Informacja Przedstawienie struktur budynku na rysunkach 2. Struktura kodów artykułu Artic le Code Structure 3
|
|
|
- Krystian Turek
- 9 lat temu
- Przeglądów:
Transkrypt
1

2 Informacja 1 Przedstawienie struktur budynku na rysunkach 2 Struktura kodów artykułu Artic le Code Structure 3 Specyfikacja wykoczenia Finish Specifica tions 3 Obróbka powierzchni Surface Treatments 4 Typy konstrukcji i rozwizania 6 Modularny System ABACO 7 Dobór i właciwe wykorzystanie produktów 9 Instrukcja działania i bezpieczestwa 10 Utrzymanie

3 Przedstawienie struktur budynku na rysunkach przekrój przez MUR przekrój przez blok betonowy Sucha CIANA przekrój przez MARMUR przekrój przez DREWNO - 2 -

4 Struktura kodów artykułu Wszystkie artykuły AGB s oznaczone dziesicioelementowym alfanumerycznym kodem. Kod ten ma róne znaczenie w zalenoci od tego czy odnosi si do komponentów strukturalnych czy akcesoriów. Poniszy diagram ilustruje zasad kodowania. KOMPONENTY AKCESORIA Specyfikacja wykoczenia Integrating the article code WYKOCZENIE KOD MATERIAŁ INITIAL Stal ZTR ółty ocynk 04 Zn Al (stop) ZZT Stal nierdzewna IZT Stal AVN Czarny emaliowany 93 Zn Al (stop) ZVN Stal nierdzewna INE Srebrny ocynk Stal ZZS 15 Zn Al (stop) ZZS UWAGA. Inicjały, tak jak kocówki, oznaczaj materiał konstrukcyjny przykład Serie artykułów Abaco prt espagnolette rozmiar GR 3 czarny emaliowany przykład - 3 -
 ZVN Stal nierdzewna INE Srebrny ocynk Stal ZZS 15 Zn Al (stop) ZZS UWAGA.")
5 Obróbka powierzchni Komponenty systemu ABACO s dostpne w trzech kolorach (ółtym srebrnym bd czarnym), uzyskanym w procesie powlekania galwanizacyjnego. Powłoka, oprócz funkcji estetycznej, chroni elementy metalowe przed wpływem czynników atmosferycznych. Galwanizacja statyczna z przystosowaniem do warunków tropikalnych Galwanizacja elektrolityczna odbywa si poprzez umieszczenie elementów osobno na właciwych ramach. Proces ten zapewnia uzyskanie minimalnej miejscowej warstwy powłoki elektrolitycznej o gruboci co najmniej 10 µm. Cykl galwaniczny obejmuje równie dodatkowe oparte na chromie pokrywanie powłok konwersyjn (pasywacja), które, prócz tego, e nadaje produktom charakterystyczny opalizujcy ółty odcie, chroni je przed korozj. NB. Tego typu obróbce poddawane s elementy metalowe wymagajce wysokiej odpornoci na korozj. Minimalny czas pojawienia si białych produktów korozji zgodnie z SS DIN 50021: 72 h Minimalny czas pojawienia si czerwonej korozji zgodnie z SS DIN 50021: 240 h Standard odniesienia UNI ISO 2081 (lipiec 1989r.) Kod klasyfikacyjny powłoki Fe/Zn 12 c 2C, gdzie: - Fe metal podstawowy - Zn powłoka elektrolityczna - 12 grubo powłoki elektrolitycznej (µm) - c oparte na chromie pokrywanie powłok konwersyjn - klasa 2C i typ opartego na chromie pokrywania powłok konwersyjn zgodne z norm UNI ISO 4520 W szczególnoci, zgodnie z I i II zapisem UNI ISO 4520, przyjmujemy, e 2C odnosi si do opartego na chromie pokrywania powłok konwersyjn o nastpujcej charakterystyce: statyczna, oparte na chromie powlekanie konwersyjne ma nastpujc charakterystyk: Typ Kolor Powłoka na jednostk powierzchni g/m2 Ochrona przeciwkorozyjna opalizujcy Czarna galwanizacja obrotowa opalizujcy ółty/ biały matowy Od 0.5 do 1.5 włcznie Umiarkowana, np. przed plamami powstajcymi podczas uytkowania lub przed du wilgotnoci. Polega na osadzeniu min. 5 mikronowej powłoki cynkowej, po której nastpuje obróbka czarnym chromem. Procesowi temu poddawane s elementy