lipiec 2004 Instrukcja obs ugi agregatu do ci cia i spawania Plazmigster 35/200
|
|
|
- Artur Jacek Świderski
- 6 lat temu
- Przeglądów:
Transkrypt


1 lipiec 2004 Instrukcja obs ugi agregatu do ci cia i spawania Plazmigster 35/200
2 Od BESTER Dzi kujemy Pa stwu i gratulujemy wyboru agregatu do ci cia i spawania Plazmigster 35/200. Teraz mo ecie Pa stwo ci i spawa metal sprawnie i dobrze a my to Wam gwarantujemy. Declaration of confirmity Konformitätserklärung Deklaracja zgodno ci BESTER S.A. Declares that the cutting and welding machine: Erklärt, daß die Schneid- und Schweissaggregates: Deklaruje, e agregat do ci cia i spawania: Plazmigster 35/200 s/n conforms to the following directives: den folgenden Bestimmungen entspricht: spe nia nast puj ce wytyczne: 73/23/CEE, 93/68/CEE, 89/366/CEE, 92/31/CEE and has been designed in conformance with the following norms: und in Übereinstimmung mit den nachstehenden Normen hergestellt wurde: i e zosta o zaprojektowane zgodnie z wymaganiami nast puj cych norm: EN 50199, EN in. Stanis aw Filipiuk Technical & Quality Director BESTER S.A. ul. Jana III Sobieskiego 19A, Bielawa, Poland 2
3 Spis tre ci 1 Bezpiecze stwo u ytkowania Charakterystyka Uwagi ogólne i ostrze enia Dane techniczne Elementy obs ugi na panelu przednim Elementy obs ugi na ciance tylnej Elementy obs ugi po otwarciu os ony bocznej Plazmigster 35/200 budowa i kompletacja Schemat ideowy Instalacja Przy czenie do sieci zasilaj cej Pod czenie spr onego powietrza Pod czanie gazu os onowego Pod czanie uchwytu spawalniczego i przewodu powrotnego Zak adanie drutu elektrodowego do podajnika Sposób sk adania rolki podajnika drutu Ci cie plazmowe Wady ci cia plazmowego Spawania metod MIG/MAG Eksploatacja dla ró nych rodzajów prac spawalniczych Wady spoin Obs uga okresowa Zanim skorzystasz z serwisu Uruchamianie agregatu po d u szym sk adowaniu Technologia ci cia plazmowego Technologia spawania metod MIG/MAG Technologia spawania podstawy Rodzaje spoin i typy z czy Zalecenia praktyczne Wykaz cz ci zamiennych Notatki
4 1 Bezpiecze stwo u ytkowania Zajarzanie uku plazmowego z palnikiem skierowanym w kierunku ludzi, zwierz t lub materia ów atwopalnych jest zabronione ze wzgl du na mo liwo poparzenia, po aru lub wybuchu. Podczas ci cia plazmowego powstaj opary szkodliwych metali /g ównie: o owiu, niklu, kadmu, miedzi, cynku i berylu/, opary gazowe tlenku o owiu i ozonu oraz promieniowanie nadfioletowe, kurz i ha as - w zwi zku z tym nale y zachowa szczególn ostro no i odpowiednio zabezpieczy obs uguj cego i stanowisko pracy od szkodliwego wp ywu procesu na otoczenie. Nie nale y ci elementów, które bezpo rednio przed ci ciem byty czyszczone detergentami zawieraj cymi chlor - istnieje mo liwo tworzenia si truj cego gazu FOSGENU. Przed przyst pieniem do ci cia lub spawania ka dorazowo nale y sprawdzi stan techniczny przewodu zasilania sieciowego oraz przewodów spawalniczych - niedopuszczalna jest praca przy uszkodzonej izolacji. Po za czeniu zasilania sieciowego agregatu na ko cówkach palnika plazmowego i przewodów spawalniczych pojawia si napi cie, które mo e by niebezpieczne dla zdrowia i ycia u ytkownika. Obs uguj cy agregat powinien zachowa szczególn ostro no - nie dotyka go r k elementów obwodu spawania i ci cia. Obs uguj cy agregat powinien by wyposa ony w odzie ochronn, która obejmuje : mask ochronn, r kawice, fartuch i buty. Promieniowanie pochodz ce od jarz cego si tuku mo e by przyczyn powa nych poparze! Patrzenie bezpo rednio na tuk jest szkodliwe dla oczu - stosowa zawsze mask ochronn, a osoby postronne ochrania ekranami z odpowiednim filtrem lub ostrzega o niebezpiecze stwie. Opary i gazy wydzielaj ce si podczas spawania mog stanowi zagro enie dla zdrowia - stanowisko spawalnicze powinno by wyposa one w wyci g wentylacyjny, lub dobr wentylacj naturaln. Unika bezpo redniego wdychania oparów i gazów spawalniczych. Iskry powstaj ce podczas spawania mog by przyczyn po aru lub wybuchu! Wszystko co mo e si zapali lub wybuchn usun z pola pracy. Nie podgrzewa, nie ci, ani nie spawa zamkni tych pojemników na paliwo lub inne chemikalia - mo e to spowodowa wybuch. Elementy spawane i ci te mo na dotyka dopiero po ich ostygni ciu. Pole elektryczne i magnetyczne pochodz ce od pracuj cego agregatu mo e zak óca prac urz dze elektronicznych. Zabrania si eksploatacji agregatu w z ym stanie technicznym i przy zdemontowanej obudowie zewn trznej. Prace konserwacyjne i remontowe powinny by prowadzone przez uprawnione osoby z zachowaniem warunków bezpiecze stwa pracy obowi zuj cych dla urz dze elektrycznych. Przemieszczanie agregatu przez ci gni cie za palnik lub uchwyt spawalniczy jest niedopuszczalne! 4
5 2 Charakterystyka Agregat do ci cia i spawania metali Plazmigster 35/200 Jest profesjonalnym urz dzeniem mog cym pracowa jako przecinarka do ci cia materia ów przewodz cych, lub jako pó automat spawalniczy do spawania stali niskow glowych i niskostopowych /metod MAG/ oraz stali nierdzewnych /metod MIG/, w os onie gazów ochronnych. Agregat Plazmigster 35/200 umo liwia ci cie plazm powietrzn metali elaznych i nie elaznych oraz ich stopów o grubo ci do 12 mm - dla ci cia rozdzielaj cego oraz od 6 do 8 mm - dla ci cia jako ciowego. Umo liwia spawanie w sposób: ci g y 2-takt, punktowy i przerywany. Stosowane spoiwo - drut elektrodowy na szpuli, o rednicy do 1,2 mm. Zapewnia skokow /10-stopniow / regulacj napi cia spawania. Zapewnia p ynn regulacj pr dko ci podawania drutu. Wyposa ony w przeci eniowe zabezpieczenie termiczne. Wyposa ony w pó k na butle z gazem os onowym. Zalecane zastosowanie: zak ady wytwarzania konstrukcji stalowych oraz warsztaty naprawcze i blacharki samochodowej. 3 Uwagi ogólne i ostrze enia Uruchomienia i eksploatacji agregatu do ci cia i spawania metali Plazmigster 35/200 mo na dokona tylko po dok adnym zapoznaniu si z niniejsz Instrukcj Instalacji i Obs ugi. Wszelkie przeróbki agregatu, we w asnym zakresie, s zabronione i powoduj nie tylko utrat uprawnie z tytu u gwarancji, ale mog by przyczyn pogorszenia si warunków bezpiecze stwa u ytkowania i nara enia u ytkownika na niebezpiecze stwo pora enia pr dem. Uszkodzenie agregatu spowodowane niew a ciw obs ug lub z winy u ytkownika, powoduje utrat uprawnie z tytu u gwarancji. Po zako czeniu pracy lub przed d u sz przerw w pracy, przewód zasilaj cy agregat nale y od czy od sieci. Dopuszczalny zakres temperatur w czasie pracy od -10 do + 40 C. Dopuszczalny zakres temperatur w czasie transportu i przechowywania od-25 do+55 C. Dopuszczalna wilgotno wzgl dna do 90 % przy t = 20 C. Dopuszczalna wysoko nad poziomem morza - poni ej 1000 m. Producent zastrzega sobie prawo do zmian. 5
6 4 Dane techniczne ogólnie Znamionowe napi cie zasilania V, 3 PE, 50/60 Hz Stopie ochrony obudowy...ip21 Dopuszczalny poziom zak óce radioelektrycznych...w Klasa izolacji transformatorów...f Masa /bez szpuli z drutem/...93 kg Wymiary /szeroko /wysoko /g boko /...428x772x865 mm dla przecinarki plazmowej Maksymalny pobór mocy z sieci...8 kva Pr d ci cia...35 A Napi cie wtórne stanu ja owego V Wspó czynnik mocy cos dla pracy X3%...0,63 Sprawno dla pracy X35%...64% Pr d zasilania dla pracy X35%...12 A Czas jarzenia uku pilotowego...ok. 2 sek Czas ch odzenia palnika...ok. 15 sek Grubo ci cia: -jako ciowego mm -rozdzielaj cego...do 12 mm Wydajno przy ci ciu blach o grubo ci 3 mm...0,5 m/min Ci nienie powietrza...0,4 0,5 MPa Zu ycie powietrza l/min dla pó automatu spawaniczego Maksymalny pobór mocy z sieci...6,6 kva Pr d spawania : dla pracy X60% A dla pracy X100% A Zakres regulacji pr du/napi cia spawania...40a/16v 200A/24V Napi cie wtórne stanu ja owego V Wspó czynnik mocy cos dla pracy X60%...0,93 Sprawno dla pracy X60%...78 % Pr d zasilania dla pracy X60%...10 A rednica drutu elektrodowego...0,6-1,2 mm Zakres regulacji pr dko ci podawania drutu m/min Zakres nastawy czasu spawania punktowego...0,4-2,5 sek Czas trwania impulsu dla spawania przerywanego...0,4-2,5 sek Czas przerwy m. impulsami dla spawania przerywanego...0,4-2,5 sek Wyposa enie : - przewód powrotny z zaciskiem kleszczowym...5,0 m - przewód zasilania sieciowego...5,0 m - przewód gazowy...2,0 m 6

7 5 Elementy obs ugi na panelu przednim 1 lampka L1 sygnalizuj ca za czenie zasilania sieciowego agregatu 2 wy cznik g ówny agregatu P3 /za czenie nast puje poprzez jego obrót w lewo, za wy czenie poprzez jego naci ni cie/ 3 pokr t o regulacji pr dko ci podawania drutu elektrodowego 4 pokr t o regulacji czasu spawania przy spawania przerywanym i punktowym t1 5 pokr t o regulacji czasu przerwy przy spawania przerywanym -t pozycyjny prze cznik P1 do nastawiania napi cia spawania 7 prze cznik P2 wyboru funkcji agregatu 8 lampka L2 sygnalizuj ca zadzia ania zabezpieczenia termicznego 9 gniazdo EURO GT1 do uchwytu spawalniczego 10 gniazdo GT2 do pod czenia przewodu powrotnego 11 palnik plazmowy 7

