SNAKE 160GDM SNAKE 200GDM SNAKE 180PFC
|
|
|
- Bogusław Janiszewski
- 6 lat temu
- Przeglądów:
Transkrypt
1 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH SNAKE 160GDM SNAKE 200GDM SNAKE 180PFC UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć wykwalifikowany personel odpowiedzialny za instalację, konserwację, przeglądy okresowe i naprawę urządzenia. 2. W celu zapewnienia bezpieczeństwa przed pracą z urządzeniem należy dokładnie i z pełnym zrozumieniem zapoznać się z poniższą instrukcją obsługi. 3. Po zapoznaniu się z poniższą instrukcją obsługi należy umieścić ją w miejscu dostępnym dla innych użytkowników urządzenia

2 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertera spawalniczego, można dokonać tylko po dokładnym zapoznaniu się z niniejszą instrukcją obsługi. Jeśli nie uda się w pełni zrozumieć jej treści, aby rozwiązać problem, należy skontaktować się z dostawcą, lub centrum serwisowym. Nieprzestrzeganie zaleceń zawartych w tej instrukcji może narazić użytkownika na poważne obrażenia ciała, śmierć lub uszkodzenia samego urządzenia. Nie można dopuszczać dzieci w pobliże miejsca pracy urządzenia. Osoby z wszczepionym rozrusznikiem serca zanim podejmą pracę z tym urządzeniem, powinny skonsultować się ze swoim lekarzem. Obsługa serwisowa i naprawa tego urządzenia mogą być prowadzone przez wykwalifikowany personel, z zachowaniem warunków bezpieczeństwa pracy obowiązujących dla urządzeń elektrycznych. Przeróbki we własnym zakresie mogą spowodować zmianę cech użytkowych urządzenia, lub pogorszenie parametrów spawalniczych. Wszelkie przeróbki urządzenia, we własnym zakresie, powodują nie tylko utratę gwarancji, ale mogą być przyczyną pogorszenia się warunków bezpieczeństwa użytkowania i narażenia użytkownika na niebezpieczeństwo porażenia prądem. Niewłaściwe warunki pracy mogą spowodować uszkodzenie urządzenia oraz jego niewłaściwa obsługa, powoduje utratę gwarancji UWAGA: Urządzenie oparte na podzespołach elektronicznych. Szlifowanie i cięcie metali w pobliżu spawarki może spowodować zanieczyszczenie opiłkami wnętrza urządzenia, doprowadzając tym samym do jego uszkodzenia. Wyżej wymienione uszkodzenie nie podlega naprawie gwarancyjnej! W przypadku konieczności pracy w takim środowisku należy dokonywać czyszczenia urządzenia przez przedmuchanie wnętrza spawarki sprężonym powietrzem. INFORMACJE DOTYCZĄCE USUWANIA ZUŻYTEGO SPRZĘTU ELEKTRYCZNEGO I ELEKTRONICZNEGO Powyższy znak umieszczony na urządzeniu informuje, że jest to sprzęt elektryczny lub elektroniczny, którego po zużyciu nie wolno umieszczać z innymi odpadami. Zużyty sprzęt elektryczny i elektroniczny zawiera substancje szkodliwe dla środowiska naturalnego. Nie wolno takiego sprzętu składować na wysypiskach śmieci, musi zostać on poddany recyklingowi. Informacje na temat systemu zbiórki zużytego sprzętu elektrycznego i elektronicznego można uzyskać w punkcie sprzedaży urządzeń, oraz u producenta lub importera. Zakaz umieszczania wraz z innymi odpadami zużytego sprzętu elektrycznego i elektronicznego narzuca na użytkownika dyrektywa europejska 2007/96/WE
3 2. OGÓLNA CHARAKTERYSTYKA Urządzenia inwerterowe Snake 160GDM, Snake 200GDM i Snake 180PFC marki MAGNUM są lekkimi, przenośnymi, źródłami energii. Dla uzyskania jak najlepszych osiągów i niezawodności urządzenia wytwarzane są zgodnie z najbardziej wymagającymi standardami, co zapewnia im znakomite parametry spawalnicze, zarówno dla metody MMA, jak i TIG. Urządzenia inwerterowe Snake GDM i Snake PFC oparte są na najnowszej, najbardziej zaawansowanej technologii wykorzystującej tranzystory IGBT, oraz cyfrowe układy sterujące bazujące na super szybkich procesorach. Jedno-płytowa konstrukcja oparta na tranzystorach IGBT oferuje mocniejszy, bardziej skoncentrowany i stabilniejszy łuku przy jednoczesnym ponad 30% mniejszym zużyciu energii. Efektywność przekracza 84%. Urządzenia inwerterowe z serii Snake GDM i Snake PFC umożliwiają spawania stali węglowych, nierdzewnych, aluminium i innych spawalnych metali kolorowych. Można stosować elektrody o różnych specyfikacjach w tym zasadowe, kwaśne itp. Przeznaczone są do pracy w warunkach przemysłowych stacjonarnych i terenowych, wewnątrz i na zewnątrz pomieszczeń. Urządzenia inwertorowe z serii SNAKE są odpowiednie do spawania konstrukcji, rur, kotłów, zbiorników ciśnieniowych itp. Znajdują zastosowanie wszędzie tam gdzie wymagane jest uzyskanie doskonałej jakości spawania. Wyżej wymienione urządzenia mają możliwość spawania metodą dotykową TIG LIFT. Zapalanie łuku odbywa się przez lekkie potarcie elektrody nietopliwej o spawany materiał. Urządzenia posiadają funkcje: HOT START Gorący Start. Funkcja HOT START gorący start polega na chwilowym zwiększeniu prądu spawania ponad ustawioną wartość w momencie zajarzenia łuku. Zapobiega to zjawisku przyklejania elektrody w początkowej fazie spawania ułatwiając rozpoczęcie całego procesu
4 3. DANE TECHNICZNE DANE MODEL SNAKE 160GDM SNAKE 200GDM SNAKE 180PFC Zasilanie [V] AC, 230 [V] AC, 230 [V] AC, 95 [V] 265 [V] Częstotliwość [Hz] 50 [Hz] 50 [Hz] 50 [Hz] Prąd spawania [A] Output voltage (V) No-load voltage(v) Sprawność [%]/ 40 [ C] Współczynnik mocy (Power factor) (MMA) (MMA) [V] (MMA) (TIG) (TIG) (TIG) [V] (MMA) (TIG) (MMA) (MMA) 20,8-26,4 (MMA) (TIG) (TIG) 10,2-16,4 (TIG) 64(MMA) 58(MMA) (TIG) 15(TIG) 71 40(MMA) 40(MMA) 40 40(TIG) 40(TIG) ,95 Efektywność [%] ~80 ~80 84 Wymagane zabezpieczenie Klasa izolacji IP21S IP21S IP23S Waga [kg] 4, Wymiary [mm] 288*136* *145* *145*

5 4. OPIS PANELU SNAKE 160GDM, FUNKCJE I USTAWIENIA 1. Sygnalizacja przeciążenia/przegrzania 2. Cyfrowe multi-funkcyjne pokrętło regulacyjne. Wciśnięcie i przekręcenie regulacja szybka, zgrubna. Przekręcenie bez naciskania regulacja precyzyjna. 3. Przełącznik funkcji: metoda MMA / metoda TIG LIFT 4. Kontrolka funkcji TIG LIFT 5. Kontrolka funkcji MMA USTAWIENIA Po włączeniu urządzenia zaświeci się cyfrowy wyświetlacz (rys.1). Po trwającym około 5 sekund pulsowaniu wyświetlacza urządzenie przejdzie w tryb spawania zapisany podczas ostatniego zamknięcia urządzenia (np. rys.2) rys 1: wygląd po włączeniu urządzenia rys 2: przykładowy wygląd dla MMA (STICK) USTAWIENIE MMA Aby ustawić spawarkę do spawania elektrodami otulonymi (metoda MMA) należy naciskając przycisk wyboru funkcji 3 podświetlić światełko przy napisie STICK. Wyświetlacz pokaże wówczas cyfrę oznaczającą wartość prądu spawania wyrażoną w amperach [A]. Pokrętłem multi-funkcyjnym 2 można wówczas ustawić prąd spawania w zakresie [A]. USTAWIENIE TIG LIFT Aby ustawić spawarkę do spawania metodą TIG LIFT należy naciskając przycisk wyboru funkcji 3 podświetlić światełko przy napisie LIFT TIG. Wyświetlacz pokaże wówczas cyfrę oznaczającą wartość prądu spawania wyrażoną w amperach [A]. Pokrętłem multi-funkcyjnym 2 można wówczas ustawić prąd spawania w zakresie [A]
