ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL150AC INSTRUKCJA OBSŁUGI DYSTRYBUTOR :
|
|
|
- Ludwik Urban
- 8 lat temu
- Przeglądów:
Transkrypt
1 ENel Sp. z o. o. - WROCŁW PROJEKTOWNIE I PRODUKCJ URZĄDZEŃ ENERGOELEKTRONICZNYCH SPWRK INWERTOROW ENEL50C INSTRUKCJ OBSŁUGI DYSTRYBUTOR :

2 . WSTĘP Niniejsza instrukcja zawiera informacje, które pozwolą w pełni wykorzystać walory eksploatacyjne spawarki ENEL50C oraz umożliwią bezpieczne jej użytkowanie. Wszystkich użytkowników zachęcamy do zapoznania się z poniższą instrukcją. 2. PRZEZNCZENIE Spawarka ENEL50C jest nowoczesnym źródłem prądu stałego oraz zmiennego, przeznaczonym głównie do spawania metodą TIG oraz elektrodami otulonymi (metoda MM) wszystkich typów (ER-, E-, EB-, ES-,...) o średnicach od,6 do 3,2. Z uwagi na wysokie napięcie biegu jałowego (95V) oraz bardzo dobre własności spawalnicze, urządzenie umożliwia również spawanie elektrodami w otulinie celulozowej, wykorzystywanymi do spawania między innymi rurociągów. Po wyposażeniu spawarki w odpowiedni uchwyt możliwe jest spawanie metodą TIG (spawanie elektrodą nietopliwą - najczęściej wolframową w osłonie gazu obojętnego np. argonu) stali, miedzi, aluminium oraz stopów tych metali. Zajarzenie łuku odbywa się metodą bezstykową (zajarzenie iskrowe) lub dotykową. Możliwa jest zdalna regulacja prądu spawania we wszystkich trybach pracy. Mikroprocesorowy sterownik spawarki zapewnia precyzję i powtarzalność nastaw wielu parametrów oraz prostą obsługę. Z uwagi na małe gabaryty i masę oraz odporność na duże wahania napięcia sieci - spawarka ENEL50C jest szczególnie przydatna do pracy w trudnych warunkach terenowych przy montażu wszelkiego rodzaju konstrukcji spawanych, rurociągów, zbiorników itp.. Urządzenie jest przystosowane do pracy w temperaturze otoczenia od -0 O C do +40 O C i wilgotności względnej do 90% przy temperaturze +20 O C. 3. OPIS Spawarka ENEL50C jest inwertorowym źródłem prądu stałego pracującym w zakresie częstotliwości powyżej częstotliwości akustycznej. Jest źródłem o dobrej dynamice, wygładzonym i stabilnym łuku, lekkim, o niewielkich gabarytach, odpornym na duże wahania napięcia sieci zasilającej. Elementy połączeniowe, regulacyjne i sygnalizacyjne rozmieszczone są na płycie czołowej. Na płycie tylnej znajdują się : wyłącznik zasilania, przewód zasilający, wentylator, tabliczka znamionowa oraz króciec zaworu gazu, służący do doprowadzenia gazu osłonowego z butli. Elementy regulacyjne i sygnalizacyjne spawarki przedstawia rys.. 2
 o średnicach od,6 do 3,2.")
3 Rysunek Spawarkę wyposażono w cyfrowy wyświetlacz (), wskazujący wartości nastawianych parametrów, zadajnik wartości parametrów (2), przełącznik rodzaju pracy (5), przełącznik parametrów (3), przełącznik sposobu zajarzania (4), przełącznik wyboru polaryzacji prądu stałego lub prądu zmiennego (6) oraz lampki sygnalizacyjne. Do dyspozycji są cztery rodzaje pracy wybierane przyciskiem (5) (rys. ): ) spawanie elektrodami otulonymi (MM) - czerwona lampka powinna wskazywać Prąd spawania nastawiany jest w zakresie od 5 do 30 z rozdzielczością co. Prostownik posiada funkcję NTYSTYK ułatwiającą odklejenie elektrody w przypadku jej przywarcia do spawanych elementów (jeżeli przywarcie elektrody do spawanych elementów trwa dłużej niż,5 sekundy następuje 3
: ) spawanie elektrodami otulonymi (MM) - czerwona lampka powinna wskazywać Prąd spawania nastawiany jest w zakresie od 5 do 30 z rozdzielczością co.")
4 automatyczne wyłączenie prądu spawania, dzięki czemu oderwanie elektrody nie nastręcza trudności). Polaryzację napięcia (DC+ lub DC-) na elektrodzie wybieramy przyciskiem (6) Możliwe są dwa rodzaje pracy : a) z automatycznym ograniczaniem napięcia biegu jałowego do wartości bezpiecznej ok. 2V. Ten rodzaj pracy jest automatycznie ustawiany po włączeniu zasilania oraz po zmianie z innego trybu pracy na tryb MM i sygnalizowany jest ciągłym świeceniem diody wskazującej prąd spawania Is. b) bez automatycznego ograniczania napięcia biegu jałowego. Napięcie biegu jałowego utrzymywane jest na poziomie ok. 95V. Do tego rodzaju pracy przechodzimy naciskając przycisk zmiany parametru (3). Ten rodzaj pracy sygnalizowany jest mruganiem diody wskazującej prąd spawania Is. Ponowne naciśnięcie przycisku (3) powoduje powrót do pracy z automatycznym ograniczaniem napięcia. Po zaopatrzeniu spawarki w przystawkę zdalnego sterowania możliwa jest zdalna zmiana prądu spawania podczas wykonywania spoiny. 2) spawanie prądem stałym (DC-) metodą TIG 2T (dwutakt)- czerwona lampka powinna wskazywać Do dyspozycji są następujące parametry nastawiane w podanych zakresach : Is[] - prąd spawania w amperach nastawiany w zakresie 5-50 z rozdzielczością co Tn[s] - czas narastania prądu spawania w sekundach nastawiany w zakresie 0,-5s z rozdzielczością co 0,s To[s] - czas opadania prądu spawania w sekundach nastawiany w zakresie 0,-20s z rozdzielczością co 0,s Ib[%] - prąd bazowy nastawiany w procentach prądu spawania Is w zakresie 0-00% z rozdzielczością co %. Jeżeli wartość prądu bazowego ustawimy na 00% prąd spawania będzie miał wartość stałą równą nastawionej wartości Is. Jeżeli wartość prądu bazowego ustawimy różną od 00% to uzyskamy prąd pulsujący o następujących parametrach : prąd spawania będzie pulsował z częstotliwością fp i wypełnieniem TH[%] (patrz niżej) 4
 bez automatycznego ograniczania napięcia biegu jałowego. Napięcie biegu jałowego utrzymywane jest na poziomie ok. 95V. Do tego rodzaju pracy przechodzimy naciskając przycisk zmiany parametru (3).")
5 TH[%] - czas trwania impulsów prądu o wartości Is w % okresu pulsacji nastawiany w zakresie 99%. Parametr TH nastawiany jest tylko wówczas gdy wartość prądu bazowego Ib nastawiono różną od 00% fp[hz] częstotliwość pulsacji prądu spawania w Hz, nastawiana w zakresie 0. 50Hz. Parametr fp nastawiany jest tylko wówczas gdy wartość prądu bazowego Ib nastawiono różną od 00% Tg[s] - czas wypływu gazu po zgaśnięciu łuku w sekundach nastawiany w zakresie od - 25s z rozdzielczością co s Is TH=20% Is TH=80 % Ib=50 % Tp=/fp Ib=0 % Tp=/fp Przykładowe przebiegi prądu pulsującego dla różnych nastaw fp, Ib, TH Sposób zajarzania wybieramy przyciskiem HF (4) : - ZJRZENIE DOTYKOWE - LMPK (9) ZGSZON Proces spawania zostaje zainicjowany naciśnięciem przycisku sterującego na uchwycie. W momencie naciśnięcia przycisku zostaje otwarty zawór gazu, od momentu puszczenia przycisku (nie trzymamy wciśniętego przycisku podczas spawania!) można zajarzyć łuk przez dotknięcie spawanego przedmiotu i lekkie uniesienie elektrody (zajarzenie łuku następuje w momencie unoszenia elektrody). - ZJRZENIE BEZSTYKOWE - LMPK (9) ZPLON Proces spawania zostaje zainicjowany naciśnięciem przycisku sterującego na uchwycie. W momencie naciśnięcia przycisku zostaje otwarty zawór gazu, puszczenie przycisku uruchamia jonizator - przeskok iskier pomiędzy elektrodą a spawanym elementem powinien zainicjować zapłon łuku. Jeżeli zapłon łuku nie nastąpi w przeciągu 2,5s jonizator zostaje wyłączony - proces zajarzania należy powtórzyć. Od momentu zajarzenia łuku następuje narastanie prądu w nastawionym czasie Tn, od wartości minimalnej (5) do nastawionej wartości prądu spawania Is. Krótkie naciśnięcie (i puszczenie) przycisku sterującego rozpoczyna proces opadania prądu spawania od wartości Is do wartości minimalnej w nastawionym czasie To. Jeżeli przycisk sterujący zostanie krótko naciśnięty w fazie opadania prądu to prąd spawania ponownie wzrośnie do wartości Is. W momencie osiągnięcia przez prąd wartości minimalnej następuje wyłączenie prądu spawania i tym samym zgaszenie łuku. Gaz osłonowy wypływa jeszcze 5
![Parametr fp nastawiany jest tylko wówczas gdy wartość prądu bazowego Ib nastawiono różną od 00% Tg[s] - czas wypływu gazu po zgaśnięciu łuku w sekundach nastawiany w zakresie od - 25s z](/docs-images/52/14670370/images/page_5.jpg "rozdzielczością co s Is TH=20% Is TH=80 % Ib=50 % Tp=/fp Ib=0 % Tp=/fp Przykładowe przebiegi prądu pulsującego dla różnych nastaw fp, Ib, TH Sposób zajarzania wybieramy przyciskiem HF (4) : -")
6 w nastawionym czasie Tg po czym następuje zamknięcie zaworu gazu. Proces spawania zostaje zakończony. 3) spawanie prądem stałym (DC-) metodą TIG 4T (czterotakt)- czerwona lampka powinna wskazywać Do dyspozycji są następujące parametry nastawiane w podanych zakresach : Is[] - prąd spawania w amperach nastawiany w zakresie 5-50 z rozdzielczością co Ip[%] - prąd początkowy nastawiany w procentach w zakresie 5-50% prądu spawania Is z rozdzielczością co % Tn[s] - czas narastania prądu spawania w sekundach nastawiany w zakresie 0,-5s z rozdzielczością co 0,s To[s] - czas opadania prądu spawania w sekundach nastawiany w zakresie 0,-20s z rozdzielczością co 0,s Ib[%] - prąd bazowy nastawiany w procentach prądu spawania Is w zakresie 0-00% z rozdzielczością co %. Jeżeli wartość prądu bazowego ustawimy na 00% prąd spawania będzie miał wartość stałą równą nastawionej wartości Is. Jeżeli wartość prądu bazowego ustawimy różną od 00% to uzyskamy prąd pulsujący o następujących parametrach : prąd spawania będzie pulsował z częstotliwością fp i wypełnieniem TH[%] (patrz niżej) TH[%] - czas trwania impulsów prądu o wartości Is w % okresu pulsacji, nastawiany w zakresie 99%. Parametr TH nastawiany jest tylko wówczas gdy wartość prądu bazowego Ib nastawiono różną od 00% fp[hz] częstotliwość pulsacji prądu spawania w Hz, nastawiana w zakresie 0. 50Hz. Parametr fp nastawiany jest tylko wówczas gdy wartość prądu bazowego Ib nastawiono różną od 00% Ik[%] - prąd końcowy nastawiany w procentach w zakresie 5-50% prądu spawania Is z rozdzielczością co % Tg[s] - czas wypływu gazu po zgaśnięciu łuku w sekundach nastawiany w zakresie od - 25s z rozdzielczością co s Sposób zajarzania wybieramy przyciskiem HF (4) : 6
![nastawiany w zakresie 5-50 z rozdzielczością co Ip[%] - prąd początkowy nastawiany w procentach w zakresie 5-50% prądu spawania Is z rozdzielczością co % Tn[s] - czas narastania prądu spawania w](/docs-images/52/14670370/images/page_6.jpg "sekundach nastawiany w zakresie 0,-5s z rozdzielczością co 0,s To[s] - czas opadania prądu spawania w sekundach nastawiany w zakresie 0,-20s z rozdzielczością co 0,s Ib[%] - prąd bazowy nastawiany w")
7 - ZJRZENIE DOTYKOWE - LMPK (8) ZGSZON Proces spawania zostaje zainicjowany naciśnięciem (i puszczeniem) przycisku sterującego na uchwycie. W momencie naciśnięcia przycisku zostaje otwarty zawór gazu, od momentu puszczenia przycisku (nie trzymamy wciśniętego przycisku podczas spawania!) można zajarzyć łuk przez dotknięcie spawanego przedmiotu i lekkie uniesienie elektrody (zajarzenie łuku następuje w momencie unoszenia elektrody). - ZJRZENIE BEZSTYKOWE - LMPK (9) ZPLON Proces spawania zostaje zainicjowany naciśnięciem przycisku sterującego na uchwycie. W momencie naciśnięcia przycisku zostaje otwarty zawór gazu, puszczenie przycisku uruchamia jonizator - przeskok iskier pomiędzy elektrodą a spawanym elementem powinien zainicjować zapłon łuku. Jeżeli zapłon łuku nie nastąpi w przeciągu 2,5s jonizator zostaje wyłączony - proces zajarzania należy powtórzyć. Zajarzenie łuku następuje z prądem Ip. Ponowne naciśnięcie (i puszczenie) przycisku sterującego rozpoczyna proces narastania (w czasie Tn) prądu spawania od wartości prądu Ip do nastawionej wartości prądu spawania Is. Ponowne naciśnięcie (i puszczenie) przycisku sterującego rozpoczyna proces opadania prądu spawania od wartości Is do wartości Ik w nastawionym czasie To. Ostatnie czwarte naciśnięcie (i puszczenie) przycisku sterującego powoduje zgaszenie łuku. Jeżeli przycisk sterujący zostanie ponownie naciśnięty w fazie opadania prądu to prąd spawania ponownie wzrośnie do wartości Is. Gaz osłonowy wypływa jeszcze w nastawionym czasie Tg po czym następuje zamknięcie zaworu gazu. Proces spawania zostaje zakończony. 4) ZDLNE STEROWNIE w metodach TIG 2T i 4T Po zastosowaniu uchwytu TIG dwuprzyciskowego możliwa jest zdalna zmiana prądu spawania podczas wykonywania spoiny. Jeden z przycisków powoduje zwiększanie a drugi zmniejszanie nastawy prądu (przyporządkowanie przycisków może być dowolne). Trzymanie wciśniętego jednego z przycisków podczas spawania powoduje zmianę prądu spawania. Zmiany prądu spawania są odzwierciedlane na wyświetlaczu spawarki (). W przedziale prądu spawania od 5 do 50 zmiana prądu dokonywana jest co, natomiast w przedziale od 50 do 50 co 5. Dokonana podczas spawania zmiana prądu zostaje zapamiętana - następny cykl spawania odbywać się będzie z nowymi nastawami. 5) Spawanie prądem stałym (DC-) metodą TIG PUNKT- czerwona lampka powinna wskazywać 7
 ZPLON Proces spawania zostaje zainicjowany naciśnięciem przycisku sterującego na uchwycie.")
