiekaniu złożona z perlitu, ferrytu, cementytu wpływa niekorzystnie na własności mechaniczne i plastyczne. Zastosowanie odpowiedniej obróbki cieplnej, złożonej z hartowania i wyżarzania sferoidyzującego prowadzi do przebudowy mikrostruktury tej stali, w rezultacie, której otrzymuje się stal o mikrostrukturze złożonej z ferrytu i cementytu sferoidalnego. W wyniku tak przeprowadzonej obróbki cieplnej następuje poprawa własności plastycznych i mechanicznych stali Fe-0,85Mo-0,65Si-1,4C. Wyżarzanie sferoidyzujące jest procesem długotrwałym i energochłonnym. Dlatego w rozprawie doktorskiej podjęto opracowanie metody, której zastosowanie przyspieszy przebudowę mikrostruktury, tj. sferoidyzację cementytu w spiekanej stali wysokowęglowej. Po przeprowadzonych badaniach materiału wyjściowego włącznie z analizą dylatometryczną opracowany został przebieg procesu obróbki cieplno plastycznej. Jego realizacja polegała na odkształcaniu stali w zakresie temperatury odpowiadającej temperaturze początku i końca przemiany austenitycznej, z prędkością odkształcenia w przedziale 0,001 do 1 s -1. Odkształcenie realizowano na plastometrze poprzez spęczanie walcowych próbek spiekanej stali Fe-0,85Mo-0,65Si-1,4C w stanie wyjściowym nieobrobionym cieplnie, po hartowaniu oraz po wyżarzaniu sferoidyzującym. W wyniku przeprowadzonego procesu, z zadanym odkształceniem rzędu ε = 0,7 0,9 przebudowana została silnie mikrostruktura stali. Największe zmiany mikrostruktury powstały w stali po hartowaniu, w temperaturze odkształcania odpowiadającej temperaturze końca przemiany austenitycznej. Martenzytyczna mikrostruktura spiekanej stali Fe-0,85Mo-0,65Si-1,4C została przebudowana w procesie obróbki cieplno plastycznej na mikrostrukturę złożoną z ferrytu i cementytu sferoidalnego. Własności oraz parametry mikrostruktury stali, tj. wielkość powstałych sferoidalnych węglików Fe 3 C po procesie obróbki cieplno plastycznej zależą od warunków realizacji procesu. 5
6 2. ANALIZA LITERATURY 2.1. Charakterystyka stali wysokowęglowych Stale są najpowszechniej stosowanym materiałem w technice, o czym decyduje szereg czynników, między innymi szeroki zakres własności fizycznych i mechanicznych, jakie mogą posiadać. Własności stali zależą od składu chemicznego oraz od przeprowadzonych procesów przetwórstwa i obróbki cieplnej czy też obróbki cieplno plastycznej. Stal jest stopem zawierającym (masowo) więcej żelaza niż jakiegokolwiek innego pierwiastka, obrobionym plastycznie i cieplnie. Podstawowym pierwiastkiem w stali jest węgiel. Zawartość węgla w stali nie przekracza 2%. Poza węglem do stali dodaje się pierwiastki stopowe, m.in. Mn, Si, Ni, Cr, Mo, V. Pierwiastki stopowe dodane do stali oddziałują na własności różnymi mechanizmami: rozpuszczają się w austenicie lub ferrycie, tworzą węgliki i azotki, fazy międzymetaliczne oraz występują w stanie wolnym [1 5]. Ze względu na skład chemiczny rozróżnia się stale niestopowe (węglowe) i stale stopowe. W zależności od zawartości węgla, stale niestopowe dzieli się na [2, 3, 5]: niskowęglowe o zawartości węgla do około 0,25%, średniowęglowe 0,25 0,6% C, wysokowęglowe, powyżej 0,6% C. Do stopowych zalicza się te stale, w których co najmniej jeden z pierwiastków osiąga lub przekracza następujące wartości (% mas.): 1,65% Mn, 0,6% Si, 0,3% (Cr, Al, Co, W, Ni), 0,08% Mo, 0,05% (Ti, Zr), 0,1% (V, Bi, Se, Te), 0,4% (Cu, Pb), 0,06% Nb, 0,0008% B i inne o zawartości 0,1% (z wyjątkiem C, P, S, N) [2]. Ze względu na sumaryczne stężenie pierwiastków, stale stopowe dzieli się tradycyjnie na następujące grupy [3]: niskostopowe, w których stężenie jednego pierwiastka (oprócz węgla) nie przekracza 2%, a suma pierwiastków łącznie nie przekracza 3,5%, średniostopowe, w których stężenie jednego pierwiastka (oprócz węgla) przekracza 2%, lecz nie przekracza 8%, lub suma pierwiastków łącznie nie przekracza 12%, wysokostopowe, w których stężenie jednego pierwiastka przekracza 8% a suma pierwiastków łącznie nie przekracza 55%. 6
7 Stale wysokowęglowe o dużej zawartości węgla, powyżej 1%, nie znalazły szerszego zastosowania, co wynika z ich niekorzystnych własności mechanicznych i plastycznych. W stalach konstrukcyjnych zawartość węgla jest mniejsza niż 0,7% C, jednak w większości stali konstrukcyjnych nie przekracza 0,3%. Do grupy stali o dużej zawartości węgla, powyżej 1% należą niektóre stale łożyskowe i narzędziowe [1, 4]. Intensywny rozwój stali wysokowęglowych (UHC - Ultrahigh Carbon Steel) o zawartości węgla 1 2,1% wag. został zapoczątkowany w latach siedemdziesiątych XX wieku. Wówczas opracowano specjalne procesy ich przetwórstwa i obróbki cieplnej, dzięki czemu otrzymano bardzo korzystne własności tych stali [6, 7, 9]. Przy odpowiedniej mikrostrukturze charakteryzują się wyjątkowymi własnościami, tj. bardzo dobrą kombinacją własności plastycznych i mechanicznych w temperaturze otoczenia, a przy podwyższonej temperaturze wykazują zdolność do odkształceń nadplastycznych [6 10]. Stale wysokowęglowe są wytwarzane metodą klasycznej metalurgii lub metodą metalurgii proszków Wpływ węgla na mikrostrukturę i własności stali Dominujący wpływ na mikrostrukturę i własności stali ma węgiel. W zależności od udziału procentowego węgla zmienia się skład mikrostrukturalny i fazowy stali tworząc z żelazem roztwory stałe tj. ferryt, austenit czy węgliki. Fazy, ferrytu i austenitu tworzą międzywęzłowe roztwory węgla, odpowiednio w żelazie α i γ. Maksymalna rozpuszczalność węgla w ferrycie nie przekracza 0,022% wag., natomiast w austenicie 2,11% wag. Graniczna rozpuszczalność węgla w ferrycie w temperaturze pokojowej wynosi 0,008% wag. [1, 5]. Żelazo z węglem tworzy cementyt, gdy zostaje przekroczona rozpuszczalność węgla w austenicie lub ferrycie. Cementyt, Fe 3 C posiada rombową strukturę krystaliczną, w którym występuje stała zawartość węgla 6,67%. Cementyt może tworzyć roztwory stałe różno węzłowe, gdzie atomy żelaza mogą być zastępowane atomami Cr, Mn, czy Mo a atomy węgla, atomami azotu, tworząc tzw. cementyt stopowy [1, 5]. W temperaturze otoczenia, w stanie równowagi poza ferrytem i cementytem występuje perlit, który jest mieszaniną tych faz. Perlit posiada budowę płytkową, z naprzemian ułożonych płytek ferrytu i cementytu o stosunku grubości 7:1 [5]. Na rysunku 2.1 przedstawiono układ równowagi Fe Fe 3 C wraz z zaznaczonym udziałem poszczególnych składników struktury w zależności od udziału węgla w stali. 7
8 Rys Układ Fe Fe 3 C oraz udział poszczególnych składników strukturalnych w zależności od zawartości węgla [11] Przechłodzenie stali nagrzanej powyżej temperatury austenityzowania do temperatury poniżej przemiany martenzytycznej tzw. Ms (Martensie start) prowadzi do bezdyfuzyjnej przemiany martenzytycznej. Po przekroczeniu temperatury Mf (Martensie finish), dalsza przemiana nie zachodzi. Produktami tej przemiany jest martenzyt i austenit szczątkowy. Martenzyt jest przesyconym roztworem węgla w żelazie α o przestrzennie centrowanej tetragonalnej strukturze krystalicznej. Udział austenitu, który nie zostaje przemieniony w martenzyt, w stalach niestopowych jest zależny od zawartości węgla w stali (rys. 2.2b). Ze wzrostem zawartości węgla temperatura Ms i Mf ulegają obniżeniu, zależność ta została przedstawiona na rysunku 2.2a [4, 5]. 8
9 Rys.2.2. Wpływ zawartości węgla na położenie temperatury Ms i Mf (a) oraz na udział austenitu szczątkowego[4] Produktem przemiany austenitu w zakresie temperatury między przemianą perlityczną a martenzytyczną jest bainit. Przemiana bainityczna (pośrednia) łączy cechy przemiany dyfuzyjnej i bezdyfuzyjnej. Bainit jest mieszaniną dwóch faz, ferrytu przesyconego węglem i węglików. W zależności od temperatury zachodzącej przemiany powstaje bainit górny lub dolny, które różnią się morfologią. Bainit górny tworzy się w zakresie temperatury C. Natomiast bainit dolny poniżej temperatury 400 C, a powyżej temperatury przemiany martenzytycznej [4]. Poszczególne składniki strukturalne stali wykazują duży rozrzut we własnościach. Ferryt, ze względu na małą zawartość węgla posiada własności zbliżone do czystego żelaza, którego wytrzymałość na rozciąganie wynosi około R m ~ 300 MPa przy wydłużeniu A ~ 40%. Twardość ferrytu wynosi około 80 HB [5]. Własności mechaniczne perlitu zależą od dyspersji perlitu, tj. od odległości pomiędzy płytkami. Wytrzymałość i twardość rosną wraz ze stopniem dyspersji perlitu. Wytrzymałość na rozciąganie stali o mikrostrukturze perlitycznej wynosi w przybliżeniu MPa przy wydłużeniu A~8%, a twardość perlitu mieści się w zakresie HB [5]. Cementyt jest składnikiem stali, twardym a zarazem kruchym. Twardość cementytu wynosi około 700 HB [5]. Podobnie jak cementyt, martenzyt jest twardym i kruchym składnikiem stali. Umocnienie martenzytu jest spowodowane dużą gęstością dyslokacji i rozdrobnieniem ziarna. Własności martenzytu są zależne od zawartości węgla w stali. Zależność twardości od zawartości węgla w stali przedstawiono na rysunku
10 Rys Wpływ zawartości węgla na twardość zahartowanej stali niestopowej [4] Zmniejszenie twardości stali o mikrostrukturze martenzytycznej o zawartości węgla większej od 0,8%, jest spowodowane zwiększonym udziałem austenitu szczątkowego. Inne pierwiastki stopowe mają niewielki wpływ na twardość martenzytu [4]. Własności bainitu są zależne od temperatury przemiany. Powstający w niższej temperaturze bainit dolny charakteryzuje się wyższą wytrzymałością i udarnością niż bainit górny [4, 12]. Udział poszczególnych składników mikrostrukturalnych determinuje własności stali, zależność wpływu zawartości węgla na własności stali w stanie równowagi przedstawiono na rysunku 2.4. Ze wzrostem udziału węgla w stali, zmienia się skład mikrostrukturalny stali i fazowy, zwiększa się udział cementytu, który determinuje wzrost własności mechanicznych, lecz kosztem własności plastycznych. Przy udziale węgla w stali 0,77 %, mikrostrukturę stali stanowi perlit. Z dalszym wzrostem węgla w stali, cementyt wydziela się po granicach ziaren perlitu (rys. 2.5b), co powoduje spadek, zarówno własności mechanicznych i plastycznych przy wzroście twardości. Utworzona ciągła siatka cementytu po granicach ziaren stanowi miejsce propagacji pęknięć wzdłuż ich granic w wyniku przyłożonych naprężeń. 10
![Rys. 2.4. Wpływ zawartości węgla na własności mechaniczne i plastyczne stali [3] Na wykresie Fe-Fe 3 C (rys. 2.5a) przedstawiono zmiany w mikrostrukturze stali nadeutektoidalnej schłodzonej ze stanu ciekłego.](/docs-images/64/51979989/images/11-0.jpg "Powyżej linii SE mikrostrukturę stanowi austenit, natomiast z dalszym chłodzeniem nadmiar węgla wydziela się w formie cementytu II-rzędowego")

![zmianie [3, 11]. Na rysunku 2.](/docs-images/64/51979989/images/11-2.jpg "5b przedstawiono charakterystyczną mikrostrukturę stali o zawartości węgla powyżej 1,4%, gdzie jasne obszaru stanowi siatka cementytu")
11 Rys Wpływ zawartości węgla na własności mechaniczne i plastyczne stali [3] Na wykresie Fe-Fe 3 C (rys. 2.5a) przedstawiono zmiany w mikrostrukturze stali nadeutektoidalnej schłodzonej ze stanu ciekłego. Powyżej linii SE mikrostrukturę stanowi austenit, natomiast z dalszym chłodzeniem nadmiar węgla wydziela się w formie cementytu II-rzędowego (wtórnego). Przy dalszym chłodzeniu w temperaturze 727 C następuje przemiana eutektoidalna, której produktem jest perlit i cementyt wtórny nie ulega zmianie [3, 11]. Na rysunku 2.5b przedstawiono charakterystyczną mikrostrukturę stali o zawartości węgla powyżej 1,4%, gdzie jasne obszaru stanowi siatka cementytu otaczająca ziarna perlitu. a) b) Rys Schemat przemian fazowych podczas chłodzenia stali nadeutektoidalnej ze stanu ciekłego (a) oraz mikrostruktura stali o zawartości węgla 1,4% [3, 13] 11
12 Węgiel, poza bardzo dużym wpływem na własności mechaniczne i plastyczne stali ma również wpływ na hartowność, czyli zdolność do tworzenia struktury martenzytycznej. Najmocniej obniża, ze wszystkich pierwiastków temperatury M s i M f, co ma wpływ na tworzenie się i ilość austenitu szczątkowego. Ze wzrostem zawartości węgla w stali rośnie współczynnik liniowej rozszerzalności cieplnej, a przewodność cieplna maleje, co wpływa na wzrost naprężeń cieplnych i skłonność do pęknięć podczas obróbki cieplnej. Również, ze wzrostem zawartości węgla w stali pogarsza się spawalność i zgrzewalność stali. Zwiększony udział węgla pogarsza także podatność stali na obróbkę plastyczną na zimno jak i na gorąco [3 5] Własności stali wysokowęglowych o drobnoziarnistej mikrostrukturze Niekorzystne własności stali wysokowęglowych są ściśle związane z mikrostrukturą, ciągłą siatką twardego i kruchego cementytu po granicach ziaren. Jednak zastosowanie odpowiedniej obróbki cieplnej lub/ i obróbki cieplno plastycznej prowadzi do przerwania ciągłości siatki i sferoidyzacji cementytu włącznie z cementytem występującym w perlicie (eutektoidalnym). W rezultacie otrzymuje się mikrostrukturę ferrytu ze sferoidalnym cementytem (sferoidytu). Niektóre z opracowanych metod (Rozdz. 2.2) prowadzą również do rozdrobnienia mikrostruktury [6 10]. Stale wysokowęglowe o drobnoziarnistej mikrostrukturze ferrytu ze sferoidalnym cementytem charakteryzują się unikalnymi własnościami w temperaturze pokojowej tj. dużą wytrzymałością, twardością i plastycznością. W podwyższonej temperaturze wykazują zdolność do odkształceń nadplastycznych [8 10, 23, 24]. Zależność wpływu zawartości węgla w stali na wydłużenie z próby rozciągania w temperaturze pokojowej, przedstawiono na historycznym wykresie Howes a (rys. 2.6), na który dodatkowo naniesiono wydłużenie otrzymane dla stali o zawartości 1,8% C, którego maksymalna wartość jest zbliżona do 30%. Duży rozrzut w wielkości wydłużenia dla tej samej stali jest ściśle związany z jej mikrostrukturą. 12

13 Rys Zależności procentowego wydłużenia z próby rozciągania od zawartości węgla w stali węglowej, z naniesionym wydłużeniem otrzymanym dla stali o zawartości węgla 1,8% C [9] Własności mechaniczne i plastyczne stali wysokowęglowych poza składem strukturalnym zależą od wielkości ziarna. W przypadku stali o mikrostrukturze ferrytu i cementytu sferoidalnego, poza wielkością ziarna ferrytu, własności są determinowane takimi parametrami mikrostruktury jak: wielkość wydzieleń węglików na granicach ziaren, wewnątrz ziaren, odległość pomiędzy węglikami czy ich objętościowy względny udział [14]. Wpływ wielkości ziarna oraz wielkości wydzieleń cementytu na granicę plastyczności i odkształcenie graniczne został przedstawiony na rysunku 2.7. A) B) Rys Mikrostruktura SEM stali o zawartości 1,8%C o różnej wielkości ziarna ferrytu i sferoidalnych wydzieleń cementytu oraz odpowiadające jej krzywe naprężenie umowne wydłużenie z próby rozciągania [14] 13
 o wielkości ziarna 0,3 μm i 0,22 µm wielkości sferoidalnych wydzieleń cementytu, granica plastyczności wyniosła 1470 MPa a wydłużenie 2,2%.")
14 W przypadku silnie rozdrobnionej mikrostruktury stali (rys A-d) o wielkości ziarna 0,3 μm i 0,22 µm wielkości sferoidalnych wydzieleń cementytu, granica plastyczności wyniosła 1470 MPa a wydłużenie 2,2%. Natomiast w przypadku stali o mikrostrukturze przedstawionej na rys A-a, o wielkości ziarna 3,5 μm i wielkości wydzieleń cementytu odpowiednio 1 μm i 0,8 po granicach i wewnątrz ziaren granica plastyczności wyniosła 780 MPa a wydłużenie 25%. Korelację wielkości ziarna, wielkości sferoidalnego cementytu po granicach ziaren i wewnątrz ziaren z naprężeniem zrywającym z próby rozciągania przedstawiono na rysunku 2.8 [14]. Rys Zależność naprężenia przy zerwaniu w próbie rozciągania od odwrotnego pierwiastka z: a) wielkości ziarna L, b) wielkości sferoidalnego cementytu wewnątrz ziaren d gi i c) na granicach ziaren ferrytu d gb [14] Mikrostruktura stali wysokowęglowej jest zależna od przeprowadzonego procesu obróbki cieplnej czy obróbki cieplno plastycznej. Autorzy pracy [15] otrzymali szerokie spektrum własności tej samej stali o zawartości 1% C po zastosowaniu różnych metod tj.: walcowania na zimno, walcowania na zimno i wyżarzania, walcowania na ciepło, czy obróbki cieplnej. Największą wytrzymałość R m = 2,2 GPa przy wydłużeniu A = 5% otrzymano w przypadku stali walcowanej na zimno. Z kolei największe wydłużenie A = 25%, otrzymano dla tej stali po walcowaniu na zimno i wyżarzaniu, której wytrzymałość na rozciąganie wyniosła R m = 1 GPa. 14
15 Zastosowanie obróbki cieplno plastycznej i powolnego, kontrolowanego chłodzenia po OCP dla stali o zawartości węgla 1,6% i pierwiastków stopowych 1,7% Al, 1,5% Cr, 0,4% Mn, 0,4% Si, spowodowało powstanie drobnoziarnistej mikrostruktury złożonej z ferrytu i sferoidalnych wydzieleń cementytu. Wytrzymałość na rozciąganie tak obrobionej stali wyniosła R m = 910 MPa przy wydłużeniu 18,3% [16]. Drobnoziarnista mikrostruktura ferrytu i sferoidalnego cementytu stali wysokowęglowej jest idealną mikrostrukturą do dalszej obróbki cieplnej. W wyniku tego procesu można otrzymać materiał o unikalnych własnościach mechanicznych przy zróżnicowanej mikrostrukturze perlitycznej, bainitycznej lub martenzytycznej [9]. W pracy [17] autorzy przeprowadzili badania dotyczące wpływu mikrostruktury perlitycznej ze sferoidalnym cementytem wtórnym, powstałej w procesie obróbki cieplno plastycznej i przeprowadzonym wyżarzaniu w zakresie temperatury C na własności stali o zawartości 1,5 i 1,8% C. Stwierdzono w obu stalach, że temperatura zastosowanego wyżarzania ma bardzo duży wpływ na odległości płytek w perlicie, im wyższa temperatura wyżarzania tym odległości pomiędzy płytkami Fe 3 C są mniejsze. Zależność ta silnie przekłada się na wyższą granicę plastyczności, która wyniosła: MPa i MPa odpowiednio dla stali 1,5 i 1,8% C. Odwrotnie jest w przypadku wydłużenia, które wraz z zastosowaniem wyższej temperatury wyżarzania jest mniejsze i wynosi od 5 do 15% dla stali 1,5% C i od około 2 do 14% dla stali o zawartości 1,8% C. W wyniku obróbki cieplnej stali UHC Fe-1,5Cr-1C otrzymano materiał o strukturze bainitycznej o wytrzymałości na rozciąganie, rzędu R m ~ 1,8 GPa i wydłużeniu 18%. Natomiast po hartowaniu stali Fe-1,6Al-1,8C z zakresu γ + Fe 3 C otrzymano materiał o wytrzymałości na ściskanie 4,69 GPa przy odkształceniu 26% [9]. Otrzymane własności tj. wytrzymałość na ściskanie i odkształcenie przedstawiono na rysunku 2.9, gdzie zestawiono dla porównania również własności węglików spiekanych. Rys Porównanie krzywych z próby ściskania stali o zawartości węgla 1,25% o mikrostrukturze drobnego martenzytu i węglików spiekanych WC-Co [9] 15
16 Z kolei w pracy [18] autorzy zastosowali hartowanie izotermiczne stali o zawartości 1,4% C po procesie OCP, w której materiał został odkształcany na gorąco, a następnie wyżarzony. Proces hartowania prowadzono w rożnej temperaturze w zakresie od 250 do 400 C. Stwierdzono, że własności stali po hartowaniu są silnie zależne od temperatury wytrzymania izotermicznego. Wytrzymałość na rozciąganie stali po przeprowadzonym procesie wyniosła 1,4 1,8 GPa, a wydłużenie 6 14%. Największą wytrzymałość otrzymano dla stali po hartowaniu w najniższej temperaturze wytrzymania izotermicznego, natomiast największe wydłużenie względne otrzymano po hartowaniu w wyższej temperaturze. Na rysunku 2.10 przedstawiono porównanie własności (wytrzymałość na rozciąganie - wydłużenie) drobnoziarnistych stali wysokowęglowych po hartowaniu izotermicznym i po ulepszaniu cieplnym i zestawiono je z własnościami stali komercyjnych: niskowęglowych, niskostopowych o wysokiej wytrzymałości HSLA (High-Strenght Low-Alloy) i dwufazowych DP (Dual Phase). Szczególną uwagę zwracają stale wysokowęglowe UHC po hartowaniu izotermicznym, które charakteryzują się bardzo dobrą kombinacją własności wytrzymałościowych i plastycznych. Rys Porównanie własności, wytrzymałości na rozciąganie wydłużenie dla stali wysokowęglowych w stanie po ulepszaniu cieplnym, po hartowaniu izotermicznym, dla stali niskowęglowych, stali HSLA i stali DP [25] 16
![Bardzo dużą wytrzymałością charakteryzują się druty czy pręty ze stali wysokowęglowych po procesie ciągnienia na zimno, która sięga nawet 6 GPa [19 22].](/docs-images/64/51979989/images/17-0.jpg "Warunkiem otrzymania drutów o takiej wytrzymałości jest usunięcie z mikrostruktury ciągłej siatki cementytu tak, aby mikrostruktura wyjściowa do ciągnienia była złożona z perlitu i sferoidalnego")
17 Bardzo dużą wytrzymałością charakteryzują się druty czy pręty ze stali wysokowęglowych po procesie ciągnienia na zimno, która sięga nawet 6 GPa [19 22]. Warunkiem otrzymania drutów o takiej wytrzymałości jest usunięcie z mikrostruktury ciągłej siatki cementytu tak, aby mikrostruktura wyjściowa do ciągnienia była złożona z perlitu i sferoidalnego cementytu. Własności ciągnionych drutów czy prętów zależą poza składem chemicznym od odległości płytek Fe 3 C, wielkości kolonii perlitu i rozmiarów komórkowej podstruktury dyslokacyjnej, co z kolei zależy od całkowitego odkształcenia [12, 19 21]. Na rysunku 2.11 przedstawiono zależność wytrzymałości na rozciąganie drutów w funkcji zawartości węgla, a na rysunku 2.12 zestawiono zakres wytrzymałości otrzymanej dla stali wysokowęglowych o różnym składzie chemicznym i o różnych średnicach drutu. Rys Wytrzymałość na rozciąganie drutów o średnicy 0,28 mm po procesie ciągniena w zależności zawartości węgla w stali [21] Rys Wytrzymałość na rozciąganie drutów ze stali wysokowęglowych w zależności od składu chemicznego i średnicy drutu [12, 21] 17
18 Stale wysokowęglowe, o zawartości węgla powyżej 1% charakteryzują się szerokim zakresem własności mechanicznych i plastycznych, które są silnie zależne od parametrów mikrostruktury i udziału jej składników. W przypadku stali wysokowęglowej o tej samej mikrostrukturze ferrytu i sferoidalnego cementytu, lecz o różnych parametrach mikrostruktury, rozrzut we własnościach mechanicznych i plastycznych może wynosić kilkadziesiąt procent. Bardzo wysokie własności wytrzymałościowe otrzymuje się poprzez obróbkę cieplną tych stali, w stanie wyjściowym o mikrostrukturze ferrytu i sferoidalnego cementytu. Podobnie jest w przypadku zastosowania przetwórstwa na zimno (ciągnienia). W procesie tym otrzymuje się druty ze stali wysokowęglowych o bardzo dużej wytrzymałości na rozciąganie. Stale wysokowęglowe, nadeutektoidalne o silnie rozdrobnionej mikrostrukturze ferrytu i cementytu sferoidalnego wykazują własności nadplastyczne w zakresie temperatury przemiany austenitycznej i przy odpowiedniej prędkości odkształcenia [7, 23 27]. Dla stali węglowych, niskostopowych zakres temperatury, w jakim możliwe jest odkształcanie stali w warunkach nadplastyczności przedstawiono na wykresie Fe Fe 3 C (rys. 2.13). Wpływ składu chemicznego na najwyższą temperaturę i prędkość odkształcenia w zakresie, których występuje stan nadplastyczności przedstawiono na rysunku Rys Wykres Fe-Fe 3 C z zaznaczonym obszarem temperatury, w zakresie, której stale wykazują zdolność do odkształceń nadplastycznych [9] 18
19 Rys Zakres temperatury i prędkości odkształcenia, w których otrzymano nadplastyczność dla stali o dużej zawartości węgla bez dodatków stopowych, i z dodatkiem 3%Si oraz 1,6%Al [25] Najwyższa temperatura w zakresie γ+fe 3 C jest ograniczona rozpuszczaniem się węglików i rozrostem ziarna. Duży wpływ mają pierwiastki stopowe Al, Si, które stabilizują ferryt i podnoszą temperaturę przemiany A 1, dzięki czemu materiał może być odkształcany w warunkach nadplastyczności w wyższej temperaturze z zastosowaniem większej prędkości odkształcenia [9, 25, 26]. Autorzy pracy [25] otrzymali stan nadplastyczności w zakresie temperatury C dla stali o zawartości węgla 1,25% i pierwiastków stopowych 3% Si, 0,54% Mn, 1,5% Cr. Maksymalna możliwa prędkość odkształceniu w stanie nadplastycznym wyniosła 10-2 s -1 w zakresie temperatury C. Z kolei w pracy [27] otrzymano wydłużenie sięgające 1200% w próbie rozciągania próbki stalowej o zawartości węgla 1,5% i składników stopowych 10% Al, 1,5% Cr, 0,5 Mn, 0,1% Mo. Odkształcenie realizowano w temperaturze 950 C z prędkością odkształcenia 3,3 x 10-2 s -1. Możliwość przeróbki plastycznej stali wysokowęglowych w warunkach nadplastyczności pozwala na wytwarzanie elementów o skomplikowanych kształtach, w jednej operacji, np. kucia, minimalizując lub całkowicie eliminując obróbkę skrawaniem czy spajanie. 19
20 2.2. Metody obróbki cieplnej i cieplno plastycznej stali o dużej zawartości węgla Klasyczną metodą obróbki cieplnej, której zastosowanie prowadzi do sferoidyzacji cementytu w stali jest wyżarzanie sferoidyzujące (zmiękczające). Wyżarzanie sferoidyzujące realizowane jest poprzez wygrzewanie stali w temperaturze zbliżonej do temperatury przemiany austenitycznej A c1. Opracowane zostały różne metody wyżarzania sferoidyzującego, których to schematy przedstawiono na rysunku Rys Metody wyżarzania sferoidyzującego stali [5] Procesy te realizowane są w następujących warunkach [5, 28]: a) wyżarzanie poniżej temperatury przemiany Ac 1, b) nagrzanie stali powyżej temperatury Ac 1 a następnie bardzo powolne chłodzenie, c) nagrzanie stali do temperatury w zakresie A c1 A cm i chłodzenie do temperatury poniżej A r1 i wyżarzanie izotermiczne w tej temperaturze, d) wyżarzanie wahadłowe stali w zakresie temperatury Ac 1. 20
21 Proces wyżarzania sferoidyzującego jest długotrwały, trwa od kilku do kilkudziesięciu godzin. Wyżarzanie sferoidyzujące stosuje się w przypadku komercyjnych stali głównie w celu zmniejszenia twardości, zwiększenia plastyczności, co za tym idzie podatności stali do przeróbki plastycznej na zimno. Dla stali o dużej zawartości węgla czy stali narzędziowych wyżarzanie sferoidyzujące stosuje się w celu polepszenia skrawalności [1, 12, 28 30]. Opracowano szereg innych metod, kształtowania mikrostruktury stali o zawartości węgla powyżej 1% C. Procesy te mają przede wszystkim celu przerwanie ciągłej siatki cementytu wtórnego oraz jego sferoidyzację. Dodatkowo, niektóre z tych procesów prowadzą do pełnej sferoidyzacji cementytu włącznie z cementytem płytkowym (eutektoidalnym). Opracowane metody, których zastosowanie powoduje przebudowę mikrostruktury, są połączeniem procesów obróbki cieplnej i/lub procesów obróbki cieplno plastycznej. Najważniejsze z metod to: złożona obróbka cieplna (kombinowana), przeróbka plastyczna na gorąco i na ciepło (HWW, Hot-and-Warm Working), przeróbka plastyczna na ciepło, przeróbka plastyczna na zimno i wyżarzanie, przeróbka plastyczna z dużą akumulacją odkształceniem (SPD, Severe Plastic Deformation) Złożona obróbka cieplna Opracowano metodę opierającą się wyłącznie na obróbce cieplnej, która prowadzi do sferoidyzacji cementytu, a zarazem do rozdrobnienia ziarna. Metoda ta złożona jest z kilku zabiegów obróbki cieplnej i jest połączeniem procesów wyżarzania w różnej temperaturze i hartowania, przebieg takiego procesu, opracowanego przez autorów pracy [31] przedstawiono schematycznie na rysunku Wyżarzanie jest realizowane zarówno w zakresie występowania w stali jednorodnego austenitu, austenitu i cementytu oraz ferrytu i cementytu. 21