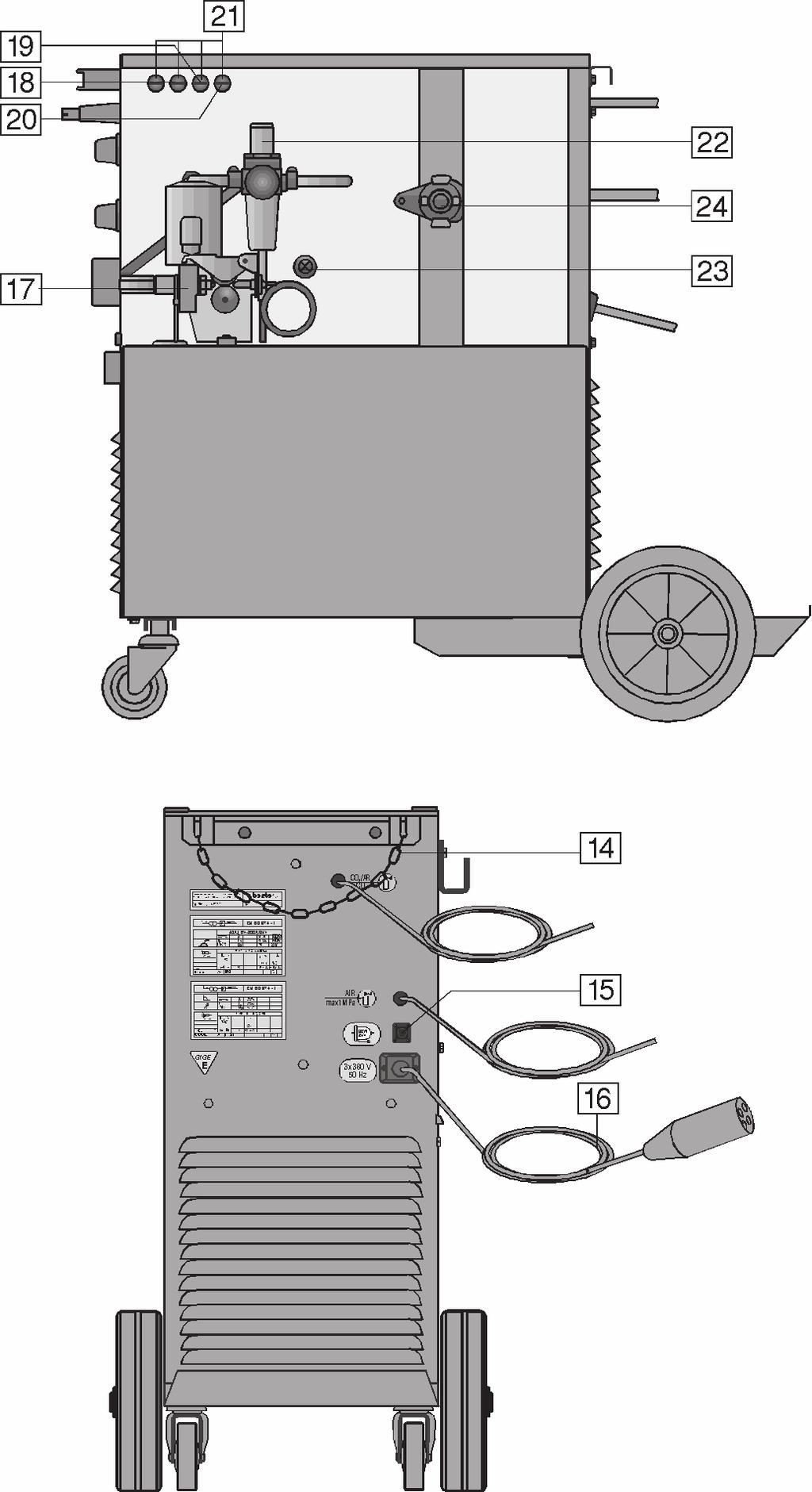
8 6 Elementy obs ugi na ciance tylnej 1 wspornik do mocowania butli z gazem os onowym 2 a cuch do zabezpieczania butli z gazem os onowym 3 przewód doprowadzaj cy gaz os onowy do spawania 4 gniazdo zasilania podgrzewacza gazu 5 przewód do zasilania plazmy spr onym powietrzem 6 przewód zasilania sieciowego z wtykiem 7 pó ka do ustawienia butli z gazem os onowym Uwaga - po ustawieniu na pó ce, butl z gazem zabezpieczy przed wywróceniem si, mocuj c j do wspornika za pomoc a cucha - nie stawia na pó k zbyt du ej butli - grozi to wywróceniem si agregatu 8

9 7 Elementy obs ugi po otwarciu os ony bocznej 1 podajnik drutu elektrodowego 2 bezpieczniki B1, B2 w obwodzie sterowania i wentylatora 3 bezpiecznik B3 w obwodzie nap du podajnika 4 bezpiecznik B4 w obwodzie podgrzewacza gazu 5 zespó przygotowania powietrza dla plazmy / reduktor ci nienia + filtr/ 6 blokada uk adu PLAZMY P4 7 tuleja na szpul z drutem elektrodowym 8 pó ka na butl z gazem 9
10 8 Plazmigster 35/200 - budowa i kompletacja Plazmigster 35/200 ogólnie Agregat Plazmigster 35/200 jest urz dzeniem typu "compact" zawieraj cym w jednej obudowie przecinark plazmow i pó automat spawalniczy z podajnikiem drutu elektrodowego. Agregat Plazmigster 35/200 dostarczany jest z wyposa eniem: - przewód powrotny z zaciskiem kleszczowym - rurka elektrodowa o rednicy 3,5 / 1,5 do prowadzenia drutu - woreczek zawieraj cy cz ci zapasowe /poz.36 do 41 Wykazu Cz ci Zamiennych/ - instrukcja instalacji i obs ugi Pe na instalacja eksploatacyjna agregatu w zakresie spawania wymaga zakupu dodatkowego wyposa enia: - uchwytu spawalniczego - reduktora ci nienia gazu - podgrzewacza gazu - producent oferuje równie cz ci zapasowe do palnika plazmowego Przecinarka plazmowa Przecinarka plazmowa sk ada si z zespo u przygotowania powietrza dla plazmy, uk adu blokady plazmy i na sta e zamocowanego palnika plazmowego. Uk ad blokady plazmy jest uruchamiany za pomoc klucza. Blokada uniemo liwia korzystanie z przecinarki plazmowej przez nieupowa nione osoby. Dost p do uk adu blokady plazmy uzyskuje si po podniesieniu os ony bocznej po prawej stronie agregatu. Podajnik drutu elektrodowego Dost p do podajnika drutu elektrodowego uzyskuje si po podniesieniu os ony po prawej stronie agregatu. Podajnik wyposa ony jest w rolk z rowkiem V dla drutów elektrodowych o rednicy 0,6; 0,8; 1,0 i 1,2 mm - w zale no ci od rednicy i rodzaju stosowanego drutu elektrodowego nale y odpowiednio zamontowa rolk - cecha rowka czynnego wybita jest na boku rolki i po jej za o eniu znajduje si po niewidocznej stronie - dla drutów stalowych nale y u ywa rolek z rowkami V, za dla drutów aluminowych z rowkami U Uk ad sterowania podajnika umo liwia prac tylko w 2-takcie. Przyci ni cie przycisku na uchwycie spawalniczym i przytrzymanie go przyci ni tym za cza urz dzenie utrzymuje je w stanie aktywnym. Zwolnienie przycisku na uchwycie spawalniczym wy cza urz dzenie. Regulacja pr dko ci podawania drutu elektrodowego odbywa si za pomoc pokr t a regulacji pr dko ci podawania drutu umieszczonego na p ycie przedniej agregatu i zawiera si w zakresie od 1 do 17 m/min. Uchwyt spawalniczy Zaleca si stosowa uchwyt spawalniczy MB 25 AK firmy Binzel. Uchwyt ten standardowo wyposa ony jest w ko cówk o rednicy 1,2 mm dla drutu stalowego oraz prowadnic drutu o rednicy wewn trznej 2,0 mm. Zalecane wyposa enie: dla drutu o rednicy: 0,8 mm ko cówka ocechowana 0,8 1,0 mm ko cówka ocechowana 1,0 1,2 mm ko cówka ocechowana 1,2 oraz dobrana prowadnica drutu /wykonana z drutu w formie spirali/: dla drutu o rednicy 0,8-1,0 mm prowadnic o wew. = 1,5 mm 1,0-1,2 mm prowadnic o wew. = 2,0 mm - do spawania drutem ze stali nierdzewnej nale y stosowa ko cówk kontaktow jak dla drutu stalowego, natomiast prowadnica drutu powinna by z tworzywa /na bazie teflonu/ i tak: 10

11 dla drutu o 0,8-1,0 mm teflonow prowadnic o wew. = 1,5 mm dla drutu o 1,0-1,2 mm teflonow prowadnic o wew. = 2,0 mm - do spawania drutem aluminiowym stosowa nale y odpowiednie ko cówki kontaktowe w zale no ci od grubo ci drutu, kojarzone jak dla drutu stalowego, z t ró nic, e powinny by dodatkowo oznaczone liter A; prowadnice drutu nale y stosowa takie same jak dla drutu ze stali nierdzewnej 9 Schemat ideowy 10 Instalacja 11
12 10.1 Przy czenie do sieci zasilaj cej Instalacja i gniazdo przy czeniowe sieci zasilaj cej powinny by wykonane i zabezpieczone zgodnie z obowi zuj cymi przepisami. Agregat Plazmigster 35/200 jest przystosowany do wspó pracy z sieci trójfazow 3 x 4000 V, 50/60 Hz z zabezpieczeniem zw ocznym bezpiecznikiem o pr dzie l = 16 A. Do zacisku ochronnego w gnie dzie przy czeniowym bezwzgl dnie musi by pod czony przewód ochronny PE. Przed przy czeniem agregatu do sieci zasilaj cej upewni si czy wy cznik g ówny jest w pozycji wy czonej Pod czenie spr onego powietrza Spr one powietrze do ci cia plazmowego mo e by dostarczone z przemys owej sieci spr onego powietrza, ze spr arki lub butli. Powinno by wolne od py ów, mg y olejowej i wody. W zasilania spr onego powietrza nale y pod cza do dysponowanego ród a spr onego powietrza poprzez reduktor, stosuj c opask zaciskow. Wymagane jest aby urz dzenia i armatura zasilaj ca agregat spr onym powietrzem zapewnia a ci nienie 0,5-0,8 MPa przy wydatku powietrza 110 l/min Pod czenie gazu os onowego W celu pod czenia gazu os onowego wykona nast puj ce czynno ci : Ustawi butl z gazem na pó ce pó automatu i zabezpieczy j przed wywróceniem si, mocuj c j do wspornika za pomoc a cucha. Zdj ko pak ochronny zaworu butli z gazem os onowym i na moment odkr ci zawór butli dla usuni cia ewentualnych zanieczyszcze. Zamontowa na zaworze butli podgrzewacz gazu /o ile to konieczne/ i reduktor z rotametrem zapewniaj c rurce rotametru pionowe po o enie. Do reduktora pod czy w zasilania gazu os onowego, za pomoc opaski zaciskowej. O ile to potrzebne, pod czy zasilanie podgrzewacza gazu do gniazda zasilania podgrzewacza umieszczonego na ciance tylnej ród a. \ Zawór reduktora powinien by odkr cony na sta e tylko bezpo rednio przed przyst pieniem do prac spawalniczych Pod czanie uchwytu spawalniczego i przewodu powrotnego Wprowadzi do oporu wtyk uchwytu spawalniczego do gniazda EURO umieszczonego na p ycie przedniej agregatu i zabezpieczy nakr tk przed wypadni ciem. Wtyk przewodu powrotnego wprowadzi do gniazda umieszczonego na p ycie przedniej agregatu i zablokowa Zak adanie drutu elektrodowego do podajnika 12
13 Upewni si czy uchwyt spawalniczy posiada wyposa enie odpowiednie do aktualnie stosowanego drutu elektrodowego. Za o y szpul z drutem elektrodowym na tulej szpuli drutu. Wprowadzi drut elektrodowy do podajnika drutu elektrodowego. Wyregulowa si docisku rolki podajnika drutu elektrodowego. W razie potrzeby wyregulowa moment hamowania tulei ze szpul drutu. Dobra odpowiedni rolk nap dow. Zak adanie szpuli z drutem elektrodowym - otworzy os on z prawej strony cianki bocznej agregatu - na obrotowy korpus tulei za o y szpul z drutem typu A, 300, tak aby koniec drutu znajdowa si w dolnej cz ci szpuli, naprzeciw podajnika - wyj zagi ty koniec drutu z otworu szpuli, obci go i st pi Wprowadzanie drutu elektrodowego do podajnika drutu - w podajniku drutu zwolni zatrzask i podnie rami dociskaj ce - wprowadzi drut elektrodowy do prowadnicy drutu w podajniku - prowadz c drut nad rolk nap dow podajnika, wprowadzi go do kró ca prowadz cego - opu ci rami rolki dociskaj cej i zatrzasn je przy pomocy regulatora si y docisku, a nast pnie w czy zasilanie agregatu - nacisn przycisk steruj cy w uchwycie spawalniczym - drut elektrodowy powinien przesuwa si w kierunku ko cówki uchwytu ; podczas tej operacji ko cówka kontaktowa uchwytu powinna by wykr cona - po pojawieniu si drutu elektrodowego w wylocie uchwytu spawalniczego /oko o 20 mm/ zwolni przycisk uchwytu i nakr ci ko cówk kontaktow ponownie Regulacja si y docisku ramienia dociskowego podajnika drutu - prawid owo wyregulowa si docisku rolki : docisk za ma y - rolka nap dowa lizga si po drucie ; docisk za du y - drut jest skrawany przez rolk nap dow lub blokuje si w pancerzu ; obrót regulatora w prawo -zwi ksza docisk, obrót regulatora w lewo - zmniejsza docisk Regulacja momentu hamowania tulei - dla unikni cia pl tania drutu, tuleja wyposa ona jest w uk ad hamuj cy - regulacja momentu hamowania odbywa si przez obrót dwóch spr yn znajduj cych si wewn trz korpusu tulei - moment hamowania zwi ksza si przez wkr canie spr yn w lewo, za zmniejsza si przez wykr canie spr yn w prawo Rodzaj rolki nap dowej - podajnik wyposa ony jest w rolk z rowkiem V, dla drutów elektrodowych o rednicy 0,6; 0,8; 1,0 i 1,2 mm - cecha rowka czynnego jest wybita na boku rolki i po jej za o eniu znajduje si po stronie niewidocznej - dla drutów stalowych i nierdzewnych stosowa rolki z rowkami typu V - dla drutów aluminiowych stosowa rolki z rowkami typu U 10.6 Sposób sk adania rolki podajnika drutu 13