8 Do dyspozycji są następujące parametry nastawiane w podanych zakresach : Is[] - prąd spawania w amperach nastawiany w zakresie 5-50 z rozdzielczością co Tn[s] - czas narastania prądu spawania w sekundach nastawiany w zakresie 0,-5s z rozdzielczością co 0,s To[s] - czas opadania prądu spawania w sekundach nastawiany w zakresie 0,-20s z rozdzielczością co 0,s Tpunkt[s] - czas trwania spawania punktowego w sekundach nastawiany w zakresie 0,0-0s z rozdzielczością co 0,0s. Tg[s] - czas wypływu gazu po zgaśnięciu łuku w sekundach nastawiany w zakresie od - 25s z rozdzielczością co s Sposób zajarzania wybieramy przyciskiem HF (4) : - ZJRZENIE DOTYKOWE - LMPK (9) ZGSZON Proces spawania zostaje zainicjowany naciśnięciem (i puszczeniem) przycisku sterującego na uchwycie. W momencie naciśnięcia przycisku zostaje otwarty zawór gazu, od momentu puszczenia przycisku (nie trzymamy wciśniętego przycisku podczas spawania!) można zajarzyć łuk przez dotknięcie spawanego przedmiotu i lekkie uniesienie elektrody (zajarzenie łuku następuje w momencie unoszenia elektrody). - ZJRZENIE BEZSTYKOWE - LMPK (9) ZPLON Proces spawania zostaje zainicjowany naciśnięciem przycisku sterującego na uchwycie. W momencie naciśnięcia przycisku zostaje otwarty zawór gazu, puszczenie przycisku uruchamia jonizator - przeskok iskier pomiędzy elektrodą a spawanym elementem powinien zainicjować zapłon łuku. Jeżeli zapłon łuku nie nastąpi w przeciągu 2,5s jonizator zostaje wyłączony - proces zajarzania należy powtórzyć. Od momentu zajarzenia łuku następuje narastanie prądu w nastawionym czasie Tn, od wartości minimalnej (5) do nastawionej wartości prądu spawania punktowego Is. Prąd o wartości Is płynie przez nastawiony czas Tpunkt po czym samoczynnie rozpoczyna się proces opadania prądu spawania od wartości Is do wartości minimalnej w nastawionym czasie To. W momencie osiągnięcia przez prąd wartości minimalnej następuje wyłączenie prądu spawania i tym samym zgaszenie łuku. Gaz osłonowy wypływa jeszcze w nastawionym czasie Tg po czym następuje zamknięcie zaworu gazu. W trakcie wypływu gazu (po zgaszeniu łuku) możliwe jest zainicjowanie kolejnego procesu spawania punktowego. 6) Spawanie prądem zmiennym (C) metodą TIG 2T i 4T zielona lampka powinna wskazywać 8
 : - ZJRZENIE DOTYKOWE - LMPK (9) ZGSZON")
9 Spawanie prądem zmiennym możliwe jest tylko dla spawania metodami TIG. Po wybraniu prądu zmiennego, zadajnikiem (2) (rys.), należy ustalić średnicę elektrody wolframowej E.6, E2.4 lub E3.2. Do dyspozycji są następujące parametry charakteryzujące zmienność prądu : fac[hz] częstotliwość prądu zmiennego nastawiana w zakresie Hz z rozdzielczością co Hz BL[%] balans, zależność pomiędzy dodatnią i ujemną połówką prądu, nastawiany w zakresie 70 do +70% z rozdzielczością co %. Wartość 0% oznacza, że czasy trwania dodatniej i ujemnej połówki prądu będą równe. Balans umożliwia kontrolowanie przepływu ciepła między elektrodą wolframową a materiałem spawanym. Jeżeli balans ma wartość dodatnią oznacza to, że dodatnia część cyklu trwa dłużej od ujemnej więcej ciepła wydziela się na elektrodzie niż materiale spawanym I+[%] - prąd dodatniej połówki prądu nastawiany w procentach prądu spawania Is w zakresie 0-00% z rozdzielczością co %. Lampki sygnalizujące wybór powyższych parametrów świecą w kolorze zielonym. I+=00% Tac=/fac I+=50% Tac=/fac Is BL=-50% Is BL=0% Przykładowe przebiegi prądu zmiennego dla różnych nastaw fac, BL, I+ Każdy rodzaj spawania ma swój, niezależny zestaw parametrów zapamiętywany na stałe w pamięci układu sterowania. Zapamiętane automatycznie zestawy parametrów jak również ostatnio wykorzystywany rodzaj pracy są odtwarzane po włączeniu zasilania spawarki. Włącznik spawarki (koloru zielonego) znajduje się na płycie tylnej - podświetlenie klawisza sygnalizuje, że przewód zasilający podłączony jest do sieci zasilającej. Włączenie spawarki powoduje zapalenie lampki (7) (rys. ) świecącej w kolorze zielonym, wyświetlacza cyfrowego oraz czerwonej lampki wskazującej ostatnio wybrany rodzaj pracy. 9

10 Spawarka posiada zabezpieczenie termiczne chroniące przed nadmiernym nagrzaniem niektórych podzespołów. Zadziałanie zabezpieczenia sygnalizuje lampka (8) (rys. ) świecąca w kolorze żółtym. 7) ZBEZPIECZENIE PRZED NIEPOWOŁNYM UŻYTKOWNIKIEM Istnieje możliwość zabezpieczenia spawarki kodem PIN przed niepowołanym użytkownikiem. Po aktywowaniu tej funkcji, po każdym włączeniu zasilania spawarka oczekuje na wprowadzenie właściwego trzycyfrowego kodu PIN. Wprowadzenie poprawnego kodu powoduje przejście do normalnej pracy urządzenia. Jeżeli wprowadzony zostanie niewłaściwy kod urządzenie oczekuje na wprowadzenie poprawnego kodu. Trzykrotne wprowadzenie błędnego kodu powoduje zablokowanie spawarki - odblokowanie możliwe będzie wyłącznie w serwisie firmy ENEL. by aktywować zabezpieczenie należy wykonać następujące czynności : podczas włączania zasilania przytrzymać przyciski P i HF aż zgaśnie napis "HLP" (ok. 2 sek.) i pojawi się nr wersji programu. Po zwolnieniu przycisków wyświetli się napis "P.0 0". nacisnąć przycisk P - wyświetlony zostanie napis "0 - -", pokrętłem ustawić pierwszą cyfrę i zaakceptować przyciskiem P ; wyświetlony zostanie napis "- 0 -", pokrętłem ustawić drugą cyfrę i zaakceptować przyciskiem P ; wyświetlony zostanie napis "- - 0", pokrętłem ustawić trzecią cyfrę i zaakceptować przyciskiem P. wyświetlony zostanie napis "P.0 0" - po naciśnięciu przycisku M następuje start normalnej pracy urządzenia. Kod PIN został wprowadzony - po każdym włączeniu zasilania należy go wprowadzić w następujący sposób : wyświetlony zostanie napis "0 - -", pokrętłem ustawić pierwszą cyfrę i zaakceptować przyciskiem P ; wyświetlony zostanie napis "- 0 -", pokrętłem ustawić drugą cyfrę i zaakceptować przyciskiem P ; wyświetlony zostanie napis "- - 0", pokrętłem ustawić trzecią cyfrę i zaakceptować przyciskiem P. by wyłączyć zabezpieczenie należy wykonać następujące czynności : podczas włączania zasilania przytrzymać przyciski P i HF aż zgaśnie napis "HLP" (ok. 2 sek.) i pojawi się nr wersji programu. Po zwolnieniu przycisków należy wprowadzić właściwy kod PIN po wprowadzeniu właściwego kodu wyświetlony zostanie napis "P.0 0" nacisnąć przycisk P - wyświetlona zostanie pierwsza cyfra kodu, pokrętłem ustawić cyfrę 0 i zaakceptować przyciskiem P ; wyświetlona zostanie druga cyfra kodu, pokrętłem ustawić cyfrę 0 i zaakceptować przyciskiem P ; wyświetlona zostanie trzecia cyfra kodu, pokrętłem ustawić cyfrę 0 i 0

11 zaakceptować przyciskiem P - wyświetlony zostanie napis "P.0 0" - po naciśnięciu przycisku M następuje start normalnej pracy urządzenia. 4. PRMETRY TECHNICZNO - EKSPLOTCYJNE Tabela Lp Parametr Jed. Wartość Napięcie zasilania (jednofazowe) Częstotliwość MM Zakres regulacji prądu Prąd spawania: P30% P60% P00% Prąd pobierany z sieci: P30% P60% P00% Moc zasilania: P30% P60% P00% TIG Zakres regulacji prądu Prąd spawania: P40% P60% P00% Prąd pobierany z sieci: P40% P60% P00% Moc zasilania: P40% P60% P00% Współczynnik mocy - cos ( 50) Napięcie stanu jałowego Przekrój przewodów zasilających Stopień ochrony obudowy Klasa izolacji Wymiary: długość szerokość wysokość Masa Zgodność wykonania z normą V Hz kv kv kv kv kv kv V mm 2 mm mm mm kg 230V 50/ ,0 25,0 2,0 7,6 5,8 4, ,0 23,0 9,0 6,4 5,3 4,4 0,6 95 3x2.5 IP22 F ,0 EN60974-

12 5. WYPOSŻENIE DODTKOWE (Może być dostarczone wraz z prostownikiem za dodatkową opłatą). Przewód spawalniczy x25mm 2 o długości 3 m zakończony uchwytem elektrodowym K-60. ) 2. Przewód spawalniczy x25mm 2 o długości 3 m zakończony uchwytem kleszczowym ZBK 35. ) 3. Przewód z uchwytem TIG typu DULTIG 26/4 z podwójnym przyciskiem sterującym firmy TRFIMET. 6. INSTRUKCJ UŻYTKOWNI 6.. PRZYGOTOWNIE SPWRKI DO PRCY Rysunek 2. Spawarka ENEL50C wykonana jest w I klasie ochronności, dlatego z uwagi na bezpieczeństwo użytkowników powinna być podłączana wyłącznie do sieci elektrycznej zaopatrzonej w niezależny przewód ochronny. Sieć zasilająca powinna być zabezpieczona bezpiecznikiem topikowym o prądzie znamionowym 20 o działaniu zwłocznym lub bezpiecznikiem automatycznym np. S9B20 produkcji FEL. 2. Po podłączeniu wtyczki do gniazda sieci zasilającej powinno pojawić się podświetlenie włącznika spawarki znajdującego się na płycie tylnej. Na życzenie możliwe jest wykonanie kabli o innych długościach 2

13 3. Prostownik należy ustawić w miejscu suchym tak, aby był zapewniony swobodny dopływ i odpływ powietrza chłodzącego. Niedopuszczalne jest zakrywanie otworów wentylacyjnych. 4. Wybrać rodzaj pracy przyciskiem M (5) (rys.) 5. Przygotowując prostownik do spawania elektrodami otulonymi należy: przewód masowy z zaciskiem kleszczowym podłączyć do gniazda masowego () rys.2 przewód z uchwytem elektrodowym podłączyć do gniazda (2) rys.2 Przyciskiem (6) (rys.) wybrać biegunowość przewodu elektrodowego (DClub DC+) zgodną z instrukcją podaną na opakowaniu elektrod. Dla większości stosowanych elektrod przewód zakończony uchwytem elektrodowym powinien mieć polaryzację dodatnią (DC+) 6. Przygotowując prostownik do spawania metodą TIG należy: przewód z zaciskiem kleszczowym podłączyć do gniazda masowego () rys.2. Przewód uchwytu TIG podłączyć do gniazda (2) rys.2 przewód gazowy z reduktora, zamontowanego na butli z gazem osłonowym, podłączyć do króćca zaworu gazowego umieszczonego na płycie tylnej spawarki złącze przewodu gazowego uchwytu spawalniczego należy podłączyć do szybkozłącza usytuowanego na płycie czołowej spawarki (4) rys.2 przewód sterujący uchwytu TIG, zaopatrzony w odpowiedni wtyk (wtyk C09 prod. mphenol, nr kat. T ), włożyć do gniazda (3) rys EKSPLOTCJ PROSTOWNIK Przed przystąpieniem do spawania należy sprawdzić, czy zostały zachowane środki ostrożności i zalecenia podane w punkcie SPWNIE ELEKTRODMI OTULONYMI (MM) ) Przewód spawalniczy z zaciskiem kleszczowym połączyć z przedmiotem spawanym. 2) Wyłącznik zasilania ustawić w pozycji ON (ZŁ) - po krótkiej chwili powinny zaświecić się lampka (7) (rys. ), wyświetlacz cyfrowy oraz lampki wskazujące 3
 6.")