6 PAMIĘĆ Po zakończeniu spawania i około 3 sekundach bezczynności wyświetlacz raz zapulsuje. Oznacza to że spawarka zapamiętała bieżące ustawienia i powróci do nich przy ponownym uruchomieniu. WENTYLATOR Po uruchomieniu spawarki i rozpoczęciu spawania wentylator może pozostawać w spoczynku (nie kreci się). Wentylator uruchamia się gdy temperatura we wnętrzu urządzenia przekracza 45 C, a następnie wyłącza się gdy temperatura spadnie do około 35 C OPIS PANELU SNAKE 200GDM, FUNKCJE I USTAWIENIA Rys.3 1. Multi-funkcyjny cyfrowy wyświetlacz 2. Przełącznik wyboru parametrów (MENU) 3. Cyfrowe multi-funkcyjne pokrętło regulacyjne. Wciśnięcie i przekręcenie regulacja szybka, zgrubna. Przekręcenie bez naciskania regulacja precyzyjna. 4. Przełącznik funkcji: metoda MMA / metoda TIG LIFT 5. Kontrolka funkcji TIG LIFT (powyżej jest kontrolka MMA - STICK) USTAWIENIA Po włączeniu urządzenia zaświeci się cyfrowy wyświetlacz (rys.4). Po trwającym około 5 sekund pulsowaniu wyświetlacza urządzenie przejdzie w tryb spawania zapisany podczas ostatniego zamknięcia urządzenia (np. rys.5) Naciskając przycisk 2 MENU można zmienić kolejne możliwe do ustawienia parametry w kółko (w pętli). Jeśli w ciągu 5 sekund po ustawieniu danej wartości nie rozpoczniemy spawać lub ustawiać kolejnej wartości to wyświetlacz powróci do ekranu początkowego. Rys. 4 Rys

7 USTAWIENIA MMA Aby ustawić spawarkę do spawania elektrodami otulonymi (metoda MMA) należy naciskając przycisk wyboru funkcji 4 podświetlić światełko przy napisie STICK. Wyświetlacz pokaże wówczas cyfrę oznaczającą wartość prądu spawania wyrażoną w amperach [A]. Pokrętłem multi-funkcyjnym 3 można wówczas ustawić prąd spawania w zakresie [A]. USTAWIENIA TIG LIFT Aby ustawić spawarkę do spawania w trybie TIG LIFT należy wcisnąć przycisk 4 aby zaświeciła się kontrolka LIFT TIG (rys. 6) i pokaże cyfra oznaczająca prąd spawania skalowana w amperach. Rys. 6 Spawarka w trybie TIG LIFT Rys. 7 Spawarka w trybie TIG LIFT + PULS Urządzeniem SNAKE 200GDM można spawać metodą TIG LIFT w trybie PULS. Należy wcisnąć przycisk 2 MENU aby wyświetlony został symbol taki jak pokazany na rysunku 7. Pokrętłem ustawiamy wartość szczytową prądu spawania. W czasie nie dłuższym niż 5 sekund należy ponownie wcisnąć przycisk 2 MENU aby wyświetlacz pokazał symbol pokazany na rysunku 8 oznaczający częstotliwość pulsacji. Rys. 8 Częstotliwość pulsacji. Pokrętłem można wówczas ustawić częstotliwość wyrażoną w [Hz] w zakresie 0 do 100. Kolejne wciśnięcie przycisku 2 MENU w czasie nie dłuższym niż 5 sekund spowoduje zmianę na wyświetlaczu i umożliwi ustawienie kolejnego parametru: prądu bazowego (dolnej wartości prądu spawania w funkcji puls) rys 9. Wartość ta wyrażona jest w procentach wartości szczytowego prądu spawania. Parametr ten można ustawić w zakresie od 0% do 50% wartości szczytowej prądu spawania
![Rys. 9 Prąd bazowy Aby spawać metodą TIG LIFT bez użycia funkcji puls należy częstotliwość pulsacji ustawić na 0 [Hz] tak jak na rysunku poniżej.](/docs-images/70/62777900/images/8-0.jpg "Inne parametry (prąd bazowy, szczytowy) nie musza być zmieniane bo są wówczas nieaktywne. Rys. 10 Spawanie bez funkcji puls.")
.")
8 Rys. 9 Prąd bazowy Aby spawać metodą TIG LIFT bez użycia funkcji puls należy częstotliwość pulsacji ustawić na 0 [Hz] tak jak na rysunku poniżej. Inne parametry (prąd bazowy, szczytowy) nie musza być zmieniane bo są wówczas nieaktywne. Rys. 10 Spawanie bez funkcji puls. PAMIĘĆ Po zakończeniu spawania i około 3 sekundach bezczynności wyświetlacz raz zapulsuje. Oznacza to że spawarka zapamiętała bieżące ustawienia i powróci do nich przy ponownym uruchomieniu. WENTYLATOR Po uruchomieniu spawarki i rozpoczęciu spawania wentylator może pozostawać w spoczynku (nie kreci się). Wentylator uruchamia się gdy temperatura we wnętrzu urządzenia przekracza 45 C, a następnie wyłącza się gdy temperatura spadnie do około 35 C OPIS PANELU SNAKE 180PFC, FUNKCJE I USTAWIENIA Rys Przycisk zmiany funkcji MMA / TIG LIFT 2. Wyświetlacz 3. Cyfrowe multi-funkcyjne pokrętło regulacyjne. Wciśnięcie i przekręcenie regulacja szybka, zgrubna. Przekręcenie bez naciskania regulacja precyzyjna

9 USTAWIENIA Po podłączeniu spawarki do sieci zasilającej i włączeniu jej zaświeci się wyświetlacz. Po pięciu sekundach spawarka ustawi się w ostatnio zapisanym trybie. Aby zmienić jej ustawienia należy wcisnąć przycisk zmiany funkcji 1 pokazany na rysunku 12. Spawarka wówczas naprzemiennie przełącza się MMA/TIG LIFT Symbol pokazany na rysunku 13 oznacza spawanie metodą MMA (elektroda otulona), a na rysunku 14 spawanie metodą TIG LIFT. Rys. 13 Rys. 14 W obydwu przypadkach pokrętłem multi-funkcyjnym ustawiamy prąd spawania. UWAGA! Należy pamiętać że w przypadku tego urządzenia prąd spawania jest zależny od wartości napięcia zasilającego i wynosi: 95 [V] 180 [V] [A] 110 [A]. 180 [V] 265 [V] [A] 180 [A]. 5. PRZYGOTOWANIE DO PRACY Aby przedłużyć żywotność i niezawodną pracę urządzenia, należy przestrzegać kilku zasad: Urządzenie powinno być umieszczone w dobrze wentylowanym pomieszczeniu, gdzie występuję swobodna cyrkulacja powietrza. Nie umieszczać urządzenia na mokrym podłożu. Sprawdzić stan techniczny urządzenia, przewodów spawalniczych. Usunąć wszelkie łatwopalne materiały z obszaru spawania
10 Do spawania używać odpowiedniej odzieży ochronnej: rękawice, fartuch, buty robocze, maskę lub przyłbicę. 5.1 PODŁĄCZENIE DO SIECI Przed załączeniem tego urządzenia do sieci zasilającej należy sprawdzić wielkość napięcia, ilość faz i częstotliwość. Parametry napięcia zasilającego podane są w rozdziale z danymi technicznymi tej instrukcji i na tabliczce znamionowej urządzenia. Skontrolować połączenia przewodów uziemiających urządzenia z siecią zasilającą. Upewnić się czy sieć zasilająca może zapewnić pokrycie zapotrzebowania mocy wejściowej dla tego urządzenia w warunkach jego normalnej pracy. Wielkość bezpiecznika i parametry przewodu zasilającego podane są w danych technicznych tej instrukcji. Podłączenie i wymiany przewodu zasilania oraz wtyczki powinien dokonać wykwalifikowany elektryk. 5.2 PODŁĄCZENIE PRZEWODÓW SPAWALNICZYCH W METODZIE MMA Przed podłączeniem urządzenia do sieci zasilającej, należy upewnić się czy wyłącznik główny jest w pozycji wyłączonej. Sprawdzić czy urządzenie i instalacja jest uziemiona i zerowana, a przewód masowy zakończony zaciskiem kleszczowym lub śrubowym. W pierwszej kolejności należy określić polaryzacje dla stosowanej elektrody. Należy zapoznać się z danymi technicznymi stosowanej elektrody. Następnie podłączyć kable wyjściowe do gniazd wyjściowych urządzenia o wybranej polaryzacji. Włożyć łącznik z wypustem w linii z odpowiednim wcięciem w gnieździe i obrócić go o około ¼ obrotu zgodnie z ruchem wskazówek zegara. Nie dokręcać wtyku na siłę. 6. SPAWANIE METODĄ MMA Włożyć wtyki kabli spawalniczych do odpowiednich gniazd i zablokować je. Za pomocą zacisku uziemiającego podłączyć spawalniczy kabel masowy do materiału spawanego. Zamocować odpowiednią elektrodę w uchwycie spawalniczym. Włożyć wtyk kabla zasilającego do gniazda sieci zasilającej. Wyłącznikiem zasilania włączyć napięcie zasilające urządzenia. Przy pomocy odpowiedniego pokrętła/przycisku (patrz rozdziały 4 do 4.2) ustawić prąd wyjściowy na wymaganą wartość. Zachowując właściwe zasady można przystąpić do spawania. Dla uniknięcia rozprysków podczas spawania i uzyskania dobrej jakości spawu, należy stosować zalecenia podane przez producenta elektrod: prąd spawania, pozycje spawania, czas i temperaturę suszenia
