KATALOG Materia³y spawalnicze. Druty rdzeniowe
|
|
|
- Jadwiga Włodarczyk
- 6 lat temu
- Przeglądów:
Transkrypt
1 KATALOG Materia³y spawalnicze Druty rdzeniowe
2 Uwaga! Firma ESAB zastrzega sobie prawo do zmian w asortymencie produktów bez wczeœniejszego powiadamiania. Prezentowany zakres produktów nie stanowi oferty w rozumieniu Kodeksu Cywilnego. Dane zamieszczone w katalogach produktów maj¹ charakter informacyjny i nie mog¹ stanowiæ podstawy do jakichkolwiek roszczeñ. Jednoczeœnie firma ESAB zastrzega sobie prawo do b³êdów w druku, mimo e dok³ada wszelkich starañ, aby publikowane dane by³y aktualne i prawid³owe. Zawartoœæ niniejszego katalogu chroniona jest prawem autorskim. 21
3 SPIS TREŒCI Nazwa produktu Norma PN - EN Norma AWS / SFA Strona DRUTY PROSZKOWE Z RDZENIEM RUTYLOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod OK Tubrod OK Tubrod OK Tubrod FILARC PZ6111 FILARC PZ6113 FILARC PZ6113S FILARC PZ6114 T 42 0 R C 3 H10 T 46 2 PM 1 H10 T 46 2 PC 1 H10 T 46 2 PM 2 H5 T 46 2 PC 2 H5 T Ni PM 2 H5 T Ni PC 2 H5 T Ni RC 3 H10 T Ni RM 3 H10 T 42 2 PC 1 H5 T 46 2 PM 1 H10 T 46 3 PC 2 H5 T 46 4 PM 1 H5 T 46 4 PC 1 H5 AWS A5.20: E70T-1 AWS A5.20: E71T-1 E71T-1M AWS A5.20: E71T-1 E71T-1M AWS A5.29: E81T1-Ni1 AWS A5.20: E70T-1 E70T-1M AWS A5.20: E71T-1 E71T-1M AWS A5.20: E71T-9 H4 AWS A5.20: E71T-1J E71T-1MJ DRUTY PROSZKOWE Z RDZENIEM METALOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod FILARC PZ6102 FILARC PZ6103 FILARC PZ6105R PN-EN 12535: T 50 2 Z MM2 H10 T 69 4 Mn2NiMo MM 2 H10 T Ni MM 2 H10 T 42 2 MM 1 H10 T 42 2 MC 1 H10 T 42 2 MM 2 H5 T 46 4 MM 2 H5 T 42 2 MM 2 H5 T 42 4 MM 3 H5 AWS A5.28: E80C-G AWS A5.28: E110C-G AWS A5.28: E70C-G AWS A5.18: E70C-6M E70C-6C AWS A5.18: E70C-6M AWS A5.18: E70C-6M H4 AWS A5.18: E70C-GM H4 AWS A5.18: E70C-6M H DRUTY PROSZKOWE Z RDZENIEM ZASADOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod FILARC PZ6125 FILARC PZ6130HS PN- EN 758: T 42 3 BM 2 H5 T 42 3 BC 2 H5 T 46 5 Z B M 2 H5 T Ni B M 2 H5 T Ni B M 1 H5 T 42 4 B C 5 H5 T 42 4 B M 3 H5 AWS A5.20: E71T-5 E71T-5M AWS A5.29: E81T5-B2M AWS A5.29: E90T5-B3 AWS A5.29: E80T5-G AWS A5.29: E70T5-G AWS A5.28: E110T5-G AWS A5.29: E71T5-K6M H4 AWS A5.20: E70T-5J H4 E70T-5MJ H
4 SPIS TREŒCI Nazwa produktu Norma PN - EN Norma AWS / SFA Strona DRUTY RDZENIOWE DO STALI WYSOKOSTOPOWYCH OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod T 19 9 L P M 2 T L P M 2 T L P C 2 T L P M 2 T N L P C 2 T N L P M 2 T 19 9 L R M 3 T L R M 3 T L R M 3 T 19 9 Nb R M 3 AWS A5.22: E308LT1-4 AWS A5.22: E316LT1-4 AWS A5.22: E309LT1-4 AWS A5.22: E2209T1-1 E2209T1-4 AWS A5.22: E308LT0-1 E308LT0-4 AWS A5.22: E316LT0-1 E316LT0-4 AWS A5.22: E309LT0-1 E309LT0-4 AWS A5.22: E347T0-1 E347T DRUTY RDZENIOWE SAMOOS ONOWE DO SPAWANIA STALI NIESTOPOWYCH OK Tubrod AWS A5.20: E71T-GS 13 OK Tubrod OK Tubrod Coreshield 8 T 38 Z W N 2 T 35 2 Y N 2 AWS A5.20: E71T-7 AWS A5.20: E70T-4 AWS A5.20: E71T DRUTY RDZENIOWE DO NAPAWANIA OK Tubrodur OK Tubrodur OK Tubrodur OK Tubrodur 15.40S OK Tubrodur OK Tubrodur OK Tubrodur 15.42S OK Tubrodur OK Tubrodur OK Tubrodur OK Tubrodur OK Tubrodur OK Tubrodur 15.72S OK Tubrodur DIN 8573: MF10-55-GRZ MF CKNPZ MF UP1-GF-BAB MF MF UP1-GF-BAB MF MF 6-55-GP MF KP MF KP MF NiFe-1 MF 5-45-RTZ AWS A5.22: E307T OK Tubrodur 15.73S OK Tubrodur OK Tubrodur OK Tubrodur OK Tubrodur OK Tubrodur 15.91S UP 5-GF-BFB RTZ MF GF GP MF 6-60-GP MF CTZ PODK ADKI CERAMICZNE 19 2
5 LISTA DRUTÓW RDZENIOWYCH FIRMY ESAB - NIE UMIESZCZONYCH W KATALOGU Nazwa produktu Norma PN - EN Norma AWS / SFA Strona DRUTY PROSZKOWE Z RDZENIEM RUTYLOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod FILARC PZ6112 FILARC PZ6114S FILARC PZ6115 FILARC PZ6116S FILARC PZ6138 PN-EN 12535: T 69 4 Z P M 2 H5 T Ni P M 2 H5 T 42 0 R C 3 H10 T 46 2 P M 1 H10 T 42 2 P C 1 H5 T 42 0 R C 3 H10 T 42 2 R M 3 H10 T 42 2 R C 3 H10 T 42 2 Z P C 1 H5 T 46 2 Z P M 1 H10 T 46 4 P C 1 H5 T Ni P M 2 H5 T Ni P C 1 H5 T Ni P M 1 H5 AWS A5.20: E81T1-Ni2M AWS A5.20: E70T-1 AWS A5.20: E71T-1M H8 E71T-1 H4 AWS A5.20: E70T-1 AWS A5.20: E70T-1 E70T-1M AWS A5.20: E81T1-Ni1M AWS A5.29: E71T1-G H4 E71T-GM H8 AWS A5.20: E71T-1J H4 AWS A5.29: E81T1-K2 JH4 AWS A5.20: E81T1-Ni1M JH4 DRUTY PROSZKOWE Z RDZENIEM ZASADOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod OK Tubrod FILARC PZ6129 FILARC PZ6202 FILARC PZ6204 PN-EN 12071: PN-EN 12071: T 42 3 B M 2 H5 T Ni B M 1 H5 T 42 4 B M 1 H5 T 42 4 B C 1 H5 T Mo B M 2 H5 T CrMo5 B M 2 H5 AWS A5.20: E71T-5M AWS A5.29: E71T5-K6M H4 AWS A5.20: E71T-5J H4 E71T-5MJ H4 AWS A5.29: E71T5-A1M H4 DRUTY PROSZKOWE Z RDZENIEM METALOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod OK Tubrod OK Tubrod OK Tubrod OK Tubrod PN-EN 12535: T 42 2 Z M M 2 H10 T 42 4 Z M M 2 H10 T 55 4 Z M 2 H10 T 46 4 M M 2 H5 T 42 4 M M 3 H5 AWS A5.18: E70C-GM AWS A5.18: E110C-G AWS A5.28: E90C-G AWS A5.18: E70C-6M H4 AWS A5.18: E70C-6M H4 DRUTY RDZENIOWE DO STALI WYSOKOSTOPOWYCH OK Tubrod AWS A5.22: E317LT-1 OK Tubrod Super Duplex (25Cr - 9Ni - 4Mo) OK Tubrod T L R M 3 AWS A5.22: E309LMoT0-1 E309LMoT0-4 OK Tubrod OK Tubrod OK Tubrod OK Tubrod FILARC PZ6470 T N L R C 3 T N L R M 3 T L M M 2 T 18 8 Mn M M 2 T N L M M 2 T 18 8 Mn M M 2 AWS A5.22: E2209T0-1 E2209T0-4 AWS A5.9: EC2209 3
6 LISTA DRUTÓW RDZENIOWYCH FIRMY ESAB - NIE UMIESZCZONYCH W KATALOGU Nazwa produktu Norma PN - EN Norma AWS / SFA Strona DRUTY RDZENIOWE DO NAPAWANIA OK Tubrodur OK Tubrodur 15.52S OK Tubrodur OK Tubrodur OK Tubrodur OK Tubrodur OK Tubrodur FILARC PZ6153 FILARC PZ6154 FILARC PZ6159 FILARC PZ6163 FILARC PZ6166 FILARC PZ6168 FILARC PZ6176 MF 6-55 GP UP 6-GF-BAB GP MF GRPZ MF 3-50 T MF 1-45 MF6-55GP MF 3-50 T MF5-400GC T 13 4 M M 2 MF10-65GRPZ MF10-65GRPZ AWS A 5.9: (EC 410 Ni Mo) Z uwagi na du e zró nicowanie i obszernoœæ asortymentu nie wszystkie dostêpne gatunki materia³ów zosta³y opisane w tym katalogu. Dane techniczne produktów i szczegó³owe informacje mo na uzyskaæ w Biurze Handlowym ESAB w Katowicach. Oferta dostêpnych œrednic i typów szpul mo e byæ ograniczona. Niektóre produkty objête s¹ minimaln¹ iloœci¹ zamówienia. Uwaga! Firma ESAB zastrzega sobie prawo do zmian w asortymencie produktów bez wczeœniejszego powiadamiania. Prezentowany zakres produktów nie stanowi oferty w rozumieniu Kodeksu Cywilnego. Dane zamieszczone w katalogach produktów maj¹ charakter informacyjny i nie mog¹ stanowiæ podstawy do jakichkolwiek roszczeñ. Jednoczeœnie firma ESAB zastrzega sobie prawo do b³êdów w druku, mimo e dok³ada wszelkich starañ, aby publikowane dane by³y aktualne i prawid³owe. Zawartoœæ niniejszego katalogu chroniona jest prawem autorskim. 4
7 DRUTY PROSZKOWE Z RDZENIEM RUTYLOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod T 42 0 R C 3 H10 AWS A5.20: E70T-1 Drut proszkowy z rdzeniem topnikowym rutylowym, przeznaczony g³ównie do spoin pachwinowych wykonywanych w pozycji nabocznej. Wytwarza cienk¹ warstwê u la i wykazuje du ¹ tolerancjê na pow³oki zagruntowanych blach. Zapewnia korzystny kszta³t spoiny z ca³kowicie p³askim licem. Wydajnoœæ stapiania (kg/h): 5.8 / 300 A C Mn Si 0,05 1,4 0,6 o R e [MPa] R m [MPa] A 5[%] KV[J] 0 C S235 do S420 i inne C1 (EN 439) ABS, BV, DNV, GL, LR OK Tubrod T 46 2 PM 1 H10 T 46 2 PC 1 H10 AWS A5.20: E71T-1 E71T-1M Drut proszkowy z rdzeniem topnikowym rutylowym do spawania we wszystkich pozycjach, o uniwersalnym zastosowaniu. Pracuje z ³ukiem natryskowym, zapewniaj¹c doskona³e w³aœciwoœci spawalnicze. Zalecany do konstrukcji okrêtowych. Wydajnoœæ stapiania (kg/h): 5.8 / 300 A ( mm) 6.2 / 360 A (1,6 mm) C Mn Si 0,05 1,4 0,5 o R e [MPa] R m [MPa] A 5[%] KV[J] -20 C S235 do S460 i inne ABS, BV, DB, DNV, GL, LR, RINA, RS, TÜV, Ü ; 1,4; 1,6 OK Tubrod T 46 2 PM 2 H5 T 46 2 PC 2 H5 AWS A5.20: E71T-1 E71T-1M Drut proszkowy o rdzeniu topnikowym rutylowym do spawania we wszystkich pozycjach, o uniwersalnym zastosowaniu. Szczególnie przydatny do spawania du ych konstrukcji na miejscu budowy. Wydajnoœæ stapiania (kg/h): 5.8 / 300 A C Mn Si 0,05 1,4 0,4 o R e [MPa] R m [MPa] A 5[%] KV[J] -20 C S235 do S460 i inne ABS, BV, DNV, DB, LR, GL, RS, TÜV, Ü OK Tubrod T Ni PM 2 H5 T Ni PC 2 H5 AWS A5.29: E81T1-Ni1 Drut proszkowy o rdzeniu topnikowym rutylowym do spawania we wszystkich pozycjach przy zachowaniu du ej szybkoœci topienia. Dobrze spe³nia wymagania udarnoœci do -40 C. Wydajnoœæ stapiania (kg/h): 5.5 / 280 A ( mm) 6.2 / 360 A (1,6 mm) C Mn Si Ni 0,06 0,35 0,95 R e [MPa] R m [MPa] A 5[%] KV[J] -40 C S235 do S460 i inne ABS, BV, DNV, DB, LR, RS, TÜV, Ü ; 1,4; 1,6 5
8 DRUTY PROSZKOWE Z RDZENIEM RUTYLOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH FILARC PZ6111 T Ni RC 3 H10 T Ni RM 3 H10 AWS A5.20: E70T-1 E70T-1M Rutylowy drut rdzeniowy, przeznaczony g³ównie do spoin pachwinowych wykonywanych w pozycji nabocznej lub korytkowej. Zapewnia doskona³y kszta³t spoiny, przy ³atwo usuwalnym u lu. Nadaje siê do przetopów graniowych, uk³adanych na podk³adkach ceramicznych. Wydajnoœæ stapiania (kg/h): 7.5 / 350 A ( mm) 8.1 / 450 A (1,6 mm) C Mn Si Ni 0,06 1,0 0,4 0,75 R e [MPa] R m [MPa] A 5[%] KV[J] -20 C min min. 26 min. 54 S235 do S460 i inne ABS, BV, DNV, DB, GL, LR, PRS, TÜV, Ü ; 1,4; 1,6 FILARC PZ6113 T 42 2 PC 1 H5 T 46 2 PM 1 H10 AWS A5.20: E71T-1 E71T-1M Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali niskowêglowych i podwy szonej wytrzyma³oœci. Zapewnia wysok¹ wydajnoœæ w pozycjach przymusowych, przy bardzo dobrej spawalnoœci. Umo liwia efektywne wykonywanie przetopów graniowych na podk³adkach ceramicznych. Stosowany czêsto w przemyœle stoczniowym. Wydajnoœæ stapiania (kg/h): 7.5 / 350 A ( mm) 8.1 / 450 A (1,6 mm) C Mn Si 0,06 1,3 0,5 S235 do S460 i inne ABS, BV, DNV, DB, GL, LR, PRS, RINA, TÜV, Ü ; 1,4; 1,6 FILARC PZ6113S T 46 3 PC 2 H5 AWS A5.20: E71T-9 H4 R e [MPa] R m [MPa] A 5[%] KV[J] -20 C M21 min min. 22 min. 54 C1 min min. 22 min. 54 Rutylowy drut rdzeniowy, stanowi¹cy modyfikacjê PZ 6113, specjalnie dostosowany do os³ony CO 2. U³atwia spawanie w pozycjach przymusowych ³ukiem natryskowym. Spoiny cechuje dobra udarnoœæ, nawet przy wprowadzaniu du ych iloœci ciep³a. Zalecany do konstrukcji okrêtowych. Wydajnoœæ stapiania (kg/h): 7.5 / 350 A C Mn Si 0,07 1,3 0,5 R e [MPa] R m [MPa] A 5[%] KV[J] -30 C min min. 22 min. 54 S235 do S460 i inne C1 (EN 439) ABS, BV, DNV, GL LR, PRS, RINA, TÜV FILARC PZ6114 T 46 4 PM 1 H5 T 46 4 PC 1 H5 AWS A5.20: E71T-1J E71T-1MJ Rutylowy drut rdzeniowy do wydajnego spawania we wszystkich pozycjach stali niestopowych i drobnoziarnistych w konstrukcjach wymagaj¹cych dobrej udarnoœci w temp. -40 C. Mo e byæ u ywany do przetopów graniowych na podk³adkach ceramicznych. Typowe zastosowania to konstrukcje okrêtowe, mosty i zbiorniki. Wydajnoœæ stapiania (kg/h): 7.5 / 350 A ( mm) C Mn Si Ni 0,06 1,3 0,4 0,4 R e [MPa] R m [MPa] A 5[%] KV[J] -40 C min min. 22 min. 47 S235 do S460 i inne ABS, BV, DB, DNV, LR, GL, PRS, RS; TÜV, Ü ; 1,4 6
