HANDBUCH GEWINDESCHNEIDEN GWINTOWANIE ORAZ NAPRAWA GWINTÓW > PRAKTYCZNE WSKAZÓWKI > PORADY DO CODZIENNEGO UŻYTKU
|
|
|
- Bogumił Żukowski
- 8 lat temu
- Przeglądów:
Transkrypt
1 HANDBUCH GEWINDESCHNEIDEN GWINTOWANIE ORAZ NAPRAWA GWINTÓW > PRAKTYCZNE WSKAZÓWKI > PORADY DO CODZIENNEGO UŻYTKU
2 HANDBUCH GEWINDESCHNEIDEN
3 INSTRUKCJA GWINTOWANIA PRAKTYCZNE WSKAZÓWKI PORADY DO CODZIENNEGO UŻYTKU
4 OGÓLNE WSKAZÓWKI Wszystkie informacje i wskazówki zostały starannie zebrane przez autorów publikacji, niemożliwe jest jednak całkowite uniknięcie błędów i nieścisłości, nie możemy zatem zagwarantować idealnej kompletności i prawidłowości przedstawionych informacji. Nie przyjmujemy również odpowiedzialności za szkody i straty poniesione przez osoby wykorzystujące przedstawione informacje. Należy zapoznać się ze wskazówkami dotyczącymi bezpieczeństwa i przestrzegać je! W przypadku pytań: prosimy o kontakt lub o odwiedziny naszej strony internetowej! Pytania i uzupełnienia informacji są zawsze mile widziane, a wszelkie uwagi z przyjemnością uwzględnimy! PRAWA AUTORSKIE Instrukcja ta jest chroniona przez międzynarodowe prawa autorskie. Żadna z części tej instrukcji obsługi nie może być powielana, dzielona, tłumaczona lub publikowana bez uprzedniego uzyskania pisemnej zgody autora, w dowolnej formie, łącznie z fotokopiowaniem, publikacjami lub zapisywaniem w systemach zapisu i pobierania danych.




5 SPIS TREŚCI > Zalecenia dotyczące bezpieczeństwa > Rodzaje gwintów > Historia gwintu > Pojęcia i objaśnienia miar > Gwint wewnętrzny > Błędy w trakcie narzynania gwintów > Gwint zewnętrzny > Komplety gwintowników > Ocena gwintu > Pomiary gwintów > Tabele > Informacje techniczne 5
6 PRZEWODNIK O GWINTOWANIU 12 X ZALECEŃ DOTYCZĄCYCH BEZPIECZEŃSTWA! 6
7 INSTRUKCJA BEZPIECZEŃSTWA > 1 Podczas pracy należy nosić okulary i rękawice ochronne! > 2 Narzędzia należy sprawdzić przed użyciem pod kątem uszkodzenia lub zużycia! > 3 Narzędzia należy użytkować zgodnie z ich przeznaczeniem, nie wolno używać ich w innych celach! > 4 Nie wolno wydłużać uchwytów narzędzi rurami lub innymi przedmiotami! > 5 Należy zawsze stosować olej do cięcia! > 6 Należy starannie montować/zakładać i blokować narzędzia i odpowiednio je zabezpieczać! > 7 Należy czyścić narzędzia po użyciu i usuwać opiłki przy pomocy odpowiednich akcesoriów, nie wolno usuwać ich nieosłoniętymi dłońmi! > 8 Należy starannie określać rodzaj i wielkość gwintu! > 9 Nie należy wycinać gwintów, jeżeli niedostępne są sprawdzone informacje dotyczące ich typu i wielkości! > 10 Należy wybierać odpowiednią prędkość obrotową i prędkość cięcia narzędzi i obrabianych elementów, zgodnie z załączonymi tabelami! > 11 Należy wybierać prawidłowe wymiary otworu pod gwint oraz średnicy trzpieni/wierteł, podanych w załączonych tabelach! > 12 Należy ściśle przestrzegać zaleceń podanych w instrukcji! 7
8 PRZEWODNIK O GWINTOWANIU RODZAJE GWINTÓW GWINTY WG ISO - O KĄCIE ZARYSU GWINTU 60 > M Metryczny gwint > MF Metryczny gwint drobnozwojny > TR Metryczny gwint trapezowy > PG Gwint specjalny instalacyjny, pancerny > RD Gwint okrągły AMERYKAŃSKIE GWINTY CALOWE O KĄCIE ZARYSU GWINTU 60 > UNC Gwint calowy zgrubny > UNF Gwint calowy drobnozwojny > UNEF Gwint calowy, zunifikowany, bardzo > UN drobnozwojny, Gwinty zunifikowane o skoku uprzywilejowanym > UNS Gwinty zunifikowane specjalne gwint > NPT Gwint Rurowy Briggsa, stożkowy 1:16 > NPTF Gwint Rurowy Dryseal 1:16 > NPS Gwint Rurowy prosty 8
9 SKRÓTY BRYTYJSKIE GWINTY CALOWE O KĄCIE ZARYSU GWINTU 55 > BSW Gwint calowy zgrubny brytyjski (Whitworth) > BSF Gwint calowy drobnozwojny brytyjski > BSP Gwint calowy rurowy > BSPT Gwint calowy rurowy stożkowy > BA British association -posiadają kształt trójkątny 9
10 PRZEWODNIK O GWINTOWANIU HISTORIA GWINTU Zasadę działania gwintu znano już w starożytności. Śruba Archimedesa jest znanym na całym świecie przykładem, ale w literaturze spotykany również wzmianki o prasach do wina i oleju. Najstarsze znane wzmianki o narzędziach z gwintowanymi trzpieniami pochodzą z XVI wieku, autorstwa Leonardo da Vinci. Dopiero we wczesnej fazie industrializacji, w połowie XIX wieku, Anglik Joseph Whitworth wpadł na pomysł normalizacji gwintów. Wcześniej, wszystkie produkowane gwinty były gwintami indywidualnych wymiarach. Średnica gwintu, średnica otworu pod gwint, kąt boku zarysu gwintu i skok gwintu były formowane i dobierane w zależności od danego zastosowania. Standaryzacja spowodowała, że gwint Whitwortha stał się szybko znany w całej Europie. Bazuje on na jednostce miary imperialnej, calu, i jest on obecnie wciąż stosowany. Dopiero silna i postępująca normalizacja umożliwiła wymianę śrub i nakrętek na całym świecie. 10
11 HISTORIA GWINTU OPIS GWINTU Gwinty dzielą się na gwinty mocujące i gwinty ruchome. W zależności od profilu, gwinty można podzielić na trójkątne, trapezoidalne, płaskie, okrągłe i w kształcie zębów piły. W rozważanym przypadku interesują nas wyłącznie gwinty mocujące o trójkątnym profilu. Kształt gwintu jest zasadniczo określany przez pięć wymiarów: Średnica zewnętrzna > d, średnica otworu > d1, średnica podziałowa > d2, kąt zarysu gwintu > 60 skok > p. Średnica podziałowa jest w tym przypadku średnicą koncepcyjną, dla której przelot gwintu oraz otwór gwintu mają tę samą szerokość.(> patrz opis) 11
12 PRZEWODNIK O GWINTOWANIU GWINT WEWNĘTRZNY Jakich narzędzi potrzebujemy? Wiertło Mają one kąt skrętu linii śrubowej o wartości 27, kąt wierzchołkowy o wartości od 118 do 135 oraz cylindryczny trzpień. W zależności od metody produkcji wyróżnia się spiralne wiertła walcowane i szlifowane. W przypadku wierteł walcowanych, pręt jest rozgrzewany i formowany do postaci skrętki. W przypadku szlifowanych wierteł spiralnych, skrętka jest formowana z całkowicie hartowanego materiału. Wiertła szlifowane posiadają gładką i lśniącą zewnętrzną powierzchnię, wiertła walcowane są poddawane brązowaniu i mają czarną powierzchnię. 12


13 GWINT WEWNĘTRZNY POGŁĘBIACZ Pogłębiacze to narzędzia przeznaczone do sfazownaia wejścia gwintu. Wyróżnia się pogłębiacze stożkowe oraz płaskie. Pogłębiacze stożkowe przeznaczone do pogłębiania i fazowania, posiadające trzy ostrza tnące. Pogłębiacze płaskie o średnicy pogłębienia do 5 mm posiadają dwa główne ostrza tnące. Są one prawoskrętne i posiadają one wytrzymały czop prowadzący, umożliwiający prowadzenie pogłębiacza w otworze przelotowym lub otworze gwintu. Pogłębiacz stożkowy i Pogłębiacz płaski 13

 składa się wyłącznie z gwintownika wstępnego i wykańczającego.")
14 PRZEWODNIK O GWINTOWANIU GWINTOWNIKI MASZYNOWE GWINTOWNIKI WYRÓŻNIA SIĘ GWINTOWNIKI RĘCZNE I MASZYNOWE. GWINTOWNIKI RĘCZNE Trzyczęściowy zestaw gwintowników metrycznych służy do nacinania gwintów o wielkości od M1 do M68, składa się z gwintownika wstępnego, pośredniego i wykańczającego. Wstępny i pośredni gwintownik ma zawsze mniejszy wymiar. Gwintowniki o rozmiarze od M1 do M6 są na ogół wykonane w postaci ze wzmocnionym trzpieniem. Gwintowniki w rozmiarach od M7 do M68 posiadają na ogół przelotowy trzpień. Gwintownik do precyzyjnych gwintów (MF) składa się wyłącznie z gwintownika wstępnego i wykańczającego. GWINTOWNIKI MASZYNOWE Gwintownik maszynowy jest przeznaczony do narzynania gwintów w jednym przejściu za pomocą maszyn. Wykonanie zgodne z normą DIN 371 posiada wzmocniony trzpień (do M10) a wykonanie zgodne z normą DIN 376 posiada trzpień przelotowy. Gwintowniki maszynowe 14

15 GWINT WEWNĘTRZNY A D C GWINTOWNIK WSTĘPNY Oznaczenie: 1 pierścień, dłuższe cięcie, A/6 8 zwoi Gwintowniki Ręczne GWINTOWNIK POŚREDNI Oznaczenie: 2 pierścienie, D/3,5 5 zwoi GWINTOWNIK WYKAŃCZAJĄCY Oznaczenie: bez pierścienia, krótsze cięcie, C/2 3 zwoi 15


16 PRZEWODNIK O GWINTOWANIU UCHWYT DO GWINTOWNIKÓW Regulowany uchwyt do gwintowników z hartowanymi szczękami wykonanymi ze stali posiada frezowane, stalowe elementy mocujące, odkręcane z jednej strony. Narzędzie to jest przeznaczone do gwintowników o kwadratowym trzpieniu i przedłużaczy do gwintowników. Korpus wykonany jest z żeliwa odlewanego ciśnieniowo, zgodnie z normą DIN GRZECHOTKA DO GWINTOWNIKÓW Grzechotka do gwintowników jest przeznaczona do mocowania gwintowników z kwadratowym trzpieniem. Cały przyrząd jest wykonany całkowicie ze stali. Suwak umożliwia zmianę kierunku obrotów do prac z prawo- i lewoskrętnymi gwintownikami. Grzechotka jest dostępna w dwóch rozmiarach przeznaczonych dla gwintowników o rozmiarach od M3 do M10 i od M5 do M12. 16