14 ostatnio wybrany rodzaj pracy, niezwłocznie powinien się włączyć wentylator chłodzący. 3) Przyciskiem (5) należy wybrać spawanie elektrodami otulonymi - lampka sygnalizacyjna powinna wskazywać rodzaj pracy oznaczony napisem MM. Zadajnikiem (2) rys. ustawić właściwy prąd spawania 4) Przyciskiem (3) wybrać rodzaj pracy z automatycznym ograniczaniem napięcia biegu jałowego (dioda wskazująca prąd spawania Is pali się w sposób ciągły) lub bez ograniczania (dioda zaczyna mrugać) 5) Uchwyt elektrody zaopatrzyć w elektrodę 6) Po zakończeniu spawania należy na pewien czas (ok. 3 min) pozostawić prostownik załączony do sieci. Jest to wskazane dla schłodzenia nagrzanych podzespołów. 7) Jeżeli w czasie spawania prostownik zostanie przeciążony na skutek przekroczenia dozwolonej temperatury wówczas nastąpi przerwanie prądu spawania i zaświecenie lampki (8) (rys. ). Należy wówczas odczekać pewien czas aż sygnalizacja zgaśnie, po czym można kontynuować spawanie. 8) Jeżeli nastąpi przywarcie elektrody do spawanych elementów to po czasie,5s nastąpi automatyczne wyłączenie prądu spawania i oderwanie elektrody nie powinno nastręczać trudności SPWNIE METODĄ TIG PRĄDEM STŁYM (DC-) ) Przewód spawalniczy z zaciskiem kleszczowym (podłączony do gniazda wyjściowego () rys.2) połączyć z przedmiotem spawanym. 2) Uchwyt spawalniczy TIG zaopatrzyć w odpowiednią elektrodę wolframową zalecane WC20 (szare). 3) Wyłącznik sieciowy ustawić w pozycji ON (ZŁ) 4) Przyciskiem (5) (rys. ) wybrać jeden z trzech rodzajów spawania metodą TIG. 5) Przyciskiem (6) (rys. ) wybrać polaryzację DC-. 6) W zależności od wymagań ustawić odpowiednie wartości parametrów. Wyboru parametru dokonujemy przyciskiem P (3), aktualnie wybrany parametr jest podświetlony czerwoną lampką, wartość parametru ustawiamy zadajnikiem (2) 7) Nastawić właściwy przepływ gazu (argonu) przy pomocy reduktora na butli z gazem. 8) Przyciskiem HF (4) wybrać metodę zajarzenia łuku. ZJRZENIE DOTYKOWE - LMPK (9) ZGSZON Proces spawania zostaje zainicjowany naciśnięciem (i puszczeniem) przycisku sterującego na uchwycie. W momencie naciśnięcia przycisku zostaje otwarty zawór gazu, od momentu puszczenia przycisku (nie trzymamy wciśniętego przycisku podczas spawania!) można zajarzyć łuk przez dotknięcie spawanego przedmiotu i lekkie uniesienie elektrody (zajarzenie łuku następuje w momencie unoszenia elektrody). 4
 5) Uchwyt elektrody zaopatrzyć w elektrodę 6) Po zakończeniu spawania należy na pewien czas (ok. 3 min) pozostawić prostownik załączony do sieci.")
15 ZJRZENIE ISKROWE - LMPK (9) ZPLON Proces spawania zostaje zainicjowany naciśnięciem przycisku sterującego na uchwycie. W momencie naciśnięcia przycisku zostaje otwarty zawór gazu, puszczenie przycisku uruchamia jonizator - przeskok iskier pomiędzy elektrodą a spawanym elementem powinien zainicjować zapłon łuku. Jeżeli zapłon łuku nie nastąpi w przeciągu 2,5s jonizator zostaje wyłączony - proces zajarzania należy powtórzyć. 9) Po zakończeniu spawania należy na pewien czas (ok. 3 min) pozostawić prostownik załączony do sieci. Jest to wskazane dla schłodzenia nagrzanych podzespołów. 0)Jeżeli w czasie spawania prostownik zostanie przeciążony na skutek przekroczenia dozwolonej pracy 35% lub 60% przy prądach podanych w TBLICY może zadziałać ogranicznik temperatury i wówczas nastąpi przerwanie prądu spawania i zaświecenie lampki (8) (rys ). Należy wówczas odczekać pewien czas aż sygnalizacja zgaśnie, po czym można kontynuować spawanie SPWNIE METODĄ TIG PRĄDEM ZMIENNYM (C) ) Przewód spawalniczy z zaciskiem kleszczowym (podłączony do gniazda wyjściowego () rys.2) połączyć z przedmiotem spawanym. 2) Uchwyt spawalniczy TIG zaopatrzyć w odpowiednią elektrodę wolframową zalecane WC20 (szare) lub z czystego wolframu (zielone). 3) Wyłącznik sieciowy ustawić w pozycji ON (ZŁ) 4) Przyciskiem (5) (rys. ) wybrać jeden z dwóch rodzajów spawania metodą TIG 2T lub 4T. 5) Przyciskiem (6) (rys. ) wybrać prąd zmienny C. 6) Zadajnikiem (2) (rys.) wybrać średnicę elektrody E.6, E2.4 lub E3.2. 7) W zależności od wymagań ustawić odpowiednie wartości parametrów. Wyboru parametru dokonujemy przyciskiem P (3), aktualnie wybrany parametr jest podświetlony czerwoną lub zieloną lampką, wartość parametru ustawiamy zadajnikiem (2). Na zielono podświetlane są wyłącznie parametry dotyczące prądu zmiennego. 8) Nastawić właściwy przepływ gazu (argonu) przy pomocy reduktora na butli z gazem. 9) Przyciskiem HF (4) wybrać metodę zajarzenia łuku. elektroda Prądy spawania [] Dysze gazowe Przepływ gazu WC20 [mm] min max nr [mm] rgon [l/min], /5/6 6,5/8,0/9, , /7 9,5/ , /8/0,0/2,5/
 pozostawić prostownik załączony do sieci. Jest to wskazane dla schłodzenia nagrzanych podzespołów.")