9 DRUTY PROSZKOWE Z RDZENIEM METALOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod T 50 2 Z MM2 H10 AWS A5.28: E80C-G Drut proszkowy o rdzeniu metalowym z dodatkiem molibdenu do spawania stali o wysokiej wytrzyma³oœci, stali obrabianych cieplnie. Przeznaczony do konstrukcji okrêtowych, ciê kich maszyn roboczych i innych silnie obci¹ onych konstrukcji, przy wymaganej dobrej plastycznoœci. Pr¹d spawania i biegunowoœæ: sta³y (+/-) Wydajnoœæ stapiania (kg/h): 7.5 / 320 A ( mm) 8.0 / 450 A (1,6 mm) C Mn Si Mo 0,06 1,4 0,5 0,5 R e [MPa] R m [MPa] A 5 [%] KV[J] -20 C S355 do S500 i inne - ; 1,6 OK Tubrod PN-EN 12535: T 69 4 Mn2NiMo MM 2 H10 AWS A5.28: E110C-G OK Tubrod T Ni MM 2 H10 AWS A5.28: E70C-G Drut proszkowy o rdzeniu metalowym z dodatkiem stopowym niklu i molibdenu zapewniaj¹cym wysok¹ wytrzyma³oœæ i udarnoœæ w temp. do -40 C. Stosowany w konstrukcjach stalowych pracuj¹cych w niskich temperaturach m. in. w urz¹dzeniach dÿwigowych i budownictwie morskim. Pr¹d spawania i biegunowoœæ: sta³y (-) Wydajnoœæ stapiania (kg/h): 7.5 / 320 A ( mm) 8.0 / 450 A (1,6 mm) C Mn Si Ni Mo 0,06 1,6 0,5 2,25 0,6 R e [MPa] R m [MPa] A 5 [%] KV[J] -40 C Drut proszkowy o rdzeniu metalowym zawieraj¹cym nikiel, dla zapewnienia dobrych w³aœciwoœci w niskich temperaturach. Przeznaczony do ogólnego zastosowania w konstrukcjach stalowych, szczególnie tam, gdzie wa ne s¹ wymagania udarnoœciowe. Pr¹d spawania i biegunowoœæ: sta³y (+/-) Wydajnoœæ stapiania (kg/h): 7.5 / 320 A ( mm) 7.5 / 380 A (1,4 mm) C Mn Si Ni 0,06 1,0 0,5 2,3 R e [MPa] R m [MPa] A 5[%] KV[J] -60 C S460 do S690 i inne DB, TÜV, Ü ; 1,4; 1,6 S255NL1 do S420NL1 i inne ABS, DNV, RS, TÜV ; 1,4 OK Tubrod T 42 2 MM 1 H10 T 42 2 MC 1 H10 AWS A5.18: E70C-6M E70C-6C Drut proszkowy o rdzeniu metalowym do spawania stali konstrukcyjnych niestopowych i drobnoziarnistych. Szczególnie odpowiedni do spoin pachwinowych w pozycji nabocznej, w przemyœle stoczniowym. Wykazuje du ¹ tolerancjê na pow³oki zagruntowanych blach. Œrednice drutu poni ej 1,4 mm umo liwiaj¹ spawanie we wszystkich pozycjach. Pr¹d spawania i biegunowoœæ: sta³y (+/-) Wydajnoœæ stapiania (kg/h): 7.5 / 320 A ( mm) 8.0 / 450 A (1,6 mm) C Mn Si 0,06 1,4 0,6 (M21): R e [MPa] R m [MPa] A 5[%] KV[J] -20 C S235 do S420 i inne ABS, BV, DB, DNV, GL, LR, RINA, TÜV, Ü 1,0; ; 1,4; 1,6 7
10 DRUTY PROSZKOWE Z RDZENIEM METALOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod T 42 2 MM 2 H5 AWS A5.18: E70C-6M Drut proszkowy o rdzeniu metalowym do szybkiego wykonywania spoin pachwinowych i czo³owych w pozycjach podolnej i poziomej. uk jarzy siê stabilnie przy wszystkich natê eniach pr¹du spawania, dziêki czemu uzyskuje siê doskona³y wygl¹d spoiny oraz brak podtopieñ i rozprysku. Wydajnoœæ stapiania (kg/h): 7.5 / 320 A ( mm) 8.0 / 450 A (1,6 mm) C Mn Si 0,06 1,4 0,5 R e [MPa] R m [MPa] A 5[%] KV[J] -20 C S235 do S420 i inne ABS, BV, DB, DNV, GL, LR, TÜV, Ü ; 1,4; 1,6 FILARC PZ6102 T 46 4 MM 2 H5 AWS A5.18: E70C-6M H4 Drut proszkowy o rdzeniu metalowym, zapewniaj¹cy bardzo dobr¹ spawalnoœæ przy niskich natê eniach pr¹du. Nadaje siê do wykonywania przetopów graniowych ³ukiem zwarciowym oraz spawania ³ukiem pulsuj¹cym. Wydajnoœæ stapiania (kg/h): 8.0 / 350 A ( mm) 7.6 / 450 A (1,6 mm) C Mn Si 0,07 1,5 0,6 R e [MPa] R m [MPa] A 5[%] KV[J] -20 C min min. 24 min. 54 S235 do S460 i inne ABS, BV, DB, DNV, GL, LR, TÜV, Ü ; 1,4; 1,6 FILARC PZ6103 T 42 2 MM 2 H5 AWS A5.18: E70C-GM H4 Drut proszkowy o rdzeniu metalowym, zapewniaj¹cy doskona³¹ spawalnoœæ we wszystkich pozycjach, przy bardzo korzystnym kszta³cie lica spoin pachwinowych. Odpowiedni do spawania zmechanizowanego i rêcznego, z wydajnoœci¹ ok. 50% wiêksz¹ ni drutami pe³nymi. Nadaje siê do spawania ³ukiem pulsuj¹cym. Pr¹d spawania i biegunowoœæ: sta³y (+/-) Wydajnoœæ stapiania (kg/h): 9.0 / 350 A ( mm) 9.6 / 450 A (1,6 mm) C Mn Si 0,05 1,4 0,9 S235 do S420 i inne DB, LR, TÜV ; 1,4; 1,6 R e [MPa] R m [MPa] A 5[%] KV[J] -20 C min min. 22 min. 54 FILARC PZ6105R T 42 4 MM 3 H5 AWS A5.18: E70C-6M H4 Drut proszkowy o rdzeniu metalowym, przeznaczony do spawania zmechanizowanego i robotów spawalniczych. Odpowiedni do spawania cienkich blach. Wytwarza ³uk natryskowy przy niskim napiêciu ³uku. Wydajnoœæ stapiania (kg/h): 7.2 / 350 A (1,4 mm) 8.5 / 450 A (1,6 mm) C Mn Si 0,05 1,6 0,8 R p0,2 [MPa] R m [MPa] A 5 [%] KV[J] -40 C min min. 22 min. 47 S235 do S420 i inne M12, ABS, BV, DB, DNV, GL, LR, RINA, TÜV, Ü 1,4; 1,6 8
11 DRUTY PROSZKOWE Z RDZENIEM ZASADOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod T 42 3 BM 2 H5 T 42 3 BC 2 H5 AWS A5.20: E71T-5 E71T-5M Drut proszkowy o rdzeniu topnikowym-zasadowym, wytwarzaj¹cy niskowodorowe stopiwo, odporne na pêkanie. Druty 1,0 i mm umo liwiaj¹ spawanie w pozycjach przymusowych. Stosowany do spawania wielowarstwowych konstrukcji mostów, zbiorników ciœnieniowych itp. Pr¹d spawania i biegunowoœæ: sta³y (-) Wydajnoœæ stapiania (kg/h): 6.5 / 300 A ( mm) 8.0 / 400 A (1,6 mm) C Mn Si 0,06 1,3 0,6 R p0,2 [MPa] R m [MPa] A 5 [%] KV[J] -30 C S235 do S420 i inne DB, DNV, GL, LR, RINA, TÜV 1,0; ; 1,4; 1,6; 2,4 OK Tubrod AWS A5.29: E81T5-B2M Drut proszkowy o rdzeniu topnikowym-zasadowym do spawania we wszystkich pozycjach stali odpornych na pe³zanie typu 1% Cr, 0,5% Mo. W³asnoœci mechaniczne podano w stanie po wy arzaniu odprê aj¹cym 690 C, 1h. Pr¹d spawania i biegunowoœæ: sta³y (-) Wydajnoœæ stapiania (kg/h): 6.5 / 300 A Typowy sk³ad stopiwa : C Mn Si Cr Mo 0,06 1,0 0,5 5 1,0 Typowe w³asnoœci mechaniczne stopiwa : R e [MPa] R m [MPa] A 5 [%] min min CrMo4-5, G17CrMo5-5, 25CrMo4 i inne - OK Tubrod AWS A5.29: E90T5-B3 Drut proszkowy o rdzeniu topnikowym-zasadowym do spawania we wszystkich pozycjach stali odpornych na pe³zanie typu 2% Cr, 1% Mo. W³asnoœci mechaniczne podano w stanie po wy arzaniu odprê aj¹cym 675 C, 1h. Pr¹d spawania i biegunowoœæ: sta³y (-) Wydajnoœæ stapiania (kg/h): 6.5 / 300 A Typowy sk³ad stopiwa : C Mn Si Cr Mo 0,06 1,0 0,5 2,25 1,0 Typowe w³asnoœci mechaniczne stopiwa : R e [MPa] R m [MPa] A 5 [%] min min CrMo9-10, G17CrMo9-10 i inne - OK Tubrod T 46 5 Z B M 2 H5 AWS A5.29: E80T5-G Zasadowy drut rdzeniowy do stali niestopowych i drobnoziarnistych, przeznaczony do spawania we wszystkich pozycjach. ¹czy wysok¹ wytrzyma³oœæ stopiwa z bardzo dobr¹ udarnoœci¹, w tym równie spe³niaj¹c test CTOD. Pr¹d spawania i biegunowoœæ: sta³y (-) Wydajnoœæ stapiania (kg/h): 6.5 / 300 A Typowy sk³ad stopiwa : C Mn Si Ni 0,05 1,5 0,5 0,75 Typowe w³asnoœci R e [MPa] R m [MPa] A 5 [%] KV[J] -60 C min min. 22 min. 47 S235 do S460 i inne DNV, LR, TÜV 9
12 DRUTY PROSZKOWE Z RDZENIEM ZASADOWYM DO STALI NIESTOPOWYCH I NISKOSTOPOWYCH OK Tubrod T Ni B M 2 H5 AWS A5.29: E70T5-G Zasadowy drut rdzeniowy do stali niestopowych i drobnoziarnistych, do spawania we wszystkich pozycjach Zapewnia doskona³¹ udarnoœæ do -60 C (CTOD -10 C). Przeznaczony g³ównie do ³¹czenia elementów o du ej gruboœci w konstrukcjach mostów, zbiorników ciœnieniowych i platform przybrze nych. Pr¹d spawania i biegunowoœæ: sta³y (-) Wydajnoœæ stapiania (kg/h): 6.5 / 300 A Typowy sk³ad stopiwa : C Mn Si Ni 0,05 0,8 0,5 2,25 Typowe w³asnoœci mechaniczne stopiwa : R e [MPa] R m [MPa] A 5[%] KV[J] -60 C min min 22 min. 47 S255NL1 do S420NL1, 11MnNi 5-3 i inne DNV, LR, TÜV OK Tubrod AWS A5.28: E110T5-G Drut proszkowy o rdzeniu zasadowym z dodatkiem stopowym niklu, do spawania we wszystkich pozycjach, zapewniaj¹cy bardzo wysok¹ wytrzyma³oœæ i udarnoœæ w temp. do -50 C. Stosowany w konstrukcjach stalowych m.in. w urz¹dzeniach dÿwigowych i budownictwie morskim. Pr¹d spawania i biegunowoœæ: sta³y (-) Wydajnoœæ stapiania (kg/h): 6.5 / 300 A C Mn Si Ni 0,06 1,6 0,4 2,5 R e [MPa] R m [MPa] A 5[%] KV[J] -50 C min min. 15 min. 50 S500NL1, S420 do S690 i inne - FILARC PZ6125 T Ni B M 1 H5 AWS A5.29: E71T5-K6M H4 FILARC PZ6130HS T 42 4 B C 5 H5 T 42 4 B M 3 H5 AWS A5.20: E70T-5J H4 E70T-5MJ H4 Drut z rdzeniem zasadowym do spawania we wszystkich pozycjach stali nie stopowych i drobnoziarnistych w konstrukcjach morskich i innych, gdzie wystêpuj¹ elementy o du ej gruboœci. Charakteryzuje siê bardzo dobrymi w³aœciwoœciami mechanicznymi, ³¹cznie z testem CTOD i ³atwym usuwaniem u la. Nadaje siê do przetopów graniowych oraz jednostronnego spawania na podk³adach ceramicznych. Pr¹d spawania i biegunowoœæ: sta³y (-/+) Uzysk: ok. 90% Wydajnoœæ stapiania (kg/h): 7.9 / 350 A ( mm) 7.9 / 450 A (1,6 mm) C Mn Si Ni 0,06 0,5 0,85 R e [MPa] R m [MPa] A 5[%] KV[J] -60 C min min. 28 min. 54 Zasadowy drut rdzeniowy do wysoko wydajnego spawania, g³ównie w pozycji podolnej i nabocznej. Charakteryzuje siê bardzo dobrymi w³aœciwoœciami mechanicznymi, ³¹cznie z testem CTOD. Szeroko stosowany w przemyœle stoczniowym. Dopuszczony do wykonywania przetopów graniowych na podk³adkach ceramicznych. Pr¹d spawania i biegunowoœæ: sta³y (-/+) Uzysk: ok. 90% Wydajnoœæ stapiania (kg/h): 14.6 / 450 A ( mm) 12.6 / 450 A (1,4 mm) C Mn Si 0,07 1,3 0,5 R p0,2 [MPa] R m [MPa] A 5 [%] KV[J] -40 C min min. 24 min. 47 S255NL1 do S420NL1 i inne ABS, BV, DB, DNV, GL, LR, RINA, RS, TÜV, Ü 1,0; ; 1,6 S235 do S420 i inne ABS, BV, DB, DNV, GL, LR, RS, TÜV, Ü 1,4; 1,6 10