17 GWINT WEWNĘTRZNY UCHWYT DO GWINTOWNIKÓW MASZYNOWYCH Uchwyt charakteryzuje się podwójnym układem napinającym. Położenie trzpienia zostaje wyregulowane i wyśrodkowane poprzez obrócenie dolnego pierścienia mocującego.w tylnej części, czworokątny trzpień gwintownika jest mocowany w sposób uniemożliwiający jego obrót, poprzez dokręcenie śrub inbusowych. Zakres naprężenia jest odpowiedni dla gwintowników o rozmiarach od M3 do M24 w wersji bez stożka, oraz o rozmiarach od M3 do M12, jak również od M12 do M24 w wersjiz wytrzymałym stożkiem. 17

.")
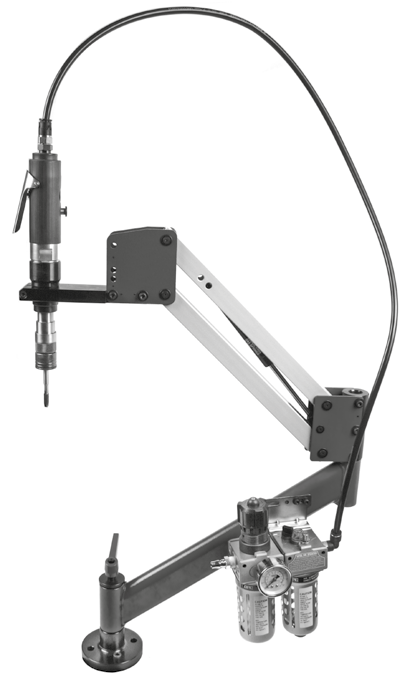
18 PRZEWODNIK O GWINTOWANIU WSKAZÓWKA! GWINTOWANIE MASZYNOWE Jeżeli do wykonania mamy bardzo dużo gwintów zalecamy użycie gwinciarki pneumatyczne. Składa się ona głowica wielopozycyjnej do gwintowania pod dowolnym kątem, z sztywnego ramienia. Kolumnę gwinciarki przykręca się do stołu roboczego. Wyposażona w zabieraki ze sprzęgłem przeciążeniowym, które przeznaczone są do oprawek posiadających kompensację osiową lub do oprawek bez kompensacji osiowej. Sprzęgło przeciążeniowe pozwala uchronić narzędzie przed uszkodzeniem w przypadku dużego wzrostu oporów skrawania np. podczas gwintowania ślepych otworów (nieprzelotowych). W ten sposób można wykonywać gwinty z wielką precyzją szybko i łatwo. 18
19 GWINTY WEWNĘTRZNE 19
20 PRZEWODNIK O GWINTOWANIU Metoda wykonywania gwintów wewnętrznych JAK NALEŻY PROWADZIĆ PRACE PRZY UŻYCIU GWINTOWNIKÓW? Otwór gwintu jest wstępnie nawiercany przy pomocy wiertła spiralnego do otworu gwintu. Średnicę wiertła należy wybrać zgodnie z tabelą > na stronie 44-52! W praktyce gwintowanie za pomocą gwintowników ręcznych odbywa się poprzez: Wykonanie otworu pod gwint, którego średnica jest pomniejszona o wartość skoku danego gwintu, opcjonalnie wykonanie pogłębienia, w celu łatwiejsze centrowania gwintownika. Dla uzyskania odpowiedniej powierzchni oraz redukcji oporów skrawania, a tym samym zwiększenia żywotności gwintowników, warto zastosować olej do obróbki skrawaniem. W przypadku gwintowania kolejno gwintownikami nr. 1, nr. 2 i nr. 3. obowiązuje zasada, że po 2 pełnych obrotach gwintownikiem, następują ok. 1/3 obrotu w tył tak, aby złamać wiór, zmniejszyć opory skrawania i nie dopuścić do złamania gwintownika. 20
21 GWINTY WEWNĘTRZNE JAK NALEŻY PROWADZIĆ PRACE PRZY UŻYCIU GWINTOW- NIKÓW MASZYNOWYCH? Trzpień gwintownika maszynowego zostaje unieruchomiony i wyśrodkowany dzięki obróceniu dolnego pierścienia mocującego. W dolnej części, czworokątny trzpień gwintownika zostaje unieruchomiony poprzez dokręcenie śruby inbusowej, uniemożliwiającej obrót gwintownika. Należy najpierw zamocować gwintownik maszynowy w uchwycie, a następnie całość w maszynie. Podczas wyboru maszyny należy zwrócić uwagę, czy maszyna dysponuje opcją obrotu w lewo i w prawo. Na podstawie żądanej prędkości posuwu (> patrz tabela na stronie 56) można odczytać z tabeli (> patrz tabele na stronach 54 i 55) prędkość obrotową. Prędkość obrotową można również obliczyć samodzielnie. Liczba obrotów = prędkość cięcia 1000 średnica 3,14 v 1000 = n d B = obr.//min. 21
22 PRZEWODNIK O GWINTOWANIU WSKAZÓWKA! ZERWANE GWINTOWNIKI Z doświadczenia wiemy, że zerwane gwintowniki stwarzają dla użytkowników duży problem i mogą być usunięte tylko z wielkim wysiłkiem. Jak uniknąć tego aby obrabiany przedmiot został uszkodzony? Należy spróbować ponownie wykręcić złamaną część gwintownika, w tym celu jest specjalne narzędzie: Wykrętak do zerwanych gwintowników maszynowych. Aby usunąć złamany gwintownik należy umieścić wykrętak w zerwanej cześć gwintownika pozostałej w gwintowanym przedmiocie. Jeśli nie jest to możliwe, aby włożyć wykętak w pozostałą część gwintownika można sobie pomóc z lekkimi uderzeniami młotka. Następnie wykrętak za pomocą klucza wykręca - usuwa złamaną cześć gwintownika maszynowego bez żadnych uszkodzeń obrabianego przedmiotu. WAŻNE: Aby usunąć gwintownik należy obracać klucz w kierunku przeciwnym do kierunku gwintu. Szczególną ostrożność należy zachować przy mniejszych rozmiarach.f 22


23 GWINTY WEWNĘTRZNE Złamany gwintownik Wykrętak do złamanych gwintowników maszynowych z fragmentem gwintownika. 23
24 PRZEWODNIK O GWINTOWANIU Potencjalne błędy popełniane podczas nacinania gwintów oraz ich przyczyny ZBYT WĄSKI GWINT Gwintownik nacina gwint bez dokładnego zachowania skoku, przekroczenie tolerancji, zbyt silne prowadzenie. Z B Y T S Z E R O K I G W IN T Cięcie nie jest wyśrodkowane wskutek nieprawidłowego szlifowania, mimiośrodowy przebieg wrzeciona lub mimośrodowe wyciąganie narzędzia, nieodpowiedni środek smarny, nieodpowiednie urządzenie lub konstrukcja, pył metalu w nakrętkach, nieprawidłowe lub niedostateczne naprężenie elementu. NIEPRAWIDŁOWA POWIERZCHNIA GWINTU Nieodpowiednia geometria gwintownika, zbyt mały otwór pod gwint. PĘKNIĘCIE WYCINANEGO GWINTU Nieprawidłowy przesuw, luzy osiowe wrzeciona, zbyt duża długość cięcia (nieprawidłowy gwintownik), opóźnienie skoku. ZBYT KRÓTKIPRZESTÓJ Zbyt duża prędkość posuwu, nieprawidłowy kąt natarcia, konieczna jest dodatkowa obróbka powierzchni lub powlekanie gwintownika, nieprawidłowe lub niedostateczne smarowanie. 24
25 GWINTY WEWNĘTRZNE PĘKNIĘCIE NARZĘDZIA Nieprawidłowa geometria gwintownika, skoki gwintownika spowodowane przeciążeniem zębów tnących, blokowanie się w trakcie przebiegu wstecznego. PĘKNIĘCIE GWINTOWNIKA Zbyt mały otwór, zamknięty gwintownik, nieprawidłowy kąt natarcia, zbyt duża prędkość posuwu. 25
 W celu uzyskania gwintów zewnętrznych zgodnych z normami ISO dla metrycznych regularnych gwintów w rozmiarze od M1 do M68 oraz dla metrycznych gwintów drobnozwojnych w")
26 PRZEWODNIK O GWINTOWANIU Gwint zewnętrzny JAKICH NARZĘDZI POTRZEBUJEMY? Narzynka EN (DIN 223) W celu uzyskania gwintów zewnętrznych zgodnych z normami ISO dla metrycznych regularnych gwintów w rozmiarze od M1 do M68 oraz dla metrycznych gwintów drobnozwojnych w rozmiarach od M1 do M56 stosowane są okrągłe narzynki w wykroju typu B. Narzynki mogą być stosowane dwustronnie, ponieważ nacięcia są wykonane na obydwu ich stronach. Narzynki posiadają wycięte szczeliny, które mogą być wykorzystywane w przypadku odmiennych tolerancji gwintów. otwór wiórowy Form B = ze szczeliną Gwint 26


27 GWINTY ZEWNĘTRZNE UCHWYT DO NARZYNKI Uchwyty do narzynki o średnicy zewnętrznej d = 16 mm i d = 20 mm posiadają 4 śruby mocujące. Większe narzynki są wyposażone w pięć ostro zakończonych śrub mocujących. Uchwyty można odkręcić z obydwu stron. Są one wykonane ze stali z polerowaną, cynkowaną powierzchnią. Korpus jest wykonany z odlewu cynkowego zgodnego z normą DIN
28 PRZEWODNIK O GWINTOWANIU WYCINANIE GWINTÓW ZEWNĘTRZNYCH Należy umieścić narzynkę w uchwycie, upewniając się, że nacięcie mocujące znajduje się dokładnie na wysokości śruby centralnej. Przy pomocy dołączonego wkrętaka należy dokręcić śruby, aby narzynka nie mogła przesuwać sie w uchwycie. Narzynkę można używać dwustronnie, narzynki wyposażone są w nacinające ostrza, które wykonują gwint na zewnętrznej stronie obrabianego elementu metalowego. Należy regularnie sprawdzać, czy narzynka jest ustawiona pod odpowiednim kątem (prostopadle) w stosunku do obrabianego elementu oraz stosować ciecz chłodząco- smarującą. W przeciwnym razie uzyskany gwint będzie słabej jakości a nacinanie - bardzo uciążliwe. Przy wykonywaniu gwintu zewnętrznego - należy wykonywać obrót narzynki w prawo (zgodnie z ruchem wskazówek zegara) podczas nacinania gwintu wymaga użycia dużej siły. Po każdym pełnym obrocie narzynki należy obrócić ją o ćwierć obrotu w lewo w celu złamania wiórów i usunięcia powstałych wiórów metalu. 28
29 GWINTY ZEWNĘTRZNE WSKAZÓWKA! Dla łatwiejszego i szybszego wykonywania gwintów zewnętrznych służą tuleje prowadzące do narzynki. Tuleje prowadzące są mocowane razem z narzynką w uchwycie do narzynek. Tuleja prowadząca ma dokładnie taką samą średnicę jak pręty, w których chcemy naciąć gwint. W związku z tym gwint nacinany jest z dużą łatwością, narzynka ustawiona jest zawsze prostopadle w stosunku do obrabianego przedmiotu. Jest to duże ułatwienie w szczególności przy wykonywaniu gwintów na długich prętach, pręt nie rusza się na boki. Tuleje prowadzące wykonane są z odlewów aluminium. 29
 Okrągłe narzynki z tą samą średnicą zewnętrzną d = 25mm dla rozmiarów M3, M4, M5, M6, M8, M10 and M12.")
30 PRZEWODNIK O GWINTOWANIU WSKAZÓWKA! OKRĄGŁE POŁĄCZNIE WEDŁUG FABRYCZNEGO STANDARDU (ZGODNE Z DIN EN 22568) Okrągłe narzynki z tą samą średnicą zewnętrzną d = 25mm dla rozmiarów M3, M4, M5, M6, M8, M10 and M12. Ich średnica zewnętrzna różni się od standardu DIN EN. Dzięki temu rozwiązaniu użytkownik potrzebuje tylko jednego rozmiaru uchwytu do narzynek - rozmiar 25 x 9 mm dla rozmiarów M3 do M12. 30
31 NOTES


