Nawęglanie Niskociśnieniowe ( Nawęglanie Próżniowe) Dlaczego stosowane?
|
|
|
- Przybysław Bogdan Włodarczyk
- 6 lat temu
- Przeglądów:
Transkrypt


1 Nawęglanie Niskociśnieniowe ( Nawęglanie Próżniowe) Dlaczego stosowane?

2 Historia Lata sześćdziesiąte, prace laboratoryjne. Wydział Metalurgii i Materiałów Uniwersytetu w Birmingham. Początek lat siedemdziesiątych. Pierwsze wdrożenia przemysłowe. Kwiecień, 1975; przekazanie dla Draper Corporation Division of Rockwell International, Worcester, Massachusetts, USA czterech pieców LPC od C.I.Hayes Inc.. Pierwsze naukowe publikacje: Westeren H. W. Piece próżniowe nawęglają szybciej i wydajniej. Metal Progress. Oct. 1972, Vol. 102, Bell T. Podciśnienie i proces próżniowej obróbki cieplnej. Metals Technology. May 1974, Vol. 1, Part 5, ASM, Obróbka cieplna wydziału produkcyjnego. Konferencja w Chicago, Wrzesień 1975.
3 Technologia Nawęglanie próżniowe to proces dyfuzyjnego nasycania warstwy powierzchniowej stali w węgiel otrzymanego w procesie termicznego rozpadu (dysocjacji) węglowodorów (propan, acetylen, etylen). Proces umożliwia uzyskanie wysokiego stężenie węgla w relatywnie bardzo krótkim czasie. Proces prowadzony jest w próżni (5-20 mbar) w temperaturach o C. Wsad podlega hartowaniu w gazie pod wysokim ciśnieniem. Technologia pozwala otrzymać czyste (jasne, bez sadzy) detale. Otrzymane warstwy nawęglone charakteryzuje: brak utlenienia wewnętrznego (IGO) wyższe własności mechaniczne lepsze własności trybologiczne
4 Technologia Dzięki sterowaniu szybkością chłodzenia w gazie obróbka cieplna po nawęglaniu umożliwia skuteczną redukcje odkształceń i czyni je bardziej powtarzalnymi stosownie do kształtu i gabarytów obrabianych detali. Dużą korzyścią stosowania nawęglania próżniowego jest możliwość obrabiania detali o skomplikowanej geometrii kształtu i rozwiniętej powierzchni (do 20m 2 ) z zachowaniem powtarzalności wyników dla wysokiej gęstości wsadu (liczność detali we wsadzie). Dodatkowo procesy nawęglania próżniowego są wspomagane komputerowym programem symulacyjnym, którego założenia są w relatywnie dobrej korelacji z otrzymanymi wynikami na gotowych, obrobionych detalach.



5 Technologia -proces Hartowanie Grzanie Nawęglanie Wygrzewanie / Chłodzenie 900 C Nawęglanie C2H2 /C2H4/C3H8/C6H12 Dyfuzja N2

6 Gazy nawęglaj glające C 2 H 2 - acetylen C 2 H 4 - etylen C 3 H 8 - propan C 6 H 12 - cykloheksan Technologia zastosowana w piecu ECM wykorzystuje do naweglania acetylen zgodnie z opatentowanym procesem INFRACARB.

7 Dlaczego acetylen? Z powodu łatwego termicznego rozpadu gazu będącego wynikiem odpowiednich warunków termodynamicznych utrzymywanych w komorze pieca ECM jaki i właściwości fizykochemicznych węglowodorów nienasyconych. Acetylen ulega dysocjacji na aktywne atomy węgla i cząsteczkę wodoru. Temp. C 2 H 2 + H 2 C C 1 mol C 2 H 2 otrzymujemy ~ 80 % atomów C 1 mol C 3 H 8 otrzymujemy ~ 40 % atomów C materiał
8 Zalety technologii LPC piec ECM, ICBP DUO 966 TG brak utlenienia wewnętrznego, otrzymywanie precyzyjnej i powtarzalnej grubości warstwy nawęglonej w wąskim zakresie tolerancji, wyjątkowa skuteczność w nawęglaniu długich, nieprzelotowych otworów, możliwość kontroli finalnego stężenia węgla na powierzchni, zwiększenie wytrzymałości zmęczeniowej, mniejsze i powtarzalne odkształcenia, wysoka wydajność przepływu węgla skracająca czas cyklu nawęglania jak i całego procesu, czystość obróbki, znikoma szkodliwość dla środowiska naturalnego, wspomaganie procesu programem symulacyjnym zapewniającym doskonałą kontrolę nad parametrami i oczekiwanym profilem węgla w warstwie,


9 Czystość technologii LPC Detale po procesie są jasne Brak przebarwień, plam i chropowatości Brak konieczności mycia po procesowego

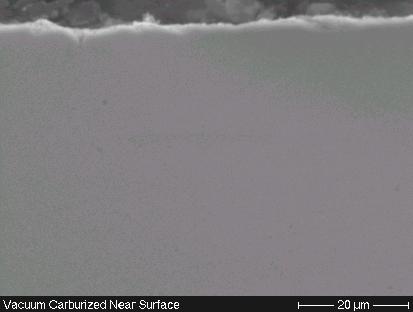
10 Brak utlenienia wewnetrznego w konsekwencji

11 Brak utlenienia wewnetrznego Wyższe szczątkowe naprężenia ściskające w warstwie powierzchniowej Wyższa twardość powierzchniowa Zwiększona wytrzymałość zmęczeniowa do 22% w porównaniu z nawęglaniem gazowym
12 Skuteczność w nawęglaniu długich, nieprzelotowych otworów 90 mm 3 mm Hardness (HV1) C2H2 C2H4 400 C3H Depth (mm)
13 Powtarzalność wyników Statystyka obrabianych technologią LPC detali Tolerancja HV Twardość HV Liczba wsadów
14 Powtarzalność wyników 0,6 0,55 0,5 Statystyka obrabianych technologią LPC detali Tolerancja CHD=0,35-0,5mm Grubość warstwy [mm] 0,45 0,4 0,35 0,3 0,25 0,2 0,15 0, Liczba wsadów

15 Operacje po-procesowe procesowe Brak konieczności usuwania strefy utlenienia wewnętrznego. Wyeliminowanie końcowej operacji szlifowania. Mniejsze i bardziej powtarzalne odkształcenia obrabianych detali.


16 Piec ECM, DUO 966TG Piec ma budowę modułową statyczną. Oddzielna komora grzewcza/nawęglająca, oddzielna komora hartownicza pełniąca także funkcję komory załadowczej/rozładowczej dla wsadu. Komory łączy tunel, w którym znajduje się układ transportowy wsadu. Wymiary komory roboczej: 1000x660x600 (dł. X wys. X szer.) Masa wsadu max. 500 kg brutto Hartowanie w azocie, do 20 bar Max. Temperatura pracy 1050 o C



17 Strefa LPC


18 Motoryzacja koła zębate, wałki zębate, przekladnie, dysze wtryskiwaczów paliwa, pierścienie, etc. Lotnictwo obudowy, osłony, części składowe silników, Energetyka części składowe turbin, etc, Inne, Zastosowanie
19 Zapraszamy do współpracy: Informacja techniczna: Paweł Szulc tel Sprzedaż info : Piotr Filas piotr.filas@bodycote.com tel
Nawęglanie niskociśnieniowe w komercyjnych hartowniach usługowych.