14 W zale no ci od rednicy zastosowanego drutu elektrodowego nale y odpowiednio zmontowa zespó rolki i tak : Rolka z o ona do pracy z drutem = 0,8 mm - z o enie fabryczne Rolka z o ona do pracy z drutem = 1,0 mm 1 drut 2 o silnika 3 pier cie osadczy 4 pier cie 5 wpust 6 rolka czynna 7 podk adka 8 nakretka M6 -do pracy z drutem 1,0 w stosuku do z o enia do pracy z drutem 0,8; rolk sk adana nale y odwróci o 180 w osi Rolka z o ona do pracy z drutem = 0,6 mm - do pracy z drutem 0,6, w stosunku do z o enia do pracy z drutem 1,0; pier cie nale y prze o y na druga stron Rolka z o ona do pracy z drutem = 1,2 mm - do pracy z drutem 1,2, w stosunku do z o enia do pracy z drutem 0,6; rolk sk adan nale y odwróci o Ci cie plazmowe 14
15 Dokona instalacji agregatu zgodnie z opisem ze str. 12. Ustawi prze cznik wyboru funkcji agregatu w pozycji PLAZMA. W czy zasilanie agregatu przez przekr cenie wy cznika w lewo. Za wieci si lampka sygnalizacyjna L1 i w czy si wentylator. Podnie os on z prawej strony agregatu i w o y klucz do blokady plazmy i przekr ci go w prawo. Nast pi zwolnienie blokady plazmy. Sprawdzi ci nienie spr onego powietrza na manometrze - powinno wynosi od 0,4 do 0,5 MPa. W razie potrzeby skorygowa ci nienie. Przy o y palnik do przecinanego elementu i nacisn przycisk steruj cy na palniku - rozpocznie si proces ci cia. Zwolnienie przycisku steruj cego palnika lub oddalenie go od ci tego elementu rozpoczyna proces ch odzenia palnika spr onym powietrzem przez ok.15 sek. Wznowienie procesu ci cia jest mo liwe po och odzeniu palnika. Uwaga. Palnik plazmowy jest na sta e zamocowany na p ycie przedniej agregatu, nieu ywany zawiesi na wieszakach z boku agregatu. Uwaga! Napi cie stanu ja owego na palniku przekracza 10OV! 12 Wady ci cia plazmowego Wada Niedostateczne przenikanie strumienia plazmy Wyra ne tworzenie si zacieków Tn cy uk elektryczny zrywa si Przyczyna Za du a pr dko ci cia Za du y k t nachylenia palnika Za du a grubo ci tego materia u Cz ci palnika zu yte lub uszkodzone Za ma a lub za du a pr dko ci cia Cz ci palnika zu yte lub uszkodzone Za ma a pr dko ci cia Za du a odleg o palnika od ci tego metalu Za du a grubo materia u Zu yta elektroda 13 Spawanie metod MIG/MAG 15
16 Dokona instalacji prostownika zgodnie z opisem ze str.12. Zacisk uziemiaj cy przewodu powrotnego pod czy do spawanego elementu, zapewniaj c mu jak najlepszy kontakt. Ustawi prze cznik wyboru funkcji agregatu w pozycji MIG/MAG. W czy zasilanie agregatu przez przekr cenie wy cznika w lewo. Za wieci si lampka sygnalizacyjna L1 i w czy si wentylator. Wielko napi cia /pr du/ spawania reguluje si za pomoc pokr t a 10-pozycyjnego prze cznika napi cia spawania. Uwaga. Regulacja napi cia spawania w trakcie spawania grozi powa nym uszkodzeniem agregatu. Wielko pr du spawania bezpo rednio zale y od wielko ci pr dko ci podawania drutu elektrodowego. Dobra odpowiedni warto pr dko ci podawania drutu elektrodowego za pomoc pokr t a regulacji pr dko ci podawania drutu elektrodowego umieszczonego na p ycie przedniej agregatu Zachowuj c odpowiednie przepisy bhp mo na przyst pi do spawania, inicjuj c go przez przyci ni cie przycisku steruj cego na uchwycie spawalniczym. Dla umo liwienia swobodnego przemieszczania drutu elektrodowego w pancerzu, w czasie pracy przewód uchwytu spawalniczego uk ada bez ostrych za ama. 14 Eksploatacja dla ró nych rodzajów prac spawalniczych Eksploatacja agregatu wymaga dodatkowego zakupu: reduktora ci nienia gazu, podgrzewacza gazu oraz uchwytu spawalniczego np. firmy BINZEL -MB 25 AK. Spawanie ci g e Stosuje si do czenia elementów metalowych i grubych blach na styk. Spawanie punktowe Stosuje si do czenia blach na zak adk - spawa od strony blachy cie szej. - wyposa y uchwyt spawalniczy w dysz do spawania punktowego - za czy zasilania pó automatu wy cznikiem - wymagany zakres napi cie spawania wybra prze cznikiem - pr d spawania ustawi pokr t em regulacji pr dko ci podawania drutu elektrodowego - wymagany czas trwania impulsu pr du spawania ustawi pokr t em - przyci ni cie przycisku na uchwycie spawalniczym wyzwala jeden impuls pr du spawania - nast pny wymaga kolejnego przyci ni cia przycisku Spawanie przerywane Stosuje si do czenia b. cienkich blach i przy du ych odst pach brzegów. - za czy zasilanie pó automatu wy cznikiem - wymagany zakres napi cia spawania wybra prze cznikiem - wymagany czas trwania impulsu pr du spawania ustawi pokr t em - czas przerwy pomi dzy impulsami pr du spawania ustawi pokr t em - uruchomi cykl spawania przerywanego przez przyci ni cie przycisku na uchwycie spawalniczym; zadany nastawami czasu impulsu i czasu przerwy cykl spawania b dzie trwa dopóki przycisk na uchwycie b dzie przyci ni ty - dla tego sposobu spawania stosowa normaln dysz gazow 15 Wady spoin 16
17 Podczas obs ugi pó automatu nale y zwróci uwag na dodatkowe czynniki mog ce by przyczyn nieprawid owego jarzenia si uku i powstawania wad spoiny : - ko cz cy si gaz os onowy, jego brak w butli lub awaria zaworu butli - zbyt du y lub zbyt ma y wydatek gazu os onowego - zredukowane ci nienie gazu na skutek zamarzni cia reduktora butli - mechaniczne lub elektryczne uszkodzenie elektrozaworu gazowego - wn trze dyszy gazu nadmiernie zanieczyszczone rozpryskiem 16 Obs uga okresowa Uwaga! Wszystkie czynno ci konserwacyjne powinny by wykonywane po wcze niejszym od czeniu urz dzenia od sieci zasilaj cej i przez wykwalifikowany personel. W ramach codziennej obs ugi nale y: - utrzymywa agregat w czysto ci, chroni go przed zabrudzeniem i zamoczeniem /np. przez opady deszczu itp./ - przez ogl dziny sprawdzi stan techniczny przewodu zasilaj cego, palnika plazmowego i przewodów spawalniczych /niedopuszczalna jest praca przy widocznych uszkodzeniach ich izolacji/ - sprawdza stan palnika plazmowego i uchwytu spawalniczego - w przypadku jakiegokolwiek uszkodzenia natychmiast wymieni go na sprawny - sprawdza dzia anie i dro no otworów wentylacyjnych - powinny by nie zas oni te i dro ne dla powietrza ch odz cego - w przypadku stwierdzenia uszkodzenia agregatu nale y przekaza go do autoryzowanego serwisu 17 Zanim skorzystasz z serwisu 17
18 Objawy Przyczyna Post powanie uk plazmowy nie zajarza si Za ma e ci nienie powietrza Brak przep ywu powietrza uszkodzony zawór gazowy, uk ad sterowania UFD-8 lub palnik Dokona regulacji Odda agregat do serwisu Niestabilny uk plazmowy Brak podawania drutu elektrodowego /silnik podajnika pracuje/ Brak podawania drutu elektrodowego /silnik podajnika nie Nieregularny posuw drutu elektrodowego uk nie zajarza si uk zbyt d ugi i nieregularny uk zbyt krótki Zu yta elektroda i dysza Za ma y docisk rolek Zanieczyszczona prowadnica drutu w uchwycie Rowek za o onej rolki nie odpowiada rednicy drutu Zablokowany drut elektrodowy w ko cówce kontaktowej Uszkodzony silnik Uszkodzony uk ad sterowania Uszkodzona ko cówka kontaktowa Rowek rolki podaj cej jest brudny, uszkodzony lub nie odpowiada rednicy drutu Brak w a ciwego styku zacisku przewodu powrotnego Napi cie spawania za wysokie Pr dko podawania drutu za ma a Napi cie spawania za niskie Wymieni elektrod i dysz na now Ustawi docisk prawid owy Wyczy ci prowadnic drutu elektrodowego Za o y rolk zgodn ze rednic drutu Wymieni ko cówk kontaktow Przekaza pó automat do serwisu Wymieni ko cówk na now Wyczy ci rowek rolki, wymieni rolk lub dobra rolk do rednicy stosowanego drutu Poprawi styk zacisku kleszczowego Zmniejszy napi cie spawania Zwi kszy pr dko podawania drutu Zwi kszy napi cie spawania Po w czeniu zasilania lampka sygnalizacji za czenia za Pr dko podawania drutu za du a Brak napi cia zasilania Przepalona wk adka bezp. F1 lub F2 w obwodzie sterowania Zmniejszy pr dko podawania drutu Sprawdzi bezpiecznik sieciowy Wymieni wk adk na now silania nie wieci Uszkodzony wy cznik g ówny Wymieni wy cznik* si Uszkodzona lampka Wymieni lampk * Po w czeniu zasilania wiec si lampki ó ta i sygnalizacyjna /stycznik nie za cza si / Uaktywnione zabezpieczenie termiczne Doprowadzi do ostygni cia urz dzenia i ponowi prób * w okresie gwarancyjnym mo e tego dokona tylko autoryzowany punkt serwisowy 18 Uruchomianie agregatu po d u szym sk adowaniu 18