11 7. SPAWANIE METODĄ TIG LIFT Aby wykorzystać wymienione w tej instrukcji urządzenia do spawania metodą TIG należy posiadać odpowiedni uchwyt spawalniczy. Uchwyt taki musi posiadać wbudowany w rękojeść zaworek pozwalający na otwieranie lub zamykanie wypływu gazu ochronnego. Ponadto należy zwrócić uwagę na zgodność rozmiaru wtyku prądowego z gniazdem spawarki. Włożyć wtyki kabli spawalniczych do odpowiednich gniazd i zablokować je (uchwyt masowy do (+), uchwyt TIG do (-)). Za pomocą zacisku uziemiającego podłączyć spawalniczy kabel masowy do materiału spawanego. Sprawdzić stan zaostrzenia elektrody wolframowej. Włożyć wtyk kabla zasilającego do gniazda sieci zasilającej. Wyłącznikiem zasilania włączyć napięcie zasilające urządzenie. Przy pomocy pokrętła/przycisku ustawić wymaganą wartość prądu spawania oraz parametry dodatkowe (w zależności od dostępnych funkcji patrz rozdziały 4 do 4.2). Odkręcić zawór na uchwycie TIG, spowoduje to przepływ gazu ochronnego. Schemat podłączenia urządzenia i przewodów w metodzie TIG zobrazowany jest na poniższym rysunku. Zajarzenie łuku następuje poprzez potarcie elektrody nietopliwej o spawany materiał. Lekko dotknąć elektrodę o materiał spawany (1) oderwać elektrodę od materiału spawanego poprzez pochylenie uchwytu w taki sposób, aby dysza gazowa dotykała materiału (2 i 3), co spowoduje zajarzenie łuku. Następnie wyprostować uchwyt (4) i rozpocząć spawanie. Aby zakończyć spawanie uchwyt należy oddalić od spawanego materiału aż nastąpi zerwanie łuku elektrycznego
12 8. DOBÓR PARAMETRÓW SPAWANIA W METODZIE MMA Podstawowymi parametrami procesu spawania metodą MMA są: napięcie i natężenie prądu spawania, prędkość spawania, grubość i rodzaj elektrody oraz spawanego materiału. Wielkość prądu reguluje się tak aby łuk mógł pewnie zajarzać się, a w trakcie spawania był równomierny i stabilny. Dla ułatwienia zajarzenia się łuku i jego utrzymania, urządzenia wyposażono w funkcję: HOT START i ARC FORCE. Funkcja HOT START gorący start polega na chwilowym zwiększeniu prądu spawania ponad ustawioną wartość w momencie zajarzenia łuku. Zapobiega to zjawisku przyklejania elektrody w początkowej fazie spawania ułatwiając rozpoczęcie całego procesu. ARC FORCE dynamika łuku skracaniu długości łuku towarzyszy wzrost prądu spawania, co powoduje stabilizowanie łuku, niezależnie od jego długości. W środowisku w którym istnieje zwiększone prawdopodobieństwo porażenia prądem np.: środowisko gorące i zawilgocone należy używać funkcji VRD. Funkcja VRD (Voltage Reduction Device ) wyłącza zasilanie w ciągu milisekund po zakończeniu spawania i redukuje napięcie na elektrodzie otulonej do bezpiecznego poziomu. Ponowna próba rozpoczęcie spawania uruchamia urządzenie i pozwala zajarzyć łuk elektryczny. 9. DOBÓR PARAMETRÓW SPAWANIA W METODZIE TIG Podstawowymi parametrami procesu spawania metodą TIG są: rodzaj, napięcie i natężenia spawania, prędkość spawania, średnica elektrody i spawanego materiału, rodzaj i średnica materiału dodatkowego. Dla uzyskania pełnej stabilizacji łuku i całkowitego wyeliminowania kraterów (początkowego i końcowego), rozpoczęcie i zakończenie spoiny należy wykonać na płytkach węglowych, które po zakończeniu spawania usuwa się przez odcięcie. Spoiny wykonuje się z reguły metodą "w lewo" przesuwając uchwyt spawalniczy ruchem prostoliniowym pod kątem 15 do 80 w stosunku do powierzchni metalu. Do jeziorka płynnego metalu dodaje się spoiwa pod kątem 15 do 20 ruchem skokowo-wstecznym. Koniec spoiwa powinien znajdować się w strefie osłony gazowej. Unikać zwarć spoiwa z elektrodą wolframową. Długość elektrody wolframowej na zewnątrz dyszy gazowej uchwytu spawalniczego powinna wynosić ok. 3 5 mm. Technika układania spoin zależy od typu złącza, grubości materiału i pozycji spawania. Przy wykonywaniu połączeń należy możliwie zawsze stosować spawanie w pozycji podolnej i nabocznej. Najkorzystniejsze wyniki przy wykonywaniu jednostronnych spoin czołowych zapewnia spawanie na podkładach ze stali żaroodpornej z rowkiem o szerokości ok. 4 do 5 mm i głębokości 1,5 do 2 mm ułatwiającym prawidłowe formowanie grani spoiny. 10. KONSERWACJA Planując konserwację urządzenia należy brać pod uwagę intensywność i warunki eksploatacji. Prawidłowe korzystanie z urządzenia i regularna jego konserwacja pozwolą uniknąć zbędnych zakłóceń i przerw w pracy. Codziennie: Sprawdzić stan kabli spawalniczych, wtyków i gniazd oraz przewodu zasilającego. Wymienić uszkodzone przewody i gniazda/wtyki. Upewnić się, że wentylator działa poprawnie. Zwracać uwagę na nietypowe dźwięki lub zapach wydawany przez urządzenie. Wymienić lub naprawić uszkodzone lub zużyte części. Co miesiąc: Sprawdzić stan połączeń elektrycznych wewnątrz źródła

13 Utlenione powierzchnie należy oczyścić, a poluzowane części dokręcić. Oczyścić wnętrze urządzenia za pomocą sprężonego powietrza. 11. ZAKŁÓCENIA W PRACY SPAWARKI Urządzenia opisane w niniejszej instrukcji posiadają szereg wbudowanych zabezpieczeń takich jak: - zabezpieczenie przed przegrzaniem, - zabezpieczenie przed przeciążeniem, - zabezpieczenie przed zbyt niskim lub zbyt wysokim napięciem zasilającym - i inne. Aby ułatwić użytkownikowi obsługę, wyświetlacze urządzeń mogą informować o zaistniałym stanie wyświetlając odpowiedni kod. Poniżej znajduję się opis poszczególnych kodów w zależności od urządzenia. SNAKE 160GDM, SNAKE 200GDM PRZEGRZANIE. Wyświetlacz pulsuje i wyświetla pokazany symbol, spawarka nie działa. Gdy temperatura wewnątrz spawarki spadnie poniżej: 45 C dla SNAKE 160GDM i 65 C dla snake 200GDM wyświetlany symbol zgaśnie i spawarka zacznie działać normalnie. Gdy pojawi się ten symbol spawarki nie należy wyłączać. Pozwoli to wentylatorowi w spawarce szybciej ją schłodzić SNAKE 180PFC PRZEGRZANIE. Wyświetlacz pulsuje i wyświetla pokazany symbol, spawarka nie działa. Gdy temperatura wewnątrz spawarki spadnie poniżej 60 C wyświetlany symbol zgaśnie i spawarka zacznie działać normalnie. Gdy pojawi się ten symbol spawarki nie należy wyłączać. Pozwoli to wentylatorowi w spawarce szybciej ją schłodzić Na zbyt niskie lub zbyt wysokie napięcie zasilające spawarka zareaguje ciągłym pulsowaniem i wyświetlaniem symbolu pokazanego obok. Ponadto nie będzie działać poprawnie. Należy zapewnić zasilanie we właściwym zakresie i zrestartować spawarkę
14 Na zbyt wysokie natężenie prądu spawarka zareaguje ciągłym pulsowaniem i wyświetlaniem symbolu pokazanego obok. Ponadto nie będzie działać poprawnie. Należy zapewnić natężenie prądu na właściwym poziomie i zrestartować spawarkę. Objawy Przyczyna Postępowanie Łuk nie zajarza się Łuk zbyt długi i nieregularny Łuk zbyt krótki Po włączeniu zasilania urządzenie nie działa Spawarka nie działa, wyświetlacz pokazuje symbol Brak właściwego styku zacisku przewodu powrotnego Prąd spawania za wysoki Prąd spawania za niski Brak napięcia zasilania Zadziałał układ zabezpieczenia termicznego Uaktywnione zabezpieczenie Poprawić styk zacisku Zmniejszyć wartość prądu spawania Zwiększyć wartość prądu spawania Podłączyć zasilanie Sprawdzić bezpieczniki i w razie konieczności wymienić uszkodzony na nowy o tej samej wartości i tego samego typu Znaleźć i usunąć przyczynę przegrzania Sprawdzić czy otwory wentylacyjne nie są zasłonięte, w razie potrzeby odsłonić je Sprawdzić znaczenie kodu, usunąć przyczynę i ponowić próbę