metalowe wymagajce duej odpornoci na korozj oraz konkretnego koloru. Minimalny czas wystpienia produktów białej korozji zgodnie z SS DIN 50021: 48 h Minimalny czas wystpienia czerwonej korozji zgodnie SS DIN 50021: 170 h Norma odniesienia UNI ISO 2081 (lipiec 1989r.) Kod klasyfikacji powłok Fe/Zn 5 c 2C, gdzie: - Fe metal podstawowy - Zn powłoka elektrolityczna - 5 grubo powłoki elektrolitycznej (µm) - c oparte na chromie powlekanie konwersyjne -, 2C odnosi si do opartego na chromie pokrywania powłok konwersyjn, zgodnie z UNI ISO 4520 W szczególnoci, jako e galwanizacja obrotowa nie gwarantuje jednorodnoci i gruboci galwanizacyjnej jak daje metoda statyczna, oparte na chromie powlekanie konwersyjne ma nastpujc charakterystyk: Typ Kolor Powłoka na jednostk powierzchni g/m2 Ochrona przeciwkorozyjna opalizujcy opalizujcy ółty/ biały matowy Od 0.5 do 1.5 włcznie Znaczna, z ochron przed pewnymi rodzajami pary organicznej` Typ Kolor Powłoka na jednostk powierzchni g/m2 Ochrona przeciwkorozyjna opalizujcy opalizujcy ółty/ biały matowy Od 0.5 do 1.5 włcznie Umiarkowana, np. przed plamami powstajcymi podczas uytkowania lub przed du wilgotnoci. Galwanizacja obrotowa z przystosowaniem do funkcjonowania w warunkach tropikalnych Masowa galwanizacja małych czci. W porównaniu z galwanizacj statyczn powłoka elektrolityczna jest ciesza, o minimalnej wartoci 5 mikrometrów. Minimalny czas wystpienia produktów białej korozji zgodnie z SS DIN 50021: 48 h Minimalny czas wystpienia czerwonej korozji zgodnie SS DIN 50021: 170 h Norma referencyjna UNI ISO 2081 (lipiec 1989r.) Kod klasyfikacji powłoki Fe/Zn 5 c 2C, gdzie: - Fe metal podstawowy - Zn powłoka elektrolityczna - 5 grubo powłoki elektrolitycznej (µm) - c oparte na chromie powlekanie konwersyjne, 2C odnosi si do opartego na chromie pokrywania powłok konwersyjn 2C, zgodnie z UNI ISO 4520 W szczególnoci, jako e galwanizacja obrotowa nie gwarantuje jednorodnoci i gruboci galwanizacyjnej jak daje metoda Galwanizacja przy pomocy FINIGARD Metody galwanizacji, statyczna i obrotowa, s w tym przypadku uzupełnione uszczelnieniem Finigrad, które dodatkowo zabezpiecza produkt przed korozj. Taka obróbka zapewnia doskonał odporno na korozj i dlatego zalecana jest do stosowania na zewntrz, nawet w niezwykle uciliwych warunkach klimatycznych. Minimalny czas wystpienia produktów białej korozji zgodnie z SS DIN 50021: 150 h Minimalny czas wystpienia czerwonej korozji zgodnie SS DIN 50021: 350 h Ochrona finigrad zwiksza odporno na korozj i zabezpiecza - 4 -

6 Obróbka powierzchni Czarna emalia Kataforeza W wyniku kataforezy powierzchnie pokrywaj si lnic czarn powłok o miłym dla oka wygldzie. Zabieg dzieli si na trzy główne fazy: 1) Obróbka wstpna Polega na wytrawianiu, odtłuszczeniu, fosfatyzacji solami cynku i pasywacji. Celem tych procesów jest przygotowanie powierzchni do dalszych zabiegów i optymalizacja przyczepnoci emalii. 2) Emaliowanie Stosowana jest ywica akrylowa (do uytku zewntrznego) w kpieli anodowej. 3) Retykulacja Wypalanie w temperaturze 170 C przez minut. Po zakoczeniu obróbki elementy s wyjmowane z ram i kolejno oceniane wzrokowo. Kataforeza zapewnia doskonał odporno na korozj. Testy z wykorzystaniem oparów soli pokazały, e rdza czerwona nie pojawiła si nawet po 500 godzinach
 Emaliowanie Stosowana jest ywica akrylowa (do uytku zewntrznego) w kpieli anodowej. 3) Retykulacja Wypalanie w temperaturze 170 C przez 25-30 minut.")