16 7. KONSERWCJ UWG: Przed przystąpieniem do wykonywania jakichkolwiek czynności związanych z przeglądem i konserwacją należy odłączyć od sieci przewód zasilający. 7.. KONSERWCJ BIEŻĄC ) Sprawdź stan izolacji przewodu zasilającego i przewodów spawalniczych. Wszelkie uszkodzenia powinny być natychmiast usunięte. 2) Sprawdź, czy sprawne są połączenia przewodów spawalniczych oraz zacisk kleszczowy i szczęki z izolacją uchwytu spawalniczego. Części zużyte i uszkodzone powinny być wymienione KONSERWCJ OKRESOW Zależnie od warunków pracy w jakich pracuje prostownik nie rzadziej jednak niż raz na trzy miesiące należy: ) usuwać kurz z elementów wewnętrznych i zewnętrznych przy pomocy miękkiego pędzla i odkurzacza lub sprężonego powietrza pod ciśnieniem ok. 3 barów 2) sprawdzić stan i połączenia elektryczne, w tym przewodów połączonych z zaciskiem ochronnym. Wszystkie połączenia powinny być poprawne. 3) sprawdzić, czy wszystkie nakrętki są mocno dokręcone 8. NPRWY Naprawy mogą być wykonywane TYLKO przez osoby upoważnione i przeszkolone przez producenta. 9. ZGROŻENI WYSTĘPUJĄCE PODCZS SPWNI Przed rozpoczęciem spawania osoby uprawnione powinny zapoznać się z niniejszą instrukcją i ściśle wypełniać podane zalecenia. Nieprzestrzeganie zaleceń może wywołać m.in. niżej podane groźne następstwa. 9.. POŻR, WYBUCH Należy przestrzegać przepisy przeciwpożarowe obowiązujące na stanowisku spawalniczym. Usunąć wszelkie materiały łatwopalne znajdujące się w pobliżu stanowiska spawalniczego. Przygotować odpowiednie urządzenia przeciwpożarowe. Należy pamiętać, że niebezpieczeństwo powstania pożaru istnieje jeszcze po upływie pewnego czasu od zakończenia spawania z powodu iskrzenia i wysokiej temperatury łuku spawalniczego. Szczególną ostrożność należy zachować podczas spawania zbiorników, które zawierały materiały 6
 usuwać kurz z elementów wewnętrznych i zewnętrznych przy pomocy miękkiego pędzla")
17 łatwopalne lub palne. Niewłaściwie oczyszczone przed spawaniem mogą grozić wybuchem. Stosowany przy spawaniu metodą TIG argon jest gazem obojętnym i może on usunąć z atmosfery tlen prowadząc do uduszenia. Sprawdzać często butlę gazową, reduktor ciśnienia oraz wąż gazowy. Wszystkie połączenia powinny być szczelne. Nie podłączać bezpośrednio butli do węża gazowego bez reduktora ciśnienia przeznaczonego do argonu. Nie stosować butli gazowych, co do zawartości których nie ma pewności. Butlę zawsze należy mocować i to w pozycji pionowej do ściany lub specjalnie zaprojektowanego stojaka na butlę. Zawsze zakręcać zawór butli po zakończeniu spawania. Zawsze obchodzić się z butlami gazowymi zgodnie z instrukcjami producentów. OSTRZEŻENIE: Butla z gazem może eksplodować, jeśli zostanie upuszczona lub gdy się przewróci OPRZENI Spawacz powinien być wyposażony w odpowiednie niepalne ubranie, rękawice spawalnicze, odpowiednie obuwie oraz maskę spawalniczą. Wysoka temperatura łuku, rozpryski spawalnicze, promieniowanie ultrafioletowe mogą spowodować niebezpieczne uszkodzenia ciała CZYNNIKI SZKODLIWE Proces spawania powoduje wydzielanie oparów szkodliwych dla zdrowia. Stanowisko spawalnicze powinno mieć sprawnie działającą wentylację. Jeżeli wentylacja nie jest wystarczająca, należy używać odpowiednich masek zabezpieczających. Nie należy spawać metali zawierających lit, kadm, cynk, beryl bez odpowiednich masek przeciwgazowych. Podczas spawania prądem zmiennym emitowany jest hałas o znacznym natężeniu zależny od nastawionej wartości i częstotliwości prądu spawania PORŻENI ELEKTRYCZNE Nie dotykać części znajdujących się pod napięciem. Nie pracować w miejscach mokrych oraz nie ustawiać źródła prądu na mokrych powierzchniach. Utrzymywać odzież i ciało w stanie suchym. Nie eksploatować prostownika bez osłon obudowy. Kontrolować kable zasilające, wtyczki i gniazda sieciowe oraz stan izolacji na wszystkich przewodach wiodących prąd i uchwytach spawalniczych. UWG N WYSOKIE NPIĘCIE PRCY JONIZTOR. Podczas pracy metodą TIG z zajarzaniem bezstykowym (przy pomocy jonizatora) nie wolno wciskać wyłącznika uchwytu spawalniczego jeżeli uchwyt nie jest skierowany w stronę przedmiotu spawanego. Nie wolno używać mokrych lub bardzo zniszczonych uchwytów spawalniczych. 7

18 Wszelkie naprawy i przeglądy mogą być przeprowadzane przez osoby wykwalifikowane i uprawnione. Nie wolno używać urządzenia do odmrażania rur kanalizacyjnych! 8

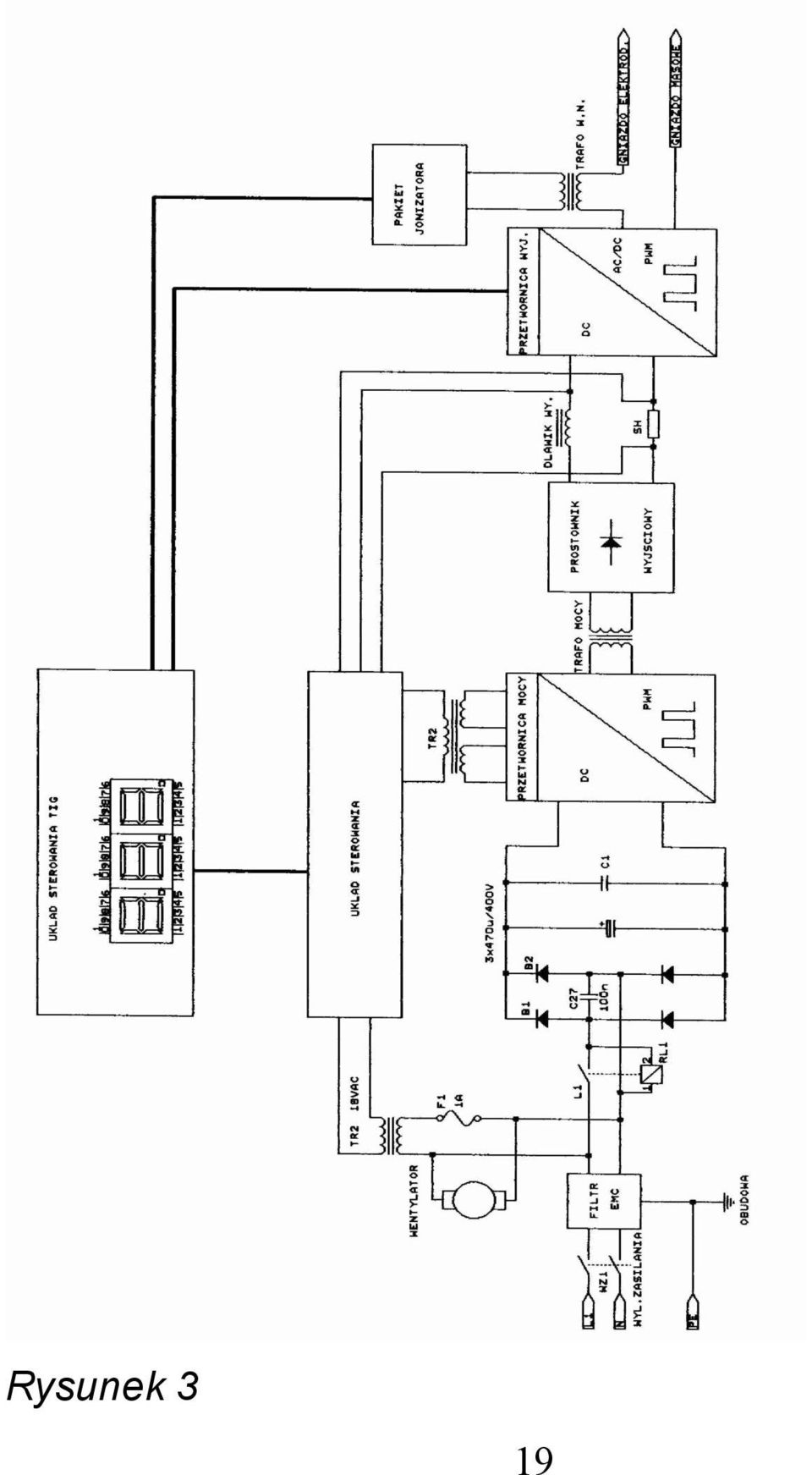
19 Rysunek 3 9
20 0. WYKZ CZĘŚCI ZMIENNYCH Wykaz głównych części zawiera tablica 2 Tablica 2 Lp Wyszczególnienie Ilość sztuk Uchwyt Zaczep paska Wyłącznik termiczny 70 C Wyłącznik termiczny 90 C Mostek prostowniczy Transformator mocy Transformator sieciowy 220/8V Transformator wys. nap. Układ sterowania Tranzystor IGBT Kondensator 470u/400V Pakiet elektroniczny up6v.2 Pakiet jonizatora Gniazdo wyjściowe Dławik wyjściowy Gniazdo przełącz. uchwytu TIG Kratka ochronna wentylatora Szybkozłączka gazu Pokrętło Wyłącznik Zawór gazu Kabel zasilający Przepust kabla Wentylator Podstawa obudowy Pokrywa obudowy

ENel Sp. z o. o. - WROCŁAW
 ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL250TH INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL250TH INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
ENel Sp. z o. o. - WROCŁAW
 ENel Sp. z o. o. - WROCŁW PROJEKTOWNIE I PRODUKCJ URZĄDZEŃ ENERGOELEKTRONICZNYCH SPWRK INWERTOROW ENEL70 INSTRUKCJ OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które pozwolą w
ENel Sp. z o. o. - WROCŁW PROJEKTOWNIE I PRODUKCJ URZĄDZEŃ ENERGOELEKTRONICZNYCH SPWRK INWERTOROW ENEL70 INSTRUKCJ OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które pozwolą w
ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL150TH INSTRUKCJA OBSŁUGI DYSTRYBUTOR :
 ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL50TH INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL50TH INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
Specyfikacja techniczna
 S-MIG 250 Specyfikacja techniczna Model S-DIGITAC 200P Nr katalogowy 2065 Stan Napięcie wejściowe Nowy 230V, 1-Fazowe Częstotliwość sieciowa [Hz]: 50/60 Znamionowy prąd wejściowy(a) 17,4 Maksymalny prąd
S-MIG 250 Specyfikacja techniczna Model S-DIGITAC 200P Nr katalogowy 2065 Stan Napięcie wejściowe Nowy 230V, 1-Fazowe Częstotliwość sieciowa [Hz]: 50/60 Znamionowy prąd wejściowy(a) 17,4 Maksymalny prąd
Specyfikacja techniczna
 S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
Specyfikacja techniczna
 S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI 525H
 Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY UZE Instrukcja obs³ugi
 ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY UZE 2000 Instrukcja obs³ugi INS-005-003 130x184,5 1. Zalecenia instalacyjne Elektroniczny układ zabezpieczający UZE-2000 qelektroniczny układ zabezpieczający UZE 2000
ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY UZE 2000 Instrukcja obs³ugi INS-005-003 130x184,5 1. Zalecenia instalacyjne Elektroniczny układ zabezpieczający UZE-2000 qelektroniczny układ zabezpieczający UZE 2000
Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 2,5 kv " Instrukcja obsługi
 Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 2,5 kv " Instrukcja obsługi GLIWICE 2007 r. Spis treści: 1.Ostrzeżenia 3 2 Przeznaczenie i budowa aparatu...5 3.. Obsługa aparatu...7 4. Dane techniczne......8
Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 2,5 kv " Instrukcja obsługi GLIWICE 2007 r. Spis treści: 1.Ostrzeżenia 3 2 Przeznaczenie i budowa aparatu...5 3.. Obsługa aparatu...7 4. Dane techniczne......8
INSTRUKCJA OBSŁUGI. Automatyczny Stabilizator Napięcia AVR-1000, AVR-2000, AVR-3000, AVR-5000
 INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
PRZED URUCHOMIENIEM I U
 SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
MATRIX. Zasilacz DC. Podręcznik użytkownika
 MATRIX Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 2 3 SPECYFIKACJE 3 3.1 Ogólne. 3 3.2 Szczegółowe... 3 4 REGULATORY I WSKAŹNIKI.... 4 a) Płyta czołowa.. 4 b) Tył
MATRIX Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 2 3 SPECYFIKACJE 3 3.1 Ogólne. 3 3.2 Szczegółowe... 3 4 REGULATORY I WSKAŹNIKI.... 4 a) Płyta czołowa.. 4 b) Tył
Spawarka S-AC200P BASIC Spawarka S-AC200P BASIC
 Spawarka S-AC200P BASIC Spawarka S-AC200P BASIC SPECYFIKACJA TECHNICZNA SPECYFIKACJA TECHNICZNA Model S-AC200P BASIC Stan Nowy Napięcie wejściowe 230 V, 1-fazowe Częstotliwość (Hz) 50/60 Cykl pracy 60%
Spawarka S-AC200P BASIC Spawarka S-AC200P BASIC SPECYFIKACJA TECHNICZNA SPECYFIKACJA TECHNICZNA Model S-AC200P BASIC Stan Nowy Napięcie wejściowe 230 V, 1-fazowe Częstotliwość (Hz) 50/60 Cykl pracy 60%
Instrukcja eksploatacji przystawki zdalnego sterowania RTP 2
 Przystawka zdalnego sterowania może być używana wyłącznie z urządzeniami z serii TRITON. Niniejsza instrukcja eksploatacji obowiązuje wyłącznie w połączeniu z odpowiednią instrukcją eksploatacji danego
Przystawka zdalnego sterowania może być używana wyłącznie z urządzeniami z serii TRITON. Niniejsza instrukcja eksploatacji obowiązuje wyłącznie w połączeniu z odpowiednią instrukcją eksploatacji danego
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50
 Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
Instrukcja obsługi polski
 Instrukcja obsługi polski SPIS TREŚCI 1. WSTĘP...3 1.1 Informacje wstępne...3 1.2 Informacje o produkcie...3 1.3 Bezpieczna eksploatacja...3 2. PRZED ROZPOCZĘCIEM PRACY...4 2.1 Rozpakowanie...4 2.2 Lokalizacja
Instrukcja obsługi polski SPIS TREŚCI 1. WSTĘP...3 1.1 Informacje wstępne...3 1.2 Informacje o produkcie...3 1.3 Bezpieczna eksploatacja...3 2. PRZED ROZPOCZĘCIEM PRACY...4 2.1 Rozpakowanie...4 2.2 Lokalizacja
ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY UZE 05 / 25. Instrukcja obs³ugi
 ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY UZE 05 / 5 Instrukcja obs³ugi INS-005-001 10x180 Wskazówki bezpieczeństwa i zalecenia instalacyjne qukład należy umieścić w miejscu uniemożliwiającym jego nagrzewanie
ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY UZE 05 / 5 Instrukcja obs³ugi INS-005-001 10x180 Wskazówki bezpieczeństwa i zalecenia instalacyjne qukład należy umieścić w miejscu uniemożliwiającym jego nagrzewanie
SSP-7080. Zasilacz o stałej mocy 80W z śledzeniem napięcia na obciążeniu. Instrukcja obsługi
 SSP-7080 Zasilacz o stałej mocy 80W z śledzeniem napięcia na obciążeniu Instrukcja obsługi SPIS TREŚCI 1. Ostrzeżenia, uwagi i warunki pracy 2. Wstęp 3. Regulatory i wskaźniki zasilacza 4. Praca w trybie
SSP-7080 Zasilacz o stałej mocy 80W z śledzeniem napięcia na obciążeniu Instrukcja obsługi SPIS TREŚCI 1. Ostrzeżenia, uwagi i warunki pracy 2. Wstęp 3. Regulatory i wskaźniki zasilacza 4. Praca w trybie
ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY. UZE 05 / 25 z wyposażeniem. Instrukcja obs³ugi
 ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY UZE 05 / 25 z wyposażeniem Instrukcja obs³ugi INS-005-002 130x184,5 Wskazówki bezpieczeństwa i zalecenia instalacyjne qukład należy umieścić w miejscu uniemożliwiającym
ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY UZE 05 / 25 z wyposażeniem Instrukcja obs³ugi INS-005-002 130x184,5 Wskazówki bezpieczeństwa i zalecenia instalacyjne qukład należy umieścić w miejscu uniemożliwiającym
INSTRUKCJA INSTALACJI
 INSTRUKCJA INSTALACJI II.SZB2v1.01 ZASILACZ BUFOROWY SZB2v1. Strona: Stron: 1 6 INSTRUKCJA INSTALACJI ZASILACZ BUFOROWY SZB2v1 13,8V 2,2A V1.0 Opracował Sprawdził Zatwierdził Imię i nazwisko Podpis Data
INSTRUKCJA INSTALACJI II.SZB2v1.01 ZASILACZ BUFOROWY SZB2v1. Strona: Stron: 1 6 INSTRUKCJA INSTALACJI ZASILACZ BUFOROWY SZB2v1 13,8V 2,2A V1.0 Opracował Sprawdził Zatwierdził Imię i nazwisko Podpis Data
Urządzenia dostępne są w naszym sklepie internetowym.