 Nawęglanie niskociśnieniowe w komercyjnych hartowniach usługowych. Bodycote Polska Sp. zo.o. Podążając za wymaganiami i oczekiwaniami światowego przemysłu Bodycote Polska jako hartownia usługowa oferuje
Nawęglanie niskociśnieniowe w komercyjnych hartowniach usługowych. Bodycote Polska Sp. zo.o. Podążając za wymaganiami i oczekiwaniami światowego przemysłu Bodycote Polska jako hartownia usługowa oferuje
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
PROCESY ZACHODZĄCE PODCZAS OBRÓBKI CIEPLNO-CHEMICZNEJ
 PROCESY ZACHODZĄCE PODCZAS OBRÓBKI CIEPLNO-CHEMICZNEJ nawęglanie nawęglanie w środowiskach stałych, ciekłych, gazowych nawęglanie próżniowe nawęglanie jonizacyjne azotowanie cyjanowanie aluminiowanie chromowanie
PROCESY ZACHODZĄCE PODCZAS OBRÓBKI CIEPLNO-CHEMICZNEJ nawęglanie nawęglanie w środowiskach stałych, ciekłych, gazowych nawęglanie próżniowe nawęglanie jonizacyjne azotowanie cyjanowanie aluminiowanie chromowanie
Piece wgłębne. do pracy z nawęglającą atmosferą regulowaną
 Piece wgłębne do pracy z nawęglającą atmosferą regulowaną Zastosowania technologiczne Nawęglanie gazowe Hartowanie Wyżarzanie jasne Wyżarzanie normalizujące Węgloazotowanie Rodzaje wsadu Przemysł motoryzacyjny:
Piece wgłębne do pracy z nawęglającą atmosferą regulowaną Zastosowania technologiczne Nawęglanie gazowe Hartowanie Wyżarzanie jasne Wyżarzanie normalizujące Węgloazotowanie Rodzaje wsadu Przemysł motoryzacyjny:
NAWĘGLANIE PRÓŻNIOWE GŁĘBOKICH OTWORÓW W STALI 16HG
 4-2010 PROBLEMY EKSPLOATACJI MAINTENANCE PROBLEMS 47 Paweł HERMANOWICZ, Jerzy SMOLIK, Jan BUJAK Instytut Technologii Eksploatacji PIB, Radom NAWĘGLANIE PRÓŻNIOWE GŁĘBOKICH OTWORÓW W STALI 16HG Słowa kluczowe
4-2010 PROBLEMY EKSPLOATACJI MAINTENANCE PROBLEMS 47 Paweł HERMANOWICZ, Jerzy SMOLIK, Jan BUJAK Instytut Technologii Eksploatacji PIB, Radom NAWĘGLANIE PRÓŻNIOWE GŁĘBOKICH OTWORÓW W STALI 16HG Słowa kluczowe
Technologie Materiałowe II Wykład 4 Obróbka cieplno-chemiczna stali
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 4 Obróbka cieplno-chemiczna stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów:
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 4 Obróbka cieplno-chemiczna stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów:
Informacje ujęte w niniejszej ulotce mają wyłącznie charakter informacyjny. Dokładne dane oferowanych urządzeń powinny zostać potwierdzone i ustalone
 Informacje ujęte w niniejszej ulotce mają wyłącznie charakter informacyjny. Dokładne dane oferowanych urządzeń powinny zostać potwierdzone i ustalone z odpowiednimi osobami SECO/WARWICK EUROPE S.A. Niektóre
Informacje ujęte w niniejszej ulotce mają wyłącznie charakter informacyjny. Dokładne dane oferowanych urządzeń powinny zostać potwierdzone i ustalone z odpowiednimi osobami SECO/WARWICK EUROPE S.A. Niektóre
Obróbka cieplna stali
 Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Procesy kontrolowane dyfuzją. Witold Kucza
 Procesy kontrolowane dyfuzją Witold Kucza 1 Nawęglanie Nawęglanie jest procesem, w którym powierzchnia materiału podlega dyfuzyjnemu nasyceniu węglem. Nawęglanie (z następującym po nim hartowaniem i odpuszczaniem)
Procesy kontrolowane dyfuzją Witold Kucza 1 Nawęglanie Nawęglanie jest procesem, w którym powierzchnia materiału podlega dyfuzyjnemu nasyceniu węglem. Nawęglanie (z następującym po nim hartowaniem i odpuszczaniem)
MATERIAŁY SPIEKANE (SPIEKI)
") MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
2.1.M.03: Technologie cieplno-chemiczne
 2nd Workshop on Foresight of surface properties formation leading technologies of engineering materials and biomaterials in Białka Tatrzańska, Poland 29th-30th November 2009 1 Panel nt. Procesy wytwarzania
2nd Workshop on Foresight of surface properties formation leading technologies of engineering materials and biomaterials in Białka Tatrzańska, Poland 29th-30th November 2009 1 Panel nt. Procesy wytwarzania
elementów wielkogabarytowych
 Obróbka cieplna elementów wielkogabarytowych siłowni wiatrowych Urządzenia do obróbki cieplnej elementów siłowni wiatrowych. Rosnąca w bardzo szybkim tempie energetyka wiatrowa, wg prognoz ekspertów osiągnie
Obróbka cieplna elementów wielkogabarytowych siłowni wiatrowych Urządzenia do obróbki cieplnej elementów siłowni wiatrowych. Rosnąca w bardzo szybkim tempie energetyka wiatrowa, wg prognoz ekspertów osiągnie
PIŁY TAŚMOWE DO DREWNA PREMIUM
 PIŁY TAŚMOWE DO DREWNA PREMIUM Misją QSGS Technology jest produkcja najwyższej jakości narzędzi gwarantujących Klientom obniżenie kosztów funkcjonowania i wzrost konkurencyjności ich firm. PRODUCENT PIŁ
PIŁY TAŚMOWE DO DREWNA PREMIUM Misją QSGS Technology jest produkcja najwyższej jakości narzędzi gwarantujących Klientom obniżenie kosztów funkcjonowania i wzrost konkurencyjności ich firm. PRODUCENT PIŁ
Polskie Normy opracowane przez Komitet Techniczny nr 277 ds. Gazownictwa
 Polskie Normy opracowane przez Komitet Techniczny nr 277 ds. Gazownictwa Podkomitet ds. Przesyłu Paliw Gazowych 1. 334+A1:2011 Reduktory ciśnienia gazu dla ciśnień wejściowych do 100 bar 2. 1594:2014-02
Polskie Normy opracowane przez Komitet Techniczny nr 277 ds. Gazownictwa Podkomitet ds. Przesyłu Paliw Gazowych 1. 334+A1:2011 Reduktory ciśnienia gazu dla ciśnień wejściowych do 100 bar 2. 1594:2014-02
Promotor: prof. nadzw. dr hab. Jerzy Ratajski. Jarosław Rochowicz. Wydział Mechaniczny Politechnika Koszalińska
 Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
6. Obróbka cieplno-chemiczna stali 6.1. Wiadomości ogólne dysocjacja adsorpcja dyfuzja Dyfuzja atomowa
 90 JW 6. Obróbka cieplno-chemiczna stali 6.1. Wiadomości ogólne Obróbkę cieplno-chemiczną, podobnie jak omówione już hartowanie powierzchniowe, stosuje się w celu uzyskania wysokiej twardości warstwy powierzchniowe
90 JW 6. Obróbka cieplno-chemiczna stali 6.1. Wiadomości ogólne Obróbkę cieplno-chemiczną, podobnie jak omówione już hartowanie powierzchniowe, stosuje się w celu uzyskania wysokiej twardości warstwy powierzchniowe
(12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") R Z E C Z P O SP O L IT A P O L S K A Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 184131 (21 ) Numer zgłoszenia: 328784 (22) Data zgłoszenia: 21.09.1998 (13) B1 (5 1) IntCl7:
R Z E C Z P O SP O L IT A P O L S K A Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 184131 (21 ) Numer zgłoszenia: 328784 (22) Data zgłoszenia: 21.09.1998 (13) B1 (5 1) IntCl7:
MATERIAŁY METALOWE I CERAMICZNE LABORATORIUM Temat ćwiczenia Badania mikrostruktury po obróbce cieplnej i cieplno-chemicznej.