13 DRUTY RDZENIOWE DO STALI WYSOKOSTOPOWYCH OK Tubrod T 19 9 L P M 2 AWS A5.22: E308LT1-4 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych typu 18%Cr - 8%Ni, w tym tak e odmian ze stabilizatorami, pracuj¹cych w temp. do 350 C. Charakteryzuje siê ³atwo usuwalnym u lem i p³askim licem spoin. Niska zawartoœæ wêgla zapewnia du ¹ odpornoœæ stopiwa na korozjê miêdzykrystaliczn¹. Uzysk: ok. 83% Wydajnoœæ stapiania (kg/h): 4.6 / 220 A C Mn Si Cr Ni <0,04 1,4 0,7 19,5 10,0 R e [MPa] R m [MPa] A 5[%] KV[J] -120 C min. 320 min. 550 min. 35 min. 32 X10CrNi18-8, X5CrNi18-10, GX5CrNi19-10, X6CrNiTi18-10, X6CrNiNb18-10 i inne - OK Tubrod T L P M 2 AWS A5.22: E316LT1-4 OK Tubrod T L P C 2 T L P M 2 AWS A5.22: E309LT1-4 Rutylowy drut rdzeniowy do spawania stali austenitycznych typu 18%Cr - 12% Ni-2%Mo, w tym tak e odmian ze stabilizatorami, pracuj¹cych w temp. do 400 C Przeznaczony do spawania we wszystkich pozycjach. Charakteryzuje siê ³atwo usuwalnym u lem i p³askim licem spoin. Niska zawartoœæ wêgla zapewnia du ¹ odpornoœæ stopiwa na korozjê miêdzykrystaliczn¹. Stopiwo jest odporne tak e na korozjê w erow¹ i inne rodzaje korozji w roztworach redukuj¹cych i neutralnych. Uzysk: ok. 83% Wydajnoœæ stapiania (kg/h): 4.6 / 220 A C Mn Si Cr Ni Mo <0,04 1,4 0,7 19,0 12,0 2,80 R e [MPa] R m [MPa] A 5[%] KV[J] -196 C min. 320 min. 550 min. 30 min. 34 Rutylowy drut rdzeniowy do spawania stali austenitycznych typu 23%Cr - 12%Ni, po³¹czeñ ró noimiennych - stali niestopowych i niskostopowych z wysokostopowymi oraz platerowania stali niestopowej. Mo e byæ stosowany do stali ferrytycznych i martenzytycznych 13% i 17%Cr. Przeznaczony do spawania we wszystkich pozycjach z wyj¹tkiem pionowej do do³u. Uzysk: ok. 83% Wydajnoœæ stapiania (kg/h): 4.6 / 220 A C Mn Si Cr Ni <0,04 1,4 0,7 24,0 13,0 R e [MPa] R m [MPa] A 5 [%] KV[J] -60 C min. 320 min. 550 min. 30 min. 32 X2CrNiMo GX5CrNiMo X2CrNiMo i inne ABS, BV, DB, DNV, GL, LR, RS, TÜV, Ü X5CrNi S235-S355, X10CrNiMoNb S235-S355 i inne ABS, DNV, GL, LR, OK Tubrod T N L P C 2 T N L P M 2 AWS A5.22: E2209T1-1 E2209T1-4 Rutylowy drut rdzeniowy do spawania stali ferrytyczno-austenitycznych typu duplex. Charakteryzuje siê stabilnym jarzeniem ³uku oraz ³atwo usuwalnym u lem. Przeznaczony do spawania we wszystkich pozycjach. Stopiwo wykazuje du ¹ odpornoœæ na korozjê miêdzykrystaliczn¹ i naprê eniow¹, nawet w bardzo agresywnych œrodowiskach. Uzysk: ok. 88% Wydajnoœæ stapiania (kg/h): 6.3 / 250 A C Mn Si Cr Ni Mo <0,04 0,9 0,85 22,0 9,0 3,0 R e [MPa] R m [MPa] A 5[%] KV[J] -20 C min. 500 min. 690 min. 20 min. 47 X2CrNiN23-4, GX2CrNiMoN27-7-3, X3CrNiMoN27-5-2, X2CrNiMoN22-5-3, GX6CrNiMo24-8-2, i inne ABS, DNV, GL, RINA, TÜV 11
14 DRUTY RDZENIOWE DO STALI WYSOKOSTOPOWYCH OK Tubrod T 19 9 L R M 3 AWS A5.22: E308LT0-1 E308LT0-4 Rutylowy drut rdzeniowy do spawania stali austenitycznych typu 18%Cr - 8%Ni, w tym tak e stabilizowanych Nb lub Ti. Przeznaczony do spawania g³ównie w pozycji podolnej i nabocznej. Niska zawartoœæ wêgla zapewnia dobr¹ odpornoœæ na korozjê miêdzykrystaliczn¹. Wydajnoœæ stapiania (kg/h): 7.0 / 250 A ( mm) 7.5 / 350 A (1,6 mm) C Mn Si Cr Ni <0,04 1,4 0,6 19,0 10,0 R e [MPa] R m [MPa] A 5[%] KV[J] 20 C min. 205 min. 515 min. 35 min. 40 X10CrNi18-8, X5CrNi18-10, GX5CrNi19-10, X6CrNiTi18-10, X6CrNiNb18-10 i inne DB, LR, TÜV, Ü ; 1,6 OK Tubrod T L R M 3 AWS A5.22: E316LT0-1 E316LT0-4 OK Tubrod T L R M 3 AWS A5.22: E309LT0-1 E309LT0-4 Rutylowy drut rdzeniowy do spawania stali austenitycznych typu 18%Cr - 12% Ni - 3%Mo, w tym tak e stabilizowanych Nb lub Ti. Przeznaczony do spawania w pozycji podolnej i nabocznej. Spoiwo odporne jest na korozjê miêdzykrystaliczn¹ i w erow¹ oraz wiêkszoœæ rodzajów korozji w roztworach redukuj¹cych i neutralnych. Wydajnoœæ stapiania (kg/h): 7.0 / 250 A ( mm) 7.5 / 350 A (1,6 mm) Typowy sk³ad stopiwa (M21): C Mn Si Cr Ni Mo <0,04 1,4 0,6 19,0 12,0 2,80 R e [MPa] R m [MPa] A 5[%] min. 320 min. 510 min. 25 Rutylowy drut rdzeniowy do spawania stali austenitycznych typu 24%Cr - 13%Ni oraz do ³¹czenia materia³ów ró noimiennych - stali niestopowych i niskostopowych z wysokostopowymi. Mo e byæ u ywany do spawania stali ferrytycznych martenzytycznych 13%Cr i 17%Cr. Przeznaczony do pracy w pozycji podolnej i nabocznej. Wydajnoœæ stapiania (kg/h): 7.0 / 250 A ( mm) 7.5 / 350 A (1,6 mm) Typowy sk³ad stopiwa (M21): C Mn Si Cr Ni <0,04 1,4 0,6 24,0 13,0 X2CrNiMo GX5CrNiMo X2CrNiMo i inne DB, LR, TÜV, Ü ; 1,6 X5CrNi S235-S355, X10CrNiMoNb S235-S355 i inne DB, LR, TÜV, Ü ; 1,6 OK Tubrod T 19 9 Nb R M 3 AWS A5.22: E347T0-1 E347T0-4 Typowe w³asnoœci mechaniczne stopiwa (M21): R e [MPa] R m [MPa] A 5[%] min. 250 min. 515 min. 30 Rutylowy drut rdzeniowy do spawania stali austenitycznych typu 18%Cr - 8%Ni stabilizowanych Nb lub Ti. Przeznaczony do spawania w pozycji podolnej i nabocznej. Wydajnoœæ stapiania (kg/h): 7.0 / 250 A Typowy sk³ad stopiwa (M21): C Mn Si Cr Ni Nb <0,08 1,4 0,6 19,5 10,0 0,6 R e [MPa] R m [MPa] A 5[%] min. 260 min. 520 min. 30 GX8CrNiNb19-10, X12CrNiTi18-9, X10CrNiTi18-10 i inne - 12
15 DRUTY RDZENIOWE SAMOOS ONOWE DO SPAWANIA STALI NIESTOPOWYCH OK Tubrod AWS A5.20: E71T-GS Drut rdzeniowy samoos³onowy przeznaczony do ³¹czenia elementów stalowych o ma³ej gruboœci. Pr¹d spawania i biegunowoœæ: sta³y (-) Uzysk: ok. 78% C Mn Si Al 0,25 0,85 0,3 2,2 R e [MPa] min. 497 S235 i inne - 0,8 OK Tubrod T 38 Z W N 2 AWS A5.20: E71T-7 Drut proszkowy samoos³onowy o rdzeniu topnikowym - zasadowym do spawania stali niestopowych we wszystkich pozycjach. Pr¹d spawania i biegunowoœæ: sta³y (-) Uzysk: ok. 77% Wydajnoœæ stapiania (kg/h): 4.5 / 280 A ( mm) 6.1 / 350 A (1,6 mm) C Mn Si Al 0,14 1,15 0,1 1,5 S235 do S355 - ; 1,6 R e [MPa] R m [MPa] A 5[%] OK Tubrod Drut proszkowy samoos³onowy o rdzeniu topnikowym- zasadowym do spawania stali niestopowych w pozycji podolnej. Uzysk: ok. 80% Wydajnoœæ stapiania (kg/h): 8.0 / 400 A (1,6 mm) 12.0 / 500 A (2,4 mm) C Mn Si Al 0,2 0,65 0,45 1,5 R e [MPa] R m [MPa] A 5[%] S235 do S355 TÜV, 1,6; 2,4 Coreshield 8 T 35 2 Y N 2 AWS A5.20: E71T-8 Drut proszkowy samoos³onowy do spawania stali niestopowych we wszystkich pozycjach. Stosowany do monta u konstrukcji stalowych w miejscu budowy. Pr¹d spawania i biegunowoœæ: sta³y (-) Uzysk: ok. 78% Wydajnoœæ stapiania (kg/h): 3.7 / 240 A C Mn Si Al 0,14 1,15 0,1 1,5 R e [MPa] R m [MPa] A 5[%] KV[J] -29 C min min. 22 min. 41 S235 do S355 i inne ABS, BV, DB, DNV, LR, TÜV, Ü 1,6 13
16 DRUTY RDZENIOWE DO NAPAWANIA OK Tubrod MF10-55-GRZ Zasadowy drut rdzeniowy wytwarzaj¹cy stopiwo o du ej zawartoœci wêglików chromu, niezwykle odporne na zu ycie przez œcieranie drobnoziarnistymi materia³ami, takimi jak piasek, glina, ruda itp. Zachowuje w³aœciwoœci do temp. ok. 500 C. Stosowany do napawania czerpaków, ³y ek koparek, œwidrów ziemnych, lemieszy zgarniarek itp. Wydajnoœæ stapiania (kg/h): 3.8 / 290 A HV C Mn Si Cr Mo V 3,5 0,9 0,5 21,0 3,5 0,45 œcieranie - doskona³a zu ycie w podw. temp. - b. dobra korozjê - dobra udar - umiarkowana szlifowanie drut samoos³onowy lub C1 (EN 439) 1,6 OK Tubrod MF CKNPZ AWS A5.22: E307T0-3 T 18 8 Mn UN 3 Rutylowy drut rdzeniowy wytwarzaj¹cy austenityczne stopiwo, odporne na udar i b. du e naciski. Przeznaczony do napawania i ³¹czenia stali 13%Mn (Hadfielda) oraz innych, trudno spawalnych stopów. Mo e byæ te stosowany do platerowania stali wêglowych lub niskostopowych oraz do uk³adania warstw poœrednich przed napawaniem twardym. Wydajnoœæ stapiania (kg/h): 3.8 / 290 A C Mn Si Cr Ni 0,07 5,5 0,5 19,0 9,0 R e [MPa] R m [MPa] A 5[%] KV[J] -20 C udar - doskona³a korozjê - b. dobra dostateczna drut samoos³onowy, 1,6 180 HB, po utwardzeniu zgniotem 385 HB OK Tubrod MF Rutylowy drut rdzeniowy wytwarzaj¹cy stopiwo martenzytyczne Cr-Mn. Przeznaczony do napawania kó³ tocznych, ogniw g¹siennic, rolek przenoœników taœmowych, walców, wa³ków itp. Na ogó³ nie wymaga podgrzewania wstêpnego. Zalecane jest wy arzanie odprê aj¹ce wa³ków w temperaturze C. Wydajnoœæ stapiania (kg/h): 3.8 / 290 A C Mn Si Cr 0,22 1,4 1,0 1,4 œcieranie metal-metal - b. dobra udar - dobra dobra C1 (EN 439) 1, HV OK Tubrod 15.40S UP1-GF-BAB Drut proszkowy z rdzeniem metalowym, wytwarzaj¹cy stopiwo Mn-Cr odporne na œcieranie. Stosowany do napawania pod topnikiem kó³ tocznych, ogniw g¹sienic, rolek przenoœników taœmowych, walców, wa³ków itp. Pr¹d spawania i biegunowoœæ: sta³y (+/-) Uzysk: ok. 90% Wydajnoœæ stapiania (kg/h): 9.0 / 450 A (2,4 mm) 12.0 / 700 A (3,0 mm) 12.5 / 900 A (4,0 mm) Typowy sk³ad stopiwa (OK Flux 10.71): C Mn Si Cr 0,16 1,5 0,5 3,5 œcieranie metal-metal - b. dobra udar - dobra dobra Topnik: OK Flux 10.37, OK Flux ,4; 3,0; 4, HV 14
17 DRUTY RDZENIOWE DO NAPAWANIA OK Tubrod MF Zasadowy drut rdzeniowy wytwarzaj¹cy stopiwo martenzytyczne Cr-Mn. Przeznaczony do regeneracji w warunkach polowych wa³ków, kó³, elementów torów wykonanych ze stali C-Mn. Mo e byæ stosowany do uk³adania warstw poœrednich przed napawaniem twardszym materia³em. Uzysk: ok. 77% Wydajnoœæ stapiania (kg/h): 6.8 / 300 A (1,6 mm) 11.4 / 550 A (2,4 mm) C Mn Si Cr Al 0,12 1,5 0,4 3,1 1,4 œcieranie metal-metal - b. dobra udar - dobra dobra DB drut samoos³onowy HV 1,6; 2,4 OK Tubrod MF Zasadowy drut rdzeniowy wytwarzaj¹cy stopiwo martenzytyczne. Przeznaczony do napawania kó³ tocznych, ogniw g¹siennic, walców do kêsów, rolek przenoœników taœmowych, wa³ków itp. Przy pojedynczych warstwach nie jest konieczne podgrzewanie wstêpne. Wydajnoœæ stapiania (kg/h): 6.8 / 300 A C Mn Si Cr Ni Mo Al 0,15 1,5 0,5 4,5 0,5 0,5 1, HV œcieranie metal-metal - b. dobra udar - dobra dostateczna drut samoos³onowy lub C1 (EN 439) 1,6 OK Tubrod 15.42S UP1-GF-BAB Drut proszkowy o rdzeniu metalowym wytwarzaj¹cy stopiwo typu Mn-Cr-Mo odporne na œcieranie. Stosowany do napawania pod topnikiem kó³ tocznych, ogniw g¹sienic, rolek przenoœników taœmowych, wa³ków itp. Pr¹d spawania i biegunowoœæ: sta³y (+/-) Uzysk: ok. 90% Wydajnoœæ stapiania (kg/h): 12.0 / 700 A (3,0 mm) 12.5 / 900 A (4,0 mm) C Mn Si Cr Mo 0,14 1,3 0,6 4,0 0,75 œcieranie metal-metal - b. dobra udar - dobra dostateczna Topnik: OK Flux ,0; 4, HV OK Tubrod MF Zasadowy drut rdzeniowy wytwarzaj¹cy stopiwo o strukturze martenzytyczno-bainitycznej. Opracowany specjalnie do regeneracji szyn i elementów torów kolejowych oraz tramwajowych w warunkach polowych. Przeznaczony do stali wêglowych - manganowych. Uzysk: ok. 78% Wydajnoœæ stapiania (kg/h): 7.2 / 250 A ( mm) 6.8 / 300 A (1,6 mm) C Mn Si Cr Ni Mo Al 0,15 1,1 0,3 1,0 2,25 0,5 1,6 œcieranie metal-metal - b. dobra udar - dobra dobra drut samoos³onowy ; 1, HV 15