19 Przy czanie agregatu do zasilaj cej sieci energetycznej oraz w czanie do systemu ochrony przeciwpora eniowej powinno by zgodne z obowi zujacymi przepisami. Sprawdzi stan izolacji pomi dzy gniazdami wyj ciowymi i obudow przy za czonym wy czniku g ównym i zmostkowanych stykach stycznika ST1. Przed wykonaniem próby nale y: - od czy wszystkie przewody od uk adów elektroniki - od czy wszystkie przewody od silnika podajnika - zewrze ze sob gniazda wyj ciowe EURO, oraz uzwojenie wtórne transformatora g ównego Pomiaru dokona za pomoc megaomomierza 500 V. Warto rezystancji izolacji winna wynosi powy ej 5 M. Sprawdzi stan izolacji pomi dzy stykami wtyczki sieciowej i gniazdami wyj ciowymi. Przed wykonaniem próby nale y: - od czy wszystkie przewody od uk adów elektroniki - od czy wszystkie przewody od silnika podajnika - zewrze ze sob gniazda wyj ciowe EURO podajnika, oraz uzwojenie wtórne transformatora g ównego Pomiaru dokona za pomoc megaomomierza 500 V. Warto rezystancji izolacji winna wynosi powy ej 5 M. Sprawdzi stan ochrony przeciwpora eniowej poprzez wykonanie pomiaru rezystancji po cze pomi dzy zaciskiem ochronnym a rdzeniem transformatorów i metalow konstrukcj obudowy. Rezystancja ta nie powinna by wi ksza ni 0,1 przy przep ywie pr du sta ego nie mniejszego ni 25 A. Sprawdzi stan po cze gwintowych - rozlu nione dokr ci. 19 Technologia ciecia plazm Plazma jest nazywana czwartym stanem skupienia materii, gdzie pod wp ywem temperatury s zrywane wi zania wewn trzatomowe i powstaje mieszanina jonów i elektronów doskonale przewodz cych pr d elektryczny. Ci cie plazm mo e by stosowane do materia ów o du ej przewodno ci elektrycznej /metale i ich stopy/. Ci cie strumieniem plazmy polega na wytworzeniu na niewielkiej powierzchni temperatury o warto ci kilku tysi cy stopni K, zdolnej do roztopienia materia u i usuni cia gazu z przestrzeni roboczej. Jako gaz plazmotwórczy w agregacie Plazmigster 35/200 wykorzystuje si spr one powietrze atmosferyczne. Podstawowymi parametrami maj cymi zasadniczy wp yw na jako ci cia s : nat enie pr du, wydatek gazu oraz pr dko ci cia. Zbyt wysokie nat enie pr du powoduje powstawanie zbyt szerokiej szczeliny ci cia, a zbyt niskie mo e by przyczyn niepe nego przeci cia materia u. Zbyt ma e lub zbyt du e nat enie przep ywu powietrza powoduje niestabilno jarzenia si uku. Zbyt du a pr dko ci cia wywo uje zjawisko powstawania progu ci cia, zmniejszaj ce dok adno ci cia lub mo e spowodowa nie przeci cie materia u. Nat enie pr du w agregacie Plazmigster 35/200 posiada warto sta, dlatego te pr dko ci cia nale y dostosowywa do grubo ci materia u. Im grubszy materia tym mniejsza pr dko ci cia. Prawid owo przeprowadzony proces ci cia charakteryzuje si prawie prostopad ymi kraw dziami, bez sopli i zacieków, nie wymagaj cymi obróbki mechanicznej. Przy ci ciu nale y zachowa prostopad o strumienia plazmowego do powierzchni przecinanego materia u. 20 Technologia spawania metod MIG/MAG 19
20 Jedn z najbardziej rozpowszechnionych technik spawalniczych maj cych zastosowanie przy spawaniu stali konstrukcyjnych w glowych i stopowych jest technika spawania elektrod topliw w os onie gazów os onowych GMAW /ang. Ga Metal Arc Welding/, popularnie nazywana metod MIG/MAG /ang. Metal Inert Gas / Metal Active Gas/. Na poni szym rysunku przedstawiono zasad spawania t technik Elektroda topliw wykonana jest w postaci drutu nawini tego na szpul, który jest podawany do spoiny poprzez rolki podajnika, przewód elastyczny i ko cówk kontaktow. Wolny wylot elektrody /odcinek elektrody pomi dzy ko cówk kontaktow a ukiem spawalniczym/ jest odpowiednio krótki i pozwala na u ycie du ych g sto ci pr du - ponad 100A/mm. Biegun dodatni /plus/ ród a energii jest przy czony do elektrody topliwej, za biegun ujemny /masa/ do elementu spawanego. uk spawalniczy powstaje pomi dzy elektrod topliw /drutem/ a materia em spawanym, dzi ki czemu u yty drut jest jednocze nie elektrod w obwodzie spawania i materia em wype niaj cym spoin - spoin. Gaz os onowy /oboj tny lub aktywny/ wyp ywa z dyszy gazowej chroni c ciek y metal topi cej si elektrody i jeziorko ciek ego metalu przed dost pem powietrza atmosferycznego /g ównie tlenu i azotu/. 21 Technologia spawania podstawy 21.1 Rodzaje spoin i typy z czy 21.2 Zalecenia praktyczne Technika MIG/MAG umo liwia spawanie we wszystkich pozycjach. 20
21 Spoiny czo owe w pozycji podolnej nale y wykonywa technik "pchaj" dla elementów cienkich i technik "ci gnij" dla elementów grubszych. Spoiny czo owe w pozycji pionowej dla elementów cienkich nale y wykonywa od góry do do u. Spoiny pachwinowe w pozycji nabocznej nale y wykonywa technik "pchaj", ale z uwzgl dnieniem dodatkowego pochylenia uchwytu spawalniczego w p aszczy nie prostopad ej do kierunku spawania. W przypadku wype niania szerokich rowków w pozycji podolnej lub pionowej, ko cem uchwytu nale y wykonywa poprzeczne ruchy wahad owe. Podczas spawania uchwyt spawalniczy powinien by prowadzony pod odpowiednim k tem w stosunku do spawanych elementów - zbyt du y k t pochylenia mo e powodowa zasysanie powietrza do jeziorka ciek ego metalu /k t odchylenia uchwytu od pionu powinien by 10 /. Spawanie ukiem d ugim zmniejsza g boko wtopienia - spoina jest szeroka i p aska, a spawaniu towarzyszy zwi kszony rozprysk. Spawanie ukiem krótkim /przy tej samej g sto ci pr du/ zwi ksza g boko wtopienia - spoina jest w sza, a rozprysk materia u staje si mniejszy. Nadmierne wyd u enie lub skrócenie uku mo e spowodowa niestabilne jarzenie si uku i z jako spoiny. L1, L2 d ugo uku Na g boko wtopienia znacz cy wp yw ma tak e kierunek spawania - prowadzenie uchwytu spawalniczego Na rysunku obok przedstawiono Porównanie spawania metod "ci gnij" z metod "pchaj". H1, H2- g boko wtopienia Powi kszenie wolnego wylotu elektrody /przy nie zmienionej pr dko ci podawania drutu/ powoduje zmniejszenie g sto ci pr du na ko cu elektrody, a tym samym zmniejszenie g boko ci wtopienia. W tym przypadku energia ród a spawalniczego tracona jest na nagrzewanie oporowe wysuni tego odcinka drutu. Lw wolny wylot elektrody /15-20 mm/ 22 Wykaz cz ci zamiennych 21

22 22 Wykaz cz ci zamiennych cd. 22
23 22 Wykaz cz ci zamiennych cd. 23
24 Poz. Nazwa cz ci Typ Indeks Ilo 1 palnik plazmowy (PSB 31KK) B transformator g ówny T1 B R 1 3 transformator pomoc T2 T2-PLAZM35/200 C R 1 4 lampka L1 LTS 32 X R 1 5 lampka L2 LS3-N R 1 6 pokr t o potencjometru R 1 7 uk ad sterowania US-51S-2 B R 1 8 uk ad sterowania UFD-8 S C R 1 9 prze cznik P1 K 15/ R 1 10 prze cznik P2 K 15/ R 1 11 wy cznik g ówny P3 FT FT FT22-B R R R 12 gniazdo EURO GT1 EURO-1 C R 1 13 gniazdo GT2 GSz35-50 C R 1 14 a cuch D R 1 15 gniazdo podgrzewacza SzR16P2EG R 1 16 przewód sieciowy D R 1 17 podajnik drutu elektrod. B R 1 18 bezpiecznik B1, B2 F2/L/250V R 2 19 bezpiecznik B3 F3,15/L/250V R 1 20 bezpiecznik B4 F4/L/250V R 1 21 gniazdo bezpiecznikowe GBA-z B4 10A R 4 22 zespó przygot. powietrza MKS R 1 23 blokada ci cia plazmowego P4 FT FT R R 1 +FT 22-SAV R 24 tuleja na szpul TUL-1 C R 1 25 kondensatory C1 C3 TC F R 3 26 stycznik ST1 CI-12 24V 50Hz + NO 27 stycznik ST2 CI-9 24V 50Hz + NO R R R R 28 wentylator M1 M4Q045-DA W R 1 29 rezystor kompletny R2 DE-150W R 1 30 prostownik S1 ZP-PLAZM35/200 C R 1 31 prostownik S2 ZP-PLAZM35/200 B R 1 32 zawór gazowy ZG1 ELRA V R 1 33 zawór gazowy kpl. ZG2 ZG-2 D R 1 34 przeka nik PI ZW-103/III 70/AB R 1 35 d awik L C R 1 36 elektroda BP dysza plazmowa 1, BP tuleja izolacyjna B spr yna B kapturek ochronny B spr yna B pier cie rolki czynnej D R Notatki 24
25 25
26 SPAW SERWIS & AUTORYZOWANY SERWIS SPAWAREK ORAZ ZGRZEWAREK KRAJOWYCH I ZAGRANICZNYCH. AUTOMATYKA PRZEMYS OWA SPAW - SERWIS Cz stochowa, ul. Wa y Dwernickiego 121 ECM Electronic Cz stochowa, ul. Tartakowa 8 ; tel/fax. (34) ; tel. kom ; spawserwiscz@gmail.com SERWIS GWARANCYJNY I POGWARANCYJNY: CZ STOCHOWA ul. Tartakowa 8 Tel./fax: (34) ; tel. kom: Adres korespondencyjny: SPAW SERWIS Cz stochowa ul. Tartakowa 8, ( Serwis Spawarek ) Tel./fax: (34) ; tel. kom: ; spawserwiscz@gmail.com OFERTA SERWIS W ZAKRESIE URZ DZE SPAWALNICZYCH OBEJMUJE: - PROSTOWNIKI SPAWALNICZE KLASYCZNE MMA, TIG ( AC/DC i DC ) - PROSTOWNIKI SPAWALNICZE INWERTEROWE TIG, MMA ( AC/DC i DC ) - PÓ AUTOMATY SPAWALNICZE MIG/MAG - SPAWARKI Z PRZEKSZTA TNIKAMI TYRYSTOROWYMI - URZ DZENIA DO CI CIA I SPAJANIA PLAZMOWEGO - AGREGATY I ZESTAWY SPAWALNICZE GENERATOROWE - PROSTOWNIKI I PRZEKSZTA TNIKI DO ADOWANIA AKUMULATORÓW KWASOWYCH I ZASADOWYCH - URZ DZENIA ROZRUCHOWE POJAZDÓW I ZASILACZE AKP - ZGRZEWARKI WCZ, OPOROWE I INWERTEROWE - ZGRZEWARKI DO ELEKTROZ CZEK I DOCZO OWE DO INSTALACJI Z PE - CH ODNICE P YNU DO URZ DZE SPAWALNICZYCH ORAZ PRZEMYS OWE - PROSTOWNIKI I PRZEKSZTA TNIKI GALWANIZERSKIE, TECHNOLOGICZNE - MANIPULATORY, PODAJNIKI, PRZYSTAWKI, KOMPRESORY I SPR ARKI - ROBOTY I AUTOMATYCZNE LINIE DO CI CIA I SPAWANIA - PIECE HARTOWNICZE INDUKCYJNE, OPOROWE, SYLITOWE - PIECE DO OBRÓBKI CIEPLNEJ I TOPIENIA METALI KLASYCZNE, WCZ ORAZ INWERTEROWE - CI GI I URZ DZENIA ODPYLAJ CE ORAZ PRZEWIETRZAJ CE - GENERATORY, PR DNICE I URZ DZENIA PR DOTWÓRCZE - FALOWNIKI, NAP DY, ZASILACZE I REGULATORY AC, DC - UPS I URZ DZENIA ZASILANIA AWARYJNEGO - MIERNIKI I URZ DZENIA POMIAROWE MEDIÓW I PARAMETRÓW - URZ DZENIA HYDRAULIKI I PNEUMATYKI PRZEMYS OWEJ - POMPY, NARZ DZIA I URZ DZENIA MECHANICZNE I BUDOWLANE - ELEKTRONARZ DZIA, NARZ DZIA, PRZYRZ DY SPALINOWE I ELEKTRYCZNE - KLIMATYZATORY MIEJSCOWE I CENTRALNE CI GÓW TECHNOLOGICZNYCH - SPALINOWE SPAWARKI, ELEKTROWNIE, ZESTAWY I AGREGATY PR DOTWÓRCZE NA PODWOZIACH KO OWYCH CI GNIONYCH I STACJONARNE - SPR ARKI I KOMPRESORY, POMPY I AGREGATY PRÓ NIOWE - SPR ARKI RUBOWE I URZ DZENIA SPR ANIA MEDIÓW GAZOWYCH SERWIS W ZAKRESIE KONSTRUKCJI STALOWYCH I INNYCH OBEJMUJE: - KONSTRUKCJE STALOWE, STOJAKI TRANSPORTOWE, KONSTR. TECHNOLOGICZNE, PODWOZIA DROGOWE I TRANSPORTOWE URZ DZE (WYKONAWSTWO I REMONTY) PROWADZIMY SERWIS, KOMIS I SPRZEDA URZ DZE PRODUCENTÓW KRAJOWYCH: ASPA ; BESTER ; OZAS ; FIGEL ; ENEL : KamiTech ; KARELMA. ORAZ PRODUCENTÓW ZAGRANICZNYCH: ESAB ; KEMPPI ; GenSet ; KEMPER ; JLT; ELEKTRA BECKUM ; Einhell ; MOSA ; LINCOLN ELECTRIC ; SELCO; i innych firm. SERWISOWANE URZ DZENIA OBJ TE S PE GWARANCJ, WYSTAWIAMY RÓWNIE WIADECTWA ZGODNO CI Z NORMAMI I CERTYFIKATMI, WYKONUJEMY PRZEGL DY OKRESOWE URZ DZE I WYSTAWIAMY WIADECTWA. US UGA WYKONYWANA JEST ZGODNIE Z NORMAMI KRAJOWYMI ORAZ ISO Autoryzacja LINCOLN ELEKTRIC BESTER S.A. Certyfikat Nr. 15/2005, 3/2010, 12/2012 Autoryzacja PAS ASPA S.A., OZAS, ESAB, KamiTech