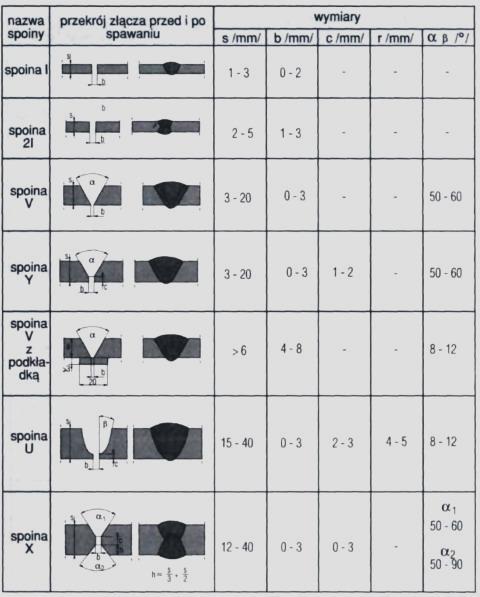

15 12. PRZYGOTOWANIE KRAWĘDZI W METODZIE MMA



16 13. BEZPIECZEŃSTWO UŻYTKOWANIA PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału spawalniczego, gdy urządzenie jest włączone do sieci. Wszystkie elementy tworzące obwód prądu spawania mogą powodować porażenie elektryczne, dlatego powinno unikać się dotykania ich gołą ręką ani przez wilgotne, lub uszkodzone ubranie ochronne. Nie wolno pracować na mokrym podłożu, ani korzystać z uszkodzonych przewodów spawalniczych. UWAGA: Zdejmowanie osłon zewnętrznych w czasie, kiedy urządzenie jest podłączone do sieci, jak również użytkowanie urządzenia ze zdjętymi osłonami jest zabronione! Kable spawalnicze, przewód masowy, zacisk uziemiający i urządzenie spawalnicze powinny być utrzymywane w dobrym stanie technicznym, zapewniającym bezpieczeństwo pracy. PROMIENIE ŁUKU MOGĄ POPARZYĆ: Niedozwolone jest bezpośrednie patrzenie nieosłoniętymi oczami na łuk elektryczny. Zawsze stosować maskę lub przyłbice ochroną z odpowiednim filtrem. Osoby postronne, znajdujące się w pobliżu, chronić przy pomocy niepalnych, pochłaniających promieniowanie ekranów. Chronić nieosłonięte części ciała odpowiednią odzieżą ochronną wykonaną z niepalnego materiału. OPARY I GAZY MOGĄ BYĆ NIEBEZPIECZNE: W procesie spawania wytwarzane są szkodliwe opary i gazy niebezpieczne dla zdrowia. Unikać wdychania tych oparów i gazów. Stanowisko pracy powinno być odpowiednio wentylowane i wyposażone w wyciąg wentylacyjny. Nie spawać w zamkniętych pomieszczeniach. Powierzchnie elementów przeznaczonych do spawania powinny być wolne od zanieczyszczeń chemicznych, takich jak substancje odtłuszczające (rozpuszczalniki), które ulegają rozkładowi podczas spawania wytwarzając toksyczne gazy. POLE ELEKTROMAGNETYCZNE MOŻE BYĆ NIEBEZPIECZNE: Prąd elektryczny płynący przez przewody spawalnicze, wytwarza wokół niego pole elektromagnetyczne. Pole elektromagnetyczne może zakłócać pracę rozruszników serca. Przewody spawalnicze powinny być ułożone równolegle, jak najbliżej siebie. ISKRY MOGĄ SPOWODOWAĆ POŻAR: Iskry powstające podczas spawania mogą powodować pożar, wybuch i oparzenia nieosłoniętej skóry. Podczas spawania należy mieć na sobie rękawice spawalnicze i ubranie ochronne. Usuwać lub zabezpieczać wszelkie łatwopalne materiały i substancje z miejsca pracy. Nie wolno spawać zamkniętych pojemników lub zbiorników w których znajdowały się łatwopalne ciecze. Pojemniki lub zbiorniki takie winny być przepłukane przed spawaniem w celu usunięcia łatwopalnych cieczy. Nie spawać w pobliżu łatwopalnych gazów, oparów lub cieczy. Sprzęt przeciwpożarowy (koce gaśnicze i gaśnice proszkowe lub śniegowe) powinien być usytuowany w pobliżu stanowiska pracy w widocznym i łatwo dostępnym miejscu



17 ZASILANIE ELEKTRYCZNE: Odłączyć zasilanie sieciowe przed przystąpieniem do jakichkolwiek prac, napraw przy urządzeniu. Regularnie sprawdzać przewody spawalnicze. Jeżeli zostaną zauważone jakiekolwiek uszkodzenia przewodu czy izolacji, bezzwłocznie powinny być usunięte. Przewody spawalnicze nie mogą być przygniatane, dotykać ostrych krawędzi ani gorących przedmiotów. BUTLA MOŻE WYBUCHNĄC: Stosować tylko atestowane butle z poprawnie działającym reduktorem. Butla powinna być transportowana i stać w pozycji pionowej. Chronić butle przed działaniem gorących źródeł ciepła, przewróceniem i uszkodzeń mechanicznych. Utrzymywać w dobrym stanie wszystkie elementy instalacji gazowej: butla, wąż, złączki, reduktor. SPAWANE MATERIAŁY MOGĄ POPARZYĆ: Nigdy nie dotykać spawanych elementów niezabezpieczonymi częściami ciała. Podczas dotykania i przemieszczania spawanego materiału, należy zawsze stosować rękawice spawalnicze i szczypce. ZGODNOŚĆ Z CE: Urządzenie to spełnia zalecenia Europejskiego Komitetu CE
SNAKE 160 SNAKE 220 PROFI
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: SNAKE 160 SNAKE 220 PROFI UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: SNAKE 160 SNAKE 220 PROFI UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: POWER VIP 3000 UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: POWER VIP 3000 UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
VIPER 140B VIPER 170 VIPER 205
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 140B VIPER 170 VIPER 205-1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 140B VIPER 170 VIPER 205-1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
LIZARD 160D, LIZARD 200D.
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki MMA: LIZARD 160D, LIZARD 200D. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki MMA: LIZARD 160D, LIZARD 200D. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
SNAKE 160P SNAKE 200P
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA: SNAKE 160P SNAKE 200P UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA: SNAKE 160P SNAKE 200P UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH SNAKE 270 INVERTER SNAKE 300 INVERTER SNAKE 330 INVERTER SNAKE 400M SNAKE 400D
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH SNAKE 270 INVERTER SNAKE 300 INVERTER SNAKE 330 INVERTER SNAKE 400M SNAKE 400D -1- 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertora spawalniczego,
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH SNAKE 270 INVERTER SNAKE 300 INVERTER SNAKE 330 INVERTER SNAKE 400M SNAKE 400D -1- 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertora spawalniczego,
SNAKE 160GDM SNAKE 200GDM SNAKE 180PFC
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH SNAKE 160GDM SNAKE 200GDM SNAKE 180PFC UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH SNAKE 160GDM SNAKE 200GDM SNAKE 180PFC UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa
INSTRUKCJA OBSŁUGI. Przypawarka do trzpieni RSW8-2500
 INSTRUKCJA OBSŁUGI Przypawarka do trzpieni RSW8-2500 UWAGA PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału
INSTRUKCJA OBSŁUGI Przypawarka do trzpieni RSW8-2500 UWAGA PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału
Urządzenia spawalnicze MMA:
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170 DIGITAL VIPER 170H VIPER 205A DIGITAL VIPER 205H VIPER 225 PROFI DIGITAL VIPER 225H PROFI VIPER 275 DIGITAL VIPER 275H
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170 DIGITAL VIPER 170H VIPER 205A DIGITAL VIPER 205H VIPER 225 PROFI DIGITAL VIPER 225H PROFI VIPER 275 DIGITAL VIPER 275H
Urządzenia spawalnicze MMA:
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170P VIPER 205P VIPER 220 Profi VIPER 270 Digital VIPER 230/2 Digital Automatic VIPER 320 Digital VIPER 400 Digital - 1 - 1.