32 PRZEWODNIK O GWINTOWANIU Pomiary gwintów Jakich narzędzi potrzebujemy? SZABLON GWINTU Grzebienie do gwintu są przeznaczone do wewnętrznych i zewnętrznych pomiarów skoku gwintu. Ich działanie opiera się na zasadzie prześwitu. Wzornik układa się na badanym gwincie i sprawdza się, czy skok gwintu pokrywa się z wzornikiem. Poszczególne wzorniki gwintu przedstawiają skok gwintu w odpowiednim rozmiarze. 32
. Suwmiarka jest wytwarzana z hartowanej stali nierdzewnej.")
33 IDENTYFIKACJA GWINTÓW SUWMIARKA Suwmiarka jest jednym z podstawowych narzędzi warsztatowych służącym do szybkiego pomiaru wytwarzanych elementów. Zakresy pomiarowe suwmiarek obejmują przedział od 0 do 150 mm (standardowo). Suwmiarka jest wytwarzana z hartowanej stali nierdzewnej. Zasadniczymi częściami konstrukcyjnymi suwmiarek są: prowadnica i przesuwny suwak (stąd nazwa suwmiarka), powierzchnie pomiarowe (szczęki, wysuwka głębokościomierza) oraz urządzenie odczytowe. Dostępne są modele analogowe oraz narzędzia ze wskaźnikiem cyfrowym. Mają one tę zaletę, iż umożliwiają one przełączanie pomiędzy jednostkami miar systemu metrycznego i calowego. 33
34 PRZEWODNIK O GWINTOWANIU JAK NALEŻY PRZEPROWADZIĆ OCENĘ GWINTU? Aby dokonać oceny nieznanego gwintu, należy znać dwa jego parametry: skok gwintu oraz średnicę zewnętrzną w przypadku gwintu męskiego oraz średnicę wewnętrzną w przypadku gwintu żeńskiego. Skok gwintu to odległość od jednego boku gwintu do kolejnego w mm w przypadku jednostek metrycznych lub liczba zwojów na cal w przypadku gwintów calowych. Najpierw należy zmierzyć przy pomocy suwmiarki średnicę gwintu. Przy pomocy przedstawionej poniżej tabeli przeliczeniowej można przeliczyć miarę calową na miarę metryczną i odwrotnie, zgodnie z definicją cal to 25,4 mm. Średnica mówi o tym, czy mamy do czynienia z gwintem metrycznym czy calowym. Następnie należy użyć wzornika gwintu. Należy sprawdzać poszczególne wzorniki gwintu do momentu, gdy jeden ze wzorników pasuje dokładnie do skoku gwintu. Należy odczytać żądaną wartość skoku gwintu, wskazaną na wzorniku gwintu. Następnie z tabeli można odczytać rodzaj gwintu. W przypadku gwintów wewnętrznych stosowanie wzorników gwintu jest trudne bez uprzedniego zniszczenia elementu lub bez użycia dodatkowych, drogich przyrządów pomiarowych. Użyteczne rozwiązania i pomiary można jednak również uzyskać na podstawie zgrubnych pomiarów i testów: 34
35 IDENTYFIKACJA GWINTÓW W tym celu należy postępować następująco: Przy użyciu suwmiarki należy zmierzyć średnicę otworu pod oceniany gwint wewnętrzny. Na podstawie zmierzonej średnicy otworu pod gwint, w tabeli na stronie 36 znajdujemy odpowiedni wymiar znamionowy. Dzięki danym wymiaru znamionowego i średnicy otworu pod gwint, w przypadku gwintów metrycznych rozmiar gwintu można obliczyć zgodnie ze wzorem: Średnica otworu pod gwint = Średnica znamionowa - skok gwintu W przypadku więcej niż jednego możliwego rozwiązania pomaga wyłącznie ostrożne prowadzenie metodą prób i błędów pomiarów dopasowaną suwmiarką, gwintownikiem lub śrubami. 35

36 ihre entscheidung! TO TWOJA DECYZJA! Wysoka jakość produkcji Höchste Fertigungsqualität Certyfikat według DIN ISO 9001 Zertifi zierung nach DIN ISO 9001 Nowa technologia produkcji Neueste Produktionstechnologien Rozległy asortyment Umfangreiche Produktauswahl Więcej informacji na mehr information?
37 PRZEGLĄD PROGRAMU GWINTOWNIKI RĘCZNE GWINTOWNIKI MASZYNOWE ZESTAWY DO NAPRAWY GWINTÓW WIERTŁA STOPNIOWE POGŁĘBIACZE WIERTŁA KRĘTE BIT- PROGRAM PILNIKI OBROTOWE NARZĘDZIA RĘCZNE DO GRATOWANIA OTWORNICE I GRATOWNIKI ZESTAWY NARZĘDI
38 PRZEWODNIK O GWINTOWANIU Naprawa gwintu Jakich narzędzi potrzebujemy? SPECJALNE WIERTŁO SPIRALNE Przy użyciu wiertła spiralnego DIN 338 (patrz również strona 12) nawiercony zostanie uszkodzony gwint, a jednocześnie wywiercony zostanie otwór pod gwint umożliwiający użyciu specjalnego gwintownika. SPECJALNY GWINTOWNIK Przy pomocy specjalnego gwintownika można naciąć gwint, w który wkręcana jest następnie specjalna wkładka gwintowana (tzw. sprężynka). Wielkość gwintownika nie odpowiada w tym przypadku normalnym wielkościom gwintu! WKŁADKA GWINTOWANA Wkładka gwintowana wykonana ze stali nierdzewnej gwarantuje bardzo dobrą odporność na korozję i temperaturę. Przekrój poprzeczny wkładki ma kształt rombu. Drut zostaje zwinięty do postaci elastycznej sprężyny. W dolnym jej końcu znajduje się zaczep. Wkręcenie wkładki gwintowanej powoduje lekkie napięcie sprężyny i utrzymywanie wkładu w zewnętrznym gwincie. Wkładka gwintowana jest zatem większa po wkręceniu niż w stanie początkowym. 38

39 NAPRAWA GWINTÓW WKŁADKI GWINTOWE 39

40 PRZEWODNIK O GWINTOWANIU WKRĘTAK Wkładki gwintowane są wkręcane przy użyciu wkrętaka. URZĄDZENIE DO ŁAMANIA Urządzenie do łamania zaczepu umożliwia odłamanie zaczepu mocującego po wkręceniu wkładki. Wkłady naprawcze gwintów są stosowane w celu naprawy wadliwych gwintów z zachowaniem ich średnicy znamionowej lub wzmocnienia gwintów. Stosowane są one głównie w przypadku gwintów wykonanych z aluminium, magnezu, tytanu, miedzi i stali Wkrętak i urządzenie do łamania zaczepu 40

41 NAPRAWA GWINTÓW PROCES NAPRAWY Najpierw wadliwy gwint jest nawiercany, w tym celu stosuje się odpowiednie wiertło spiralne. Otwór jest następnie oczyszczany, a następnie przy użyciu gwintownika nacinany jest nowy gwint w otworze. Przy użyciu wkrętaka wkręcana jest wkładka gwintowana, a przy użyciu urządzenia do łamania ostatecznie odłamywany jest zaczep. Wkładka gwintowana jest wówczas pewnie osadzona. Wkładkę można skrócić do żądanej długości przy pomocy bocznych szczypiec tnących. 41

, urządzenie")
42 PRZEWODNIK O GWINTOWANIU WSKAZÓWKA! PRZYRZĄD DO WYKRĘCANIA ŚRUB Urządzenie do wykręcania śrub umożliwia wykręcenie urwanych lub uszkodzonych śrub. W urwanej śrubie wywierca się najpierw wyśrodkowany otwór, następnie środek poddaje się punktowaniu przy użyciu punktaka. Następnie do wywierconego otworu wkręca się, w kierunku przeciwnym do kierunku ruchu wskazówek zegara (w lewo), urządzenie do wykręcania śrub. Rolę uchwytu może pełnić regulowana grzechotka lub uchwyt do narzędzi bez pokrętła. 42