 MATERIAŁY METALOWE I CERAMICZNE LABORATORIUM Temat ćwiczenia Badania mikrostruktury po obróbce cieplnej i cieplno-chemicznej. Cel i zakres ćwiczenia. Celem ćwiczenia jest zapoznanie studentów z podstawowymi
MATERIAŁY METALOWE I CERAMICZNE LABORATORIUM Temat ćwiczenia Badania mikrostruktury po obróbce cieplnej i cieplno-chemicznej. Cel i zakres ćwiczenia. Celem ćwiczenia jest zapoznanie studentów z podstawowymi
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna HARTOWANIE, SPOSOBY HARTOWANIA Hartowanie jest obróbką cieplną polegającą na nagrzaniu stali do temperatur występowania
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna HARTOWANIE, SPOSOBY HARTOWANIA Hartowanie jest obróbką cieplną polegającą na nagrzaniu stali do temperatur występowania
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 159324 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 277320 (22) Data zgłoszenia: 23.01.1989 (51) Int.Cl.5: C23C 14/24
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 159324 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 277320 (22) Data zgłoszenia: 23.01.1989 (51) Int.Cl.5: C23C 14/24
Parametry: Wyposażenie standardowe:
 Glimmer jest wysoko wydajną wypalarką przeznaczoną do termicznego cięcia stali i innych metali za pomocą palnika plazmowego i/lub tlenowego (tlen-propan, lub tlen-acetylen). Seria tych maszyn charakteryzuje
Glimmer jest wysoko wydajną wypalarką przeznaczoną do termicznego cięcia stali i innych metali za pomocą palnika plazmowego i/lub tlenowego (tlen-propan, lub tlen-acetylen). Seria tych maszyn charakteryzuje
Nowoczesne metody metalurgii proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III
 Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Szkło specjalne centrum obróbki mechanicznej szkła
 Szkło specjalne centrum obróbki mechanicznej szkła 1 Szkło specjalne Szkło hartowane Szkło Półhartowane Szkło emaliowane Szkło emaliowane przy użyciu walca Szkło emaliowane METODĄ SITODRUKU centrum obróbki
Szkło specjalne centrum obróbki mechanicznej szkła 1 Szkło specjalne Szkło hartowane Szkło Półhartowane Szkło emaliowane Szkło emaliowane przy użyciu walca Szkło emaliowane METODĄ SITODRUKU centrum obróbki
Produkcja i badania obręczy kolejowych. Ireneusz Mikłaszewicz
 Produkcja i badania obręczy kolejowych Ireneusz Mikłaszewicz Podstawowa dokumentacja techniczna dot. produkcji obręczy kolejowych - Karta UIC CODE 810-1 - Norma PN-84/H-84027/06 - Norma PN-91/K-91032 Gatunki
Produkcja i badania obręczy kolejowych Ireneusz Mikłaszewicz Podstawowa dokumentacja techniczna dot. produkcji obręczy kolejowych - Karta UIC CODE 810-1 - Norma PN-84/H-84027/06 - Norma PN-91/K-91032 Gatunki
E K O N O M I C Z N E R O Z W I Ą Z A N I E. W Y D A J N Y I N I E Z AW O D N Y.
 FALCON. E K O N O M I C Z N E R O Z W I Ą Z A N I E. W Y D A J N Y I N I E Z AW O D N Y. FALCON. Optymalny stosunek kosztów do korzyści gwarantujący sukces. FALCON może być używany do cięcia plazmowego,
FALCON. E K O N O M I C Z N E R O Z W I Ą Z A N I E. W Y D A J N Y I N I E Z AW O D N Y. FALCON. Optymalny stosunek kosztów do korzyści gwarantujący sukces. FALCON może być używany do cięcia plazmowego,
ESP-150. ZmEchaniZowany, wielogazowy SyStEm PlaZmowy.
 ESP-150. Zmechanizowany, wielogazowy system plazmowy. Ekonomiczny i wysokowydajny. ESP-150. Różnorodne kombinacje gazów dla ekonomicznego, wysokowydajnego cięcia. System ESP-150 jest łatwy w obsłudze i
ESP-150. Zmechanizowany, wielogazowy system plazmowy. Ekonomiczny i wysokowydajny. ESP-150. Różnorodne kombinacje gazów dla ekonomicznego, wysokowydajnego cięcia. System ESP-150 jest łatwy w obsłudze i
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu. Materiałoznawstwo i Nauka o materiałach
 Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
SPECJALNA POWŁOKA WOLFRAMOWA GENIALNA TECHNIKA PRZY MOCOWNIU I CHWYTANIU
 SPECJALNA POWŁOKA WOLFRAMOWA GENIALNA TECHNIKA PRZY MOCOWNIU I CHWYTANIU WŁAŚCIWOŚCI POWŁOKI WĘGLIKOWO-WOLFRAMOWEJ Dzięki specjalnej obróbce można pokrywać wszystkie stale, niezależnie od składu, cienką
SPECJALNA POWŁOKA WOLFRAMOWA GENIALNA TECHNIKA PRZY MOCOWNIU I CHWYTANIU WŁAŚCIWOŚCI POWŁOKI WĘGLIKOWO-WOLFRAMOWEJ Dzięki specjalnej obróbce można pokrywać wszystkie stale, niezależnie od składu, cienką
PVD-COATING PRÓŻNIOWE NAPYLANIE ALUMINIUM NA DETALE Z TWORZYWA SZTUCZNEGO (METALIZACJA PRÓŻNIOWA)
") ISO 9001:2008, ISO/TS 16949:2002 ISO 14001:2004, PN-N-18001:2004 PVD-COATING PRÓŻNIOWE NAPYLANIE ALUMINIUM NA DETALE Z TWORZYWA SZTUCZNEGO (METALIZACJA PRÓŻNIOWA) *) PVD - PHYSICAL VAPOUR DEPOSITION OSADZANIE
ISO 9001:2008, ISO/TS 16949:2002 ISO 14001:2004, PN-N-18001:2004 PVD-COATING PRÓŻNIOWE NAPYLANIE ALUMINIUM NA DETALE Z TWORZYWA SZTUCZNEGO (METALIZACJA PRÓŻNIOWA) *) PVD - PHYSICAL VAPOUR DEPOSITION OSADZANIE
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 9 Temat: Obróbki cieplno-chemiczne i powierzchniowe Łódź 2010 1 1. Wstęp teoretyczny
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 9 Temat: Obróbki cieplno-chemiczne i powierzchniowe Łódź 2010 1 1. Wstęp teoretyczny
