ZROBOTYZOWANE SPAWANIE CZERPAKÓW KOPAREK
|
|
|
- Antonina Bednarska
- 8 lat temu
- Przeglądów:
Transkrypt
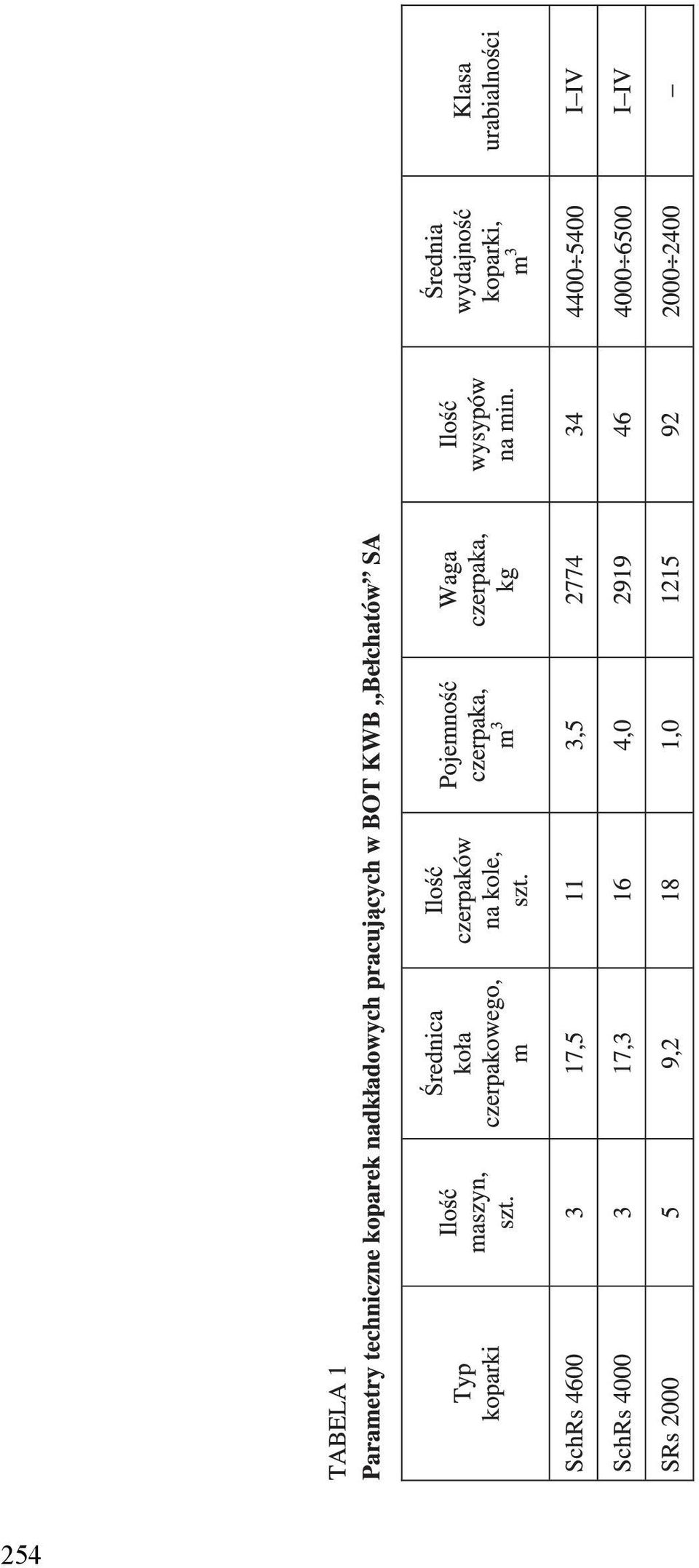
1 Górnictwo i Geoinżynieria Rok 31 Zeszyt Eugeniusz Idziak*, Roman Szyszka*, Andrzej Siennicki**, Bogdan Turek** ZROBOTYZOWANE SPAWANIE CZERPAKÓW KOPAREK 1. Wprowadzenie Czerpaki to elementy koparek kołowych ulegające szybkiemu zużyciu na skutek urabiania bardzo dużych ilości nadkładu zalegającego nad podkładem węgla. Rocznie koparkami kołowymi pracującymi w BOT KWB Bełchatów SA zdejmuje się około 130 mln m 3 nadkładu. Urabianie takiej masy ziemi jest możliwe tylko sprawnymi technicznie koparkami (tab. 1). Koparkami SRs 2000 urabiany jest również węgiel. Warunki geologiczne są bardzo zróżnicowane oscylują w zakresie od I do V klasy urabialności. Zużycie czerpaków zależy od dynamiki urabialności, klasy urabialności nadkładu, własności wytrzymałościowych materiałów, z których zbudowany jest czerpak, odporności krawędzi tnących na ścieranie, geometrii oraz wartości kąta przyłożenia. W 2000 roku wdrożono w kopalni zrobotyzowane stanowisko do napawania czerpaków napoiną trudnościeralną. Napawanie naroży czerpaków wydłużyło 3-krotnie ich czas eksploatacji. Ponadto zlikwidowano bardzo szkodliwe i uciążliwe dla pracowników stanowisko ręcznego napawania (2). Obecnie roczne zapotrzebowanie na regenerowane czerpaki wynosi (rys. 1 3): dla koparek SchRs 4000: czerpaki 4000 l 110 szt., dla koparek SchRs 4600: czerpaki 3500 l 170 szt., dla koparek SRs 2000: czerpaki 900 l 185 szt. Czerpaki są zbudowane z elementów stalowych o grubości od 10 do 60 mm. Proces regeneracji czerpaków obejmuje: wycięcie zużytych elementów, np. naroży, noży, płaszczy; dopasowanie nowych elementów; spawanie. * ZPR BOT KWB Bełchatów SA ** CLOOS POLSKA sp. z o.o., Świdnica 253

2 254
3 Rys. 1. Czerpak 4000 l masa 3390 kg Rys. 2. Czerpak 3500 l masa 2765 kg Rys. 3. Czerpak 900 l naroża odlewane, masa 1745 kg Są to operacje powtarzalne i wykonywane w czasie każdej regeneracji, ale w różnym zakresie. Przeprowadzane operacje spawalnicze są pracami pracochłonnymi, szkodliwymi i uciążliwymi dla zdrowia spawaczy. W celu wyeliminowania negatywnych czynników dla zdrowia pracowników oraz obniżenia kosztów i podwyższenia jakości regeneracji, podjęto decyzję o maksymalnym zautomatyzowaniu procesu regeneracji czerpaków. Należy zaznaczyć, że na powyższą decyzję duży wpływ miały efekty, jakie osiągnięto po wdrożeniu zrobotyzowanego stanowiska do napawania naroży czerpaków (rys. 4). 255

4 Rys. 4. Proces zrobotyzowanego napawania naroży czerpaków Po analizie całego procesu regeneracji czerpaków ustalono, jakie operacje będą wykonywane w trybie automatycznym: 1. wycinanie zużytych elementów palnikiem tlenowym, 2. spawanie nowych elementów metodą o dużej wydajności, 3. napawanie wybranych powierzchni czerpaków drutami rdzeniowymi. Ponadto założono, że stanowisko powinno umożliwiać spawanie innych konstrukcji o maksymalnych wymiarach mm i wadze do 5000 kg oraz cięcie plazmowe elementów stalowych o grubości do 40 mm. Ważnym zespołem stanowiska powinien stanowić układ wentylacji wyciągowej oraz system bezpieczeństwa obsługi (1). 2. Wybór koncepcji stanowiska zrobotyzowanego Przy wyborze koncepcji stanowiska kierowano się parametrami technicznymi czerpaków oraz wymaganiami technologicznymi procesu regeneracji. W projekcie należało uwzględnić: trzy typy czerpaków o pojemności 900, 3500 i 4000 l. Każdy z czerpaków mocowany jest w różny sposób na kole koparki, w związku z czym oprzyrządowanie do zamocowania czerpaka na manipulatorze spawalniczym powinno posiadać wymienne bazy i uchwyty dostosowane do każdego czerpaka; proces regeneracji czerpaków, który obejmuje odcinanie i spawanie naroży lub naroży wraz z nożem. Kształt trajektorii cięcia i spawanie przebiega w przestrzeni w układzie XYZ. W związku z tym w celu spełnienia wymogu wykonania spoin w pozycji podolnej konieczne jest zastosowanie pozycjonera o dwóch osiach obrotu. Ponadto osie po- 256
. 2.")