 wyżarzanie w temperaturze zbliżonej do temperatury (nieco poniżej) A 1 celem rekrystalizacji martenzytu.")
22 Rys Złożona obróbka cieplna stali wysokowęglowej [31] Poszczególne etapy procesu przedstawione na schemacie (rys. 2.16) mają na celu: 1) wyżarzanie w zakresie austenitu, w wyniku, którego otrzymuje się w pełni perlityczną mikrostrukturę, 2) wyżarzanie w zakresie dwu fazowym γ + Fe 3 C, 3) hartowanie stali bezpośrednio po wyżarzaniu z zakresu dwufazowego γ + Fe 3 C, 4) wyżarzanie w temperaturze zbliżonej do temperatury (nieco poniżej) A 1 celem rekrystalizacji martenzytu. W ostatnim procesie wyżarzania w wyniku odpuszczania i rekrystalizacji ziarna stali następuje przebudowa mikrostruktury martenzytycznej. Wielkość ziarna ferrytu w stali jest zależna od rozmiaru płytek martenzytu. Mikrostrukturę stali o składzie chemicznym: 1,72% C 0,05% Cr i 2,39% Al po obróbce cieplnej z zastosowanym schematem (po 3 i 4 kroku) przedstawiono na rysunku 2.17, a zmiany, jakie zachodzą w mikrostrukturze podczas wyżarzania zahartowanej stali zakresu dwufazowego γ + Fe 3 C przedstawiono schematycznie na rysunku a) b) Rys Mikrostruktura stali Fe-C-Cr-Al po: a) hartowaniu z zakresu γ + Fe 3 C b) wyżarzaniu w temperaturze 700 C [31] 22

23 Rys Zmiany zachodzące w mikrostrukturze podczas wyżarzania zahartowanej stali wysokowęglowej z zakresu γ + Fe 3 C [54] Proces ten stosowany jest w celu sferoidyzacji cementytu i rozdrobnienia mikrostruktury w stalach o zawartości węgla, powyżej 1%, wyłącznie przy odpowiednim składzie chemicznym stali. Wymagany jest dodatek pierwiastków takich jak Al czy Si, które zapobiegają rozrostowi cementytu wtórnego w pierwszym etapie procesu [31] Przeróbka plastyczna na gorąco i na ciepło Jedną z pierwszych metod, prowadzącą do sferoidyzacji cementytu wtórnego, jaka została opracowana jest proces HWW (Hot and Warm Working), który jest połączeniem przeróbki plastycznej na gorąco i na ciepło. W procesie obróbki cieplno plastycznej HWW stal nagrzewana jest do zakresu istnienia w mikrostrukturze jednorodnego austenitu, następnie realizowane jest odkształcenie poprzez walcowanie lub kucie z równoczesnym chłodzeniem. Stal odkształcana jest do momentu, gdy jej temperatura zbliży się do temperatury Ar 1 [6, 9, 10]. Schemat procesu HWW przedstawiono na rysunku W wyniku odkształcenia następuje rozdrobnienie ziarna, a wydzielający się z austenitu cementyt wokół granic ziaren oraz w miejscach o dużej gęstości dyslokacji, charakteryzuje się brakiem ciągłości. Mikrostruktura po procesie HWW jest złożona z perlitu i cementytu sferoidalnego [6, 9, 10]. 23
24 Rys Schemat procesu obróbki cieplno - plastycznej HWW + DET [6] Kolejny proces, DET (Divorced Eutectoid Transformation) następujący po procesie HWW, sprowadza się do nagrzania stali do temperatury nieco wyższej od temperatury Ac 1 (rys. 2.19), gdzie perlit jest termodynamiczne niestabilny i ulega przemianie w austenit. Węgliki drobno-dyspersyjne nierozpuszczone, podczas powolnego chłodzenia do temperatury niższej od temperatury Ar 1 i dalszego wyżarzania, ulegają sferoidyzacji, a rozpuszczony węgiel powoduje ich wzrost. W wyniku tak przeprowadzonego procesu, cementyt występujący uprzednio w perlicie w postaci płytek, jest przebudowany do postaci sferoidalnej, gdzie osnowę stanowi ferryt (rys. 2.20, b) [6, 10, 32, 33]. Rys Mechanizm powstawania: a) perlitu, b) ferrytu ze sferoidalnymi wydzieleniami cementytu [33] Po procesie przeróbki plastycznej na gorąco i na ciepło może być również stosowana modyfikacja procesu DET, proces DETWAD (Divorced Eutectoid Transformation with Associated Deformation), którego schemat przedstawiono na rysunku
25 Rys Schemat procesu HWW i DETWAD [6] Proces DETWAD realizowany jest analogicznie jak proces DET, z tym, że podczas chłodzenia po wyżarzaniu, stal jest jednocześnie odkształcana, aż do osiągnięcia temperatury zbliżonej do Ar 1. Mikrostruktura stali po zastosowania metody DETWAD, podobnie jak po zastosowaniu metody HWW + DET złożona jest z ferrytu i w pełni sferoidalnego cementytu z tym, że jest bardziej rozdrobniona [6, 9, 32] Przeróbka plastyczna na ciepło Kolejną z metod kształtowania mikrostruktury, jest przeróbka plastyczna na ciepło. Proces ten może być realizowany np. poprzez walcowanie lub kucie. Przeróbkę plastyczną na ciepło przeprowadza się w zakresie temperatury C [25], a w przypadku stali wysokowęglowych odkształcenie jest realizowane w niższej temperaturze, w przedziale C. Istotnym parametrem realizacji odkształcenia, poza temperaturą, mającym wpływ na naprężenie płynięcia i mikrostrukturę po odkształceniu jest prędkości odkształcenia [34, 36 44, 46, 48, 49]. Mechanizm odkształcenia plastycznego zależy od wyżej wymienionych parametrów, a także od specyficznych cech odkształcanego materiału tj. typu sieci krystalograficznej, stopnia czystości, wielkości ziarna, energii błędu ułożenia [50]. Wykresy zestawiające wpływ naprężenia, temperatury i prędkości odkształcenia na udział poszczególnych mechanizmów zostały opracowane przez Ashby-ego. Na rysunku 2.22 przedstawiono mechanizmy odkształcania dla czystego żelaza o wielkości ziarna 100 µm. 25
26 Rys Mechanizmy odkształcenia plastycznego w zależności od naprężenia, temperatury i prędkości odkształcenia dla żelaza o wielkości ziarna 100μm [51] Podczas odkształcania realizowanego na ciepło, przy odpowiedniej temperaturze zachodzi proces rekrystalizacji dynamicznej (DRX). W wyniku tego procesu otrzymuje się stal o drobnoziarnistej mikrostrukturze i o wysoko-kątowych granicach ziaren [34, 38 41, 43 46]. Aby zaszedł proces rekrystalizacji dynamicznej odkształcenie musi osiągnąć wartość krytyczną ε kr, odkształcenie to jest nieco mniejsze od odkształcenia odpowiadającego maksimum na krzywej naprężenie odkształcenie. Wartość krytyczną ε kr zależy od parametrów odkształcenia tj. temperatury i prędkości odkształcenia. Im większa jest prędkość odkształcenia i niższa temperatura tym wartość ε kr jest większa. Poza parametrami odkształcenia, wpływ na proces rekrystalizacji dynamicznej ma mikrostruktura materiału. W przypadku stali nadeutektoidalnych, o mikrostrukturze złożonej z perlitu oraz o mikrostrukturze martenzytycznej wartość krytyczna odkształcenia ε kr jest mniejsza dla stali po hartowaniu [34, 35, 43, 47]. Mikrostruktura po procesie odkształcania na ciepło zależy również od parametrów procesu tj. od temperatury, prędkości odkształcenia, składu chemicznego, a także od wielkości ziarna materiału wyjściowego. Im mniejsze ziarno w stali tym wartość odkształcenia krytycznego jest mniejsza [34, 36]. 26

![Schemat fragmentacji i sferoidyzacji płytek cementytu podczas odkształcania na ciepło [38] Zjawisko fragmentacji płytek cementytu w wyniku przeróbki plastycznej na ciepło z odkształceniem ε = 0,3](/docs-images/64/51979989/images/27-2.jpg "przedstawiono na rysunku 2.24a")
27 Proces sferoidyzacji płytek cementytu w perlicie podczas odkształcenia na ciepło przedstawiono schematycznie na rysunku W wyniku odkształcenia tworzą się podziarna i następuje rozszczepianie płytek cementytu, a rozdzielone fragmenty płytek cementytu ulegają sferoidyzacji [36 38, 40]. Rys Schemat fragmentacji i sferoidyzacji płytek cementytu podczas odkształcania na ciepło [38] Zjawisko fragmentacji płytek cementytu w wyniku przeróbki plastycznej na ciepło z odkształceniem ε = 0,3 przedstawiono na rysunku 2.24a, natomiast dalsze zmiany, jakie zachodzą w mikrostrukturze w wyniku wyżarzania po odkształceniu przedstawiono na rysunku 2.24b. a) b) Rys Mikrostruktura po procesie odkształcania (ε = 0,3) na ciepło stali w temperaturze a) 700 C oraz b) 600 C z dodatkowym wyżarzaniem w tej samej temperaturze przez 2h po odkształceniu [37] Schemat zmian zachodzących w mikrostrukturze podczas odkształcenia na ciepło przedstawiono na rysunku 2.25, gdzie w wyniku odkształcenia w początkowej fazie procesu generuje się duża liczba dyslokacji, a następnie w trakcie dynamicznego zdrowienia powstaje komórkowa podstruktura dyslokacyjna i podziarna. Ze zwiększającym się odkształceniem tworzą się ziarna ferrytu o wysokokątowych granicach w wyniku dynamicznej rekrystalizacji [37]. 27

![pracy [38] analizowali wpływ wielkości odkształcenia w temperaturze 650 C z prędkością odkształcenia 0,1 s -1 na zmiany w](/docs-images/64/51979989/images/28-1.jpg "mikrostrukturze stali 0,97% C, 0,26% Si, 0,31% Mn.")


![-1, gdzie wielkość odkształcenia ε: a) 0,11, b) 0,22, c) 0,5, d) 0,92, e) 1,61 [38] Podczas przeróbki plastycznej na ciepło](/docs-images/64/51979989/images/28-4.jpg "stali po hartowaniu, zachodzi proces odpuszczania martenzytu w trakcie nagrzewania przed odkształceniem lub może przebiegać")

28 Rys Schemat zmian zachodzących w mikrostrukturze podczas odkształcania na ciepło stali o mikrostrukturze perlitycznej[38] Autorzy pracy [38] analizowali wpływ wielkości odkształcenia w temperaturze 650 C z prędkością odkształcenia 0,1 s -1 na zmiany w mikrostrukturze stali 0,97% C, 0,26% Si, 0,31% Mn. Mikrostrukturę stali po przeróbce plastycznej na ciepło z zadanym odkształceniem 0,11, 0,22, 0,5, 0,92 i 1,61 przedstawiono na rysunku a) b) c) d) e) Rys Mikrostruktura po odkształceniu na ciepło stali o zawartości węgla 1% w temperaturze 650 C z prędkością odkształcenia 0,1 s -1, gdzie wielkość odkształcenia ε: a) 0,11, b) 0,22, c) 0,5, d) 0,92, e) 1,61 [38] Podczas przeróbki plastycznej na ciepło stali po hartowaniu, zachodzi proces odpuszczania martenzytu w trakcie nagrzewania przed odkształceniem lub może przebiegać równolegle z realizowanym odkształceniem. Uwarunkowane jest to temperaturą przeróbki plastycznej. Im wyższa jest temperatura to proces odpuszczania zachodzi znacznie szybciej, już w trakcie nagrzewania lub wygrzewania przed odkształcaniem [40]. Wydzielanie się i sferoidyzacja cementytu w stali po hartowaniu zależy od parametrów odkształcania, tj. temperatury, prędkości odkształcenia i wielkości odkształcenia. Ze względu na silnie zdefektowaną mikrostrukturę po hartowaniu, wymagane odkształcenie krytyczne, powyżej którego zachodzi rekrystalizacja dynamiczna jest niewielkie w porównaniu do równowagowego stanu wyjściowego [41]. W wyniku dynamicznej 28

29 rekrystalizacji, podobnie jak w przypadku odkształcania stali o wyjściowej mikrostrukturze perlitu otrzymuje się stal o mikrostrukturze złożonej z ferrytu z szeroko-kątowymi granicami ziaren. Wpływ zawartości węgla i prędkości odkształcenia opracowany został w pracy [46]. Na rysunku 2.27 przedstawiono mikrostrukturę ferrytu i sferoidalnego cementytu po procesie przeróbki plastycznej na ciepło. Zauważono, że wraz ze zwiększeniem prędkości odkształcenia powstałe ziarna ferrytu są mniejsze. Duży wpływ na mikrostrukturę ma zawartość węgla w stali, im większa zawartość węgla, tym w wyniku dynamicznej rekrystalizacji powstaje bardziej drobnoziarnista mikrostruktura [35, 46]. Rys Mikrostruktura po odkształceniu 50% stali w temperaturze 650 C z prędkością odkształcenia a, c) 10-3 i b, d) 10-4 w stanie wyjściowym po hartowaniu o różnej zawartości węgla: a, b) 0,2% C, b, d) 0,8% C [46] Jedną z metod przeróbki plastycznej na ciepło jest odkształcanie przechłodzonego austenitu. W metodzie tej stal nagrzewana jest do zakresu jednorodnego austenitu, a następnie, po wygrzaniu, jest szybko chłodzona do temperatury pomiędzy A 1 -Ar 1, w której realizowane jest odkształcanie [48 51]. Schemat procesu przedstawiono na rysunku Po procesie przeróbki plastycznej na ciepło w celu pełnej sferoidyzacji cementytu stosuje się wyżarzanie sferoidyzujące. 29
30 Rys Schemat przeróbki plastycznej na ciepło przechłodzonego austenitu [53] W wyniku odkształcenia następuje przyspieszenie kinetyki przemiany perlitycznej, która przebiega znacznie szybciej w porównaniu do stali nieodkształconej. Zjawisko to jest wywołane przez wprowadzone defekty w strukturze, które stanowią miejsce zarodkowania. Wpływ prędkości odkształcenia na kinetykę przemiany przechłodzonego austenitu i porównanie do kinetyki przemiany stali nieodkształconej przedstawiono na rysunku 2.29 [52]. Rys Kinetyka przemiany perlitycznej stali nieodkształconej i po odkształcaniu z prędkością odkształcenia 0,01, 0,1, 1 s -1, gdzie F TA udział austenitu przemienionego[52] Perlit po odkształceniu przechłodzonego austenitu charakteryzuje się większą dyspersją, natomiast część cementytu wydziela się w formie sferoidalnej. Autorzy pracy [48] przeprowadzili proces przeróbki plastycznej stali o zawartości 1%C na ciepło, po przechłodzeniu austenitu. Mikrostrukturę po odkształceniu i po wyżarzaniu przedstawiono na rysunku 2.30, gdzie w pełni sferoidalną mikrostrukturę otrzymano po wyżarzaniu przez 60 minut w temperaturze 650 C. 30


![Rekrystalizacja odkształconej stali zachodząca w trakcie wyżarzania prowadzi, podobnie jak podczas odkształcania na ciepło, do powstawania szerokokątowych granic ziaren ferrytu [54, 56].](/docs-images/64/51979989/images/31-2.jpg "Przykładowe warianty procesu przeróbki plastycznej na zimno przedstawiono na rysunku 2.31. W procesach tych przeprowadza się wyżarzanie poniżej lub powyżej temperatury Ac 1. Rys. 2.31. Schemat procesu przeróbki plastycznej na zimno i wyżarzania w temperaturze a) 700 C, b) 770 C [54] 31")
31 a) b) c) Rys Mikrostruktura stali po procesie przeróbki na ciepło przechłodzonego austenitu a) i b, c) po dodatkowym wyżarzaniu 20 i 60 min w temperaturze 650 C [48] Przeróbka plastyczna na zimno i wyżarzanie Kolejną metodą, która prowadzi do przyspieszonej sferoidyzacj cementytu jest połącznie przeróbki plastycznej na zimno i wyżarzania. Odkształcenie stali na zimno prowadzi do rozdrobnienia ziarna, fragmentacji płytek cementytu i wprowadza duża ilość defektów w strukturze przez co wpływa znacznie na siłę pędną procesu sferoidyzacji cementytu podczas wyżarzania [54 56]. W silnie zdefektowanej mikrostrukturze proces sferoidyzacji cementytu zachodzi znacznie szybciej ze względu na ułatwiony mechanizm dyfuzji. Rekrystalizacja odkształconej stali zachodząca w trakcie wyżarzania prowadzi, podobnie jak podczas odkształcania na ciepło, do powstawania szerokokątowych granic ziaren ferrytu [54, 56]. Przykładowe warianty procesu przeróbki plastycznej na zimno przedstawiono na rysunku W procesach tych przeprowadza się wyżarzanie poniżej lub powyżej temperatury Ac 1. Rys Schemat procesu przeróbki plastycznej na zimno i wyżarzania w temperaturze a) 700 C, b) 770 C [54] 31

32 Duże znaczenie poza wielkością odkształcenia na zimno ma mikrostruktura materiału wyjściowego, a w szczególności dyspersja perlitu. W pracy [55] opracowano wpływ dyspersji perlitu i wielkości odkształcenia na proces przebudowy mikrostruktury w wyniku wyżarzania sferoidyzującego. Udział sferoidalnego cementytu w stali o dużej dyspersji perlitu i perlitu grubopłykowego po odkształceniu 10 i 40% i wyżarzaniu przez 1, 12 i 36 godzin przedstawiono na rysunku 2.32, a na rysunku 2.33 przedstawiono mikrostrukturę po wyżarzaniu stali w temperaturze 700 C przez 1 godzinę. Rys Udział sferoidalnego cementytu po odkształceniu na zimno ε=10 i 40% i wyżarzaniu w temperaturze 700 C stali o wyjściowej mikrostrukturze a) drobno dyspersyjnego b) grubo płytkowego perlitu [55] Rys Mikrostruktury SEM stali o zawartości węgla ~0,7% po wyżarzaniu w temperaturze 700 C przez 1 godzinę, gdzie a) i d) materiał nieodkształcony, b), c), e), f), odkształcony przed OC, odpowiednio b), e) 10% i c), f) 40% [55] Proces sferoidyzacji cementytu podczas wyżarzania zachodzi znacznie szybciej w przypadku mikrostruktury wyjściowej o drobno dyspersyjnym perlicie, co przekłada się także na rozmieszczenie sferoidalnych węglików w osnowie ferrytu, które jest bardziej równomierne im większa jest dyspersja perlitu. 32
33 Przeróbka plastyczna z dużą akumulacją odkształcenia Kolejną z metod prowadzących do przebudowy mikrostruktury z silnym rozdrobnieniem ziarna wysokowęglowej stali jest przeróbka plastyczna z zastosowaniem bardzo dużych odkształceń plastycznych (Severe Plastic Deformation). Proces SPD przeprowadza się na zimno lub w podwyższonych temperaturach. Do metod, w których uzyskuje się bardzo duże odkształcenia plastyczne SPD, zalicza się m.in.: wyciskanie przez kanał kątowy ECAP (Equal Chanel Angular Pressing), kucie wieloosiowe, walcowanie pakietowe ARB (Accumulative Roll Bonding), skręcanie pod ciśnieniem HPT (High Pressure Torsion) [57]. W zależności od temperatury procesu odkształcania, w celu pełnej sferoidyzacji cementytu może być wymagane wyżarzanie po tym procesie. Proces prowadzony w temperaturze otoczenia, stali szynowej o mikrostrukturze perlitycznej [59] powoduje jedynie zmniejszenie powierzchni lamelarnej. Płytki cementytu po tak przeprowadzonym procesie są pofalowane i poskręcane. Podobnie jest w przypadku procesu ECAP przeprowadzonego w temperaturze 500 C. Autorzy pracy [58] przeprowadzili odkształcanie stali o zawartości 1,0% C przeciskając stal przez kanał kątowy oraz zastosowano wyżarzanie po odkształceniu zgodnie ze schematem przedstawionym na rysunku Mikrostrukturę po tak przeprowadzonym procesie przedstawiono na rysunku Rys Schemat procesu ECAE z zastosowaniem po nim wyżarzania sferoidyzującego w temperaturze przemiany lub w temperaturze 700 i 750 C [58] 33
 czterech przejściach w procesie ECAP, oraz po wyżarzaniu w temperaturze b) 700 C c) i c) 750 C [58] W")
 mikrostrukturę danej stali otrzymuje się w czasie dziesięciokrotnie dłuższym [58].")

34 a) b) Rys Mikrostruktura stali Fe 1,0C 0,2Si 0,25Mn 1,5Cr po: a) czterech przejściach w procesie ECAP, oraz po wyżarzaniu w temperaturze b) 700 C c) i c) 750 C [58] W pełni sferoidalną mikrostrukturę otrzymano po wyżarzaniu w temperaturze 750 C przez 1 godzinę, podczas gdy w konwencjonalnym wyżarzaniu sferoidyzującym (bez ECAP) mikrostrukturę danej stali otrzymuje się w czasie dziesięciokrotnie dłuższym [58]. Proces ECAP prowadzony w wyższej temperaturze powoduje większe zmiany w mikrostrukturze. W pracach [59, 60] autorzy przeprowadzili odkształcenie w procesie ECAP stal o zawartości węgla 0,8% C w temperaturze 650 C. Mikrostruktura zależy silnie od liczby przepustów, a więc od wielkości odkształcenia, a udział sferoidalnego cementytu zwiększa się wraz z liczbą przepustów. Wyjściową mikrostrukturę stali oraz po przeprowadzonym procesie ECAP w temperaturze 650 C po 2, 3, 4 przepustach przedstawiono na rysunku
![a) b) c) d) Rys. 2.36. Mikrostruktura stali Fe-0,8%C a) w stanie wyjściowym, po b) 2 c) 3 i c) 4 przepustach w procesie ECAP[59] 2.3. Potencjalne aplikacje stali wysokowęglowych Stale wysokowęglowe UHC po zastosowaniu odpowiedniej obróbki posiadają unikalne własności.](/docs-images/64/51979989/images/35-0.jpg "Stanowią obiecującą grupę tworzyw do zastosowań w szerokim zakresie.")