ANALIZA PRZYCZYN I SKUTKÓW WAD
 FMEA Strona: / Data: -0-00 0 0 Odbiór dostawy jakości dostawy Brak dostawy Nieterminowa dostawa Niezgodne wymiary Niezgodny skład chemiczny Niemożność wywiązania się umów realizaji umów realizacji umów
FMEA Strona: / Data: -0-00 0 0 Odbiór dostawy jakości dostawy Brak dostawy Nieterminowa dostawa Niezgodne wymiary Niezgodny skład chemiczny Niemożność wywiązania się umów realizaji umów realizacji umów
Technologia obróbki cieplnej. Grzanie i ośrodki grzejne
 Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna HARTOWANIE, SPOSOBY HARTOWANIA Hartowanie jest obróbką cieplną polegającą na nagrzaniu stali do temperatur występowania
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. III. Hartowanie i odpuszczanie, obróbka cieplno-chemiczna HARTOWANIE, SPOSOBY HARTOWANIA Hartowanie jest obróbką cieplną polegającą na nagrzaniu stali do temperatur występowania
CIEPŁO (Q) jedna z form przekazu energii między układami termodynamicznymi. Proces przekazu energii za pośrednictwem oddziaływania termicznego
 jedna z form przekazu energii między układami termodynamicznymi. Proces przekazu energii za pośrednictwem oddziaływania termicznego") CIEPŁO, PALIWA, SPALANIE CIEPŁO (Q) jedna z form przekazu energii między układami termodynamicznymi. Proces przekazu energii za pośrednictwem oddziaływania termicznego WYMIANA CIEPŁA. Zmiana energii wewnętrznej
CIEPŁO, PALIWA, SPALANIE CIEPŁO (Q) jedna z form przekazu energii między układami termodynamicznymi. Proces przekazu energii za pośrednictwem oddziaływania termicznego WYMIANA CIEPŁA. Zmiana energii wewnętrznej
Badania właściwości zmęczeniowych bimetalu stal S355J2- tytan Grade 1
 Badania właściwości zmęczeniowych bimetalu stal S355J2- tytan Grade 1 ALEKSANDER KAROLCZUK a) MATEUSZ KOWALSKI a) a) Wydział Mechaniczny Politechniki Opolskiej, Opole 1 I. Wprowadzenie 1. Technologia zgrzewania
Badania właściwości zmęczeniowych bimetalu stal S355J2- tytan Grade 1 ALEKSANDER KAROLCZUK a) MATEUSZ KOWALSKI a) a) Wydział Mechaniczny Politechniki Opolskiej, Opole 1 I. Wprowadzenie 1. Technologia zgrzewania
Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej.
 FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA TECHNICZNA NIEWYCZERPANY POTENCJAŁ Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej. Jak produkuje się zaawansowaną ceramikę techniczną?
FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA TECHNICZNA NIEWYCZERPANY POTENCJAŁ Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej. Jak produkuje się zaawansowaną ceramikę techniczną?
Urządzenie do hartowania indukcyjnego o następujących parametrach:
 Oleśnica, dnia 16 czerwca 2014 r. Zapytanie ofertowe dotyczące projektu realizowanego w ramach Regionalnego Programu Operacyjnego dla Województwa Dolnośląskiego na lata 2007-2013 Priorytet 1 Wzrost konkurencyjności
Oleśnica, dnia 16 czerwca 2014 r. Zapytanie ofertowe dotyczące projektu realizowanego w ramach Regionalnego Programu Operacyjnego dla Województwa Dolnośląskiego na lata 2007-2013 Priorytet 1 Wzrost konkurencyjności
iglidur W300 Długodystansowy
 Długodystansowy Asortyment Materiał charakteryzuje duża odporność na zużycie, nawet w niesprzyjających warunkach i z chropowatymi wałami. Ze wszystkich materiałów iglidur, ten jest najbardziej odporny
Długodystansowy Asortyment Materiał charakteryzuje duża odporność na zużycie, nawet w niesprzyjających warunkach i z chropowatymi wałami. Ze wszystkich materiałów iglidur, ten jest najbardziej odporny
Technologie Materiałowe II Wykład 3 Technologia hartowania stali
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 3 Technologia hartowania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Wykład 3 Technologia hartowania stali dr hab. inż. Jerzy Łabanowski, prof.nadzw. PG Kierunek studiów: Inżynieria
FRIATEC AG. Ceramics Division FRIDURIT FRIALIT-DEGUSSIT
 FRIATEC AG Ceramics Division FRIDURIT FRIALIT-DEGUSSIT FRIALIT-DEGUSSIT Ceramika tlenkowa Budowa dla klienta konkretnego rozwiązania osiąga się poprzez zespół doświadczonych inżynierów i techników w Zakładzie
FRIATEC AG Ceramics Division FRIDURIT FRIALIT-DEGUSSIT FRIALIT-DEGUSSIT Ceramika tlenkowa Budowa dla klienta konkretnego rozwiązania osiąga się poprzez zespół doświadczonych inżynierów i techników w Zakładzie
Definicja OC
 OBRÓBKA CIEPLNA Podstawy teoretyczne Zakres tematyczny 1 Definicja OC Obróbka cieplna jest to zespół zabiegów wywołujących polepszenie właściwości mechanicznych oraz fizyko-chemicznych metali i stopów,
OBRÓBKA CIEPLNA Podstawy teoretyczne Zakres tematyczny 1 Definicja OC Obróbka cieplna jest to zespół zabiegów wywołujących polepszenie właściwości mechanicznych oraz fizyko-chemicznych metali i stopów,
Opis efektów kształcenia dla modułu zajęć
 Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
System kominowy Schiedel Rondo Plus
 System kominowy Schiedel Rondo Plus Opis wyrobu Schiedel Rondo Plus to zestaw trójwarstwowych, dwuściennych, ceramiczno betonowych profili kominowych. Systemy kominowe Schiedel Rondo Plus składają się