5 zycjonera powinny być zsynchronizowane z osiami robota tak aby można było proces spawania łuków wykonywać przy odpowiednim usytuowaniu uchwytu spawalniczego; kształt czerpaków i konieczność wykonywania spoin dwustronnych wymagającą wprowadzenie robota do środka czerpaka, oraz prowadzenie procesu spawania po stronie zewnętrznej czerpaka. Aby ten wymóg spełnić należy zastosować układ jezdni do przemieszczenia robota w osiach XYZ; zastosowanie kilku technologii tzn. cięcia gazowego, cięcia plazmowego, spawanie i napawanie na jednym stanowisku przez jeden robot spowodowało potrzebę zastosowania tzw. systemu automatycznej wymiany narzędzia; zwiększenie wydajności procesu spawania ze względu na znaczne grubości spoin, z tego powodu zastosowano metodę TANDEM polegającą na równoczesnym spawaniu dwoma drutami, które stapiają się tworząc jedno jeziorko spawalnicze. W wyniku analizy powyższych wymagań oraz biorąc pod uwagę warunki lokalizacyjne i inne czynniki technologiczne rozpatrywano dwie koncepcje budowy stanowiska, wykorzystując do tego celu środki techniczne z oferty firmy Cloos, które zostały sprawdzone w innych aplikacjach robotów. WARIANT I Czerpak umieszczony jest pomiędzy tarczami pozycjonera o poziomej osi obrotu. Pozycjoner zainstalowany jest na stabilnym łożu maszynowym, które przechylane jest przy pomocy drugiego obrotnika. Daje to możliwość pozycjonowania czerpaka w taki sposób, że spoiny będą wykonywane w pozycji podolnej. Robot natomiast zainstalowany jest na wysięgniku kolumny i może przejeżdżać w trzech kierunkach w osi XYZ (rys. 5). Rys. 5. Wariant I pozycjoner poziomy 257

6 WARIANT II Czerpak zostanie położony na tarczy manipulatora przechylno-obrotowego w taki sposób, aby środek ciężkości czerpaka znajdował się w osi tarczy. Jednocześnie tarcza manipulatora i przyrząd mocujący nie mogą blokować dostępu w dojściu robota do spoin. Robot zostanie zainstalowany na przejezdnym wysięgniku i podobnie jak w wariancie pierwszym przemieszczał się będzie we współrzędnych XYZ (rys. 6). Rys. 6. Wariant II pozycjoner przechylno-obrotowy Po wykonaniu symulacji komputerowych pracy stanowiska wg wariantu I i II wybrano wariant II z następujących względów: mniejsza powierzchnia stanowiska, prostsze fundamentowanie, brak konieczności wykonywania wykopu pod pozycjoner przechylny. Wybór tej wersji wymagał jednak wykonania oprzyrządowania uwzględniającego odpowiednie wyważenie czerpaka na pozycjonerze i przeprowadzenie obliczeń komputerowych środka ciężkości. 3. Opis koncepcji docelowej stanowiska zrobotyzowanego Robot spawalniczy ROMAT 320 podwieszony jest na poziomej jezdni QVE o długości przejazdu 2 m. Jezdnia QVE zamocowana jest na poprzecznej jezdni VVE o zakresie przejazdu 2 m. Jezdnia VVE umieszczona jest na wózku jezdni LVEb N (o długości przejazdu 8000 mm). 258

7 Obszar pracy robota podzielony jest na dwa stanowiska pracy. Każde ze stanowisk (rys. 7) jest wyposażone w zabezpieczenia fotoelektryczne oraz pulpit start umożliwiający łatwe uruchamianie programów. Na stanowisku po lewej stronie umieszczone jest oprzyrządowanie służące do mocowania trzech typów czerpaków do cięcia tlenem lub plazmą. Na stanowisku po prawej stronie umieszczony jest pozycjoner przechylno-obrotowy WPEK-DP-KP 75000N. Pozycjoner WPEK-DP-KP 75000N umożliwia manipulowanie elementem spawanym w dwóch osiach. Na stanowisku zrobotyzowanym zastosowanych jest pięć różnych technologii: 1) spawanie tandem, 2) spawanie jednodrutowe, 3) napawanie, 4) cięcie tlenem, 5) cięcie plazmą. Rys. 7. Zrobotyzowane stanowisko do spawania czerpaków 259

8 3.1. Opis wybranych podzespołów wchodzących w skład zrobotyzowanego stanowiska spawalniczego (3) Robot spawalniczy ROMAT 320 (rys. 8) posiada konstrukcję opartą na płaskich przegubach obrotowych. Standardowo ma sześć stopni swobody: trzy osie podstawowe służą do zgrubnego, a trzy osie ręki do precyzyjnego pozycjonowania uchwytu spawalniczego. Napęd poszczególnych osi robota stanowią serwosilniki prądu zmiennego. Napęd z silników na osie przekazywany jest za pomocą przekładni zębatych. Zastosowany system pomiarowy i regulacyjny zapewnia precyzyjne pozycjonowanie i dokładne odtworzenie drogi spawania. Dodatkowy komputer zabezpieczający kontroluje prędkości robota w trybie programowania i testowania. Udźwig robota wynosi 15 kg. Przestrzeń robocza ma kształt sferyczny o średnicy 4200 mm i wysokości 2500 mm. Rys. 8. Robot ROMAT 320 Szafa sterownicza (rys. 9) posiada budowę modułową. W skład przedstawionego stanowiska wchodzi szafa sterownicza, przeznaczona do sterowania stanowiskami zrobotyzowanymi posiadającymi do 18 osi swobodnie programowanych. W tylnej części szafy sterowniczej zabudowany jest układ chłodzenia pasywnego umożliwiający poprawną pracę układu sterowania w temperaturze od 5 do 45 C przy maksymalnej wilgotności do 80%. Programowanie robota spawalniczego odbywa się za pomocą przenośnego pulpitu programowania (rys. 10) wyposażonego w 10 kolorowy, dotykowy wyświetlacz LCD. Komunikacja między układem sterowania i użytkownikiem odbywa się poprzez interfejs graficzny. Polecenia języka programowania robota CAROLA przedstawione są za pomocą piktogramów. Język ten pozwala na używanie następujących grup poleceń: programowanie punktów i dróg przejazdu, zadawanie list parametrów spawania w trybie online i offline, wygładzanie punktów i dróg spawania, programowanie w trzech systemach koordynacyjnych, wieloprogramowość, zadawanie punktu centralnego narzędzia (i jego zmiana w czasie wykonywania programu), wyświetlanie informacji na ekranie, powtarzanie frag- 260

9 mentów programu, zmiana prędkości w trybie CP, system wyjść i wejść cyfrowych, interpolację kołową i części okręgu, technikę podprogramów i procedur, równoległe przesunięcie zaprogramowanych punktów, oscylacje uchwytu spawalniczego, definicję figur zakosowania, generację punktów za pomocą rozkazu STORPOS, wygładzanie parametrów spawania, nadzór procesu spawania itd. Rys. 9. Szafa sterownicza ROTROL Rys. 10. Przenośny pulpit programowania 261

10 Sensor dotykowy (rys. 11) służy do znalezienia początku spoiny oraz kompensacji tolerancji podzespołu. Robot wykonuje ruch szukania. Przy kontakcie z podzespołem zamyka się obwód prądowy i ruch robota zostaje zatrzymany. Znaleziony wektor przesunięcia pomiędzy zaprogramowanym i rzeczywistym położeniem podzespołu wykorzystywany jest do modyfikacji przebiegu programu. Rys. 11. Sensor dotykowy Sensor laserowy służy do szukania początku i końca spoiny, śledzenia złącza spawanego, określenia objętości spoiny. Zasada działania sensora laserowego polega na skanowaniu powierzchni podzespołu za pomocą promienia lasera. Kamera odbiera odbite od powierzchni podzespołu refleksy światła. Kurtyna świetlna w kształcie trapezu omiata powierzchnię podzespołu o szerokości od 5 do 65 mm. Sterownik sensora porównuje zeskanowany obraz z zapamiętanym wzorcem. Ustalone rezultaty pomiaru sterownik przesyła do układu sterowania robota. Sensor prądowy (rys. 12) służy do korekty położenia uchwytu spawalniczego przy wykonywaniu następujących typów spoin: spoiny zakładkowe o boku b > niż 10 mm, spoiny doczołowe ukosowane na V, spoiny pachwinowe, spoiny wielowarstwowe. Funkcjonowanie sensora prądowego opiera się na pomiarze prądu spawania podczas ruchu zakosowego palnika spawalniczego. W wyniku analizy prądu spawania przez układ pomiarowy sensora, otrzymujemy następujące kierunki korekty: w lewo, w prawo, wysokość +, wysokość. Wyposażenie do spawania metodą TANDEM. Przy metodzie tandem dwa niezależne łuki spawalnicze jarzą się w jednym jeziorku. Druty są rozdzielone potencjałowo i łuki spawalnicze sterowane są niezależnie przez dwa źródła prądu. Podstawową zaletą metody TANDEM jest duża wydajność procesu. Podstawowymi składnikami wyposażenia do spa- 262