, która uzależniona m.in.")
35 a) b) c) d) Rys Mikrostruktura stali Fe-0,8%C a) w stanie wyjściowym, po b) 2 c) 3 i c) 4 przepustach w procesie ECAP[59] 2.3. Potencjalne aplikacje stali wysokowęglowych Stale wysokowęglowe UHC po zastosowaniu odpowiedniej obróbki posiadają unikalne własności. Stanowią obiecującą grupę tworzyw do zastosowań w szerokim zakresie. Stale te mogą być konkurencyjne dla komercyjnych stali wysokowęglowych zawierających 0,5 1% C, gdzie typowe ich aplikacje to np.: druty zbrojeniowe, narzędzia tnące, szyny. Stale UHC w porównaniu ze stalami o zawartości węgla 0,5 1% C charakteryzują się większą wytrzymałością i twardością [9, 10]. Możliwość kształtowania stali UHC w warunkach nadplastyczności pozwala na wytwarzanie elementów o skomplikowanych kształtach eliminując obróbkę skrawaniem czy spajanie, co wiąże się ze znacznym obniżeniem kosztów wytwarzania. Bardzo dobra odporność na zużycie ścierne (bez stosowania dodatkowej obróbki powierzchniowej), gdy nie jest wymagana wysoka odporność na kruche pękanie pozwala na zastosowanie tych stali na elementy pracujące w warunkach dużego tarcia [9]. Druty ciągnione na zimno ze stali UHC charakteryzują się wysoką wytrzymałością (do 6 GPa), która uzależniona m.in. jest od składu chemicznego, a w szczególności od zawartości węgla. Wytrzymałość na rozciąganie drutów ze stali wysokowęglowej zestawiono na rysunku 2.37a z wytrzymałością drutów wytworzonych z aluminium, tytanu oraz 35
36 z wytrzymałością włókien węglowych, szklanych i Kevlaru. Dodatkowo przedstawiono koszty wytwarzania tych materiałów. Rys Porównanie wytrzymałości na rozciąganie (a) oraz zestawienie kosztów wytwarzania włókien wykonanych z materiałów komercyjnych z drutami wykonanymi ze stali UHC (b) [19] Druty te mogą być stosowane między innymi w produkcji opon, przez co można zmniejszyć masę i zmniejszyć opór (tocznia się) opony podczas jazdy, a także do produkcji wysokowytrzymałych przewodów hydraulicznych czy pasków klinowych [10]. Unikalne własności stali UHC pozwolą konkurować z materiałami stosowanymi w różnych dziedzinach na elementy konstrukcyjne jak i na narzędzia. Możliwości kształtowania stali UHC na drodze przeróbki plastycznej z wykorzystaniem stanu nadplastyczności, zostały przedstawione, jako wyniki procesu kucia pierścienia i elementu pocisku na rysunkach odpowiednio 2.38, Element zawieszenia przedstawiony na rysunku 2.39, został wykonany w konwencjonalnych warunkach przeróbki plastycznej, co świadczy o dobrej odkształcalności stali UHC przy większym zakresie prędkości odkształcenia. 36
 pierścień o średnicy 25cm, kształtowany w warunkach nadplastyczności ze")
 b) Rys. 2.39.")
 [9] oraz b) element kompresora (w pomniejszonej skali)")

37 Rys Elementy wytworzone ze stali UHC: a) pierścień o średnicy 25cm, kształtowany w warunkach nadplastyczności ze stali UHC-9,3Al-1,25C w temperaturze 900ºC i prędkości odkształcenia 10-3 s -1 (5 minut czas trwania procesu), b) koło zębate ze stali UHC-1,25C kute w warunkach konwencjonalnych w temperaturze 650ºC [9] a) b) Rys Element zawieszenia wykonany ze stali UHCS-1,25C-1,6Al przy konwencjonalnych prędkościach odkształcenia ~10 s -1, w temperaturze 700ºC, General Motors Technology Center a) [9] oraz b) element kompresora (w pomniejszonej skali) wykonany ze stali 1,3%C- 1,6%Al w procesie kucia w temperaturze 750ºC i =10-3 s -1 w stanie zbliżonym do nadplastyczności [10] Rys Element pocisku ze stali UHCS-1,6%C, kuty w temperaturze 815 C, =0,001s -1 w Pratt and Whitney, wsad do kucia wykonany poprzez zagęszczanie proszku (rozpylonego z fazy ciekłej) w temperaturze 800 C [25] 37
38 3. BADANIA WŁASNE 3.1. Cel i teza pracy Jak opisano w rozdziale 2.2, mikrostrukturę złożoną z ferrytu i cementytu w formie sferoidalnej w stalach o dużej zawartości węgla otrzymuje się różnymi metodami. Bazują one na procesach obróbki cieplno plastycznej, obróbki cieplnej lub stanowią połączenie tych procesów. Są to procesy złożone i energochłonne m.in. ze względu na kilkukrotne nagrzewanie lub długotrwałe wygrzewanie np. jak to ma miejsce w konwencjonalnym procesie wyżarzania sferoidyzującego. Niektóre z przedstawionych metod są trudne bądź niemożliwe do realizacji w praktyce przemysłowej. W rozprawie podjęto zagadnienie przebudowy mikrostruktury stali wytworzonej metodą metalurgii proszków Fe-0,85Mo-0,65Si-1,4C, w tym prowadzącej do sferoidyzacji cementytu poprzez zastosowanie odpowiedniej obróbki cieplno plastycznej. Przeprowadzone badania plastometryczne stali Fe-0,85Mo-0,65Si-1,4C [64, 65] w stanie wyjściowym po wyżarzaniu sferoidyzującym wykazały, że odkształcenie w temperaturze 700 C powoduje rozdrobnienie i ujednorodnienie mikrostruktury ferrytu i sferoidalnego cementytu. Stal charakteryzuje się dobrą plastycznością, odkształcenia rzędu ε ~ 0,8 nie spowodowały utraty spójności materiału. W oparciu o istniejący stan wiedzy oraz przeprowadzone badania wstępne sformułowano następującą tezę rozprawy: Podczas procesu obróbki cieplno plastycznej spiekanej stali Fe-0,85Mo-0,65Si-1,4C możliwa jest indukowana odkształceniem dynamiczna przebudowa mikrostruktury, w wyniku której nastąpi przyspieszenie sferoidyzacji cementytu, a tym samym poprawa jej plastyczności. Oczekuje się, że poprzez odpowiedni dobór parametrów obróbki cieplno plastycznej stali Fe-0,85Mo-0,65Si-1,4C otrzymana zostanie mikrostruktura złożona z ferrytu i sferoidalnego cementytu. Poza parametrami procesu analizowany będzie również wpływ mikrostruktury materiału wyjściowego. 38
39 Jako materiał do badań zastosowano nową spiekaną stal Fe-0,85Mo-0,65Si-1,4C, opracowaną w University of Bradford. Szczegółowa procedura wytwarzania i własności tej stali zostały opublikowane w pracach [61 63]. Przyjęto następne etapy badań dla udowodnienia postawionej tezy: opracowanie charakterystyki materiału w stanie wyjściowym po spiekaniu i po obróbce cieplnej (badania z zastosowaniem mikroskopii świetlnej i skaningowej mikroskopii elektronowej, rentgenowskiej analizy fazowej, badania dylatometryczne i pomiar twardości), opracowanie parametrów obróbki cieplno plastycznej (OCP) na podstawie wyników analizy dylatometrycznej, badania plastometryczne w zakresie temperatury przemiany fazowej na symulatorze Gleeble i Bähr, analiza MES stanu odkształcenia i stanu cieplnego, z warunkami brzegowymi odpowiadającymi warunkom przeprowadzonych badań plastometrycznych, opracowanie charakterystyki stali po obróbce cieplno plastycznej (badania z zastosowaniem mikroskopii świetlnej i skaningowej mikroskopii elektronowej, analizy chemicznej, rentgenowskiej analizy fazowej i pomiar twardości), opracowanie związków pomiędzy mikrostrukturą materiału wyjściowego, parametrami odkształcenia a mikrostrukturą po OCP, badania zachowania się spieków po OCP w zakresie temperatury początku i końca temperatury przemiany austenitycznej w próbie rozciągania. Wyznaczenie temperatury przemian fazowych spiekanej stali Fe-0,85Mo-0,65Si-1,4C stanowi podstawę do doboru parametrów obróbki cieplno plastycznej. Po przeprowadzonym procesie OCP za zastosowaniem plastomeru opracowane zostaną własności odkształconego materiału, a w szczególności zmiany, jakie powstały w mikrostrukturze. Dla prawidłowej interpretacji zmian w mikrostrukturze w wyniku odkształcenia przeprowadzona zostanie analiza numeryczna metodą elementów skończonych, w celu wyznaczenia rozkładu intensywności odkształcenia oraz temperatury w badanych próbkach. 39

40 3.2. Wytworzenie i charakterystyka spiekanej stali Fe-0,85Mo-0,65Si-1,4C Materiał do badań, stal Fe-0,85Mo-0,65Si-1,4C wytworzono metodą metalurgii proszków poprzez prasowanie mieszanki proszków i spiekanie. Jako proszek bazowy zastosowano komercyjny proszek firmy Höganäs, Astaloy 85 Mo. Węgiel wprowadzono w postaci grafitu o czystości chemicznej 99,5% (Grafitwerk UF4), a krzem w postaci SiC o wielkości cząstek poniżej 9 μm. Proces mieszania przeprowadzono w mieszalniku Turbula zgodnie ze schematem przedstawionym na rysunku 3.1. Jako środek wiążący grafit z proszkiem bazowym i zapobiegający jego segregacji zastosowano glikol polietylenowy. Z tak przygotowanej mieszanki proszku wytworzono wypraski w kształcie walca przez prasowanie na zimno z naciskiem jednostkowym 600 MPa. Otrzymany materiał wyjściowy do spiekania charakteryzował się gęstością rzeczywistą ~6,8 g/cm 3. Rys Schemat procesu mieszania Spiekanie wyprasek przeprowadzono w temperaturze 1295 C. Temperaturę spiekania dobrano na podstawie obliczeń termodynamicznych dokonanych z zastosowaniem programu Thermo-Calc. Skład chemiczny stali (Fe Si C) zapewnia pojawienie się fazy ciekłej w stosunkowo niskiej temperaturze. Na rysunku 3.2 przedstawiono wykres wygenerowany niniejszym programie. 40
41 Rys Wygenerowany wykres równowagi dla stali Fe-0,85Mo-0,65Si-C z zastosowaniem programiu ThermoCalc [61] Spiekanie przeprowadzono w piecu rurowym w atmosferze złożonej z azotu i wodoru (90N 2 10H 2 ). Proces spiekania przebiegał w trzech etapach, zgodnie ze schematem przedstawionym na rysunku 3.3, gdzie każdy z etapów procesu pełni określoną rolę tj.: 1. usunięcie środków poślizgowych, 2. dyfuzyjne rozprowadzenie węgla i krzemu, 3. spiekanie z udziałem fazy ciekłej. Rys Schemat procesu spiekania stali Fe-0,85Mo-0,65Si-1,4C 41
")
42 Zastosowanie powyższej procedury spiekania zapewnia otrzymanie materiału o gęstości rzeczywistej mieszczącej się w przedziale 7,4 7,6 g/cm 3, zbliżonej do gęstości litej stali. Do badań w ramach niniejszej rozprawy doktorskiej zastosowano spieki w kształcie walca o wymiarach h ~ 11 i d ~ 18 mm (rys. 3.4). Rys Próbki po spiekaniu ze stali Fe-0,85Mo-0,65Si-1,4C Wykonano próbki ze spiekanej stali Fe-0,85Mo-0,65Si-1,4C w trzech wariantach tj.: po spiekaniu i powolnym chłodzeniu po tym procesie o mikrostrukturze złożonej z ferrytu, perlitu i cementytu, po hartowaniu izotermicznym, o mikrostrukturze martenzytycznej, po hartowaniu i wyżarzaniu sferoidyzującym o mikrostrukturze ferrytu ze sferoidalnym cementytem. Spieki o mikrostrukturze martenzytu otrzymano w wyniku hartowania izotermicznego w temperaturze 130 C strumieniem gorącego powietrza próbek nagrzanych do temperatury austenityzowania 970 C. Przeprowadzony w ten sposób proces hartowania eliminuje powstawanie mikropęknięć martenzytu w stali Fe-0,85Mo-0,65Si-1,4C, jak to ma miejsce w przypadku hartowania tej stali w oleju [61]. Część spieków poddano wyżarzaniu sferoidyzującemu bezpośrednio po hartowaniu przez 3h w temperaturze 750 C. Na rysunku 3.5 przedstawiono schematy realizowanych procesów. 42
43 Rys Schemat obróbki cieplnej stali Fe-0,85Mo-0,65Si-1,4C po spiekaniu: b) hartowanie izotermiczne, c) wyżarzanie sferoidyzujące Własności mechaniczne spiekanej stali Fe-0,85Mo-0,65Si-1,4C, opracowane w pracach [61-63], silnie zależą od zastosowanej obróbki cieplnej. W stanie po spiekaniu wytrzymałość na rozciąganie tej stali dochodzi do R m = 610 MPa, a po przeprowadzonym hartowaniu izotermicznym R m = 700 MPa, przy braku wydłużeniu (A = 0%) w obu przypadkach. Wyżarzanie sferoidyzujące zahartowanych spieków tej stali prowadzi do wzrostu wytrzymałości na rozciąganie do R m = 945 MPa, przy wydłużeniu wynoszącym do A = 14% Mikrostruktura i twardość spieków Do wytrawienia zgładów zastosowano dwa odczynniki chemiczne: 1% nital i 4% pikral. Próbki bezpośrednio po spiekaniu oraz próbki po hartowaniu trawiono 1% nitalem. Do wytrawienia spieków po wyżarzaniu sferoidyzującym użyto 4% pikral. Obserwacje mikrostruktury przeprowadzono z wykorzystaniem mikroskopu Leica DM4000M, stosując technikę jasnego i ciemnego pola widzenia oraz na mikroskopie skaningowym Hitachi-3500N. Zdjęcia mikrostruktur przedstawiono na rys Stal Fe-0,85Mo-0,65Si-1,4C po spiekaniu charakteryzuje się niejednorodną mikrostrukturą, w której dominuje perlit obok ferrytu i cementytu. Widoczna jest siatka cementytu, wzdłuż której lokalizują kolonie perlitu. Perlit charakteryzuje się różną grubością płytek. W mikrostrukturze po hartowaniu oprócz martenzytu płytkowego występuje austenit szczątkowy. Na rysunku , przedstawiono mikrostrukturę po wyżarzaniu zahartowanej stali złożoną z ferrytu i cementytu sferoidalnego o wielkości wydzieleń rzędu kilku mikrometrów, równomiernie rozłożonego w osnowie ferrytu. 43

 jasnym i ciemnym polu")




44 a) b) Rys Mikrostruktura spiekanej stali Fe-0,85Mo-0,65Si-1,4C a) w jasnym, b) jasnym i ciemnym polu widzenia a) b) Rys Mikrostruktura spiekanej stali Fe-0,85Mo-0,65Si-1,4C po hartowaniu izotermicznym a) b) Rys Mikrostruktura spiekanej stali Fe-0,85Mo-0,65Si-1,4C po hartowaniu i następnie wyżarzaniu sferoidyzującym w temperaturze 750ºC: a) w jasnym i b) ciemnym polu widzenia 44
 Analizę ilościową")

45 a) b) Rys Mikrostruktura spiekanej stali Fe-0,85Mo-0,65Si-1,4C poddanej hartowaniu po procesie spiekania a następnie wyżarzaniu sferoidyzującemu w temperaturze 750 C (mikroskop skaningowy) Analizę ilościową mikrostruktury spieków po wyżarzaniu sferoidyzującym przeprowadzono metodą planimetryczną z zastosowaniem programu ImageJ. Możliwości niniejszego programu pozwalają między innymi na wyznaczenie pola powierzchni, średnicy Ferreta czy obwodu elementów będących przedmiotem obliczeń. Po przeskalowaniu zaimportowanego do programu obrazu mikrostruktury wyodrębniono poprzez progowanie obszary, tj. wydzielenia cementytu. Dla każdego elementu wyznaczono średnicę Ferreta oraz jego powierzchnię. Analizowano 5 obszarów z wykonanych zdjęć mikrostruktury o wielkości 10 x 10 µm. Wybrane parametry mikrostruktury przedstawiono w tabeli 3.1, natomiast na rys przedstawiono jeden z wybranych analizowanych obszarów wraz z mapą wielkości powierzchni poszczególnych cząstek. Rozkład wielkości pól powierzchni przedstawiono na rys Tab Parametry mikrostruktury stali Fe-0,85Mo-0,65Si-1,4C po wyżarzaniu sferoidyzującym Materiał Średnia powierzchnia Fe 3 C, A, μm 2 Średnia średnica d Fereta Fe 3 C, μm Średni współczynnik kształtu*, - Fe-0,85Mo-0,65Si-1,4C w stanie po wyżarzaniu sferoidyzującym *f = 4πA/L 2, L- obwód 0,12 0,49 0,78 45
 wraz z wynikami obliczeń powierzchni płaskich przekrojów poszczególnych cząstek Fe 3 C 0,35 0,30 0,25 0,20 0,15 0,10 0,05 0,00 0,05 0,1 0,15 0,2 0,25")

46 Częstość a) b) Rys Analizowany obszar ze zdjęcia mikrostruktury (a) wraz z wynikami obliczeń powierzchni płaskich przekrojów poszczególnych cząstek Fe 3 C 0,35 0,30 0,25 0,20 0,15 0,10 0,05 0,00 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 i więcej Powierzchnia płaskiego przekroju wydzieleń Fe3C, µm 2 Rys Rozkład pola powierzchni płaskiego przekroju wydzieleń Fe 3 C w mikrostrukturze po wyżarzaniu sferoidyzującym Średnia powierzchnia płaskiego przekroju cząstek cementytu wynosi A = 0,12 µm 2, gdzie 59% stanowią wydzielenia Fe 3 C o powierzchni mniejszej od 0,1 µm 2, 5% stanowią cząstki o powierzchni większej od 0,45 µm 2. Średnia średnica Ferrera cząstek wynosi d = 0,49 µm. Analizie poddano również kształt cząstek. Średni współczynnik kształtu f = 0,78. Im większa wartość współczynnika kształtu, tym analizowane przekroje wydzieleń mają kształt bardziej zbliżony do przekroju kołowego. Maksymalna wartość współczynnika kształtu wynosi f max = 1. 46
47 Twardość i gęstość spieków Gęstość spieków wyznaczono metodą geometryczną natomiast pomiar twardości przeprowadzono na twardościomierzu Zwick/Roell metodą Vickers a stosując obciążenie wgłębnika 10 kg (98,1 N). Otrzymane wyniki z pomiaru twardości materiału wyjściowego i wyznaczoną gęstość rzeczywistą przedstawiono tabeli 3.2. Tabela 3.2. Gęstość rzeczywista i twardość stali Fe-0,85Mo-0,65Si-1,4C bezpośrednio po spiekaniu i po przeprowadzonej obróbce cieplnej Stan materiału ρ rz, g/ cm 3 Twardość, HV10 Nieobrobiony cieplnie (po spiekaniu) 7,46 ± 0, ± 7,1 Hartowany izotermicznie 7,45 ± 0, ± 11,8 Po hartowaniu izotermicznym i wyżarzaniu sferoidyzującym 7,61 ± 0, ± 4,6 Stal Fe-0,85Mo-0,65Si-1,4C po obróbce cieplnej obejmującej: hartowanie izotermiczne i wyżarzanie sferoidyzujące charakteryzuje się najniższą twardością. W porównaniu ze stalą po spiekaniu twardość stali o mikrostrukturze ferrytu i sferoidalnego cementytu jest niższa o 78 HV10. Największą twardością charakteryzuje się stal po hartowaniu izotermicznym, gdzie występuje największa gęstość defektów sieciowych, której miernikiem jest szerokość połówkowa linii dyfrakcyjnych, która wynosi 0,81 nm. Twardość stali po hartowaniu jest większa od twardości stali nieobrobionej cieplnie o 422 HV10, dla której wyznaczona szerokość połówkowa linii dyfrakcyjnych wynosi 0,23 nm (Tab. 3.3) Badania dylatometryczne spieków Temperaturę przemian fazowych stali spiekanej Fe-0,85Mo-0,65Si-1,4C wyznaczono stosując analizę dylatometryczną. Badania dylatometryczne przeprowadzono nagrzewając próbki z prędkością 300 C/ h. Krzywą dylatometryczną spieku wraz z odpowiadającą krzywą różniczkową, z zaznaczonymi punktami związanymi z przemianami fazowymi, przedstawiono na rysunku Stwierdzono, że temperatura początku Ac 1s i końca Ac 1f tworzenia się austenitu wynosi odpowiednio 700 C i 775 C. Temperatura końca rozpuszczania się cementytu i węglików molibdenu wynosi odpowiednio 860 i 1010 C. 47
48 Rys Krzywa dylatometryczna nagrzewania stali spiekanej Fe-0,85Mo-0,65Si-1,4C z szybkością 300 C/ h wraz z odpowiadającą jej krzywą różniczkową i wskazanymi punktami związanymi z przemianami fazowymi Rentgenowska analiza fazowa Badania z zastosowaniem rentgenowskiej analizy fazowej wykonane zostały na dyfraktometrze D8-Advance w symetrycznej geometrii Bragga-Brentana (B-B) i stałego kąta padania (SKP) przy użyciu filtrowanego promieniowania lampy kobaltowej CoK α. Zastosowano technikę krokowego zliczania impulsów dla czasu 5s przy kątowym kroku Δ2θ = 0,04 deg. Pomiary wykonano dla każdej próbki w centralnym miejscu na płaskiej powierzchni dla 3 różnych kątów padania dla geometrii SKP. Precyzyjna charakterystyka obrazów dyfrakcyjnych, która sprowadzała się do aproksymacji funkcji Lorentza do pików dyfrakcyjnych pozwoliła na wyliczanie odpowiednich strukturalnych właściwości badanych spieków. Wyniki obliczeń: ilorazy intensywności wybranych pików, precyzyjne położenie kątowe pików, parametru komórki elementarnej sieci Fe α, połówkowe poszerzenie pików (β) oraz średni wymiar krystalitów przedstawiono w tabeli 3.3. Obliczenia przeprowadzono w oparciu o opracowania [68], połówkowe poszerzenie pików oraz średni wymiar krystalitów wyznaczono za pomocą równania Scherrera [67], Zapisy dyfraktometryczne przedstawiono na rys wraz z przypisanymi pikami odpowiednim fazom Fe α, Fe γ, Fe 3 C. Wykres steksturowania krystalograficznego ziaren I{200} / I{110} oraz iloraz I{110} / I{220} jako miernik gęstości wakancji w fazie Fe dla różnych procesów obróbki gdzie wzorcowe wartości dla analizowanych ilorazów intensywności pików wynoszą odpowiednio 2 i 10 przedstawiono na rys Gęstość defektów sieciowych i rozmiar krystalitów fazy Fe, 48
49 które wynikają z szerokości połówkowej linii dyfrakcyjnej {211} Fe oraz wartości parametrów komórki elementarnej tej fazy przedstawiono na rys Rys Zapisy dyfraktometryczne w symetrycznej geometrii Bragga-Brantana (B-B) i piki przypisane fazom Fe α, Fe γ, Fe 3 C próbek w stanie wyjściowym a) nieobrobionym cieplnie, b) po hartowaniu, c) po hartowaniu i wyżarzaniu sferoidyzującym Jakościowa analiza fazowa wykazała, że spieki nieobrobione cieplne i spieki po hartowaniu i wyżarzaniu sferoidyzującym zawierają fazy Fe α i Fe 3 C. Zahartowane spieki zawierają dużą ilość austenitu Fe γ obok faz Fe α i Fe 3 C. Tabela 3.3. Zestawienie wybranych zależności krystalograficznych w stali Fe-0,85Mo-0,65Si- 1,4C po spiekaniu i po obróbce cieplnej Mierzona właściwość I{200} / I{110} X10 Stan materiału I(110) / I(220) Beta{211}, deg Średni rozmiar krystalitów, nm Beta220 a(0) wg {211}, nm Udział Feγ, % Nieobrobiony cieplnie 1,17 5,92 0, ,431 0, Hartowany 7,88 5,40 0, ,709 0, Po hartowaniu i wyżarzaniu sferoidyzującym I{200} / I{110} X10 - wartość teoretyczna 2 I(110) / I(220) - wartość teoretyczna 10 0,69 10,54 0, ,271 0,
50 Szerokość połówkowa β{211}, deg Parametr sieci krystalicznej, nm I{220} / I{110} X10 I{110)} / I{220} I{220}/I{110} X10 stan wyjściowy I(110)/I(220) a) b) c) 0 Rys Wskaźnik steksturowania krystalograficznego ziaren I{200} / I{110} oraz iloraz I{110} / I{220} jako miernik gęstości wakancji w fazie Fe stali a) nieobrobionej cieplnie, b) po hartowaniu, c) po hartowaniu i wyżarzaniu sferoidyzującym 0,9 0,8 0,7 0,6 Szerokość połówkowa β{211} Paramer sieci krystalicznej 0,35 0,30 0,25 0,5 0,20 0,4 0,15 0,3 0,2 0,1 0,10 0,05 0 a) b) c) 0,00 Rys Szerokość połówkowa linii dyfrakcyjnej {211} Fe oraz wartości parametrów komórki elementarnej tej fazy dla stali a) nieobrobionej cieplnie, b) po hartowaniu, c) po hartowaniu i wyżarzaniu sferoidyzującym Największą intensywność na obrazach dyfrakcyjnych mają piki pochodzące od Fe α od płaszczyzn krystalograficznych {110}. Dla stali po hartowaniu widoczne są piki o dużej intensywności {220} pochodzące od austenitu szczątkowego, które charakteryzują się 50

51 największym zdefektowaniem i rozdrobnieniem krystalitów. Najmniejszy stopień steksturowania stwierdzono w stali po wyżarzaniu sferoidyzującym, natomiast stal po spiekaniu charakteryzuje się również niewielkim steksturowaniem, co wynika z krystalograficznej współzależności wzajemnej orientacji, związanej z przemianą fazową Fe Fe Badania fraktograficzne spieków Badania fraktograficzne spieków Fe-0,85Mo-0,65Si-1,4C nieobrobionych cieplnie i po obróbce cieplnej przeprowadzono na próbkach, które po nacięciu zostały mechanicznie rozdzielone. Zdjęcia przygotowanych próbek do badań przedstawiono na rysunku Badania przełomów przeprowadzono z zastosowaniem mikroskopu skaningowego Hitachi-3500N. analizowane przełomy Rys Powierzchnie przełomów stali Fe-0,85Mo-0,65Si-1,4C poddane analizie SEM Wyniki obserwacji struktury przełomów przedstawiono na rysunkach Na rysunku 3.17 przedstawiono przełom stali w stanie po spiekaniu, natomiast przełomy stali po obróbce cieplnej przedstawiono odpowiednio na rysunku 3.18 po hartowaniu, a na rysunku 3.19 po wyżarzaniu sferoidyzującym zahartowanych spieków. Przełomy stali spiekanej Fe-0,85Mo-0,65Si-1,4C w stanie po spiekaniu i po hartowaniu są charakterystyczne dla materiałów kruchych, tj. łupliwe. W strukturze przełomu stali nieobrobionej cieplnie dominuje transkrystaliczny charakter pękania, widoczne są na powierzchni przełomu charakterystyczne prążki perlitu. W stali po hartowaniu, gładka struktura świadczy o propagacji pęknięcia po granicach ziaren. Powierzchnia zniszczenia stali po wyżarzaniu sferoidyzującym jest charakterystyczna dla materiału ciągliwego, utrata spójności poprzedzona była odkształceniem plastycznym, o czym świadczą powstałe liczne mikro wgłębienia. 51





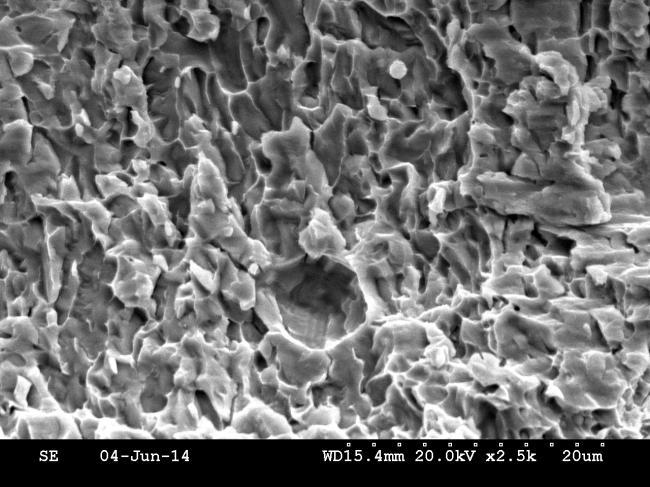
52 Rys Powierzchnia przełomu stali Fe-0,85Mo-0,65Si-1,4C w stanie po spiekaniu Rys Powierzchnia przełomu stali Fe-0,85Mo-0,65Si-1,4C w stanie po hartowaniu Rys Powierzchnia przełomu stali Fe-0,85Mo-0,65Si-1,4C w stanie po hartowaniu i wyżarzaniu sferoidyzującym 52




53 Obróbka cieplna w zakresie temperatury przemiany austenitycznej Konwencjonalny proces wyżarzania sferoidyzującego przeprowadza się w temperaturze zbliżonej do temperatury A 1. Dlatego też, przeprowadzono wyżarzanie stali Fe-0,85Mo-0,65Si-1,4C w temperaturze 700 i dodatkowo w 775 C. Proces ten prowadzono przez 30 minut. Badania te miały na celu określenie wpływu temperatury wyżarzania na zmiany w mikrostrukturze materiału wyjściowego o mikrostrukturze złożonej z ferrytu, perlitu i cementytu oraz o mikrostrukturze martenzytycznej. Aby ujawnić mikrostrukturę spieków wytrawiono zgłady 4%-owym pikralem. Mikrostruktury materiałów po wyżarzaniu zestawiono na rysunkach a) b) Rys Mikrostruktura po wyżarzaniu stali w stanie wyjściowym po: a) spiekaniu, b) hartowaniu w temperaturze 700 C, 30 minut a) b) Rys Mikrostruktura po wyżarzaniu stali w stanie wyjściowym po: a) spiekaniu; b) hartowaniu w temperaturze 775 C, 30 minut W wyniku przeprowadzonego wyżarzania próbek ze stali Fe-0,85Mo-0,65Si-1,4C o wyjściowej mikrostrukturze złożonej z ferrytu, perlitu i cementytu oraz o mikrostrukturze 53