System kominowy Schiedel Rondo Plus Opis wyrobu Schiedel Rondo Plus to zestaw trójwarstwowych, dwuściennych, ceramiczno betonowych profili kominowych. Systemy kominowe Schiedel Rondo Plus składają się
C/Bizkargi, 6 Pol. Ind. Sarrikola E LARRABETZU Bizkaia - SPAIN
 Mosiądz Skład chemiczny Oznaczenia Skład chemiczny w % (mm) EN Symboliczne Numeryczne Cu min. Cu maks. Al maks. Fe maks. Ni maks. Pb min. Pb maks. Sn maks. Zn min. Inne, całkowita maks. CuZn10 CW501L EN
Mosiądz Skład chemiczny Oznaczenia Skład chemiczny w % (mm) EN Symboliczne Numeryczne Cu min. Cu maks. Al maks. Fe maks. Ni maks. Pb min. Pb maks. Sn maks. Zn min. Inne, całkowita maks. CuZn10 CW501L EN
THERMANO AGRO STABILNOŚĆ TERMICZNA I ODPORNOŚĆ NA PLEŚŃ I GRZYBY
 THERMANO AGRO STABILNOŚĆ TERMICZNA I ODPORNOŚĆ NA PLEŚŃ I GRZYBY Ocieplenie budynku Thermano Agro to sposób na zapewnienie najlepszych i stabilnych warunków termicznych wewnątrz budynków rolniczych, niezależnie
THERMANO AGRO STABILNOŚĆ TERMICZNA I ODPORNOŚĆ NA PLEŚŃ I GRZYBY Ocieplenie budynku Thermano Agro to sposób na zapewnienie najlepszych i stabilnych warunków termicznych wewnątrz budynków rolniczych, niezależnie
Obróbka cieplno-chemiczna stali odpornej na korozję w piecu próŝniowym RVFOQ-224
 Obróbka Plastyczna Metali t. XIX nr 1 (2008) Mgr inŝ. Szymon GŁOWACKI, mgr inŝ. Walerian MAJCHRZAK Instytut Obróbki Plastycznej, Poznań Obróbka cieplno-chemiczna stali odpornej na korozję w piecu próŝniowym
Obróbka Plastyczna Metali t. XIX nr 1 (2008) Mgr inŝ. Szymon GŁOWACKI, mgr inŝ. Walerian MAJCHRZAK Instytut Obróbki Plastycznej, Poznań Obróbka cieplno-chemiczna stali odpornej na korozję w piecu próŝniowym
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
Wartość brutto w PLN kol.1 kol.2 kol.3 kol.4 kol.5 kol.6 1 Zmywarka gastronomiczna kapturowa do naczyń z funkcją wyparzania
 Załącznik nr a Formularz cenowy Lp. Nazwa urządzenia Wymagania i minimalne parametry Ilość w szt. Cena jedn. brutto w PLN Wartość brutto w PLN kol. kol. kol.3 kol.4 kol.5 kol.6 Zmywarka gastronomiczna
Załącznik nr a Formularz cenowy Lp. Nazwa urządzenia Wymagania i minimalne parametry Ilość w szt. Cena jedn. brutto w PLN Wartość brutto w PLN kol. kol. kol.3 kol.4 kol.5 kol.6 Zmywarka gastronomiczna
SSAB Boron STWORZONE DLA CIEBIE I HARTOWANIA
 SSAB Boron STWORZONE DLA CIEBIE I HARTOWANIA Jeśli doświadczyłeś zakłóceń w produkcji ze względu na zmienne własności stali, zalecamy stosowanie stali borowych SSAB. SSAB BORON GWARANCJA ŁATWIEJSZEJ I
SSAB Boron STWORZONE DLA CIEBIE I HARTOWANIA Jeśli doświadczyłeś zakłóceń w produkcji ze względu na zmienne własności stali, zalecamy stosowanie stali borowych SSAB. SSAB BORON GWARANCJA ŁATWIEJSZEJ I
Technologie wytwarzania. Opracował Dr inż. Stanisław Rymkiewicz KIM WM PG
 Technologie wytwarzania Opracował Dr inż. Stanisław Rymkiewicz KIM WM PG Technologie wytwarzania Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki
Technologie wytwarzania Opracował Dr inż. Stanisław Rymkiewicz KIM WM PG Technologie wytwarzania Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki
THERMANO AGRO PŁYTY TERMOIZOLACYJNE PIR
 THERMANO AGRO PŁYTY TERMOIZOLACYJNE PIR STABILNOŚĆ TERMICZNA I ODPORNOŚĆ NA PLEŚŃ I GRZYBY Ocieplenie budynku Thermano Agro to sposób na zapewnienie najlepszych i stabilnych warunków termicznych wewnątrz
THERMANO AGRO PŁYTY TERMOIZOLACYJNE PIR STABILNOŚĆ TERMICZNA I ODPORNOŚĆ NA PLEŚŃ I GRZYBY Ocieplenie budynku Thermano Agro to sposób na zapewnienie najlepszych i stabilnych warunków termicznych wewnątrz
INFORMACJA TECHNICZNA CELLMOULD technologia spieniania fizycznego tworzyw.
 Luty 2015, Grodzisk Mazowiecki / Polska INFORMACJA TECHNICZNA CELLMOULD technologia spieniania fizycznego tworzyw. W wielu aplikacjach wykorzystywane są zalety wyprasek o strukturze spienionej. Przez wiele
Luty 2015, Grodzisk Mazowiecki / Polska INFORMACJA TECHNICZNA CELLMOULD technologia spieniania fizycznego tworzyw. W wielu aplikacjach wykorzystywane są zalety wyprasek o strukturze spienionej. Przez wiele
PRECYZJA 100% 90% 80% 70% 60% 50% SZYBKOŚĆ 40% 30% 20% 10% JAKOŚĆ POWIERZCHNI RÓBKI. Druty certyfikowane
 RÓBKI Druty certyfikowane Czy wiecie? Stosowanie nie certyfikowanych materiałów eksploatacyjnych lub nieoryginalnych części zamiennych może obniżyć wydajność maszyny nawet o! Konkurencyjność Państwa maszyny
RÓBKI Druty certyfikowane Czy wiecie? Stosowanie nie certyfikowanych materiałów eksploatacyjnych lub nieoryginalnych części zamiennych może obniżyć wydajność maszyny nawet o! Konkurencyjność Państwa maszyny
PRĘTY CHROMOWANE, RURY STALOWE CYLINDROWE
 PRĘTY CHROMOWANE, RURY STALOWE CYLINDROWE 1 SPECYFIKACJA PRODUKTU 1 Rury bez szwu, zimnociągnione, wewnętrznie honowane na cylindry hudrauliczne H8 1. Stosowanie: Ta specyfikacja produktu zawiera wszystkie
PRĘTY CHROMOWANE, RURY STALOWE CYLINDROWE 1 SPECYFIKACJA PRODUKTU 1 Rury bez szwu, zimnociągnione, wewnętrznie honowane na cylindry hudrauliczne H8 1. Stosowanie: Ta specyfikacja produktu zawiera wszystkie
Płyty PolTherma SOFT PIR mogą być produkowane w wersji z bokami płaskimi lub zakładkowymi umożliwiającymi układanie na tzw. zakładkę.