11 wania metodą TANDEM są dwa źródła prądu: GLC 603 QUINTO oraz specjalny palnik spawalniczy. Zastosowane urządzenia spawalnicze umożliwiają osiągnięcie maksymalnych parametrów spawania 645 Amper/44 Volt przy 60% ED. Rys. 12. Sensor prądowy Centralne urządzenie filtrowentylacyjne składa się z części filtracyjnej z automatycznym oczyszczaniem filtra oraz części wentylatorowej. Ujęte zanieczyszczenia przechodzą z prądem powietrza przez instalację rurową do urządzenia, gdzie zostają zatrzymane na powierzchni filtrów nabojowych z membraną teflonową. Oczyszczone powietrze zostaje odprowadzone na zewnątrz urządzenia. Filtry nabojowe oczyszczane są automatycznie impulsami sprężonego powietrza poprzez dysze rotacyjne. Warstwa zanieczyszczeń opada do zbiornika osadowego. Centralne urządzenie ssąco- -filtrujące zawiera filtry nabojowe z membraną teflonową o skuteczności filtracji cząsteczek stałych ponad 99,9%. Urządzenie do cięcia plazmą typ MAX 200 służy do cięcia wszystkich metali takich jak: stal, aluminium, mosiądz, miedź. Prąd cięcia jest bezstopniowo regulowany w zakresie 40 do 200 A, dzięki czemu można uzyskać optymalną jakość przecinanych krawędzi. Jako gaz plazmowy służy sprężone powietrze, N 2, O 2 lub Ar-H 2. Jako gaz osłonowy może służyć powietrze, N 2 lub CO 2. System programowania offline ROBO-PLAN pozwala na utworzenie na komputerze PC nowego lub dopasowanie posiadanego programu dla robota przemysłowego ROMAT. Programowanie odbywa się bez przerywania produkcji. Oprogramowanie umożliwia analizę możliwości wykonania i analizę obciążenia stanowiska, a także przybliżone ustalenie całkowitego czasu trwania produkcji przed rozpoczęciem inwestycji. Dane geometryczne (w formacie 3-D) przyrządów i podzespołów mogą być łatwo zaimportowane do systemu ROBO-PLAN i odpowiednio pozycjonowane w zamodelowanym stanowisku zrobotyzowanym. Intuicyjny interfejs obsługi z funkcjami umieszczonymi w rozwijanych menu gwarantuje krótki czas wdrożenia oprogramowania stano- 263

12 wiska zrobotyzowanego oraz zwiększenie czasu produkcyjnego przez znaczną redukcję czasu programowania na stanowisku zrobotyzowanym i umożliwia spawanie na stanowisku zrobotyzowanym podzespołów produkowanych w małych i dużych seriach (rys. 13). Rys. 13. Wdrożone zrobotyzowane stanowisko do spawania czerpaków w BOT KWB Bełchatów SA 4. Efekty uzyskane w wyniku wdrożenia stanowiska Zastosowanie zrobotyzowanego stanowiska do spawania czerpaków spowodowało uzyskanie efektów wymiernych i niewymiernych. Do efektów należy zaliczyć: 1) Wyeliminowanie szkodliwych i uciążliwych warunków pracy w czasie regeneracji czerpaków przy wykonywaniu operacji: cięcia tlenem, spawania metodą MAG, napawania drutem rdzeniowym, cięcia plazmowego. Był to podstawowy cel wdrożenia ochrona zdrowia pracowników. 2) Poprawa jakości regeneracji: zapewnienie powtarzalności geometrycznej regenerowanych czerpaków, poprawa jakości spawania i napawania czerpaków. 3) Efekty wymierne (tab. 2): 264
 Wyeliminowanie szkodliwych i uciążliwych warunków pracy w czasie regeneracji czerpaków przy wykonywaniu operacji: cięcia tlenem, spawania metodą MAG, napawania drutem")
13 TABELA 2 Efekty ekonomiczne wprowadzenie zrobotyzowanego stanowiska do spawania czerpaków Rodzaj koparki Ilość czerpaków, szt. Regeneracja ręczna przeciętny czas regeneracji, h/szt. koszt, zł Regeneracja zrobotyzowana przeciętny czas regeneracji, h/szt. koszt, zł SchRs , ,00 SchRs , , ,00 SRs , ,00 Razem, zł , ,00 Efekty roczne, zł ,00 LITERATURA [1] Poradnik inżyniera Spawalnictwo praca zbiorowa [2] Turek B., Szyszka R., Siennicki A.: Zrobotyzowane napawanie naroży koparek. III Międzynarodowy Kongres Górnictwo Węgla Brunatnego kwietnia 2002 [3] Wohlgenant M.: Der Praktiker (D) Effizienter ROMAT Robotereinsatz mit TANDEM-Technik in der Radladerproduktion 265

OPTYMALIZACJA CZERPAKÓW KOPAREK KOŁOWYCH URABIAJĄCYCH UTWORY TRUDNO URABIALNE
 Górnictwo i Geoinżynieria Rok 33 Zeszyt 2 2009 Roman Szyszka*, Sławomir Płomiński* OPTYMALIZACJA CZERPAKÓW KOPAREK KOŁOWYCH URABIAJĄCYCH UTWORY TRUDNO URABIALNE Podstawowymi maszynami zdejmującymi nadkład
Górnictwo i Geoinżynieria Rok 33 Zeszyt 2 2009 Roman Szyszka*, Sławomir Płomiński* OPTYMALIZACJA CZERPAKÓW KOPAREK KOŁOWYCH URABIAJĄCYCH UTWORY TRUDNO URABIALNE Podstawowymi maszynami zdejmującymi nadkład
technologia napawania czerpaków pracujących w warunkach narażonych na nadmierne ścieranie
 Jacek Słania Tomasz Pochwat technologia napawania czerpaków pracujących w warunkach narażonych na nadmierne ścieranie the technology of pad welding mud buckets operating in the conditions exposed to an
Jacek Słania Tomasz Pochwat technologia napawania czerpaków pracujących w warunkach narażonych na nadmierne ścieranie the technology of pad welding mud buckets operating in the conditions exposed to an
ZROBOTYZOWANE STANOWISKA DO PROCESÓW LASEROWYCH
 ZROBOTYZOWANE STANOWISKA DO PROCESÓW LASEROWYCH Standardowe Stanowisko do procesów laserowych Stanowisko do zrobotyzowanych procesów laserowych: spawania, spawania hybrydowego, deponowania (napawania),
ZROBOTYZOWANE STANOWISKA DO PROCESÓW LASEROWYCH Standardowe Stanowisko do procesów laserowych Stanowisko do zrobotyzowanych procesów laserowych: spawania, spawania hybrydowego, deponowania (napawania),
Zapytanie ofertowe W trybie poza ustawa PZP o wartości szacunkowej powyżej 14 000 euro
 Robur Polska Spółka. z o.o. ul. Szafirowa 14 16-400 Suwałki Suwałki, 29.10.2013r. Zapytanie ofertowe W trybie poza ustawa PZP o wartości szacunkowej powyżej 14 000 euro Beneficjent ogłasza postępowanie
Robur Polska Spółka. z o.o. ul. Szafirowa 14 16-400 Suwałki Suwałki, 29.10.2013r. Zapytanie ofertowe W trybie poza ustawa PZP o wartości szacunkowej powyżej 14 000 euro Beneficjent ogłasza postępowanie
KATALOG SPRZEDAŻY 1. LASER IPG 6KW NUMER SERYJNY
 KATALOG SPRZEDAŻY 1. LASER IPG 6KW MODEL LASERU YLS-6000-S4 NUMER SERYJNY 13103250 1 ZEWNĘTRZNE WYMIARY URZĄDZENIA 2 CHARAKTERYSTYKA OPTYCZNA OGÓLNA CHARAKTERYSTYKA WARUNKI 3 DODATKOWE INFORMACJE 4 2.
KATALOG SPRZEDAŻY 1. LASER IPG 6KW MODEL LASERU YLS-6000-S4 NUMER SERYJNY 13103250 1 ZEWNĘTRZNE WYMIARY URZĄDZENIA 2 CHARAKTERYSTYKA OPTYCZNA OGÓLNA CHARAKTERYSTYKA WARUNKI 3 DODATKOWE INFORMACJE 4 2.
STANOWISKO ZROBOTYZOWANE DUAL AIR LIQUIDE WELDING
 AIR LIQUIDE WELDING POLSKA Sp. z o.o. 40 246 Katowice ul. Porcelanowa 10 NIP:945 17 19 850 REGON :351321488 Tel : ( + 48 32) 609 04 56 Fax: ( + 48 32) 609 04 60 e-mail : jerzy.szwengruben@airliquide.com
AIR LIQUIDE WELDING POLSKA Sp. z o.o. 40 246 Katowice ul. Porcelanowa 10 NIP:945 17 19 850 REGON :351321488 Tel : ( + 48 32) 609 04 56 Fax: ( + 48 32) 609 04 60 e-mail : jerzy.szwengruben@airliquide.com
KATALOG SPRZEDAŻY 1. LASER IPG 6KW NUMER SERYJNY
 KATALOG SPRZEDAŻY 1. LASER IPG 6KW MODEL LASERU YLS-6000-S4 NUMER SERYJNY 13103250 1 ZEWNĘTRZNE WYMIARY URZĄDZENIA 2 CHARAKTERYSTYKA OPTYCZNA OGÓLNA CHARAKTERYSTYKA WARUNKI 3 DODATKOWE INFORMACJE 4 2.
KATALOG SPRZEDAŻY 1. LASER IPG 6KW MODEL LASERU YLS-6000-S4 NUMER SERYJNY 13103250 1 ZEWNĘTRZNE WYMIARY URZĄDZENIA 2 CHARAKTERYSTYKA OPTYCZNA OGÓLNA CHARAKTERYSTYKA WARUNKI 3 DODATKOWE INFORMACJE 4 2.