54 martenzytycznej zaszły w nich widoczne zmiany. Obserwowuje się obszary występowania cementytu w formie sferoidalnej. W materiale wyjściowym o mikrostrukturze złożonej z ferrytu, perlitu i cementytu widoczna jest siatka cementytu wzdłuż której lokalizują się kolonie perlitu jak i sferoidalny cementyt. W materiale hartowanym po wyżarzniu w temperaturze 700 C występuje charakterystyczna mikrostruktura dla wysokiego odpuszczania. Bardziej zauważalne zmiany nastąpiły w mikrostrukturze spieków wyżarzonych w temperaturze 775 C. W celu zamrożenia mikrostruktury występującej w temperaturze 775 C, w stali o mikrostrukturze ferrytu i sferoidalnego Fe 3 C, nagrzano stal do tej temperatury, a następnie szybko schłodzono. Po trawieniu pikralem ujawniono sferoidalny cementyt, który nie rozpuścił się w austenicie. Zamrożoną mikrostrukturę przedstawiono na rysunkach 3.22 wykonaną z użyciem odpowiednio, mikroskopu świetlnego i skaningowego mikroskopu elektronowego. Widoczna jest znaczna zmiana udziału cementytu w porównaniu z mikrostrukturą stali po wyżarzaniu sferoidyzującym (rys ). a) b) Rys Mikrostruktura stali Fe-0,85Mo-0,65Si-1,4C po nagrzaniu próbki do temperatury 775 C i szybkim chłodzeniu, wykonana za pomocą mikroskopu: a) świetlnego, b) i c) skaningowego c) 54
55 Częstość Metalograficzną analizę ilościową przeprowadzono w sposób opisany w rozdziale Wyniki przeprowadzonej ilościowej analizy mikrostruktury, zamieszczono w tabeli 3.4. Wykres przedstawiający udział wielkości pola powierzchni wydzieleń Fe 3 C w określonych przedziałach, w zamrożonej mikrostrukturze przedstawiono na rysunku Tab Parametry mikrostruktury stali Fe-0,85Mo-0,65Si-1,4C po wyżarzaniu sferoidyzującym nagrzanej do temperatury 775 C i szybko schłodzonej Materiał Stal Fe-0,85Mo-0,65Si-1,4C w stanie po wyżarzaniu sferoidyzującym i hartowaniu z temperatury 775 C *f = 4πA/L 2, L- obwód Średnia powierzchnia Fe 3 C, A, μm 2 Średnia średnica d Fereta Fe 3 C, μm Średni współczynnik kształtu* f, - 0,12 0,49 0,83 0,35 0,3 0,25 0,2 0,15 0,1 0,05 0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5 i więcej Powierzchnia płaskiego przekroju wydzieleń Fe 3 C A, µm 2 Rys Rozkład pola powierzchni A płaskiego przekroju wydzieleń Fe 3 C w zamrożonej mikrostrukturze Podczas wyżarzania w temperaturze 775 C, znaczna część cementytu została rozpuszczona w austenicie. Powierzchnia analizowanych obrazów jest o 10% mniejsza w porównaniu do udziału cementytu w spiekach po wyżarzaniu sferoidyzującym. Udział wydzieleń Fe 3 C o powierzchni do 0,15 µm 2 wynosi 64%, a więc jest mniejszy w analizowanym przedziale o 22% od udziału cementytu w spiekach po wyżarzaniu sferoidyzującym. Średni współczynnik kształtu wynosi f = 0,83. 55
56 Średnia twardość, HV10 Wyniki pomiaru twardości spieków po zastosowanej obróbce cieplnej przedstawiono w tabeli 3.5. Twardość spieków zmniejszyła się o 23 i 53 HV10, a spieków zahartowanych o 477 i 462 HV10 po przeprowadzonym wyżarzaniu w temperaturze odpowiednio 700 i 775 C. Zmiany twardości w odniesieniu do materiału wyjściowego przedstawiono na wykresie przedstawionym na rysunku Tabela 3.5. Twardość stali Fe-0,85Mo-0,65Si-1,4C po zastosowanej obróbce cieplnej Stan wyjściowy spieków do obróbki cieplnej Po spiekaniu Hartowane Po hartowaniu i wyżarzaniu sferoidyzującym Obróbka cieplna Wyżarzanie w temperaturze 700 C, 30 minut Wyżarzanie w temperaturze 775 C, 30 minut Wyżarzanie w temperaturze 700 C, 30 minut Wyżarzanie w temperaturze 775 C, 30 minut Wyżarzanie w temperaturze 775 C, szybkie chłodzenie Twardość, HV ± 14,7 259 ± 5,6 257 ± 10,1 272 ± 3,4 904 ± 21, materiał wyjściowy wyżarzony w 700*C wyżarzony w 775*C 0 spieki nieobrobione cieplnie Stan materiału spieki hartowane Rys Zmiany w twardości stali po przeprowadzonym wyżarzaniu w temperaturze 700 i 775 C 56
57 Podsumowanie wyników badań materiału wyjściowego Proces spiekania z udziałem fazy ciekłej zapewnia otrzymanie stali Fe-0,85Mo-0,65Si-1,4C o gęstości rzeczywistej do 7,6 g/cm 3, a więc zbliżonej do gęstości teoretycznej. Po spiekaniu materiał charakteryzuje się niejednorodną mikrostrukturą złożoną z perlitu, ferrytu i cementytu. Badania strukturalne RTG wykazały, że najmniejsze steksturowanie występuje w spiekach po wyżarzaniu sferoidyzującym, natomiast największą gęstość wakancji i defektów sieciowych stwierdzono w spiekach hartowanych, które charakteryzują się najmniejszymi krystalitami. Wyżarzanie w temperaturze 700 i 775 C, przez 30 minut spieków i spieków hartowanych powoduje zmiany w mikrostrukturze. Po tym zabiegu, w mikrostrukturze występują miejsca, w których cementyt występuje w formie sferoidalnej. Cementyt w tej postaci stanowi największy udział po wyżarzaniu w temperaturze 775 C materiału wyjściowego po hartowaniu. Również, w obu przypadkach zarejestrowano najniższą twardość dla próbek po wyżarzaniu spieków w stanie wyjściowym po hartowaniu. W wyniku nagrzania stali Fe-0,85Mo-0,65Si-1,4C w stanie wyjściowym o mikrostrukturze złożonej z ferrytu i sferoidalnego cementytu do temperatury 775 C, znaczna część cementytu zostaje rozpuszczona w austenicie (~10%), a w szczególności najmniejsze wydzielenia Fe 3 C. Z mikrostrukturą spiekanej stali Fe-0,85Mo-0,65Si-1,4C ściśle związane są jej własności mechaniczne i plastyczne, co wykazano w pracach [61 63]. Spieki o mikrostrukturze złożonej z ferrytu ze sferoidalnym Fe 3 C, charakteryzują się wytrzymałością na rozciąganie powyżej 900 MPa i wydłużeniem 14%. W stali Fe-0,85Mo-0,65Si-1,4C w stanie po hartowaniu lub nieobrobionym cieplnie nie zarejestrowano wydłużenia. 57
58 3.3. Obróbka cieplno plastyczna spiekanej stali Fe-0,85Mo- 0,65Si-1,4C Dobór parametrów obróbki cieplno - plastycznej Na podstawie wyników przeprowadzonych badań stali Fe-0,85Mo-0,65Si-1,4C w stanie wyjściowym, tj. po spiekaniu i po przeprowadzonej obróbce cieplnej, opracowane zostały schematy obróbki cieplno plastycznej. Dobrane zostały parametry odkształcania tj. temperatura i prędkość odkształcenia. Na podstawie wyników analizy dylatometrycznej ustalono zakres temperatury odkształcania w warunkach izotermicznych od 700 do 775 C oraz dodatkowo temperaturę 825 C. Taki dobór temperatury odkształcania odpowiada temperaturze przeróbki plastycznej na ciepło. Górna temperatura odkształcania odbiega od temperatury zastosowanej w badaniach przez autorów prac [34, 36 44, 46 49], gdzie 700 C była najwyższą temperaturą, z jaką realizowano przeróbkę plastyczną na ciepło stali UHC. Prędkość odkształcenia przyjęto w zakresie 0,001 1 s -1. Program badań plastometrycznych zawierający parametry procesu i uwzględniający stan materiału wyjściowego przedstawiono w tabeli 3.6. Tabela Program badań plastometrycznych spiekanej stali Fe-0,85Mo-0,65Si-1,4C Mikrostruktura materiału wyjściowego do OCP Ferryt + sferoidalny Fe3C Ferryt + perlit + Fe 3 C Martenzyt Temperatura T, C Parametry odkształcenia Prędkość odkształcenia, s * *wyżarzanie bezpośrednio po odkształceniu Gleeble HDS-V40 - plastomer, Bähr MDS plastometr dylatometr Urządzenie 700 0,001 Gleeble HDS-V40 0,001 0, ,005 0,01 Bähr MDS 830 0, ,001 Gleeble HDS-V ,001 Bähr MDS ,001 Gleeble HDS-V40 0,001 0,01 0, ,01* Bähr MDS 830 0,1* 1* 58
59 W pierwszej części badań plastometrycznych odkształcano próbki ze stali Fe-0,85Mo-0,65Si- 1,4C w stanie po wyżarzaniu sferoidyzującym w temperaturze 700 i 775 C z prędkością odkształcenia w zakresie 0,001 do 1 s -1. Badania te miały na celu określenie wpływu parametrów odkształcenia na naprężenie płynięcia oraz zmiany w mikrostrukturze stali. W drugiej części badań plastometrycznych odkształcano próbki ze stali Fe-0,85Mo-0,65Si- 1,4C w stanie wyjściowym po spiekaniu oraz w stanie po hartowaniu izotermicznym. Odkształcanie realizowano w temperaturze 700 C i 775 C (temperatura początku i końca tworzenia się austenitu) z prędkością odkształcenia 0,001 s -1. W trzeciej części przeprowadzono badania plastometryczne próbek stali Fe-0,85Mo-0,65Si-1,4C o mikrostrukturze martenzytycznej. Odkształcanie przeprowadzono w temperaturze 775 C z prędkością odkształcenia 0,01, 0,1, 1 s -1. Realizacja badań z II i III części miała na celu określenie wpływu warunków odkształcania na rozwój mikrostruktury badanej stali oraz na naprężenie płynięcia. Badania plastometryczne przeprowadzono na plastomerze Gleeble HDS-V40 i plastomerze dylatometrze Bähr MDS 830 (rys. 3.27a) w Institut für Metallformung, TU Bergakademie Freiberg. W urządzeniu Gleeble próbki nagrzewano oporowo natomiast w plastomerze-dylatometrze Bähr - indukcyjnie. Podczas nagrzewania próbek umieszczonych pomiędzy ceramicznymi stemplami w urządzeniu Bähr MDS 830 śledzono zmiany wymiarowe dylatometrem laserowym, które przedstawiono na rysunku Cały cykl cieplny obejmujący nagrzewanie wygrzewanie odkształcenia przebiegał w próżni 7x10-3 mbar. Po odkształceniu próbki chłodzono argonem. Do badań plastometrycznych w urządzeniu Gleeble zastosowano próbki walcowe o wymiarach Φ18 mm i h~11 mm, a w urządzeniu Bähr Φ7 mm i h~11 mm. Próbki do badań na plastometrze-dylatometrze Bähr wycięto ze spieków z użyciem elektrodrążarki. Na rysunku 3.26 przedstawiono próbki przed i przekroje próbek po odkształceniu w urządzeniu Gleeble i Bähr. 59
 wraz z umieszczoną próbką pomiędzy ceramicznymi stemplami (b)[66] Schematy")

 trwał ~ 30 minut, a więc tyle ile trwa nagrzewanie, wygrzewanie i odkształcenie")
60 a) b) Rys Zdjęcie próbek przed i po odkształceniu na plastomerze: a) Gleeble, b) Bähr b) a) Rys Plastometr - dylatometr Bähr MDS 830 (a) wraz z umieszczoną próbką pomiędzy ceramicznymi stemplami (b)[66] Schematy zgodnie, z którymi realizowano badania plastometryczne przedstawiono na rysunkach Część spieków w stanie wyjściowym po hartowaniu wyżarzono bezpośrednio po odkształceniu w temperaturze 775 C. Czas wyżarzania próbek odkształcanych z prędkościami 1, 0,1, 0,01 s -1 dobrano tak, aby cały proces (nagrzewanie wygrzewanie odkształcenie wyżarzanie) trwał ~ 30 minut, a więc tyle ile trwa nagrzewanie, wygrzewanie i odkształcenie próbek z prędkością odkształcenia 0,001 s
61 T, C T, C nagrzewanie έ=0.001s -1 wygrzewanie odkształcenie t, s chłodzenie Rys Schemat odkształcenia próbek na plastomerze z prędkością odkształcenia 0,001 s -1 w temperaturze 775 C b) a) t, s Rys Schemat odkształcenia próbek na plastomerze z prędkością odkształcenia 0,01 s -1 w temperaturze 775 C z zastosowaniem: a) bezpośredniego chłodzenia, b) wyżarzaniem po odkształceniu 61
62 Δd, μm Δd, μm W trakcie nagrzewania próbek w plastomerze Bähr mierzono średnice próbek dylatometrem laserowym. Zmiany wymiarowe Δd w funkcji temperatury przedstawiono na rysunku 3.29 dla stali Fe-0,85Mo-0,65Si-1,4C nieobrobionej cieplnie, a na rysunku 3.31 dla stali po hartowaniu. Dodatkowo zamieszczono wykresy zmian wymiarowych w funkcji czasu, w trakcie wygrzewana próbek do odkształcenia w temperaturze 775 C, które przedstawiono na rysunkach 3.30 i początek przemiany austenitycznej Ac 1s =775 C nagrzewanie wygrzewanie T, C Rys Zmiany wymiarowe próbki nieobrobionej cieplnie, nagrzewanej do temperatury 775 C przed odkształceniem w plastomerze - dylatometrze Bähr MDS koniec przemiany austenitycznej Ac 1f t, s Zmiany wymiarowe próbki w stanie po spiekaniu, podczas wygrzewania w temperaturze 775 C do odkształcenia w plastomerze - dylatometrze Bähr MDS
63 Δd, μm Δd, μm Początek przemiany austenitycznej Ac 1s =767 C wygrzewanie T, C Rys Zmiany wymiarowe próbki w stanie po hartowaniu, nagrzewanej do temperatury 775 C przed odkształceniem w plastomerze-dylatometrze Bähr MDS t, s Rys Zmiany wymiarowe próbki w stanie po hartowaniu, w czasie wygrzewania w temperaturze 775 C do odkształcenia w plastomerze-dylatometrze Bähr MDS 830 Podczas nagrzewania próbek w stanie nieobrobionym cieplnie z prędkością 5 C/s, początek przemiany austenitycznej stwierdzono w temperaturze 775 C, kiedy nastąpił skurcz. W trakcie wygrzewania, przed rozpoczęciem odkształcania, zaobserwować można, że przemiana austenityczna zaszła do końca. Podczas dalszego wygrzewania, zwiększanie wymiarów próbki świadczy o rozpuszczaniu się Fe 3 C w austenicie. W przypadku próbek hartowanych, podczas nagrzewania, w temperaturze 180 C zaobserwowano nieznaczny skurcz, natomiast w temperaturze 430 C nastąpił silny skurcz. 63
64 F, N Zmiany wymiarowe związane są z przemianą austenitu szczątkowego oraz z wydzielaniem węgla z przesyconego roztworu. Przemiana austenityczna rozpoczęła się jeszcze w trakcie nagrzewania próbki w temperaturze 767 C. Koniec przemiany austenitycznej zaobserwowano w temperaturze 775 C. W trakcie dalszego wygrzewania nastąpił nieznaczne zwiększenie się wymiarów próbki. Wybrane wyniki ze ściskania próbek, tj. zależności siły w funkcji drogi odkształcenia dla stali Fe-0,85Mo-0,65Si-1,4C w stanie wyjściowym po hartowaniu przedstawiono na rysunku c) b) a) Δh, mm Rys Zależności siły w funkcji czasu, importowane z plastomeru Bähr dla spieków po hartowaniu, odkształconych w temperaturze 775 C z prędkością odkształcenia : a) 0,001, b) 0,01c) 0,1 s -1 64
65 Opracowanie i analiza wyników badań plastometrycznych Na podstawie wyników otrzymanych z badań plastometrycznych, zależności siły w funkcji drogi odkształcenia, opracowano krzywe płynięcia z uwzględnieniem stanu materiałów wyjściowych i parametrów odkształcenia. Zależności te przedstawiono na wykresach σ = f (T, ε, ε). Wpływ prędkości odkształcenia przy stałej temperaturze 775 C na naprężenie płynięcia dla stali o mikrostrukturze ferrytu ze sferoidalnym Fe 3 C przedstawiono na rysunku Zależności naprężenia płynięcia przy zadanej prędkości odkształcenia i temperaturze 700 i 775 C dla materiałów po spiekaniu i po obróbce cieplnej przedstawiono na rysunkach , natomiast wpływ prędkości odkształcenia na naprężenie płynięcia dla materiałów wyjściowych po hartowaniu przedstawiono na rysunku Naprężenie płynięcia dla materiałów po sferoidyzacji wyniosło przy odkształceniu 0,3 odpowiednio 96, 297 MPa odpowiednio dla skrajnych wartości prędkości odkształcenia 0,001 i 1 s -1. Natomiast w końcowej fazie przy odkształceniu 0,7 zmniejszyło się i wyniosło odpowiednio 89 i 272 MPa. Materiał wykazuje dużą czułość na prędkość odkształcenia. Porównując naprężenie płynięcia z badań przeprowadzonych przy prędkości odkształcenia 0,001 i 0,003 s -1 w końcowej fazie procesu odkształcenia ε > 0,7 różnica wynosi 31 MPa. Wyznaczono parametr m, czułośći na prędkość odkształcenia ze wzoru (3.1) dla odkształcenia 0,3, 0,5, 0,7, wynik obliczeń przedstawiono w tabeli 3.7. m= (3.1) [69] gdzie σ 1, σ 2 naprężenie płynięcia przy prędkości odkształcenia odpowiednio =0,003 s -1 i 0,001s -1. Tab Czułość na prędkość odkształcenia w temperaturze 775 C dla stali w stanie wyjściowym po hartowaniu i wyżarzaniu sferoidyzującym Odkształcenie ε, - 0,3 0,5 0,7 Prędkość odkształcenia, s -1 Naprężenie płynięcia σ, MPa 0, , , , , , Parametr m, - 0,28 0,24 0,26 65
66 σ, MPa σ, MPa 300 e) b) c) d) a) ,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 ε, - Rys Zależność naprężenie odkształcenie logarytmiczne przy temperaturze 775 C dla spieków po sferoidyzacji dla prędkości odkształcenia : a) 0,001, b) 0,003, c) 0,005, d) 0,01, e)1 s a) b) ,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 ε, - Rys Zależność naprężenie odkształcenie logarytmiczne przy temperaturze 700 C dla spiekanej stali Fe-0,85Mo-0,65Si-1,4C o mikrostrukturze wyjściowej: a) ferryt, perlit, cementyt, b) martenzyt 66
67 σ, MPa b) a) ,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 ε, - Rys Zależność naprężenie odkształcenie logarytmiczne przy temperaturze 775 C dla stali Fe-0,85Mo-0,65Si-1,4C o mikrostrukturze wyjściowej: a) ferryt, perlit, cementyt, b) martenzyt Opracowane krzywe płynięcia (rys ) charakteryzują się znacznymi różnicami w przebiegu i w wartości naprężenia, na co ma duży wpływ mikrostruktura materiału wyjściowego oraz temperatura odkształcania. Naprężenie płynięcia jest niższe dla materiału wyjściowego po hartowaniu, porównując naprężenie przy odkształceniu ε = 0,7 różnica wynosi 55 MPa i 30 MPa dla temperatury odpowiednio 700 i 775 C. Analizując wpływ temperatury odkształcania, dla materiału o mikrostrukturze wyjściowej złożonej z perlitu, ferrytu i cementytu, różnica w wielkości naprężenia płynięcia przy odkształceniu 0,7 wynosi 100 MPa, natomiast dla spieków po hartowaniu 80 MPa. Naprężenie płynięcia podczas odkształcania obu materiałów w temperaturze 700 C, osiągnęło wartość maksymalną przy odkształceniu wynoszącym 0,02. Podczas odkształcania w temperaturze 775 C, zarówno próbek nieobrobionych cieplnie i hartowanych zaszedł proces rekrystalizacji dynamicznej, który rozpoczął się przy odkształceniu mniejszym od 0,16 dla stali po hartowaniu, a dla stali nieobrobionej cieplnie przy odkształceniu mniejszym od 0,25. 67
68 Odkształcenie odpowiadające największym wartości naprężenia, - σ, MPa d) b) c) 100 a) 0 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 ε, - Rys Zależność naprężenie odkształcenie logarytmiczne przy temperaturze 775 C dla spieków po hartowaniu dla prędkości odkształcenia : a) 0,001, b) 0,01, c) 0,1, d) 1 s -1 W przypadku spieków po hartowaniu naprężenie płynięcia maleje po przekroczeniu pewnej wielkości odkształcenia, która zależna jest od prędkości odkształcenia. Im prędkość odkształcenia jest większa tym odkształcenie, przy którym występuje maksimum naprężenia jest mniejsze (rys. 3.38). Zjawisko to jest związane rekrystalizacją dynamiczną i przebudową mikrostruktury. Odkształcenie odpowiadające maksymalnym wartościom naprężenia płynięcia, poniżej którego rozpoczyna się proces rekrystalizacji dynamicznej wynosi 0,16 przy najniższej prędkości odkształcenia, 0,28 przy 0,01 i 0,1 s -1 oraz 0,47 przy 1 s -1. 0,50 0,45 0,40 0,35 0,30 0,25 0,20 0,15 0,10 0,05 ε (σmax) = 0,0404ln(έ) + 0,437 0,00 0,001 0,01 0,1 1 Prędkość odkształćenia έ, s -1 Rys Wpływ prędkości odkształcenia realizowanego w temperaturze 775 C na odkształcenie (przy maksymalnym naprężeniu) poniżej którego rozpoczyna się proces rekrystalizacji dynamicznej podczas odkształcania stali Fe-0,85Mo-0,65Si-1,4C w stanie wyjściowym po hartowaniu 68
 b) Rys.")
, obrazujący powierzchnię płynięcia, wygenerowany w programie Larstran/Shape po wprowadzeniu danych przedstawiono na rysunku 3.40.")
 dla stali Fe-0,85Mo-0,65Si-1,4C w stanie wyjściowym po hartowaniu, przy temperaturze 775 C Warunki brzegowe symulacji")
69 Analiza MES stanu odkształcenia i naprężenia w próbkach podczas badań plastometrycznych Obliczenia stanu odkształcenia, naprężenia, a także stanu cieplnego przeprowadzono metodą elementów skończonych MES z użyciem programu Larstran/Shape. Model narzędzi i wsadu wygenerowany w niniejszym programie przedstawiono na rysunku 3.39 T n =775 C μ=0,2 T w =775 C T n =775 C μ=0,2 a) b) Rys Model narzędzi i wsadu wraz z podanymi warunkami brzegowymi (a) oraz wynik symulacji (b) Do obliczeń wykorzystano opracowane krzywe płynięcia z badań plastometrycznych. Wykres zależności σ = f (T, ε, ε ), obrazujący powierzchnię płynięcia, wygenerowany w programie Larstran/Shape po wprowadzeniu danych przedstawiono na rysunku σ, MPa Rys Wygenerowany w programie Larstran/Shape wykres zależności σ = f (ε, ) dla stali Fe-0,85Mo-0,65Si-1,4C w stanie wyjściowym po hartowaniu, przy temperaturze 775 C Warunki brzegowe symulacji spęczania odpowiadały warunkom przeprowadzanych badań plastometrycznych (rozdz. 3.31). Założono, że temperatura narzędzi jest równa temperaturze wsadu. Wybrane wyniki symulacji, tj. rozkład intensywności odkształcenia ε i (reprezentacja ε, - 69








70 odkształcenia w punkcie), naprężenia σ i (reprezentacja naprężenia w punkcie) i temperatury przedstawiono w tabeli 3.8. Tabela Zestawienie wybranych wyników symulacji spęczania Stan materieriału/ parametry odkształcenia Nieobrobiony cieplnie Wyniki symulacji Rozkład: ETAQ intensywności odkształcenia, SIGQ intensywności naprężenia, TEMP temperatury T = 700 C 0,001 s -1 ε = 0,79 Hartowany T = 700 C 0,001 s -1 ε = 0,76 Nieobrobiony cieplnie 0,001 s -1 T = 775 C ε = 0,70 Hartowany T = 775 C 0,001 s -1 Hartowany T = 775 C 0,001 s -1 ε = 0,95 Hartowany 0,01 s -1 T = 775 C 70

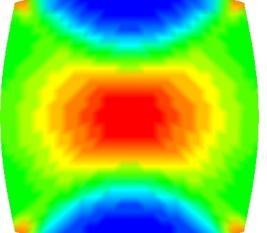
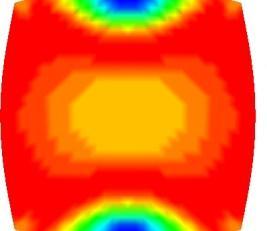
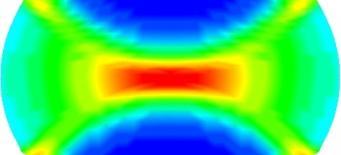


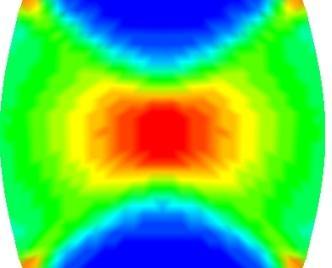

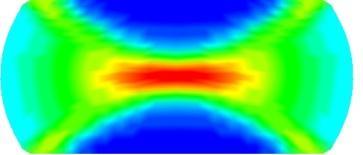
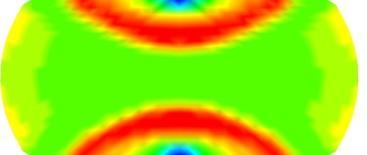

71 Tabela Zestawienie wybranych wyników symulacji spęczania, cd. Hartowany 0,01 s -1 T = 775 C ε = 0,85 Hartowany 0,1 s -1 T = 775 C Hartowany 0,1 s -1 T = 775 C ε = 0,81 Hartowany 1 s -1 T = 775 C Hartowany 1 s -1 T = 775 C ε = 0,83 71

72 Wyniki symulacji metodą MES wykazują niejednorodność rozkładu intensywności odkształcenia w materiale. Największe wartości intensywności odkształcenia ε i w zakresie 1,5 2,4 i lokalizują się w centralnej części odkształcanych próbek, a najmniejsze wartości do 0,3 lokalizują się w osi przy powierzchni czołowej próbek. Im większa prędkość odkształcenia i niższa temperatura procesu tym wartości intensywności naprężeń σ i są większe. Największe wartości intensywności naprężeń w analizowanych przypadkach osiągają wartości od 110 do 302 MPa. W przypadku odkształcania z prędkością odkształcenia 0,001, 0,01 s -1 obliczona temperatura nieznacznie wzrosła, a przy prędkości odkształcenia 0,1 i 1 s -1 obliczona temperatura próbek wzrosła odpowiednio o 13 i 46 C, w centralnej części próbki. Dane o stanie odkształcenia i temperaturze zostały wykorzystane przy analizie mikrostruktury stali Fe-0,85Mo-0,65Si-1,4C po obróbce cieplno - plastycznej Badania mikrostruktury po obróbce cieplno plastycznej Badania mikrostruktury przeprowadzono w wybranych miejscach na przekrojach wzdłużnych odkształconych próbek. Wypolerowane zgłady trawiono 4% pikralem. Obserwację mikrostruktur z użyciem mikroskopu świetlnego prowadzono wykorzystując technikę jasnego i ciemnego pola widzenia. Ze względu na niejednorodność intensywności odkształcenia wykonano dokumentację mikrostruktur w kilku miejscach oznaczonych na rysunku Miejsca obserwacji, tj. strefy, w których występują najmniejsze i największe intensywności odkształcenia oznaczono odpowiednio I i II, a miejsca, w których odkształcenia mają pośrednie wartości, III. Intensywność odkształcenia ε i w wyszczególnionych miejscach zawiera się w przedziałach: ε i (I)= do 0,3 ε i (II)= 1,5-2,4 ε i (III)= 1,0-1,4 I III II Rys Przekrój próbki wraz z naniesionym rozkładem intensywności odkształcenia i zaznaczonymi miejscami obserwacji mikrostruktury I, II, III 72


 spowodowało ujednorodnienie mikrostruktury.")
73 Mikrostrukturę spieków po obróbce cieplnej złożonej z hartowania i wyżarzania sferoidyzującego i przeprowadzonym odkształcaniu w temperaturze zbliżonej do temperatury końca przemiany austenitycznej 775 C z prędkością odkształcenia 0,001 i 1 s -1, przedstawiono na rysunku Zdjęcia mikrostruktur wykonano w miejscach I, II (Rys. 3.41). I Rys Mikrostruktura po odkształceniu materiału o wyjściowej o mikrostrukturze sferoidalnej w temperaturze 775 C z prędkością odkształcenia 0,001 s -1 II I Rys Mikrostruktura po odkształceniu materiału o wyjściowej mikrostrukturze sferoidalnej w temperaturze 775 C z prędkością odkształcenia 1 s -1 II Odkształcenie w procesie OCP stali Fe-0,85Mo-0,65Si-1,4C o wyjściowej mikrostrukturze złożonej z ferrytu i sferoidalnego cementytu (rys. 3.8) spowodowało ujednorodnienie mikrostruktury. Efekt ten widoczny jest w strefie odpowiadającej dużej intensywność odkształcenia. W materiale odkształconym z mniejszą prędkością odkształcenia obserwuje się wzrost wielkości sferoidalnego cementytu, co jest związane z koagulacją Fe 3 C w trakcie procesu. Mikrostrukturę stali spiekanej Fe-0,85Mo-0,65Si-1,4C o wyjściowej mikrostrukturze złożonej z perlitu, ferrytu i cementytu (rys. 3.6), odkształconej w temperaturze 700 i 775 C z prędkością odkształcenia 0,001 s -1 przedstawiono na rysunkach 3.44 i Zdjęcia mikrostruktur wykonano w miejscach I, II, III jak zaznaczono na rysunku