43 NAPRAWA GWINTÓW stęp 1 stęp 2 stęp 3 stęp 4 43
44 PRZEWODNIK O GWINTOWANIU GWINT METRYCZNY M Podział Passes w mm em mm max. Tamanho wielkość max. otworu Do furo Wiertło Ø Broca ø mm Gwintownik Macho ø Ø M 1 0,25 0,785 0,75 0,97 M 1,2 0,25 0,985 0,95 1,17 M 1,4 0,3 1,142 1,10 1,36 M 1,6 0,35 1,312 1,25 1,54 M 1,7 0,35 1,346 1,30 1,66 M 1,8 0,35 1,484 1,45 1,74 M 2 0,4 1,679 1,60 1,94 M 2,2 0,45 1,813 1,75 2,13 M 2,3 0,4 1,941 1,90 2,25 M 2,5 0,45 2,115 2,05 2,43 M 2,6 0,45 2,155 2,10 2,54 M 3 0,5 2,559 2,50 2,92 M 4 0,7 3,422 3,30 3,91 M 5 0,8 4,334 4,20 4,9 M 6 1,0 5,153 5,00 5,88 M 7 1,0 6,153 6,00 6,88 M 8 1,25 6,912 6,80 7,87 M 9 1,25 7,912 7,80 8,87 M 10 1,5 8,676 8,50 9,95 M 11 1,5 9,676 9,50 10,85 M 12 1,75 10,441 10,20 11,83 M 14 2,0 12,210 12,00 13,82 44
45 TABELE max. Podział Steigung Kernloch Wiertło Bohrer øø Gwintownik Ø Bolzenø M wielkość w in mm Größtmaß mm otworu M 16 2,0 14,210 14,00 15,82 M 18 2,5 15,744 15,50 17,79 M 20 2,5 17,744 17,50 19,79 M 22 2,5 19,744 19,50 21,79 M 24 3,0 21,252 21,00 23,77 M 27 3,0 24,252 24,00 26,77 M 30 3,5 26,771 26,50 29,73 M 33 3,5 29,771 29,50 32,73 M 36 4,0 32,270 32,00 35,7 M 39 4,0 35,270 35,00 38,7 M 42 4,5 37,799 37,50 41,69 M 45 4,5 40,799 40,50 44,69 M 48 5,0 43,297 43,00 47,66 M 52 5,0 47,297 47,00 51,66 M 56 5,5 50,796 50,50 55,63 M 60 5,5 54,796 54,50 59,62 M 64 6,0 58,305 58,00 63,61 M 68 6,0 62,305 62,00 67,61 45
46 GWINT METRYCZNY DROBNOZWOJNY PRZEWODNIK O GWINTOWANIU M Podział Passes w mm em mm max. Tamanho wielkość max. otworu Do furo Wiertło Ø Broca ø mm Gwintownik Macho ø Ø M 2,5 0,35 2,201 2,15 2,46 M 3 0,35 2,721 2,65 2,94 M 3,5 0,35 3,221 3,15 3,45 M 4 0,5 3,599 3,50 3,93 M 4,5 0,5 4,099 4,00 4,45 M 5 0,5 4,599 4,50 4,93 M 6 0,75 5,378 5,20 5,91 M 7 0,75 6,378 6,20 6,91 M 8 0,75 7,378 7,20 7,91 M 8 1 7,153 7,00 7,88 M 9 0,75 8,378 8,20 8,91 M 9 1 8,153 8,00 8,88 M 10 0,75 9,378 9,20 9,91 M ,153 9,00 9,88 M 10 1,25 8,912 8,80 9,87 M 11 0,75 10,378 10,20 10,90 M ,153 10,00 10,88 M ,153 11,00 11,88 M 12 1,25 10,912 10,80 11,87 M 12 1,5 10,676 10,50 11,85 M ,153 13,00 13,88 M 14 1,25 12,912 12,80 13,87 46
47 TABELE M Podział Steigung w mm in mm max. Kernloch wielkość Größtmaß otworu Wiertło Ø Bohrer ø mm Gwintownik Bolzenø Ø M 14 1,5 12,676 12,50 13,85 M ,153 14,00 14,88 M 15 1,5 13,676 13,50 14,85 M ,153 15,00 15,88 M 16 1,5 14,676 14,50 15,85 M ,153 17,00 17,88 M 18 1,5 16,676 16,50 17,86 M ,210 16,00 17,82 M ,153 19,00 19,88 M 20 1,5 18,676 18,50 19,85 M ,210 18,00 19,82 M ,153 21,00 21,88 M 22 1,5 20,676 20,50 21,85 M ,210 20,00 21,82 M ,153 23,00 23,88 M 24 1,5 22,676 22,50 23,85 M ,210 22,00 23,82 M ,153 26,00 26,88 M 27 1,5 25,676 25,50 26,85 M ,210 25,00 26,82 M ,153 29,00 29,88 M 30 1,5 28,676 28,50 29,85 47
48 GWINT METRYCZNY DROBNOZWOJNY M Podział Steigung w mm in mm max. Kernloch wielkość Größtmaß otworu PRZEWODNIK O GWINTOWANIU Wiertło Ø Bohrer ø mm Gwintownik Bolzenø Ø M ,210 28,00 29,82 M 33 1,5 31,676 31,50 32,85 M ,210 31,00 32,82 M ,252 30,00 32,76 M 36 1,5 34,676 34,50 35,85 M ,210 34,00 35,82 M ,252 33,00 35,76 M 39 1,5 37,676 37,50 38,85 M ,210 37,00 38,82 M ,252 36,00 38,76 M 42 1,5 40,676 40,50 41,85 M ,210 40,00 41,82 M ,252 39,00 41,76 M ,270 38,00 41,72 M 45 1,5 43,676 43,50 44,85 M ,210 43,00 44,82 M ,252 42,00 44,76 M ,270 41,00 44,72 M 52 1,5 50,676 50,50 51,85 M ,210 50,00 51,82 M ,252 49,00 51,76 M ,270 48,00 51,70 48
49 NOTES
50 PRZEWODNIK O GWINTOWANIU GWINTY CALOWE Nominal nominal Inch Cal BSW UNC UNF UNEF BSF núcleo Gwintownik Macho exteriores Gwint C ø Ø Øø Øø Øø Passe de dente / Passe Polegadas Cal Dziesdecimal iętny Pitch/" Pitch/" Pitch/" Pitch/" Pitch/" mm mm mm Nr. 0 0, ,20 1,49 1,520 Nr. 1 0, ,50 1,79 1,850 Nr. 2 0, ,80 2,10 2,180 Nr. 3 0, ,10 2,41 2,520 Nr. 4 0, ,40 2,77 2,850 Nr. 5 0, ,60 3,09 3,170 Nr. 6 0, ,90 3,41 3,500 Nr. 8 0, ,50 4,02 4,160 Nr. 10 0, ,00 4,71 4,830 Nr. 12 0, ,60 5,37 5,490 1/16" 0, ,20 1,55 1,587 3/32" 0, ,90 2,30 2,381 1/8" 0, ,60 3,09 3,175 5/32" 0, ,20 3,88 3,969 3/16" 0, ,80 4,61 4,762 7/32" 0, ,60 5,43 5,556 1/4" 0, ,10 6,17 6,350 5/16" 0, ,50 7,76 7,938 3/8" 0, ,90 9,30 9,525 7/16" 0, ,30 10,90 11,113 1/2" 0, ,50 12,44 12,700 9/16" 0, ,30 13,90 14,288 5/8" 0, ,50 14,82 15,876 11/16" 0, ,50 17,05 17,463 50
51 TABELE Nominal Nenn Inch Cal BSW BSW UNC UNC UNF UNEF BSF BSF Kern Gwintownik Bolzen Aussen Gwint ø Ø Øø Øø Øø Zoll Cal Dzies- Dezimal iętny Pitch/" Gang / Pitch/" Gang / Pitch/" Gang / Pitch/" Gang / Pitch/" Gang / mm mm mm 11/16" 0, ,50 17,05 17,463 3/4" 0, ,50 18,76 19,051 13/16" 0, ,50 20,33 20,638 7/8" 0, ,50 21,90 22,226 15/16" 0, ,50 23,49 23,813 1" 1, ,00 25,08 25, /16" 1, ,50 26,63 26, /8" 1, ,00 28,11 28, /16" 1, ,70 29,75 30, /4" 1, ,00 31,35 31, /16" 1, ,00 32,90 33, /8" 1, ,50 34,49 34, /16" 1, ,00 36,20 36, /2" 1, ,50 37,67 38, /8" 1, ,50 41,00 41, /4" 1, ,00 44,00 44, /8" 1,8750 4,5 4, ,50 47,22 47,627 2 " 2,0000 4,5 4, ,50 50,30 50, /4" 2, ,5 50,80 56,75 57, /2" 2, ,15 63,05 63, /4" 2,7500 3,5 4 62,00 69,25 69,853 3" 3,0000 3,5 4 68,95 75,75 76,203 51
52 PRZEWODNIK O GWINTOWANIU GWINT RUROWY R Cal Pitch Core Wiertło R ø Inch Passe núcleo-ø Macho-ø exteriores -ø Ø Ø Ø Ø de dente Dzies- Gwintownik mm mm mm Polegadas Cal Cal decimal iętny Polegadas mm mm mm 1/16" 0, ,80 7,62 7,723 1/8" 0, ,80 9,62 9,728 1/4" 0, ,80 13,03 13,157 3/8" 0, ,30 16,54 16,662 1/2" 0, ,00 20,81 20,955 5/8" 0, ,00 22,77 22,911 3/4" 1, ,50 26,30 26,441 7/8" 1, ,30 30,06 30,201 1" 1, ,50 33,07 33, /8" 1, ,50 37,72 37, /4" 1, ,50 41,73 41, /8" 1, ,00 44,14 44, /2" 1, ,00 47,62 47, /4" 1, ,00 53,57 53,746 2 " 2, ,00 59,43 59, /4" 2, ,30 65,49 65, /2" 2, ,80 74,97 75, /4" 2, ,00 81,32 81,534 3" 3, ,50 87,67 87, /4" 3, ,60 93,546 93, /2" 3, ,00 99, , /4" 3, ,00 106, ,680 4" 4, ,50 112, ,030 52
53 NOTATKI
54 PRZEWODNIK O GWINTOWANIU PRĘDKOŚĆ OBROTOWA/ PRĘDKOŚĆ SKRAWANIA Wiertlo ø RPM Prędkość cięcia 100 0,3 0,6 0,9 1,3 1,6 1,9 2,3 2,5 2, ,6 1,3 1,9 2,5 3,1 3,8 4,6 5,0 5, ,9 1,9 2,8 3,8 4,7 5,7 6,9 7,5 8, ,3 2,5 3,8 5,0 6,3 7,5 9,2 10,1 11, ,6 3,1 4,7 6,3 7,9 9,4 11,5 12,6 14, ,9 3,8 5,7 7,5 9,4 11,3 13,8 15,1 17, ,2 4,4 6,6 8,8 11,0 13,2 16,1 17,6 19, ,5 5,0 7,5 10,1 12,6 15,1 18,3 20,1 22, ,8 5,7 8,5 11,3 14,1 17,0 19,8 22,6 25, ,1 6,3 9,4 12,6 15,7 18,9 22,0 25,1 28, ,5 6,9 10,4 13,8 17,3 20,7 24,2 27,6 31, ,8 7,5 11,3 15,1 18,9 22,6 26,4 30,2 33, ,1 8,2 12,3 16,3 20,4 24,5 28,6 32,7 36, ,4 8,8 13,2 17,6 22,0 26,4 30,8 35,2 39, ,7 9,4 14,1 18,9 23,6 28,3 33,0 37,7 42, ,0 10,1 15,1 20,1 25,1 30,2 35,2 40,2 45, ,3 10,7 16,0 21,4 26,7 32,0 37,4 42,7 48, ,7 11,3 17,0 22,6 28,3 33,9 39,6 45,2 50, ,0 11,9 17,9 23,9 29,8 35,8 41,8 47,8 53, ,3 12,6 18,9 25,1 31,4 37,7 44,0 50,3 56, ,6 13,2 19,8 26,4 33,0 39,6 46,2 52,8 59, ,9 13,8 20,7 27,6 34,6 41,5 48,4 55,3 62, ,2 14,5 21,7 28,9 36,1 43,4 50,6 57,8 65, ,5 15,1 22,6 30,2 37,7 45,2 52,8 60,3 67, ,9 15,7 23,6 31,4 39,3 47,1 55,0 62,8 70,7 54
55 TABELE ,1 3,5 3,8 4,1 6,3 6,9 7,5 8,2 9,4 10,4 11,3 12,3 12,6 13,8 15,1 16,3 15,7 17,3 18,9 20,4 18,9 20,7 22,6 24,5 22,0 24,2 26,4 28,6 25,1 27,6 30,2 32,7 28,3 31,1 33,9 36,8 31,4 34,6 37,7 40,8 34,6 38,0 41,5 44,9 37,7 41,5 45,2 49,0 40,8 44,9 49,0 53,1 44,0 48,4 52,8 57,2 47,1 51,8 56,6 61,3 50,3 55,3 60,3 65,4 53,4 58,8 64,1 69,4 56,6 62,2 67,9 73,5 59,7 65,7 71,6 77,6 62,8 69,1 75,4 81,7 66,0 72,6 79,2 85,8 69,1 76,0 82,9 89,9 72,3 79,5 86,7 93,9 75,4 82,9 90,5 98,0 78,6 86,4 94,3 102,1 55
56 PRZEWODNIK O GWINTOWANIU ŚREDNICE/ PRĘDKOŚĆ SKRAWANIA Tool Werkzeug ø Ø mm Prędkość obrotowa Row RPM , , , , ,
57 TABELKI v 1000 = n d π = rpm Prędkość cięcia 1000 Średnica 3,14 = prędkość obrotowa 57
58 PRZEWODNIK O GWINTOWANIU PRĘDKOŚĆ SKRAWANIA PRĘDKOŚĆ Schnittgeschwindigkeit CIĘCIA (RPM)(m/min) Material Przykład Beispiel Cięcia Schneidstoff enie Bohren canie Reiben Gewindebohren wanie Materiał Materiał do Wierc- Rozwier- Gwinto- Unlegierter Baustahl Niestopowa stal węglowa St 37 HSS HSS powlekane beschichtet węglikiem HM Baustahl C 45 HSS HSS powlekane beschichtet węglikiem HM Stal Węglowa Stahl rostfrei Stal nierdzewna V 2 A HSS HSS powlekane beschichtet węglikiem HM Grauguß GG25 HSS HSS powlekane beschichtet węglikiem HM Żeliwo Szare Aluminium Legierung Stop aluminium AlCuSi HSS HSS powlekane beschichtet węglikiem HM Messing Ms57 HSS HSS powlekane beschichtet węglikiem HM Mosiądz Są to wytyczne, które mogą różnić się w praktyce. 58
59 NOTES
60 PRZEWODNIK O GWINTOWANIU
61 NOTES
62 PRZEWODNIK O GWINTOWANIU
63 NOTIZEN
64 PRZEWODNIK O GWINTOWANIU
65 NOTES
66 PRZEWODNIK O GWINTOWANIU
67 NOTES
68 PRZEWODNIK O GWINTOWANIU
69 NOTES
70 PRZEWODNIK O GWINTOWANIU
71 NOTES
72 EXACT POLSKA GROUP SP. Z O.O. ul.wielicka44c Kraków Tel info@exactpolska.pl
Gwintowniki i narzynki