Research & Development. Zespół R&D
 Zespół R&D Główne zadania Nowe produkty i technologie Symulacje procesów Dobór technologii Testy Konsultacje Wsparcie techniczne Zespół R&D Piotr Marszałek Technolog procesów wytwarzania Paweł Przybyszewski
Zespół R&D Główne zadania Nowe produkty i technologie Symulacje procesów Dobór technologii Testy Konsultacje Wsparcie techniczne Zespół R&D Piotr Marszałek Technolog procesów wytwarzania Paweł Przybyszewski
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
Kinematyka manipulatora równoległego typu DELTA 106 Kinematyka manipulatora równoległego hexapod 110 Kinematyka robotów mobilnych 113
 Spis treści Wstęp 11 1. Rozwój robotyki 15 Rys historyczny rozwoju robotyki 15 Dane statystyczne ilustrujące rozwój robotyki przemysłowej 18 Czynniki stymulujące rozwój robotyki 23 Zakres i problematyka
Spis treści Wstęp 11 1. Rozwój robotyki 15 Rys historyczny rozwoju robotyki 15 Dane statystyczne ilustrujące rozwój robotyki przemysłowej 18 Czynniki stymulujące rozwój robotyki 23 Zakres i problematyka
Struktura manipulatorów
 Temat: Struktura manipulatorów Warianty struktury manipulatorów otrzymamy tworząc łańcuch kinematyczny o kolejnych osiach par kinematycznych usytuowanych pod kątem prostym. W ten sposób w zależności od
Temat: Struktura manipulatorów Warianty struktury manipulatorów otrzymamy tworząc łańcuch kinematyczny o kolejnych osiach par kinematycznych usytuowanych pod kątem prostym. W ten sposób w zależności od
Zapytanie ofertowe nr 01/RPPK.01.01/2014 Przeworsk, dn. 2014.08.12
 Zapytanie ofertowe nr 01/RPPK.01.01/2014 Przeworsk, dn. 2014.08.12 B&P Engineering Sp. z o.o. spółka komandytowa ul. Lubomirskich 1E 37-200 Przeworsk tel. 166490098 fax. 166490099 e-mail: sekretariat@engineering-bp.com
Zapytanie ofertowe nr 01/RPPK.01.01/2014 Przeworsk, dn. 2014.08.12 B&P Engineering Sp. z o.o. spółka komandytowa ul. Lubomirskich 1E 37-200 Przeworsk tel. 166490098 fax. 166490099 e-mail: sekretariat@engineering-bp.com
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
ROBOTY PRZEMYSŁOWE LABORATORIUM FANUC S-420F
 ROBOTY PRZEMYSŁOWE LABORATORIUM FANUC S-420F Wstęp Roboty przemysłowe FANUC Robotics przeznaczone są dla szerokiej gamy zastosowań, takich jak spawanie ( Spawanie to jedno z najczęstszych zastosowań robotów.
ROBOTY PRZEMYSŁOWE LABORATORIUM FANUC S-420F Wstęp Roboty przemysłowe FANUC Robotics przeznaczone są dla szerokiej gamy zastosowań, takich jak spawanie ( Spawanie to jedno z najczęstszych zastosowań robotów.
Instrukcja z przedmiotu Napęd robotów
 POLITECHNIKA WROCŁAWSKA WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Instrukcja z przedmiotu Napęd robotów Wieloosiowy liniowy napęd pozycjonujący robot ramieniowy RV-2AJ CEL ĆWICZENIA
POLITECHNIKA WROCŁAWSKA WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Instrukcja z przedmiotu Napęd robotów Wieloosiowy liniowy napęd pozycjonujący robot ramieniowy RV-2AJ CEL ĆWICZENIA
Przemysłowa jednostka filtracyjna PL
 Przemysłowa jednostka filtracyjna PL ZASTOSOWANIE Jednostki filtracyjne serii PL zostały zaprojektowane specjalnie do odciągu i filtracji pyłów, oparów i dymów wytwarzanych podczas plazmowego, laserowego
Przemysłowa jednostka filtracyjna PL ZASTOSOWANIE Jednostki filtracyjne serii PL zostały zaprojektowane specjalnie do odciągu i filtracji pyłów, oparów i dymów wytwarzanych podczas plazmowego, laserowego
Seria Jubileuszowa. Rozwiązania informatyczne. Sprężarki śrubowe Airpol PRM z przetwornicą częstotliwości. oszczędność energii. ochrona środowiska
 Sprężarki śrubowe Airpol PRM z przetwornicą częstotliwości Seria Jubileuszowa Każda sprężarka śrubowa z przetwornicą częstotliwości posiada regulację obrotów w zakresie od 50 do 100%. Jeżeli zużycie powietrza
Sprężarki śrubowe Airpol PRM z przetwornicą częstotliwości Seria Jubileuszowa Każda sprężarka śrubowa z przetwornicą częstotliwości posiada regulację obrotów w zakresie od 50 do 100%. Jeżeli zużycie powietrza
PRZECINARKI SERII YUN STEROWANE NUMERYCZNIE
 PRZECINARKI SERII YUN STEROWANE NUMERYCZNIE OPIS TECHNICZNY Przecinarki typu YUN wyposażone w palnik tlenowy przeznaczone są do krzywoliniowego cięcia stali węglowych i niskostopowych. Po wyposażeniu w
PRZECINARKI SERII YUN STEROWANE NUMERYCZNIE OPIS TECHNICZNY Przecinarki typu YUN wyposażone w palnik tlenowy przeznaczone są do krzywoliniowego cięcia stali węglowych i niskostopowych. Po wyposażeniu w
POZYCJONERY SPAWALNICZE
 www.kovaco.eu POZYCJONERY SPAWALNICZE 2016 ROZWÓJ I PRODUKCJA Dział badań i rozwoju KOVACO składa się ze specjalistów w dziedzinie osprzętu do maszyn i pozycjonerów spawalniczych. Trzon działu badań i
www.kovaco.eu POZYCJONERY SPAWALNICZE 2016 ROZWÓJ I PRODUKCJA Dział badań i rozwoju KOVACO składa się ze specjalistów w dziedzinie osprzętu do maszyn i pozycjonerów spawalniczych. Trzon działu badań i
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
POZYCJONERY SPAWALNICZE
 www.kovaco.eu POZYCJONERY SPAWALNICZE 2017 ROZWÓJ I PRODUKCJA Dział badań i rozwoju KOVACO składa się ze specjalistów w dziedzinie osprzętu do maszyn i pozycjonerów spawalniczych. Trzon działu badań i
www.kovaco.eu POZYCJONERY SPAWALNICZE 2017 ROZWÓJ I PRODUKCJA Dział badań i rozwoju KOVACO składa się ze specjalistów w dziedzinie osprzętu do maszyn i pozycjonerów spawalniczych. Trzon działu badań i
System plazmy powietrznej 100 A TECHNOLOGIA CIĘCIA CNC
 System plazmy powietrznej 100 A TECHNOLOGIA CIĘCIA CNC System cięcia plazmowego powietrzem Wysoka wydajność przy niskich kosztach. Systemy cięcia plazmowego powietrzem przy użyciu palnika PT-37 zapewniają
System plazmy powietrznej 100 A TECHNOLOGIA CIĘCIA CNC System cięcia plazmowego powietrzem Wysoka wydajność przy niskich kosztach. Systemy cięcia plazmowego powietrzem przy użyciu palnika PT-37 zapewniają
Poziome centra obróbkowe TBI SH 1000 (SK50)
") Poziome centra obróbkowe TBI SH 1000 (SK50) Precyzyjna, seryjna obróbka wielostronna oraz obróbka dużych skomplikowanych detali przestrzennych w jednym zamocowaniu. Ver_052017_02 Dbamy o solidną podstawę
Poziome centra obróbkowe TBI SH 1000 (SK50) Precyzyjna, seryjna obróbka wielostronna oraz obróbka dużych skomplikowanych detali przestrzennych w jednym zamocowaniu. Ver_052017_02 Dbamy o solidną podstawę
Specyfikacja techniczna obrabiarki. wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40
 Specyfikacja techniczna obrabiarki wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40 KONSTRUKCJA OBRABIARKI HURCO VMX42 U ATC40 Wysoka wytrzymałość mechaniczna oraz duża dokładność są najważniejszymi
Specyfikacja techniczna obrabiarki wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40 KONSTRUKCJA OBRABIARKI HURCO VMX42 U ATC40 Wysoka wytrzymałość mechaniczna oraz duża dokładność są najważniejszymi
Klimawent: Odpylacze cyklonowe Storm w instalacjach odciągów miejscowych
 Klimawent: Odpylacze cyklonowe Storm w instalacjach odciągów miejscowych W artykule przedstawione zostały możliwości zastosowania odpylaczy cyklonowych Storm: w systemach instalacyjnych wentylacji wyciągowej
Klimawent: Odpylacze cyklonowe Storm w instalacjach odciągów miejscowych W artykule przedstawione zostały możliwości zastosowania odpylaczy cyklonowych Storm: w systemach instalacyjnych wentylacji wyciągowej
ROBOTY AUTOMATYZACJA PRODUKCJI
 ROBOTY AUTOMATYZACJA PRODUKCJI Roboty najnowszej generacji 02 Dane techniczne oraz więcej informacji na www.dopak.pl ROBOTY NAJNOWSZEJ GENERACJI PICKERSPX10 Robot przeznaczony do odbioru wlewków jak również
ROBOTY AUTOMATYZACJA PRODUKCJI Roboty najnowszej generacji 02 Dane techniczne oraz więcej informacji na www.dopak.pl ROBOTY NAJNOWSZEJ GENERACJI PICKERSPX10 Robot przeznaczony do odbioru wlewków jak również