 Urządzenia dostępne są w naszym sklepie internetowym. Mamy przyjemność poinformować Państwa, że firma ESAB wraz z firmą MEXPOL wprowadza na rynek zupełnie nową gamę produktów skierowaną głównie do odbiorcy
Urządzenia dostępne są w naszym sklepie internetowym. Mamy przyjemność poinformować Państwa, że firma ESAB wraz z firmą MEXPOL wprowadza na rynek zupełnie nową gamę produktów skierowaną głównie do odbiorcy
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC
 Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
Minarc MALI MOCARZE SPAWALNICTWA MMA
 Minarc MALI MOCARZE SPAWALNICTWA MMA 15.08.2019 Minarc MALI MOCARZE SPAWALNICTWA MMA Urządzenia do spawania MMA Minarc 150 oraz 220 Classic są lekkie, lecz solidne, wytrzymałe i odporne na uderzenia idealne
Minarc MALI MOCARZE SPAWALNICTWA MMA 15.08.2019 Minarc MALI MOCARZE SPAWALNICTWA MMA Urządzenia do spawania MMA Minarc 150 oraz 220 Classic są lekkie, lecz solidne, wytrzymałe i odporne na uderzenia idealne
REGULOWANE ZASILACZE DC SERIA DPD
 REGULOWANE ZASILACZE DC SERIA DPD 3 WYJŚCIOWY KLASA LABORATORYJNA INSTRUKCJA OBSŁUGI SPIS TREŚCI 1. Wstęp 2. Informacje i wskazówki dotyczące bezpieczeństwa 3. Ogólne wskazówki 4. Specyfikacje 5. Regulatory
REGULOWANE ZASILACZE DC SERIA DPD 3 WYJŚCIOWY KLASA LABORATORYJNA INSTRUKCJA OBSŁUGI SPIS TREŚCI 1. Wstęp 2. Informacje i wskazówki dotyczące bezpieczeństwa 3. Ogólne wskazówki 4. Specyfikacje 5. Regulatory
Ładowanie akumulatorów kwasowo- ołowiowych
 Prostownik Voltcraft VCW 12000 Instrukcja obsługi Nr produktu: 855980 Opis urządzenia 1 Uchwyt do przenoszenia urządzenia 2 Komora na kable (z tyłu prostownika) 3 Wyświetlacz 4 Gniazdko 12 V (z tyłu prostownika)
Prostownik Voltcraft VCW 12000 Instrukcja obsługi Nr produktu: 855980 Opis urządzenia 1 Uchwyt do przenoszenia urządzenia 2 Komora na kable (z tyłu prostownika) 3 Wyświetlacz 4 Gniazdko 12 V (z tyłu prostownika)
INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 201P. Sherman
 INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 201P Sherman OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI OGÓLNE Uruchomienia i eksploatacji
INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 201P Sherman OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI OGÓLNE Uruchomienia i eksploatacji
Zasilacz laboratoryjny liniowy PS 1440
 Zasilacz laboratoryjny liniowy PS 1440 Instrukcja obsługi Nr produktu: 511840 Wersja 06/09 Opis działania Zasilacz laboratoryjny działa za pomocą wysoce wydajnej i stałej technologii liniowej. Wyjście
Zasilacz laboratoryjny liniowy PS 1440 Instrukcja obsługi Nr produktu: 511840 Wersja 06/09 Opis działania Zasilacz laboratoryjny działa za pomocą wysoce wydajnej i stałej technologii liniowej. Wyjście
Firma DAGON Leszno ul. Jackowskiego 24 tel Produkt serii DAGON Lighting
 Firma DAGON 64-100 Leszno ul. Jackowskiego 24 tel. 664-092-493 dagon@iadagon.pl www.iadagon.pl www.dagonlighting.pl Produkt serii DAGON Lighting SPM-24 STEROWNIK DMX-512 24 OUT DC / PWM INSTRUKCJA OBSŁUGI
Firma DAGON 64-100 Leszno ul. Jackowskiego 24 tel. 664-092-493 dagon@iadagon.pl www.iadagon.pl www.dagonlighting.pl Produkt serii DAGON Lighting SPM-24 STEROWNIK DMX-512 24 OUT DC / PWM INSTRUKCJA OBSŁUGI
MATRIX. Jednokanałowy Zasilacz DC. Podręcznik użytkownika
 MATRIX Jednokanałowy Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 3 3 SPECYFIKACJE 4 4 REGULATORY I WSKAŹNIKI.... 6 a) Płyta czołowa MPS-3003/3005/6003..... 6 b)
MATRIX Jednokanałowy Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 3 3 SPECYFIKACJE 4 4 REGULATORY I WSKAŹNIKI.... 6 a) Płyta czołowa MPS-3003/3005/6003..... 6 b)
NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi
 Instrukcja obsługi") NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi EL 9/ 15 / 22 Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi EL 9/ 15 / 22 Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
wersja 07 Instrukcja obsługi urządzenia sterującego do biologicznych przydomowych oczyszczalni ścieków ROTH MICRO-STEP
 wersja 07 Instrukcja obsługi urządzenia sterującego do biologicznych przydomowych oczyszczalni ścieków ROTH MICRO-STEP Instrukcja obsługi urządzenia sterującego do biologicznych przydomowych oczyszczalni
wersja 07 Instrukcja obsługi urządzenia sterującego do biologicznych przydomowych oczyszczalni ścieków ROTH MICRO-STEP Instrukcja obsługi urządzenia sterującego do biologicznych przydomowych oczyszczalni
MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O.
 MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O. SP-1 INSTRUKCJA OBSŁUGI KARTA GWARANCYJNA 1. Opis panelu przedniego Instrukcja obsługi SP-1 3 3 2 6 7 1 5 4 Widok regulatora wraz z zaznaczonymi funkcjami
MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O. SP-1 INSTRUKCJA OBSŁUGI KARTA GWARANCYJNA 1. Opis panelu przedniego Instrukcja obsługi SP-1 3 3 2 6 7 1 5 4 Widok regulatora wraz z zaznaczonymi funkcjami
Firma DAGON Leszno ul. Jackowskiego 24 tel Produkt serii DAGON Lighting
 Firma DAGON 64-100 Leszno ul. Jackowskiego 24 tel. 664-092-493 dagon@iadagon.pl www.iadagon.pl www.dagonlighting.pl Produkt serii DAGON Lighting INSTRUKCJA OBSŁUGI SPC-1A - 12V STEROWNIK PASKÓW CYFROWYCH
Firma DAGON 64-100 Leszno ul. Jackowskiego 24 tel. 664-092-493 dagon@iadagon.pl www.iadagon.pl www.dagonlighting.pl Produkt serii DAGON Lighting INSTRUKCJA OBSŁUGI SPC-1A - 12V STEROWNIK PASKÓW CYFROWYCH
MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O.
 MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O. INSTRUKCJA OBSŁUGI 2 1. Opis panelu przedniego 6 1 2 7 3 5 4 Widok regulatora wraz z zaznaczonymi funkcjami 1. 2. 3. 4. 5. 6. 7. Kontrolki sygnalizacyjne.
MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O. INSTRUKCJA OBSŁUGI 2 1. Opis panelu przedniego 6 1 2 7 3 5 4 Widok regulatora wraz z zaznaczonymi funkcjami 1. 2. 3. 4. 5. 6. 7. Kontrolki sygnalizacyjne.
Metoda TIG (GTAW) Metoda TIG (GTAW) Spawanie TIG: Charakterystyka procesu, dobór urządzeń. Dobór urządzeń do spawania metodą TIG TIG
 Metoda TIG (GTAW) Spawanie TIG: Charakterystyka procesu, dobór urządzeń. Dobór urządzeń do spawania metodą TIG TIG") Spawanie : Charakterystyka procesu, dobór urządzeń Metoda (GTAW) Metoda (GTAW) Dobór urządzeń do spawania metodą Chłodziwo wchodzące (zimne) Przewód prądowy Uchwyt Dysza gazowa Gaz osłonowy wchodzący Elektroda
Spawanie : Charakterystyka procesu, dobór urządzeń Metoda (GTAW) Metoda (GTAW) Dobór urządzeń do spawania metodą Chłodziwo wchodzące (zimne) Przewód prądowy Uchwyt Dysza gazowa Gaz osłonowy wchodzący Elektroda
INSTRUKCJA OBSŁUGI EKSPLOATACYJNEJ
 INSTRUKCJA OBSŁUGI EKSPLOATACYJNEJ (zaprezentowane są na przykładzie Zespołu Regeneracyjnego 80V / 150A) Zespół Regeneracyjny (wersja: Reg 15_x) Stacjonarne urządzenie przeznaczone jest do regeneracji
INSTRUKCJA OBSŁUGI EKSPLOATACYJNEJ (zaprezentowane są na przykładzie Zespołu Regeneracyjnego 80V / 150A) Zespół Regeneracyjny (wersja: Reg 15_x) Stacjonarne urządzenie przeznaczone jest do regeneracji
DOKUMENTACJA TECHNICZNA WSKAŹNIKA ŁADOWANIA BATERII WSK-2 / 24V
 PPUH ELTRANS mgr inż. Tomasz Czajowski 43-385 Jasienica ul. Strumieńska 1061 tel. 33 815 39 89 kom. 692 675 878 email: eltrans@poczta.neostrada.pl DOKUMENTACJA TECHNICZNA WSKAŹNIKA ŁADOWANIA BATERII WSK-2
PPUH ELTRANS mgr inż. Tomasz Czajowski 43-385 Jasienica ul. Strumieńska 1061 tel. 33 815 39 89 kom. 692 675 878 email: eltrans@poczta.neostrada.pl DOKUMENTACJA TECHNICZNA WSKAŹNIKA ŁADOWANIA BATERII WSK-2
Rys. 1. Przekaźnik kontroli ciągłości obwodów wyłączających typu RCW-3 - schemat funkcjonalny wyprowadzeń.