Edition Valid for serial no. 238-xxx-xxxx, 410-xxx-xxxx, 440-xxx-xxxx, 502-xxx-xxxx, 620-xxx-xxxx, 917-xxx-xxxx. Product Ordering no. Ordering no.
 Feed304M12/M13,Feed484M12/M13, ESABFeed30-4M12/M13,ESABFeed48-4M12/M13 Spare parts list Edition Valid for serial no. 238-xxx-xxxx, 410-xxx-xxxx, 440-xxx-xxxx, 502-xxx-xxxx, 620-xxx-xxxx, 917-xxx-xxxx Feeder
Feed304M12/M13,Feed484M12/M13, ESABFeed30-4M12/M13,ESABFeed48-4M12/M13 Spare parts list Edition Valid for serial no. 238-xxx-xxxx, 410-xxx-xxxx, 440-xxx-xxxx, 502-xxx-xxxx, 620-xxx-xxxx, 917-xxx-xxxx Feeder
DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA)
") DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA) ZASILACZ SIECIOWY TYPU ZL-24-08 WARSZAWA, KWIECIEŃ 2008. APLISENS S.A.,
DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA) ZASILACZ SIECIOWY TYPU ZL-24-08 WARSZAWA, KWIECIEŃ 2008. APLISENS S.A.,
INSTRUKCJA OBS UGI. Stabilizowane zasilacze pr du sta ego. modele: DF173003C DF173005C
 D INSTRUKCJA OBS UGI Stabilizowane zasilacze pr du sta ego modele: DF173003C DF173005C WPRO WA DZ ENI E Przyrz dy serii DF17300XC s precyzyjnymi zasilaczami DC o jednym wyjciu i napi ciu regulowanym w
D INSTRUKCJA OBS UGI Stabilizowane zasilacze pr du sta ego modele: DF173003C DF173005C WPRO WA DZ ENI E Przyrz dy serii DF17300XC s precyzyjnymi zasilaczami DC o jednym wyjciu i napi ciu regulowanym w
CYFROWY MIERNIK REZYSTANCJI UZIEMIENIA KRT 1520 INSTRUKCJA OBSŁUGI
 CYFROWY MIERNIK REZYSTANCJI UZIEMIENIA KRT 1520 INSTRUKCJA OBSŁUGI Cyfrowy miernik rezystancji uziemienia SPIS TREŚCI 1 WSTĘP...3 2 BEZPIECZEŃSTWO UŻYTKOWANIA...3 3 CECHY UŻYTKOWE...4 4 DANE TECHNICZNE...4
CYFROWY MIERNIK REZYSTANCJI UZIEMIENIA KRT 1520 INSTRUKCJA OBSŁUGI Cyfrowy miernik rezystancji uziemienia SPIS TREŚCI 1 WSTĘP...3 2 BEZPIECZEŃSTWO UŻYTKOWANIA...3 3 CECHY UŻYTKOWE...4 4 DANE TECHNICZNE...4
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 ZP/UR/ 160 /2014 Załącznik nr 2 do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA 1. Prostownik spawalniczy Inwertorowy prostownik spawalniczy do spawania metodą TIG, prądem zmiennym (AC) i stałym (DC) z
ZP/UR/ 160 /2014 Załącznik nr 2 do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA 1. Prostownik spawalniczy Inwertorowy prostownik spawalniczy do spawania metodą TIG, prądem zmiennym (AC) i stałym (DC) z
Demontaż. Uwaga: Regulacja napięcia paska zębatego może być wykonywana tylko przy zimnym silniku.
 Demontaż Regulacja napięcia paska zębatego może być wykonywana tylko przy zimnym silniku. Zdemontować dźwiękochłonną osłonę silnika wyciągając ją do góry -strzałki-. Odłączyć elastyczny przewód cieczy
Demontaż Regulacja napięcia paska zębatego może być wykonywana tylko przy zimnym silniku. Zdemontować dźwiękochłonną osłonę silnika wyciągając ją do góry -strzałki-. Odłączyć elastyczny przewód cieczy
HiTiN Sp. z o. o. Przekaźnik kontroli temperatury RTT 4/2 DTR. 40 432 Katowice, ul. Szopienicka 62 C tel/fax.: + 48 (32) 353 41 31. www.hitin.
 353 41 31. www.hitin.") HiTiN Sp. z o. o. 40 432 Katowice, ul. Szopienicka 62 C tel/fax.: + 48 (32) 353 41 31 www.hitin.pl Przekaźnik kontroli temperatury RTT 4/2 DTR Katowice, 1999 r. 1 1. Wstęp. Przekaźnik elektroniczny RTT-4/2
HiTiN Sp. z o. o. 40 432 Katowice, ul. Szopienicka 62 C tel/fax.: + 48 (32) 353 41 31 www.hitin.pl Przekaźnik kontroli temperatury RTT 4/2 DTR Katowice, 1999 r. 1 1. Wstęp. Przekaźnik elektroniczny RTT-4/2
DOKUMENTACJA TECHNICZNO-RUCHOWA Rozdzielni budowlanych RB
 DOKUMENTACJA TECHNICZNO-RUCHOWA Rozdzielni budowlanych RB W P P R WARSZTAT PRODUKCYJNO-PRZEMYS OWY W.P.P. ZDZIS AW LITY SKI 97-427 Rogowiec k/be chatowa, tel/fax. (044) 735-15-97; (044) 735-17-21 e-mail:
DOKUMENTACJA TECHNICZNO-RUCHOWA Rozdzielni budowlanych RB W P P R WARSZTAT PRODUKCYJNO-PRZEMYS OWY W.P.P. ZDZIS AW LITY SKI 97-427 Rogowiec k/be chatowa, tel/fax. (044) 735-15-97; (044) 735-17-21 e-mail:
888 A 888 V 1. ZASTOSOWANIE 2. BUDOWA GENERATOR NAPIĘCIA 3-FAZOWEGO L2 L3 N PE
 1. ZASTOSOWANIE Walizka serwisowa typu W-28 została zaprojektowana i wyprodukowana na specjalne życzenie grup zajmujących się uruchamianiem obiektów energetycznych. Przeznaczona jest przede wszystkim do
1. ZASTOSOWANIE Walizka serwisowa typu W-28 została zaprojektowana i wyprodukowana na specjalne życzenie grup zajmujących się uruchamianiem obiektów energetycznych. Przeznaczona jest przede wszystkim do
INSTRUKCJA OBSŁUGI WD2250A. WATOMIERZ 0.3W-2250W firmy MCP
 INSTRUKCJA OBSŁUGI WD2250A WATOMIERZ 0.3W-2250W firmy MCP 1. CHARAKTERYSTYKA TECHNICZNA Zakresy prądowe: 0,1A, 0,5A, 1A, 5A. Zakresy napięciowe: 3V, 15V, 30V, 240V, 450V. Pomiar mocy: nominalnie od 0.3
INSTRUKCJA OBSŁUGI WD2250A WATOMIERZ 0.3W-2250W firmy MCP 1. CHARAKTERYSTYKA TECHNICZNA Zakresy prądowe: 0,1A, 0,5A, 1A, 5A. Zakresy napięciowe: 3V, 15V, 30V, 240V, 450V. Pomiar mocy: nominalnie od 0.3
PAKOWARKA PRÓŻNIOWA VAC-10 DT, VAC-20 DT, VAC-20 DT L, VAC-20 DT L 2A VAC-40 DT, VAC-63 DT, VAC-100 DT
 PAKOWARKA PRÓŻNIOWA VAC-10 DT, VAC-20 DT, VAC-20 DT L, VAC-20 DT L 2A VAC-40 DT, VAC-63 DT, VAC-100 DT Modele elektroniczne z cyfrowym panelem Czasowa regulacja próżni INSTRUKCJA OBSŁUGI, INSTALACJI I
PAKOWARKA PRÓŻNIOWA VAC-10 DT, VAC-20 DT, VAC-20 DT L, VAC-20 DT L 2A VAC-40 DT, VAC-63 DT, VAC-100 DT Modele elektroniczne z cyfrowym panelem Czasowa regulacja próżni INSTRUKCJA OBSŁUGI, INSTALACJI I
Rysunek montażu. Krok 4 Koniec. Krok 2 Krok 2. Krok 3
 2 3 Rysunek montażu Krok 3 Krok 2 Krok 2 Krok 4 Koniec 4 Montaż York SB-301V Krok 1 Przymocuj przednią (16) i tylną (12) podporę do ramy uŝywając nakrętek (8), podkładek (9) i śrub (10). Krok 2 WłóŜ podporę
2 3 Rysunek montażu Krok 3 Krok 2 Krok 2 Krok 4 Koniec 4 Montaż York SB-301V Krok 1 Przymocuj przednią (16) i tylną (12) podporę do ramy uŝywając nakrętek (8), podkładek (9) i śrub (10). Krok 2 WłóŜ podporę
TRANSFORMATORY I ZASILACZE
 TRANSFORMATORY I ZASILACZE TOP TECHNIKA TOP JAKOŚĆ 66 TRANSFORMATORY STERUJĄCE JEDNO- I TRÓJFAZOWE ZASILACZE STABILIZOWANE I NIESTABILIZOWANE TOP ROZWIĄZANIE TOP TECHNIKA ZASILACZE IMPULSOWE TRANSFORMATORY
TRANSFORMATORY I ZASILACZE TOP TECHNIKA TOP JAKOŚĆ 66 TRANSFORMATORY STERUJĄCE JEDNO- I TRÓJFAZOWE ZASILACZE STABILIZOWANE I NIESTABILIZOWANE TOP ROZWIĄZANIE TOP TECHNIKA ZASILACZE IMPULSOWE TRANSFORMATORY
NACZYNIE WZBIORCZE INSTRUKCJA OBSŁUGI INSTRUKCJA INSTALOWANIA
 NACZYNIE WZBIORCZE INSTRUKCJA OBSŁUGI INSTRUKCJA INSTALOWANIA Kraków 31.01.2014 Dział Techniczny: ul. Pasternik 76, 31-354 Kraków tel. +48 12 379 37 90~91 fax +48 12 378 94 78 tel. kom. +48 665 001 613
NACZYNIE WZBIORCZE INSTRUKCJA OBSŁUGI INSTRUKCJA INSTALOWANIA Kraków 31.01.2014 Dział Techniczny: ul. Pasternik 76, 31-354 Kraków tel. +48 12 379 37 90~91 fax +48 12 378 94 78 tel. kom. +48 665 001 613
INSTRUKCJA OBSŁUGI URZĄDZENIA: 0101872HC8201
 INSTRUKCJA OBSŁUGI URZĄDZENIA: PZ-41SLB-E PL 0101872HC8201 2 Dziękujemy za zakup urządzeń Lossnay. Aby uŝytkowanie systemu Lossnay było prawidłowe i bezpieczne, przed pierwszym uŝyciem przeczytaj niniejszą
INSTRUKCJA OBSŁUGI URZĄDZENIA: PZ-41SLB-E PL 0101872HC8201 2 Dziękujemy za zakup urządzeń Lossnay. Aby uŝytkowanie systemu Lossnay było prawidłowe i bezpieczne, przed pierwszym uŝyciem przeczytaj niniejszą
CENTRALE WENTYLACYJNE NAWIEWNO WYWIEWNE Z ODZYSKIEM CIEPŁA ORAZ WILGOCI
 CENTRALE WENTYLACYJNE NAWIEWNO WYWIEWNE Z ODZYSKIEM CIEPŁA ORAZ WILGOCI DOKUMENTACJA TECHNICZNO RUCHOWA B3B-WX 20, B3B-WX 30, B3B-WX 40, B3B-WX 60 http://www.hakom.pl SPIS TREŚCI 1. CHARAKTERYSTYKA OGÓLNA.