74 I II III Rys Mikrostruktura po odkształceniu w temperaturze 700 C z prędkością odkształcenia 0,001 s -1 stali o wyjściowej mikrostrukturze złożonej z perlitu, ferrytu i cementu z odkształceniem ε = 0,79 w miejscach gdzie intensywność odkształcenia ε i wynosiła odpowiednio: I - 0,03, II - 1,75, III - 1,04 I II III Rys Mikrostruktura po odkształceniu w temperaturze 700 C z prędkością odkształcenia 0,001 s -1 materiału wyjściowego o mikrostrukturze złożonej z perlitu, ferrytu i cementu z odkształceniem ε = 0,7 w miejscach gdzie intensywność odkształcenia ε i wynosiła odpowiednio: I - 0,03, II - 2,42, III - 1,36 74

, co jest szczególnie widoczne w próbkach materiału odkształconego w temperaturze 775 C.")
75 W wyniku odkształcania spiekanej stali Fe-0,85Mo-0,65Si-1,4C nastąpiły znaczne zmiany w mikrostrukturze. Szczególnie są one widoczne w miejscach o dużej wartości intensywności odkształcenia, gdzie cementyt występuje w formie sferoidalnej. Poza cementytem widoczne są kolonie perlitu o wielkości kilkunastu mikrometrów. Węgliki układają się w osnowie ferrytu w postaci pasm w kierunki płynięcia materiału (rys II, rys II), co jest szczególnie widoczne w próbkach materiału odkształconego w temperaturze 775 C. W spiekach odkształconych w temperaturze 700 C w miejscu I, o małej intensywności odkształcenia, nastąpiły niewielkie zmiany w mikrostrukturze. Widoczna jest siatka cementytu, wzdłuż której lokalizują się kolonie perlitu, miejscami widoczne są obszary, w których występuje sferoidalny cementyt. W próbkach odkształconych w temperaturze 775 C udział sferoidalnego cementytu w tych obszarach jest większy. Natomiast w miejscu III, gdzie intensywność odkształcenia jest większa się ε i > 1, dominuje cementyt sferoidalny w mikrostrukturze. Mikrostrukturę spieków w stanie wyjściowym po hartowaniu, odkształconych w temperaturze 700 i 775 C z prędkością odkształcenia 0,001 s -1 przedstawiono na rysunkach 3.46 i Zdjęcia mikrostruktur wykonano w miejscach I, II, III (rys. 3.41). I II III Rys Mikrostruktura po odkształceniu w temperaturze 700 C z prędkością odkształcenia 0,001 s -1 materiału o wyjściowej mikrostrukturze martenzytycznej z odkształceniem ε = 0,76, w miejscach gdzie intensywność odkształcenia ε i wynosi odpowiednio: I - 0,03, II - 1,73, III - 1,07 75

76 I II III Rys Mikrostruktura po odkształceniu w temperaturze 775 C z prędkością odkształcenia 0,001 s -1 materiału o wyjściowej mikrostrukturze martenzytycznej z odkształceniem ε = 0,95, w miejscach gdzie intensywność odkształcenia ε i wynosi odpowiednio: I - 0,09, II - 2,3, III - 1,26 Odkształcanie hartowanej stali Fe-0,85Mo-0,65Si-1,4C w temperaturze 700 C spowodowało przebudowę wyjściowej mikrostruktury martenzytycznej (rys. 3.7). W wyniku przeprowadzonego procesu powstała mikrostruktura charakteryzująca się niejednorodnym rozmieszczeniem cementytu w ferrycie. W miejscach o małej intensywności odkształcenia występuje charakterystyczny rozkład wydzieleń Fe 3 C dla wysoko odpuszczonego martenzytu. Jasne obszary, na mikrostrukturze wykonanej techniką jasnego pola widzenia stanowią miejsca, w których uprzednio występowały płytki martenzytu. Bardziej równomierne rozmieszczenie cementytu obserwuje się w miejscach, w których, występują większe wartości intensywności odkształcenia. Z kolei w tym samym materiale odkształconym w temperaturze 775 C, a więc w temperaturze zbliżonej do końca przemiany austenitycznej, nastąpiła całkowita przebudowa mikrostruktury. Sferoidalny cementyt rozłożony jest równomiernie w osnowie ferrytu. Efekt ten jest szczególnie widoczny w miejscach oznaczonych II i III, tj. w obszarach gdzie intensywność odkształcenia wynosi ε i > 1,0. Wyniki obserwacji mikrostruktury stali Fe-0,85Mo-0,65Si-1,4C po hartowaniu, odkształconej z prędkością odkształcenia 0,01, 0,1, 1 s -1 przedstawiono rysunkach Zdjęcia mikrostruktur wykonano w miejscach I, II, III (rys. 3.41). 76


77 I III I II II Rys Mikrostruktura po odkształceniu ε = 0,85 w temperaturze 775 C z prędkością odkształcenia 0,01 s-1 materiału o wyjściowej mikrostrukturze martenzytu w miejscach gdzie intensywność odkształcenia εi wynosi odpowiednio: I - 0,16, II - 1,54, III - 1,04 II Rys Mikrostruktura po odkształceniu ε = 0,8 w temperaturze 775 C z prędkością odkształcenia 0,1 s-1 materiału o wyjściowej mikrostrukturze martenzytu, w miejscach gdzie intensywność odkształcenia εi wynosi: I - 0,20, II - 1,14, III - 1,03 77

78 I II III Rys Mikrostruktura po odkształceniu ε = 0,83 w temperaturze 775 C z prędkością odkształcenia 1 s -1 materiału o wyjściowej mikrostrukturze martenzytu w miejscach gdzie intensywność odkształcenia ε i wynosi: I - 0,06, II - 1,96, III - 1,14 Analogicznie jak w przypadku obróbki cieplno plastycznej realizowanej z prędkością odkształcenia ε 0,001 s -1 w temperaturze 775 C, w wyniku odkształcenia z większą prędkością odkształcenia ε tj. 0,01, 0,1 i 1,0 s -1 również nastąpiła znaczna przebudowa mikrostruktury i sferoidyzacja cementytu. Proces przebudowy mikrostruktury nastąpił zarówno w miejscach o dużej jak i małej intensywności odkształcenia. W miejscach odpowiadających dużej intensywności odkształcenia mikrostruktura jest bardziej jednorodna, szczególnie widoczne jest to w przypadku próbki odkształconej z prędkością odkształcenia wynoszącą 1 s -1. Wraz z większą prędkością zrealizowanego odkształcenia można zauważyć w przebudowanej mikrostrukturze coraz mniejsze wydzielenia Fe 3 C. Po odkształcaniu z prędkością odkształcenia 0,1 i 1 s -1 węgliki Fe 3 C, przy danym powiększeniu na mikroskopie świetlnym, są trudno odróżnialne. Efekt ten związany jest czasem trwania realizacji odkształcania. Przy mniejszych prędkościach ze względu na dłuższy czas trwania odkształcania, zachodzi zjawisko koagulacji cementytu. Mikrostrukturę po procesie OCP z prędkością odkształcenia 0,01, 0,1, 1 s -1 z przeprowadzonym bezpośrednio po odkształceniu wyżarzaniem w temperaturze 775 C przedstawiono na rysunkach Zdjęcia mikrostruktur wykonano w miejscach I, II, III (rys. 3.41). 78



79 I III I II Rys Mikrostruktura po odkształceniu ε = 0,83 w temperaturze 775 C z prędkością odkształcenia 0,01 s-1 materiału o wyjściowej mikrostrukturze martenzytu oraz przeprowadzonym wyżarzaniu bezpośrednio po odkształceniu w miejscach gdzie intensywność odkształcenia εi wynosi odpowiednio: I - 0,15, II - 1,5, III - 1,0 II Rys Mikrostruktura po odkształceniu ε = 0,86 w temperaturze 775 C z prędkością odkształcenia 0,1 s-1 materiału o wyjściowej mikrostrukturze martenzytu oraz przeprowadzonym wyżarzaniu bezpośrednio po odkształceniu w miejscach, gdzie intensywność odkształcenia εi wynosi odpowiednio: I - 0,09, II - 1,85, III - 1,20 III 79





80 I III I III II Rys Mikrostruktura po odkształceniu ε = 0,87 w temperaturze 775 C z prędkością odkształcenia 1 s-1 materiału o wyjściowej mikrostrukturze martenzytu i wyżarzaniu bezpośrednio po odkształceniu, w miejscach gdzie intensywność odkształcenia εi wynosi odpowiednio: I - 0,12 II - 2,49, III - 1,14 II Rys Mikrostruktura po odkształceniu ε = 0,84 w temperaturze 825 C z prędkością odkształcenia 1 s-1 materiału o wyjściowej mikrostrukturze martenzytu i wyżarzaniu bezpośrednio po odkształceniu w temperaturze 775 C 80
81 We wszystkich spiekach, które poddano wyżarzaniu bezpośrednio po odkształcaniu w odniesieniu do próbek, które nie były wyżarzane nastąpiła koagulacja cementytu. Efekt ten jest szczególnie zauważalny w próbkach odkształconych z największą prędkością odkształcenia 0,01 i 1 s -1, których czas wyżarzania po odkształcaniu był najdłuższy. W wyniku wyżarzania ujednorodniona została mikrostruktura, nie ma większych różnic w mikrostrukturze w miejscach odpowiadających małej i dużej intensywności odkształcenia. Wyżarzanie bezpośrednio po odkształceniu doprowadziło do rozpuszczenia znacznej ilości cementytu w austenicie, w wyniku, czego po schłodzeniu powstał perlit. Kolonie perlitu charakteryzują się wielkością rzędu kilku mikrometrów. Najwięcej perlitu występuje w próbkach (w miejscu I i III) odkształconych w temperaturze 775 oraz 825 C z prędkością odkształcenia = 1 s -1. Odkształcanie stali Fe-0,85Mo-0,65Si-1,4C w temperaturze 700, 775 C zachodzi mechanizmem poślizgu, a także mechanizmem aktywowanym cieplnie tj. poprzez pełzanie dyslokacyjne, podczas którego usuwane są częściowo lub w całości skutki umocnienia w procesie zdrowienie dynamicznego czy w procesie rekrystalizacji dynamicznej. Rekrystalizacja dynamiczna stali Fe-0,85Mo-0,65Si-1,4C zachodzi w wyższej temperaturze odkształcania tj. 775 C. Przyspieszona sferoidyzacja cementytu w stali hartowanej w procesie OCP wynika z dużej gęstości defektów w strukturze krystalicznej, oraz powstającymi defektami w trakcie odkształcania, które ułatwiają mechanizmy dyfuzji węgla Badania na mikroskopie skaningowym Badania mikrostruktury odkształconych spieków przeprowadzono również na skaningowym mikroskopie elektronowym Hitachi-3500N. Obserwację mikrostruktury prowadzono w centralnej części próbki, której obszar zaznaczono na rysunku Rys Przekrój próbki z zaznaczonym obszarem obserwacji mikrostruktury z wykorzystaniem mikroskopu skaningowego Mikrostrukturę stali Fe-0,85Mo-0,65Si-1,4C nieobrobionej cieplnie i po hartowaniu, odkształconej w plastometrze Gleeble w temperaturze 700 C z prędkością odkształcenia 0,001 s -1 przedstawiono na rysunku Mikrostrukturę stali zahartowanej, 81






82 odkształconej w plastomerze Bähr w temperaturze 775 C z prędkością odkształcenia 0,001, 0,01, 0,1 i 1 s -1 przedstawiono na rysunkach Rys Mikrostruktura po odkształceniu w temperaturze 700 C z prędkością odkształcenia 0,001 s -1 spieku o mikrostrukturze złożonej z perlitu, ferrytu i cementytu, ε = 0,79 Rys Mikrostruktura po odkształceniu w temperaturze 700 C z prędkością odkształcenia 0,001 s -1 spieku o mikrostrukturze martenzytu, ε = 0,76 Rys Mikrostruktura po odkształceniu w temperaturze 775 C z prędkością odkształcenia 0,001 s -1 spieku o mikrostrukturze martenzytu, ε=0,70 82






83 Rys Mikrostruktura po odkształceniu w temperaturze 775 C z prędkością odkształcenia 0,01 s -1 spieku o mikrostrukturze martenzytu, ε=0,85 Rys Mikrostruktura po odkształceniu w temperaturze 775 C z prędkością odkształcenia 0,1 s -1 spieku o mikrostrukturze martenzytu, ε=0,81 Rys Mikrostruktura po odkształceniu w temperaturze 775 C z prędkością odkształcenia 1 s -1 spieku o mikrostrukturze martenzytu, ε=0,83 83


84 Mikrostruktura odkształconej stali Fe-0,85Mo-0,65Si-1,4C oraz wielkość wydzieleń Fe 3 C zależy w dużym stopniu od parametrów odkształcenia. Odkształcenie stali w stanie wyjściowym po spiekaniu w temperaturze 700 C spowodowało w niewielkim stopniu przebudowę niejednorodnej mikrostruktury wyjściowej. W niektórych miejscach zaobserwować można brak ciągłości płytek cementytu w perlicie, a także obszary, w których występują skupiska sferoidalnych węglików Fe 3 C. W mikrostrukturze stali hartowanej, poddanej obróbce cieplno plastycznej w temperaturze 700 C z prędkością odkształcenia 0,001 s -1, występuje duży rozrzut w wielkości powstałych sferoidalnych węglików cementytu. Widoczne są obszary, w których występują bardzo małe wydzielenia Fe 3 C oraz obszary o zróżnicowanej wielkości wydzieleń. Bardziej jednorodną mikrostrukturę otrzymano w wyniku odkształcenia zahartowanej stali w temperaturze 775 C. Im większa prędkość odkształcenia, z jaką przeprowadzono proces OCP, tym wielkość powstałych w mikrostrukturze wydzieleń Fe 3 C jest mniejsza. W przypadku odkształcania z prędkościami 0,1 i 1 s -1 różnice w mikrostrukturze są niewielkie, natomiast, w przypadku odkształcania z prędkością 0,01, 0,001 s -1 wielkość wydzieleń Fe 3 C jest już znacznie większa. Zależność średniej wielkości powierzchni płaskich przekrojów węglików Fe 3 C w funkcji czasu realizacji odkształcenia dla zadanych prędkości odkształcenia przedstawiono na rysunku 3.67 Mikrostrukturę stali po odkształceniu w temperaturze 775 i 825 C z prędkością odkształcenia 0,01, 0,1, 1 s -1 i bezpośrednio następującym po odkształceniu wyżarzaniu w temperaturze 775 C przedstawiono na rysunkach Rys Mikrostruktura po odkształceniu ε= 0,83 w temperaturze 775 C z prędkością odkształcenia 0,01 s -1 spieku o mikrostrukturze martenzytu i wyżarzaniu w tej samej temperaturze bezpośrednio po odkształceniu 84






85 Rys Mikrostruktura po odkształceniu ε=0,86 w temperaturze 775 C z prędkością odkształcenia 0,1 s -1 spieku o mikrostrukturze martenzytu i wyżarzaniu w tej samej temperaturze bezpośrednio po odkształceniu Rys Mikrostruktura po odkształceniu ε=0,87 w temperaturze 775 C z prędkością odkształcenia 1 s -1 spieku o mikrostrukturze martenzytu i wyżarzaniu w tej samej temperaturze bezpośrednio po odkształceniu Rys Mikrostruktura po odkształceniu ε=0,84 w temperaturze 825 C z prędkością odkształcenia 1 s -1 spieku o mikrostrukturze martenzytu i wyżarzaniu w temperaturze 775 C bezpośrednio po odkształceniu 85
86 W wyniku przeprowadzonego wyżarzania spieków bezpośrednio po odkształceniu, mikrostruktura (rys ) w odniesieniu do mikrostruktury próbek, które nie były wyżarzone (rys ) charakteryzuje się znacznie większymi wydzieleniami cementytu. W trakcie wyżarzania po odkształceniu, we wszystkich próbkach nastąpiła koagulacja cementytu, a część cementytu, która została rozpuszczona w austenicie, wydzieliła się w perlicie. Wielkość powstałych koloni perlitu sięga kilku mikrometrów. Mikrostruktura stali odkształconej w temperaturze 825 C i wyżarzonej w 775 C (rys. 3.65) jest niejednorodna, widoczne są obszary o dużej koncentracji, bardzo małych wydzieleń jak i miejsca o zróżnicowanej wielkości Fe 3 C Ilościowa analiza mikrostruktury Otrzymane zdjęcia mikrostruktur z badań SEM stali Fe-0,85Mo-0,65Si-1,4C po hartowaniu i odkształceniu z prędkością odkształcenia 0,001, 0,01, 0,1, 1 s -1 w temperaturze 775 C, poddano analizie ilościowej z zastosowaniem programu ImageJ. Do analizy wybrano 5 obszarów ze zdjęć mikrostruktur o wielkości 5 x 5 µm z wyjątkiem, w przypadku stali odkształconej z prędkością odkształcenia ε 0,001 s -1 ze względu na znacznie większe wydzielenia Fe 3 C, analizowano większy obszar tj. 10 x 10 µm. Na rysunku 3.66 przedstawiono wynik obliczeń wielkości pola powierzchni płaskiego przekroju wydzieleń cementytu po jednym z analizowanych obszarów mikrostruktury z każdego wariantu przeprowadzonego procesu, tj. realizowanego z prędkością odkształcenia 0,001, 0,01, 0,1 i 1 s -1. Na wygenerowanych mapach występuje duży rozrzut w wielkości pola powierzchni wydzieleń cementytu. Największe wartości pola płaskich przekrojów Fe 3 C sięgają 1,97 i 0,42 µm 2 powstałych w wyniku odkształcenia spieków z prędkością odkształcenia 0,001, 0,01 s -1. W przypadku próbek odkształconych z większą prędkością odkształcenia 0,1 i 1 s -1 występuje znacznie mniejszy rozrzut pola powierzchni wydzieleń Fe 3 C, a największe wartości wielkości pola powierzchni wynoszą odpowiednio 0,28 i 0,22 µm 2. 86

 0,1, d) 1 s -1 Wyznaczono z użyciem programu dla każdego analizowanego elementu")


87 a) b) c) d) Rys Porównanie pola powierzchni płaskich przekrojów wydzieleń Fe 3 C na wyodrębnionych obszarach w spiekach odkształconych z prędkością odkształcenia a) 0,001, b) 0,01, c) 0,1, d) 1 s -1 Wyznaczono z użyciem programu dla każdego analizowanego elementu z osobna (płaskiego przekroju Fe 3 C): pole powierzchni A, średnicę d (Fereta) oraz współczynnik kształtu f. Obliczone średnie wartości tych parametrów zestawiono w tabeli 3.9. Opracowano również wykres zależności średniej powierzchni od czasu realizacji odkształcenia, który przedstawiono na rysunku 3.67, natomiast rozkłady wielkości powierzchni przedstawiono na rysunkach
88 Średnia powierzchnia A wydzieleń Fe 3 C Stal Fe-0,85Mo- 0,65Si-1,4C po hartowaniu Tab Zestawienie wybranych parametrów mikrostruktury stali Fe-0,85Mo-0,65Si-1,4C po odkształceniu w temperaturze 775 C Stan wyjściowy Parametry odkształcenia T, C ε s -1 Liczba analizowanych cząstek, N Średnie pole powierzchni Fe 3 C, A, μm 2 Średnica Fereta Fe 3 C, d, μm Współczynnik kształtu f*, - 0, ,27 0,71 0, , ,08 0,36 0,73 0, ,05 0,33 0, ,05 0,35 0,77 *f = 4πA/L 2, L- obwód 0,30 0,25 A = 0,0573 e 0,0016t 0,001s -1 0,20 0,15 0,10 0,05 1s -1 0,1s -1 0,01s -1 0,00 0, Czas realizacji odkształcenia t, s Rys Wpływ czasu trwania odkształcania (ε ~ 0,8) realizowanego z prędkością 0,001, 0,01, 0,1, 1 s -1 w temperaturze 775 C na średnią powierzchnię A płaskiego przekroju wydzieleń Fe 3 C 88
89 0,02 0,04 0,06 0,08 0,1 0,12 0,14 0,16 0,18 0,2 Częstość 0,08 0,16 0,24 0,32 0,4 0,48 0,56 0,64 0,72 Więcej Częstość 0,50 0,45 0,40 0,35 0,30 0,25 0,20 0,15 0,10 0,05 0,00 Powierzchnia cząstek Fe3C, µm 2 Rys Rozkład wielkości powierzchni płaskiego przekroju wydzieleń Fe 3 C w stali po odkształceniu w temperaturze 775 C z prędkością odkształcenia 0,001 s -1 0,50 0,45 0,40 0,35 0,30 0,25 0,20 0,15 0,10 0,05 0,00 Powierzchnia cząstek Fe 3 C, µm 2 Rys Rozkład wielkości powierzchni płaskiego przekroju wydzieleń Fe 3 C w stali po odkształceniu w temperaturze 775 C z prędkością odkształcenia 0,01 s -1 89
90 0,02 0,04 0,06 0,08 0,1 0,12 0,14 0,16 0,18 0,2 Więcej Częstość 0,02 0,04 0,06 0,08 0,1 0,12 0,14 0,16 0,18 0,2 Więcej Częstość 0,50 0,45 0,40 0,35 0,30 0,25 0,20 0,15 0,10 0,05 0,00 Powierzchnia cząstek Fe3C, µm 2 Rys Rozkład wielkości powierzchni płaskiego przekroju wydzieleń Fe 3 C w stali po odkształceniu w temperaturze 775 C z prędkością odkształcenia 0,1 s -1 0,50 0,45 0,40 0,35 0,30 0,25 0,20 0,15 0,10 0,05 0,00 Powierzchnia cząstek Fe3C, µm2 Rys Rozkład wielkości powierzchni płaskiego przekroju wydzieleń Fe 3 C w stali po odkształceniu w temperaturze 775 C z prędkością odkształcenia 1 s -1 90
91 Średnia wielkość powierzchni A wydzieleń cementytu po obróbce cieplno plastycznej stali hartowanej zależy od prędkości odkształcenia ε, z jaką realizowano odkształcenie. Największą średnią powierzchnią 0,27 µm 2 charakteryzują się wydzielenia Fe 3 C powstałe w wyniku odkształcenia stali z prędkością odkształcenia ε = 0,001 s -1. Stwierdzono że, im prędkość realizowanego odkształcenia spieków jest większa tym średnia powierzchnia powstałych wydzieleń (przekrojów) cementytu jest mniejsza. Po odkształceniu z prędkością ε 0,01 s -1 średnia powierzchnia wydzieleń jest znacznie mniejsza i wynosi 0,08 µm 2, a najmniejszą średnią powierzchnią 0,05 µm 2 charakteryzują się wydzielenia Fe 3 C po procesie OCP realizowanym z prędkością odkształcenia 0,1 i 1 s -1. Analiza udziału wielkości pola powierzchni wydzieleń Fe 3 C wykazała, że w przypadku stali odkształconej z prędkością odkształcenia 0,001 s -1 największy udział 65% stanowią węgliki o polu powierzchni do 0,16 µm 2. Duży udział, 9% stanowią wydzielenia o rozbudowanej powierzchni przekraczającej 0,8 µm 2. W przypadku stali odkształconej z prędkością 0,01 s -1, dominują wydzielenia Fe 3 C o powierzchni do 0,04 µm 2, których udział wynosi 65%. Znaczny udział, 7% stanowią wydzielenia o powierzchni przekraczającej 0,22 µm 2. W przypadku spieków odkształconych z największą prędkością odkształcenia 0,1 i 1 s -1 również dominują wydzielenia Fe 3 C o powierzchni do 0,04 µm 2, których udział stanowi odpowiednio 58 i 51%. Przeprowadzono także analizę kształtu płaskich przekrojów wydzieleń Fe 3 C w poszczególnych przedziałach wielkości pola powierzchni, którego średnie wartości przedstawiono na rysunku Z przedstawionych zależności wynika, że współczynnik kształtu f maleje wraz ze zwiększającą się powierzchnią cząstek Fe 3 C. Im większe jest pole powierzchni wydzieleń tym kształt wydzieleń jest bardziej złożony. Zjawisko to związane jest z łączeniem i wzrostem wydzieleń cementytu kosztem mniejszych w trakcie procesu OCP. Efekt ten jest szczególnie widoczny w spiekach odkształcanych z najmniejszą prędkością odkształcenia (najdłuższy czas) gdzie współczynnik kształtu f nie przekracza 0,8, a cząstki o powierzchni większej od 0,56 μm 2 charakteryzują się najbardziej rozbudowaną powierzchnią (f < 0,6). Współczynnik kształtu f < 0,4 przyjmuje najniższe wartości dla wydzieleń o powierzchni przekroju większej od 0,72 μm 2. Podobnie jest w pozostałych przypadkach, gdzie dla przedziałów 0-0,6 μm 2 wartości współczynnika kształtu f są większe od 0,7, a wydzielenia o powierzchni 0 0,2 μm 2 charakteryzują się przekrojem najbardziej zbliżonym do przekroju kołowego. 91
92 0,02 0,04 0,06 0,08 0,10 0,12 0,14 0,16 0,18 0,20 >0,22 0,02 0,04 0,06 0,08 0,10 0,12 0,14 0,16 0,18 >0,2 Śr. współczynnik kształtu, f,- Śr. współczynnik kształtu, f,- 0,08 0,16 0,24 0,32 0,40 0,48 0,56 0,64 >0,72 0,02 0,04 0,06 0,08 0,10 0,12 0,14 0,16 0,18 >0,20 Śr. współczynnik kształtu, f,- Śr. współczynnik kształtu, f,- 1,0 1,0 0,8 0,8 0,6 0,6 0,4 0,2 0,4 0,2 0,0 0,0 Powierzchnia cząstek Fe 3 C, µm 2 a) Powierzchnia cząstek Fe 3 C, µm 2 b) 1,0 1,0 0,8 0,8 0,6 0,4 0,2 0,0 0,6 0,4 0,2 0,0 Powierzchnia cząstek Fe 3 C, µm 2 Powierzchnia cząstek Fe 3 C, µm 2 b) c) Rys Średni współczynnik kształtu f płaskich przekrojów wydzieleń cementytu w zależności od ich pola powierzchni w spiekach po odkształceniu z prędkością : a) 0,001, b) 0,01, c) 0,1, d) 1 s -1 Rozkład wielkości, średnicy d (Fereta) płaskich przekrojów wydzieleń Fe 3 C w przedziałach co 0,2 μm przedstawiono na wykresie zbiorczym dla analizowanych przypadków OCP na rysunku Stwierdzono, że w spiekach odkształconych z prędkością odkształcenia 0,01, 0,1, 1 s -1 dominują wydzielenia, których średnica d (zastępcza) płaskich przekrojów nie przekracza 0,4 μm. Natomiast w stali odkształconej z najmniejszą prędkością odkształcenia przeważają wydzielenia cementytu o średnicy w przedziale (0,4 0,6 μm>. Duży rozrzut średnicy wydzieleń Fe 3 C występuje w przypadku stali odkształconej z prędkością 0,001 i 0,01 s -1. W stali odkształconej z większymi prędkościami 0,1 i 1 s -1 zastępcza przekrojów przekracza 1,2 μm. niewielki udział stanowią wydzielenia Fe 3 C, których średnica 92
 Fereta, płaskiego przekroju wydzieleń Fe 3 C spieków po odkształceniu z prędkością 0,001, 0,01, 0,1, 1 s -1 3.3.7.")