7 Typy konstrukcji i rozwizania Jednoelementowe okiennice z regulowanymi czopami Typ nakładajcy si Okiennice na ocieach boazeryjnych (imbotte) Typ na wrg i przylg Okiennice cienne Typ wpuszczany w powierzchni T.C. SH 03 - Rev

8
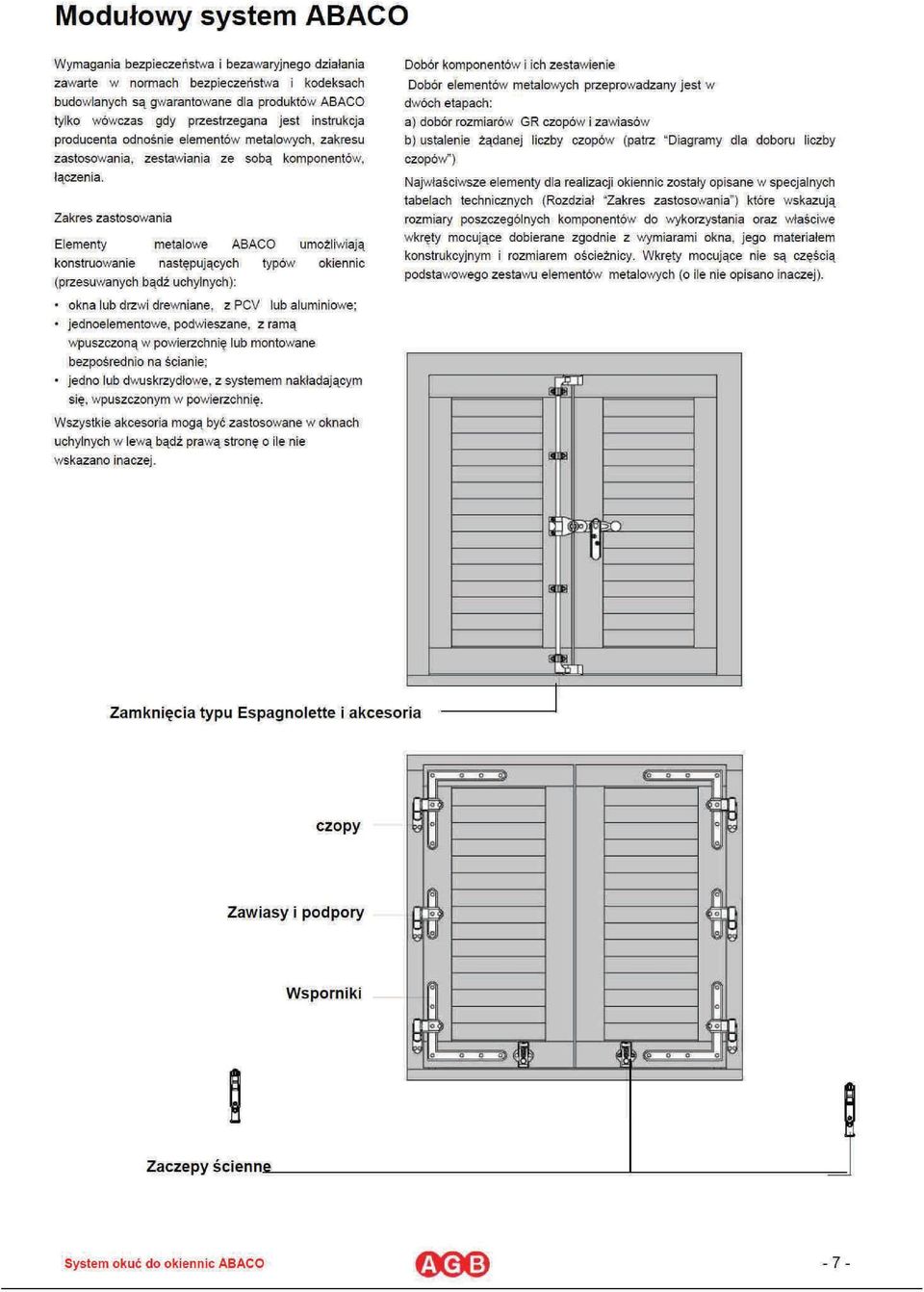
9 Modułowy system ABACO Zamknicia typu Espagnolette czopy Wsporniki i akcesoria Zawiasy i podpory Zaczepy cienne - 8 -

10 Wybór i właciwe uytkowanie produktów 1) Podczas instalacji naley stosowa si do wskazówek zamieszczonych w tym katalogu. Jakiekolwiek zastosowanie inne ni wyszczególnione w paragrafie Zastosowania, prezentowane na kadej ze stron z komponentami nie s zgodne z dozwolonym wykorzystaniem wspomnianych elementów metalowych. W przypadku zestawiania elementów ze sob, naley stosowa si do instrukcji zamieszczonych w katalogu. Nie naley przekracza ciaru okiennicy, ogranicze dotyczcych kształtu i wymiarów (stosunek wysokoci do szerokoci), wskazanych na stronach o komponentach i rozdziale Zakres zastosowa. 2) Pojcie antywywaeniowy (theft-proof) uywane w publikacjach AGB odnosi si wyłcznie do wikszej odpornoci komponentu lub systemu na próby włamania w porównaniu z komponentami standardowymi. Jednake, nie gwarantuje ono rzeczywistej zdolnoci elementów metalowych do powstrzymania bd zapobieenia włamaniu. 3) Nie naley uywa młotka do instalowania elementów metalowych. 4) Naley zamocowa elementy metalowe uywajc wkrtów opisanych w katalogu. Podczas montau sprawd czy wkrty trzymaj si mocno, a komponenty s połczone prawidłowo. Natychmiast wymie czci zuyte bd uszkodzone. 5) Nie naley malowa elementy metalowe po zamontowaniu na okiennicach. 6) Ochronna obróbka galwaniczna jakiej poddane zostały elementy metalowe zapewnia właciw ochron przed czynnikami atmosferycznymi. Okiennice naraone na oddziaływanie ekstremalnych warunków klimatycznych (np. pozostajce w kontakcie z solami) wymagaj specjalnych elegantów metalowych. Elementy metalowe nie powinny by wystawione na działanie rcych rodków chemicznych, takich