 Charakterystyka produktu do gwintownik maszynowy Gwintownik maszynowy z wysokostopowej stali szybkotnącej. Do gwintów przelotowych i nieprzelotowych w stalach zwykłych i niskostopowych o wytrzymałości
Charakterystyka produktu do gwintownik maszynowy Gwintownik maszynowy z wysokostopowej stali szybkotnącej. Do gwintów przelotowych i nieprzelotowych w stalach zwykłych i niskostopowych o wytrzymałości
Stale do 56 HRC. Stale do. rozwartość klucza mm 0250 G 1/8 6,60 40,5 17 6,35 (161) Stale do 56 HRC. Stale do
 Stale do 56 HRC. Stale do") Narzędzia gwintowania Komplet narzędzi gwintowania HexTap gwintownik wstępny z pilotem prowadzącym gwintownik wykańczak Zastosowanie: zastosowań ogólnych sześciokąt wewnętrzny dla grzechotki lub wkrętaka
Narzędzia gwintowania Komplet narzędzi gwintowania HexTap gwintownik wstępny z pilotem prowadzącym gwintownik wykańczak Zastosowanie: zastosowań ogólnych sześciokąt wewnętrzny dla grzechotki lub wkrętaka
katalog wkładek gwintowych
 katalog wkładek gwintowych 06 narzędzia OFERTA KATALOGOWA Oprócz narzędzi prezentowanych w niniejszym katalogu przedstawiamy państwu pełny program narzędziowy w katalogach tematycznych: A katalog 0 - Gwintowniki
katalog wkładek gwintowych 06 narzędzia OFERTA KATALOGOWA Oprócz narzędzi prezentowanych w niniejszym katalogu przedstawiamy państwu pełny program narzędziowy w katalogach tematycznych: A katalog 0 - Gwintowniki
Narzędzie do naprawy gwintów
 GEWINDEreparaturwerkzeug Thread OutilS Schroefdraadreparatiegereedschap di GWINtów для de filettature filetages roscas ремонта Værktøj Herramienta Utensili Ferramenta Nástroj Narzędzie Комплект Unealtă
GEWINDEreparaturwerkzeug Thread OutilS Schroefdraadreparatiegereedschap di GWINtów для de filettature filetages roscas ремонта Værktøj Herramienta Utensili Ferramenta Nástroj Narzędzie Комплект Unealtă
Narzędzie do naprawy gwintów
 Narzędzie do naprawy gwintów Tulejki gwintowane Standardowe wykonanie, ze stali nierdzewnej, o wolnym przepływie. Służą do wzmocnienia gwintów narzędzi o mniejszej wytrzymałości na ścinanie, np. wykonanych
Narzędzie do naprawy gwintów Tulejki gwintowane Standardowe wykonanie, ze stali nierdzewnej, o wolnym przepływie. Służą do wzmocnienia gwintów narzędzi o mniejszej wytrzymałości na ścinanie, np. wykonanych
7 Płytki do toczenia gwintów 7 8
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
1 Obróbka. Narzędzia do gwintowania 1/163. Zestaw gwintowników ręcznych i narzynek EN DIN 2184 DIN 1814 HSS. skrawaniem
 Narzędzia gwintowania Zestaw gwintowników ręcznych i narzynek " Wykonanie: Dostawa w wysokojakościowej walizce z wkładkami piankowymi, zapewniającymi perfekcyjną obsługę i przechowywanie narzędzi. 2184
Narzędzia gwintowania Zestaw gwintowników ręcznych i narzynek " Wykonanie: Dostawa w wysokojakościowej walizce z wkładkami piankowymi, zapewniającymi perfekcyjną obsługę i przechowywanie narzędzi. 2184
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
_L68_POL:C:\Documents and Settings\auricchior\Desktop\L68_POL_NW\ _L68_POL_35.qxp 08/11/ Pagina 35
 00-0042_68_PO:C:\ocuments and Settings\auricchior\esktop\68_PO_NW\00-0042_68_PO_.qxp 08//200 2.7 Pagina 44 Komplet 2 gwintowników ręcznych (zgrubny, wykańczak), gwint metryczny drobnozwojowy, HSS 44SG
00-0042_68_PO:C:\ocuments and Settings\auricchior\esktop\68_PO_NW\00-0042_68_PO_.qxp 08//200 2.7 Pagina 44 Komplet 2 gwintowników ręcznych (zgrubny, wykańczak), gwint metryczny drobnozwojowy, HSS 44SG
Tłoczkowe sprawdziany dwugraniczne/sprawdziany pierścieniowe
 Tłoczkowe sprawdziany dwugraniczne/sprawdziany pierścieniowe Sprawdzian tłoczkowy Wykonanie: Strona przechodnia i nieprzechodnia z hartowanej stali do produkcji sprawdzianów. Zastosowanie: Do kontroli
Tłoczkowe sprawdziany dwugraniczne/sprawdziany pierścieniowe Sprawdzian tłoczkowy Wykonanie: Strona przechodnia i nieprzechodnia z hartowanej stali do produkcji sprawdzianów. Zastosowanie: Do kontroli
Technika pomiarowa 3 / 40. Graniczny sprawdzian trzpieniowy H7
 Graniczny sprawdzian trzpieniowy H7 ze stroną przechodnią i nieprzechodnią ze stali przeznaczonej na sprawdziany do kontroli otworów pod kątem dokładności wymiarowej wykonanie zgodne z DIN 7162/7164 wymiary
Graniczny sprawdzian trzpieniowy H7 ze stroną przechodnią i nieprzechodnią ze stali przeznaczonej na sprawdziany do kontroli otworów pod kątem dokładności wymiarowej wykonanie zgodne z DIN 7162/7164 wymiary
OTWORNICE. profiline
 OTWORNICE profiline z węglika spiekanego, skrawanie płaskie Otwornica uniwersalna z węglika spiekanego bimetal HSS / HSS Co 8 RUKO z węglika spiekanego mogą być stosowane w wiertarkach ręcznych i stojakowych.
OTWORNICE profiline z węglika spiekanego, skrawanie płaskie Otwornica uniwersalna z węglika spiekanego bimetal HSS / HSS Co 8 RUKO z węglika spiekanego mogą być stosowane w wiertarkach ręcznych i stojakowych.
1 Wiertła HSS. 2 Wiertła VHM. 4 Rozwiertaki i pogłębiacze. 5 Narzędzia wytaczarskie. 8 Płytki do toczenia gwintów 8. 9 Narzędzia tokarskie.
 1 Wiertła HSS Wiercenie w pełnym materiale i obróbka otworów 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Narzędzia wytaczarskie 6 Gwintowniki i narzędzia do wygniatania
1 Wiertła HSS Wiercenie w pełnym materiale i obróbka otworów 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Narzędzia wytaczarskie 6 Gwintowniki i narzędzia do wygniatania
FAn AR. V-UUlL \? <3. ~t>
 FAn AR V-UUlL Wykonane z wysokiej jakości stali nierdzewnej, tulejki V-coil zapewniają powstanie wysokiej jakości gwintu wewnętrznego, odpornego na działanie temperatury i korozji. Unikalna konstrukcja
FAn AR V-UUlL Wykonane z wysokiej jakości stali nierdzewnej, tulejki V-coil zapewniają powstanie wysokiej jakości gwintu wewnętrznego, odpornego na działanie temperatury i korozji. Unikalna konstrukcja
POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE
 WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
Instrukcja do wyciągania zerwanych świec Do świec z gwintem M10x1
 Instrukcja do wyciągania zerwanych świec Do świec z gwintem M10x1 strona 1 / 5 (kod kat. 6041740) Nr Kod kat. 1131040 Nazwa Przyrząd do łamania elektrody świecy 4.0 mm 6041735 6041736 6041749 6041738 6041751
Instrukcja do wyciągania zerwanych świec Do świec z gwintem M10x1 strona 1 / 5 (kod kat. 6041740) Nr Kod kat. 1131040 Nazwa Przyrząd do łamania elektrody świecy 4.0 mm 6041735 6041736 6041749 6041738 6041751
WIERTŁA HSS DO METALU
 WIERTŁA HSS DO METALU STRONA Wiertła NWKa DIN 338 FESTA Professional 1-2 Wiertła NWKa zatoczone DIN 338 FESTA Professional 3 Wiertła NWKa DIN 338 FESTA Standard 4-5 Wiertła NWKa zatoczone DIN 338 FESTA
WIERTŁA HSS DO METALU STRONA Wiertła NWKa DIN 338 FESTA Professional 1-2 Wiertła NWKa zatoczone DIN 338 FESTA Professional 3 Wiertła NWKa DIN 338 FESTA Standard 4-5 Wiertła NWKa zatoczone DIN 338 FESTA
WIERTŁA HSS DO METALU
 WIERTŁA HSS DO METALU STRONA Wiertła NWKa DIN 338 FESTA Professional 1-2 Wiertła NWKa zatoczone DIN 338 FESTA Professional 3 Wiertła NWKa DIN 338 FESTA Standard 4-5 Wiertła NWKa zatoczone DIN 338 FESTA
WIERTŁA HSS DO METALU STRONA Wiertła NWKa DIN 338 FESTA Professional 1-2 Wiertła NWKa zatoczone DIN 338 FESTA Professional 3 Wiertła NWKa DIN 338 FESTA Standard 4-5 Wiertła NWKa zatoczone DIN 338 FESTA
1 Wiertła HSS. 2 Wiertła VHM. 3 Wiertła z płytkami wymiennymi. 4 Rozwiertaki i pogłębiacze. 5 Gwintowniki HSS. 7 Płytki do toczenia gwintów 7
 1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
Narzędzia do gwintowania
 Narzędzia gwintowania Wykonanie: EN 22568, kształt zamknięty, z rowkiem na obwodzie, od M3 z nakrojem wstępnym z obu stron. Bez pokrycia. Zastosowanie: Do gwintów metrycznych według ISO 13. Informacja
Narzędzia gwintowania Wykonanie: EN 22568, kształt zamknięty, z rowkiem na obwodzie, od M3 z nakrojem wstępnym z obu stron. Bez pokrycia. Zastosowanie: Do gwintów metrycznych według ISO 13. Informacja
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
6 Frezy cyrkulacyjne do gwintów 6
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi System Quadrogon Str. 50+51 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS - Frezowanie cyrkulacyjne Gwint Frezy cyrkulacyjne do gwintów
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi System Quadrogon Str. 50+51 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS - Frezowanie cyrkulacyjne Gwint Frezy cyrkulacyjne do gwintów
TERMOFORMOWANIE OTWORÓW
 TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
WIERTŁA STOPNIOWE. profiline
 WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
Zestaw gwintowników ręcznych, HSS, DIN 352. Długość gwintu
 Zestaw owników ręcznych, HSS, DIN 352 metryczny ISO DIN 13 prawotnący pole tolerancji ISO2 (6H) do stali o twardości około 1000 N/ 2 zestaw 3-częściowy, składa się ze zdzieraka, ownika pośredniego oraz