93 Częstość 0,45 0,4 0,35 0,3 0,001 0,01 0,1 1 0,25 0,2 0,15 0,1 0,05 0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2 2,2 0,001 0,01 0,1 1 Średnica Fereta, µm Rys Rozkład średnicy (zastępczej) Fereta, płaskiego przekroju wydzieleń Fe 3 C spieków po odkształceniu z prędkością 0,001, 0,01, 0,1, 1 s Rentgenowska analiza fazowa spieków po odkształceniu Badania RTG odkształconych spieków prowadzono analogicznie jak w przypadku materiałów wyjściowych (rozdz ). Pomiary wykonano w centralnym miejscu odkształconych próbek na płaskiej powierzchni w symetrycznej geometrii BB dla 3 różnych kątów padania dla geometrii SKP. Analizę przeprowadzono dla próbek ze stali w stanie po spiekaniu, po hartowaniu i sferoidyzacji, które odkształcano w tych samych warunkach tj. w temperaturze 775 C z prędkością odkształcenia 0,001 s -1. Zapisy dyfraktometryczne w symetrycznej geometrii Bragga-Brantana i piki przypisane fazom Fe α, Fe γ, Fe 3 C przedstawiono na Rys
94 Rys Zapisy dyfraktometryczne w symetrycznej geometrii Bragga-Brantana (B-B) i piki przypisane fazom Fe α, Fe γ, Fe 3 C dla spieków po obróbce cieplno plastycznej stali o mikrostrukturze wyjściowej do OCP: a) perlit, ferryt, cementyt, b) martenzyt, c) ferryt i sferoidalny Fe 3 C Otrzymane zapisy dyfraktometryczne dla spieków po obróbce cieplno plastycznej są porównywalne. Dla wszystkich analizowanych próbek największą intensywność posiadają piki pochodzące od płaszczyzn (110). W tabeli 3.10 zestawiono wartości charakterystycznych cech strukturalnych, które również przedstawiono w formie wykresów na rysunkach , na które naniesiono dla porównania, cechy strukturalne stali w stanie wyjściowym do OCP. Tab Wartości charakterystycznych cech strukturalnych odkształconych spieków obliczonych na podstawie obrazów dyfrakcyjnych Mierzona właściwość Stan wyjściowy spieków do OCP I{200}/ I{110} X10 I(110)/ I(220) Szerokość połówkowa β{211}, deg Średni rozmiar krystalitów, nm Szerokość połówkowa β {220}, deg a(0) wg {211}, nm Nieobrobione cieplnie 1,62 7,31 0, ,207 0,28667 Po hartowaniu 1,15 7,06 0, ,205 0,28673 Po hartowaniu i wyżarzaniu sferoidyzującym I{200} / I{110} X10 wartość teoretyczna 2 I(110) / I(220) - wartość teoretyczna 10 1,29 7,52 0, ,225 0,
95 Szerokość połówkowa β{211}, deg Parametr sieci, nm I{220}/I{110} X10 I{110)} / {(220} I{220}/I{110} X10 stan wyjściowy I{220}/I{110} X10 po OCP I(110)/I(220) stan wyjściowy I(110)/I(220) po OCP a) b) 0 Rys Wskaźnik steksturowania krystalograficznego ziaren I{200} / I{110} oraz iloraz I{110} / I{220} dla stali spiekanej przed i po OCP, w stanie wyjściowym: a) nieobrobionym cieplnie, b) po hartowaniu, c) po wyżarzaniu sferoidyzującym 1,1 1 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 Szerokość połówkowa β{211} - stan wyjściowy Szerokość połówkowa β{211} - po OCP Parametr sieci krystalicznej - stan wyjściowy Parametr sieci krystalicznej - po OCP a) b) 0,35 0,3 0,25 0,2 0,15 0,1 0,05 0 Rys Szerokość połówkowa linii dyfrakcyjnej {211} oraz parametr sieci dla stali spiekanej przed i po OCP w stanie wyjściowym: a) nieobrobionym cieplnie, b) po hartowaniu, c) po wyżarzaniu sferoidyzującym 95
96 Steksturowania stali siekanej Fe-0,85Mo-0,65Si-1,4C obliczono za pomocą ilorazu intensywności par linii dyfrakcyjnych I{200} / I{110}. Dla materiału nieposiadającego tekstury, współczynnik ten wynosi 2. Obliczone współczynniki dla badanej stali w stanie wyjściowym i po obróbce cieplno plastycznej są zbliżone do tej wartości, co świadczy o niewielkim steksturowaniu z wyjątkiem stali w stanie wyjściowym po hartowaniu, dla której wartość ilorazu jest zbliżona do 0,8. Gęstość wakancji, której miernikiem jest stosunek intensywności par linii dyfrakcyjnych I{110} / I{220} dla materiału wzorcowego przyjmuje wartość 10. Stwierdzono, że najmniejsza gęstością wakacji charakteryzuje stal w stanie po wyżarzaniu sferoidyzującym, gdzie wartość ilorazu {110} / I{220} jest najbardziej zbliżona do wartości teoretycznej. Po obróbce cieplno plastycznej wartość ta dla analizowanych wariantów mieści się w przedziale 7-8. Największa gęstość defektów sieciowych, której miarą jest szerokość połówkowa linii dyfrakcyjnej występuje w materiale po hartowaniu, dla którego przekracza ona wartość 0,8. W wyniku procesu OCP materiału nieobrobionego cieplnie i stali po hartowaniu nastąpiło zmniejszenie gęstości defektów sieciowych, poza materiałem wyjściowym po sferoidyzacji, w którym ich udział nieco wzrósł Analiza EBSD Szczegółowej analizie struktury poddano stal po hartowaniu i obróbce cieplno plastycznej w temperaturze 775 C z prędkością odkształcenia 0,001 s -1. W tym celu przeprowadzono na mikroskopie skaningowym badania EBSD (Elektron Back Scattered Diffraction) z których otrzymano informację na temat wielkości ziarna, charakteru granic ziaren oraz tekstury krystalograficznej. Niniejsze badania przeprowadzono z użyciem mikroskopu skaningowego z przystawką EBSD. Wyniki badań EBSD tj. mikrostrukturę, przedstawiono na rysunku 3.77, z której wyznaczono rozkład wielkości ziarna i rozkład dezorientacji granic ziaren (rysunek 3.78 i 3.79). Orientację krystalograficzną poszczególnych ziaren przedstawiono na rysunku 3.80 a na rysunku 3.81 przedstawiono figurę biegunową dla analizowanego przypadku. 96

97 Rys Mikrostruktura stali Fe-0,85Mo-0,65Si po hartowaniu i przeprowadzonej OCP w temperaturze 775 C Rys Rozkład wielkości ziarna stali Fe-0,85Mo-0,65Si po hartowaniu i przeprowadzonej OCP w temperaturze 775 C 97

98 Rys Rozkład kąta dezorientacji granic ziaren stali Fe-0,85Mo-0,65Si po hartowaniu i przeprowadzonej OCP w temperaturze 775 C Rys Tekstura (odwrotne figury biegunowe) stali Fe-0,85Mo-0,65Si po hartowaniu i przeprowadzonej OCP w temperaturze 775 C 98



99 Rys Figura biegunowa stali Fe-0,85Mo-0,65Si po hartowaniu i przeprowadzonej OCP w temperaturze 775 C Mikrostruktura stali Fe-0,85Mo-0,65Si po hartowaniu i po przeprowadzonej obróbce cieplno plastycznej charakteryzuje się drobnoziarnistą mikrostrukturą, w której dominują ziarna o wielkości w zakresie 1 3,3 µ o udziale ponad 53%. Podczas gdy, w tej samej stali po wyżarzaniu sferoidyzującym średnia wielkość ziarna wynosi około 30 µm, a po jej kuciu w temperaturze 700 C wielkość ziarna wynosi 6-7 µm [64]. W mikrostrukturze dominują ziarna o szeroko kątowych granicach (<15 ), a w szczególności o kątach dezorientacji w zakresie Cementyt lokalizuje się głównie po granicach i w narożach ziaren, natomiast wewnątrz ziaren ferrytu lokalizują bardzo małe sferoidalne węgliki Badania fraktograficzne odkształconych materiałów Do badań fraktograficznych wykorzystano fragmenty odkształconych próbek. Spieki zostały nadcięte od zewnętrznej strony tak, aby przełom po rozdzieleniu znajdował się w centralnej części próbki (rys. 3.82). Zestawienie wybranych wyników obserwacji struktury przełomów stali Fe-0,85Mo-0,65Si-1,4C po odkształceniu oraz po odkształceniu i wyżarzaniu przedstawiono na rysunkach nacięcie analizowane przełomy Rys Próbka po odkształcaniu na plastomerze, przygotowana do badań na mikroskopie skaningowym 99
 w")

 w temperaturze")


100 Rys Przełom po odkształceniu (ε = 0,76) w temperaturze 700 C z prędkością odkształcenia 0,001 s -1 spieku o wyjściowej mikrostrukturze martenzytycznej Rys Przełom po odkształceniu (ε = 0,7) w temperaturze 775 C z prędkością odkształcenia 0,001 s -1 spieku o wyjściowej mikrostrukturze złożonej z perlitu, ferrytu i cementytu Rys Przełom po odkształceniu (ε = 0,95) w temperaturze 775 C z prędkością odkształcenia 0,001 s -1 spieku o wyjściowej mikrostrukturze martenzytycznej 100
 w")



 w")

101 Rys Przełom po odkształceniu (ε = 0,85) w temperaturze 775 C z prędkością odkształcenia 0,01 s -1 spieku o wyjściowej mikrostrukturze martenzytycznej Rys Przełom po odkształceniu (ε = 0,8) w temperaturze 775 C z prędkością odkształcenia 0,1 s -1 spieku o wyjściowej mikrostrukturze martenzytycznej Rys Przełom po odkształceniu (ε = 0,83) w temperaturze 775 C z prędkością odkształcenia 1 s -1 spieku o wyjściowej mikrostrukturze martenzytycznej 101
 w temperaturze 775")




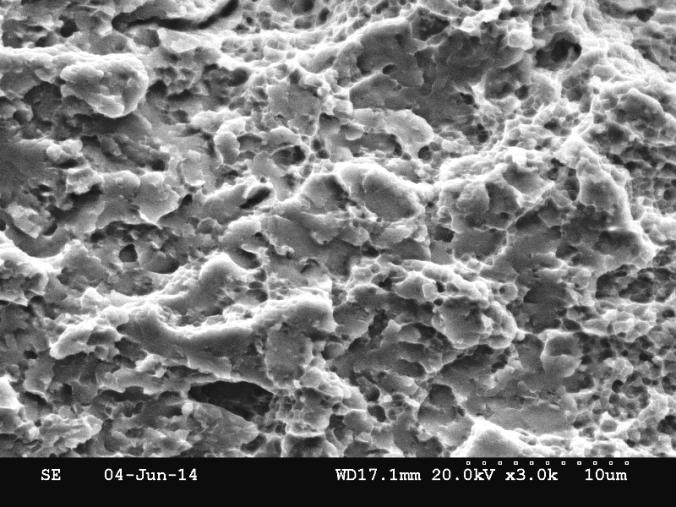
102 Rys Przełom po odkształceniu (ε = 0,83) w temperaturze 775 C z prędkością odkształcenia 0,01 s -1 spieku o wyjściowej mikrostrukturze martenzytu i wyżarzaniu bezpośrednio po odkształceniu w tej samej temperaturze Rys Przełom po odkształceniu (ε = 0,86) w temperaturze 775 C z prędkością odkształcenia 0,1 s -1 spieku o wyjściowej mikrostrukturze martenzytu i wyżarzaniu bezpośrednio po odkształceniu w tej samej temperaturze Rys Przełom po odkształceniu (ε = 0,87) w temperaturze 775 C z prędkością odkształcenia 1 s -1 spieku o wyjściowej mikrostrukturze martenzytu i wyżarzaniu bezpośrednio po odkształceniu w tej samej temperaturze 102
 w temperaturze 825 C z prędkością odkształcenia 1 s -1 spieku o wyjściowej mikrostrukturze martenzytu i wyżarzaniu bezpośrednio po odkształceniu w temperaturze 775")

103 Rys Przełom po odkształceniu (ε = 0,84) w temperaturze 825 C z prędkością odkształcenia 1 s -1 spieku o wyjściowej mikrostrukturze martenzytu i wyżarzaniu bezpośrednio po odkształceniu w temperaturze 775 C Przełomy stali Fe-0,85Mo-0,65Si-1,4C po obróbce cieplno plastycznej posiadają zróżnicowaną morfologię. Na wszystkich analizowanych powierzchniach przełomów zaobserwować można charakterystyczne mikro-wgłębienia, których udział i wielkość zależy od mikrostruktury stali, a wiec od parametrów przeprowadzonego procesu obróbki cieplno plastycznej i stanu wyjściowego stali. W przypadku stali po hartowaniu i obróbce cieplno plastycznej w strukturze przełomów dominują mikro wgłębienia, co oznacza, że rozdzielenie materiału było poprzedzone odkształceniem plastycznym. Najmniejsze mikro wgłębienia powstały na powierzchni rozdzielenia w próbkach, które były odkształcone w procesie OCP z prędkością odkształcenia 0,1 i 1 s -1. W wyniku zniszczenia próbek powstały również przełomy, w których mikrostrukturze dominują płaskie powierzchnie, świadczące o kruchym pękaniu (transkrystalicznym), są to spieki po OCP stali w stanie wyjściowym nieobrobionym cieplnie. Podobnie jest w przypadku stali po hartowaniu i obróbce cieplno plastycznej z bezpośrednim wyżarzaniem po odkształceniu próbek w temperaturze 775 C. 103
104 Analiza twardości na przekrojach odkształconych materiałów Pomiar twardości próbek po przeprowadzonym procesie obróbki cieplno plastycznej wykonano metodą Vickersa z obciążeniem wgłębnika 10 kg (98 N). Miejsca pomiaru wybierano losowo. Uśrednione wyniki pomiaru HV10 zamieszczono w tabeli 3.11, a wybrane wyniki średniej twardości przedstawiono na rysunku Tabela Zestawienie średniej twardości HV10 stali Fe-0,85Mo-0,65Si-1,4C po OCP Lp. 1 Mikrostruktura materiału wyjściowego Parametry odkształcenia T, C ἐ, s -1 Średnia twardość HV , ± 12, , ± 8, , ± 8,8 ferryt + sferoidalny Fe 3 C , ± 7, ,1 319 ± 10, ± 11, , ± 6,2 perlit + ferryt + Fe 3 C , ± 7, , ± 15, , ± 18, , ± 13, ,1 359 ± 6,9 13 martenzyt ± 2, * 0, ± 16, * 0,1 334 ± 9, * ± 15, * ± 11,1 * wyżarzanie bezpośrednio po odkształceniu w temperaturze 775 C 104
105 Średnia twardość HV10 Średnia twardość spiekanej stali po procesie OCP zależy od stanu materiału wyjściowego i parametrów procesu. W przypadku spieków po obróbce cieplnej o mikrostrukturze ferrytu i sferoidalnego cementytu w wyniku zastosowania OCP zwiększyła się twardość. Zmierzona twardość zawiera się w przedziale HV10 po odkształcaniu z prędkością odkształcenia odpowiednio 0,001 i 1s -1. W przypadku próbek w stanie wyjściowym nieobrobionym cieplnie poddanych OCP twardość jest porównywalna zarówno po przeprowadzonym odkształcaniu w temperaturze 700 jak i 775 C. Największe zmiany w mikrostrukturze, co przekłada się bezpośrednio na twardość, wystąpiły w przypadku próbek hartowanych, która zmniejszyła się znacznie w wyniku przeprowadzonego procesu obróbki cieplno plastycznej. Twardość spieków hartowanych, podobnie jak przypadku spieków w stanie wyjściowym, po wyżarzaniu sferoidyzującym poddanych OCP w temperaturze 775 C zależy od prędkości odkształcenia, większą twardość posiadają spieki po odkształceniu zrealizowanym z większą prędkością odkształcenia. Wyżarzanie, które zastosowano bezpośrednio po odkształceniu zahartowanej stali, nie spowodowało znacznych zmian w twardości stali Fe-0,85Mo-0,65Si-1,4C (rys. 3.93) bez wyżarzania wyżarzone ,001 0,01 0,1 1 Prękość odkształcenia, s-1 Rys Średnia twardość HV10 stali Fe-0,85Mo-0,65Si-1,4C po hartowaniu i OCP w temperaturze 775 C z prędkością odkształcenia 0,001, 0,01, 0,1, 1 s -1 oraz po wyżarzaniu przeprowadzonym bezpośrednio po odkształceniu Średnią twardość odkształconych próbek po hartowaniu skorelowano ze średnią powierzchnią płaskich przekrojów sferoidalnego cementytu, otrzymaną zależność przedstawiono na rysunku
106 Twardość średnia HV HV10 = 250,3A -0, ,00 0,05 0,10 0,15 0,20 0,25 0,30 Średnia płaska powierzchnia A przekroju wydzieleń Fe 3 C, μm 2 Rys Zależność średniej twardości HV10 od średniej powierzchni A przekroju wydzieleń Fe 3 C powstałych w wyniku OCP stali Fe-0,85Mo-0,65Si-1,4C w temperaturze 775 C Przeprowadzono również badania twardości HV2 (19,6 N), które prowadzono ze schematem przedstawionym na rysunku Pomiar wzdłuż próbki realizowano, co 1 mm i co 2 mm w zależności od wymiarów próbki, natomiast na wysokości próbki twardość mierzono w pięciu równych odstępach. Wyniki przedstawiono w formie map twardości na rysunkach Rys Przekrój próbki wraz z przedstawionym schematem pomiaru twardości 106


 b) Rys. 3.97.")
 700, b) 775 C z odchylenie")


107 a) b) Rys Rozkład twardości HV2 na przekroju próbek nieobrobionych cieplnie, odkształconych w temperaturze: a) 700, b) 775 C z prędkością odkształcenia 0,001 s -1 gdzie średnia twardość i odchylenie średnie wyniosło odpowiednio: 300±11,3, 305±19,7 a) b) Rys Rozkład twardości HV2 na przekroju próbek hartowanych, odkształconych w temperaturze a) 700, b) 775 C z prędkością odkształcenia 0,001 s -1 gdzie średnia twardość i odchylenie średnie wyniosło odpowiednio: 305±5,8, 307±13,7 a) b) Rys Rozkład twardości HV2 na przekroju próbek hartowanych, odkształconych w temperaturze 775 C z prędkością odkształcenia : a) 0,01, b) 0,1 s -1 gdzie średnia twardość i odchylenie średnie wyniosło odpowiednio: 356±11,7, 372±13,1 107

 b) Rys. 3.100.")
 0,01, b) 0,1 s -1 i wyżarzonej bezpośrednio po")

108 Rys Rozkład twardości HV2 na przekroju próbki hartowanej, odkształconej w temperaturze 775 C z prędkością odkształcenia 1 s -1 gdzie średnia twardość i odchylenie średnie wyniosło: 363 ± 17,0 a) b) Rys Rozkład twardości HV2 na przekroju odkształconych próbek hartowanych, odkształconych w temperaturze 775 C z prędkością odkształcenia : a) 0,01, b) 0,1 s -1 i wyżarzonej bezpośrednio po odkształceniu gdzie średnia twardość i odchylenie średnie wyniosło odpowiednio: 347 ± 8,4, 339 ± 11,1 Rys Rozkład twardości HV2 na przekroju odkształconej próbki w stanie wyjściowym po hartowaniu odkształconej w temperaturze 775 C z prędkością odkształcenia 1 s -1 i wyżarzonej bezpośrednio po odkształceniu gdzie średnia twardość i odchylenie wyniosło: 375 ± 7,1 108
109 Na rozkład twardości na przekrojach odkształconych próbek wpływa stan materiału wyjściowego i parametry przeprowadzonego procesu obróbki cieplno plastycznej. Największa niejednorodność w rozkładzie twardości HV2 występuje na przekroju spieków odkształconych w temperaturze 775 C z prędkością odkształcenia 0,001 s -1, co jest wynikiem dużej niejednorodności w składzie mikrostruktury. We wszystkich próbkach odkształconych z prędkością odkształcenia 0,001 s -1 najmniejsze wartości twardości występują w centralnej części próbek, tj. w miejscach odpowiadających największym wartościom intensywności odkształcenia. Z kolei w stali hartowanej, po odkształceniu z większą prędkością odkształcenia 0,01, 0,1, 1 s -1 w środkowej strefie próbek występuje największa twardość. Ze wzrostem prędkości odkształcenia w procesie OCP zwiększył się rozrzut w twardości spieków. W przypadku próbek wyżarzonych bezpośrednio po odkształceniu średnia twardość nieznacznie się zmieniła natomiast nastąpiło ujednorodnienie twardości na przekroju próbek. 109

110 3.4. Badania rozciągania stali Fe-0,85Mo-0,65Si-1,4C ze stałą i zmienną prędkością odkształcenia Badania stali Fe-0,85Mo-0,65Si-1,4C po procesie obróbki cieplno plastycznej w podwyższonej temperaturze przeprowadzono na maszynie wytrzymałościowej Zwick/Roell Z250. Próbę rozciągania realizowano w piecu oporowym nagrzanym do temperatury 750 i 775 C, zdęcie próbki podczas nagrzewania w piecu przedstawiono na rys Próbki do badań przygotowano ze spieków odkształconych w urządzeniu Gleeble (T = 700 C, ε 0,001 s -1, ε ~ 0,75), których wymiary przedstawiono na rysunku 3.104a. Zastosowano dwa schematy odkształcania, ze stałą prędkością odkształcenia 0,001 s -1 w temperaturze 750 C i skokowo zmienną liniową prędkością odpowiadającą prędkości odkształcenia 0,001-0,0005-0,001 s -1 w temperaturze 750 i 775 C (rys ). W trakcie próby rozciągania ze zmienną prędkością odkształcenia 0,001 s -1, po osiągnięciu wydłużenia próbki o 1 mm zmniejszono prędkość odkształcenia do 0,0005 s -1 a po wydłużeniu o kolejny 1 mm zwiększono prędkość odkształcenia do 0,001 s -1, po czym rozciąganie prowadzono aż do zerwania próbki. Obliczona prędkość liniowa rozciągania dla próbki o długości l 0 = 12,0 mm odkształcanej w temperaturze 750 C wynosiła 0,81, 0,43, 0,93 mm/min, a dla próbki o długości l 0 = 10,44 mm odkształcanej w temperaturze 775 C wynosiła 0,66, 0,36, 0,78 mm/min. Rys Zdjęcie próbki podczas nagrzewania w piecu oporowym do próby rozciągania 110
 W próbie rozciągania stali Fe-0,85Mo-0,65Si-1,4C (po OCP) prowadzonej ze")
 63,8% i 135,4%, w temperaturze odpowiednio 750 C i 775 C.")
111 Rys Schemat próby rozciągania w temperaturze 750 i 775ºC ze skokowo zmienną prędkością odkształcenia stali po OCP (hartowanej) W próbie rozciągania stali Fe-0,85Mo-0,65Si-1,4C (po OCP) prowadzonej ze stałą prędkością odkształcenia ε 0,001 s -1 wydłużenie próbki wyniosło 63,5%. W przypadku zastosowania skokowo zmiennej prędkości odkształcenia otrzymano wydłużenie (po OCP hartowanej stali) 63,8% i 135,4%, w temperaturze odpowiednio 750 C i 775 C. Zdjęcie próbek przed i po odkształceniu przedstawiono na rysunku b-c. a) b) Rys Wymiary (a) i zdjęcie próbki przed i po przeprowadzonej próbie rozciągania w temperaturze 750ºC z prędkością odkształcenia 0,001 s -1 gdzie wydłużenie ε = 63,5% (b) oraz c) w temperaturze 775ºC ze zmienną prędkością odkształcenia gdzie wydłużenie ε = 135,4% c) 111
112 σ, MPa Wykres siły w funkcji drogi importowany z maszyny wytrzymałościowej z próby realizowanej ze skokowo zmienną prędkością odkształcenia przedstawiono na rysunku b) a) Średnica początkowa próbki: a) d o =3,15 mm, b) d o =2,75 mm Rys Zależność siły w funkcji drogi z próby przeprowadzonej ze zmienną prędkością odkształcenia w temperaturze a) 750 b) 775 C Na podstawie wykresów zależności F = f(δl) Opracowano zależności σ = f(ε) z próby przeprowadzonej ze stałą prędkością odkształcenia i ze skokowo zmienną prędkością odkształcenia, które przedstawiono odpowiednio na rysunku i ε, % Rys Zależność naprężenie wydłużenie z próby rozciągania ze stałą prędkością odkształcenia 0,001 s -1 w temperaturze 750 C 112
113 σ, MPa a) b) ε, % Rys Zależność naprężenie wydłużenie względne z próby rozciągania przeprowadzonej ze skokowo zmienną prędkością odkształcenia ~ 0,001-0,0005-0,001 s -1 w temperaturze: a) 750, b) 775 C Naprężenie płynięcia po skokowej zmianie prędkości odkształcenia do ~0,0005 s -1 spadło o około 10 i 12 MPa przy rozciąganiu w temperaturze odpowiednio 750 i 775 C. Po kolejnej zmianie prędkości odkształcenia do prędkości wyjściowej ~0,001 s -1 naprężenie płynięcia wzrosło o około 14 i 19 MPa przy temperaturze 750 i 775 C. Parametr m wyznaczono dwoma metodami na podstawie wykresu F = f(t), przedstawionego na rysunku 3.108, z którego odczytano wartości siły odpowiadających naniesionym punktom. Punkty A, A, B, B odpowiadają sile w momencie zmiany prędkości rozciągania gdzie A i B zostały wyznaczone poprzez wsteczną ekstrapolacje krzywych. Punkty C i D odpowiadają sile w momencie przejścia w stan ustalony. Wyznaczono wartości naprężenia płynięcia dla odczytanych sił i chwilową prędkość odkształcenia. Wartości parametru m zamieszczono w tabeli 3.12, obliczonych na podstawie następujących zależności: 1) m 1 = 2) m 2 = 3) m 3 = (3.2) [69, 70] W tabeli 3.12 zamieszczono również wartości naprężeń i prędkości odkształcenia odpowiadające punktom naniesionym na wykres
114 F, N 700 C A B D A' B' V 1 V 2 V t, s Rys Fragment wykresu F = f(t) z próby rozciągania przeprowadzonej ze skokowo zmienną liniową prędkością rozciągania w temperaturze 775 C Tab Czułość na prędkość odkształcenia stali w stanie po hartowaniu i OCP wyznaczona na podstawie wykresu F = f(t) Lp Temperatura próby, C Punkt Liniowa prędkość rozciągania, mm/s Prędkość Siła F, odkształcenia, s -1 N Naprężenie σ, MPa A 0, , ,9 127,8 B 0, , ,4 113,9 A 0, , ,0 128,8 B 0, , ,0 112,6 C 0, , ,0 126,0 D 0, , ,0 117,3 A 0, , ,0 127,0 B 0,0060 0, ,0 114,6 A 0, , ,0 126,5 B 0,0060 0, ,0 107,6 C 0, , ,3 126,0 D 0,0060 0, ,4 114,8 Parametr m, - Wyznaczony parametr m z próby rozciągania przeprowadzonej w temperaturze 750 C mieści się w zakresie 0,12 0,17. Większą czułość na prędkość rozciągania, stal Fe-0,85Mo-0,65Si- 1,4C wykazuje w temperaturze 775 C gdzie wyznaczony parametr m przyjmuje wartości w zakresie 0,17 0,21. Stwierdzono również, że czułość stali na prędkość odkształcenia w temperaturze 775 C zwiększa się wraz z odkształceniem, dla punktów AB i A B parametr m wyniósł odpowiednio 0,17 i 0,21. 0,17 0,16 0,12 0,17 0,21 0,15 114
115 σ, MPa Ze względu na dużą zależność naprężenia płynięcia i parametru czułości na prędkość odkształcenia od wielkości odkształcenia, przeprowadzono dodatkowe obliczenia parametru m w oparciu o [69], korzystając z zależności 3.1. Wartości naprężenia płynięcia w odpowiadających punktach odczytano z wykresu σ = f(ε), fragment wykresu wraz z naniesionymi punktami przedstawiono na rysunku Naprężenie płynięcia (w punktach B, B, B, B ) dla odkształcania z niższą prędkością odkształcenia wyznaczono po ekstrapolacji krzywej i zrzutowaniu punktów A, A, A, A na tą krzywą. Wartości naprężenia płynięcia odpowiadające poszczególnym punktom i wyniki obliczeń przedstawiono w tabeli A A A A 115 Rys Fragment wykresu σ = f(ε) z próby rozciągania przeprowadzonej ze skokowo zmienną prędkością odkształcenia ~ 0,001-0,0005-0,001 s -1 w temperaturze 775 C Tab Czułość na prędkość odkształcenia stali w stanie po hartowaniu i OCP wyznaczona na podstawie wykresu σ = f(ε) Lp B 100 B B B 95 0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 ε, % Temperatura próby, C 775 Punkt Liniowa prędkość rozciągania, mm/s Prędkość Naprężenie σ, odkształcenia, s -1 MPa A 0, , ,5 B 0,0060 0, ,5 A 0, , ,5 B 0, , ,0 A 0, , ,0 B 0,0060 0, ,5 A 0, , ,0 B 0,0060 0, ,5 Parametr m, - Z przeprowadzonych obliczeń, po ekstrapolacji krzywej naprężenia płynięcia otrzymanej przy niższej prędkości odkształcenia obliczony parametr m wzrasta wraz z odkształceniem. 0,22 0,24 0,26 0,29 115


 przedstawiono na rysunkach 3.111-113. I II III Rys. 3.110. Miejsca obserwacji")