TransSynergic i TransPulsSynergic 2700 / 3200 / 4000/ Metoda MIG / MAG, TIG DC, Elektroda otulona (MMA) PERFEKCYJNE SPAWANIE
 PERFEKCYJNE SPAWANIE") TransSynergic i TransPulsSynergic 2700 / 3200 / 4000/ 5000 Metoda MIG / MAG, TIG DC, Elektroda otulona (MMA) PERFEKCYJNE SPAWANIE Rodzina spawarek inwerterowych 100 khz do spawania metodami MIG/MAG, TIG
TransSynergic i TransPulsSynergic 2700 / 3200 / 4000/ 5000 Metoda MIG / MAG, TIG DC, Elektroda otulona (MMA) PERFEKCYJNE SPAWANIE Rodzina spawarek inwerterowych 100 khz do spawania metodami MIG/MAG, TIG
BADANIA NAD MOŻLIWOŚCIĄ ZASTOSOWANIA OBROTOWYCH ZĘBÓW NA NOŻACH CZERPAKÓW KOPAREK KOŁOWYCH. 1. Wstęp
 Górnictwo i Geoinżynieria Rok 34 Zeszyt 4 2010 Sławomir Badura*, Katarzyna Migacz*, Piotr Micek* BADANIA NAD MOŻLIWOŚCIĄ ZASTOSOWANIA OBROTOWYCH ZĘBÓW NA NOŻACH CZERPAKÓW KOPAREK KOŁOWYCH 1. Wstęp W koparkach
Górnictwo i Geoinżynieria Rok 34 Zeszyt 4 2010 Sławomir Badura*, Katarzyna Migacz*, Piotr Micek* BADANIA NAD MOŻLIWOŚCIĄ ZASTOSOWANIA OBROTOWYCH ZĘBÓW NA NOŻACH CZERPAKÓW KOPAREK KOŁOWYCH 1. Wstęp W koparkach
X8 MIG Guns ZAPROJEKTOWANE Z MYŚLĄ O ERGONOMII PRZEMYSŁOWE UCHWYTY SPAWALNICZE MIG ZAPEWNIAJĄCE DOSKONAŁĄ WYDAJNOŚĆ PRACY
 X8 MIG Guns ZAPROJEKTOWANE Z MYŚLĄ O ERGONOMII PRZEMYSŁOWE UCHWYTY SPAWALNICZE MIG ZAPEWNIAJĄCE DOSKONAŁĄ WYDAJNOŚĆ PRACY 24.09.2019 X8 MIG Guns ZAPROJEKTOWANE Z MYŚLĄ O ERGONOMII PRZEMYSŁOWE UCHWYTY SPAWALNICZE
X8 MIG Guns ZAPROJEKTOWANE Z MYŚLĄ O ERGONOMII PRZEMYSŁOWE UCHWYTY SPAWALNICZE MIG ZAPEWNIAJĄCE DOSKONAŁĄ WYDAJNOŚĆ PRACY 24.09.2019 X8 MIG Guns ZAPROJEKTOWANE Z MYŚLĄ O ERGONOMII PRZEMYSŁOWE UCHWYTY SPAWALNICZE
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG
 HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
E K O N O M I C Z N E R O Z W I Ą Z A N I E. W Y D A J N Y I N I E Z AW O D N Y.
 FALCON. E K O N O M I C Z N E R O Z W I Ą Z A N I E. W Y D A J N Y I N I E Z AW O D N Y. FALCON. Optymalny stosunek kosztów do korzyści gwarantujący sukces. FALCON może być używany do cięcia plazmowego,
FALCON. E K O N O M I C Z N E R O Z W I Ą Z A N I E. W Y D A J N Y I N I E Z AW O D N Y. FALCON. Optymalny stosunek kosztów do korzyści gwarantujący sukces. FALCON może być używany do cięcia plazmowego,
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Esab A2 Multitrac Traktor spawalniczy + A2-A6 PEK Sterownik procesu
 www.elektroautomatyka.net.pl Esab A2 Multitrac Traktor spawalniczy + A2-A6 PEK Sterownik procesu http://www.elektroautomatyka.net.pl/product/show/6915 Cena: zł brutto Cechy produktu Opis produktu Automat
www.elektroautomatyka.net.pl Esab A2 Multitrac Traktor spawalniczy + A2-A6 PEK Sterownik procesu http://www.elektroautomatyka.net.pl/product/show/6915 Cena: zł brutto Cechy produktu Opis produktu Automat
Szczegółowy opis techniczny i wymagania w zakresie przedmiotu zamówienia
 Szczegółowy opis techniczny i wymagania w zakresie przedmiotu zamówienia Przedmiotem zamówienia jest dostawa współpracującego manipulatora przemysłowego o 6 stopniach swobody i udźwigu nominalnym 5kg wraz
Szczegółowy opis techniczny i wymagania w zakresie przedmiotu zamówienia Przedmiotem zamówienia jest dostawa współpracującego manipulatora przemysłowego o 6 stopniach swobody i udźwigu nominalnym 5kg wraz
ROBOTY AUTOMATYZACJA PRODUKCJI
 ROBOTY AUTOMATYZACJA PRODUKCJI Roboty godne zaufania 02 Dane techniczne oraz więcej informacji na www.dopak.pl ROBOTY NAJNOWSZEJ GENERACJI ROBOT PNEUMATYCZNY TYPU PICKER SPRAWDZONA KONSTRUKCJA I IDEALNIE
ROBOTY AUTOMATYZACJA PRODUKCJI Roboty godne zaufania 02 Dane techniczne oraz więcej informacji na www.dopak.pl ROBOTY NAJNOWSZEJ GENERACJI ROBOT PNEUMATYCZNY TYPU PICKER SPRAWDZONA KONSTRUKCJA I IDEALNIE
POZYCJONERY SPAWALNICZE Rev.2
 www.kovaco.pl POZYCJONERY SPAWALNICZE Rev.2 NASZYM KLIENTOM OFERUJEMY: PROJEKT I WYKONANIE MECHANIZACJĘ AUTOMATYZACJĘ ROBOTYZACJĘ UCHWYTY MONTAŻOWE DOSTAWĘ POD KLUCZ ROZWIĄZANIA DEDYKOWANE Od projektu
www.kovaco.pl POZYCJONERY SPAWALNICZE Rev.2 NASZYM KLIENTOM OFERUJEMY: PROJEKT I WYKONANIE MECHANIZACJĘ AUTOMATYZACJĘ ROBOTYZACJĘ UCHWYTY MONTAŻOWE DOSTAWĘ POD KLUCZ ROZWIĄZANIA DEDYKOWANE Od projektu
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium MASZYN I URZĄDZEŃ TECHNOLOGICZNYCH. Nr 2
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium MASZYN I URZĄDZEŃ TECHNOLOGICZNYCH Nr 2 POMIAR I KASOWANIE LUZU W STOLE OBROTOWYM NC Poznań 2008 1. CEL ĆWICZENIA Celem ćwiczenia jest
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium MASZYN I URZĄDZEŃ TECHNOLOGICZNYCH Nr 2 POMIAR I KASOWANIE LUZU W STOLE OBROTOWYM NC Poznań 2008 1. CEL ĆWICZENIA Celem ćwiczenia jest
ROBOT SPAWALNICZY PRECYZYJNY SZYBKI EFEKTYWNY ŁATWA OBSŁUGA. EasyWelder
 ROBOT SPAWALNICZY PRECYZYJNY SZYBKI EFEKTYWNY ŁATWA OBSŁUGA EasyWelder Rewolucyjny robot spawalniczy - EasyWelder Intuicyjne i szybkie programowanie ścieżek gwarantuje efektywne i precyzyjne spawanie nawet
ROBOT SPAWALNICZY PRECYZYJNY SZYBKI EFEKTYWNY ŁATWA OBSŁUGA EasyWelder Rewolucyjny robot spawalniczy - EasyWelder Intuicyjne i szybkie programowanie ścieżek gwarantuje efektywne i precyzyjne spawanie nawet
Frezarka bramowa TBI SDV-H 5224
 Frezarka bramowa TBI SDV-H 5224 Precyzyjna obróbka wielkogabarytowych detali o wadze od 3 do 32 ton (w zależności od modelu) z możliwością obróbki pięciostronnej. Ver_052018_02 TBI SDV-H 5224 S t r o n
Frezarka bramowa TBI SDV-H 5224 Precyzyjna obróbka wielkogabarytowych detali o wadze od 3 do 32 ton (w zależności od modelu) z możliwością obróbki pięciostronnej. Ver_052018_02 TBI SDV-H 5224 S t r o n
Tiesse Robot Roboty Kawasaki w nowatorskich aplikacjach spawalniczych
 www.astor.com.pl Tiesse Robot Roboty Kawasaki w nowatorskich aplikacjach spawalniczych Włoska firma Tiesse Robot jest liderem na rynku automatyzacji procesów spawania. Jej misją jest usprawnianie i opracowywanie
www.astor.com.pl Tiesse Robot Roboty Kawasaki w nowatorskich aplikacjach spawalniczych Włoska firma Tiesse Robot jest liderem na rynku automatyzacji procesów spawania. Jej misją jest usprawnianie i opracowywanie
STANOWISKO ZROBOTYZOWANE DUAL AIR LIQUIDE WELDING Z WYPOSAŻENIEM SPAWALNICZYM TOPTIG
 AIR LIQUIDE WELDING POLSKA Sp. z o.o. 40 246 Katowice ul. Porcelanowa 10 NIP:945 17 19 850 REGON :351321488 Tel : ( + 48 32) 609 04 56 Fax: ( + 48 32) 609 04 60 e-mail : jerzy.szwengruben@airliquide.com
AIR LIQUIDE WELDING POLSKA Sp. z o.o. 40 246 Katowice ul. Porcelanowa 10 NIP:945 17 19 850 REGON :351321488 Tel : ( + 48 32) 609 04 56 Fax: ( + 48 32) 609 04 60 e-mail : jerzy.szwengruben@airliquide.com
A7 TIG Orbital System 300
 KEMPPI K7 SPRZĘT SPAWALNICZY A7 TIG Orbital System 300 ŁATWE SPAWANIE WIELOWARSTWOWE 22.12.2017 A7 TIG Orbital System 300 PROFESJONALNY SYSTEM ZMECHANIZOWANEGO SPAWANIA ORBITALNEGO TIG DO WIELOWARSTWOWEGO
KEMPPI K7 SPRZĘT SPAWALNICZY A7 TIG Orbital System 300 ŁATWE SPAWANIE WIELOWARSTWOWE 22.12.2017 A7 TIG Orbital System 300 PROFESJONALNY SYSTEM ZMECHANIZOWANEGO SPAWANIA ORBITALNEGO TIG DO WIELOWARSTWOWEGO
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
VUT R EHEC/VHEC - wymiennik obrotowy, nagrzewnica elektryczna/wodna, silniki EC
 VUT R EHEC/VHEC - wymiennik obrotowy, nagrzewnica elektryczna/wodna, silniki EC Centrala wentylacyjna z odzyskiem ciepła to kompletne urządzenie, które zapewnia mechaniczną wymianę powietrza w pomieszczeniach
VUT R EHEC/VHEC - wymiennik obrotowy, nagrzewnica elektryczna/wodna, silniki EC Centrala wentylacyjna z odzyskiem ciepła to kompletne urządzenie, które zapewnia mechaniczną wymianę powietrza w pomieszczeniach
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE
 TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
Producent maszyn do obróbki plastycznej metali POLAND. prasy walcarki wykrawarki.