Zestaw owników ręcznych, HSS, DIN 352 metryczny ISO DIN 13 prawotnący pole tolerancji ISO2 (6H) do stali o twardości około 1000 N/ 2 zestaw 3-częściowy, składa się ze zdzieraka, ownika pośredniego oraz
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/B
 GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/B Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/B Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
Ikony. Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe. Aluminium i inne materiały nieżelazne. Stale hartowane i żeliwa utwardzone
 Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
HSS SUPER HSS SPRINT. mm mm mm w opk. /szt. wiertła kręte przeznaczone w szczególności do wiertarek ręcznych z wysokogatunkowej stali szybkotnącej HSS
 Sugerowane ceny katalogowe netto w EUR HSS SPRINT HSS SUPER L Wiertła do metalu HSS Sprint wiertła kręte przeznaczone w szczególności do wiertarek ręcznych z wysokogatunkowej stali szybkotnącej HSS szlif
Sugerowane ceny katalogowe netto w EUR HSS SPRINT HSS SUPER L Wiertła do metalu HSS Sprint wiertła kręte przeznaczone w szczególności do wiertarek ręcznych z wysokogatunkowej stali szybkotnącej HSS szlif
Wiertła do metalu Wiertła SPiralNe HSS-tiN do ekstremalnych obciążeń w przemyśle i rzemiośle met iertła al u Polecane do obróbki: Kasety z wiertłami
 SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
Naprawa gwintów za pomocą 0180/11.04
 Naprawa gwintów za pomocą 0180/11.04 Przykłady napraw gwintów z zastosowaniem zestawów naprawczych HELICOIL plus Zestaw naprawczy do gwintu pod świecę zapłonową Technologia HELICOIL plus jest uznanym sposobem
Naprawa gwintów za pomocą 0180/11.04 Przykłady napraw gwintów z zastosowaniem zestawów naprawczych HELICOIL plus Zestaw naprawczy do gwintu pod świecę zapłonową Technologia HELICOIL plus jest uznanym sposobem
» Narzędzie do Naprawy gwintów
 » Narzędzie do Naprawy gwintów gwintowniki Dzięki gwintownikom RUKO do gwintów zewnętrznych i wewnętrznych zaoszczędzą Państwo koszty prac konserwacyjnych i instalacyjnych, na budowie i w rolnictwie, a
» Narzędzie do Naprawy gwintów gwintowniki Dzięki gwintownikom RUKO do gwintów zewnętrznych i wewnętrznych zaoszczędzą Państwo koszty prac konserwacyjnych i instalacyjnych, na budowie i w rolnictwie, a
_L68_POL:C:\Documents and Settings\auricchior\Desktop\L68_POL_NW\ _L68_POL_27.qxp. Łańcuchy zapasowe do kluczy model 386A
 0027-004_68_PO:C:\Documents and Settings\auricchior\Desktop\68_PO_NW\0027-004_68_PO_27.qxp 08//20 8 86A/RC 92A Klucze taśmowe do rur dwukierunkowe Łańcuchy zapasowe do kluczy model 86A Szczypce nastawne
0027-004_68_PO:C:\Documents and Settings\auricchior\Desktop\68_PO_NW\0027-004_68_PO_27.qxp 08//20 8 86A/RC 92A Klucze taśmowe do rur dwukierunkowe Łańcuchy zapasowe do kluczy model 86A Szczypce nastawne
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
Przegląd produktów i zastosowań:
 WIERTŁA STOPNIOWE Przegląd produktów i zastosowań: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
WIERTŁA STOPNIOWE Przegląd produktów i zastosowań: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
WIERTŁA HSS DO METALU. NAWIERTAKI DO NAKIEŁKÓW DIN 338 FESTA Professional 27
 WIERTŁA HSS DO METALU STRONA Wiertła NWKa DIN 338 STEERN Professional 1-2 Wiertła NWKa zatoczone DIN 338 STEERN Professional 3 Wiertła NWKa DIN 338 FESTA Standard 4-5 Wiertła NWKa zatoczone DIN 338 FESTA
WIERTŁA HSS DO METALU STRONA Wiertła NWKa DIN 338 STEERN Professional 1-2 Wiertła NWKa zatoczone DIN 338 STEERN Professional 3 Wiertła NWKa DIN 338 FESTA Standard 4-5 Wiertła NWKa zatoczone DIN 338 FESTA
INSTRUKCJA OBSŁUGI NITOWNICY RĘCZNEJ DWURAMIENNEJ VNG 361
 INSTRUKCJA OBSŁUGI NITOWNICY RĘCZNEJ DWURAMIENNEJ VNG 361 DYSTRYBUTOR: NIROSTAL Sp. z o.o. Al. Niepodległości 710A, 81-853 Sopot tel/fax 058 341 92 02 tel. 058 741 87 25 fax. 058 741 87 26 tel kom. +48
INSTRUKCJA OBSŁUGI NITOWNICY RĘCZNEJ DWURAMIENNEJ VNG 361 DYSTRYBUTOR: NIROSTAL Sp. z o.o. Al. Niepodległości 710A, 81-853 Sopot tel/fax 058 341 92 02 tel. 058 741 87 25 fax. 058 741 87 26 tel kom. +48
WIERTŁA DO DREWNA WIERTŁA SPIRALNE DO DREWNA SUPER WIERTŁA SPIRALNE DO DREWNA STANDARD
 SPIRALNE SUPER l Wiertło spiralne do drewna z dwoma krajakami bocznymi l Wykonane z odpornej na ścieranie stali chromowo-wanadowej (CV) l Wiertło posiada podwójny grzbiet spirali prowadzącej l Zapobiega
SPIRALNE SUPER l Wiertło spiralne do drewna z dwoma krajakami bocznymi l Wykonane z odpornej na ścieranie stali chromowo-wanadowej (CV) l Wiertło posiada podwójny grzbiet spirali prowadzącej l Zapobiega
Nowe rozwiązania obróbka otworów
 P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
Instrukcje Krok po kroku Wkręcanie w metal
 Instrukcje Krok po kroku Wkręcanie w metal Śruby i wkręty Wyróżnia się następujące kształty łbów śrub i wkrętów do elementów metalowych: 1. łeb sześciokątny 2. łeb kulisty 3. łeb stożkowy 4. łeb walcowy
Instrukcje Krok po kroku Wkręcanie w metal Śruby i wkręty Wyróżnia się następujące kształty łbów śrub i wkrętów do elementów metalowych: 1. łeb sześciokątny 2. łeb kulisty 3. łeb stożkowy 4. łeb walcowy
Gwinty drobnozwojne. Zarys częściowy płaska powierzchnia natarcia (NTF i NTK): Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne
: Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne") poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
12105 Wykonanie DIN 335, kąt wierzchołkowy Wykonanie DIN 347, kąt wierzchołkowy 120. mm mm mm mm
 Inklusive 1215-1217 Pogłębiacze stożkowe - Wieloostrzowe - Prawotnące - Chwyt cylindryczny (Kształt A) Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak:
Inklusive 1215-1217 Pogłębiacze stożkowe - Wieloostrzowe - Prawotnące - Chwyt cylindryczny (Kształt A) Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak:
GWINTOWNIKI MASZYNOWE
 WYSOKOWYDAJNE GWINTOWNIKI MASZYNOWE POWLEKANE AZOTKIEM TYTANU TiN 2300 HV GWINTOWNIKI BEZWIÓROWE JEDEN RODZAJ GWINTOWNIKA DO WIELU GATUNKÓW MATERIAŁÓW ORAZ DO OTWORÓW PRZELOTOWYCH I NIEPRZELOTOWYCH WIĘKSZE
WYSOKOWYDAJNE GWINTOWNIKI MASZYNOWE POWLEKANE AZOTKIEM TYTANU TiN 2300 HV GWINTOWNIKI BEZWIÓROWE JEDEN RODZAJ GWINTOWNIKA DO WIELU GATUNKÓW MATERIAŁÓW ORAZ DO OTWORÓW PRZELOTOWYCH I NIEPRZELOTOWYCH WIĘKSZE
TOKAREK UNIWERSALNYCH
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
partner w gwintowaniu
 partner w gwintowaniu Oferujemy Państwu rozszerzony program narzędzi do wykonywania gwintów: gwintowniki i narzynki, wygniataki, frezy do gwintów z węglika HM, noże tokarskie z wymiennymi płytkami HM do
partner w gwintowaniu Oferujemy Państwu rozszerzony program narzędzi do wykonywania gwintów: gwintowniki i narzynki, wygniataki, frezy do gwintów z węglika HM, noże tokarskie z wymiennymi płytkami HM do
Uwaga: Nie nadają się do otworów nieprzelotowych (ślepych). HSS
. HSS") ß 300 Z uchwytem cylindrycznym i czopem czworokątnym, prawotnące, lewoskrętne 7-8, nakrój ok /4 długości ostrzy tnących (, dokładność H7 Wysokowydajna stal szybkotnąca Rozwiertaki ręczne DIN 206 Nie nadają
ß 300 Z uchwytem cylindrycznym i czopem czworokątnym, prawotnące, lewoskrętne 7-8, nakrój ok /4 długości ostrzy tnących (, dokładność H7 Wysokowydajna stal szybkotnąca Rozwiertaki ręczne DIN 206 Nie nadają
Gwintownica model 535A Automatic
 RIDGID.EU/NEW Gwintownica model A Automatic A z opcjonalnym stojakiem na maszynę 200A Wyposażenie standardowe: tylko napęd: Obcinak: model 820 Rozwiertak: model 4 Olej: litrów płynu do gwintowania Zapasowe
RIDGID.EU/NEW Gwintownica model A Automatic A z opcjonalnym stojakiem na maszynę 200A Wyposażenie standardowe: tylko napęd: Obcinak: model 820 Rozwiertak: model 4 Olej: litrów płynu do gwintowania Zapasowe
Strony...556-559. Strona...560. Strona...561 GRUPA ZESTAWY ŚRUB I NAKRĘTEK GRUPA GRUPA GRUPA GRUPA KOŁKI STALOWE PRĘTY GWINTOWANE KOŁKI GWINTOWANE
 ZESTAWY ŚRUB I NAKRĘTEK Strony..........556-559 635 WKRĘTY DO DREWNA KOŁKI STALOWE 650 651 KOŁKI GWINTOWANE 670 PRĘTY GWINTOWANE Strona......................560 Strona......................561 Strona......................561
ZESTAWY ŚRUB I NAKRĘTEK Strony..........556-559 635 WKRĘTY DO DREWNA KOŁKI STALOWE 650 651 KOŁKI GWINTOWANE 670 PRĘTY GWINTOWANE Strona......................560 Strona......................561 Strona......................561
POWRÓT DO STRONY GŁÓWNEJ BAHCO
 WIERTŁ HO 733 HO WIERTŁ obór wierteł Materiał w którym chcesz wiercić oraz rodzaj otworu określa rodzaj wiertła, który powinieneś użyć. Kilka wskazówek na temat doboru wierteł. Wiertła piórkowe Przeznaczone