18 DRUTY RDZENIOWE DO NAPAWANIA OK Tubrod MF 6-55-GP Rutylowy drut rdzeniowy wytwarzaj¹cy stopiwo martenzytyczne. Przeznaczony do napawania œrub poci¹gowych, mieszade³, ³y ek koparek, rowków pierœcieni t³okowych w silnikach Diesla oraz innych zastosowañ, wymagaj¹cych wysokiej odpornoœci na œcieranie. Wydajnoœæ stapiania (kg/h): 5.5 / 300 A C Mn Si Cr Ni Mo Al 0,45 1,3 0,3 5,0 0,5 0,6 œcieranie - b. dobra udar - dostateczna szlifowanie drut samoos³onowy 1, HV OK Tubrod MF KP Rutylowy drut rdzeniowy wytwarzaj¹cy austenityczne stopiwo manganowe. Przeznaczony do regeneracji kruszarek, m³otów, elementów maszyn górniczych, do prac ziemnych itp. oraz innych zastosowañ wymagaj¹cych stopiwa odpornego na pêkanie pod wp³ywem silnego udaru. Wydajnoœæ stapiania (kg/h): 3.2 / 260 A (1,6 mm) 4.5 / 380 A (2,4 mm) C Mn Si Ni Al 0,85 12,5 0,5 3,0 0, HV, po utwardzeniu zgniotem HV œcieranie - dobra udar - doskona³a szlifowanie drut samoos³onowy lub C1 (EN 439) 1,6; 2,4 OK Tubrod MF KP Rutylowy drut rdzeniowy wytwarzaj¹cy stopiwo martenzytyczno -austenityczne, utwardzalne zgniotem. Stosowane do napawania stali wêglowej, niskostopowej oraz stali o zawartoœci ok.13% Mn. Przeznaczony do regeneracji kruszarek, m³otów, krzy ownic w torach kolejowych, elementów maszyn do prac ziemnych itp. Uzysk: ok. 80% Wydajnoœæ stapiania (kg/h): 3.2 / 260 A C Mn Si Cr Ni Mo V 0,3 13,5 0,5 16,0 1,75 0,8 0, HV œcieranie - dobra udar - doskona³a szlifowanie DB drut samoos³onowy lub C1 (EN 439) 1,6 OK Tubrod DIN 8573: MF NiFe-1 Zasadowy drut rdzeniowy wytwarzaj¹cy stopiwo elazo-niklowe. Przeznaczony do spawania eliwa szarego, ci¹gliwego i sferoidalnego. Umo liwia ³¹czenie eliw ze stalami i innymi materia³ami. Stosowany tak e do napawania i napraw wad w odlewach. C Mn Si Cu Ni Al Fe 1,0 0,5 2, ,5 ok. 43 R e [MPa] R m [MPa] A 5 [%] dobra M12, M13 (EN 439) ok. 200 HV 16
19 DRUTY RDZENIOWE DO NAPAWANIA OK Tubrod 15.72S Metalowy drut rdzeniowy wytwarzaj¹cy nierdzewne stopiwo martenzytyczne. Przeznaczony do napawania pod topnikiem wa³ków, gniazd zaworów, walców hutniczych i papierniczych oraz podobnych zastosowañ, gdzie wystêpuje œcieranie przy umiarkowanych udarach, czêsto w podwy szonej temperaturze lub agresywnym œrodowisku. Wydajnoœæ stapiania (kg/h): 12 / 700 A C Mn Si Cr Ni Mo 0,06 0,9 0,5 12,0 4,0 1,0 œcieranie - dobra zu ycie w podw. temp. - b. dobra korozjê - b. dobra udar - umiarkowana narzêdziami z wêglików spiekanych Topnik: OK Flux HV 3,0 OK Tubrod MF 5-45-RTZ Metalowy drut rdzeniowy wytwarzaj¹cy nierdzewne stopiwo martenzytyczne. Przeznaczony do napawania pod topnikiem wa³ków, gniazd zaworów, walców hutniczych i papierniczych oraz podobnych zastosowañ, gdzie wystêpuje œcieranie przy umiarkowanych udarach, czêsto w podwy szonej temperaturze lub agresywnym œrodowisku. Pr¹d spawania i biegunowoœæ: sta³y (+/-) Uzysk: ok. 90% C Mn Si Cr Ni Mo V Nb 0,18 0,4 13,0 2,5 1,5 0,25 0,25 œcieranie - dobra zu ycie w podw. temp. - b. dobra korozjê - b. dobra narzêdziami z wêglików spiekanych HV 1,6 OK Tubrod 15.73S UP 5-GF-BFB RTZ Metalowy drut rdzeniowy, wytwarzaj¹cy stopiwo martenzytyczne 13% Cr. Przeznaczony do napawania pod topnikiem czêœci nara onych na zu ycie i korozjê w podwy szonej temperaturze, np. gniazd zaworów, walców do ci¹g³ego odlewania stali, walców papierniczych. Wydajnoœæ stapiania (kg/h): 9,0 / 450 A (2,4 mm) 12,0 / 700 A (3,0 mm) 12,5 / 900 A (4,0 mm) Typowy sk³ad stopiwa (OK Flux 10.61): C Mn Si Cr Ni Mo V Nb 0,12 1,1 0,3 13,0 2,5 1,5 0,25 0, HV œcieranie - dobra zu ycie w podw. temp. - b. dobra korozjê - b. dobra narzêdziami z wêglików spiekanych Topnik: OK Flux 10.37, OK Flux ,4; 3,0; 4,0 OK Tubrod Rutylowy drut rdzeniowy wytwarzaj¹cy nierdzewne stopiwo martenzytyczne. Przeznaczony do napawania wa³ków, rowków pierœcieni t³okowych, a przede wszystkim walców w liniach ci¹g³ego odlewania stali. Stosowany w przypadku wymaganej odpornoœci na zu ycie w podwy szonej temperaturze lub agresywnym œrodowisku. Wydajnoœæ stapiania (kg/h): 12,0 / 700 A C Mn Si Cr Ni Mo 0,1 0,4 12,5 2, HV œcieranie - dobra zu ycie w podw. temp. - b. dobra korozjê - dobra narzêdziami z wêglików spiekanych Topnik: OK Flux ,2 17
20 DRUTY RDZENIOWE DO NAPAWANIA OK Tubrod MF GF GP Zasadowy drut samoos³onowy wytwarzaj¹cy stopiwo martenzytyczne, zawieraj¹ce du ¹ iloœæ wêglików tytanu. Drut opracowany dla osi¹gniêcia maksymalnej odpornoœci na œcieranie przy umiarkowanych udarach. Stopiwo jest wolne od pêkniêæ i odporne na odpuszczanie. C Mn Si Cr Mo Ti 1,8 0,5 1,5 6,5 1,4 5, HRC œcieranie - b. dobra udar - dobra szlifowanie drut samoos³onowy 1,6 OK Tubrod MF 6-60-GP Zasadowy drut rdzeniowy wytwarzaj¹cy stopiwo martenzytyczne, zawieraj¹ce du ¹ iloœæ wêglików chromu i niobu. Drut opracowany dla osi¹gniêcia maksymalnej odpornoœci na œcieranie przez materia³y mineralne np. gips, kaolin, kreda, piasek, wêgiel. Stosowany do napawania czêœci m³ynów, mieszalników, walców, pras itp. Wydajnoœæ stapiania (kg/h): 12,0 / 700 A C Mn Si Cr Nb 1,45 1,0 1,5 5,1 6,1 œcieranie - doskona³a udar - dobra szlifowanie C1 (EN 439) 1, HV OK Tubrod MF CTZ Metalowy drut rdzeniowy wytwarzaj¹cy stopiwo stellitowe. Stosowany do zaworów wydechowych, aparatury chemicznej, matryc kuÿniczych, no y no yc hutniczych itp. Znajduje zastosowanie w energetyce, przetwórstwie papieru, tworzyw sztucznych i gumy. Zachowuje w³aœciwoœci u ytkowe do temp. ok. 800 C. C Mn Si Cr Ni W Fe Co 1,0 0,9 1,1 28,5 2,5 4,0 3,5 ok HRC œcieranie - doskona³a œcieranie metal-metal - dobra zu ycie w podw. temp. - dobra korozjê - doskona³a udar - dostateczna dostateczna I1, M12, M13 (EN 439) ; 1,6 OK Tubrod 15.91S Metalowy drut rdzeniowy wytwarzaj¹cy nierdzewne stopiwo odporne na utlenianie i wysok¹ temperaturê. Przeznaczony do napawania pod topnikiem wa³ków, dysków, rolek nara onych na agresywne media lub zu ycie w wysokiej temperaturze. Mo e byæ u ywany do uk³adania warstw poœrednich przed napawaniem materia³ami o du ej zawartoœci wêgla. Wydajnoœæ stapiania (kg/h): 12,0 / 700 A C Mn Si Cr Ni Mo 0,04 0,2 1,0 23,0 3,6 œcieranie - doskona³a zu ycie w podw. temp. - b. dobra korozjê - b. dobra dobra Topnik: OK Flux ,0 18
21 PODK ADKI CERAMICZNE 19

22 20 PODK ADKI CERAMICZNE
23 Uwaga! Firma ESAB zastrzega sobie prawo do zmian w asortymencie produktów bez wczeœniejszego powiadamiania. Prezentowany zakres produktów nie stanowi oferty w rozumieniu Kodeksu Cywilnego. Dane zamieszczone w katalogach produktów maj¹ charakter informacyjny i nie mog¹ stanowiæ podstawy do jakichkolwiek roszczeñ. Jednoczeœnie firma ESAB zastrzega sobie prawo do b³êdów w druku, mimo e dok³ada wszelkich starañ, aby publikowane dane by³y aktualne i prawid³owe. Zawartoœæ niniejszego katalogu chroniona jest prawem autorskim. 21
24 ESAB Sp. z o.o. ul. elazna Katowice Biuro Handlowe ul. Chorzowska Katowice tel. (32) fax (32) info@esab.pl
OK Tubrodur Typ wypełnienia: specjalny
 OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
Shield-Bright 308L (OK TUBROD 14.20)*
*") Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
OK Tubrod SFA/AWS A5.18: E70C-GM EN ISO A: T 42 2 Z M M 2 H10
 OK Tubrod 14.01 SFA/AWS A5.18: 70C-GM N ISO 17632-A: T 42 2 Z M M 2 H10 Drut rdzeniowy z wypełnieniem metalicznym, z dodatkiem stopowym 0,5% Cu, przeznaczony do spawania stali odpornych na korozję atmosferyczną
OK Tubrod 14.01 SFA/AWS A5.18: 70C-GM N ISO 17632-A: T 42 2 Z M M 2 H10 Drut rdzeniowy z wypełnieniem metalicznym, z dodatkiem stopowym 0,5% Cu, przeznaczony do spawania stali odpornych na korozję atmosferyczną
OK SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1. rutylowa. Otulina:
 OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
OK 92.05 SFA/AWS A 5.11: (NiTi3) zasadowa. Otulina:
 zasadowa. Otulina:") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Elektroda do spawania elementów z czystego niklu. Przeznaczona jest także do łączenia materiałów różnoimiennych, np. niklu ze stalą, niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Elektroda do spawania elementów z czystego niklu. Przeznaczona jest także do łączenia materiałów różnoimiennych, np. niklu ze stalą, niklu
EN 450B. EN 14700: E Z Fe3. zasadowa
 EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
OK Autrod 308L (OK Autrod 16.10)*
*") OK Autrod 308L (OK Autrod 16.10)* SFA/AWS A 5.9: ER308L EN ISO 14343-A: S 19 9 L Drut do spawania pod topnikiem stali nierdzewnych typu 19%Cr, 10%Ni. Stopiwo, dzięki bardzo niskiej zawartości węgla, ma
OK Autrod 308L (OK Autrod 16.10)* SFA/AWS A 5.9: ER308L EN ISO 14343-A: S 19 9 L Drut do spawania pod topnikiem stali nierdzewnych typu 19%Cr, 10%Ni. Stopiwo, dzięki bardzo niskiej zawartości węgla, ma
OK Tigrod 308L (OK Tigrod 16.10)*
*") OK Tigrod 308L (OK Tigrod 16.10)* SFA/AWS A 5.9: ER 308L EN ISO 14343-A: W 19 9 L Spoiwo austenityczne o bardzo niskiej zawartości węgla, do spawania stali odpornych na korozję, zawierających ok. 18% Cr
OK Tigrod 308L (OK Tigrod 16.10)* SFA/AWS A 5.9: ER 308L EN ISO 14343-A: W 19 9 L Spoiwo austenityczne o bardzo niskiej zawartości węgla, do spawania stali odpornych na korozję, zawierających ok. 18% Cr
ER 146 SFA/AWS A5.1: E 6013 EN ISO 2560-A: E 38 0 RC 11. rutylowa
 ER 146 SFA/AWS A5.1: E 6013 EN ISO 2560-A: E 38 0 RC 11 Średniootulona elektroda z dodatkiem celulozy w otulinie, do spawania konstrukcji stalowych narażonych na obciążenia statyczne i dynamiczne (konstrukcje
ER 146 SFA/AWS A5.1: E 6013 EN ISO 2560-A: E 38 0 RC 11 Średniootulona elektroda z dodatkiem celulozy w otulinie, do spawania konstrukcji stalowych narażonych na obciążenia statyczne i dynamiczne (konstrukcje
OK SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32. zasadowa. Otulina:
 OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Elektroda z dodatkiem stopowym Ni i u, do spawania wszystkich rodzajów złączy. Stopiwo o doskonałych własnościach mechanicznych, odporne na
OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Elektroda z dodatkiem stopowym Ni i u, do spawania wszystkich rodzajów złączy. Stopiwo o doskonałych własnościach mechanicznych, odporne na