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170P VIPER 205P VIPER 220 Profi VIPER 270 Digital VIPER 230/2 Digital Automatic VIPER 320 Digital VIPER 400 Digital - 1 - 1.
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM VIPER 200. UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi.
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM VIPER 200 UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM VIPER 200 UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy
Spawarki TIG DC: THF 200 A, THF 201 P
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
DC: LIZARD TH 170 DIGITAL LIZARD TH 200 DIGITAL LIZARD TH 200 PULS DIGITAL
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: LIZARD TH 170 DIGITAL LIZARD TH 200 DIGITAL LIZARD TH 200 PULS DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: LIZARD TH 170 DIGITAL LIZARD TH 200 DIGITAL LIZARD TH 200 PULS DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów
Spawarki TIG DC: THF 200 A, THF 201 P, THF 201 P DIGITAL
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P, THF 201 P DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P, THF 201 P DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI URZĄDZENIA SPAWALNICZE INWERTOROWE ARC160T/140/160/200T/200/250S 300S/250/300/315/400
 INSTRUKCJA OBSŁUGI URZĄDZENIA SPAWALNICZE INWERTOROWE ARC160T/140/160/200T/200/250S 300S/250/300/315/400 1 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI URZĄDZENIA SPAWALNICZE INWERTOROWE ARC160T/140/160/200T/200/250S 300S/250/300/315/400 1 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
TIG VIPER 200A TIG VIPER 270A TIG VIPER 200 Pulse TIG VIPER 225 Pulse TIG VIPER 225 Pulse AC/DC TIG VIPER 335 Pulse AC/DC
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze TIG : TIG VIPER 200A TIG VIPER 270A TIG VIPER 200 Pulse TIG VIPER 225 Pulse TIG VIPER 225 Pulse AC/DC TIG VIPER 335 Pulse AC/DC - 1 -
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze TIG : TIG VIPER 200A TIG VIPER 270A TIG VIPER 200 Pulse TIG VIPER 225 Pulse TIG VIPER 225 Pulse AC/DC TIG VIPER 335 Pulse AC/DC - 1 -
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH. Urządzenia spawalnicze TIG :
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze TIG : TIG VIPER 185P DIGITAL TIG VIPER 225P DIGITAL TIG VIPER 225PH TIG VIPER 225 DIGITAL-HF TIG VIPER 225-HF TIG VIPER 275 DIGITAL-HF
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze TIG : TIG VIPER 185P DIGITAL TIG VIPER 225P DIGITAL TIG VIPER 225PH TIG VIPER 225 DIGITAL-HF TIG VIPER 225-HF TIG VIPER 275 DIGITAL-HF
MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatów spawalniczych można dokonać
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatów spawalniczych można dokonać
MIG-207 MMA Profi SNAKE 210 Profi MMA-205 IGBT
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM MIG-207 MMA Profi SNAKE 210 Profi MMA-205 IGBT UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM MIG-207 MMA Profi SNAKE 210 Profi MMA-205 IGBT UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia
Spawarka MMA, model: SNAKE 200 S
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 200 S Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z UWAGA: Prosimy
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 200 S Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z UWAGA: Prosimy
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 -
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 150P można dokonać tylko po dokładnym zapoznaniu się z
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 150P można dokonać tylko po dokładnym zapoznaniu się z
Specyfikacja techniczna
 S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI 525H
 Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
Specyfikacja techniczna
 S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
Spawarka MMA, model: SNAKE 160P SNAKE 200P
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 160P SNAKE 200P Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Tłumaczenie instrukcji oryginalnej.
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 160P SNAKE 200P Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Tłumaczenie instrukcji oryginalnej.
Model: SNAKE 205 Digital SNAKE 270 IGBT SNAKE 320 IGBT SNAKE 405 IGBT INDUSTRIE
 INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI MMA Model: SNAKE 205 Digital SNAKE 270 IGBT SNAKE 320 IGBT SNAKE 405 IGBT INDUSTRIE Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od
INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI MMA Model: SNAKE 205 Digital SNAKE 270 IGBT SNAKE 320 IGBT SNAKE 405 IGBT INDUSTRIE Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od
Spawarka MMA, model: SNAKE 219 Puls IGBT
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 219 Puls IGBT Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z Fabrycznie
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 219 Puls IGBT Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z Fabrycznie
Spawarka MMA, model: SNAKE 220 C Puls
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 220 C Puls Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z Fabrycznie
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA, model: SNAKE 220 C Puls Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna. z Fabrycznie
Model: SNAKE 160 SNAKE 200 GDMS SNAKE 230 Profi Soft
 INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI MMA Model: SNAKE 160 SNAKE 200 GDMS SNAKE 230 Profi Soft Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna.
INSTRUKCJA OBSŁUGI INWERTEROWEJ SPAWARKI MMA Model: SNAKE 160 SNAKE 200 GDMS SNAKE 230 Profi Soft Rysunki urządzenia znajdujące się w instrukcji mogą odbiegać kolorystyką od oryginału. Instrukcja oryginalna.
INSTRUKCJA OBSŁUGI MIG 200 MMA/IGBT
 INSTRUKCJA OBSŁUGI MIG 200 MMA/IGBT UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać tylko po dokładnym
INSTRUKCJA OBSŁUGI MIG 200 MMA/IGBT UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać tylko po dokładnym
SPAWARKA INWERTOROWA MMA/TIG BS200 INSTRUKCJA OBSŁUGI
 SPAWARKA INWERTOROWA MMA/TIG BS200 INSTRUKCJA OBSŁUGI Uwagi dotyczące bezpieczeństwa Zawsze stosuj się do poniższych zasad bezpieczeństwa, a Twoja praca ze spawarką inwertorową MMA-TIG będzie przebiegać
SPAWARKA INWERTOROWA MMA/TIG BS200 INSTRUKCJA OBSŁUGI Uwagi dotyczące bezpieczeństwa Zawsze stosuj się do poniższych zasad bezpieczeństwa, a Twoja praca ze spawarką inwertorową MMA-TIG będzie przebiegać
THF 205 PULSE PROFESSIONAL
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH THF 205 PULSE PROFESSIONAL - 1 - Zawartość THF 205 PULSE PROFESSIONAL... 1 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH THF 205 PULSE PROFESSIONAL - 1 - Zawartość THF 205 PULSE PROFESSIONAL... 1 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS
Specyfikacja techniczna
 S-MIG 250 Specyfikacja techniczna Model S-DIGITAC 200P Nr katalogowy 2065 Stan Napięcie wejściowe Nowy 230V, 1-Fazowe Częstotliwość sieciowa [Hz]: 50/60 Znamionowy prąd wejściowy(a) 17,4 Maksymalny prąd
S-MIG 250 Specyfikacja techniczna Model S-DIGITAC 200P Nr katalogowy 2065 Stan Napięcie wejściowe Nowy 230V, 1-Fazowe Częstotliwość sieciowa [Hz]: 50/60 Znamionowy prąd wejściowy(a) 17,4 Maksymalny prąd
SPAWARKA INWERTOROWA MMA
 SPAWARKA INWERTOROWA MMA 250-315 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
SPAWARKA INWERTOROWA MMA 250-315 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
TIG VIPER 205 PULSE DIGITAL
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 205 PULSE DIGITAL UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 205 PULSE DIGITAL UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE
TIG VIPER 200 Soft Digital
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 200 Soft Digital TIG VIPER 270 Soft Digital - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS PANELU
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 200 Soft Digital TIG VIPER 270 Soft Digital - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS PANELU
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC
 Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
TIG VIPER 205 PULSE DIGITAL
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 205 PULSE DIGITAL UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 205 PULSE DIGITAL UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE
NAGRZEWNICA PROMIENNIKOWA. Instrukcja Obsługi
 NAGRZEWNICA PROMIENNIKOWA Instrukcja Obsługi SCHEMAT ELEKTRYCZNY L 1 L2 = promienniki podczerwieni Fuse = Bezpiecznik Blue = niebieski Brown = brązowy Rys. 1 Montaż GŁÓWNE KOMPONENTY BEZPIECZEŃSTWO!!!