WIERTŁ HO 733 HO WIERTŁ obór wierteł Materiał w którym chcesz wiercić oraz rodzaj otworu określa rodzaj wiertła, który powinieneś użyć. Kilka wskazówek na temat doboru wierteł. Wiertła piórkowe Przeznaczone
Zestaw do wyciągania złamanych świec M 10x1 RENAULT silniki G9T i G9U (2.2 i 2.5-Commonrail silniki diesel)
") Strona 1 / 9 Zestaw do wyciągania złamanych świec M 10x1 RENAULT silniki G9T i G9U (2.2 i 2.5-Commonrail silniki diesel) Nr Kod Nazwa Ilość 6041870 Zestaw składa się z: 1 6041887 Wyciągające gwintowane
Strona 1 / 9 Zestaw do wyciągania złamanych świec M 10x1 RENAULT silniki G9T i G9U (2.2 i 2.5-Commonrail silniki diesel) Nr Kod Nazwa Ilość 6041870 Zestaw składa się z: 1 6041887 Wyciągające gwintowane
wiertła do drewna Polecane do obróbki: miękkiego i twardego drewna, płyt wiórowych powlekanych lub fornirowanych oraz płyt pilśniowych twardych
 wiertła do drewna SPIRALNE SUPER l Wiertło spiralne do drewna z dwoma krajakami bocznymi l Wykonane z odpornej na ścieranie stali chromowo-wanadowej (CV) l Wiertło posiada podwójny grzbiet spirali prowadzącej
wiertła do drewna SPIRALNE SUPER l Wiertło spiralne do drewna z dwoma krajakami bocznymi l Wykonane z odpornej na ścieranie stali chromowo-wanadowej (CV) l Wiertło posiada podwójny grzbiet spirali prowadzącej
Wydajność potrzebuje jakości.
 Inklusive 131 - Z chwytem cylindrycznym i czworokątnym - Lewoskrętne 7-8 - Kąt natarcia około 1/4 długości ostrza (l 2 ) - Dokładność Rozwiertaki ręczne DIN 26. Nie nadają się do otworów nieprzelotowych
Inklusive 131 - Z chwytem cylindrycznym i czworokątnym - Lewoskrętne 7-8 - Kąt natarcia około 1/4 długości ostrza (l 2 ) - Dokładność Rozwiertaki ręczne DIN 26. Nie nadają się do otworów nieprzelotowych
Nowe produkty. Rozszerzenie programu. WTX UNI Upgrade. WTX Feed UNI WTX TB. WTX głowiczki wymienne. Film: WTX UNI Upgrade. Film: WTX Feed UNI
 Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
Profesjonalne narzędzia
 Profesjonalne narzędzia SPIS TREŚCI Narzędzia 3 Nawiertaki 3 Wiertła do metalu 8 Frezy 9 Pogębiacze 10 Gwintowniki 13 Narzynki 14 Zestawy narzynek i gwintowników 15 Klucze dynamometryczne 15 Klucze płaskie
Profesjonalne narzędzia SPIS TREŚCI Narzędzia 3 Nawiertaki 3 Wiertła do metalu 8 Frezy 9 Pogębiacze 10 Gwintowniki 13 Narzynki 14 Zestawy narzynek i gwintowników 15 Klucze dynamometryczne 15 Klucze płaskie
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Nowości produkcyjne. Budowa tłoczników i wykrojników 2014. Prowadzenie modułowe. Kompaktowe prowadzenie. Katalog Onlin
 Nowości produkcyjne Budowa tłoczników i wykrojników 2014.8.3.1 Katalog CD 5 e Katalog Onlin Rozszerzenie asortymentu naszych produktów jest odpowiedzią na Państwa uwagi i sugestie. Dzięki temu, jako Państwa
Nowości produkcyjne Budowa tłoczników i wykrojników 2014.8.3.1 Katalog CD 5 e Katalog Onlin Rozszerzenie asortymentu naszych produktów jest odpowiedzią na Państwa uwagi i sugestie. Dzięki temu, jako Państwa
12101 Wykonanie DIN 334, kąt wierzchołkowy Wykonanie DIN 335, kąt wierzchołkowy Wykonanie DIN 347, kąt wierzchołkowy 120.
 2-27 Wieloostrzowy, prawotnący, uchwyt cylindryczny (kształt A). Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak: stal, żeliwo, metale kolorowe i lekkie
2-27 Wieloostrzowy, prawotnący, uchwyt cylindryczny (kształt A). Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak: stal, żeliwo, metale kolorowe i lekkie
Gwinciarki półautomatyczne
 Gwinciarki półautomatyczne REMS Unimat for Professionals Wysoce ekonomiczne Do produkcji jednostkowej i seryjnej Łatwe w obsłudze Krótkie czasy przezbrajania Trzpienie Rury Stal zbrojeniowa Metryczne trzpienie
Gwinciarki półautomatyczne REMS Unimat for Professionals Wysoce ekonomiczne Do produkcji jednostkowej i seryjnej Łatwe w obsłudze Krótkie czasy przezbrajania Trzpienie Rury Stal zbrojeniowa Metryczne trzpienie
Wiertła spiralne. Wielk. ostrza...grubość ostrza (mm) Wym. wewn...wymiary wewnźtrzne (mm) Zakres bad...zakres badania (Volt)
 Wym. wewn...wymiary wewnźtrzne (mm) Zakres bad...zakres badania (Volt)") Wiertła spiralne Wiertło kręte DIN 338/HSS typ N Kąt klingi 118, kąt pochylenia linii śrubowej 25-35, tolerancja Ø h 8, stal szybkotnąca o podwyższonej wydajności skrawania; do wiercenia stali i staliwa
Wiertła spiralne Wiertło kręte DIN 338/HSS typ N Kąt klingi 118, kąt pochylenia linii śrubowej 25-35, tolerancja Ø h 8, stal szybkotnąca o podwyższonej wydajności skrawania; do wiercenia stali i staliwa
WIERTŁA ŁUSZCZENIOWE DO BLACHY. profiline
 WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/A
 GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/A Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
GWINTOWNICA PNEUMATYCZNA PISTOLETOWA GW702B2/A Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
Nr zam
 Wiertła Przegląd gwintowników ręcznych i maszynowych Rodzaj gwintu M M-LH M MF BSW G UF UC MF Kolor pierścienia r 1604 1612 1618 1627 1635 1640 1650 1647 1648 Zakres gwintu M1M30 M3M20 M2M20 M2M52 W 1/8"
Wiertła Przegląd gwintowników ręcznych i maszynowych Rodzaj gwintu M M-LH M MF BSW G UF UC MF Kolor pierścienia r 1604 1612 1618 1627 1635 1640 1650 1647 1648 Zakres gwintu M1M30 M3M20 M2M20 M2M52 W 1/8"
1 Obróbka. Rozwiertaki. Pokrętła do mocowania rozwiertaków ręcznych są dostępne na Ç 1/222. 1/130. Rozwiertaki ręczne DIN 206-B HSS. H7 ok.
 Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długim stożkowym nakrojem (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko powstawania
Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długim stożkowym nakrojem (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko powstawania
WIERTARKA PNEUMATYCZNA PISTOLETOWA WI426C2
 WIERTARKA PNEUMATYCZNA PISTOLETOWA WI426C2 Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
WIERTARKA PNEUMATYCZNA PISTOLETOWA WI426C2 Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
Zespół Szkół Samochodowych im. Tadeusza Kościuszki ul. Leśna 1a Podstawy Konstrukcji Maszyn Techniki Wytwarzania. Temat: Prace ślusarskie.
 Zespół Szkół Samochodowych im. Tadeusza Kościuszki ul. Leśna 1a Podstawy Konstrukcji Maszyn Techniki Wytwarzania. Temat: Prace ślusarskie. 23.02.2016 Podstawy Konstrukcji Maszyn 1 PRZEBIEG LEKCJI: 1. Ślusarstwo.
Zespół Szkół Samochodowych im. Tadeusza Kościuszki ul. Leśna 1a Podstawy Konstrukcji Maszyn Techniki Wytwarzania. Temat: Prace ślusarskie. 23.02.2016 Podstawy Konstrukcji Maszyn 1 PRZEBIEG LEKCJI: 1. Ślusarstwo.
Sprawdzone w praktyce wiertło spiralne z ostrzem centrującym i dwoma ostrzami odsadzonymi. Średnica: 3,0-30,0 mm, 6,0-20,0 mm przedłużone.
 1 Profesjonalna jakość dla rzemiosła: wiertła do drewna firmy HAWERA 1. Wiertło do drewna SUPER: Wiertło spiralne do drewna twardego i miękkiego z ostrzem centrującym i 2 krajakami bocznymi, do precyzyjnego
1 Profesjonalna jakość dla rzemiosła: wiertła do drewna firmy HAWERA 1. Wiertło do drewna SUPER: Wiertło spiralne do drewna twardego i miękkiego z ostrzem centrującym i 2 krajakami bocznymi, do precyzyjnego
1 Wiertła HSS 1. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
SZLIFIERKO-FREZARKA PNEUMATYCZNA PROSTA SF25, SFD25
 SZLIFIERKO-FREZARKA PNEUMATYCZNA PROSTA SF25, SFD25 Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A.
SZLIFIERKO-FREZARKA PNEUMATYCZNA PROSTA SF25, SFD25 Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A.
SZABLON DO WIERCENIA OTWORÓW POD ZŁĄCZKĘ CABINEO
 SZABLON DO WIERCENIA OTWORÓW POD ZŁĄCZKĘ CABINEO AGENCJA AMK Sp. z o.o. Sp.k. PL 61-003 Poznań, ul. Św. Wincentego 10 Tel.: (+48 61) 879 99 25, Fax: (+48 61) 853 28 49 www.agencja-amk.pl 1/7 Spis treści
SZABLON DO WIERCENIA OTWORÓW POD ZŁĄCZKĘ CABINEO AGENCJA AMK Sp. z o.o. Sp.k. PL 61-003 Poznań, ul. Św. Wincentego 10 Tel.: (+48 61) 879 99 25, Fax: (+48 61) 853 28 49 www.agencja-amk.pl 1/7 Spis treści
Elementy do maszyn i przyrządów
 Elementy do maszyn i przyrządów 853 K0697 Śruby dwustronne DIN 6379 Materiał: Stal do ulepszania cieplnego. KIPP Śruby dwustronne DIN 6379 Nr Zamówienia D L B1 B2 Ciężar ok. g Wersja: Gwint walcowy. M6
Elementy do maszyn i przyrządów 853 K0697 Śruby dwustronne DIN 6379 Materiał: Stal do ulepszania cieplnego. KIPP Śruby dwustronne DIN 6379 Nr Zamówienia D L B1 B2 Ciężar ok. g Wersja: Gwint walcowy. M6
PIŁA ELEKTRYCZNA DO METALU
 PIŁA ELEKTRYCZNA DO METALU INSTRUKCJA OBSŁUGI 2 SPIS TREŚCI I. ZASTOSOWANIE... 2 II. WYMIARY I PARAMETRY TECHNICZNE... 2 III. KONSTRUKCJA PIŁY... 3 IV. SMAROWANIE... 4 V. PRZEGLĄD I KONSERWACJA... 4 VI.
PIŁA ELEKTRYCZNA DO METALU INSTRUKCJA OBSŁUGI 2 SPIS TREŚCI I. ZASTOSOWANIE... 2 II. WYMIARY I PARAMETRY TECHNICZNE... 2 III. KONSTRUKCJA PIŁY... 3 IV. SMAROWANIE... 4 V. PRZEGLĄD I KONSERWACJA... 4 VI.
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA KRĘTE