Ogólne informacje o spawaniu drutami rdzeniowymi
 Ogólne informacje o spawaniu drutami rdzeniowymi Technologia spawania drutami rdzeniowymi (proszkowymi) jest w zasadzie taka sama, jak technologia MIG/MAG. Jedyną różnicą jest materiał dodatkowy. W metodzie
Ogólne informacje o spawaniu drutami rdzeniowymi Technologia spawania drutami rdzeniowymi (proszkowymi) jest w zasadzie taka sama, jak technologia MIG/MAG. Jedyną różnicą jest materiał dodatkowy. W metodzie
Materiały spawalnicze
 Katalog produktów Linde.. 101 Materiały spawalnicze Elektrody otulone Materiały do spawania metodą MIG/MAG Materiały do spawania metodą TIG Pręty do spawania gazowego 102 Katalog produktów Linde.. Elektrody
Katalog produktów Linde.. 101 Materiały spawalnicze Elektrody otulone Materiały do spawania metodą MIG/MAG Materiały do spawania metodą TIG Pręty do spawania gazowego 102 Katalog produktów Linde.. Elektrody
Stopy żelaza. Stale Staliwa Żeliwa
 Stopy żelaza Stale Staliwa Żeliwa 1. Stale są to stopy żelaza z węglem i innymi pierwiastkami, zawierające do 2% C, które w procesie wytwarzania podlegają przeróbce plastycznej, np.: walcowaniu, ciągnieniu,
Stopy żelaza Stale Staliwa Żeliwa 1. Stale są to stopy żelaza z węglem i innymi pierwiastkami, zawierające do 2% C, które w procesie wytwarzania podlegają przeróbce plastycznej, np.: walcowaniu, ciągnieniu,
Druty rdzeniowe do stali trudnordzewiejących. Nazwa AWS EN / EN ISO / DIN. Nazwa AWS EN / EN ISO / DIN. Nazwa AWS EN / EN ISO / DIN
 do stali niestopowych i niskostopowych Nazwa EN / / DIN FLUXOFIL M8 A518: E70C-3M H4 17632-A: T 46 2 M M 1 H5; 17632-B: T 55 2T15-1MA-UH5 CITOFLUX M60A A518: E70C-3M H8 17632-A: T 42 2 M M 1 H5; 17632-B:
do stali niestopowych i niskostopowych Nazwa EN / / DIN FLUXOFIL M8 A518: E70C-3M H4 17632-A: T 46 2 M M 1 H5; 17632-B: T 55 2T15-1MA-UH5 CITOFLUX M60A A518: E70C-3M H8 17632-A: T 42 2 M M 1 H5; 17632-B:
MATERIAŁY SPAWALNICZE
 XI MATERIAŁY SPAWALNICZE SPIS TREŚCI 1. Elektrody otulone do ręcznego XI-6 1.1. Elektrody otulone do stali niestopowych i drobnoziarnistych XI-6 1.2. Elektrody otulone do stali o wysokiej wytrzymałości
XI MATERIAŁY SPAWALNICZE SPIS TREŚCI 1. Elektrody otulone do ręcznego XI-6 1.1. Elektrody otulone do stali niestopowych i drobnoziarnistych XI-6 1.2. Elektrody otulone do stali o wysokiej wytrzymałości
Elektrody do stali trudnordzewiejących
 Elektrody do stali niestopowych i niskostopowych Nazwa AWS EN / EN ISO / DIN OVERCORD E A5.1: E 6013 2560-A: E 38 0 R 12 OVERCORD A5.1: E 6013 2560-A: E 38 0 RC 11 A5.1: E 6013 2560-A: E 38 0 RC 11 FLEXAL
Elektrody do stali niestopowych i niskostopowych Nazwa AWS EN / EN ISO / DIN OVERCORD E A5.1: E 6013 2560-A: E 38 0 R 12 OVERCORD A5.1: E 6013 2560-A: E 38 0 RC 11 A5.1: E 6013 2560-A: E 38 0 RC 11 FLEXAL
OSTRZA LUTZ DO CIÊCIA FOLII SPECJALISTYCZNE OSTRZA DO SPECJALNEJ FOLII
 OSTRZA LUTZ DO CIÊCIA FOLII SPECJALISTYCZNE OSTRZA DO SPECJALNEJ FOLII PAÑSTWA ZADANIE DO CIÊCIA FOLIA W ÓKNA CHEMICZNE W ÓKNA SZKLANE MEDYCYNA PRZEMYS SPO YWCZY RZEMIOS O PRZEMYS SAMOCHODOWY TKACTWO OSTRZA
OSTRZA LUTZ DO CIÊCIA FOLII SPECJALISTYCZNE OSTRZA DO SPECJALNEJ FOLII PAÑSTWA ZADANIE DO CIÊCIA FOLIA W ÓKNA CHEMICZNE W ÓKNA SZKLANE MEDYCYNA PRZEMYS SPO YWCZY RZEMIOS O PRZEMYS SAMOCHODOWY TKACTWO OSTRZA
OK AristoRod SFA/AWS A 5.28: ER80S-G EN ISO A: G Z 3Ni1Cu
 OK AristoRod 13.26 SFA/AWS A 5.28: ER80S-G EN ISO 14341-A: G Z 3Ni1Cu Drut bez pokrycia miedziowego do spawania stali odpornych na korozję atmosferyczną typu COR-TEN, Patinax itp. Odpowiedni także do stali
OK AristoRod 13.26 SFA/AWS A 5.28: ER80S-G EN ISO 14341-A: G Z 3Ni1Cu Drut bez pokrycia miedziowego do spawania stali odpornych na korozję atmosferyczną typu COR-TEN, Patinax itp. Odpowiedni także do stali
Części do urządzeń. Części do urządzeń MMA Części do urządzeń TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG
 Katalog produktów Linde.. 8 Części do urządzeń MMA TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG 88 Katalog produktów Linde.. MMA. Uchwyty MMA Nazwa Obciążalność prądowa w cyklu pracy 60% (A)
Katalog produktów Linde.. 8 Części do urządzeń MMA TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG 88 Katalog produktów Linde.. MMA. Uchwyty MMA Nazwa Obciążalność prądowa w cyklu pracy 60% (A)
KATALOG Materia y spawalnicze
 KATALOG Materia y spawalnicze Druty lite do spawania metodami MAG/MIG i TIG 2010 SPIS TREÂCI Nazwa produktu Norma PN - EN Norma AWS / SFA Strona DRUTY I PR TY DO STALI NIESTOPOWYCH OK AristoRod 12.50 PN-EN
KATALOG Materia y spawalnicze Druty lite do spawania metodami MAG/MIG i TIG 2010 SPIS TREÂCI Nazwa produktu Norma PN - EN Norma AWS / SFA Strona DRUTY I PR TY DO STALI NIESTOPOWYCH OK AristoRod 12.50 PN-EN
OK AristoRod SFA/AWS A 5.28: ER80S-G EN ISO A: G Z 3Ni1Cu
 OK AristoRod 13.26 SFA/AWS A 5.28: ER80S-G EN ISO 14341-A: G Z 3Ni1Cu Drut bez pokrycia miedziowego do spawania stali odpornych na korozję atmosferyczną typu COR-TEN, Patinax itp. Odpowiedni także do stali
OK AristoRod 13.26 SFA/AWS A 5.28: ER80S-G EN ISO 14341-A: G Z 3Ni1Cu Drut bez pokrycia miedziowego do spawania stali odpornych na korozję atmosferyczną typu COR-TEN, Patinax itp. Odpowiedni także do stali
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN I PN-EN ISO
 OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OK Autrod SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb)
") OK Autrod 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drut ze stopu niklu, odporny na korozję i podwyższone temperatury, przeznaczony do stopów typu NiCr21Mo, NiCr22Mo, spawania
OK Autrod 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drut ze stopu niklu, odporny na korozję i podwyższone temperatury, przeznaczony do stopów typu NiCr21Mo, NiCr22Mo, spawania
KATALOG Materia³y spawalnicze. Elektrody otulone
 KATALOG Materia³y spawalnicze Elektrdy tulne SPIS TREŒCI 1 SPIS TREŒCI 2 LISTA ELEKTROD PRODUKOWANYCH PRZEZ FIRMÊ ESAB NIE UMIESZCZONYCH W KATALOGU ELEKTRODY NIESTOPOWE RUTYLOWE OK. 50.40 OK. Rapid 23.50
KATALOG Materia³y spawalnicze Elektrdy tulne SPIS TREŒCI 1 SPIS TREŒCI 2 LISTA ELEKTROD PRODUKOWANYCH PRZEZ FIRMÊ ESAB NIE UMIESZCZONYCH W KATALOGU ELEKTRODY NIESTOPOWE RUTYLOWE OK. 50.40 OK. Rapid 23.50
OK BAND Rodzaj stopu: C-Mn. Typowy skład chemiczny taśmy (%): C Si Mn 0,10 0,25 0,50. Dopuszczenia: -
: C Si Mn 0,10 0,25 0,50. Dopuszczenia: -") OK BAND 7018 Taśma ze stali niskowęglowej o małej zawartości zanieczyszczeń metalurgicznych, do napawania stali o podobnym składzie chemicznym oraz do układania warstw buforowych. Proces zapewnia znacznie
OK BAND 7018 Taśma ze stali niskowęglowej o małej zawartości zanieczyszczeń metalurgicznych, do napawania stali o podobnym składzie chemicznym oraz do układania warstw buforowych. Proces zapewnia znacznie
SPAWANIE KATALOG PRO ESIONALNY. Iskra VARJENJE
 PRO ESIONALNY Iskra SPAWANIE KATALOG Metaltrade Sp. z o.o. ul. Wolska 84/86 01-141 Warszawa tel: 22 6321324 fax: 22 6323341 biuro@metaltrade.pl www.metaltrade.pl Iskra PRO ESIONALNY MIG MIG 150 MIG 170
PRO ESIONALNY Iskra SPAWANIE KATALOG Metaltrade Sp. z o.o. ul. Wolska 84/86 01-141 Warszawa tel: 22 6321324 fax: 22 6323341 biuro@metaltrade.pl www.metaltrade.pl Iskra PRO ESIONALNY MIG MIG 150 MIG 170
OK FLUX Dopuszczenia: TÜV (OK Band 316L) 0,2-2,0 mm Suszenie:
 0,2-2,0 mm Suszenie:") OK FLUX 10.05 EN 760: SA Z 2 DC Topnik aglomerowany przeznaczony do napawania (platerowania) na stalach niestopowych lub niskostopowych wysokostopową taśmą elektrodową Cr lub Cr Ni. TÜV (OK Band 316L)
OK FLUX 10.05 EN 760: SA Z 2 DC Topnik aglomerowany przeznaczony do napawania (platerowania) na stalach niestopowych lub niskostopowych wysokostopową taśmą elektrodową Cr lub Cr Ni. TÜV (OK Band 316L)
OK Autrod 1070 (OK Autrod 18.01)*
*") OK Autrod 1070 (OK Autrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Drut do spawania czystego aluminium, odporny na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
OK Autrod 1070 (OK Autrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Drut do spawania czystego aluminium, odporny na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
SPIS TREŚCI. Przedmowa... 11. 1. Wybrane zagadnienia z fizyki i chemii gazów... 13
 SPIS TREŚCI Spis treści Przedmowa... 11 1. Wybrane zagadnienia z fizyki i chemii gazów... 13 1.1. Charakterystyka termodynamiczna gazów... 13 1.1.1. Stany skupienia materii... 13 1.1.2. Charakterystyka
SPIS TREŚCI Spis treści Przedmowa... 11 1. Wybrane zagadnienia z fizyki i chemii gazów... 13 1.1. Charakterystyka termodynamiczna gazów... 13 1.1.1. Stany skupienia materii... 13 1.1.2. Charakterystyka
2. Charakterystyka gazów atmosferycznych stosowanych w spawalnictwie
 Przedmowa 1. Wybrane zagadnienia z fizyki i chemii gazów 1.1. Charakterystyka termodynamiczna gazów 1.1.1. Stany skupienia materii 1.1.2. Charakterystyka gazów 1.1.3. Charakterystyka plazmy 1.1.4. Stan
Przedmowa 1. Wybrane zagadnienia z fizyki i chemii gazów 1.1. Charakterystyka termodynamiczna gazów 1.1.1. Stany skupienia materii 1.1.2. Charakterystyka gazów 1.1.3. Charakterystyka plazmy 1.1.4. Stan
OK AristoRod SFA/AWS A 5.18: ER 70S-6 EN ISO A: G3Si1
 OK AristoRod 12.50 SFA/AWS A 5.18: ER 70S-6 EN ISO 14341-A: G3Si1 rut elektrodowy manganowo-krzemowy, bez pokrycia miedziowego, przeznaczony do spawania stali niestopowych i drobnoziarnistych. Wykazuje
OK AristoRod 12.50 SFA/AWS A 5.18: ER 70S-6 EN ISO 14341-A: G3Si1 rut elektrodowy manganowo-krzemowy, bez pokrycia miedziowego, przeznaczony do spawania stali niestopowych i drobnoziarnistych. Wykazuje
ZABEZPIECZENIA ZATRZASKOWE
 ZABEZPIECZENIA ZATRZASKOWE Nowoczesne rozwi¹zania w technice ³¹czenia T CER Y F K I A T 9001:2000 I S O Koenig Technika Mocowania i ¹czenia Bolce zabezpieczaj¹ce z zatrzaskiem kulkowym oraz sprê ynowe
ZABEZPIECZENIA ZATRZASKOWE Nowoczesne rozwi¹zania w technice ³¹czenia T CER Y F K I A T 9001:2000 I S O Koenig Technika Mocowania i ¹czenia Bolce zabezpieczaj¹ce z zatrzaskiem kulkowym oraz sprê ynowe
Skład chemiczny i wybrane własności mechaniczne stali nierdzewnych przeznaczonych na elementy złączne.