 ZASTOSOWANIE. Przekaźnik RCW-3 przeznaczony jest do kontroli ciągłości obwodów wyłączających i sygnalizacji jej braku. Przekaźnik może kontrolować ciągłość w jednym, dwóch lub trzech niezależnych obwodach
ZASTOSOWANIE. Przekaźnik RCW-3 przeznaczony jest do kontroli ciągłości obwodów wyłączających i sygnalizacji jej braku. Przekaźnik może kontrolować ciągłość w jednym, dwóch lub trzech niezależnych obwodach
DPS-3203TK-3. Zasilacz laboratoryjny 3kanałowy. Instrukcja obsługi
 DPS-3203TK-3 Zasilacz laboratoryjny 3kanałowy Instrukcja obsługi Specyfikacje Model DPS-3202TK-3 DPS-3203TK-3 DPS-3205TK-3 MPS-6005L-2 Napięcie wyjściowe 0~30V*2 0~30V*2 0~30V*2 0~60V*2 Prąd wyjściowy
DPS-3203TK-3 Zasilacz laboratoryjny 3kanałowy Instrukcja obsługi Specyfikacje Model DPS-3202TK-3 DPS-3203TK-3 DPS-3205TK-3 MPS-6005L-2 Napięcie wyjściowe 0~30V*2 0~30V*2 0~30V*2 0~60V*2 Prąd wyjściowy
Niektóre narzędzia są po prostu wygodniejsze od innych
 2000/3000/4000 Niektóre narzędzia są po prostu wygodniejsze od innych MasterTig MLS opcje MTL MTX MTM MTZ stanowi dla wielu użytkowników standard dzięki precyzji i wysokiej wydajności oraz lekkiej, przenośnej
2000/3000/4000 Niektóre narzędzia są po prostu wygodniejsze od innych MasterTig MLS opcje MTL MTX MTM MTZ stanowi dla wielu użytkowników standard dzięki precyzji i wysokiej wydajności oraz lekkiej, przenośnej
NJB1-Y Przekaźnik napięcia jednofazowego Instrukcja obsługi
 0 Przed rozpoczęciem montażu i eksploatacji uważnie przeczytać instrukcję. Norma: IEC 60947-5-1 NJB1-Y Przekaźnik napięcia jednofazowego Instrukcja obsługi 1. Przeznaczenie Przekaźniki utraty i kolejności
0 Przed rozpoczęciem montażu i eksploatacji uważnie przeczytać instrukcję. Norma: IEC 60947-5-1 NJB1-Y Przekaźnik napięcia jednofazowego Instrukcja obsługi 1. Przeznaczenie Przekaźniki utraty i kolejności
MIK0068 INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY MIK0068. I n s t r u k c j a o b s ł u g i MIK0068
 INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY I n s t r u k c j a o b s ł u g i Symbole ostrzegawcze instrukcji. Uziemienie Prąd zmienny Wysokie napięcie ON: oznacza że urządzenie jest włączone OFF: oznacza że urządzenie
INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY I n s t r u k c j a o b s ł u g i Symbole ostrzegawcze instrukcji. Uziemienie Prąd zmienny Wysokie napięcie ON: oznacza że urządzenie jest włączone OFF: oznacza że urządzenie
1. Gniazdo pomiarowe Lo. 2. Gniazdo pomiarowe Hi. 3. Wskaźnik napięcia pomiarowego. 4. Klawisz zmiany napięcia pomiarowego
 SPIS TREŚCI 1. Przeznaczenie.... 4 2. Skład kompletu... 4 3. Dane techniczne... 5 4. Znamionowe warunki użytkowania... 7 5. Ogólne wytyczne eksploatacji i bezpieczeństwa.... 8 6. Wykonywanie pomiarów rezystancji
SPIS TREŚCI 1. Przeznaczenie.... 4 2. Skład kompletu... 4 3. Dane techniczne... 5 4. Znamionowe warunki użytkowania... 7 5. Ogólne wytyczne eksploatacji i bezpieczeństwa.... 8 6. Wykonywanie pomiarów rezystancji
Prostownik automatyczny DINO
 INSTRUKCJA OBSŁUGI Prostownik automatyczny DINO 136302 Nr produktu 1525312 Strona 1 z 8 OPIS PRODUKTU Urządzenie umożliwia ładowanie maksymalnym prądem ładowania 10 A do 80%. W rezultacie ładowanie jest
INSTRUKCJA OBSŁUGI Prostownik automatyczny DINO 136302 Nr produktu 1525312 Strona 1 z 8 OPIS PRODUKTU Urządzenie umożliwia ładowanie maksymalnym prądem ładowania 10 A do 80%. W rezultacie ładowanie jest
ZASILACZ IMPULSOWY NSP-2050/3630/6016 INSTRUKCJA OBSŁUGI
 ZASILACZ IMPULSOWY NSP-2050/3630/6016 INSTRUKCJA OBSŁUGI Zachowaj tą instrukcję obsługi w bezpiecznym miejscu, żebyś mógł się do niej odnieść w każdej chwili. Instrukcja ta zawiera ważne wskazówki dotyczące
ZASILACZ IMPULSOWY NSP-2050/3630/6016 INSTRUKCJA OBSŁUGI Zachowaj tą instrukcję obsługi w bezpiecznym miejscu, żebyś mógł się do niej odnieść w każdej chwili. Instrukcja ta zawiera ważne wskazówki dotyczące
Instrukcja obsługi miernika uniwersalnego MU-07L
 1. Informacje ogólne Miernik MU-07L umożliwia pomiary napięć stałych (do 600V) i przemiennych (do 600V), natężenia prądu stałego (do 10A), oporności (do 2MΩ) oraz sprawdzanie diod półprzewodnikowych, ciągłości
1. Informacje ogólne Miernik MU-07L umożliwia pomiary napięć stałych (do 600V) i przemiennych (do 600V), natężenia prądu stałego (do 10A), oporności (do 2MΩ) oraz sprawdzanie diod półprzewodnikowych, ciągłości
EUROSTER 3202 instrukcja obsługi 1 EUROSTER Cyfrowy regulator temperatury z panelem dotykowym
 EUROSTER 3202 instrukcja obsługi 1 EUROSTER 3202 Cyfrowy regulator temperatury z panelem dotykowym WSTĘP Gratulujemy Państwu zakupu nowoczesnego regulatora temperatury Euroster 3202 i dziękujemy za zaufanie
EUROSTER 3202 instrukcja obsługi 1 EUROSTER 3202 Cyfrowy regulator temperatury z panelem dotykowym WSTĘP Gratulujemy Państwu zakupu nowoczesnego regulatora temperatury Euroster 3202 i dziękujemy za zaufanie
URZĄDZENIE ROZRUCHOWE BAT 251. Instrukcja obsługi
 URZĄDZENIE ROZRUCHOWE BAT 251 Instrukcja obsługi Spis treści 1. Wskazówki dla użytkownika...3 1.1 Informacje podstawowe...3 1.2 Wskazówki dotyczące BHP...3 2. Zakres wyposażenia fabrycznego i pierwsze
URZĄDZENIE ROZRUCHOWE BAT 251 Instrukcja obsługi Spis treści 1. Wskazówki dla użytkownika...3 1.1 Informacje podstawowe...3 1.2 Wskazówki dotyczące BHP...3 2. Zakres wyposażenia fabrycznego i pierwsze
Sterownik Pracy Wentylatora Fx21
 PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
INTELIGENTNA ŁADOWARKA SC-360
 INTELIGENTNA ŁADOWARKA SC-360 Dedykowana do monocykli o napięciu 67.2V (Gniazdo: 3-pinowe GX16-3) King-Song: KS14D/S, KS16A/S, KS18A/S Gotway: MCM4-HS, ACM16, Msuper3, Tesla (67.2V) 1. Podstawowe informacje
INTELIGENTNA ŁADOWARKA SC-360 Dedykowana do monocykli o napięciu 67.2V (Gniazdo: 3-pinowe GX16-3) King-Song: KS14D/S, KS16A/S, KS18A/S Gotway: MCM4-HS, ACM16, Msuper3, Tesla (67.2V) 1. Podstawowe informacje
ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY SILNIKI 1 I 3 FAZOWE UZE 06. Instrukcja obs³ugi
 ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY SILNIKI 1 I 3 FAZOWE UZE 06 Instrukcja obs³ugi INS-005-011 130x184,5 Wskazówki bezpieczeństwa i zalecenia instalacyjne qukład należy umieścić w miejscu uniemożliwiającym
ELEKTRONICZNY UKŁAD ZABEZPIECZAJĄCY SILNIKI 1 I 3 FAZOWE UZE 06 Instrukcja obs³ugi INS-005-011 130x184,5 Wskazówki bezpieczeństwa i zalecenia instalacyjne qukład należy umieścić w miejscu uniemożliwiającym
INSTRUKCJA OBSŁUGI MIERNIK REZYSTANCJI PĘTLI ZWARCIA DT-5301
 INSTRUKCJA OBSŁUGI MIERNIK REZYSTANCJI PĘTLI ZWARCIA DT-5301 Wydanie LS 13/07 UWAGI ODNOŚNIE BEZPIECZEŃSTWA Przed próbą uruchomienia miernika lub jego serwisowaniem uważnie przeczytaj poniższe informacje
INSTRUKCJA OBSŁUGI MIERNIK REZYSTANCJI PĘTLI ZWARCIA DT-5301 Wydanie LS 13/07 UWAGI ODNOŚNIE BEZPIECZEŃSTWA Przed próbą uruchomienia miernika lub jego serwisowaniem uważnie przeczytaj poniższe informacje
SYGNALIZATOR WJAZDU. Dokumentacja techniczno ruchowa. Mokronos Dolny, wrzesień 2009
 SYGNALIZATOR WJAZDU SW-1 Dokumentacja techniczno ruchowa V1 Mokronos Dolny, wrzesień 2009 Spis treści dokumentacji sygnalizatora wjazdu SW-1 Spis treści dokumentacji sygnalizatora wjazdu SW-1... 2 Ostrzeżenia....
SYGNALIZATOR WJAZDU SW-1 Dokumentacja techniczno ruchowa V1 Mokronos Dolny, wrzesień 2009 Spis treści dokumentacji sygnalizatora wjazdu SW-1 Spis treści dokumentacji sygnalizatora wjazdu SW-1... 2 Ostrzeżenia....
Rys. 1. Przekaźnik kontroli ciągłości obwodów wyłączających typu RCW-3 - schemat funkcjonalny wyprowadzeń.
 ZASTOSOWANIE. RCW-3 Przekaźnik RCW-3 przeznaczony jest do kontroli ciągłości obwodów wyłączających i sygnalizacji jej braku. Przekaźnik może kontrolować ciągłość w jednym, dwóch lub trzech niezależnych
ZASTOSOWANIE. RCW-3 Przekaźnik RCW-3 przeznaczony jest do kontroli ciągłości obwodów wyłączających i sygnalizacji jej braku. Przekaźnik może kontrolować ciągłość w jednym, dwóch lub trzech niezależnych
SNAKE 160 SNAKE 220 PROFI
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: SNAKE 160 SNAKE 220 PROFI UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: SNAKE 160 SNAKE 220 PROFI UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji
TIG 200P. Wyposażenie standardowe: - Uchwyt elektrodowy 3m - Przewód masowy 3m - Instrukcję w języku polskim. Jednofazowe 230V (± 15% 50/60Hz)
") 200P Jednofazowe 230V (± 15% 50/60Hz) Pobór prądu [A] 20 27 Pobór mocy [kva] 4,5 6,2 Zakres prądu spawania [A] 10 200 10-180 Napięcie biegu jałowego [V] 56 Napięcie pracy [V] 18 27,2 Czas opadania [sec]
200P Jednofazowe 230V (± 15% 50/60Hz) Pobór prądu [A] 20 27 Pobór mocy [kva] 4,5 6,2 Zakres prądu spawania [A] 10 200 10-180 Napięcie biegu jałowego [V] 56 Napięcie pracy [V] 18 27,2 Czas opadania [sec]
AX-3010H. Wielozadaniowy zasilacz impulsowy. Instrukcja użytkownika
 AX-3010H Wielozadaniowy zasilacz impulsowy Instrukcja użytkownika Niniejszą instrukcję należy trzymać w bezpiecznym miejscu do celów referencyjnych. Instrukcja zawiera ważne informacje na temat bezpieczeństwa
AX-3010H Wielozadaniowy zasilacz impulsowy Instrukcja użytkownika Niniejszą instrukcję należy trzymać w bezpiecznym miejscu do celów referencyjnych. Instrukcja zawiera ważne informacje na temat bezpieczeństwa
Instrukcja obsługi i montażu Modułu rezystora hamującego
 Instrukcja obsługi i montażu Modułu rezystora hamującego 1. Bezpieczeństwo użytkowania, Gwarancja 1.1. Zasady bezpiecznego użytkowania 1.2. Gwarancja 2. Parametry pracy 2.1. Parametry elektryczne 3. Montaż
Instrukcja obsługi i montażu Modułu rezystora hamującego 1. Bezpieczeństwo użytkowania, Gwarancja 1.1. Zasady bezpiecznego użytkowania 1.2. Gwarancja 2. Parametry pracy 2.1. Parametry elektryczne 3. Montaż
MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O.
 MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O. SP-5 INSTRUKCJA OBSŁUGI KARTA GWARANCYJNA 1. Opis panelu przedniego Instrukcja obsługi SP-5 3 6 1 2 7 3 5 4 Widok regulatora wraz z zaznaczonymi funkcjami
MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O. SP-5 INSTRUKCJA OBSŁUGI KARTA GWARANCYJNA 1. Opis panelu przedniego Instrukcja obsługi SP-5 3 6 1 2 7 3 5 4 Widok regulatora wraz z zaznaczonymi funkcjami
INSTRUKACJA UŻYTKOWANIA
 STEROWNIK G-316 DO STEROWANIA OKAPEM Wersja programu 00x x oznacza aktualną wersję oprogramowania INSTRUKACJA UŻYTKOWANIA [09.08.2010] Przygotował: Tomasz Trojanowski Strona 1 SPIS TREŚCI Zawartość 1.
STEROWNIK G-316 DO STEROWANIA OKAPEM Wersja programu 00x x oznacza aktualną wersję oprogramowania INSTRUKACJA UŻYTKOWANIA [09.08.2010] Przygotował: Tomasz Trojanowski Strona 1 SPIS TREŚCI Zawartość 1.
INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 316 AC/DC
 INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 316 AC/DC OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI OGÓLNE Uruchomienia i eksploatacji
INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 316 AC/DC OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI OGÓLNE Uruchomienia i eksploatacji
SKRZYNKA STERUJĄCA. Dokumentacja Techniczno-Ruchowa SST-1. Plik: DTR-SST PL
 SKRZYNKA STERUJĄCA Dokumentacja Techniczno-Ruchowa SST-1 Plik: 2016-05-DTR-SST-1-154 PL 2 DOKUMENTACJA TECHNICZNO-RUCHOWA SPIS TREŚCI: 1. OSTRZEŻENIA... 3 2. INFORMACJE OGÓLNE... 4 3. CERTYFIKATY... 4
SKRZYNKA STERUJĄCA Dokumentacja Techniczno-Ruchowa SST-1 Plik: 2016-05-DTR-SST-1-154 PL 2 DOKUMENTACJA TECHNICZNO-RUCHOWA SPIS TREŚCI: 1. OSTRZEŻENIA... 3 2. INFORMACJE OGÓLNE... 4 3. CERTYFIKATY... 4
INSTRUKCJA OBSŁUGI SITAC 300/1 PIROTEC. spawarka inwertorowa AC/DC MMA, TIG, TIG PULSE
 Dystrybutor: HARDER Sp. z o. o. Biuro/Serwis: ul. Jasielska 8B, 60-476 Poznań TEL.: +61 820 64 43 FAX: +62 842 21 28 www.harder.com.pl INSTRUKCJA OBSŁUGI SITAC 300/1 PIROTEC spawarka inwertorowa AC/DC
Dystrybutor: HARDER Sp. z o. o. Biuro/Serwis: ul. Jasielska 8B, 60-476 Poznań TEL.: +61 820 64 43 FAX: +62 842 21 28 www.harder.com.pl INSTRUKCJA OBSŁUGI SITAC 300/1 PIROTEC spawarka inwertorowa AC/DC
PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W. Instrukcja obsługi
 PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W Instrukcja obsługi 1. OPIS 2. PODŁĄCZANIE URZĄDZENIA Podłącz czerwony przewód z czerwonego zacisku (+) akumulatora do czerwonego gniazda
PRZETWORNICA NAPIĘCIA DC NA AC MOC: 100W 150W 300W 350W 400W 600W Instrukcja obsługi 1. OPIS 2. PODŁĄCZANIE URZĄDZENIA Podłącz czerwony przewód z czerwonego zacisku (+) akumulatora do czerwonego gniazda
HL 185 T HL 185/2 HL 185/3 HL 185 SW HL 185 TSW. Instrukcja montażu i obsługi. Termowentylator. Nr zamówienia: hl185-d_ba
 HL 185 T HL 185/2 HL 185/3 HL 185 SW HL 185 TSW Instrukcja montażu i obsługi Termowentylator Nr zamówienia: hl185-d_ba 1 1 Wskazówki dotyczące bezpieczeństwa EN-6 2 Dane techniczne EN-6 3 Instalacja EN-6
HL 185 T HL 185/2 HL 185/3 HL 185 SW HL 185 TSW Instrukcja montażu i obsługi Termowentylator Nr zamówienia: hl185-d_ba 1 1 Wskazówki dotyczące bezpieczeństwa EN-6 2 Dane techniczne EN-6 3 Instalacja EN-6
INSTRUKCJA INSTALACJI I UŻYTKOWANIA
 Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
URZĄDZENIE ROZRUCHOWE BAT 250. Instrukcja obsługi
 URZĄDZENIE ROZRUCHOWE BAT 250 Instrukcja obsługi Spis treści 1. Wskazówki dla użytkownika...3 1.1 Informacje podstawowe...3 1.2 Wskazówki dotyczące BHP...3 2. Zakres wyposażenia fabrycznego i pierwsze
URZĄDZENIE ROZRUCHOWE BAT 250 Instrukcja obsługi Spis treści 1. Wskazówki dla użytkownika...3 1.1 Informacje podstawowe...3 1.2 Wskazówki dotyczące BHP...3 2. Zakres wyposażenia fabrycznego i pierwsze
Instrukcja obsługi miernika uniwersalnego MU-02D
 Instrukcja obsługi miernika uniwersalnego MU-02D 1. Informacje ogólne Miernik MU-02D umożliwia pomiary napięć stałych (do 1000V) i przemiennych (do 750V), natężenia prądu stałego (do 10A), oporności (do
Instrukcja obsługi miernika uniwersalnego MU-02D 1. Informacje ogólne Miernik MU-02D umożliwia pomiary napięć stałych (do 1000V) i przemiennych (do 750V), natężenia prądu stałego (do 10A), oporności (do
NAGRZEWNICA PROMIENNIKOWA. Instrukcja Obsługi
 NAGRZEWNICA PROMIENNIKOWA Instrukcja Obsługi SCHEMAT ELEKTRYCZNY L 1 L2 = promienniki podczerwieni Fuse = Bezpiecznik Blue = niebieski Brown = brązowy Rys. 1 Montaż GŁÓWNE KOMPONENTY BEZPIECZEŃSTWO!!!
NAGRZEWNICA PROMIENNIKOWA Instrukcja Obsługi SCHEMAT ELEKTRYCZNY L 1 L2 = promienniki podczerwieni Fuse = Bezpiecznik Blue = niebieski Brown = brązowy Rys. 1 Montaż GŁÓWNE KOMPONENTY BEZPIECZEŃSTWO!!!
CITOTIG DC. Profesjonalna seria. Przenośne urządzenia do spawania metodą TIG prądem stałym DC.
 CITOTIG DC Profesjonalna seria Przenośne urządzenia do spawania metodą TIG prądem stałym DC www.airliquidewelding.pl CITOTIG DC profesjonalna seria, wysoki standard CITOTIG DC to profesjonalne, proste
CITOTIG DC Profesjonalna seria Przenośne urządzenia do spawania metodą TIG prądem stałym DC www.airliquidewelding.pl CITOTIG DC profesjonalna seria, wysoki standard CITOTIG DC to profesjonalne, proste
INSTRUKCJA OBSŁUGI SUSZARKI DO PYŁKU 6, 8, 10 SZUFLAD
 INSTRUKCJA OBSŁUGI SUSZARKI DO PYŁKU 6, 8, 10 SZUFLAD Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl, email;
INSTRUKCJA OBSŁUGI SUSZARKI DO PYŁKU 6, 8, 10 SZUFLAD Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl, email;
INSTRUKCJA OBSŁUGI ZASILACZ PWR-20
 INSTRUKCJA OBSŁUGI ZASILACZ PWR-20 Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA Strona 2 z 5 POLWAT IO-PWR-20 1. WSTĘP Niniejsza IO zawiera dane, oraz wskazówki niezbędne
INSTRUKCJA OBSŁUGI ZASILACZ PWR-20 Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA Strona 2 z 5 POLWAT IO-PWR-20 1. WSTĘP Niniejsza IO zawiera dane, oraz wskazówki niezbędne
Instrukcja obsługi PL
 nstrukcja obsługi OBŁUGA U OBŁUGA 5.1 Elektroniczny dotykowy panel sterowania (LCD) ze zmiennym podświetleniem, wbudowany w urządzenie terownik umożliwia całkowicie niezależną regulację temperatury w pomieszczeniu
nstrukcja obsługi OBŁUGA U OBŁUGA 5.1 Elektroniczny dotykowy panel sterowania (LCD) ze zmiennym podświetleniem, wbudowany w urządzenie terownik umożliwia całkowicie niezależną regulację temperatury w pomieszczeniu
RĘCZNY PRZYCISK ODDYMIANIA TYP: RPO-01
 SYSTEMY I URZĄDZENIA STERUJĄCE STEROWNIKI I CENTRALE MIKROPROCESOROWE PROJEKTOWANIE PROGRAMOWANIE PRODUKCJA INSTRUKCJA OBSŁUGI RĘCZNY PRZYCISK ODDYMIANIA TYP: RPO-01 Producent: AFG ELEKTRONIKA PRZEMYSŁOWA
SYSTEMY I URZĄDZENIA STERUJĄCE STEROWNIKI I CENTRALE MIKROPROCESOROWE PROJEKTOWANIE PROGRAMOWANIE PRODUKCJA INSTRUKCJA OBSŁUGI RĘCZNY PRZYCISK ODDYMIANIA TYP: RPO-01 Producent: AFG ELEKTRONIKA PRZEMYSŁOWA
INSTRUKCJA OBSŁUGI ZASILACZ PWR-10B-12
 INSTRUKCJA OBSŁUGI ZASILACZ PWR-10B-12 Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA Strona 2 z 8 POLWAT IO-PWR-10B-12 POLWAT 1. WSTĘP Niniejsza IO zawiera dane, oraz wskazówki
INSTRUKCJA OBSŁUGI ZASILACZ PWR-10B-12 Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA Strona 2 z 8 POLWAT IO-PWR-10B-12 POLWAT 1. WSTĘP Niniejsza IO zawiera dane, oraz wskazówki
SPAWARKA TIG INWERTOROWA BRAVO TIG AC/DC HF PULS
 SPAWARKA TIG INWERTOROWA BRAVO TIG AC/DC HF PULS INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
SPAWARKA TIG INWERTOROWA BRAVO TIG AC/DC HF PULS INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 181P. Sherman
 INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 181P Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 181P Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI REGULATOR TEMPERATURY DESTYLATORA FIRMWARE VER: F UWAGI DOTYCZĄCE BEZPIECZEŃSTWA
 INSTRUKCJA OBSŁUGI REGULATOR TEMPERATURY DESTYLATORA FIRMWARE VER: F2.0 1. UWAGI DOTYCZĄCE BEZPIECZEŃSTWA - Przed pierwszym uruchomieniem należy zapoznać się z niniejszą instrukcją obsługi. - Wszelkich
INSTRUKCJA OBSŁUGI REGULATOR TEMPERATURY DESTYLATORA FIRMWARE VER: F2.0 1. UWAGI DOTYCZĄCE BEZPIECZEŃSTWA - Przed pierwszym uruchomieniem należy zapoznać się z niniejszą instrukcją obsługi. - Wszelkich
Wersja polska PROLIGHT 2006 www.prolight.com.pl
 - 1 - Kolorado MK3 2500 Spis treści: Zawartość opakowania... 3 Ostrzeżenie... 3 Instalacja... 4 Montaż lampy... 4 Pozycje montażowe... 5 Montaż oddzielnego balastu... 5 Montaż urządzenia... 6 Montaż skrzydełek
- 1 - Kolorado MK3 2500 Spis treści: Zawartość opakowania... 3 Ostrzeżenie... 3 Instalacja... 4 Montaż lampy... 4 Pozycje montażowe... 5 Montaż oddzielnego balastu... 5 Montaż urządzenia... 6 Montaż skrzydełek
Tylna strona Vibstand a 2 zawiera panele zawierające przyłącza komunikacyjne, zasilające oraz bezpieczniki.