jak np. opary unoszce si w pomieszczeniach, gdzie w procesie produkcyjnym wykorzystuje si rozpuszczalniki. Właciwoci ochronne s zaburzone gdy powłoka zostanie uszkodzona na skutek uderzenia, nacicia czy zadrapania lub kontaktu ze rodkami czyszczcymi zawierajce elementy cierajce bd z rozpuszczalnikami. W przypadku zastosowania na profilach PCV, naley usun metalowe wióry powstałe w wyniku wiercenia
, wskazanych na stronach o komponentach i rozdziale Zakres zastosowa.")
11 Uytkowanie i instrukcja bezpieczestwa 7) Nie wystawiaj okiennic na dodatkowe obcienia. Nie trzaskaj nimi. W razie silnego wiatru, zamknij je bd zabezpiecz w pozycji otwartej (180 ) z pomoc zaczepów ciennych. Nie uywaj okiennic na zawiasach na bardzo wietrznych obszarach. Nie umieszczajadnych przedmiotów w obszarze ruchu okiennic. Potencjalne wypadki: moliwo zgniecenia. Nie uywaj siły, gdy ruch poszczególnych elementów zostaje zakłócony: sprawd czy nie jest to wina widocznych zatorów na drodze czci ruchomych bd niewłaciwego ich dopasowania.utrzymanie 8) Do czyszczenia uywaj mikkiej, suchej cierki. Nie uywaj produktów o działaniu ciernym lub rozpuszczalników mogcych uszkodzi powłok zabezpieczajc przed rdz. 9) Co pewien czas sprawdzaj stan elementów metalowych, usuwajc wszelkie lady rdzewienia. Naley oliwi czci ruchome sprayem silikonowym co najmniej raz na rok. Nie uywaj olejów czy smarów. 10) Jeli to konieczne, przywró właciwe działanie elementów metalowych poprzez poczynienie niezbdnych regulacji. Jeli okiennice nie otwieraj si płynnie lub zamek typu espagnolette zamyka z trudnoci sprawd czy na poszczególnych czciach nie pojawiły si osady. Ureguluj zawiasy tak by zapewni doskonałe funkcjonowanie i dopasowanie okiennic. Uwaga: wszelkie regulacje działania mechanizmu, wymiany czci, zawieszenie i zdemontowanie okiennic mog by wykonane wyłcznie przez wyspecjalizowany personel. AGB Spa nie ponosi odpowiedzialnoci za uszkodzenia ciała czy rzeczy wynikajcych z nie zastosowania si do instrukcji producenta