 www.stalenierdzewne.pl Strona 1 z 5 Skład chemiczny i wybrane własności mechaniczne nierdzewnych przeznaczonych na elementy złączne. Elementy złączne ze nierdzewnych (śruby, wkręty, nakrętki, podkładki,
www.stalenierdzewne.pl Strona 1 z 5 Skład chemiczny i wybrane własności mechaniczne nierdzewnych przeznaczonych na elementy złączne. Elementy złączne ze nierdzewnych (śruby, wkręty, nakrętki, podkładki,
OK Autrod 1070 (OK Autrod 18.01)*
*") OK Autrod 1070 (OK Autrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Drut do spawania czystego aluminium, odporny na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
OK Autrod 1070 (OK Autrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Drut do spawania czystego aluminium, odporny na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
Materiały spawalnicze
 Katalog produktów Linde.. 89 Materiały spawalnicze Elektrody otulone Elektrody rutylowe Elektrody zasadowe Elektrody wysokostopowe Elektrody specjalne Elektrody do napawania Materiały do spawania metodą
Katalog produktów Linde.. 89 Materiały spawalnicze Elektrody otulone Elektrody rutylowe Elektrody zasadowe Elektrody wysokostopowe Elektrody specjalne Elektrody do napawania Materiały do spawania metodą
Stale niestopowe jakościowe Stale niestopowe specjalne
 Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Pełnorurkowe druty proszkowe
 Pełnorurkowe druty proszkowe www.filtech-welding.eu 1 SPIS TREŚCI MATERIAŁY SPAWALNICZE FILTECH... - 3 - PAKOWANIE... - 79 - OBJAŚNIENIE NORM... - 85 - POZYCJE SPAWANIA... - 91 - TECHNIKA SPAWANIA.....
Pełnorurkowe druty proszkowe www.filtech-welding.eu 1 SPIS TREŚCI MATERIAŁY SPAWALNICZE FILTECH... - 3 - PAKOWANIE... - 79 - OBJAŚNIENIE NORM... - 85 - POZYCJE SPAWANIA... - 91 - TECHNIKA SPAWANIA.....
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Austenityczne stale nierdzewne
 Stowarzyszenie Stal Nierdzewna ul. Ligocka 103 40-568 Katowice e-mail: ssn@stalenierdzewne.pl www.stalenierdzewne.pl Austenityczne stale nierdzewne Strona 1 z 7 Skład chemiczny austenitycznych stali odpornych
Stowarzyszenie Stal Nierdzewna ul. Ligocka 103 40-568 Katowice e-mail: ssn@stalenierdzewne.pl www.stalenierdzewne.pl Austenityczne stale nierdzewne Strona 1 z 7 Skład chemiczny austenitycznych stali odpornych
KATALOG OSPRZÊTU MONTA OWEGO
 KATALOG OSPRZÊTU MONTA OWEGO APLISENS SA, 03-192 Warszawa, ul Morelowa 7, tel 022 814-07-77 fax 022 814-07-78, wwwaplisenspl, e-mail: aplisens@aplisenspl SPIS TREŒCI 1 WYPOSA ENIE ZAWORÓW2 2 PRZY CZKI
KATALOG OSPRZÊTU MONTA OWEGO APLISENS SA, 03-192 Warszawa, ul Morelowa 7, tel 022 814-07-77 fax 022 814-07-78, wwwaplisenspl, e-mail: aplisens@aplisenspl SPIS TREŒCI 1 WYPOSA ENIE ZAWORÓW2 2 PRZY CZKI
Druty do stali trudnordzewiejących. Druty do stali wysokostopowych i żaroodpornych. Druty do stopów niklu i miedzi. Druty do stopów aluminium
 Druty do stali niestopowych i niskostopowych Nazwa AWS EN / EN ISO / DIN CARBOFIL 1 A5.18: ER 70S-6 14341-A: G 42 3 C1 3Si1; 14341-A: G 42 4 M21 3Si1 CARBOFIL 1 GOLD A5.18: ER 70S-6 14341-A: G 42 3 C1
Druty do stali niestopowych i niskostopowych Nazwa AWS EN / EN ISO / DIN CARBOFIL 1 A5.18: ER 70S-6 14341-A: G 42 3 C1 3Si1; 14341-A: G 42 4 M21 3Si1 CARBOFIL 1 GOLD A5.18: ER 70S-6 14341-A: G 42 3 C1
SIGMA COATINGS. Ochrona przysz³oœci
 POW OKI OCHRONNE SIGMA COATINGS Ochrona przysz³oœci Sigma Protective Coatings to dzia³ wyspecjalizowany w opracowaniach, wytwarzaniu i dostawach farb do wykonywania pow³ok ochronnych dla sprostania wszystkim
POW OKI OCHRONNE SIGMA COATINGS Ochrona przysz³oœci Sigma Protective Coatings to dzia³ wyspecjalizowany w opracowaniach, wytwarzaniu i dostawach farb do wykonywania pow³ok ochronnych dla sprostania wszystkim
LINDE GAZ POLSKA Sp. z o.o. Gazy os³onowe Linde
 LINDE GAZ POLSKA Sp. z o.o. Gazy os³onowe Linde Spis treœci 1. Znaczenie gazu os³onowego... strona 4 2. Œrodowisko pracy spawacza... strona 7 3. Wydajnoœæ produkcji a dobór gazu os³onowego... strona 10
LINDE GAZ POLSKA Sp. z o.o. Gazy os³onowe Linde Spis treœci 1. Znaczenie gazu os³onowego... strona 4 2. Œrodowisko pracy spawacza... strona 7 3. Wydajnoœæ produkcji a dobór gazu os³onowego... strona 10
 www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
Elektroda prętowa, niskostopowa. otulona elektroda prętowa. Oznaczenie norm DIN EN ISO 2560-A AWS A 5.1 E 42 0 RC 11 E 6013
 Phoenix Blau DIN EN ISO 2560-A AWS A 5. E 42 0 RC E 603 elektroda prętowa w otulinie rutylowej z dodatkiem celulozy do uniwersalnego zastosowania we wszystkich pozycjach przy szczepianiu i złych pasowaniach
Phoenix Blau DIN EN ISO 2560-A AWS A 5. E 42 0 RC E 603 elektroda prętowa w otulinie rutylowej z dodatkiem celulozy do uniwersalnego zastosowania we wszystkich pozycjach przy szczepianiu i złych pasowaniach
ARMATURA WODOCIĄGOWA STARNDARDY MATERIAŁOWE OBOWIĄZUJĄCE W ZWiK Trzebiatów Sp. z o.o.
 ARMATURA WODOCIĄGOWA STARNDARDY MATERIAŁOWE OBOWIĄZUJĄCE W ZWiK Trzebiatów Sp. z o.o. W danej grupie wyrobów asortyment ma być wykonany w całości przez jednego producenta. 1. Zasuwa kołnierzowa krótka
ARMATURA WODOCIĄGOWA STARNDARDY MATERIAŁOWE OBOWIĄZUJĄCE W ZWiK Trzebiatów Sp. z o.o. W danej grupie wyrobów asortyment ma być wykonany w całości przez jednego producenta. 1. Zasuwa kołnierzowa krótka
Gatunki do toczenia pokrywane CVD
 W GLIKI SPIEKANE str. rozdzia : A 8 A A 12 A 14 Gatunki w glików spiekanych do toczenia Tabela zbiorcza gatunków do toczenia Gatunki w glików spiekanych do frezowania Tabela zbiorcza gatunków do frezowania
W GLIKI SPIEKANE str. rozdzia : A 8 A A 12 A 14 Gatunki w glików spiekanych do toczenia Tabela zbiorcza gatunków do toczenia Gatunki w glików spiekanych do frezowania Tabela zbiorcza gatunków do frezowania
Spawalność niektórych stali i stopów oraz dobór materiałów dodatkowych
 Spawalność należy do najważniejszych właściwości technologicznych metali i ich stopów. Jest to zdolność do tworzenia trwałej spoiny o wysokiej jakości. Zazwyczaj rozumiana jest jako spawalność metalurgiczna,
Spawalność należy do najważniejszych właściwości technologicznych metali i ich stopów. Jest to zdolność do tworzenia trwałej spoiny o wysokiej jakości. Zazwyczaj rozumiana jest jako spawalność metalurgiczna,
Klasyfikacja stali i przykłady oznaczeń
 Klasyfikacja stali i przykłady oznaczeń Definicja stali Stal jest to plastycznie (i ewentualnie cieplnie) obrobiony stop żelaza z węglem i innymi pierwiastkami, otrzymywanym w procesach stalowniczych ze
Klasyfikacja stali i przykłady oznaczeń Definicja stali Stal jest to plastycznie (i ewentualnie cieplnie) obrobiony stop żelaza z węglem i innymi pierwiastkami, otrzymywanym w procesach stalowniczych ze
Znak PN-EN , PN-EN P195TR1, P195TR2, P235TR1, P235TR2, P265TR1, P265TR2, PN-EN , P195GH, P235GH, P265GH, 16Mo3,
 Numer Numer Przykładowe oznaczenie stali grupy podgrupy Znak Norma 1 2 3 4 Stale o granicy plastyczności Re 460 MPa1) o zawartości: C 0,25%; Si 0,60%; Mn 1,70%; Mo 0,70%2); S 0,045%; P 0,045%; Cu 0,40%2);
Numer Numer Przykładowe oznaczenie stali grupy podgrupy Znak Norma 1 2 3 4 Stale o granicy plastyczności Re 460 MPa1) o zawartości: C 0,25%; Si 0,60%; Mn 1,70%; Mo 0,70%2); S 0,045%; P 0,045%; Cu 0,40%2);
Co to jest stal nierdzewna? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
GRUPA I: bardzo duży udar (stale manganowe)
") REGENERACJA Regeneracja i napawanie to często najszybsza i najtańsza metoda służąca naprawie danych części lub do przedłużenia ich żywotności i wydłużeniu ich pracy. Dzięki zastosowaniu procesu regeneracji,
REGENERACJA Regeneracja i napawanie to często najszybsza i najtańsza metoda służąca naprawie danych części lub do przedłużenia ich żywotności i wydłużeniu ich pracy. Dzięki zastosowaniu procesu regeneracji,
Zestawienie produktów wg norm Druty lite i rdzeniowe do spawania pod topnikiem
 Zestawienie produktów wg norm Druty lite i rdzeniowe do spawania pod topnikiem Druty lite do stali niestopowych i niskostopowych Nazwa AWS / ASME SEC. II EN wg AWS / ASME wg EN OE-S1 A5.17 EL12 756 S1
Zestawienie produktów wg norm Druty lite i rdzeniowe do spawania pod topnikiem Druty lite do stali niestopowych i niskostopowych Nazwa AWS / ASME SEC. II EN wg AWS / ASME wg EN OE-S1 A5.17 EL12 756 S1
Newsletter nr 6/01/2005
 Newsletter nr 6/01/2005 Dlaczego stal nierdzewna jest odporna na korozję? (część II) Stalami nazywamy techniczne stopy żelaza z węglem i z innymi pierwiastkami, zawierające do 2 % węgla (symbol chemiczny
Newsletter nr 6/01/2005 Dlaczego stal nierdzewna jest odporna na korozję? (część II) Stalami nazywamy techniczne stopy żelaza z węglem i z innymi pierwiastkami, zawierające do 2 % węgla (symbol chemiczny
DWP. NOWOή: Dysza wentylacji po arowej
 NOWOŒÆ: Dysza wentylacji po arowej DWP Aprobata Techniczna AT-15-550/2007 SMAY Sp. z o.o. / ul. Ciep³ownicza 29 / 1-587 Kraków tel. +48 12 78 18 80 / fax. +48 12 78 18 88 / e-mail: info@smay.eu Przeznaczenie
NOWOŒÆ: Dysza wentylacji po arowej DWP Aprobata Techniczna AT-15-550/2007 SMAY Sp. z o.o. / ul. Ciep³ownicza 29 / 1-587 Kraków tel. +48 12 78 18 80 / fax. +48 12 78 18 88 / e-mail: info@smay.eu Przeznaczenie
DN PN C NPS ¼ Class F DN 15A A JIS 10K/20K C
 Seria 240 250 280 Pfeiffer Zawory regulacyjne z si³ownikami pneumatycznymi i elektrycznymi Karta zbiorcza czêœæ 2 Wykresy ciœnienia i temperatury dla ró nych materia³ów korpusu DN 10... 600 PN 10... 400