 Producent maszyn do obróbki plastycznej metali POLAND prasy walcarki wykrawarki UPH 28 Pozioma prasa hydrauliczna - Wbudowana pamięć umożliwiająca zapis do 4 programów gięcia - Precyzyjne pozycjonowanie
Producent maszyn do obróbki plastycznej metali POLAND prasy walcarki wykrawarki UPH 28 Pozioma prasa hydrauliczna - Wbudowana pamięć umożliwiająca zapis do 4 programów gięcia - Precyzyjne pozycjonowanie
1 Zasady bezpieczeństwa
 1 Zasady bezpieczeństwa W trakcie trwania zajęć laboratoryjnych ze względów bezpieczeństwa nie należy przebywać w strefie działania robota, która oddzielona jest od pozostałej części laboratorium barierkami.
1 Zasady bezpieczeństwa W trakcie trwania zajęć laboratoryjnych ze względów bezpieczeństwa nie należy przebywać w strefie działania robota, która oddzielona jest od pozostałej części laboratorium barierkami.
Najnowszej generacji długościomierz z trzema osiami sterowanymi w trybie CNC
 Renens, Lipiec 2009 Trimos S.A. Av.de Longe m alle 5 C H- 1020 Renens T. +41 21 633 01 12 F. +41 21 633 01 02 Najnowszej generacji długościomierz z trzema osiami sterowanymi w trybie CNC Najwyższa dokładność
Renens, Lipiec 2009 Trimos S.A. Av.de Longe m alle 5 C H- 1020 Renens T. +41 21 633 01 12 F. +41 21 633 01 02 Najnowszej generacji długościomierz z trzema osiami sterowanymi w trybie CNC Najwyższa dokładność
w planowaniu przestrzeni produkcyjnej.
 CIĘCIE TLENOWE I PLAZMOWE O N A S NASZA WIEDZA I DOŚWIADCZENIE PRACUJĄ NA TWÓJ SUKCES Początki naszej działalności związanej z maszynami do cięcia sięgają lat osiemdziesiątych. Wtedy uruchomiliśmy pierwsze
CIĘCIE TLENOWE I PLAZMOWE O N A S NASZA WIEDZA I DOŚWIADCZENIE PRACUJĄ NA TWÓJ SUKCES Początki naszej działalności związanej z maszynami do cięcia sięgają lat osiemdziesiątych. Wtedy uruchomiliśmy pierwsze
OSIE ELEKTRYCZNE SERII SHAK GANTRY
 OSIE ELEKTRYCZNE SERII SHAK GANTRY 1 OSIE ELEKTRYCZNE SERII SHAK GANTRY Osie elektryczne serii SHAK GANTRY stanowią zespół zmontowanych osi elektrycznych SHAK zapewniający obsługę dwóch osi: X oraz Y.
OSIE ELEKTRYCZNE SERII SHAK GANTRY 1 OSIE ELEKTRYCZNE SERII SHAK GANTRY Osie elektryczne serii SHAK GANTRY stanowią zespół zmontowanych osi elektrycznych SHAK zapewniający obsługę dwóch osi: X oraz Y.
Typowe rozwiązania TIG-plazma
 2003-670 Typowe rozwiązania -plazma 2004-257 1210-064 1210-067 2228-005 Produkcja zbiorników 64 1467-003 2000-160 2003-204 2000-343 Spawanie lub plazmą rurociągów o małych średnicach Spawanie w pionie
2003-670 Typowe rozwiązania -plazma 2004-257 1210-064 1210-067 2228-005 Produkcja zbiorników 64 1467-003 2000-160 2003-204 2000-343 Spawanie lub plazmą rurociągów o małych średnicach Spawanie w pionie
Międzynarodowe Targi Spawalnicze ExpoWELDING 2012 16-18 października 2012 NOWOŚCI TARGOWE
 Międzynarodowe Targi Spawalnicze ExpoWELDING 2012 16-18 października 2012 NOWOŚCI TARGOWE FIRMA: SOMAR S.A. ul. Karoliny 4 40-186 Katowice tel. 32 359 71 00 fax. 32 359 71 11 e-mail: biuro@somar.com.pl
Międzynarodowe Targi Spawalnicze ExpoWELDING 2012 16-18 października 2012 NOWOŚCI TARGOWE FIRMA: SOMAR S.A. ul. Karoliny 4 40-186 Katowice tel. 32 359 71 00 fax. 32 359 71 11 e-mail: biuro@somar.com.pl
ĆWICZENIE Nr SP-5. Laboratorium Spajalnictwa
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Leszek
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Leszek
ESP-150. ZmEchaniZowany, wielogazowy SyStEm PlaZmowy.