 Rys. 4. Panel dotykowy Tylna strona Vibstand a 2 zawiera panele zawierające przyłącza komunikacyjne, zasilające oraz bezpieczniki. Rys. 5. Widok tylnej strony Vibstand 2 Panel w części napędowej zawiera
Rys. 4. Panel dotykowy Tylna strona Vibstand a 2 zawiera panele zawierające przyłącza komunikacyjne, zasilające oraz bezpieczniki. Rys. 5. Widok tylnej strony Vibstand 2 Panel w części napędowej zawiera
UWAGA! ELEKTRYCZNE POD NAPIĘCIEM!
 tech -1- ST-360 UWAGA! URZĄDZENIE ELEKTRYCZNE POD NAPIĘCIEM! Przed dokonaniem jakichkolwiek czynności związanych z zasilaniem (podłączanie przewodów, instalacja urządzenia, itp.) należy upewnić się, że
tech -1- ST-360 UWAGA! URZĄDZENIE ELEKTRYCZNE POD NAPIĘCIEM! Przed dokonaniem jakichkolwiek czynności związanych z zasilaniem (podłączanie przewodów, instalacja urządzenia, itp.) należy upewnić się, że
INSTRUKCJA INSTALATORA
 -1- Zakład Elektroniki COMPAS 05-110 Jabłonna ul. Modlińska 17 B tel. (+48 22) 782-43-15 fax. (+48 22) 782-40-64 e-mail: ze@compas.com.pl INSTRUKCJA INSTALATORA MTR 105 STEROWNIK BRAMKI OBROTOWEJ AS 13
-1- Zakład Elektroniki COMPAS 05-110 Jabłonna ul. Modlińska 17 B tel. (+48 22) 782-43-15 fax. (+48 22) 782-40-64 e-mail: ze@compas.com.pl INSTRUKCJA INSTALATORA MTR 105 STEROWNIK BRAMKI OBROTOWEJ AS 13
INSTRUKCJA OBSŁUGI ZASILACZ PWR-10B-28R
 INSTRUKCJA OBSŁUGI ZASILACZ PWR-10B-28R Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA Strona 2 z 8 POLWAT IO-PWR-10B-28R POLWAT 1. WSTĘP Niniejsza IO zawiera dane, oraz
INSTRUKCJA OBSŁUGI ZASILACZ PWR-10B-28R Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA Strona 2 z 8 POLWAT IO-PWR-10B-28R POLWAT 1. WSTĘP Niniejsza IO zawiera dane, oraz
INSTRUKCJA OBSŁUGI. Zasilaczy serii MDR. Instrukcja obsługi MDR Strona 1/6
 Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
EUROSTER INSTRUKCJA OBSŁUGI 1 EUROSTER 1316
 EUROSTER 1316 -INSTRUKCJA OBSŁUGI 1 1. ZASTOSOWANIE EUROSTER 1316 Euroster E1316 to nowoczesny regulator temperatury przeznaczony do regulacji temperatury w pomieszczeniach mieszkalnych w zakresie temperatur
EUROSTER 1316 -INSTRUKCJA OBSŁUGI 1 1. ZASTOSOWANIE EUROSTER 1316 Euroster E1316 to nowoczesny regulator temperatury przeznaczony do regulacji temperatury w pomieszczeniach mieszkalnych w zakresie temperatur
INSTRUKCJA UŻYTKOWNIKA OBSŁUGA I EKSPLOATACJA SAMOCHODU WYPOSAŻONEGO W SYSTEM SEKWENCYJNEGO WTRYSKU GAZU. Diego G3 / NEVO
 INSTRUKCJA UŻYTKOWNIKA OBSŁUGA I EKSPLOATACJA SAMOCHODU WYPOSAŻONEGO W SYSTEM SEKWENCYJNEGO WTRYSKU GAZU Diego G3 / NEVO Strona 2 z 7 Spis treści 1. URUCHAMIANIE SILNIKA... 3 2. PANEL STERUJĄCY... 3 2.1
INSTRUKCJA UŻYTKOWNIKA OBSŁUGA I EKSPLOATACJA SAMOCHODU WYPOSAŻONEGO W SYSTEM SEKWENCYJNEGO WTRYSKU GAZU Diego G3 / NEVO Strona 2 z 7 Spis treści 1. URUCHAMIANIE SILNIKA... 3 2. PANEL STERUJĄCY... 3 2.1
Trójfazowy wymuszalnik Wysokiego Napięcia. " EMEX 10 kv " Instrukcja obsługi. wydanie 1. GLIWICE 2008 r.
 Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 10 kv " Instrukcja obsługi wydanie 1 GLIWICE 2008 r. Spis treści: 1.Ostrzeżenia...3 2 Przeznaczenie i budowa aparatu...6 3.. Obsługa aparatu...9 4. Dane
Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 10 kv " Instrukcja obsługi wydanie 1 GLIWICE 2008 r. Spis treści: 1.Ostrzeżenia...3 2 Przeznaczenie i budowa aparatu...6 3.. Obsługa aparatu...9 4. Dane
Urządzenia spawalnicze MMA:
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170 DIGITAL VIPER 170H VIPER 205A DIGITAL VIPER 205H VIPER 225 PROFI DIGITAL VIPER 225H PROFI VIPER 275 DIGITAL VIPER 275H
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170 DIGITAL VIPER 170H VIPER 205A DIGITAL VIPER 205H VIPER 225 PROFI DIGITAL VIPER 225H PROFI VIPER 275 DIGITAL VIPER 275H
inteo Centralis Receiver RTS
 Odbiornik RTS 9.3.5 INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Centralis Receiver RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku jakichkolwiek
Odbiornik RTS 9.3.5 INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Centralis Receiver RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku jakichkolwiek
INSTRUKCJA OBSŁUGI. Inwerter Pure Sine Wave MODEL: 53880, 53881, 53882, 53883, 53884,
 INSTRUKCJA OBSŁUGI Inwerter Pure Sine Wave MODEL: 53880, 53881, 53882, 53883, 53884, 53885 www.qoltec.com Przedmowa Dziękujemy za wybranie naszego urządzenia. Prosimy o zapoznanie się z niniejszą instrukcją
INSTRUKCJA OBSŁUGI Inwerter Pure Sine Wave MODEL: 53880, 53881, 53882, 53883, 53884, 53885 www.qoltec.com Przedmowa Dziękujemy za wybranie naszego urządzenia. Prosimy o zapoznanie się z niniejszą instrukcją
REGULATOR TEMPERATURY POMPY DK Instrukcja obs³ugi
 REGULATOR TEMPERATURY POMPY DK 5000 Instrukcja obs³ugi INS-001-003 130x184,5 Regulator temperatury pompy DK 5000 Wskazówki bezpieczeństwa i zalecenia instalacyjne qregulator przeznaczony jest do pracy
REGULATOR TEMPERATURY POMPY DK 5000 Instrukcja obs³ugi INS-001-003 130x184,5 Regulator temperatury pompy DK 5000 Wskazówki bezpieczeństwa i zalecenia instalacyjne qregulator przeznaczony jest do pracy
V INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 181A, TIG 182P, TIG 181AP
 V1.6 16.08.05 INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 181A, TIG 182P, TIG 181AP OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI
V1.6 16.08.05 INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 181A, TIG 182P, TIG 181AP OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI
INSTRUKCJA OBSŁUGI. Tablicowy wskaźnik pętli prądowej. Typ: NEF30 MC LPI
 INSTRUKCJA OBSŁUGI Tablicowy wskaźnik pętli prądowej Typ: NEF30 MC LPI Wejście analogowe prądowe Zasilanie 24V DC Zakres prądowy od 3.6 do 20.4mA Zakres wyświetlania od -1999 do 9999 Łatwy montaż w otworze
INSTRUKCJA OBSŁUGI Tablicowy wskaźnik pętli prądowej Typ: NEF30 MC LPI Wejście analogowe prądowe Zasilanie 24V DC Zakres prądowy od 3.6 do 20.4mA Zakres wyświetlania od -1999 do 9999 Łatwy montaż w otworze
Dystrybutor: HARDER Sp. z o. o. Biuro/Serwis: ul. Jasielska 8B, Poznań TEL.: FAX:
 Dystrybutor: HARDER Sp. z o. o. Biuro/Serwis: ul. Jasielska 8B, 60-476 Poznań TEL.: +61 820 64 43 FAX: +62 842 21 28 www.harder.com.pl INSTRUKCJA OBSŁUGI SPAWARKA TRANSFORMATOROWA PIROTEC SE 150/1 SE 250/1
Dystrybutor: HARDER Sp. z o. o. Biuro/Serwis: ul. Jasielska 8B, 60-476 Poznań TEL.: +61 820 64 43 FAX: +62 842 21 28 www.harder.com.pl INSTRUKCJA OBSŁUGI SPAWARKA TRANSFORMATOROWA PIROTEC SE 150/1 SE 250/1
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R
 INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
INSTRUKCJA OBSŁUGI CHŁODNICY M-COOLER 1700 M-COOLER 1700R UWAGA: Prosimy używać chłodnicy po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
Przed rozpoczęciem podłączania urządzenia koniecznie zapoznać się z niniejszą instrukcją Eolis RTS!
 Radiowa automatyka wiatrowa Eolis RTS INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Eolis RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku
Radiowa automatyka wiatrowa Eolis RTS INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Eolis RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku
KIESZONKOWY MULTIMETR CYFROWY AX-MS811. Instrukcja obsługi
 KIESZONKOWY MULTIMETR CYFROWY AX-MS811 Instrukcja obsługi Bezpieczeństwo Międzynarodowe symbole bezpieczeństwa Ten symbol użyty w odniesieniu do innego symbolu lub gniazda oznacza, że należy przeczytać
KIESZONKOWY MULTIMETR CYFROWY AX-MS811 Instrukcja obsługi Bezpieczeństwo Międzynarodowe symbole bezpieczeństwa Ten symbol użyty w odniesieniu do innego symbolu lub gniazda oznacza, że należy przeczytać
INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 201 AC/DC
 INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 201 AC/DC 1 UWAGA! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI OGÓLNE Uruchomienia i eksploatacji
INSTRUKCJA OBSŁUGI SPAWALNICZY PROSTOWNIK INWERTOROWY TIG 201 AC/DC 1 UWAGA! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI OGÓLNE Uruchomienia i eksploatacji
ZASILACZ DC AX-3003L-3 AX-3005L-3. Instrukcja obsługi
 ZASILACZ DC AX-3003L-3 AX-3005L-3 Instrukcja obsługi W serii tej znajdują się dwukanałowe i trzykanałowe regulowane zasilacze DC. Trzykanałowe zasilacze posiadają wyjście o dużej dokładności, z czego dwa
ZASILACZ DC AX-3003L-3 AX-3005L-3 Instrukcja obsługi W serii tej znajdują się dwukanałowe i trzykanałowe regulowane zasilacze DC. Trzykanałowe zasilacze posiadają wyjście o dużej dokładności, z czego dwa
Elektroniczny Termostat pojemnościowych ogrzewaczy wody
 Elektroniczny Termostat pojemnościowych ogrzewaczy wody ETE-1 Instrukcja obsługi Załącznik do Instrukcji obsługi i użytkowania elektrycznego pojemnościowego ogrzewacza wody typ WJ-Q i WJW-Q Zakład Urządzeń
Elektroniczny Termostat pojemnościowych ogrzewaczy wody ETE-1 Instrukcja obsługi Załącznik do Instrukcji obsługi i użytkowania elektrycznego pojemnościowego ogrzewacza wody typ WJ-Q i WJW-Q Zakład Urządzeń