NAGRZEWNICA PROMIENNIKOWA Instrukcja Obsługi SCHEMAT ELEKTRYCZNY L 1 L2 = promienniki podczerwieni Fuse = Bezpiecznik Blue = niebieski Brown = brązowy Rys. 1 Montaż GŁÓWNE KOMPONENTY BEZPIECZEŃSTWO!!!
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 175/2 W - 1 -
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 175/2 W - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 175/2, można dokonać tylko po dokładnym zapoznaniu się
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 175/2 W - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 175/2, można dokonać tylko po dokładnym zapoznaniu się
INSTRUKCJA OBSŁUGI Piece do pizzy
 STALGAST Sp. z o.o. ul. Łubinowa 4a, 3-878 Warszawa tel. 22 517 15 75; fax 22 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Piece do pizzy MODELE: 78113, 7813, 781113, 78113,
STALGAST Sp. z o.o. ul. Łubinowa 4a, 3-878 Warszawa tel. 22 517 15 75; fax 22 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Piece do pizzy MODELE: 78113, 7813, 781113, 78113,
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH. MIGomat 209A. UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi.
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIGomat 209A UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIGomat 209A UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50
 Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
INSTRUKCJA OBSŁUGI WELDER FANTASY TIG 250/315
 INSTRUKCJA OBSŁUGI WELDER FANTASY TIG 250/315 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 4 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie przewodów w metodzie MMA 5 Podłączenie przewodów
INSTRUKCJA OBSŁUGI WELDER FANTASY TIG 250/315 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 4 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie przewodów w metodzie MMA 5 Podłączenie przewodów
TIG VIPER 335 Soft Digital AC/DC
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 335 Soft Digital AC/DC UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 335 Soft Digital AC/DC UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3
THF 235 PULSE AC/DC IGBT
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH THF 235 PULSE AC/DC IGBT - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. FRONT I TYŁ URZĄDZENIA... 5 5. OPIS PANELU
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH THF 235 PULSE AC/DC IGBT - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. FRONT I TYŁ URZĄDZENIA... 5 5. OPIS PANELU
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO TM
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO TM 236-1 - SPIS TREŚCI 1. Uwagi ogólne 3 2. Ogólna charakterystyka 2 3. Dane techniczne 4 4. Opis urządzenia 5 5. Opis metod spawania 7 6. Przygotowanie do
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO TM 236-1 - SPIS TREŚCI 1. Uwagi ogólne 3 2. Ogólna charakterystyka 2 3. Dane techniczne 4 4. Opis urządzenia 5 5. Opis metod spawania 7 6. Przygotowanie do
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH THF 215 AC/DC Puls UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE...
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH THF 215 AC/DC Puls UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE...
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 180/MMA - 1 -
 INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 180/MMA - 1 - Spis treści 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS PANELU MIG 180/MMA... 4 5. PRZYGOTOWANIE
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 180/MMA - 1 - Spis treści 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS PANELU MIG 180/MMA... 4 5. PRZYGOTOWANIE
REGULOWANE ZASILACZE DC SERIA DPD
 REGULOWANE ZASILACZE DC SERIA DPD 3 WYJŚCIOWY KLASA LABORATORYJNA INSTRUKCJA OBSŁUGI SPIS TREŚCI 1. Wstęp 2. Informacje i wskazówki dotyczące bezpieczeństwa 3. Ogólne wskazówki 4. Specyfikacje 5. Regulatory
REGULOWANE ZASILACZE DC SERIA DPD 3 WYJŚCIOWY KLASA LABORATORYJNA INSTRUKCJA OBSŁUGI SPIS TREŚCI 1. Wstęp 2. Informacje i wskazówki dotyczące bezpieczeństwa 3. Ogólne wskazówki 4. Specyfikacje 5. Regulatory
INSTRUKCJA OBSŁUGI INWERTOROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER
 INSTRUKCJA OBSŁUGI INWERTOROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
INSTRUKCJA OBSŁUGI INWERTOROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
PRZED URUCHOMIENIEM I U
 SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
Urządzenia dostępne są w naszym sklepie internetowym.
 Urządzenia dostępne są w naszym sklepie internetowym. Mamy przyjemność poinformować Państwa, że firma ESAB wraz z firmą MEXPOL wprowadza na rynek zupełnie nową gamę produktów skierowaną głównie do odbiorcy
Urządzenia dostępne są w naszym sklepie internetowym. Mamy przyjemność poinformować Państwa, że firma ESAB wraz z firmą MEXPOL wprowadza na rynek zupełnie nową gamę produktów skierowaną głównie do odbiorcy
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 190II MMA
 INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 190II MMA UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 190II MMA UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania
Instrukcja obsługi Zasilaczy LUTSOL KPS305D
 Instrukcja obsługi Zasilaczy LUTSOL KPS305D Dziękujemy Państwu za zakup zasilacza LUTSOL Prosimy o zapoznanie się z instrukcją obsługi przed użyciem urządzenia. Prosimy o zachowanie instrukcji do ewentualnego
Instrukcja obsługi Zasilaczy LUTSOL KPS305D Dziękujemy Państwu za zakup zasilacza LUTSOL Prosimy o zapoznanie się z instrukcją obsługi przed użyciem urządzenia. Prosimy o zachowanie instrukcji do ewentualnego
MIK0068 INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY MIK0068. I n s t r u k c j a o b s ł u g i MIK0068
 INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY I n s t r u k c j a o b s ł u g i Symbole ostrzegawcze instrukcji. Uziemienie Prąd zmienny Wysokie napięcie ON: oznacza że urządzenie jest włączone OFF: oznacza że urządzenie
INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY I n s t r u k c j a o b s ł u g i Symbole ostrzegawcze instrukcji. Uziemienie Prąd zmienny Wysokie napięcie ON: oznacza że urządzenie jest włączone OFF: oznacza że urządzenie
MIG 150 INVERTER MIG 180 INVERTER
 INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 150 INVERTER MIG 180 INVERTER UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 150 INVERTER MIG 180 INVERTER UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa
INSTRUKCJA OBSŁUGI THF 325Z PULS DIGITAL DC
 INSTRUKCJA OBSŁUGI THF 325Z PULS DIGITAL DC 1 SPIS TREŚCI 1. Uwagi ogólne 3 2. Ogólna charakterystyka 3 3. Dane techniczne 4 4. Opis panelu THF 325Z puls Digital DC 5 5. Przygotowanie do pracy 6 5.1.Podłączenie
INSTRUKCJA OBSŁUGI THF 325Z PULS DIGITAL DC 1 SPIS TREŚCI 1. Uwagi ogólne 3 2. Ogólna charakterystyka 3 3. Dane techniczne 4 4. Opis panelu THF 325Z puls Digital DC 5 5. Przygotowanie do pracy 6 5.1.Podłączenie
NAGRZEWNICA ELEKTRYCZNA
 NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
PÓŁAUTOMAT INWERTOROWY ELECTROMIG MIG/MMA
 PÓŁAUTOMAT INWERTOROWY ELECTROMIG 200-250 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY ELECTROMIG 200-250 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
Zasilacz laboratoryjny liniowy PS 1440