 I. CHARAKTERYSTYKA OGÓLNA a. Przeznaczenie Płyty izolacyjne to nowoczesne wyroby budowlane przeznaczone do izolacji termicznej budynków, tj. ścian zewnętrznych, sufitów, ścianek działowych. Płyty izolacyjne
I. CHARAKTERYSTYKA OGÓLNA a. Przeznaczenie Płyty izolacyjne to nowoczesne wyroby budowlane przeznaczone do izolacji termicznej budynków, tj. ścian zewnętrznych, sufitów, ścianek działowych. Płyty izolacyjne
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
LUTOWANIE PRÓŻNIOWE ELEMENTÓW KÓŁ WIRNIKOWYCH TURBOSPRĘŻARKI Z MARTENZYTYCZNEJ STALI TYPU 13-4
 II HI» -" PL0400064 LUTOWANIE PRÓŻNIOWE ELEMENTÓW KÓŁ WIRNIKOWYCH TURBOSPRĘŻARKI Z MARTENZYTYCZNEJ STALI TYPU 13-4 JERZY BIELANIK Politechnika Warszawska, Laboratorium Materiałoznawstwa Wydział Budownictwa,
II HI» -" PL0400064 LUTOWANIE PRÓŻNIOWE ELEMENTÓW KÓŁ WIRNIKOWYCH TURBOSPRĘŻARKI Z MARTENZYTYCZNEJ STALI TYPU 13-4 JERZY BIELANIK Politechnika Warszawska, Laboratorium Materiałoznawstwa Wydział Budownictwa,
Wykład 8. Przemiany zachodzące w stopach żelaza z węglem. Przemiany zachodzące podczas nagrzewania
 Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Blok nr 3 Kształtowanie właściwości mechanicznych materiałów Ćwiczenie nr KWMM 1 Temat: Obróbka
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Blok nr 3 Kształtowanie właściwości mechanicznych materiałów Ćwiczenie nr KWMM 1 Temat: Obróbka
Stal wysokowęglowa: Odpuszczanie martenzytyczne (+QT)
") Stal wysokowęglowa: Odpuszczanie martenzytyczne (+QT) Skład chemiczny Skład chemiczny Norma symboliczna numeryczna Europejska (EN) C Si Mn P maks. S maks. Cr V Ni C60S 1.1211 0,57 0,65 0,15 0,35 0,60 0,90
Stal wysokowęglowa: Odpuszczanie martenzytyczne (+QT) Skład chemiczny Skład chemiczny Norma symboliczna numeryczna Europejska (EN) C Si Mn P maks. S maks. Cr V Ni C60S 1.1211 0,57 0,65 0,15 0,35 0,60 0,90
iglidur X Technologie zaawansowane
 Technologie zaawansowane Asortyment Materiał najlepiej charakteryzuje kombinacja wysokiej odporności temperaturowej z wytrzymałością na ściskanie, jak również wysoka odporność chemiczna. jest przeznaczony
Technologie zaawansowane Asortyment Materiał najlepiej charakteryzuje kombinacja wysokiej odporności temperaturowej z wytrzymałością na ściskanie, jak również wysoka odporność chemiczna. jest przeznaczony
OBRÓBKA CIEPLNO-CHEMICZNA 1. DYFUZJA I PRAWA DYFUZJI 2. NAWĘGLANIE 3. AZOTOWANIE
 OBRÓBKA CIEPLNO-CHEMICZNA 1. DYFUZJA I PRAWA DYFUZJI 2. NAWĘGLANIE 3. AZOTOWANIE Obróbka cieplno-chemiczna jest zabiegiem cieplnym (lub połączeniem kilku zabiegów), mającym na celu uzyskanie w warstwie
OBRÓBKA CIEPLNO-CHEMICZNA 1. DYFUZJA I PRAWA DYFUZJI 2. NAWĘGLANIE 3. AZOTOWANIE Obróbka cieplno-chemiczna jest zabiegiem cieplnym (lub połączeniem kilku zabiegów), mającym na celu uzyskanie w warstwie
Cu min. Fe maks. Ni maks. P min. P maks. Pb maks. Sn min. Sn maks. Zn min. Zn maks.
 Taśmy z brązu Skład chemiczny Oznaczenie Skład chemiczny w % (mm) Klasyfikacja symboliczna Klasyfikacja numeryczna Norma Europejska (EN) Cu min. Fe maks. Ni maks. P min. P maks. Pb maks. Sn min. Sn maks.
Taśmy z brązu Skład chemiczny Oznaczenie Skład chemiczny w % (mm) Klasyfikacja symboliczna Klasyfikacja numeryczna Norma Europejska (EN) Cu min. Fe maks. Ni maks. P min. P maks. Pb maks. Sn min. Sn maks.
Piec Bazowy WGO WGO 2,0 WGO 3,0 WGO 4,5
 WGO 2,0 WGO 3,0 WGO 4,5 Dane techniczne Paleniska bazowe WGO zostały przebadane według procedury DIN EN 15250 dla palenisk akumulacyjnych. Dane dla prawidłowego funkcjonowania: WGO 2,0 WGO 3,0 WGO 4,5
WGO 2,0 WGO 3,0 WGO 4,5 Dane techniczne Paleniska bazowe WGO zostały przebadane według procedury DIN EN 15250 dla palenisk akumulacyjnych. Dane dla prawidłowego funkcjonowania: WGO 2,0 WGO 3,0 WGO 4,5
SYSTEM KOMINOWY SCHIEDEL RONDO PLUS
 SYSTEM KOMINOWY SCHIEDEL RONDO PLUS KARTA OPIS WYROBU Schiedel Rondo Plus to zestaw trójwarstwowych, dwuściennych, ceramiczno betonowych profili kominowych. n Systemy kominowe Schiedel Rondo Plus składają
SYSTEM KOMINOWY SCHIEDEL RONDO PLUS KARTA OPIS WYROBU Schiedel Rondo Plus to zestaw trójwarstwowych, dwuściennych, ceramiczno betonowych profili kominowych. n Systemy kominowe Schiedel Rondo Plus składają
JAROCIŃSKA FABRYKA OBRABIAREK S.A.
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. KOOPERACJA produkcyjna OBRÓBKA SKRAWANIEM OBRÓBKA UZĘBIEŃ SPAWANIE MALOWANIE PRACE MONTERSKIE REMONTY I MODERNIZACJE TOKAREK I FREZAREK PRODUKCJA MASZYN ZADANIOWYCH PRODUKCJA
JAROCIŃSKA FABRYKA OBRABIAREK S.A. KOOPERACJA produkcyjna OBRÓBKA SKRAWANIEM OBRÓBKA UZĘBIEŃ SPAWANIE MALOWANIE PRACE MONTERSKIE REMONTY I MODERNIZACJE TOKAREK I FREZAREK PRODUKCJA MASZYN ZADANIOWYCH PRODUKCJA
Wprowadzenie do WK1 Stan naprężenia
 Wytrzymałość materiałów i konstrukcji 1 Wykład 1 Wprowadzenie do WK1 Stan naprężenia Płaski stan naprężenia Dr inż. Piotr Marek Wytrzymałość Konstrukcji (Wytrzymałość materiałów, Mechanika konstrukcji)
Wytrzymałość materiałów i konstrukcji 1 Wykład 1 Wprowadzenie do WK1 Stan naprężenia Płaski stan naprężenia Dr inż. Piotr Marek Wytrzymałość Konstrukcji (Wytrzymałość materiałów, Mechanika konstrukcji)
Lepsze zabezpieczenie przekładni rozwiązaniem dla lotnictwa
 Lepsze zabezpieczenie przekładni rozwiązaniem dla lotnictwa Improved gearbox protection a solution for the aircraft industry Andrzej MALASIŃSKI W KILKU SŁOWACH Wdrożenie procesu hartowania z wykorzystaniem
Lepsze zabezpieczenie przekładni rozwiązaniem dla lotnictwa Improved gearbox protection a solution for the aircraft industry Andrzej MALASIŃSKI W KILKU SŁOWACH Wdrożenie procesu hartowania z wykorzystaniem
Zestawienieproduktów DST-DEGREEZ DERUST DST-PAS DST-DEBURR. www.dstchemicals.com
 Zestawienieproduktów DST-DEGREEZ DERUST DST-PAS DST-DEBURR Pure Performance Spójna koncepcja bazująca na rzetelnym przygotowaniu, począwszy od określenia problemu, a kończąc na rozwiązaniu posprzedażowym.
Zestawienieproduktów DST-DEGREEZ DERUST DST-PAS DST-DEBURR Pure Performance Spójna koncepcja bazująca na rzetelnym przygotowaniu, począwszy od określenia problemu, a kończąc na rozwiązaniu posprzedażowym.