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA KRĘTE Wiertło kręte DIN 338 TL 3000 Uniwersalne wiertło do większych głębokości nadaje się szczególnie dobrze. Zastępuje w wielu zakresach typy N, H i W. Szlif ostrza:
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA KRĘTE Wiertło kręte DIN 338 TL 3000 Uniwersalne wiertło do większych głębokości nadaje się szczególnie dobrze. Zastępuje w wielu zakresach typy N, H i W. Szlif ostrza:
1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w tabeli. 3 Większość wierteł jest oferowanych z różnego rodzaju chwytami.
 pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
GRUPA. Śruby z łbem 604 stożkowym z gniazdem sześciokątnym. zaokrąglonym z gniazdem sześciokątnym. Strony wkręty do GRUPA
 grupa Śruby z łbem 600 walcowym z gniazdem sześciokątnym Strona......626 634 GRUPA 602 Śruby dociskowe bez łba GRUPA Śruby z łbem 604 stożkowym z gniazdem sześciokątnym GRUPA 604 Śruby z łbem zaokrąglonym
grupa Śruby z łbem 600 walcowym z gniazdem sześciokątnym Strona......626 634 GRUPA 602 Śruby dociskowe bez łba GRUPA Śruby z łbem 604 stożkowym z gniazdem sześciokątnym GRUPA 604 Śruby z łbem zaokrąglonym
Obróbka skrawaniem OBRÓBKA SKRAWANIEM
 OBRÓBKA SKRAWANIEM 1/4 1/35 Wiertło od strony 1/5 od strony 1/6 od strony 1/10 1/37 1/51 Pogłębiacz od strony 1/38 od strony 1/39 od strony 1/39 1/52 1/53 Rozwiertaki od strony 1/52 od strony 1/52 od strony
OBRÓBKA SKRAWANIEM 1/4 1/35 Wiertło od strony 1/5 od strony 1/6 od strony 1/10 1/37 1/51 Pogłębiacz od strony 1/38 od strony 1/39 od strony 1/39 1/52 1/53 Rozwiertaki od strony 1/52 od strony 1/52 od strony
bez łba Strona...620 Strony...596-602 Śruby pasowane z łbem walcowym Śruby z łbem zestawy elem. z gniazdem sześciokątnym Strony...
 600 Śruby z łbem walcowym z gniazdem sześciokątnym 602 Śruby dociskowe bez łba Strony.........596602 Strona.....................603 604 Śruby z łbem stożkowym z gniazdem sześciokątnym 604 Śruby z łbem
600 Śruby z łbem walcowym z gniazdem sześciokątnym 602 Śruby dociskowe bez łba Strony.........596602 Strona.....................603 604 Śruby z łbem stożkowym z gniazdem sześciokątnym 604 Śruby z łbem
HSS. Stale do 62 HRC. Stale do 56 HRC
 Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długą stożkową częścią wejściową (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko
Rozwiertaki ręczne Wykonanie: HSS, 206-B, ze spiralą lewoskrętna 7 i długą stożkową częścią wejściową (ok. 1/3 długości ostrza). Nierówna podziałka międzyostrzowa zapewnia kładność otwory i niweluje ryzyko
KOMPETENCJI W PRECYZJI I JAKOSC ŁUSZCZENIOWE DO BLACHY WIERTŁA
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
Narzędzia do obróbki PVC aluminium i stali.
 Narzędzia do obróbki PVC aluminium i stali Z P H F R E Z W I D s p. j u l. P i ł s u d s k i e g o 7 B, 3 2-0 5 0 S k a w i n a Produkujemy narzędzia o983 roku. Frezwid to przede wszystkim różnorodność
Narzędzia do obróbki PVC aluminium i stali Z P H F R E Z W I D s p. j u l. P i ł s u d s k i e g o 7 B, 3 2-0 5 0 S k a w i n a Produkujemy narzędzia o983 roku. Frezwid to przede wszystkim różnorodność
wyjście danych RS232 (RB6)
") DOKŁADNOŚĆ I PRECYZJA! WAŻNA DO 21122014 Oferta specjalna nr 16 LUB WYCZERPANIA ASORTYMENTU Certyfikacja wg DIN EN ISO 9001:2008 Numer rejestru: 12 100 12704 TMS Suwmiarka cyfrowa, system Absolute, DIN
DOKŁADNOŚĆ I PRECYZJA! WAŻNA DO 21122014 Oferta specjalna nr 16 LUB WYCZERPANIA ASORTYMENTU Certyfikacja wg DIN EN ISO 9001:2008 Numer rejestru: 12 100 12704 TMS Suwmiarka cyfrowa, system Absolute, DIN
Gwinciarki półautomatyczne
 Gwinciarki półautomatyczne REMS Unimat 75 REMS Unimat 77 for Professionals Wysoce ekonomiczne Do produkcji jednostkowej i seryjnej Łatwe w obsłudze Krótkie czasy przezbrajania Sworznie Rury Stal zbrojeniowa
Gwinciarki półautomatyczne REMS Unimat 75 REMS Unimat 77 for Professionals Wysoce ekonomiczne Do produkcji jednostkowej i seryjnej Łatwe w obsłudze Krótkie czasy przezbrajania Sworznie Rury Stal zbrojeniowa
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I
 ...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno
 WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno Dla otworów o różnym kącie pochylenia płaszczyzny Kąt wierzchołkowy 180 pozwala na wiercenie płaskich, nachylonych i zakrzywionych powierzchni MODEL OPIS
WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno Dla otworów o różnym kącie pochylenia płaszczyzny Kąt wierzchołkowy 180 pozwala na wiercenie płaskich, nachylonych i zakrzywionych powierzchni MODEL OPIS
INSTRUKCJA NAWIERCANIA RUROCIĄGÓW PRZY POMOCY PRZYRZĄDU DO NAWIERCANIA HAWLE NR. KAT. 5800PL
 INSTRUKCJA NAWIERCANIA RUROCIĄGÓW PRZY POMOCY PRZYRZĄDU DO NAWIERCANIA HAWLE NR. KAT. 5800PL 1 SPIS TREŚCI: 1. PRZYRZĄDY DO NAWIERCANIA 2. INSTRUKCJA NAWIERCANIA ZA POMOCĄ PRZYRZĄDU DO NAWIERCANIA HAWLE
INSTRUKCJA NAWIERCANIA RUROCIĄGÓW PRZY POMOCY PRZYRZĄDU DO NAWIERCANIA HAWLE NR. KAT. 5800PL 1 SPIS TREŚCI: 1. PRZYRZĄDY DO NAWIERCANIA 2. INSTRUKCJA NAWIERCANIA ZA POMOCĄ PRZYRZĄDU DO NAWIERCANIA HAWLE
FREZARKA PNEUMATYCZNA PROSTA F24C, FD24C, FD24C/S
 FREZARKA PNEUMATYCZNA PROSTA F24C, FD24C, FD24C/S Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul.
FREZARKA PNEUMATYCZNA PROSTA F24C, FD24C, FD24C/S Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul.
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 21/13
 PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Porady montażowe dotyczące wymiany paska zębatego Na przykładzie Renault Clio II 1,6 16V kod silnika K4M 748
 Technical Info www contitech de Porady montażowe dotyczące wymiany paska zębatego Na przykładzie Renault Clio II 1,6 16V kod silnika K4M 748 Silnik Clio II 1,6 16V- w różnych wariantach pojemnościowych
Technical Info www contitech de Porady montażowe dotyczące wymiany paska zębatego Na przykładzie Renault Clio II 1,6 16V kod silnika K4M 748 Silnik Clio II 1,6 16V- w różnych wariantach pojemnościowych
NOWOŚCI PRODUKCYJNE WYPOSAŻENIE WARSZTATU I / ,00 GESM 1200 MIKROSILNIK TECHNOLOGIA OBRÓBKI POWIERZCHNI
 NOWOŚCI PRODUKCYJNE WYPOSAŻENIE WARSZTATU I / 2018 GESM 1200 MIKROSILNIK Nowy mikrosilnik GESM 1200 zapewnia wysoką wydajność usuwania materiału podczas obróbki powierzchni. TECHNOLOGIA OBRÓBKI POWIERZCHNI
NOWOŚCI PRODUKCYJNE WYPOSAŻENIE WARSZTATU I / 2018 GESM 1200 MIKROSILNIK Nowy mikrosilnik GESM 1200 zapewnia wysoką wydajność usuwania materiału podczas obróbki powierzchni. TECHNOLOGIA OBRÓBKI POWIERZCHNI
GEOMETRIA GWINTÓW Pracę wykonał Mateusz Szatkowski 1h.
 GEOMETRIA GWINTÓW Pracę wykonał Mateusz Szatkowski 1h. Gwint to śrubowe nacięcie na powierzchni walcowej lub stożkowej, zewnętrznej lub wewnętrznej. Komplementarne gwinty wewnętrzny i zewnętrzny mają tak
GEOMETRIA GWINTÓW Pracę wykonał Mateusz Szatkowski 1h. Gwint to śrubowe nacięcie na powierzchni walcowej lub stożkowej, zewnętrznej lub wewnętrznej. Komplementarne gwinty wewnętrzny i zewnętrzny mają tak
Wiertła modułowe. System wierteł modułowych KenTIP. Zastosowanie podstawowe
 System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
WIERTARKA PNEUMATYCZNA PISTOLETOWA WI608D2 WI418D2
 WIERTARKA PNEUMATYCZNA PISTOLETOWA WI608D2 WI418D2 Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul.
WIERTARKA PNEUMATYCZNA PISTOLETOWA WI608D2 WI418D2 Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul.
Koła ręczne, korby, wskaźniki położenia
 Koła ręczne, korby, wskaźniki położenia 379 K0725 Kółka ręczne 2-ramienne z tworzywa sztucznego H H2 Koło ręczne z poliamidu wzmocnionego i stabilizowanego. Kołpak z poliamidu. Tuleja przelotowa ze stali.
Koła ręczne, korby, wskaźniki położenia 379 K0725 Kółka ręczne 2-ramienne z tworzywa sztucznego H H2 Koło ręczne z poliamidu wzmocnionego i stabilizowanego. Kołpak z poliamidu. Tuleja przelotowa ze stali.
NARZĘDZIA DO USUWANIA ZADZIORÓW. profiline
 NRZĘDZI DO USUWNI ZDZIORÓW profiline Uniwersalna rękojeść Unigrat zaprojektowana zgodnie z najnowszymi osiągnięciami ergonomii Obsługa jedną ręką Głowicę blokującą można odsunąć kciukiem lub palcem wskazującym.
NRZĘDZI DO USUWNI ZDZIORÓW profiline Uniwersalna rękojeść Unigrat zaprojektowana zgodnie z najnowszymi osiągnięciami ergonomii Obsługa jedną ręką Głowicę blokującą można odsunąć kciukiem lub palcem wskazującym.
» MASZYNY DO RDZENIOWANIA I FREZARKA KRAWĘDZIOWA
 » MASZYNY DO RDZENIOWANIA I FREZARKA KRAWĘDZIOWA Maszyny do rdzeniowania Ręczna maszyna do rdzeniowania RSH 1300 Silnik o dużej mocy, optymalnie ustawiana liczba obrotów oraz ręczny typ konstrukcji zapewniają
» MASZYNY DO RDZENIOWANIA I FREZARKA KRAWĘDZIOWA Maszyny do rdzeniowania Ręczna maszyna do rdzeniowania RSH 1300 Silnik o dużej mocy, optymalnie ustawiana liczba obrotów oraz ręczny typ konstrukcji zapewniają