 Zasilacz laboratoryjny liniowy PS 1440 Instrukcja obsługi Nr produktu: 511840 Wersja 06/09 Opis działania Zasilacz laboratoryjny działa za pomocą wysoce wydajnej i stałej technologii liniowej. Wyjście
Zasilacz laboratoryjny liniowy PS 1440 Instrukcja obsługi Nr produktu: 511840 Wersja 06/09 Opis działania Zasilacz laboratoryjny działa za pomocą wysoce wydajnej i stałej technologii liniowej. Wyjście
PÓŁAUTOMAT INWERTOROWY WELMIG 250 MIG/MMA
 PÓŁAUTOMAT INWERTOROWY WELMIG 250 MIG/MMA INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY WELMIG 250 MIG/MMA INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
TIG VIPER 210 PULSE AC/DC
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 210 PULSE AC/DC UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH TIG VIPER 210 PULSE AC/DC UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE
PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI
 PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
Instrukcja obsługi. Spawarka inwertorowa ITAMATI MMA 200 EI. Dziękujemy za zakup naszego produktu. Dla prawidłowego użytkowania
 Instrukcja obsługi Spawarka inwertorowa ITAMATI MMA 200 EI Dziękujemy za zakup naszego produktu. Dla prawidłowego użytkowania prosimy na początku zapoznać się z instrukcją obsługi. - 1 - Wskazówki bezpieczeństwa
Instrukcja obsługi Spawarka inwertorowa ITAMATI MMA 200 EI Dziękujemy za zakup naszego produktu. Dla prawidłowego użytkowania prosimy na początku zapoznać się z instrukcją obsługi. - 1 - Wskazówki bezpieczeństwa
Centrum Zaopatrzenia Technicznego Utworzono : 05 luty 2017
 Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
INSTRUKCJA OBSŁUGI. Automatyczny Stabilizator Napięcia AVR-1000, AVR-2000, AVR-3000, AVR-5000
 INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
MATRIX. Zasilacz DC. Podręcznik użytkownika
 MATRIX Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 2 3 SPECYFIKACJE 3 3.1 Ogólne. 3 3.2 Szczegółowe... 3 4 REGULATORY I WSKAŹNIKI.... 4 a) Płyta czołowa.. 4 b) Tył
MATRIX Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 2 3 SPECYFIKACJE 3 3.1 Ogólne. 3 3.2 Szczegółowe... 3 4 REGULATORY I WSKAŹNIKI.... 4 a) Płyta czołowa.. 4 b) Tył
PÓŁAUTOMAT INWERTOROWY WELMIG 180i 200i MIG/MMA
 PÓŁAUTOMAT INWERTOROWY WELMIG 180i 200i MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY WELMIG 180i 200i MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
Metoda TIG (GTAW) Metoda TIG (GTAW) Spawanie TIG: Charakterystyka procesu, dobór urządzeń. Dobór urządzeń do spawania metodą TIG TIG
 Metoda TIG (GTAW) Spawanie TIG: Charakterystyka procesu, dobór urządzeń. Dobór urządzeń do spawania metodą TIG TIG") Spawanie : Charakterystyka procesu, dobór urządzeń Metoda (GTAW) Metoda (GTAW) Dobór urządzeń do spawania metodą Chłodziwo wchodzące (zimne) Przewód prądowy Uchwyt Dysza gazowa Gaz osłonowy wchodzący Elektroda
Spawanie : Charakterystyka procesu, dobór urządzeń Metoda (GTAW) Metoda (GTAW) Dobór urządzeń do spawania metodą Chłodziwo wchodzące (zimne) Przewód prądowy Uchwyt Dysza gazowa Gaz osłonowy wchodzący Elektroda
Termohigrometr Voltcraft HT-100
 INSTRUKCJA OBSŁUGI Termohigrometr Voltcraft HT-100 Nr produktu 123488 Strona 1 z 7 Przeznaczenie Produkt jest przeznaczony do pomiaru temperatury i wilgotności, może dostarczać informacji o maksymalnej
INSTRUKCJA OBSŁUGI Termohigrometr Voltcraft HT-100 Nr produktu 123488 Strona 1 z 7 Przeznaczenie Produkt jest przeznaczony do pomiaru temperatury i wilgotności, może dostarczać informacji o maksymalnej
INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 30/40/60/100/120
 INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 30/40/60/100/120 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 3 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie do sieci 5 Zakładanie palnika plazmowego
INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 30/40/60/100/120 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 3 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie do sieci 5 Zakładanie palnika plazmowego
PÓŁAUTOMAT INWERTOROWY MIDI MIG 220 MIG/MMA
 PÓŁAUTOMAT INWERTOROWY MIDI MIG 220 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
PÓŁAUTOMAT INWERTOROWY MIDI MIG 220 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH THF 236 AC/DC PULS UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE...
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH THF 236 AC/DC PULS UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - Zawartość 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE...
DPS-3203TK-3. Zasilacz laboratoryjny 3kanałowy. Instrukcja obsługi
 DPS-3203TK-3 Zasilacz laboratoryjny 3kanałowy Instrukcja obsługi Specyfikacje Model DPS-3202TK-3 DPS-3203TK-3 DPS-3205TK-3 MPS-6005L-2 Napięcie wyjściowe 0~30V*2 0~30V*2 0~30V*2 0~60V*2 Prąd wyjściowy
DPS-3203TK-3 Zasilacz laboratoryjny 3kanałowy Instrukcja obsługi Specyfikacje Model DPS-3202TK-3 DPS-3203TK-3 DPS-3205TK-3 MPS-6005L-2 Napięcie wyjściowe 0~30V*2 0~30V*2 0~30V*2 0~60V*2 Prąd wyjściowy
INSTRUKCJA OBSŁUGI SPAWARKA INWERTEROWA SIM 201 do hobbystycznego i warsztatowego spawania
 DYSTRYBUTOR: HARDER Sp. z o. o. ul. Jasielska 8B, 60-476 Poznań Tel.: +61 820 64 43 FAX: +61 842 21 28 www.harder.com.pl INSTRUKCJA OBSŁUGI SPAWARKA INWERTEROWA SIM 201 do hobbystycznego i warsztatowego
DYSTRYBUTOR: HARDER Sp. z o. o. ul. Jasielska 8B, 60-476 Poznań Tel.: +61 820 64 43 FAX: +61 842 21 28 www.harder.com.pl INSTRUKCJA OBSŁUGI SPAWARKA INWERTEROWA SIM 201 do hobbystycznego i warsztatowego
SPAWARKA INWERTOROWA TIGER TIG 200 DC PULS HF
 SPAWARKA INWERTOROWA TIGER TIG 200 DC PULS HF INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
SPAWARKA INWERTOROWA TIGER TIG 200 DC PULS HF INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
SPAWARKA INWERTOROWA TIGER TIG 200 DC PULS HF
 SPAWARKA INWERTOROWA TIGER TIG 200 DC PULS HF INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
SPAWARKA INWERTOROWA TIGER TIG 200 DC PULS HF INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
INSTRUKCJA OBSŁUGI SPAWARKA ELEKTRONICZNA INWERTER SI 200
 DYSTRYBUTOR: HARDER Sp. z o.o. ul. Jasielska 8B, 60-476 Poznań Tel.: +61 820 64 43 FAX: +61 842 21 28 INSTRUKCJA OBSŁUGI SPAWARKA ELEKTRONICZNA INWERTER SI 200 UWAGA! Instrukcja obsługi stanowi podstawowe
DYSTRYBUTOR: HARDER Sp. z o.o. ul. Jasielska 8B, 60-476 Poznań Tel.: +61 820 64 43 FAX: +61 842 21 28 INSTRUKCJA OBSŁUGI SPAWARKA ELEKTRONICZNA INWERTER SI 200 UWAGA! Instrukcja obsługi stanowi podstawowe
TIG 200P. Wyposażenie standardowe: - Uchwyt elektrodowy 3m - Przewód masowy 3m - Instrukcję w języku polskim. Jednofazowe 230V (± 15% 50/60Hz)
") 200P Jednofazowe 230V (± 15% 50/60Hz) Pobór prądu [A] 20 27 Pobór mocy [kva] 4,5 6,2 Zakres prądu spawania [A] 10 200 10-180 Napięcie biegu jałowego [V] 56 Napięcie pracy [V] 18 27,2 Czas opadania [sec]
200P Jednofazowe 230V (± 15% 50/60Hz) Pobór prądu [A] 20 27 Pobór mocy [kva] 4,5 6,2 Zakres prądu spawania [A] 10 200 10-180 Napięcie biegu jałowego [V] 56 Napięcie pracy [V] 18 27,2 Czas opadania [sec]
PODRÓŻNA SUSZARKA DO WŁOSÓW HM-5026
 Instrukcja obsługi PODRÓŻNA SUSZARKA DO WŁOSÓW HM-5026 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi.
Instrukcja obsługi PODRÓŻNA SUSZARKA DO WŁOSÓW HM-5026 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi.