Jeden model odpowiada zawsze Państwa potrzebom:
 Jeden model odpowiada zawsze Państwa potrzebom: 350 700 mm w osi x 3 7 osi 14 26 narzędzi 6 11 KW 10.000 22.000 z / bez automatyzacji z / bez chłodzenia przez wrzeciono z / bez przyrządu obróbczego zmieniacz
Jeden model odpowiada zawsze Państwa potrzebom: 350 700 mm w osi x 3 7 osi 14 26 narzędzi 6 11 KW 10.000 22.000 z / bez automatyzacji z / bez chłodzenia przez wrzeciono z / bez przyrządu obróbczego zmieniacz
Stal Niskowęglowa: Walcowanie na zimno
 Stal Niskowęglowa: Walcowanie na zimno Skład chemiczny Skład chemiczny symboliczna numeryczna Norma Europejska (EN) C Si Mn p S Ti Al Nb DC01 1.0330 0,12-0,60 0,045 0,045 - - - DC03 1.0347 0,1-0,45 0,035
Stal Niskowęglowa: Walcowanie na zimno Skład chemiczny Skład chemiczny symboliczna numeryczna Norma Europejska (EN) C Si Mn p S Ti Al Nb DC01 1.0330 0,12-0,60 0,045 0,045 - - - DC03 1.0347 0,1-0,45 0,035
System kominowy Schiedel Rondo Plus
 System kominowy Schiedel Rondo Plus Opis wyrobu Schiedel Rondo Plus to zestaw trójwarstwowych, dwuściennych, ceramiczno betonowych profili kominowych. Systemy kominowe Schiedel Rondo Plus składają się
System kominowy Schiedel Rondo Plus Opis wyrobu Schiedel Rondo Plus to zestaw trójwarstwowych, dwuściennych, ceramiczno betonowych profili kominowych. Systemy kominowe Schiedel Rondo Plus składają się
ZESPÓŁ CHŁODZĄCY TYPU LOC Z SILNIKIEM PRĄDU ZMIENNEGO
 ZESPÓŁ CHŁODZĄCY TYPU LOC Z SILNIKIEM PRĄDU ZMIENNEGO 1. CHARAKTERYSTYKA OGÓLNA Seria LOC to kompaktowe zespoły chłodzące firmy PARKER OLAER zbudowane w jednym zwartym module z wymiennika ciepła i pompy
ZESPÓŁ CHŁODZĄCY TYPU LOC Z SILNIKIEM PRĄDU ZMIENNEGO 1. CHARAKTERYSTYKA OGÓLNA Seria LOC to kompaktowe zespoły chłodzące firmy PARKER OLAER zbudowane w jednym zwartym module z wymiennika ciepła i pompy
Możliwości techniczne
 Waga obrabianych elementów może osiągać nawet 150T, mamy możliwości transportu konstrukcji o takich gabarytach za pomocą jednostek przeładunkowych o udźwigu do 100T lub łącząc dwa 100T dźwigi trawersą.
Waga obrabianych elementów może osiągać nawet 150T, mamy możliwości transportu konstrukcji o takich gabarytach za pomocą jednostek przeładunkowych o udźwigu do 100T lub łącząc dwa 100T dźwigi trawersą.
NUMERYCZNA ANALIZA PROCESU HARTOWANIA W PIECU RUROWYM Z ZIMNĄ KOMORĄ CHŁODZENIA
 Magdalena Pokrzywa, Rafał Niewiedzielski, Piotr Kula, Radomir Atraszkiewicz, Sebastian Lipa 1), Leszek Czechowski, Jacek Jankowski 2), Tomasz Wajman, Krzysztof Sobczak 3) NUMERYCZNA ANALIZA PROCESU HARTOWANIA
Magdalena Pokrzywa, Rafał Niewiedzielski, Piotr Kula, Radomir Atraszkiewicz, Sebastian Lipa 1), Leszek Czechowski, Jacek Jankowski 2), Tomasz Wajman, Krzysztof Sobczak 3) NUMERYCZNA ANALIZA PROCESU HARTOWANIA
1 S t r o n a. Precyzyjne wałki liniowe. Cat. LIN2007/EN1 PL. str. 1
 1 S t r o n a Precyzyjne wałki liniowe Cat. LIN2007/EN1 PL str. 1 2 S t r o n a Index Sekcja techniczna 3 Tabele wymiarów 6 W Wałki hartowane indukcyjnie i szlifowane metryczne 6 WZ Wałki hartowane indukcyjnie
1 S t r o n a Precyzyjne wałki liniowe Cat. LIN2007/EN1 PL str. 1 2 S t r o n a Index Sekcja techniczna 3 Tabele wymiarów 6 W Wałki hartowane indukcyjnie i szlifowane metryczne 6 WZ Wałki hartowane indukcyjnie
Podstawy Konstrukcji Maszyn. Wykład nr. 2 Obróbka i montaż części maszyn
 Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
CIEPŁO (Q) jedna z form przekazu energii między układami termodynamicznymi. Proces przekazu energii za pośrednictwem oddziaływania termicznego
 jedna z form przekazu energii między układami termodynamicznymi. Proces przekazu energii za pośrednictwem oddziaływania termicznego") CIEPŁO, PALIWA, SPALANIE CIEPŁO (Q) jedna z form przekazu energii między układami termodynamicznymi. Proces przekazu energii za pośrednictwem oddziaływania termicznego WYMIANA CIEPŁA. Zmiana energii wewnętrznej
CIEPŁO, PALIWA, SPALANIE CIEPŁO (Q) jedna z form przekazu energii między układami termodynamicznymi. Proces przekazu energii za pośrednictwem oddziaływania termicznego WYMIANA CIEPŁA. Zmiana energii wewnętrznej
Stal Niskowęglowa: Walcowanie na zimno
 Stal Niskowęglowa: Walcowanie na zimno Skład chemiczny Skład chemiczny symboliczna numeryczna Norma Europejska (EN) C Si Mn p S Ti Al Nb DC01 1.0330 0,12-0,60 0,045 0,045 - - - DC03 1.0347 0,1-0,45 0,035
Stal Niskowęglowa: Walcowanie na zimno Skład chemiczny Skład chemiczny symboliczna numeryczna Norma Europejska (EN) C Si Mn p S Ti Al Nb DC01 1.0330 0,12-0,60 0,045 0,045 - - - DC03 1.0347 0,1-0,45 0,035
Stal Ruukki Laser dla bezobsługowej produkcji i najwyższej precyzji
 www.ruukki.pl Stal Ruukki Laser dla bezobsługowej produkcji i najwyższej precyzji Ruukki Laser. Standard dla cięcia laserowego. Wyznaczamy standardy w zakresie dokładności i bezstresowej produkcji Dowiedz
www.ruukki.pl Stal Ruukki Laser dla bezobsługowej produkcji i najwyższej precyzji Ruukki Laser. Standard dla cięcia laserowego. Wyznaczamy standardy w zakresie dokładności i bezstresowej produkcji Dowiedz
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 12000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 12000 mm z wykorzystaniem wysokowydajnych specjalistycznych
PreNitLPC przyszłościową alternatywą dla nawęglania stali
 PreNitLPC przyszłościową alternatywą dla nawęglania stali PreNitLPC as a future-proof alternative to carburising steel prof. dr hab. inż. Piotr KULA 1, dr inż. Robert PIETRASIK 1, dr inż. Konrad DYBOWSKI
PreNitLPC przyszłościową alternatywą dla nawęglania stali PreNitLPC as a future-proof alternative to carburising steel prof. dr hab. inż. Piotr KULA 1, dr inż. Robert PIETRASIK 1, dr inż. Konrad DYBOWSKI
Dawid Bula. Wytrzymałość połączenia metal-ceramika na wybranych podbudowach metalowych
 WyŜsza Szkoła InŜynierii Dentystycznej im. Prof. Alferda Meissnera w Ustroniu Dawid Bula Wytrzymałość połączenia metal-ceramika na wybranych podbudowach metalowych (The strength of metal-ceramics joins
WyŜsza Szkoła InŜynierii Dentystycznej im. Prof. Alferda Meissnera w Ustroniu Dawid Bula Wytrzymałość połączenia metal-ceramika na wybranych podbudowach metalowych (The strength of metal-ceramics joins
SYSTEMY AUTOMATYCZNEGO CIĘCIA AUTO-CUT XT
 UTOMTYCZNE SYSTEMY CIĘCI PLZMOWEGO Thermal Dynamics przedstawia SYSTEMY UTOMTYCZNEGO CIĘCI UTO-CUT XT Nowy system uto-cut XT stanowi kolejny krok zapewniający elastyczność i niezawodność podczas procesu
UTOMTYCZNE SYSTEMY CIĘCI PLZMOWEGO Thermal Dynamics przedstawia SYSTEMY UTOMTYCZNEGO CIĘCI UTO-CUT XT Nowy system uto-cut XT stanowi kolejny krok zapewniający elastyczność i niezawodność podczas procesu
Profile aluminiowe serii LB 1
 Profile aluminiowe serii LB PARAMETRY TECHNICZNE WG DIN EN 2020- Stop AL Mg Si 0,5 F25 Materiał numer Nr 3.3206.72 Właściwości mechaniczne: Wytrzymałość na rozciąganie Rm; min. 2 N/mm 2 Granica plastyczności
Profile aluminiowe serii LB PARAMETRY TECHNICZNE WG DIN EN 2020- Stop AL Mg Si 0,5 F25 Materiał numer Nr 3.3206.72 Właściwości mechaniczne: Wytrzymałość na rozciąganie Rm; min. 2 N/mm 2 Granica plastyczności
nierdzewnych Metalforum Poznań , Investa Paweł Kiepel
 Wykończenie powierzchni blach nierdzewnych Takie pojęcia jak: szlifowanie, szczotkowanie lub polerowanie są często wymieniane w wymaganiach technicznych dla wykończeń powierzchni wyrobów ze stali nierdzewnej.