CENTRALE WENTYLACYJNE NAWIEWNO WYWIEWNE Z ODZYSKIEM CIEPŁA ORAZ WILGOCI DOKUMENTACJA TECHNICZNO RUCHOWA B3B-WX 20, B3B-WX 30, B3B-WX 40, B3B-WX 60 http://www.hakom.pl SPIS TREŚCI 1. CHARAKTERYSTYKA OGÓLNA.
Lekcja 173, 174. Temat: Silniki indukcyjne i pierścieniowe.
 Lekcja 173, 174 Temat: Silniki indukcyjne i pierścieniowe. Silnik elektryczny asynchroniczny jest maszyną elektryczną zmieniającą energię elektryczną w energię mechaniczną, w której wirnik obraca się z
Lekcja 173, 174 Temat: Silniki indukcyjne i pierścieniowe. Silnik elektryczny asynchroniczny jest maszyną elektryczną zmieniającą energię elektryczną w energię mechaniczną, w której wirnik obraca się z
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH
 UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
INSTRUKCJA NAPĘDÓW SERII 45, 55, 59, 64 M
 Dane techniczne Napędy typu M przeznaczone są do zautomatyzowania pracy rolet zewnętrznych i bram rolowanych. Posiadają głowicę awaryjnego otwierania, pozwalającą na zwinięcie lub rozwinięcie bramy bądź
Dane techniczne Napędy typu M przeznaczone są do zautomatyzowania pracy rolet zewnętrznych i bram rolowanych. Posiadają głowicę awaryjnego otwierania, pozwalającą na zwinięcie lub rozwinięcie bramy bądź
Czteropompowy zestaw do podnoszenia ciśnienia ZKA35/3-6/4
 1 Czteropompowy zestaw do podnoszenia ciśnienia ZKA35/3-6/4 2 Spis treści 1. Wstęp... 3 2. Konstrukcja zestawu ZKA35/3-6/4... 4 3. Zastosowanie... 7 4. Regulacja pracy pompy w zestawie... 7 5. Montaż zestawu
1 Czteropompowy zestaw do podnoszenia ciśnienia ZKA35/3-6/4 2 Spis treści 1. Wstęp... 3 2. Konstrukcja zestawu ZKA35/3-6/4... 4 3. Zastosowanie... 7 4. Regulacja pracy pompy w zestawie... 7 5. Montaż zestawu
Grupa bezpieczeństwa kotła KSG / KSG mini
 Grupa bezpieczeństwa kotła KSG / KSG mini Instrukcja obsługi i montażu 77 938: Grupa bezpieczeństwa kotła KSG 77 623: Grupa bezpieczeństwa kotła KSG mini AFRISO sp. z o.o. Szałsza, ul. Kościelna 7, 42-677
Grupa bezpieczeństwa kotła KSG / KSG mini Instrukcja obsługi i montażu 77 938: Grupa bezpieczeństwa kotła KSG 77 623: Grupa bezpieczeństwa kotła KSG mini AFRISO sp. z o.o. Szałsza, ul. Kościelna 7, 42-677
OPIS liczniki EIZ- G INSTRUKCJA MONTA U
 OPIS liczniki EIZ- G INSTRUKCJ MONT U Licznik EIZ jest urz dzeniem do mierzenia mocy czynnej energii elektrycznej w instalacjach 1- i 3-fazowych. udowa oraz wymiary pozwalaj na atwy monta w rozdzielniach
OPIS liczniki EIZ- G INSTRUKCJ MONT U Licznik EIZ jest urz dzeniem do mierzenia mocy czynnej energii elektrycznej w instalacjach 1- i 3-fazowych. udowa oraz wymiary pozwalaj na atwy monta w rozdzielniach
Przekaźniki czasowe H/44. Przekaźniki czasowe. Przekaźnik czasowy opóźnienie załączania EN 61810
 Przekaźniki czasowe Modułowe przekaźniki czasowe zaprojektowane są do montażu w skrzynkach sterowniczych. Umożliwiają sterowanie pracą urządzeń w funkcji czasu. Podczas doboru przekaźnika czasowego należy
Przekaźniki czasowe Modułowe przekaźniki czasowe zaprojektowane są do montażu w skrzynkach sterowniczych. Umożliwiają sterowanie pracą urządzeń w funkcji czasu. Podczas doboru przekaźnika czasowego należy
INSTRUKCJA OBSŁUGI STEROWNIK PASZOCIĄGU DALTEC 1001
 INSTRUKCJA OBSŁUGI STEROWNIK PASZOCIĄGU DALTEC 1001 Wszelkie prace elektryczne powinien wykonywać tylko uprawniony elektryk. Niewłaściwe podłączenie urządzenia do sieci elektrycznej może doprowadzić do
INSTRUKCJA OBSŁUGI STEROWNIK PASZOCIĄGU DALTEC 1001 Wszelkie prace elektryczne powinien wykonywać tylko uprawniony elektryk. Niewłaściwe podłączenie urządzenia do sieci elektrycznej może doprowadzić do
OPRÓśNIANIE, NAPEŁNIANIE I ODPOWIETRZANIE UKŁADU CHŁODZENIA
 Przyrządy Silniki: HFX KFV NFU NFS KFU [1] Cylinder do napełniania : 4520-T [2] Łącznik cylindra do napełniania : 4222-T [3] Szczypce do demontaŝu i montaŝu opasek spręŝystych : 9029-T OpróŜnianie UWAGA:
Przyrządy Silniki: HFX KFV NFU NFS KFU [1] Cylinder do napełniania : 4520-T [2] Łącznik cylindra do napełniania : 4222-T [3] Szczypce do demontaŝu i montaŝu opasek spręŝystych : 9029-T OpróŜnianie UWAGA:
Dostosowanie piły wzdłużnej do wymagań minimalnych propozycje rozwiązań aplikacyjnych
 Radosław GONET Okręgowy Inspektorat Pracy, Rzeszów Paweł ZAHUTA EL Automatyka, Rzeszów Dostosowanie piły wzdłużnej do wymagań minimalnych propozycje rozwiązań aplikacyjnych 1. WSTĘP 2. WYMAGANIA MINIMALNE
Radosław GONET Okręgowy Inspektorat Pracy, Rzeszów Paweł ZAHUTA EL Automatyka, Rzeszów Dostosowanie piły wzdłużnej do wymagań minimalnych propozycje rozwiązań aplikacyjnych 1. WSTĘP 2. WYMAGANIA MINIMALNE
Rodzaj środka technicznego. Stan techniczny obiektu. Opis działania, przeznaczenie środka technicznego. Podstawa metodologiczna wyceny.
 UWAGA: DEKRA - Centrala 02-284 Warszawa, al. Krakowska 2A tel. (022) 577 36 13, faks (022) 577 36 36 Rzeczoznawca: Grzegorz Charko Ze względu na przeznaczenie dokumentu usunięto w nim wszelkie informacje
UWAGA: DEKRA - Centrala 02-284 Warszawa, al. Krakowska 2A tel. (022) 577 36 13, faks (022) 577 36 36 Rzeczoznawca: Grzegorz Charko Ze względu na przeznaczenie dokumentu usunięto w nim wszelkie informacje
Zasilacz Stabilizowany LZS61 model 24002
 Zasilacz Stabilizowany LZS61 model 24002 IOT - Instrukcja Obsługi - Informacja Techniczna Aktualizacja 2014-04-14 11:45 www.lep.pl biuro@lep.pl 32-300 Olkusz, ul. Wspólna 9, tel/fax (32) 754 54 54, 754
Zasilacz Stabilizowany LZS61 model 24002 IOT - Instrukcja Obsługi - Informacja Techniczna Aktualizacja 2014-04-14 11:45 www.lep.pl biuro@lep.pl 32-300 Olkusz, ul. Wspólna 9, tel/fax (32) 754 54 54, 754
Sterownik Silnika Krokowego GS 600
 Sterownik Silnika Krokowego GS 600 Spis Treści 1. Informacje podstawowe... 3 2. Pierwsze uruchomienie... 5 2.1. Podłączenie zasilania... 5 2.2. Podłączenie silnika... 6 2.3. Złącza sterujące... 8 2.4.
Sterownik Silnika Krokowego GS 600 Spis Treści 1. Informacje podstawowe... 3 2. Pierwsze uruchomienie... 5 2.1. Podłączenie zasilania... 5 2.2. Podłączenie silnika... 6 2.3. Złącza sterujące... 8 2.4.