INSTRUKCJA OBSŁUGI. Zasilaczy serii MDR. Instrukcja obsługi MDR Strona 1/6
 Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
Instrukcja obsługi. v_1_01
 Instrukcja obsługi v 0 02 Instrukcja obsługi - grzejnik elektryczny EWR-2000W OPIS SYMBOLI Produkt jest zgodny z zasadniczymi wymaganiami zawartymi w dyrektywach Unii Europejskiej. UWAGA! Zabrania się
Instrukcja obsługi v 0 02 Instrukcja obsługi - grzejnik elektryczny EWR-2000W OPIS SYMBOLI Produkt jest zgodny z zasadniczymi wymaganiami zawartymi w dyrektywach Unii Europejskiej. UWAGA! Zabrania się
MinarcTig Evo 200MLP
 MinarcTig Evo 200MLP PRZENOŚNE ŹRÓDŁO PRĄDU DO ZASTOSOWAŃ WYMAGAJĄCYCH WYSOKIEJ JAKOŚCI Kemppi K5 Sprzęt spawalniczy 1(6) WSZECHSTRONNA, DWUPROCESOWA SPAWARKA PRZEZNACZONA DO SPAWANIA METODĄ TIG I ELEKTRODĄ
MinarcTig Evo 200MLP PRZENOŚNE ŹRÓDŁO PRĄDU DO ZASTOSOWAŃ WYMAGAJĄCYCH WYSOKIEJ JAKOŚCI Kemppi K5 Sprzęt spawalniczy 1(6) WSZECHSTRONNA, DWUPROCESOWA SPAWARKA PRZEZNACZONA DO SPAWANIA METODĄ TIG I ELEKTRODĄ
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R
 INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
Sterownik Pracy Wentylatora Fx21
 PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
STX. Advanced Audio Technology. Instrukcja obsługi: Korektora Graficznego: STX EQ-215 STX EQ-231 STX STX
 STX Advanced Audio Technology Instrukcja obsługi: Korektora Graficznego: STX STX EQ-215 STX STX EQ-231 Dziękujemy za zakup produktów naszej firmy. Informacja zawarte w poniższej instrukcji obsługi mogą
STX Advanced Audio Technology Instrukcja obsługi: Korektora Graficznego: STX STX EQ-215 STX STX EQ-231 Dziękujemy za zakup produktów naszej firmy. Informacja zawarte w poniższej instrukcji obsługi mogą
KEMPPI K5 SPRZĘT SPAWALNICZY. MinarcTig Evo 200MLP PRZENOŚNE ŹRÓDŁO PRĄDU DO ZASTOSOWAŃ WYMAGAJĄCYCH WYSOKIEJ JAKOŚCI
 KEMPPI K5 SPRZĘT SPAWALNICZY MinarcTig Evo 200MLP PRZENOŚNE ŹRÓDŁO PRĄDU DO ZASTOSOWAŃ WYMAGAJĄCYCH WYSOKIEJ JAKOŚCI 29.01.2018 MinarcTig Evo 200MLP WSZECHSTRONNA, DWUPROCESOWA SPAWARKA PRZEZNACZONA DO
KEMPPI K5 SPRZĘT SPAWALNICZY MinarcTig Evo 200MLP PRZENOŚNE ŹRÓDŁO PRĄDU DO ZASTOSOWAŃ WYMAGAJĄCYCH WYSOKIEJ JAKOŚCI 29.01.2018 MinarcTig Evo 200MLP WSZECHSTRONNA, DWUPROCESOWA SPAWARKA PRZEZNACZONA DO
SPAWARKA INWERTOROWA BLAST TIG 160/200 DC PULS HF/LIFT
 SPAWARKA INWERTOROWA BLAST TIG 160/200 DC PULS HF/LIFT INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej
SPAWARKA INWERTOROWA BLAST TIG 160/200 DC PULS HF/LIFT INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej
ZASILACZ IMPULSOWY NSP-2050/3630/6016 INSTRUKCJA OBSŁUGI
 ZASILACZ IMPULSOWY NSP-2050/3630/6016 INSTRUKCJA OBSŁUGI Zachowaj tą instrukcję obsługi w bezpiecznym miejscu, żebyś mógł się do niej odnieść w każdej chwili. Instrukcja ta zawiera ważne wskazówki dotyczące
ZASILACZ IMPULSOWY NSP-2050/3630/6016 INSTRUKCJA OBSŁUGI Zachowaj tą instrukcję obsługi w bezpiecznym miejscu, żebyś mógł się do niej odnieść w każdej chwili. Instrukcja ta zawiera ważne wskazówki dotyczące
Zasilacze z serii DR i DRP Instrukcja obsługi
 Zasilacze z serii DR i DRP Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Regulacja napięcia wyjściowego... 4 2.3 Sygnalizacja optyczna
Zasilacze z serii DR i DRP Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Regulacja napięcia wyjściowego... 4 2.3 Sygnalizacja optyczna
Zasilacz stabilizowany liniowy PSC1440 instrukcja obsługi
 Zasilacz stabilizowany liniowy PSC1440 instrukcja obsługi Zawartość: 1. Przeznaczenie 2. Elementy obsługi 3. Bezpieczeństwo 4. Opis dostępnych funkcji 5. Obsługa: Podłączenie kabla zasilającego Ustawienie
Zasilacz stabilizowany liniowy PSC1440 instrukcja obsługi Zawartość: 1. Przeznaczenie 2. Elementy obsługi 3. Bezpieczeństwo 4. Opis dostępnych funkcji 5. Obsługa: Podłączenie kabla zasilającego Ustawienie
INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 25/30/40
 INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 25/30/40 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 3 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie do sieci 5 Zakładanie palnika plazmowego
INSTRUKCJA OBSŁUGI WELDER FANTASY PLASMA CUT 25/30/40 SPIS TREŚCI Uwagi ogólne 3 Ogólna charakterystyka 3 Dane techniczne 4 Przygotowanie do pracy 4 Podłączenie do sieci 5 Zakładanie palnika plazmowego
SUSZARKA DO WŁOSÓW HM-5016
 Instrukcja obsługi SUSZARKA DO WŁOSÓW HM-5016 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi SUSZARKA DO WŁOSÓW HM-5016 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi. Instrukcję
Instrukcja obsługi polski
 Instrukcja obsługi polski SPIS TREŚCI 1. WSTĘP...3 1.1 Informacje wstępne...3 1.2 Informacje o produkcie...3 1.3 Bezpieczna eksploatacja...3 2. PRZED ROZPOCZĘCIEM PRACY...4 2.1 Rozpakowanie...4 2.2 Lokalizacja
Instrukcja obsługi polski SPIS TREŚCI 1. WSTĘP...3 1.1 Informacje wstępne...3 1.2 Informacje o produkcie...3 1.3 Bezpieczna eksploatacja...3 2. PRZED ROZPOCZĘCIEM PRACY...4 2.1 Rozpakowanie...4 2.2 Lokalizacja
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R M-COOLER 1750 M-COOLER 1730 M-COOLER 1720 M-COOLER 1720R
 INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R M-COOLER 1750 M-COOLER 1730 M-COOLER 1720 M-COOLER 1720R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1.
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R M-COOLER 1750 M-COOLER 1730 M-COOLER 1720 M-COOLER 1720R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1.
PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W. Instrukcja obsługi
 PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W Instrukcja obsługi 1. OPIS 2. PODŁĄCZANIE URZĄDZENIA Podłącz czerwony przewód z czerwonego zacisku (+) akumulatora do czerwonego gniazda
PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W Instrukcja obsługi 1. OPIS 2. PODŁĄCZANIE URZĄDZENIA Podłącz czerwony przewód z czerwonego zacisku (+) akumulatora do czerwonego gniazda
Stacja załączająca US-12N Nr produktu
 INSTRUKCJA OBSŁUGI Stacja załączająca US-12N Nr produktu 000513123 Strona 1 z 5 INSTRUKCJA OBSŁUGI Stacja załączająca US-12N 230V AC 12A Nr artykułu 400033 Szanowni klienci, Dziękujemy za pokładane w nas
INSTRUKCJA OBSŁUGI Stacja załączająca US-12N Nr produktu 000513123 Strona 1 z 5 INSTRUKCJA OBSŁUGI Stacja załączająca US-12N 230V AC 12A Nr artykułu 400033 Szanowni klienci, Dziękujemy za pokładane w nas
Instrukcja obsługi. Pilot zdalnego sterowania BRC315D7
 1 3 2 1 4 11 NOT AVAILABLE 12 6 5 5 7 8 14 9 10 19 17 18 21 13 20 15 16 1 DZIĘKUJEMY, ŻE ZDECYDOWALI SIĘ PAŃSTWO NA ZAKUP TEGO PILOTA. PRZED PRZYSTĄPIENIEM DO INSTA- LACJI NALEŻY DOKŁADNIE ZAPOZNAĆ SIĘ
1 3 2 1 4 11 NOT AVAILABLE 12 6 5 5 7 8 14 9 10 19 17 18 21 13 20 15 16 1 DZIĘKUJEMY, ŻE ZDECYDOWALI SIĘ PAŃSTWO NA ZAKUP TEGO PILOTA. PRZED PRZYSTĄPIENIEM DO INSTA- LACJI NALEŻY DOKŁADNIE ZAPOZNAĆ SIĘ