Wykończenie powierzchni blach nierdzewnych Takie pojęcia jak: szlifowanie, szczotkowanie lub polerowanie są często wymieniane w wymaganiach technicznych dla wykończeń powierzchni wyrobów ze stali nierdzewnej.
Stal - definicja Stal
 \ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
\ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
Ceramika tradycyjna i poryzowana
 Ceramika tradycyjna i poryzowana Zalety ceramiki stosowanej do budowy domów są znane od wieków. Nowoczesne technologie produkcyjne pozwalają uzyskać materiały budowlane, które są jeszcze bardziej ciepłe
Ceramika tradycyjna i poryzowana Zalety ceramiki stosowanej do budowy domów są znane od wieków. Nowoczesne technologie produkcyjne pozwalają uzyskać materiały budowlane, które są jeszcze bardziej ciepłe
Instalacja testowa do wytwarzania biowęgla z różnych rodzajów biomasy
 Oddział Inżynierii Procesowej Materiałów Budowlanych w Opolu ul. Oświęcimska 21 45-741 Opole info_opole@icimb.pl, www.icimb.pl Instalacja testowa do wytwarzania biowęgla z różnych rodzajów biomasy Franciszek
Oddział Inżynierii Procesowej Materiałów Budowlanych w Opolu ul. Oświęcimska 21 45-741 Opole info_opole@icimb.pl, www.icimb.pl Instalacja testowa do wytwarzania biowęgla z różnych rodzajów biomasy Franciszek
Mirosław Bronny, Piotr Kaczmarczyk JSW KOKS SA
 Ocena jakości koksu wielkopiecowego wyprodukowanego z baterii koksowniczych z zasypowym i ubijanym systemem obsadzania komór koksowniczych oraz różnym systemem chłodzenia koksu Mirosław Bronny, Piotr Kaczmarczyk
Ocena jakości koksu wielkopiecowego wyprodukowanego z baterii koksowniczych z zasypowym i ubijanym systemem obsadzania komór koksowniczych oraz różnym systemem chłodzenia koksu Mirosław Bronny, Piotr Kaczmarczyk
MATERIAŁ ELWOM 25. Mikrostruktura kompozytu W-Cu25: ciemne obszary miedzi na tle jasnego szkieletu wolframowego; pow. 250x.
 MATERIAŁ ELWOM 25.! ELWOM 25 jest dwufazowym materiałem kompozytowym wolfram-miedź, przeznaczonym do obróbki elektroerozyjnej węglików spiekanych. Kompozyt ten jest wykonany z drobnoziarnistego proszku
MATERIAŁ ELWOM 25.! ELWOM 25 jest dwufazowym materiałem kompozytowym wolfram-miedź, przeznaczonym do obróbki elektroerozyjnej węglików spiekanych. Kompozyt ten jest wykonany z drobnoziarnistego proszku
DRUK 3D Z METALU PRODUKCYJNE DRUKARKI 3D. Wytwarzanie przyrostowe z proszków metali na systemach z serii ProX DMP.
 DRUK 3D Z METALU PRODUKCYJNE DRUKARKI 3D Wytwarzanie przyrostowe z proszków metali na systemach z serii ProX DMP www.3dlab.pl Osiągnij przewagę dzięki przyrostowemu wytwarzaniu z metali UWOLNIJ POTENCJAŁ
DRUK 3D Z METALU PRODUKCYJNE DRUKARKI 3D Wytwarzanie przyrostowe z proszków metali na systemach z serii ProX DMP www.3dlab.pl Osiągnij przewagę dzięki przyrostowemu wytwarzaniu z metali UWOLNIJ POTENCJAŁ
Katalog produktów. Łączniki żeliwne
 Katalog produktów Łączniki żeliwne KZO S.A. Koneckie Zakłady Odlewnicze S.A. są odlewnią o ponad 120 letniej tradycji. Specjalizujemy się w odlewach dla branży budowlanej. Po zakończonym w 2011 roku procesie
Katalog produktów Łączniki żeliwne KZO S.A. Koneckie Zakłady Odlewnicze S.A. są odlewnią o ponad 120 letniej tradycji. Specjalizujemy się w odlewach dla branży budowlanej. Po zakończonym w 2011 roku procesie
.eu S235 S275 S /304 L 316/316 L LDX
 .eu S235 S275 S355 304/304 L 316/316 L LDX 2101 1.4162 1.4362 1.4462 1.4016 1.4301 1.4307 1.4401 1.4404 1.4571 1.4539 1.4828 1.4845 Profil H MIN 30 x.50 x 1 000 mm MAX 400 x 1 000 x 15 000 mm Wymiary średnik
.eu S235 S275 S355 304/304 L 316/316 L LDX 2101 1.4162 1.4362 1.4462 1.4016 1.4301 1.4307 1.4401 1.4404 1.4571 1.4539 1.4828 1.4845 Profil H MIN 30 x.50 x 1 000 mm MAX 400 x 1 000 x 15 000 mm Wymiary średnik
iglidur G Ekonomiczny i wszechstronny
 Ekonomiczny i wszechstronny Asortyment Łożyska pokrywją największy zakres różnych wymagań są po prostu wszechstronne. Polecane są w zastosowaniach ze średnimi lub ciężkimi obciążeniami, średnimi prędkościami
Ekonomiczny i wszechstronny Asortyment Łożyska pokrywją największy zakres różnych wymagań są po prostu wszechstronne. Polecane są w zastosowaniach ze średnimi lub ciężkimi obciążeniami, średnimi prędkościami