 ESP-150. Zmechanizowany, wielogazowy system plazmowy. Ekonomiczny i wysokowydajny. ESP-150. Różnorodne kombinacje gazów dla ekonomicznego, wysokowydajnego cięcia. System ESP-150 jest łatwy w obsłudze i
ESP-150. Zmechanizowany, wielogazowy system plazmowy. Ekonomiczny i wysokowydajny. ESP-150. Różnorodne kombinacje gazów dla ekonomicznego, wysokowydajnego cięcia. System ESP-150 jest łatwy w obsłudze i
A7 TIG Orbital System 150
 KEMPPI K7 SPRZĘT SPAWALNICZY A7 TIG Orbital System 150 INTELIGENTNE I ŁATWE W OBSŁUDZE 29.12.2017 A7 TIG Orbital System 150 SPRAWNE ROZWIĄZANIE DO ZMECHANIZOWANEGO SPAWANIA ORBITALNEGO TIG RUR System spawania
KEMPPI K7 SPRZĘT SPAWALNICZY A7 TIG Orbital System 150 INTELIGENTNE I ŁATWE W OBSŁUDZE 29.12.2017 A7 TIG Orbital System 150 SPRAWNE ROZWIĄZANIE DO ZMECHANIZOWANEGO SPAWANIA ORBITALNEGO TIG RUR System spawania
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
OnyX. Classic Dream Sky
 OnyX Classic Dream Sky 2 OnyX Classic OnyX Classic Centrala OnyX Classic jest urządzeniem stanowiącym główny element systemu wentylacji nawiewno-wywiewnej z odzyskiem ciepła. Zapewnia ona ciągły dopływ
OnyX Classic Dream Sky 2 OnyX Classic OnyX Classic Centrala OnyX Classic jest urządzeniem stanowiącym główny element systemu wentylacji nawiewno-wywiewnej z odzyskiem ciepła. Zapewnia ona ciągły dopływ
Mechanika Robotów. Wojciech Lisowski. 5 Planowanie trajektorii ruchu efektora w przestrzeni roboczej
 Katedra Robotyki i Mechatroniki Akademia Górniczo-Hutnicza w Krakowie Mechanika Robotów Wojciech Lisowski 5 Planowanie trajektorii ruchu efektora w przestrzeni roboczej Mechanika Robotów KRiM, WIMIR, AGH
Katedra Robotyki i Mechatroniki Akademia Górniczo-Hutnicza w Krakowie Mechanika Robotów Wojciech Lisowski 5 Planowanie trajektorii ruchu efektora w przestrzeni roboczej Mechanika Robotów KRiM, WIMIR, AGH
TC3-200 CNC TC3-250 CNC
 TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
TMALASER Teresa Malinowska
 TMALASER Teresa Malinowska O NAS Firma TMALASER Teresa Malinowska działa od 2006 roku zgodnie z wymogami ISO. Podstawowym przedmiotem naszej działalności jest produkcja detali, podzespołów dla przemysłu
TMALASER Teresa Malinowska O NAS Firma TMALASER Teresa Malinowska działa od 2006 roku zgodnie z wymogami ISO. Podstawowym przedmiotem naszej działalności jest produkcja detali, podzespołów dla przemysłu
Automaty i Traktory Spawalnicze MSA Scorpio Transport i ustalenia pozycji palnika (cięcie i spawanie)
") Automaty i Traktory Spawalnicze MSA Scorpio Transport i ustalenia pozycji palnika (cięcie i spawanie) MSA Scorpio Micro MSA Scorpio Duo MSA Scorpio Oscylacja MSA Scorpio Oscylacja Pion 5/ZE-1 5/ZE-1duo
Automaty i Traktory Spawalnicze MSA Scorpio Transport i ustalenia pozycji palnika (cięcie i spawanie) MSA Scorpio Micro MSA Scorpio Duo MSA Scorpio Oscylacja MSA Scorpio Oscylacja Pion 5/ZE-1 5/ZE-1duo
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES
 Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Laboratorium Napędu Robotów
 POLITECHNIKA WROCŁAWSKA WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu Robotów Wieloosiowy liniowy napęd pozycjonujący robot ramieniowy RV-2AJ CEL ĆWICZENIA Celem
POLITECHNIKA WROCŁAWSKA WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu Robotów Wieloosiowy liniowy napęd pozycjonujący robot ramieniowy RV-2AJ CEL ĆWICZENIA Celem
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 5.12.2017 WiseRoot+ WYDAJNOŚĆ I WYSOKA JAKOŚĆ PROCESU SPAWANIA METODĄ MIG WiseRoot+ to zoptymalizowany proces spawania krótkim łukiem, przeznaczony do
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 5.12.2017 WiseRoot+ WYDAJNOŚĆ I WYSOKA JAKOŚĆ PROCESU SPAWANIA METODĄ MIG WiseRoot+ to zoptymalizowany proces spawania krótkim łukiem, przeznaczony do
Narzędzia. Żaluzje poziome MK-006/A MK-003 WYKROJNIK TRZYOPERACYJNY MASKOWNICY MK-005/1 DZIURKOWNIK-FIX RG25/50
 Żaluzje poziome MK-006/A Wykrojnik zespolony czterooperacyjny (wykrojnik + rozcinak). Umożliwia następujące operacje dla rynny górnej i dolnej: cięcie na długość rynny górnej, wykrawanie otworów pod przelotki
Żaluzje poziome MK-006/A Wykrojnik zespolony czterooperacyjny (wykrojnik + rozcinak). Umożliwia następujące operacje dla rynny górnej i dolnej: cięcie na długość rynny górnej, wykrawanie otworów pod przelotki
ADIR. A (mm) B (mm) C (mm) Kg
 B (mm) C (mm) Kg") Wielofunkcyjne, numerycznie sterowane centrum fresarskie: 3 osie z możliwością interpolacji, stół roboczy z nastawą pneumatyczną (-90 /0 /+90 ). A (mm) B (mm) C (mm) Kg 3.060 1.440 1.650 1.000 W OPCJI:
Wielofunkcyjne, numerycznie sterowane centrum fresarskie: 3 osie z możliwością interpolacji, stół roboczy z nastawą pneumatyczną (-90 /0 /+90 ). A (mm) B (mm) C (mm) Kg 3.060 1.440 1.650 1.000 W OPCJI:
CIĘCIE POJEDYNCZE MARMUR
 CIĘCIE POJEDYNCZE MARMUR START KONIEC 1. Parametry początku i końca cięcia (wpisywanie wartości, lub odczyt bieżącej pozycji): a. punkt start i punkt koniec b. punkt start i długość cięcia 2. Parametr:
CIĘCIE POJEDYNCZE MARMUR START KONIEC 1. Parametry początku i końca cięcia (wpisywanie wartości, lub odczyt bieżącej pozycji): a. punkt start i punkt koniec b. punkt start i długość cięcia 2. Parametr:
WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 6.08.2019 WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH WiseRoot is an optimized short arc process for root pass welding without backing. Proces
WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 6.08.2019 WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH WiseRoot is an optimized short arc process for root pass welding without backing. Proces
PIONOWE CENTRUM OBRÓBCZE CNC DIGIMA SMTCL VMC850B
 PIONOWE CENTRUM OBRÓBCZE CNC DIGIMA SMTCL VMC850B PODSTAWOWE PARAMETRY TECHNICZNE: VMC850B Przesuwy X/Y/Z 1000 / 560 / 650 mm Maks. obciążenie stołu 600 kg Stożek wrzeciona SK40 - Maks. moc wrzeciona 9/10,5
PIONOWE CENTRUM OBRÓBCZE CNC DIGIMA SMTCL VMC850B PODSTAWOWE PARAMETRY TECHNICZNE: VMC850B Przesuwy X/Y/Z 1000 / 560 / 650 mm Maks. obciążenie stołu 600 kg Stożek wrzeciona SK40 - Maks. moc wrzeciona 9/10,5
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak
 Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
PARAMETRY TECHNICZNO UŻYTKOWE Zadanie nr 7 Ploter laserowy 1 szt.
 Załącznik nr 7 + OPZ + formularz szacowanie wartości zamówienia PARAMETRY TECHNICZNO UŻYTKOWE Zadanie nr 7 Ploter laserowy 1 szt. Urządzenie musi być fabrycznie nowe, nie dopuszcza się urządzeń powystawowych,
Załącznik nr 7 + OPZ + formularz szacowanie wartości zamówienia PARAMETRY TECHNICZNO UŻYTKOWE Zadanie nr 7 Ploter laserowy 1 szt. Urządzenie musi być fabrycznie nowe, nie dopuszcza się urządzeń powystawowych,
ORZECZENIE Nr ZT/281/10
 INSTYTUT SPAWALNICTWA 44-101, ul. Bł. Czesława 16/18 tel. 032 2310011, fax 032 2314652, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/281/10 Badanie i rejestracja procesu spawania/napawania
INSTYTUT SPAWALNICTWA 44-101, ul. Bł. Czesława 16/18 tel. 032 2310011, fax 032 2314652, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/281/10 Badanie i rejestracja procesu spawania/napawania
Flexlite TX SPAWANIE Z PASJĄ
 Flexlite TX SPAWANIE Z PASJĄ 21.07.2019 Flexlite TX SPAWANIE Z PASJĄ Uchwyty Flexlite TX do spawania TIG charakteryzują się znakomitymi parametrami technicznymi, mniejszym zużyciem materiałów eksploatacyjnych
Flexlite TX SPAWANIE Z PASJĄ 21.07.2019 Flexlite TX SPAWANIE Z PASJĄ Uchwyty Flexlite TX do spawania TIG charakteryzują się znakomitymi parametrami technicznymi, mniejszym zużyciem materiałów eksploatacyjnych
Nie trzeba kupować browaru, żeby napić się piwa
 XVI POMORSKIE SYMPOZJUM SPAWALNICTWA XVIII SPOTKANIE SPAWALNIKÓW WYBRZEŻA Nie trzeba kupować browaru, żeby napić się piwa Prezentacja alternatywnych możliwości uzyskania wysokiej efektywności procesu produkcji