Seria 240 250 280 Pfeiffer Zawory regulacyjne z si³ownikami pneumatycznymi i elektrycznymi Karta zbiorcza czêœæ 2 Wykresy ciœnienia i temperatury dla ró nych materia³ów korpusu DN 10... 600 PN 10... 400
K TOWNIKI - TRÓJK TY MAGNETYCZNE EAN: EAN: EAN: EAN: œrubowy EAN:
 UCHWYTY DO ELEKTROD 7 do pr¹du max 300 A EAN: 5907528334370 7 do pr¹du max 400 A EAN: 5907528334387 KLEMY - ZACISKI MASOWE 7 kleszczowy do pr¹du max 200 A EAN: 5907528334394 7 kleszczowy do pr¹du max 300
UCHWYTY DO ELEKTROD 7 do pr¹du max 300 A EAN: 5907528334370 7 do pr¹du max 400 A EAN: 5907528334387 KLEMY - ZACISKI MASOWE 7 kleszczowy do pr¹du max 200 A EAN: 5907528334394 7 kleszczowy do pr¹du max 300
Termometry bimetaliczne
 TM 54.01 Seria termometrów o du ej wytrzyma³oœci Model 54 German Lloyd Approval (with feature liquid damping only) Odpowiednie w konstrukcjach maszyn, urz¹dzeñ, zbiorników. Dziêki zastosowaniu t³umienia
TM 54.01 Seria termometrów o du ej wytrzyma³oœci Model 54 German Lloyd Approval (with feature liquid damping only) Odpowiednie w konstrukcjach maszyn, urz¹dzeñ, zbiorników. Dziêki zastosowaniu t³umienia
HOT WELD M Drut elektrodowy do spawania łukowego w osłonie gazów ochronnych
 DRUTY SPAWALNICZE HOT WELD M Drut elektrodowy do spawania łukowego w osłonie gazów ochronnych Klasyfikacja: DIN 8559 PN-EN ISO 14341-A AWS A5.18 SG2 3Si1 ER 70S-6 Charakterystyka/zastosowanie: Drut elektrodowy,
DRUTY SPAWALNICZE HOT WELD M Drut elektrodowy do spawania łukowego w osłonie gazów ochronnych Klasyfikacja: DIN 8559 PN-EN ISO 14341-A AWS A5.18 SG2 3Si1 ER 70S-6 Charakterystyka/zastosowanie: Drut elektrodowy,
OK AristoRod SFA/AWS A 5.28: ER 80S-D2 EN ISO A: G4Mo
 OK AristoRod 13.08 SFA/AWS A 5.28: ER 80S-2 EN ISO 14341-A: G4Mo rut bez pokrycia miedziowego do spawania stali odpornych na pełzanie typu 0,5% Mo, w konstrukcjach kotłów i rurociągów pracujących w temperaturze
OK AristoRod 13.08 SFA/AWS A 5.28: ER 80S-2 EN ISO 14341-A: G4Mo rut bez pokrycia miedziowego do spawania stali odpornych na pełzanie typu 0,5% Mo, w konstrukcjach kotłów i rurociągów pracujących w temperaturze
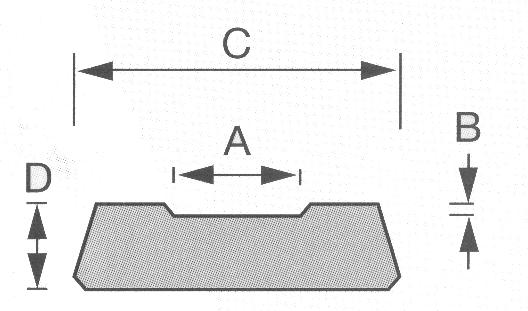
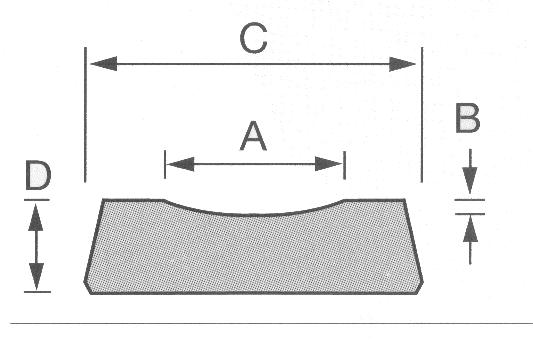
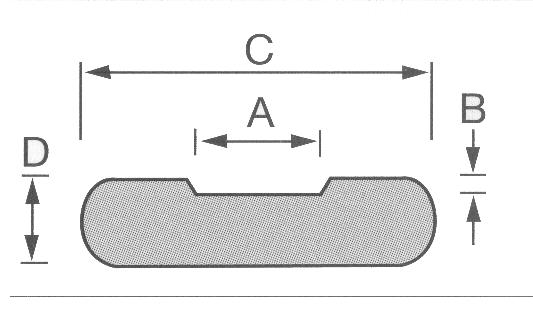
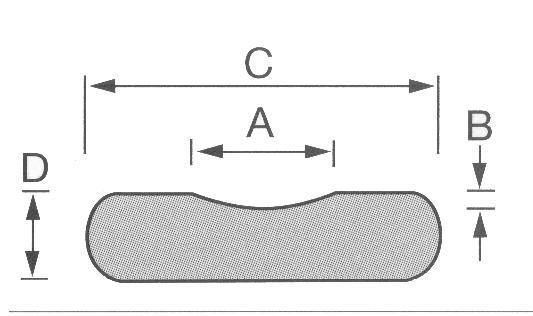
Ogólne zasady stosowania podkładek ceramicznych
 Ogólne zasady stosowania podkładek ceramicznych Zastosowanie podkładek ceramicznych przynosi wiele korzyści przy wykonywaniu jednostronnych złączy, szczególnie w przemyśle stoczniowym, w budowie mostów,
Ogólne zasady stosowania podkładek ceramicznych Zastosowanie podkładek ceramicznych przynosi wiele korzyści przy wykonywaniu jednostronnych złączy, szczególnie w przemyśle stoczniowym, w budowie mostów,
Temat: Rodzaje połączeń mechanicznych
 Zajęcia nr 1 Temat: Rodzaje połączeń mechanicznych elementów konstrukcyjnych i podzespołów wykonujemy za pomocą połączeń. Połączenia mechaniczne moŝemy podzielić na: 1. nierozłączne charakteryzujące się
Zajęcia nr 1 Temat: Rodzaje połączeń mechanicznych elementów konstrukcyjnych i podzespołów wykonujemy za pomocą połączeń. Połączenia mechaniczne moŝemy podzielić na: 1. nierozłączne charakteryzujące się
EGZAMIN POTWIERDZAJ CY KWALIFIKACJE W ZAWODZIE Rok 2014 CZ PRAKTYCZNA
 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urz dze Oznaczenie kwalifikacji: M.44 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu
Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urz dze Oznaczenie kwalifikacji: M.44 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
MATERIAŁY DODATKOWE DO SPAWANIA
 MATERIAŁY DODATKOWE DO SPAWANIA Spis treści A Druty proszkowe do spawania łukowego w osłonie gazów B Druty proszkowe do napawania łukowego w osłonie gazów C Druty proszkowe do spawania łukiem krytym D
MATERIAŁY DODATKOWE DO SPAWANIA Spis treści A Druty proszkowe do spawania łukowego w osłonie gazów B Druty proszkowe do napawania łukowego w osłonie gazów C Druty proszkowe do spawania łukiem krytym D
MATERIAŁY Y BUDOWLANE
 MATERIAŁY Y BUDOWLANE PRODUKTY PRZEZNACZONE DO OBRÓBKI BKI MATERIAŁÓW W BUDOWLANYCH 1 SPIS TREŚCI SAITDISC dyski fibrowe str. 3 SAITRIS tarcze półelastyczne str. 12 SAITRON dyski półelastyczne str. 5 SAITOR
MATERIAŁY Y BUDOWLANE PRODUKTY PRZEZNACZONE DO OBRÓBKI BKI MATERIAŁÓW W BUDOWLANYCH 1 SPIS TREŚCI SAITDISC dyski fibrowe str. 3 SAITRIS tarcze półelastyczne str. 12 SAITRON dyski półelastyczne str. 5 SAITOR
MATERIAŁY SPAWALNICZE
 XI MATERIAŁY SPAWALNICZE Spis treści 1. Elektrody otulone do ręcznego XI-6 1.1. Elektrody otulone do stali niestopowych i drobnoziarnistych XI-6 1.2. Elektrody otulone do stali o wysokiej wytrzymałości
XI MATERIAŁY SPAWALNICZE Spis treści 1. Elektrody otulone do ręcznego XI-6 1.1. Elektrody otulone do stali niestopowych i drobnoziarnistych XI-6 1.2. Elektrody otulone do stali o wysokiej wytrzymałości
RURY STALOWE ARMATURA PRZEMYSŁOWA
 RURY STALOWE ARMATURA PRZEMYSŁOWA O FIRMIE MARGO Sp. z o.o. powstała w 1999 r. w Stalowej Woli, w woj. podkarpackim. Obecnie sprzedaż prowadzona jest w trzech oddziałach firmy: w Stalowej Woli, w Krakowie
RURY STALOWE ARMATURA PRZEMYSŁOWA O FIRMIE MARGO Sp. z o.o. powstała w 1999 r. w Stalowej Woli, w woj. podkarpackim. Obecnie sprzedaż prowadzona jest w trzech oddziałach firmy: w Stalowej Woli, w Krakowie
Mgr inż. Jan Patocki (EWE,IWE) Zespół Szkół w Działoszynie. Zmiany zasad egzaminowania spawaczy
 Zespół Szkół w Działoszynie. Zmiany zasad egzaminowania spawaczy") Mgr inż. Jan Patocki (EWE,IWE) Zespół Szkół w Działoszynie Zmiany zasad egzaminowania spawaczy Od 1 stycznia 2000 r. egzaminy spawaczy w Polsce odbywają się wg normy PN-EN 287-1, która zastąpiła normę
Mgr inż. Jan Patocki (EWE,IWE) Zespół Szkół w Działoszynie Zmiany zasad egzaminowania spawaczy Od 1 stycznia 2000 r. egzaminy spawaczy w Polsce odbywają się wg normy PN-EN 287-1, która zastąpiła normę
Nasze produkty. Obrotniki rolkowe rur, walczaków oraz arkuszy blachy. Urz¹dzenie do spawania rur, walczaków oraz arkuszy blachy.
 Elko-77 dzia³a na polskim rynku spawalniczym od 35 lat i ma ponad 150 firm - partnerów wspó³pracuj¹cych na bie ¹co. Specjalizacj¹ firmy jest mechanizacja i wyposa enie w Ÿród³a pr¹du indywidualnych stanowisk
Elko-77 dzia³a na polskim rynku spawalniczym od 35 lat i ma ponad 150 firm - partnerów wspó³pracuj¹cych na bie ¹co. Specjalizacj¹ firmy jest mechanizacja i wyposa enie w Ÿród³a pr¹du indywidualnych stanowisk
ZMYWARKI FRANKE DO ZABUDOWY
 100 ZMYWARKI FRANKE DO ZABUDOWY 60 CM FDW 612 HL 3A 104 FDW 614 DTS 3B A++ 104 40 CM FDW 410 DH 3A 105 ZMYWARKI DO ZABUDOWY 101 ZMYWARKI FRANKE TWÓJ WYBÓR NAJLEPSZE PARAMETRY KLASA EFEKTYWNOŚCI Zmywanie
100 ZMYWARKI FRANKE DO ZABUDOWY 60 CM FDW 612 HL 3A 104 FDW 614 DTS 3B A++ 104 40 CM FDW 410 DH 3A 105 ZMYWARKI DO ZABUDOWY 101 ZMYWARKI FRANKE TWÓJ WYBÓR NAJLEPSZE PARAMETRY KLASA EFEKTYWNOŚCI Zmywanie
KATALOG PRODUKTÓW Member of European Welding Association MULTIMET Sp. z o.o. www.multimet.com.pl
 KATALOG PRODUKTÓW Gdańsk Szczecin Poznań Przemków Wrocław Kielce Lublin Katowice Siedziba zakładu: 59-170 Przemków ul. Fabryczna 10 tel. (76) 831 93 13 fax (76) 832 00 40 Oddział we Wrocławiu 53-608 Wrocław
KATALOG PRODUKTÓW Gdańsk Szczecin Poznań Przemków Wrocław Kielce Lublin Katowice Siedziba zakładu: 59-170 Przemków ul. Fabryczna 10 tel. (76) 831 93 13 fax (76) 832 00 40 Oddział we Wrocławiu 53-608 Wrocław
PRZEKŁADNIKI PRĄDOWE Z OTWOREM OKRĄGŁYM TYPU ASR PRZEKŁADNIKI PRĄDOWE NA SZYNÊ SERII ASK PRZEKŁADNIKI PRĄDOWE Z UZWOJENIEM PIERWOTNYM TYPU WSK
 PRZEK DNIKI PR DOWE W SNOŒCI PRZEK DNIKÓW obudowa wykonana z wysokoudarowego, niepalnego, tworzywa, w³asnoœci samogasn¹ce obudowy przek³adników s¹ zgrzewane ultradÿwiêkowo, niklowane zaciski obwodu wtórnego
PRZEK DNIKI PR DOWE W SNOŒCI PRZEK DNIKÓW obudowa wykonana z wysokoudarowego, niepalnego, tworzywa, w³asnoœci samogasn¹ce obudowy przek³adników s¹ zgrzewane ultradÿwiêkowo, niklowane zaciski obwodu wtórnego
P OZY CENTRUJ CE. Aprobata Techniczna. nr AT/ wydana przez COBRTI INSTAL Warszawa
 Aprobata Techniczna nr AT/2004-02-1414 wydana przez COBTI INSTAL Warszawa OGÓLNA CHAAKTEYSTYKA P ÓZ ura os³onowa ura przewodowa P³oza Przejœcie pod drog¹ P³ozy œlizgowe wykorzystywane s¹ g³ównie przy wykonywaniu
Aprobata Techniczna nr AT/2004-02-1414 wydana przez COBTI INSTAL Warszawa OGÓLNA CHAAKTEYSTYKA P ÓZ ura os³onowa ura przewodowa P³oza Przejœcie pod drog¹ P³ozy œlizgowe wykorzystywane s¹ g³ównie przy wykonywaniu
Objaśnienia. SuperLine
 Objaśnienia Rodzaje obróbki Obróbka kanałków Frezowanie kanałków, rowków, zagłębianie skośne, prostopadłe. Szer. skrawania 1 x D Dopasowanie posuwu: zmiana szerokości obróbki Przy zmianie głębokości skrawania
Objaśnienia Rodzaje obróbki Obróbka kanałków Frezowanie kanałków, rowków, zagłębianie skośne, prostopadłe. Szer. skrawania 1 x D Dopasowanie posuwu: zmiana szerokości obróbki Przy zmianie głębokości skrawania
OK Tigrod 1070 (OK Tigrod 18.01)*
*") OK Tigrod 1070 (OK Tigrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Spoiwo do spawania czystego aluminium, odporne na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
OK Tigrod 1070 (OK Tigrod 18.01)* EN ISO 18273: S Al 1070 (Al99,7) Spoiwo do spawania czystego aluminium, odporne na działanie czynników chemicznych i korozję atmosferyczną. Posiada dobre właściwości spawalnicze.