116 Przy odkształceniu ε ~ 0,3 wynosi 0,29, co świadczy o dużej czułości na prędkość odkształcenia, zbliżonej do stanu nadplastyczności, dla którego parametr m > 0, Mikrostruktura stali po przeprowadzonej próbie rozciągania Przeprowadzono badania mikrostruktury próbek po badaniach plastometrycznych. Mikrografie wytrawionych 4%-owym pikralem zgładów wykonane w zaznaczonych miejscach (rys 3.110) przedstawiono na rysunkach I II III Rys Miejsca obserwacji mikrostruktury na przekrojach odkształconych próbek w próbie rozciągania w podwyższonej temperaturze I I II III Rys Mikrostruktura stali Fe-0,85Mo-0,65Si-1,4C po OCP w temperaturze 700 C i przeprowadzonej próbie rozciągania ze stałą prędkością odkształcenia w temperaturze 750 C 116




117 I I II III Rys Mikrostruktura stali Fe-0,85Mo-0,65Si-1,4C po OCP w temperaturze 700 C i przeprowadzonej próbie rozciągania ze zmienną prędkością odkształcenia w temperaturze 750 C 117

118 I I II III Rys Mikrostruktura stali Fe-0,85Mo-0,65Si-1,4C po OCP w temperaturze 700 C i przeprowadzonej próbie rozciągania ze zmienną prędkością odkształcenia w temperaturze 775 C W wyniku przeprowadzonej próby rozciągania nastąpiły dalsze zmiany w mikrostrukturze, gdzie w odniesieniu do materiału wyjściowego, po obróbce cieplno plastycznej (rys. 3.44, 3.46) jest zauważalny przyrost w wielkości Fe 3 C, co związane jest z koagulacją cementytu w trakcie odkształcania. W przypadku próbki, która nie była hartowana przed obróbką cieplno plastyczną obserwuje się niewielkie obszary występowania perlitu, szczególnie w miejscach nieodkształconych. W próbce po hartowaniu obserwuje się znaczny przyrost wielkości wydzieleń cementytu, w strefie odkształcenia próbki. Przełom stali nieobrobionej cieplnie w porównaniu do stali po hartowaniu charakteryzuje się licznymi rozwarstwieniami. Efekt ten jest związany z pasmową mikrostrukturą stali, która powstała podczas obróbki cieplno plastycznej. 118
119 4. ANALIZA WYNIKÓW BADAŃ Stal spiekana Fe-0,85Mo-0,65Si-1,4C niezależnie od stanu wyjściowego, charakteryzuje się dobrą plastycznością. Zadane odkształcenie podczas spęczania realizowanego na plastometrze wynoszące ε > 0,8, zgodnie z celem i z założonymi parametrami procesu (tj. temperatura, prędkość odkształcenia), nie spowodowało utraty spójności. Odkształcanie spowodowało dogęszczenie spieków, których średnia gęstość rzeczywista po procesie obróbki cieplno plastycznej wyniosła 7,74 ± 0,07 g/cm 3. Podczas nagrzewania próbek do odkształcenia, stwierdzono, że koniec przemiany austenitycznej Ac 1f nastąpił w temperaturze 767 C dla materiału hartowanego, a w przypadku stali nieobrobionej cieplnie podczas wygrzewania próbki do odkształcenia w temperaturze 775 C. Tak, więc proces odkształcenia na plastometrze realizowano w zakresie współistnienia faz: austenitu i cementytu. Zastosowany proces obróbki cieplno plastycznej wysokowęglowej stali Fe-0,85Mo-0,65Si-1,4C wpłynął znacznie na zmiany w mikrostrukturze i własnościach, zarówno w spiekach nieobrobionych cieplnie i spiekach po hartowaniu. Istotny wpływ poza mikrostrukturą materiału wyjściowego na przebudowę mikrostruktury miały parametry procesu odkształcenia: temperatura i prędkość odkształcenia. Po przeprowadzonej OCP spieków nieobrobionych cieplnie o mikrostrukturze złożonej z perlitu, ferrytu i cementytu z prędkością odkształcenia ε = 0,001 s -1 w zakresie temperatury odpowiadającej temperaturze końca przemiany austenitycznej 775 C, udział powstałych sferoidalnych węglików Fe 3 C w mikrostrukturze jest znacznie większy w porównaniu do tego samego materiału wyjściowego ale odkształconego w temperaturze 700 C. Duży wpływ na przebudowę mikrostruktury przy tych parametrach odkształcania ma intensywność odkształcenia. W obszarze odpowiadającym małej intensywności odkształcenia tj. przy powierzchni czołowej próbek, w małym stopniu została przebudowana mikrostruktura. W centralnej części odkształconych próbek, a więc strefach odpowiadających największej intensywności odkształcenia, zaszły największe zmiany, gdzie dominuje skoagulowany cementyt. Po odkształceniu w wyższej temperaturze (775 C) udział perlitu w tej strefie w mikrostrukturze jest niewielki, występują pojedyncze, bardzo małe kolonie perlitu w odniesieniu do stali po OCP w temperaturze 700 C, gdzie perlit stanowi znaczny udział w mikrostrukturze. Charakterystyczne, pasmowe rozmieszczenie węglików, szczególnie 119
120 widoczne po odkształcaniu stali jest związane z dużą koncentracją cementytu po granicach ziaren w materiale wyjściowym, które podczas spęczania zostały wydłużone. Średnia twardość obu materiałów jest porównywalna i wynosi około 300 HV10. Najmniejsze wartości twardości występują w obszarach gdzie intensywność odkształcenia ε i > 1, a więc tam gdzie nastąpiła największa przebudowa w mikrostrukturze. Duży rozrzut w rozkładzie twardości na przekroju odkształconych próbek wynika z niejednorodności mikrostruktury. Największe, docelowe zmiany w mikrostrukturze stali Fe-0,85Mo-0,65Si-1,4C powstały w wyniku obróbki cieplno plastycznej spieków w stanie wyjściowym po hartowaniu. Zarówno w temperaturze 700 jak i 775 C martenzytyczna mikrostruktura wyjściowa została przebudowana w procesie OCP do mikrostruktury złożonej z ferrytu i sferoidalnego cementytu. Bardziej jednorodną mikrostrukturę otrzymano po odkształceniu w temperaturze wyższej gdzie w miejscach odpowiadających zarówno małej i dużej intensywności odkształcenia mikrostruktura stali jest porównywalna. W przypadku procesu przeprowadzonego w temperaturze 700 C rozkład sferoidalnego cementytu w osnowie ferrytu jest niejednorodny, powstały obszary o bardzo małej wielkości oraz obszary o zróżnicowanej wielkości węglików. Średnia wielkość wydzielonego sferoidalnego cementytu jest większa po odkształceniu w temperaturze 775 C. Temperatura realizacji procesu OCP ma również wpływ na średnią twardość spieków. Jest ona większa dla stali odkształconej w niższej temperaturze tj. 315 HV10 i jest większa o 20 HV10 od twardości stali odkształconej w temperaturze 775 C. Krzywe płynięcia dla spieków ze stali Fe-0,85Mo-0,65Si-1,4C nieobrobionej cieplnie i po hartowaniu znacznie różnią się przebiegiem. Szczególny wpływ na kształt przebiegu krzywych jak i wartości naprężenia płynięcia ma temperatura procesu OCP. W obu przypadkach, przy odkształcaniu w temperaturze 700 i 775 C niższe wartości naprężenie płynięcia zarejestrowano dla stali po hartowaniu. W trakcie odkształcania spieków w temperaturze 700 C, wartość naprężenia płynięcia osiągnęła maksimum przy znacznie mniejszym odkształceniu w porównaniu do stali odkształcanej w temperaturze 775 C. W temperaturze odkształcania 700 C zaszedł proces dynamicznego zdrowienia natomiast przy odkształcaniu w wyższej temperaturze dynamiczna rekrystalizacja, co wynika z dużego spadku wartości naprężenia płynięcia po osiągnięciu maksimum. 120
121 Obróbka cieplno plastyczna zahartowanej stali Fe-0,85Mo-0,65Si-1,4C w temperaturze 775 C, którą realizowano z większymi prędkościami odkształcenia 0,01, 0,1 1 s -1, z porównywalnym odkształceniem, również doprowadziła do przebudowy mikrostruktury. Mimo krótkiego czasu odkształcania otrzymano podobnie jak w przypadku procesu realizowanego z prędkością odkształcenia 0,001 s -1 mikrostrukturę złożona z ferrytu i cementytu sferoidalnego, która rożni się od mikrostruktury stali odkształconej z najmniejszą prędkością odkształcenia, przede wszystkim wielkością wydzieleń cementytu. Powstałe wydzielenia Fe 3 C w stali są mniejsze wraz z większą prędkością odkształcenia, z jaką realizowano odkształcanie. W przypadku procesu OCP realizowanego z prędkością odkształcenia 0,001 s -1 średnia powierzchnia sferoidalnego cementytu jest kilkukrotnie większa aniżeli po odkształcaniu z prędkością odkształcenia 0,01, 0,1 czy 1 s -1. Efekt ten jest związany z czasem trwania procesu, który był znacznie dłuższy przy najmniejszej prędkości odkształcenia, co spowodowało koagulację cementytu, a równoczesne odkształcenie stanowiło siłę pędną tego procesu. Poza wielkością wydzieleń cementytu, prędkość odkształcenia (czas trwania odkształcania) ma również wpływ na kształt cząstek Fe 3 C, których przekrój jest najbardziej zbliżony do przekroju kołowego po procesie OCP, realizowanym z prędkościami odkształcenia 0,1 i 1 s -1. Natomiast po odkształcaniu z prędkością odkształcenia 0,01 i 0,001 s -1 wydzielenia Fe 3 C są bardziej rozbudowane. Proces rekrystalizacji dynamicznej podczas odkształcania stali o mikrostrukturze wyjściowej martenzytycznej zachodzi po przekroczeniu określonej wartości odkształcenia, która zależy od prędkości realizowanego odkształcenia. Ze wzrostem prędkości odkształcenia, zwiększa się wymagane minimalne odkształcenie, powyżej którego zachodzi rekrystalizacja dynamiczna. Wyżarzanie przeprowadzone bezpośrednio po odkształceniu spowodowało koagulację cementytu i ujednorodnienie mikrostruktury niezależnie od prędkości, z jaką realizowano odkształcenie. Część rozpuszczonego cementytu podczas chłodzenia wydzieliła się w formie perlitu. Twardość stali Fe-0,85Mo-0,65Si-1,4C w stanie po hartowaniu i OCP w temperaturze 775 C jest również zależna od z prędkości, z jaką realizowano odkształcenie, a więc od otrzymanej mikrostruktury stali w wyniku procesu. Wraz ze wzrostem prędkości, z jaką realizowano odkształcenie twardość odkształconej stali jest większa i sięga 362 HV10 po odkształcaniu z największą prędkością odkształcenia. Prędkość realizowanego odkształcenia ma również wpływ na rozkład w twardości na przekroju odkształconych próbek. Po odkształcaniu z prędkością odkształcenia 0,001 s -1 najniższa twardość występuje w obszarze najwięcej 121
122 intensywności odkształcenia, z kolei po odkształcaniu z większymi prędkościami twardość próbek jest największa w centralnej strefie. W przypadku próbek wyżarzonych bezpośrednio po odkształcaniu twardość nieznacznie się zmieniła, poza ujednorodnieniem mikrostruktury w wyniku tego procesu nastąpiło również ujednorodnieniem w twardości na przekroju próbek. Struktury przełomów po rozdzieleniu próbek są zróżnicowane i są ściśle związane z mikrostrukturą. W przypadku spieków nieobrobionych cieplnie po obróbce cieplno plastycznej, a więc o zróżnicowanej mikrostrukturze, dominują elementy kruchego pękania, odwrotnie jest w przypadku stali hartowanej po OCP, gdzie obserwuje się liczne wgłębienia, których wielkość zależy od wielkości sferoidalnego cementytu. Proces obróbki cieplno plastycznej w temperaturze 775 C z prędkością odkształcenia ε 0,001 s -1 zarówno, spieków po hartowaniu i nieobrobionych cieplnie spowodował niewielkie steksturowanie stali, które jest porównywalne do stali Fe-0,85Mo-0,65Si-1,4C po przeprowadzonej obróbce cieplnej złożonej z hartowania i wyżarzania sferoidyzującego. W wyniku dynamicznej rekrystalizacji podczas odkształcania materiału wyjściowego po hartowaniu powstała drobnoziarnista mikrostruktura, w której dominują wysokokątowe granice ziaren. 122
123 5. WNIOSKI Przeprowadzone badania w ramach rozprawy doktorskiej dostarczają szereg informacji dotyczących wysokowęglowej stali spiekanej Fe-0,85Mo-0,65Si-1,4C, a w szczególności możliwości kształtowania mikrostruktury tej stali z zastosowaniem obróbki cieplno plastycznej. Odkształcanie spieków w zakresie temperatury przemiany, tj. temperatury początku i końca przemiany austenitycznej silnie wpływa na zmiany w mikrostrukturze stali. Poza parametrami procesu obróbki cieplno plastycznej, istotny wpływ ma stan wyjściowy (mikrostruktura) stali Fe-0,85Mo-0,65Si-1,4C. Na podstawie przeprowadzonych badań wysunięto następujące wnioski: Obróbka cieplno plastyczna stali Fe-0,85Mo-0,65Si-1,4C nieobrobionej cieplnie jest niewystarczająca do pełnej sferoidyzacji cementytu. Aby takowy proces zaszedł w materiale, muszą być zadane bardzo duże odkształcenia w temperaturze 775 C, tak, aby intensywność odkształceń ε i w materiale przekraczała 2,0. Zachodzi wówczas dynamiczna przebudowa mikrostruktury i sferoidyzacja cementytu z tym, że sferoidalny cementyt układa się w formie pasm w kierunku płynięcia materiału. Otrzymanie założonej mikrostruktury ferrytu i sferoidalnego cementytu możliwe jest poprzez obróbkę cieplno plastyczną stali Fe-0,85Mo-0,65Si-1,4C w stanie wyjściowym po hartowaniu (o mikrostrukturze martenzytycznej). Proces realizowany na ciepło w zakresie temperatury odpowiadającej temperaturze końca przemiany austenitycznej zapewnia pełną przebudowę mikrostruktury, której parametry tj. wielkość sferoidalnych węglików zależą od parametrów odkształcenia. Parametry, z jakimi prowadzony jest proces OCP stali po hartowaniu wpływają na morfologię mikrostruktury, poza wielkością, wpływają na kształt wydzieleń cementytu. Im czas procesu jest krótszy (większa prędkość odkształcenia) tym wielkość wydzieleń cementytu jest mniejsza, a ich przekrój jest bardziej zbliżony do przekroju kołowego. Wielkość sferoidalnego cementytu przekłada się na twardość stali, która jest większa im drobniejsze są wydzielenia cementytu. 123
124 Wyżarzanie bezpośrednio po odkształcaniu z prędkością odkształcenia 0,01, 0,1, 1 s -1 w temperaturze 775 C prowadzi do koagulacji cementytu. Temperatura wyżarzania (775 C) jest za wysoka, ponieważ cementyt rozpuszcza się w austenicie, a po schłodzeniu cześć Fe 3 C wydziela się w formie płytek w perlicie. Aby zapobiec tworzeniu się perlitu w strukturze należy przeprowadzić wyżarzanie, ale po schłodzeniu bezpośrednio z temperatury odkształcenia do temperatury zbliżonej do temperatury przemiany fazowej A r1. Proces obróbki cieplno plastycznej w temperaturze 775 C z prędkością odkształcenia 0,001s -1 powoduje niewielkie steksturowanie stali, niezależnie od mikrostruktury materiału wyjściowego. W przypadku stali hartowanej po tak przeprowadzonym procesie OCP stal charakteryzuje się drobnoziarnistą mikrostrukturą, w której dominują szeroko kątowe granice ziaren. Stal po obróbce cieplno plastycznej charakteryzuje się dobrą plastycznością, co wykazane zostało w próbie rozciągania przeprowadzonej w temperaturze 750 C i 775 C, w której otrzymano wydłużenie względne odpowiednio 64 i 135%. Wyznaczony parametr m, wskazuje na dużą czułość badanej stali na prędkość odkształcenia w temperaturze 775 C, a jego wartość jest zbliżona do wartości parametru m, charakterystycznego dla materiałów wykazujących nadplastyczność. Biorąc pod uwagę czynniki ekonomiczne i docelową mikrostrukturę stali Fe-0,85Mo-0,65Si-1,4C opracowano schemat, który stanowi propozycję jej przetwórstwa, przedstawiony na rysunku Hartowanie izotermiczne (np. strumieniem gorącego powietrza) stali może być przeprowadzone z wykorzystaniem ciepła spiekania, jeżeli jest to technologicznie możliwe tj. po schłodzeniu od temperatury spiekania i wytrzymaniu w temperaturze 970 C. Kolejny etap sprowadza się do przeróbki plastycznej w temperaturze zbliżonej do temperatury końca przemiany austenitycznej, co zapewnia otrzymanie mikrostruktury ferrytu i sferoidalnego cementytu. W celu ujednorodnienia mikrostruktury po kuciu, bezpośrednio po odkształceniu przeprowadzone może byś wyżarzanie, ale w zakresie temperatury A r1. 124