Przepływomierz MFM 1.0 Nr produktu 503594
 INSTRUKCJA OBSŁUGI Przepływomierz MFM 1.0 Nr produktu 503594 Strona 1 z 5 Świat pomiaru przepływu Miernik zużycia Muti-Fow-Midi (MFM 1.0) Numer produktu 503594 Muti-Fow-Midi MFM 1.0 jest eektronicznym
INSTRUKCJA OBSŁUGI Przepływomierz MFM 1.0 Nr produktu 503594 Strona 1 z 5 Świat pomiaru przepływu Miernik zużycia Muti-Fow-Midi (MFM 1.0) Numer produktu 503594 Muti-Fow-Midi MFM 1.0 jest eektronicznym
INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PANELOWY PROMIENNIK ELEKTRYCZNY. typu REL
 www.ecocaloria.com INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PANELOWY PROMIENNIK ELEKTRYCZNY typu REL Dziękujemy, że wybrali Państwo produkt firmy!!! Cieszymy się, że możemy zaliczyć Państwa do grona naszych Klientów
www.ecocaloria.com INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PANELOWY PROMIENNIK ELEKTRYCZNY typu REL Dziękujemy, że wybrali Państwo produkt firmy!!! Cieszymy się, że możemy zaliczyć Państwa do grona naszych Klientów
Pomiar prądów ziemnozwarciowych W celu wprowadzenia ewentualnych korekt nastaw zabezpieczeń. ziemnozwarciowych.
 Załącznik nr 2 do Instrukcji Ruchu i Eksploatacji Sieci Dystrybucyjnej ZAKRES POMIARÓW I PRÓB EKSPLOATACYJNYCH URZĄDZEŃ SIECI ELEKTROENERGETYCZNYCH ORAZ TERMINY ICH WYKONANIA Lp. Nazwa urządzenia Rodzaj
Załącznik nr 2 do Instrukcji Ruchu i Eksploatacji Sieci Dystrybucyjnej ZAKRES POMIARÓW I PRÓB EKSPLOATACYJNYCH URZĄDZEŃ SIECI ELEKTROENERGETYCZNYCH ORAZ TERMINY ICH WYKONANIA Lp. Nazwa urządzenia Rodzaj
INSTRUKCJA SKŁADANIA ORAZ MONTAŻU ROLET NADPROŻOWYCH
 R Z K A LI S Z A INSTRUKCJA SKŁADANIA ORAZ MONTAŻU ROLET NADPROŻOWYCH Przed przystąpieniem do montażu rolety należy zapoznać się z poniższą instrukcją. W czasie transportu i składowania roleta powinna
R Z K A LI S Z A INSTRUKCJA SKŁADANIA ORAZ MONTAŻU ROLET NADPROŻOWYCH Przed przystąpieniem do montażu rolety należy zapoznać się z poniższą instrukcją. W czasie transportu i składowania roleta powinna
SPIS TREŚCI do książki pt. ELEKTROENERGETYKA Autorzy: Jan Strojny, Jan Strzałka
 SPIS TREŚCI do książki pt. ELEKTROENERGETYKA Autorzy: Jan Strojny, Jan Strzałka 1. Budowa i eksploatacja urządzeń elektroenergetycznych... 9 1.1. Klasyfikacja, ogólne zasady budowy i warunki pracy urządzeń
SPIS TREŚCI do książki pt. ELEKTROENERGETYKA Autorzy: Jan Strojny, Jan Strzałka 1. Budowa i eksploatacja urządzeń elektroenergetycznych... 9 1.1. Klasyfikacja, ogólne zasady budowy i warunki pracy urządzeń
INSTRUKCJA OBSŁUGI MC-2810 CYFROWY SYSTEM GŁOŚNIKOWY 5.1 KANAŁÓW DO KINA DOMOWEGO
 MC-2810 CYFROWY SYSTEM GŁOŚNIKOWY 5.1 KANAŁÓW DO KINA DOMOWEGO GRATULUJEMY UDANEGO ZAKUPU ZESTAWU GŁOŚNIKOWEGO MC-2810 Z AKTYWNYM SUBWOOFEREM I GŁOŚNIKAMI SATELITARNYMI. ZESTAW ZOSTAŁ STARANNIE ZAPROJEKTOWANY
MC-2810 CYFROWY SYSTEM GŁOŚNIKOWY 5.1 KANAŁÓW DO KINA DOMOWEGO GRATULUJEMY UDANEGO ZAKUPU ZESTAWU GŁOŚNIKOWEGO MC-2810 Z AKTYWNYM SUBWOOFEREM I GŁOŚNIKAMI SATELITARNYMI. ZESTAW ZOSTAŁ STARANNIE ZAPROJEKTOWANY
INSTRUKCJA OBSŁUGI CUTTER. Mod. C-3 C-5 C-8
 INSTRUKCJA OBSŁUGI CUTTER Mod. C-3 C-5 C-8 1 Niniejsza instrukcja przygotowana została w celu zapewnienia poprawnej i bezpiecznej eksploatacji urządzenia. W celu ograniczenia liczby wypadków (porażeniem
INSTRUKCJA OBSŁUGI CUTTER Mod. C-3 C-5 C-8 1 Niniejsza instrukcja przygotowana została w celu zapewnienia poprawnej i bezpiecznej eksploatacji urządzenia. W celu ograniczenia liczby wypadków (porażeniem
1. UWAGI OGÓLNE 2. PRZED ROZPOCZĘCIEM PRACY:
 1. UWAGI OGÓLNE Do samodzielnej pracy przy na stanowisku sprzątaczki może przystąpić pracownik który uzyskał dopuszczenie do pracy przez bezpośredniego przełożonego oraz: posiada ważne przeszkolenie BHP
1. UWAGI OGÓLNE Do samodzielnej pracy przy na stanowisku sprzątaczki może przystąpić pracownik który uzyskał dopuszczenie do pracy przez bezpośredniego przełożonego oraz: posiada ważne przeszkolenie BHP
CITOTIG 240 & 310 AC/DC
 CITOTIG 20 & 310 AC/DC Urządzenia do spawania metodą TIG prądem AC/DC dla bardzo wymagających specjalistów www.airliquidewelding.pl CITOTIG AC/DC CITOTIG AC/DC gwarantuje poprawę jakości i wydajności spawania.
CITOTIG 20 & 310 AC/DC Urządzenia do spawania metodą TIG prądem AC/DC dla bardzo wymagających specjalistów www.airliquidewelding.pl CITOTIG AC/DC CITOTIG AC/DC gwarantuje poprawę jakości i wydajności spawania.
1.3 Budowa. Najwa niejsze cz ci sk adowe elektrozaworu to:
 .3 Budowa Elektrozawory to elementy kontroluj ce medium pod ci nieniem. Ich zadanie polega na otwieraniu lub zamykaniu urz dzenia odcinaj cego, bezpo rednio lub po rednio, w stanie wzbudzonym cewki. Najwa
.3 Budowa Elektrozawory to elementy kontroluj ce medium pod ci nieniem. Ich zadanie polega na otwieraniu lub zamykaniu urz dzenia odcinaj cego, bezpo rednio lub po rednio, w stanie wzbudzonym cewki. Najwa
Urządzenie do odprowadzania spalin
 Urządzenie do odprowadzania spalin Nr. Art. 158930 INSTRUKCJA OBSŁUGI Informacje wstępne: Po otrzymaniu urządzenia należy sprawdzić czy opakowanie jest w stanie nienaruszonym. Jeśli po dostarczeniu produktu
Urządzenie do odprowadzania spalin Nr. Art. 158930 INSTRUKCJA OBSŁUGI Informacje wstępne: Po otrzymaniu urządzenia należy sprawdzić czy opakowanie jest w stanie nienaruszonym. Jeśli po dostarczeniu produktu
Instrukcja obsługi Wyświetlacz wielkogabarytowy
 KERN & Sohn GmbH Ziegelei 1 D-72336 Balingen E-mail: info@kern-sohn.com Tel.: +49-[0]7433-9933-0 Faks: +49-[0]7433-9933-149 Internet: www.kern-sohn.com Instrukcja obsługi Wyświetlacz wielkogabarytowy KERN
KERN & Sohn GmbH Ziegelei 1 D-72336 Balingen E-mail: info@kern-sohn.com Tel.: +49-[0]7433-9933-0 Faks: +49-[0]7433-9933-149 Internet: www.kern-sohn.com Instrukcja obsługi Wyświetlacz wielkogabarytowy KERN
Uzdatniacz wody. Instrukcja obsługi 231258, 231364, 231357
 Uzdatniacz wody 231258, 231364, 231357 Instrukcja obsługi I Przed uruchomieniem urządzenia naleŝy koniecznie dokładnie przeczytać niniejszą instrukcję obsługi. INSTRUKCJA OBSŁUGI I INSTALACJI Aby poprawnie
Uzdatniacz wody 231258, 231364, 231357 Instrukcja obsługi I Przed uruchomieniem urządzenia naleŝy koniecznie dokładnie przeczytać niniejszą instrukcję obsługi. INSTRUKCJA OBSŁUGI I INSTALACJI Aby poprawnie
MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER
 INSTRUKCJA OBSŁUGI INWERTEROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
INSTRUKCJA OBSŁUGI INWERTEROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
INSTRUKCJA OBSŁUGI SIŁOWNIA PS-W-800-110V/2A/17Ah
 Zakład Elektroniczny ul.towarowa 13, 44-100 Gliwice tel/fax: 032 279-07-39, 279-43-91, 279-51-21 e-mail: biuro@polwat.com.pl www.polwat.com.pl INSTRUKCJA OBSŁUGI SIŁOWNIA PS-W-800-110V/2A/17Ah Spis treści
Zakład Elektroniczny ul.towarowa 13, 44-100 Gliwice tel/fax: 032 279-07-39, 279-43-91, 279-51-21 e-mail: biuro@polwat.com.pl www.polwat.com.pl INSTRUKCJA OBSŁUGI SIŁOWNIA PS-W-800-110V/2A/17Ah Spis treści
Badanie bezszczotkowego silnika prądu stałego z magnesami trwałymi (BLDCM)
") Badanie bezszczotkowego silnika prądu stałego z magnesami trwałymi (BLDCM) Celem ćwiczenia jest zapoznanie się z budową, zasadą działania oraz sterowaniem bezszczotkowego silnika prądu stałego z magnesami
Badanie bezszczotkowego silnika prądu stałego z magnesami trwałymi (BLDCM) Celem ćwiczenia jest zapoznanie się z budową, zasadą działania oraz sterowaniem bezszczotkowego silnika prądu stałego z magnesami
LEVELAUTOMATIC EVOLUTION
 LEVELAUTOMATIC EVOLUTION Instrukcja obsługi dolewki akwarystycznej Przed przystąpieniem do użytkowania, należy uważnie przeczytać poniższą instrukcję. Spis treści: 1. Wprowadzenie 2. Podłączenie 3. Uruchomienie
LEVELAUTOMATIC EVOLUTION Instrukcja obsługi dolewki akwarystycznej Przed przystąpieniem do użytkowania, należy uważnie przeczytać poniższą instrukcję. Spis treści: 1. Wprowadzenie 2. Podłączenie 3. Uruchomienie
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH
 PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 2/2010 do CZĘŚCI VIII INSTALACJE ELEKTRYCZNE I SYSTEMY STEROWANIA 2007 GDAŃSK Zmiany Nr 2/2010 do Części VIII Instalacje elektryczne i systemy
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 2/2010 do CZĘŚCI VIII INSTALACJE ELEKTRYCZNE I SYSTEMY STEROWANIA 2007 GDAŃSK Zmiany Nr 2/2010 do Części VIII Instalacje elektryczne i systemy
BANK ENERGII I AWARYJNY STARTER SAMOCHODU INSTRUKCJA OBSŁUGI
 BANK ENERGII I AWARYJNY STARTER SAMOCHODU INSTRUKCJA OBSŁUGI ZASADY BEZPIECZEŃSTWA I OSTRZEŻENIA Naładuj do końca ENERJUMP przed użyciem pierwszym użyciem. UWAGA: Trzymaj urządzenie z dala od ognia i wody.