Metalweld katalog materiałów spawalniczych 1
 EN ISO 2560-A- DIN 1913 / 8529 * A-5.1 / A-5.5 * Elektrody do stali niskostopowych i niestopowych - rutylowe i rutylowo-celulozowe RUTILEN P E 38 0 RC 11 E 43 22 R3 E 6013 RUTWELD 12 E 38 0 RC 11 E 43
EN ISO 2560-A- DIN 1913 / 8529 * A-5.1 / A-5.5 * Elektrody do stali niskostopowych i niestopowych - rutylowe i rutylowo-celulozowe RUTILEN P E 38 0 RC 11 E 43 22 R3 E 6013 RUTWELD 12 E 38 0 RC 11 E 43
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA)
") DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA) ZASILACZ SIECIOWY TYPU ZL-24-08 WARSZAWA, KWIECIEŃ 2008. APLISENS S.A.,
DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA) ZASILACZ SIECIOWY TYPU ZL-24-08 WARSZAWA, KWIECIEŃ 2008. APLISENS S.A.,
Bloki ściskające pręty
 Bloki ściskające pręty Bloki ściskające pręty Z elemetami konstrukcyjnymi: blokiem sciskającym pręt, blokiem liniowym i wałkiem stalowym może w najprostszy sposób zostać zrealizowany precyzyjny system
Bloki ściskające pręty Bloki ściskające pręty Z elemetami konstrukcyjnymi: blokiem sciskającym pręt, blokiem liniowym i wałkiem stalowym może w najprostszy sposób zostać zrealizowany precyzyjny system
Stopy tytanu. Stopy tytanu i niklu 1
 Stopy tytanu Stopy tytanu i niklu 1 Tytan i jego stopy Al Ti Cu Ni liczba at. 13 22 29 28 struktura kryst. A1 αa3/βa2 A1 A1 ρ, kg m -3 2700 4500 8930 8900 T t, C 660 1668 1085 1453 α, 10-6 K -1 18 8,4
Stopy tytanu Stopy tytanu i niklu 1 Tytan i jego stopy Al Ti Cu Ni liczba at. 13 22 29 28 struktura kryst. A1 αa3/βa2 A1 A1 ρ, kg m -3 2700 4500 8930 8900 T t, C 660 1668 1085 1453 α, 10-6 K -1 18 8,4
WÓZKI TRANSPORTOWE WÓZEK DO PRZEWOZU PACJENTÓW TYP 212 EL
 WÓZEK DO PRZEWOZU PACJENTÓW TYP 212 EL prowadnice kaset RTG Cena od 4 427,00 kaseta RTG, uchwyt na butle z tlenem Elektryczny wózek transportowo-reanimacyjnodatkow¹ zalet¹ wózka. Wózek wyposa ony zosta³
WÓZEK DO PRZEWOZU PACJENTÓW TYP 212 EL prowadnice kaset RTG Cena od 4 427,00 kaseta RTG, uchwyt na butle z tlenem Elektryczny wózek transportowo-reanimacyjnodatkow¹ zalet¹ wózka. Wózek wyposa ony zosta³
Podstawy Konstrukcji Maszyn
 Podstawy Konstrukcji Maszyn Wykład 11 Przekładnie zębate część 4 Obliczenia wytrzymałościowe Dr inŝ. Jacek Czarnigowski Koła zębate walcowe Koła zębate przenoszą obciąŝenia poprzez wzajemny nacisk powierzchni
Podstawy Konstrukcji Maszyn Wykład 11 Przekładnie zębate część 4 Obliczenia wytrzymałościowe Dr inŝ. Jacek Czarnigowski Koła zębate walcowe Koła zębate przenoszą obciąŝenia poprzez wzajemny nacisk powierzchni
PODGRZEWACZE WODY ZE STALI NIERDZEWNEJ
 PODGRZEWACZE WODY ZE STALI NIERDZEWNEJ CENNIK PRODUKTÓW 2015 wersja 2015.2 SPIS PRODUKTÓW STRONA 1 pojemnoœciowe podgrzewacze gazowe pojemnoœci 80-150 l STRONA 1 pojemnoœciowe podgrzewacze gazowe z wê
PODGRZEWACZE WODY ZE STALI NIERDZEWNEJ CENNIK PRODUKTÓW 2015 wersja 2015.2 SPIS PRODUKTÓW STRONA 1 pojemnoœciowe podgrzewacze gazowe pojemnoœci 80-150 l STRONA 1 pojemnoœciowe podgrzewacze gazowe z wê
Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu.
 i technologii wytwarzania wyrobu.") STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
¹czymy Wasze rury! Armatura BAP ma d³ug¹ tradycjê na rynku armatury w Polsce. W chwili obecnej od ponad 30 lat BAP zajmuje siê konstruowaniem i produk
 Armatura odcinaj¹ca BEZPIECZNA ARMATURA Armatura dla ruroci¹gów ¹czymy Wasze rury! Armatura BAP ma d³ug¹ tradycjê na rynku armatury w Polsce. W chwili obecnej od ponad 30 lat BAP zajmuje siê konstruowaniem
Armatura odcinaj¹ca BEZPIECZNA ARMATURA Armatura dla ruroci¹gów ¹czymy Wasze rury! Armatura BAP ma d³ug¹ tradycjê na rynku armatury w Polsce. W chwili obecnej od ponad 30 lat BAP zajmuje siê konstruowaniem
Pompy odkamieniające. Zmiana kierunku automatyczna. Zmiana kierunku ręczna. Przepływ zgodnie ze wskazówkami zegara
 Pompy odkamieniające Dostępne modele występują z ręcznym i automatycznym przełączaniem Niszczą osady po obu stronach obiegu wody przez co proces odkamieniania następuje samoczynnie, nawet przy prawie całkowicie
Pompy odkamieniające Dostępne modele występują z ręcznym i automatycznym przełączaniem Niszczą osady po obu stronach obiegu wody przez co proces odkamieniania następuje samoczynnie, nawet przy prawie całkowicie
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002
 Zastępuje: PN-EN 1708-1:2002") PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
TRANSFORMATORY I ZASILACZE
 TRANSFORMATORY I ZASILACZE TOP TECHNIKA TOP JAKOŚĆ 66 TRANSFORMATORY STERUJĄCE JEDNO- I TRÓJFAZOWE ZASILACZE STABILIZOWANE I NIESTABILIZOWANE TOP ROZWIĄZANIE TOP TECHNIKA ZASILACZE IMPULSOWE TRANSFORMATORY
TRANSFORMATORY I ZASILACZE TOP TECHNIKA TOP JAKOŚĆ 66 TRANSFORMATORY STERUJĄCE JEDNO- I TRÓJFAZOWE ZASILACZE STABILIZOWANE I NIESTABILIZOWANE TOP ROZWIĄZANIE TOP TECHNIKA ZASILACZE IMPULSOWE TRANSFORMATORY
Automatyzacja pakowania
 Automatyzacja pakowania Maszyny pakuj¹ce do worków otwartych Pe³na oferta naszej firmy dostêpna jest na stronie internetowej www.wikpol.com.pl Maszyny pakuj¹ce do worków otwartych: EWN-SO do pakowania
Automatyzacja pakowania Maszyny pakuj¹ce do worków otwartych Pe³na oferta naszej firmy dostêpna jest na stronie internetowej www.wikpol.com.pl Maszyny pakuj¹ce do worków otwartych: EWN-SO do pakowania
Oferta drutów do spawania metodą TIG (WIG)
") Oferta drutów do spawania metodą TIG (WIG) Oferta materiałów do spawania metodą TIG (WIG) obok naszego zakresu spawania laserem jest następnym asortymentem w zakresie precyzyjnego napawania. Wszędzie tam,
Oferta drutów do spawania metodą TIG (WIG) Oferta materiałów do spawania metodą TIG (WIG) obok naszego zakresu spawania laserem jest następnym asortymentem w zakresie precyzyjnego napawania. Wszędzie tam,
KLASYFIKACJI I BUDOWY STATKÓW MORSKICH
 PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 3/2012 do CZĘŚCI II KADŁUB 2011 GDAŃSK Zmiany Nr 3/2012 do Części II Kadłub 2011, Przepisów klasyfikacji i budowy statków morskich, zostały zatwierdzone
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 3/2012 do CZĘŚCI II KADŁUB 2011 GDAŃSK Zmiany Nr 3/2012 do Części II Kadłub 2011, Przepisów klasyfikacji i budowy statków morskich, zostały zatwierdzone
Komponenty LSA-PLUS NT / LSA-PROFIL NT
 Komponenty LSA-PLUS NT / LSA-PROFIL NT R ¹czówka nieroz³aczna LSA-PLUS NT 2/10 ¹czówka wyposa ona jest w kontakty zapewniaj¹ce sta³e po³¹czenie górnej czêœci ³¹czówki z doln¹. Istnieje mo liwoœæ przetestowania
Komponenty LSA-PLUS NT / LSA-PROFIL NT R ¹czówka nieroz³aczna LSA-PLUS NT 2/10 ¹czówka wyposa ona jest w kontakty zapewniaj¹ce sta³e po³¹czenie górnej czêœci ³¹czówki z doln¹. Istnieje mo liwoœæ przetestowania
KARTA KATALOGOWA OPzS blok
 Typoszereg baterii OPzS blok został zaprojektowany jako kompaktowe, rezerwowe źródło zasilania odbiorów wymagających najwyższego poziomu niezawodności zasilania. Baterie firmy BATER typu OPzS blok, dzięki
Typoszereg baterii OPzS blok został zaprojektowany jako kompaktowe, rezerwowe źródło zasilania odbiorów wymagających najwyższego poziomu niezawodności zasilania. Baterie firmy BATER typu OPzS blok, dzięki
Miniaturowe zawory rêczne i mechaniczne - przy³¹cza z gwintem M5 Seria 105
 Miniaturowe zawory rêczne i mechaniczne - przy³¹cza z gwintem Seria 5 Popychacz DŸwignia z rolk¹ DŸwignia z przyciskiem DŸwignia dwupozycyjna Przycisk Prze³¹cznik dwupozycyjny W¹s Klamka Wy³¹czny dystrybutor
Miniaturowe zawory rêczne i mechaniczne - przy³¹cza z gwintem Seria 5 Popychacz DŸwignia z rolk¹ DŸwignia z przyciskiem DŸwignia dwupozycyjna Przycisk Prze³¹cznik dwupozycyjny W¹s Klamka Wy³¹czny dystrybutor
Dane techniczne. Znamionowy pr¹d pracy AC-15 (IEC ) DC-13 (IEC ) Napiêcie znamionowe izolacji Ui (IEC )
 DC-13 (IEC ) Napiêcie znamionowe izolacji Ui (IEC )") ¹czniki krañcowe typu BM. ¹czniki krañcowe typu BM 7, Ø, Uwagi ogólne ¹czniki krañcowe typu BM przeznaczone s¹ do pracy w uk³adach sterowniczych, kontrolnych i pomiarowych, np. w obrabiarkach, osprzêcie
¹czniki krañcowe typu BM. ¹czniki krañcowe typu BM 7, Ø, Uwagi ogólne ¹czniki krañcowe typu BM przeznaczone s¹ do pracy w uk³adach sterowniczych, kontrolnych i pomiarowych, np. w obrabiarkach, osprzêcie
OZNACZENIE: Pow. czynna [m 2 [mm] 0,005 0,008 0,011 0,013 0,020 0,028 0,032 0,045 0,051 0,055 0,048 0,063
![OZNACZENIE: Pow. czynna [m 2 [mm] 0,005 0,008 0,011 0,013 0,020 0,028 0,032 0,045 0,051 0,055 0,048 0,063](/thumbs/75/71986430.jpg "OZNACZENIE: Pow. czynna [m 2 [mm] 0,005 0,008 0,011 0,013 0,020 0,028 0,032 0,045 0,051 0,055 0,048 0,063") 12 W E N T Y L A C J E sp. z o.o. Czerpnia œcienna CSB g a f 4 e Czerpnie powietrza CSB (typu B - okr¹g³e) stosuje siê jako zakoñczenie przewodów o przekroju ko³owym. Nale y je stosowaæ przy ma³ych prêdkoœciach
12 W E N T Y L A C J E sp. z o.o. Czerpnia œcienna CSB g a f 4 e Czerpnie powietrza CSB (typu B - okr¹g³e) stosuje siê jako zakoñczenie przewodów o przekroju ko³owym. Nale y je stosowaæ przy ma³ych prêdkoœciach
MB 1 22 01/1. Rodzaje linii ssących
 Wstęp Linie ssące stanowią zmontowane wstępnie, łatwe w użyciu zespoły do podłączenia po stronie ssawnej pomp dozujących. Głównym elementem roboczym jest zawór stopowy który zabezpiecza przed powrotem
Wstęp Linie ssące stanowią zmontowane wstępnie, łatwe w użyciu zespoły do podłączenia po stronie ssawnej pomp dozujących. Głównym elementem roboczym jest zawór stopowy który zabezpiecza przed powrotem
SPAWANIE DLA PROFESJONALISTÓW
 EDYCJA 1 SELECTARC ESSENTIALS SPAWANIE DLA PROFESJONALISTÓW EKSPORT Elektrody: do spawania stali niestopowych, niskostopowych, wysokostopowych, do żeliwa, stopów niklu, druty do spawania TIG, MIG/MAG,
EDYCJA 1 SELECTARC ESSENTIALS SPAWANIE DLA PROFESJONALISTÓW EKSPORT Elektrody: do spawania stali niestopowych, niskostopowych, wysokostopowych, do żeliwa, stopów niklu, druty do spawania TIG, MIG/MAG,