125 Rys Schemat obróbki cieplnej i przetwórstwa stali spiekanej Fe-0,85Mo-0,65Si-1,4C oraz mikrostruktura po tak przeprowadzonych procesach 125
Wykład 8. Przemiany zachodzące w stopach żelaza z węglem. Przemiany zachodzące podczas nagrzewania
 Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
Obróbka cieplna stali
 OBRÓBKA CIEPLNA Obróbka cieplna stali Powstawanie austenitu podczas nagrzewania Ujednorodnianie austenitu Zmiany wielkości ziarna Przemiany w stali podczas chłodzenia Martenzytyczna Bainityczna Perlityczna
OBRÓBKA CIEPLNA Obróbka cieplna stali Powstawanie austenitu podczas nagrzewania Ujednorodnianie austenitu Zmiany wielkości ziarna Przemiany w stali podczas chłodzenia Martenzytyczna Bainityczna Perlityczna
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. I. Wyżarzanie
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. I. Wyżarzanie Przemiany przy nagrzewaniu i powolnym chłodzeniu stali A 3 A cm A 1 Przykład nagrzewania stali eutektoidalnej (~0,8 % C) Po przekroczeniu temperatury A 1
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. I. Wyżarzanie Przemiany przy nagrzewaniu i powolnym chłodzeniu stali A 3 A cm A 1 Przykład nagrzewania stali eutektoidalnej (~0,8 % C) Po przekroczeniu temperatury A 1
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. II. Przemiany austenitu przechłodzonego
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. II. Przemiany austenitu przechłodzonego WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU Ar 3, Ar cm, Ar 1 temperatury przy chłodzeniu, niższe od równowagowych A 3, A cm, A 1 A
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. II. Przemiany austenitu przechłodzonego WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU Ar 3, Ar cm, Ar 1 temperatury przy chłodzeniu, niższe od równowagowych A 3, A cm, A 1 A
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3.
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3. WYŻARZANIE 1. POJĘCIA PODSTAWOWE Definicja obróbki cieplnej Dziedzina
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU I POWOLNYM CHŁODZENIU STALI 3. WYŻARZANIE 1. POJĘCIA PODSTAWOWE Definicja obróbki cieplnej Dziedzina
PODSTAWY OBRÓBKI CIEPLNEJ
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
Obróbka cieplna stali
 Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
Technologie Materiałowe II Wykład 2 Technologia wyżarzania stali
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 2 Technologia wyżarzania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 2 Technologia wyżarzania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
OBRÓBKA CIEPLNA. opracował dr inż. Stanisław Rymkiewicz
 OBRÓBKA CIEPLNA opracował dr inż. Stanisław Rymkiewicz Schemat wykresu układu równowagi fazowej żelazo-węgiel i żelazo-cementyt t, ºC Fe 6,67 Fe 3 C stężenie masowe, C [%] C żelazo cementyt (Fe - Fe 3
OBRÓBKA CIEPLNA opracował dr inż. Stanisław Rymkiewicz Schemat wykresu układu równowagi fazowej żelazo-węgiel i żelazo-cementyt t, ºC Fe 6,67 Fe 3 C stężenie masowe, C [%] C żelazo cementyt (Fe - Fe 3
6. OBRÓBKA CIEPLNO - PLASTYCZNA
 6. OBRÓBKA CIEPLNO - PLASTYCZNA 6.1. Cel ćwiczenia Zapoznanie się z rodzajami obróbki cieplno plastycznej i ich wpływem na własności metali. 6.2. Wprowadzenie Obróbką cieplno-plastyczną, zwaną potocznie
6. OBRÓBKA CIEPLNO - PLASTYCZNA 6.1. Cel ćwiczenia Zapoznanie się z rodzajami obróbki cieplno plastycznej i ich wpływem na własności metali. 6.2. Wprowadzenie Obróbką cieplno-plastyczną, zwaną potocznie
Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, Spis treści. Wstęp 11
. Warszawa, Spis treści. Wstęp 11") Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, 2017 Spis treści Wstęp 11 1. Wytwarzanie stali 13 1.1. Wstęp 13 1.2. Wsad do wielkiego pieca 15 1.3. Wytwarzanie
Inżynieria materiałowa : stal / Marek Blicharski. wyd. 2 zm. i rozsz. - 1 dodr. (PWN). Warszawa, 2017 Spis treści Wstęp 11 1. Wytwarzanie stali 13 1.1. Wstęp 13 1.2. Wsad do wielkiego pieca 15 1.3. Wytwarzanie
Technologia obróbki cieplnej. Grzanie i ośrodki grzejne
 Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
PIERWIASTKI STOPOWE W STALACH. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
Nowoczesne stale bainityczne
 Nowoczesne stale bainityczne Klasyfikacja, projektowanie, mikrostruktura, właściwości oraz przykłady zastosowania Wykład opracował: dr hab. inż. Zdzisław Ławrynowicz, prof. nadzw. UTP Zakład Inżynierii
Nowoczesne stale bainityczne Klasyfikacja, projektowanie, mikrostruktura, właściwości oraz przykłady zastosowania Wykład opracował: dr hab. inż. Zdzisław Ławrynowicz, prof. nadzw. UTP Zakład Inżynierii
PIERWIASTKI STOPOWE W STALACH
 PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
MIKROSKOPIA METALOGRAFICZNA
 MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu. Materiałoznawstwo i Nauka o materiałach
 Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI
 PL0400058 STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI Instytut Metalurgii Żelaza im. S. Staszica, Gliwice
PL0400058 STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI Instytut Metalurgii Żelaza im. S. Staszica, Gliwice
Stale niestopowe jakościowe Stale niestopowe specjalne
 Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 6 Temat: Stale w stanie ulepszonym cieplnie Łódź 2010 Cel ćwiczenia Zapoznanie się
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 6 Temat: Stale w stanie ulepszonym cieplnie Łódź 2010 Cel ćwiczenia Zapoznanie się
Wykresy równowagi układu żelazo-węgiel. Stabilny żelazo grafit Metastabilny żelazo cementyt
 Wykresy równowagi układu żelazo-węgiel Stabilny żelazo grafit Metastabilny żelazo cementyt UKŁAD RÓWNOWAGI FAZOWEJ ŻELAZO-CEMENTYT Schemat wykresu układu równowagi fazowej żelazo-węgiel i żelazo-cementyt
Wykresy równowagi układu żelazo-węgiel Stabilny żelazo grafit Metastabilny żelazo cementyt UKŁAD RÓWNOWAGI FAZOWEJ ŻELAZO-CEMENTYT Schemat wykresu układu równowagi fazowej żelazo-węgiel i żelazo-cementyt
PODSTAWY OBRÓBKI CIEPLNEJ
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA HARTOWANIE I ODPUSZCZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA HARTOWANIE I ODPUSZCZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
Wykresy CTPi ułamek Na podstawie krzywych kinetycznych tworzy się wykresy CTP
 Wykresy CTPi Kinetyka przemian fazowych - krzywe przedstawiające ułamek objętości tworzącej się fazy lub faz (struktur) w funkcji czasu. Na podstawie krzywych kinetycznych tworzy się wykresy CTP we współrzędnych:
Wykresy CTPi Kinetyka przemian fazowych - krzywe przedstawiające ułamek objętości tworzącej się fazy lub faz (struktur) w funkcji czasu. Na podstawie krzywych kinetycznych tworzy się wykresy CTP we współrzędnych:
Stal - definicja Stal
 \ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
\ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
POLITECHNIKA SZCZECIŃSKA INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA
 POLITECHNIKA SZCZECIŃSKA INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA PRZEDMIOT: PODSTAWY NAUKI O MATERIAŁACH II (Tworzywa Metaliczne) Temat ćwiczenia: STRUKTURY STALI OBROBIONYCH
POLITECHNIKA SZCZECIŃSKA INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA PRZEDMIOT: PODSTAWY NAUKI O MATERIAŁACH II (Tworzywa Metaliczne) Temat ćwiczenia: STRUKTURY STALI OBROBIONYCH
ĆWICZENIE Nr 7. Laboratorium Inżynierii Materiałowej. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska. Opracował: dr inż.
 POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Akceptował: Kierownik Katedry prof. dr hab. B. Surowska Laboratorium Inżynierii Materiałowej ĆWICZENIE Nr 7 Opracował: dr inż.
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Akceptował: Kierownik Katedry prof. dr hab. B. Surowska Laboratorium Inżynierii Materiałowej ĆWICZENIE Nr 7 Opracował: dr inż.
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
Wykład 9 Obróbka cieplna zwykła
 Wykład 9 Obróbka cieplna zwykła Rozróżniamy 3 rodzaje obróbki cieplnej: Obróbka cieplna zwykła, którą realizujemy stosując 2 parametry: t, τ Obróbka cieplno-chemiczna, którą realizujemy stosując parametry:
Wykład 9 Obróbka cieplna zwykła Rozróżniamy 3 rodzaje obróbki cieplnej: Obróbka cieplna zwykła, którą realizujemy stosując 2 parametry: t, τ Obróbka cieplno-chemiczna, którą realizujemy stosując parametry:
Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania i rozdrabniania materiałów bądź nadawania kształtu przez
 STALE NARZĘDZIOWE Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania i rozdrabniania materiałów bądź nadawania kształtu przez obróbkę skrawaniem lub przez przeróbkę
STALE NARZĘDZIOWE Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania i rozdrabniania materiałów bądź nadawania kształtu przez obróbkę skrawaniem lub przez przeróbkę
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Stale narzędziowe. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 Stale narzędziowe Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stale narzędziowe stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania
Stale narzędziowe Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stale narzędziowe stopy przeznaczone na narzędzia tj. przedmioty służące do rozdzielania
Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ Zakład Metaloznawstwa i Odlewnictwa
 Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MTERIŁOWEJ Zakład Metaloznawstwa i Odlewnictwa Przedmiot: Podstawy Nauki o Materiałach I i II, Materiały Konstrukcyjne, Współczesne Materiały
Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MTERIŁOWEJ Zakład Metaloznawstwa i Odlewnictwa Przedmiot: Podstawy Nauki o Materiałach I i II, Materiały Konstrukcyjne, Współczesne Materiały
Nauka o materiałach. Temat 4. Metody umacniania metali. Definicja
 Temat 4 Nauka o materiałach Metody umacniania metali Definicja Obróbka cieplna polega na nagrzaniu wygrzaniu i ostudzeniu stali w celu wprowadzenia zmian strukturalnych skutkujących zmianą właściwości
Temat 4 Nauka o materiałach Metody umacniania metali Definicja Obróbka cieplna polega na nagrzaniu wygrzaniu i ostudzeniu stali w celu wprowadzenia zmian strukturalnych skutkujących zmianą właściwości
STALE STOPOWE KONSTRUKCYJNE. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
ĆWICZENIE Nr 5. Laboratorium Inżynierii Materiałowej. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska. Opracował: dr inż.
 POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Akceptował: Kierownik Katedry prof. dr hab. B. Surowska Laboratorium Inżynierii Materiałowej ĆWICZENIE Nr 5 Opracował: dr inż.
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Akceptował: Kierownik Katedry prof. dr hab. B. Surowska Laboratorium Inżynierii Materiałowej ĆWICZENIE Nr 5 Opracował: dr inż.
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
WPŁYW DODATKÓW STOPOWYCH NA WŁASNOŚCI STOPU ALUMINIUM KRZEM O NADEUTEKTYCZNYM SKŁADZIE
 WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
5. Wyniki badań i ich omówienie
 Strukturalne i mechaniczne czynniki umocnienia i rekrystalizacji stali z mikrododatkami odkształcanych plastycznie na gorąco 5. Wyniki badań i ich omówienie 5.1. Wyniki badań procesu wysokotemperaturowego
Strukturalne i mechaniczne czynniki umocnienia i rekrystalizacji stali z mikrododatkami odkształcanych plastycznie na gorąco 5. Wyniki badań i ich omówienie 5.1. Wyniki badań procesu wysokotemperaturowego
Technologie Materiałowe II Wykład 3 Technologia hartowania stali
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 3 Technologia hartowania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 3 Technologia hartowania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
Nauka o materiałach. Temat 4. Metody umacniania metali. Definicja
 Temat 4 Nauka o materiałach Metody umacniania metali Definicja Obróbka cieplna polega na nagrzaniu wygrzaniu i ostudzeniu stali w celu wprowadzenia zmian strukturalnych skutkujących zmianą właściwości
Temat 4 Nauka o materiałach Metody umacniania metali Definicja Obróbka cieplna polega na nagrzaniu wygrzaniu i ostudzeniu stali w celu wprowadzenia zmian strukturalnych skutkujących zmianą właściwości
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA HARTOWANIE I ODPUSZCZANIE
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA HARTOWANIE I ODPUSZCZANIE 1. WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU 2. MARTENZYT 3. BAINIT 4. WYKRESY CTP 5. HARTOWANIE 6. HARTOWNOŚĆ 7. ODPUSZCZANIE Przesunięcie
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA HARTOWANIE I ODPUSZCZANIE 1. WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU 2. MARTENZYT 3. BAINIT 4. WYKRESY CTP 5. HARTOWANIE 6. HARTOWNOŚĆ 7. ODPUSZCZANIE Przesunięcie
SPRAWOZDANIE Z MATERIAŁOZNAWSTWA - LABORATORIUM OBRÓBKA CIEPLNA STALI
 SPRAWOZDANIE Z MATERIAŁOZNAWSTWA - LABORATORIUM OBRÓBKA CIEPLNA STALI Obróbką cieplną nazywa sie zabiegi technologiczne umożliwiające dzięki grzaniu i chłodzeniu zmianę mikrostruktury, a przez to własności
SPRAWOZDANIE Z MATERIAŁOZNAWSTWA - LABORATORIUM OBRÓBKA CIEPLNA STALI Obróbką cieplną nazywa sie zabiegi technologiczne umożliwiające dzięki grzaniu i chłodzeniu zmianę mikrostruktury, a przez to własności
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Technologie Materiałowe II
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II dr inż. Dariusz Fydrych, dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria Materiałowa
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II dr inż. Dariusz Fydrych, dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria Materiałowa
STALE STOPOWE KONSTRUKCYJNE
 STALE STOPOWE KONSTRUKCYJNE Podział stali stopowych ze względu na zastosowanie: stale konstrukcyjne stale narzędziowe stale o szczególnych właściwościach STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali:
STALE STOPOWE KONSTRUKCYJNE Podział stali stopowych ze względu na zastosowanie: stale konstrukcyjne stale narzędziowe stale o szczególnych właściwościach STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali:
(12) OPIS PATENTOWY (19) PL (11) 185228
 OPIS PATENTOWY (19) PL (11) 185228") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ. Zmiany makroskopowe. Zmiany makroskopowe
 WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ Zmiany makroskopowe Zmiany makroskopowe R e = R 0.2 - umowna granica plastyczności (0.2% odkształcenia trwałego); R m - wytrzymałość na rozciąganie (plastyczne); 1
WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ Zmiany makroskopowe Zmiany makroskopowe R e = R 0.2 - umowna granica plastyczności (0.2% odkształcenia trwałego); R m - wytrzymałość na rozciąganie (plastyczne); 1
Metaloznawstwo II Metal Science II
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Stopy żelaza z węglem
 WYKŁAD 7 Stopy żelaza z węglem Odmiany alotropowe Fe Fe α - odmiana alotropowa żelaza charakteryzująca się komórka sieciową A2, regularną przestrzennie centrowaną. Żelazo w odmianie alotropowej alfa występuje
WYKŁAD 7 Stopy żelaza z węglem Odmiany alotropowe Fe Fe α - odmiana alotropowa żelaza charakteryzująca się komórka sieciową A2, regularną przestrzennie centrowaną. Żelazo w odmianie alotropowej alfa występuje
OBRÓBKA PLASTYCZNA METALI
 OBRÓBKA PLASTYCZNA METALI Plastyczność: zdolność metali i stopów do trwałego odkształcania się bez naruszenia spójności Obróbka plastyczna: walcowanie, kucie, prasowanie, ciągnienie Produkty i półprodukty
OBRÓBKA PLASTYCZNA METALI Plastyczność: zdolność metali i stopów do trwałego odkształcania się bez naruszenia spójności Obróbka plastyczna: walcowanie, kucie, prasowanie, ciągnienie Produkty i półprodukty
Kształtowanie struktury i własności użytkowych umacnianej wydzieleniowo miedzi tytanowej. 7. Podsumowanie
 Kształtowanie struktury i własności użytkowych umacnianej wydzieleniowo miedzi tytanowej 7. Podsumowanie Praca wykazała, że mechanizm i kinetyka wydzielania w miedzi tytanowej typu CuTi4, jest bardzo złożona
Kształtowanie struktury i własności użytkowych umacnianej wydzieleniowo miedzi tytanowej 7. Podsumowanie Praca wykazała, że mechanizm i kinetyka wydzielania w miedzi tytanowej typu CuTi4, jest bardzo złożona
Ćwiczenie nr 2 Temat: Umocnienie wydzieleniowe stopu Al z Cu + umocnienie stali
 S t r o n a 1 Przedmiot: Badanie własności mechanicznych materiałów Autor opracowania: dr inż. Magdalena Rozmus-Górnikowska Ćwiczenie nr 2 Temat: Umocnienie wydzieleniowe stopu Al z Cu + umocnienie stali
S t r o n a 1 Przedmiot: Badanie własności mechanicznych materiałów Autor opracowania: dr inż. Magdalena Rozmus-Górnikowska Ćwiczenie nr 2 Temat: Umocnienie wydzieleniowe stopu Al z Cu + umocnienie stali
PYTANIA NA EGZAMIN DYPLOMOWY MAGISTERSKI
 PYTANIA NA EGZAMIN DYPLOMOWY MAGISTERSKI KIERUNEK STUDIÓW: INŻYNIERIA MATERIAŁOWA Inżynieria Materiałowa: SPECJALNOŚĆ: INŻYNIERIA SPAJANIA 1. Klasyfikacja, podział i charakterystyka materiałów konstrukcyjnych.
PYTANIA NA EGZAMIN DYPLOMOWY MAGISTERSKI KIERUNEK STUDIÓW: INŻYNIERIA MATERIAŁOWA Inżynieria Materiałowa: SPECJALNOŚĆ: INŻYNIERIA SPAJANIA 1. Klasyfikacja, podział i charakterystyka materiałów konstrukcyjnych.
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 6 Temat: Hartowność. Próba Jominy`ego Łódź 2010 WSTĘP TEORETYCZNY Pojęcie hartowności
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 6 Temat: Hartowność. Próba Jominy`ego Łódź 2010 WSTĘP TEORETYCZNY Pojęcie hartowności
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
KONSTRUKCJE METALOWE - LABORATORIUM. Produkcja i budowa stali
 KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
KONSTRUKCJE METALOWE - LABORATORIUM Produkcja i budowa stali Produkcja stali ŻELAZO (Fe) - pierwiastek chemiczny, w stanie czystym miękki i plastyczny metal o niezbyt dużej wytrzymałości STAL - stop żelaza
Przemiana martenzytyczna
 Przemiana martenzytyczna Przemiana martenzytyczna jest przemianą bezdyfuzyjną (atermiczną) do jej realizacji nie jest wymagane wzbudzenie cieplne atomów Zachodzi przy dużym przechłodzeniu austenitu do
Przemiana martenzytyczna Przemiana martenzytyczna jest przemianą bezdyfuzyjną (atermiczną) do jej realizacji nie jest wymagane wzbudzenie cieplne atomów Zachodzi przy dużym przechłodzeniu austenitu do
Odpuszczanie (tempering)
") Odpuszczanie (tempering) Nagrzewanie zahartowanej stali (o strukturze martenzytycznej) celem zwiększenia jej plastyczności Podczas nagrzewania występuje wydzielanie węglików i zdrowienie struktury dyslokacyjnej
Odpuszczanie (tempering) Nagrzewanie zahartowanej stali (o strukturze martenzytycznej) celem zwiększenia jej plastyczności Podczas nagrzewania występuje wydzielanie węglików i zdrowienie struktury dyslokacyjnej
Wykład IX: Odkształcenie materiałów - właściwości plastyczne
 Wykład IX: Odkształcenie materiałów - właściwości plastyczne JERZY LIS Wydział Inżynierii Materiałowej i Ceramiki Katedra Technologii Ceramiki i Materiałów Ogniotrwałych Treść wykładu: 1. Odkształcenie
Wykład IX: Odkształcenie materiałów - właściwości plastyczne JERZY LIS Wydział Inżynierii Materiałowej i Ceramiki Katedra Technologii Ceramiki i Materiałów Ogniotrwałych Treść wykładu: 1. Odkształcenie
ZAGADNIENIA EGZAMINACYJNE
 ZAGADNIENIA EGZAMINACYJNE - zagadnienia, na które należy zwrócić szczególną uwagę 1. Omówić budowę atomu. 2. Co to jest masa atomowa? 3. Omówić budowę układu okresowego pierwiastków. 4. Wyjaśnić strukturę
ZAGADNIENIA EGZAMINACYJNE - zagadnienia, na które należy zwrócić szczególną uwagę 1. Omówić budowę atomu. 2. Co to jest masa atomowa? 3. Omówić budowę układu okresowego pierwiastków. 4. Wyjaśnić strukturę
TERMITOWA SPAWALNOŚĆ BAINITYCZNYCH STALI SZYNOWYCH (NA PRZYKŁADZIE CRB1400, PROFIL 60E1/2)
") TERMITOWA SPAWALNOŚĆ BAINITYCZNYCH STALI SZYNOWYCH (NA PRZYKŁADZIE CRB1400, PROFIL 60E1/2) Robert Plötz 2016 Czym właściwie jest bainit? Struktura bainitu składa się podobnie jak perlit z ferrytu oraz
TERMITOWA SPAWALNOŚĆ BAINITYCZNYCH STALI SZYNOWYCH (NA PRZYKŁADZIE CRB1400, PROFIL 60E1/2) Robert Plötz 2016 Czym właściwie jest bainit? Struktura bainitu składa się podobnie jak perlit z ferrytu oraz
Materiały metalowe. Wpływ składu chemicznego na struktur i własnoci stali. Wpływ składu chemicznego na struktur stali niestopowych i niskostopowych
 i własnoci stali Prezentacja ta ma na celu zaprezentowanie oraz przyblienie wiadomoci o wpływie pierwiastków stopowych na struktur stali, przygotowaniu zgładów metalograficznych oraz obserwacji struktur
i własnoci stali Prezentacja ta ma na celu zaprezentowanie oraz przyblienie wiadomoci o wpływie pierwiastków stopowych na struktur stali, przygotowaniu zgładów metalograficznych oraz obserwacji struktur
Nauka o Materiałach. Wykład IX. Odkształcenie materiałów właściwości plastyczne. Jerzy Lis
 Nauka o Materiałach Wykład IX Odkształcenie materiałów właściwości plastyczne Jerzy Lis Nauka o Materiałach Treść wykładu: 1. Odkształcenie plastyczne 2. Parametry makroskopowe 3. Granica plastyczności
Nauka o Materiałach Wykład IX Odkształcenie materiałów właściwości plastyczne Jerzy Lis Nauka o Materiałach Treść wykładu: 1. Odkształcenie plastyczne 2. Parametry makroskopowe 3. Granica plastyczności
Ćwiczenie 6 HARTOWNOŚĆ STALI. 1. Cel ćwiczenia. 2. Wprowadzenie
 Ćwiczenie 6 HARTOWNOŚĆ STALI 1. Cel ćwiczenia Ćwiczenie ma na celu zaznajomienie studentów ze metodami wyznaczania hartowności stali, a w szczególności z metodą obliczeniową. W ramach ćwiczenia studenci
Ćwiczenie 6 HARTOWNOŚĆ STALI 1. Cel ćwiczenia Ćwiczenie ma na celu zaznajomienie studentów ze metodami wyznaczania hartowności stali, a w szczególności z metodą obliczeniową. W ramach ćwiczenia studenci
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna HARTOWANIE, SPOSOBY HARTOWANIA Hartowanie jest obróbką cieplną polegającą na nagrzaniu stali do temperatur występowania
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna HARTOWANIE, SPOSOBY HARTOWANIA Hartowanie jest obróbką cieplną polegającą na nagrzaniu stali do temperatur występowania
Austenityczne stale nierdzewne
 Stowarzyszenie Stal Nierdzewna ul. Ligocka 103 40-568 Katowice e-mail: ssn@stalenierdzewne.pl www.stalenierdzewne.pl Austenityczne stale nierdzewne Strona 1 z 7 Skład chemiczny austenitycznych stali odpornych
Stowarzyszenie Stal Nierdzewna ul. Ligocka 103 40-568 Katowice e-mail: ssn@stalenierdzewne.pl www.stalenierdzewne.pl Austenityczne stale nierdzewne Strona 1 z 7 Skład chemiczny austenitycznych stali odpornych
STATYCZNA PRÓBA ROZCIĄGANIA
 STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
Definicja OC
 OBRÓBKA CIEPLNA Podstawy teoretyczne Zakres tematyczny 1 Definicja OC Obróbka cieplna jest to zespół zabiegów wywołujących polepszenie właściwości mechanicznych oraz fizyko-chemicznych metali i stopów,
OBRÓBKA CIEPLNA Podstawy teoretyczne Zakres tematyczny 1 Definicja OC Obróbka cieplna jest to zespół zabiegów wywołujących polepszenie właściwości mechanicznych oraz fizyko-chemicznych metali i stopów,
Charakterystyka mechaniczna cynku po dużych deformacjach plastycznych i jej interpretacja strukturalna
 AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ METALI NIEŻELAZNYCH ROZPRAWA DOKTORSKA Charakterystyka mechaniczna cynku po dużych deformacjach plastycznych i jej interpretacja strukturalna
AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ METALI NIEŻELAZNYCH ROZPRAWA DOKTORSKA Charakterystyka mechaniczna cynku po dużych deformacjach plastycznych i jej interpretacja strukturalna
TEMAT PRACY DOKTORSKIEJ
 Krynica, 12.04.2013 Wpływ cyrkonu i skandu na zmiany mikrostruktury i tekstury w silnie odkształconych stopach aluminium ---------------------------------------------------------------------------- TEMAT
Krynica, 12.04.2013 Wpływ cyrkonu i skandu na zmiany mikrostruktury i tekstury w silnie odkształconych stopach aluminium ---------------------------------------------------------------------------- TEMAT
MIKROSKOPIA METALOGRAFICZNA
 MIKROSKOPIA METALOGRAFICZNA WYKŁAD 4 Żeliwa. Stale wysokostopowe dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żeliw o o o Żeliwo szare Żeliwo sferoidalne Żeliwo białe Grafityzacja żeliwa
MIKROSKOPIA METALOGRAFICZNA WYKŁAD 4 Żeliwa. Stale wysokostopowe dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żeliw o o o Żeliwo szare Żeliwo sferoidalne Żeliwo białe Grafityzacja żeliwa
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
σ c wytrzymałość mechaniczna, tzn. krytyczna wartość naprężenia, zapoczątkowująca pękanie
 Materiały pomocnicze do ćwiczenia laboratoryjnego Właściwości mechaniczne ceramicznych kompozytów ziarnistych z przedmiotu Współczesne materiały inżynierskie dla studentów IV roku Wydziału Inżynierii Mechanicznej
Materiały pomocnicze do ćwiczenia laboratoryjnego Właściwości mechaniczne ceramicznych kompozytów ziarnistych z przedmiotu Współczesne materiały inżynierskie dla studentów IV roku Wydziału Inżynierii Mechanicznej
Opis efektów kształcenia dla modułu zajęć
 Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Obróbka cieplna stali
 OBRÓBKA CIEPLNA Obróbka cieplna stali Powstawanie austenitu podczas nagrzewania Ujednorodnianie austenitu Zmiany wielkości ziarna Przemiany w stali podczas chłodzenia Martenzytyczna Bainityczna Perlityczna
OBRÓBKA CIEPLNA Obróbka cieplna stali Powstawanie austenitu podczas nagrzewania Ujednorodnianie austenitu Zmiany wielkości ziarna Przemiany w stali podczas chłodzenia Martenzytyczna Bainityczna Perlityczna
STRUKTURA STOPÓW CHARAKTERYSTYKA FAZ. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STRUKTURA STOPÓW CHARAKTERYSTYKA FAZ Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stop tworzywo składające się z metalu stanowiącego osnowę, do którego
STRUKTURA STOPÓW CHARAKTERYSTYKA FAZ Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stop tworzywo składające się z metalu stanowiącego osnowę, do którego
BUDOWA STOPÓW METALI
 BUDOWA STOPÓW METALI Stopy metali Substancje wieloskładnikowe, w których co najmniej jeden składnik jest metalem, wykazujące charakter metaliczny. Składnikami stopów mogą być pierwiastki lub substancje
BUDOWA STOPÓW METALI Stopy metali Substancje wieloskładnikowe, w których co najmniej jeden składnik jest metalem, wykazujące charakter metaliczny. Składnikami stopów mogą być pierwiastki lub substancje
Zakres tematyczny. Podział stali specjalnych, ze względu na warunki pracy:
 STAL O SPECJALNYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH Zakres tematyczny 1 Podział stali specjalnych, ze względu na warunki pracy: - odporne na korozję, - do pracy w obniżonej temperaturze, - do pracy
STAL O SPECJALNYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH Zakres tematyczny 1 Podział stali specjalnych, ze względu na warunki pracy: - odporne na korozję, - do pracy w obniżonej temperaturze, - do pracy
Stale austenityczne. Struktura i własności
 Stale austenityczne Struktura i własności Ściśle ustalone składy chemiczne (tablica) zapewniające im paramagnetyczną strukturę austenityczną W celu uzyskania dobrej odporności na korozję wżerową w środowisku
Stale austenityczne Struktura i własności Ściśle ustalone składy chemiczne (tablica) zapewniające im paramagnetyczną strukturę austenityczną W celu uzyskania dobrej odporności na korozję wżerową w środowisku
Metody dużego odkształcenia plastycznego
 Metody dużego odkształcenia plastycznego Metody dużego odkształcenia plastycznego SPD (ang. severe plastic deformation) to grupa technik polegających na przekształcaniu struktury mikrometrycznej materiałów,
Metody dużego odkształcenia plastycznego Metody dużego odkształcenia plastycznego SPD (ang. severe plastic deformation) to grupa technik polegających na przekształcaniu struktury mikrometrycznej materiałów,
WPŁYW TEMPERATURY HARTOWANIA NA MIKROSTRUKTURĘ I WŁASNOŚCI MECHANICZNE STALI DP
 KRZYSZTOF MIERNIK, RAFAŁ BOGUCKI, STANISŁAW PYTEL WPŁYW TEMPERATURY HARTOWANIA NA MIKROSTRUKTURĘ I WŁASNOŚCI MECHANICZNE STALI DP EFFECT OF HARDENING TEMPERATURE ON MICROSTRUCTURE AND MECHANICAL PROPERTIES
KRZYSZTOF MIERNIK, RAFAŁ BOGUCKI, STANISŁAW PYTEL WPŁYW TEMPERATURY HARTOWANIA NA MIKROSTRUKTURĘ I WŁASNOŚCI MECHANICZNE STALI DP EFFECT OF HARDENING TEMPERATURE ON MICROSTRUCTURE AND MECHANICAL PROPERTIES
Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do: rozdzielania i rozdrabniania materiałów nadawania kształtu przez
 STALE NARZĘDZIOWE Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do: rozdzielania i rozdrabniania materiałów nadawania kształtu przez obróbkę skrawaniem lub przez przeróbkę
STALE NARZĘDZIOWE Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do: rozdzielania i rozdrabniania materiałów nadawania kształtu przez obróbkę skrawaniem lub przez przeróbkę
Kształtowanie cieplno-plastyczne. Opracował Dr inż. Stanisław Rymkiewicz KIM WM PG
 Kształtowanie cieplno-plastyczne Opracował Dr inż. Stanisław Rymkiewicz KIM WM PG OBRÓBKA CIEPLNA METALI Grzanie: nagrzewanie i wygrzewanie Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne
Kształtowanie cieplno-plastyczne Opracował Dr inż. Stanisław Rymkiewicz KIM WM PG OBRÓBKA CIEPLNA METALI Grzanie: nagrzewanie i wygrzewanie Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne
2012-03-21. Charakterystyka składników - ŻELAZO Duże rozpowszechnienie w przyrodzie ok. 5% w skorupie ziemskiej. Rudy żelaza:
 WYKRES RÓWNOWAGI FAZOWEJ STOPÓW Fe -C Zakres tematyczny 1 Charakterystyka składników - ŻELAZO Duże rozpowszechnienie w przyrodzie ok. 5% w skorupie ziemskiej Rudy żelaza: MAGNETYT - Fe 3 O 4 (ok. 72% mas.
WYKRES RÓWNOWAGI FAZOWEJ STOPÓW Fe -C Zakres tematyczny 1 Charakterystyka składników - ŻELAZO Duże rozpowszechnienie w przyrodzie ok. 5% w skorupie ziemskiej Rudy żelaza: MAGNETYT - Fe 3 O 4 (ok. 72% mas.
STALE NARZĘDZIOWE DO PRACY NA GORĄCO
 Ćwiczenie 9 Stale narzędziowe STALE NARZĘDZIOWE DO PRACY NA ZIMNO DO PRACY NA GORĄCO SZYBKOTNĄCE NIESTOPOWE STOPOWE Rysunek 1. Klasyfikacja stali narzędziowej. Ze stali narzędziowej wykonuje się narzędzia
Ćwiczenie 9 Stale narzędziowe STALE NARZĘDZIOWE DO PRACY NA ZIMNO DO PRACY NA GORĄCO SZYBKOTNĄCE NIESTOPOWE STOPOWE Rysunek 1. Klasyfikacja stali narzędziowej. Ze stali narzędziowej wykonuje się narzędzia
STALE NARZĘDZIOWE (opracowanie dr Maria Głowacka) I. Ogólna charakterystyka Wysoka twardość Odporność na zużycie ścierne Odpowiednia hartowność
 I. Ogólna charakterystyka Wysoka twardość Odporność na zużycie ścierne Odpowiednia hartowność") STALE NARZĘDZIOWE (opracowanie dr Maria Głowacka) I. Ogólna charakterystyka Stale narzędziowe są stopami przeznaczonymi na narzędzia tj. przedmioty służące do rozdzielania i rozdrabniania materiałów bądź
STALE NARZĘDZIOWE (opracowanie dr Maria Głowacka) I. Ogólna charakterystyka Stale narzędziowe są stopami przeznaczonymi na narzędzia tj. przedmioty służące do rozdzielania i rozdrabniania materiałów bądź
CHARAKTERYSTYKA ZMIAN STRUKTURALNYCH W WARSTWIE POŁĄCZENIA SPAJANYCH WYBUCHOWO BIMETALI
 Mariusz Prażmowski 1, Henryk Paul 1,2, Fabian Żok 1,3, Aleksander Gałka 3, Zygmunt Szulc 3 1 Politechnika Opolska, ul. Mikołajczyka 5, Opole. 2 Instytut Metalurgii i Inżynierii Materiałowej PAN, ul. Reymonta
Mariusz Prażmowski 1, Henryk Paul 1,2, Fabian Żok 1,3, Aleksander Gałka 3, Zygmunt Szulc 3 1 Politechnika Opolska, ul. Mikołajczyka 5, Opole. 2 Instytut Metalurgii i Inżynierii Materiałowej PAN, ul. Reymonta
STRUKTURA STOPÓW UKŁADY RÓWNOWAGI FAZOWEJ. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STRUKTURA STOPÓW UKŁADY RÓWNOWAGI FAZOWEJ Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wykresy układów równowagi faz stopowych Ilustrują skład fazowy
STRUKTURA STOPÓW UKŁADY RÓWNOWAGI FAZOWEJ Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wykresy układów równowagi faz stopowych Ilustrują skład fazowy
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna HARTOWANIE, SPOSOBY HARTOWANIA Hartowanie jest obróbką cieplną polegającą na nagrzaniu stali do temperatur występowania
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna HARTOWANIE, SPOSOBY HARTOWANIA Hartowanie jest obróbką cieplną polegającą na nagrzaniu stali do temperatur występowania
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA HARTOWANIE I ODPUSZCZANIE
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA HARTOWANIE I ODPUSZCZANIE 1. WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU 2. MARTENZYT 3. BAINIT 4. WYKRESY CTP 5. HARTOWANIE 6. HARTOWNOŚĆ 7. ODPUSZCZANIE 1.WPŁYW CHŁODZENIA
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA HARTOWANIE I ODPUSZCZANIE 1. WPŁYW CHŁODZENIA NA PRZEMIANY AUSTENITU 2. MARTENZYT 3. BAINIT 4. WYKRESY CTP 5. HARTOWANIE 6. HARTOWNOŚĆ 7. ODPUSZCZANIE 1.WPŁYW CHŁODZENIA
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
Rysunek 6.1 Klasyfikacja obróbki cieplnej zwykłej.
 Obróbka cieplna stali Obróbka cieplna jest dziedziną technologii obejmującą zespół zabiegów wywołujących polepszenie własności mechanicznych i fizyczno-chemicznych metali i stopów, powodowane zmianami
Obróbka cieplna stali Obróbka cieplna jest dziedziną technologii obejmującą zespół zabiegów wywołujących polepszenie własności mechanicznych i fizyczno-chemicznych metali i stopów, powodowane zmianami
Ćwiczenie nr 3 Statyczna próba jednoosiowego rozciągania. Umocnienie odkształceniowe, roztworowe i przez rozdrobnienie ziarna
 Przedmiot: Badanie własności mechanicznych materiałów Wykładowca: dr inż. Łukasz Cieniek Autor opracowania: dr inż. Łukasz Cieniek Ćwiczenie nr 3 Statyczna próba jednoosiowego rozciągania. Czas przewidywany
Przedmiot: Badanie własności mechanicznych materiałów Wykładowca: dr inż. Łukasz Cieniek Autor opracowania: dr inż. Łukasz Cieniek Ćwiczenie nr 3 Statyczna próba jednoosiowego rozciągania. Czas przewidywany
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
Naprężenia i odkształcenia spawalnicze
 Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
WPŁYW TEMPERATURY WYŻARZANIA NA WIELKOŚĆ ZIARNA
 WPŁYW TEMPERATURY WYŻARZANIA NA WIELKOŚĆ ZIARNA AUSTENITU W STALI HARDOX 450 Katarzyna Pawlak 1,* 1 Politechnika Wrocławska, Wydział Mechaniczny, Katedra Materiałoznawstwa, Wytrzymałości i Spawalnictwa,
WPŁYW TEMPERATURY WYŻARZANIA NA WIELKOŚĆ ZIARNA AUSTENITU W STALI HARDOX 450 Katarzyna Pawlak 1,* 1 Politechnika Wrocławska, Wydział Mechaniczny, Katedra Materiałoznawstwa, Wytrzymałości i Spawalnictwa,