XVI POMORSKIE SYMPOZJUM SPAWALNICTWA XVIII SPOTKANIE SPAWALNIKÓW WYBRZEŻA Nie trzeba kupować browaru, żeby napić się piwa Prezentacja alternatywnych możliwości uzyskania wysokiej efektywności procesu produkcji
TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
Rodzina Minarc Evo Wysoka jakość spawania w każdej sytuacji
 Wysoka jakość spawania w każdej sytuacji Minarc Evo 150 Mali mocarze spawalnictwa Najwyższa jakość spawania Spawanie wszystkimi rodzajami elektrod Maksymalna sprawność energetyczna dzięki technologii PFC
Wysoka jakość spawania w każdej sytuacji Minarc Evo 150 Mali mocarze spawalnictwa Najwyższa jakość spawania Spawanie wszystkimi rodzajami elektrod Maksymalna sprawność energetyczna dzięki technologii PFC
MG-02L SYSTEM LASEROWEGO POMIARU GRUBOŚCI POLON-IZOT
 jednoczesny pomiar grubości w trzech punktach niewrażliwość na drgania automatyczna akwizycja i wizualizacja danych pomiarowych archiwum pomiarów analizy statystyczne dla potrzeb systemu zarządzania jakością
jednoczesny pomiar grubości w trzech punktach niewrażliwość na drgania automatyczna akwizycja i wizualizacja danych pomiarowych archiwum pomiarów analizy statystyczne dla potrzeb systemu zarządzania jakością
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
Toromierz Laserowy LASERTOR XTL 2
 Toromierz Laserowy LASERTOR XTL 2 KATOWICE Marzec 2005 TOROMIERZ LASEROWY LASERTOR XTL 2 Toromierz laserowy LASERTOR XTL 2, firmy PROVENTUS Sp. z o.o. jest najnowszym urządzeniem pomiarowym, służącym do
Toromierz Laserowy LASERTOR XTL 2 KATOWICE Marzec 2005 TOROMIERZ LASEROWY LASERTOR XTL 2 Toromierz laserowy LASERTOR XTL 2, firmy PROVENTUS Sp. z o.o. jest najnowszym urządzeniem pomiarowym, służącym do
KEMPPI K5 SPRZĘT SPAWALNICZY. MasterTig LT 250 SPAWANIE TIG Z UŻYCIEM DOWOLNEGO SPAWALNICZEGO ŹRÓDŁA PRĄDU STAŁEGO
 KEMPPI K5 SPRZĘT SPAWALNICZY SPAWANIE TIG Z UŻYCIEM DOWOLNEGO SPAWALNICZEGO ŹRÓDŁA PRĄDU STAŁEGO 3.07.2018 MASZYNA DO SPAWANIA METODĄ TIG NA BUDOWACH I W TRUDNYCH WARUNKACH Przedstawiamy wysokiej klasy
KEMPPI K5 SPRZĘT SPAWALNICZY SPAWANIE TIG Z UŻYCIEM DOWOLNEGO SPAWALNICZEGO ŹRÓDŁA PRĄDU STAŁEGO 3.07.2018 MASZYNA DO SPAWANIA METODĄ TIG NA BUDOWACH I W TRUDNYCH WARUNKACH Przedstawiamy wysokiej klasy
5-osiowe centrum obróbkowe TBI U5
 5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
WiseThin+, Wydajne spawanie blach i w pozycjach wymuszonych. WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH
 WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 1(6) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach oraz materiałów
WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 1(6) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach oraz materiałów
ASP-631 wersja WL(E)
") ASP-631 wersja WL(E) Automatyczna szlifierka z głowicą obrotową do ostrzenia i profilowania pił do drewna i metalu o różnych geometriach zębów [w tym zębów o zarysie łukowym] sterowana w 5 osiach. ASP-631
ASP-631 wersja WL(E) Automatyczna szlifierka z głowicą obrotową do ostrzenia i profilowania pił do drewna i metalu o różnych geometriach zębów [w tym zębów o zarysie łukowym] sterowana w 5 osiach. ASP-631
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T CNC T CNC T CNC T CNC T CNC T CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
Projekt nr POIG /09. Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych
 Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
MinarcMig Evo ADAPTACYJNE NARZĘDZIE DO MOBILNEGO SPAWANIA
 MinarcMig Evo ADAPTACYJNE NARZĘDZIE DO MOBILNEGO SPAWANIA 24.07.2019 MinarcMig Evo ADAPTACYJNE NARZĘDZIE DO MOBILNEGO SPAWANIA Maszyny MinarcMig Evo to wysoka wydajność i jakość spawania MIG/MAG zawarte
MinarcMig Evo ADAPTACYJNE NARZĘDZIE DO MOBILNEGO SPAWANIA 24.07.2019 MinarcMig Evo ADAPTACYJNE NARZĘDZIE DO MOBILNEGO SPAWANIA Maszyny MinarcMig Evo to wysoka wydajność i jakość spawania MIG/MAG zawarte
Pionowe centrum obróbkowe TBI VC 1570
 Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
GŁÓWNE ZALETY WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ FASTER NIŻSZE KOSZTY GAZU OSŁONOWEGO MNIEJSZA ILOŚĆ WPROWADZANEGO CIEPŁA
 WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 18.06.2016 1(8) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach
WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 18.06.2016 1(8) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach
Parametry: Wyposażenie standardowe:
 Glimmer jest wysoko wydajną wypalarką przeznaczoną do termicznego cięcia stali i innych metali za pomocą palnika plazmowego i/lub tlenowego (tlen-propan, lub tlen-acetylen). Seria tych maszyn charakteryzuje
Glimmer jest wysoko wydajną wypalarką przeznaczoną do termicznego cięcia stali i innych metali za pomocą palnika plazmowego i/lub tlenowego (tlen-propan, lub tlen-acetylen). Seria tych maszyn charakteryzuje
Technologia Godna Zaufania
 SPRĘŻARKI ŚRUBOWE ZE ZMIENNĄ PRĘDKOŚCIĄ OBROTOWĄ IVR OD 7,5 DO 75kW Technologia Godna Zaufania IVR przyjazne dla środowiska Nasze rozległe doświadczenie w dziedzinie sprężonego powietrza nauczyło nas że
SPRĘŻARKI ŚRUBOWE ZE ZMIENNĄ PRĘDKOŚCIĄ OBROTOWĄ IVR OD 7,5 DO 75kW Technologia Godna Zaufania IVR przyjazne dla środowiska Nasze rozległe doświadczenie w dziedzinie sprężonego powietrza nauczyło nas że
Korekta ogłoszenia z dnia 11.08.2010 r. Zamawiający: Przedsiębiorstwo Budowlano Remontowe BUDREM Sp. z o.o.
 Korekta ogłoszenia z dnia 11.08.2010 r. Zamawiający: Przedsiębiorstwo Budowlano Remontowe BUDREM Sp. z o.o. Ważność ogłoszenia : piątek, 20.08. 2010 roku W związku z ubieganiem się o dofinansowanie z Regionalnego
Korekta ogłoszenia z dnia 11.08.2010 r. Zamawiający: Przedsiębiorstwo Budowlano Remontowe BUDREM Sp. z o.o. Ważność ogłoszenia : piątek, 20.08. 2010 roku W związku z ubieganiem się o dofinansowanie z Regionalnego
HARMONOGRAM SZKOLENIA: Spawanie metodą TIG 141
 HARMONOGRAM SZKOLENIA: Spawanie metodą TIG 141 Dzień szkolenia Data 1 14.10.2010 2 1.10.2010 3 19.10.2010 4 20.10.2010 21.10.2010 Liczba godzin danego dnia i godziny 10 00 14 00 Temat zajęć Procesy spajania
HARMONOGRAM SZKOLENIA: Spawanie metodą TIG 141 Dzień szkolenia Data 1 14.10.2010 2 1.10.2010 3 19.10.2010 4 20.10.2010 21.10.2010 Liczba godzin danego dnia i godziny 10 00 14 00 Temat zajęć Procesy spajania
Dlaczego maszyny Bottero?
 Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
System spawania orbitalnego A7 TIG 300
 System spawania orbitalnego A7 TIG 300 ŁATWE SPAWANIE WIELOWARSTWOWE Kemppi K7 Sprzęt spawalniczy 18.08.2016 1(7) PROFESJONALNY SYSTEM ZMECHANIZOWANEGO SPAWANIA ORBITALNEGO TIG DO WIELOWARSTWOWEGO SPAWANIA
System spawania orbitalnego A7 TIG 300 ŁATWE SPAWANIE WIELOWARSTWOWE Kemppi K7 Sprzęt spawalniczy 18.08.2016 1(7) PROFESJONALNY SYSTEM ZMECHANIZOWANEGO SPAWANIA ORBITALNEGO TIG DO WIELOWARSTWOWEGO SPAWANIA
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
System spawania orbitalnego A7 TIG 300
 System spawania orbitalnego A7 TIG 300 ŁATWE SPAWANIE WIELOWARSTWOWE Kemppi K7 Sprzęt spawalniczy 1(7) PROFESJONALNY SYSTEM ZMECHANIZOWANEGO SPAWANIA ORBITALNEGO TIG DO WIELOWARSTWOWEGO SPAWANIA RUR System
System spawania orbitalnego A7 TIG 300 ŁATWE SPAWANIE WIELOWARSTWOWE Kemppi K7 Sprzęt spawalniczy 1(7) PROFESJONALNY SYSTEM ZMECHANIZOWANEGO SPAWANIA ORBITALNEGO TIG DO WIELOWARSTWOWEGO SPAWANIA RUR System
Pionowe centrum obróbkowe TBI VC 1270 Smart Mill
 Pionowe centrum obróbkowe TBI VC 1270 Smart Mill Inteligentne rozwiązanie, dzięki zastosowaniu optymalnego cenowo sterowania Siemens oraz konfiguracji maszyny umożliwiającej pełną funkcjonalność. TBI Technology
Pionowe centrum obróbkowe TBI VC 1270 Smart Mill Inteligentne rozwiązanie, dzięki zastosowaniu optymalnego cenowo sterowania Siemens oraz konfiguracji maszyny umożliwiającej pełną funkcjonalność. TBI Technology