BANK ENERGII I AWARYJNY STARTER SAMOCHODU INSTRUKCJA OBSŁUGI ZASADY BEZPIECZEŃSTWA I OSTRZEŻENIA Naładuj do końca ENERJUMP przed użyciem pierwszym użyciem. UWAGA: Trzymaj urządzenie z dala od ognia i wody.
str. 1 WSTĘP Instrukcja użytkowania dla zaciskarek ręcznych typów SYQ 14-20A i SYQ14-32A (lipiec 2008) Złączki F5 profil U Złączki F7 profil TH
 Złączki F5 profil U Złączki F7 profil TH") WSTĘP Instrukcja użytkowania dla zaciskarek ręcznych typów SYQ 14-20A i SYQ14-32A (lipiec 2008) Złączki F5 profil U Złączki F7 profil TH Zaciskarki ręczne produkowane są w dwóch typach : SYQ 14-20A i SYQ14-32A.
WSTĘP Instrukcja użytkowania dla zaciskarek ręcznych typów SYQ 14-20A i SYQ14-32A (lipiec 2008) Złączki F5 profil U Złączki F7 profil TH Zaciskarki ręczne produkowane są w dwóch typach : SYQ 14-20A i SYQ14-32A.
Badanie silnika asynchronicznego jednofazowego
 Badanie silnika asynchronicznego jednofazowego Cel ćwiczenia Celem ćwiczenia jest poznanie budowy i zasady funkcjonowania silnika jednofazowego. W ramach ćwiczenia badane są zmiany wartości prądu rozruchowego
Badanie silnika asynchronicznego jednofazowego Cel ćwiczenia Celem ćwiczenia jest poznanie budowy i zasady funkcjonowania silnika jednofazowego. W ramach ćwiczenia badane są zmiany wartości prądu rozruchowego
UŜytkownik ma obowiązek zlecenia autoryzowanemu specjalistycznemu personelowi w wyznaczonych terminach poniŝszych prac konserwacyjnych.
 Pos : 1 /T B/Wartungs anl eitung/wartungsanlei tunggüteraufz ug @ 0\mod_1246011358638_11773.doc @ 11972 @ 11.6 Instrukcja konserwacji Prac konserwacyjnych i napraw moŝe podejmować się wyłącznie autoryzowany
Pos : 1 /T B/Wartungs anl eitung/wartungsanlei tunggüteraufz ug @ 0\mod_1246011358638_11773.doc @ 11972 @ 11.6 Instrukcja konserwacji Prac konserwacyjnych i napraw moŝe podejmować się wyłącznie autoryzowany
SYNTEX typ SK (synchroniczny) Instrukcja eksploatacji. SYNTEX typ SK
 Instrukcja eksploatacji. SYNTEX typ SK") D-4840 Rheine 1 z 8 typ SK piasta 1.0 piasta 4.5 Sprzęgło przeciążeniowe jest elementem chroniącym następujące po nim elementy przed zniszczeniem. Bezluzowe przeniesienie napędu zapewnione jest przez kulki
D-4840 Rheine 1 z 8 typ SK piasta 1.0 piasta 4.5 Sprzęgło przeciążeniowe jest elementem chroniącym następujące po nim elementy przed zniszczeniem. Bezluzowe przeniesienie napędu zapewnione jest przez kulki
Śrubka zamykająca Uchwyt ścienny Przycisk kontrolny Lampka kontrolna
 Modem GSM do sterowania ogrzewaniem 1 Przegląd W połączeniu z radiowym regulatorem temperatury pokojowej X2D modem ten umożliwia zdalne sterowanie ogrzewaniem. Zdalne sterowanie odbywa się za pomocą komunikatów
Modem GSM do sterowania ogrzewaniem 1 Przegląd W połączeniu z radiowym regulatorem temperatury pokojowej X2D modem ten umożliwia zdalne sterowanie ogrzewaniem. Zdalne sterowanie odbywa się za pomocą komunikatów
serii HECTOR instrukcja obs³ugi prostowników do ³adowania akumulatorów LINCOLN ELECTRIC HECTOR 1208 HECTOR 1210 HECTOR 1214 I-207-310-7 Rev.
 A-073 ELREMET EN ISO 900 R LINCOLN ELECTRIC R LINCOLN ELECTRIC BESTER S.A. ul. Jana III Sobieskiego 9 A 58-263 Bielawa tel./074/ 64 6 00 fax /074/ 64 6 080 serwis: /074/ 64 6 88 http://www.bester.com.pl
A-073 ELREMET EN ISO 900 R LINCOLN ELECTRIC R LINCOLN ELECTRIC BESTER S.A. ul. Jana III Sobieskiego 9 A 58-263 Bielawa tel./074/ 64 6 00 fax /074/ 64 6 080 serwis: /074/ 64 6 88 http://www.bester.com.pl
Gazowa pompa ciepła firmy Panasonic
 Gazowa pompa ciepła firmy Panasonic Gazowa pompa ciepła różni się od pompy ciepła zasilanej energią elektryczną tym, że jej kompresor napędzany jest przez silnik gazowy. Agregat GHP (gazowej pompy ciepła)
Gazowa pompa ciepła firmy Panasonic Gazowa pompa ciepła różni się od pompy ciepła zasilanej energią elektryczną tym, że jej kompresor napędzany jest przez silnik gazowy. Agregat GHP (gazowej pompy ciepła)
MIG 205 L SPAWANIE LUTOSPAWANIE
 INSTRUKCJA OBSŁUGI MIG 205 L SPAWANIE LUTOSPAWANIE UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać
INSTRUKCJA OBSŁUGI MIG 205 L SPAWANIE LUTOSPAWANIE UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać
SYSTEM SMAROWANIA LUBETOOL
 SYSTEM SMAROWANIA LUBETOOL Charakterystyka systemu System LubeTool jest systemem skąpego smarowania. Składa się on (zaleŝnie od odmiany) ze zbiornika oleju, sekcji roboczych, elementów instalacji pneumatycznej
SYSTEM SMAROWANIA LUBETOOL Charakterystyka systemu System LubeTool jest systemem skąpego smarowania. Składa się on (zaleŝnie od odmiany) ze zbiornika oleju, sekcji roboczych, elementów instalacji pneumatycznej
ENel Sp. z o. o. - WROCŁAW
 ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL50A INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL50A INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
Pos : 1 /T B/M ontag eanlei tung/montageanleitung KGA @ 0\mod_1244010250697_11773.doc @ 11777 @
 Pos : 1 /T B/M ontag eanlei tung/montageanleitung KGA @ 0\mod_1244010250697_11773.doc @ 11777 @ 11.2 Instrukcja montaŝu Instalacji, rozruchu i kontroli moŝe podejmować się wyłącznie autoryzowany specjalistyczny
Pos : 1 /T B/M ontag eanlei tung/montageanleitung KGA @ 0\mod_1244010250697_11773.doc @ 11777 @ 11.2 Instrukcja montaŝu Instalacji, rozruchu i kontroli moŝe podejmować się wyłącznie autoryzowany specjalistyczny
SPAWANIE KATALOG PRO ESIONALNY. Iskra VARJENJE
 PRO ESIONALNY Iskra SPAWANIE KATALOG Metaltrade Sp. z o.o. ul. Wolska 84/86 01-141 Warszawa tel: 22 6321324 fax: 22 6323341 biuro@metaltrade.pl www.metaltrade.pl Iskra PRO ESIONALNY MIG MIG 150 MIG 170
PRO ESIONALNY Iskra SPAWANIE KATALOG Metaltrade Sp. z o.o. ul. Wolska 84/86 01-141 Warszawa tel: 22 6321324 fax: 22 6323341 biuro@metaltrade.pl www.metaltrade.pl Iskra PRO ESIONALNY MIG MIG 150 MIG 170
PX319. Driver LED 1x2A/48V INSTRUKCJA OBSŁUGI
 PX319 Driver LED 1x2A/48V INSTRUKCJA OBSŁUGI R SPIS TREŚCI 1. Opis ogólny... 3 2. Warunki bezpieczeństwa... 3 3. Opis złączy i elementów sterowania... 4 4. Ustawianie adresu DMX... 5 4.1. Ustawienia funkcji
PX319 Driver LED 1x2A/48V INSTRUKCJA OBSŁUGI R SPIS TREŚCI 1. Opis ogólny... 3 2. Warunki bezpieczeństwa... 3 3. Opis złączy i elementów sterowania... 4 4. Ustawianie adresu DMX... 5 4.1. Ustawienia funkcji
EGZEMPLARZ ARCHIWALNY WZORU UŻYTKOWEGO. (19) PL (n)62895. (i2,opis OCHRONNY
 PL (n)62895. (i2,opis OCHRONNY") EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (i2,opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114534 (22) Data zgłoszenia: 23.12.2003 (19) PL (n)62895
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (i2,opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114534 (22) Data zgłoszenia: 23.12.2003 (19) PL (n)62895
Środowiskowe Laboratorium Ciężkich Jonów Uniwersytet Warszawski
 Środowiskowe Laboratorium Ciężkich Jonów Uniwersytet Warszawski, tel: +(48 22) 8222123, fax: +(48 22) 6592714 e-mail: slcj@slcj.uw.edu.pl http://www.slcj.uw.edu.pl Warszawa,24.02.2016 r. OGŁOSZENIE O WSZCZĘCIU
Środowiskowe Laboratorium Ciężkich Jonów Uniwersytet Warszawski, tel: +(48 22) 8222123, fax: +(48 22) 6592714 e-mail: slcj@slcj.uw.edu.pl http://www.slcj.uw.edu.pl Warszawa,24.02.2016 r. OGŁOSZENIE O WSZCZĘCIU
Urządzenia do bezprzerwowego zasilania UPS CES GX RACK. 10 kva. Wersja U/CES_GXR_10.0/J/v01. Praca równoległa
 Urządzenia do bezprzerwowego zasilania UPS CES GX RACK 10 kva Centrum Elektroniki Stosowanej CES sp. z o. o. 30-732 Kraków, ul. Biskupińska 14 tel.: (012) 269-00-11 fax: (012) 267-37-28 e-mail: ces@ces.com.pl,
Urządzenia do bezprzerwowego zasilania UPS CES GX RACK 10 kva Centrum Elektroniki Stosowanej CES sp. z o. o. 30-732 Kraków, ul. Biskupińska 14 tel.: (012) 269-00-11 fax: (012) 267-37-28 e-mail: ces@ces.com.pl,
Rozbudowa domu przedpogrzebowego na cmentarzu komunalnym w Bierutowie. Specyfikacja techniczna wykonania i odbioru robót budowlanych - Okna i drzwi
 SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH * * * OKNA I DRZWI 1 1. POSTANOWIENIA OGÓLNE 1.1. Przedmiot ST Przedmiotem niniejszej części specyfikacji technicznej (ST) są wymagania dotyczące
SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH * * * OKNA I DRZWI 1 1. POSTANOWIENIA OGÓLNE 1.1. Przedmiot ST Przedmiotem niniejszej części specyfikacji technicznej (ST) są wymagania dotyczące
INSTRUKCJA OBSŁUGI AUTOMATYCZNEJ PRZYŁBICY SPAWALNICZEJ
 INSTRUKCJA OBSŁUGI AUTOMATYCZNEJ PRZYŁBICY SPAWALNICZEJ BASIC II 1 UWAGA: Przeczytaj uważnie poniższą instrukcję. Zwróć uwagę na wymagania bezpieczeństwa i obsługi, ostrzeżenia i ograniczenia. Używaj tego
INSTRUKCJA OBSŁUGI AUTOMATYCZNEJ PRZYŁBICY SPAWALNICZEJ BASIC II 1 UWAGA: Przeczytaj uważnie poniższą instrukcję. Zwróć uwagę na wymagania bezpieczeństwa i obsługi, ostrzeżenia i ograniczenia. Używaj tego
Instrukcja montażu aparatu w obudowie meblowej
 Instrukcja montażu aparatu w obudowie meblowej Lodówka z zamrażalnikiem Instrukcja montażu aparatów chłodniczo-zamrażalniczych w obudowie meblowej jest przeznaczona dla fachowca. Zamontowanie i podłączenie
Instrukcja montażu aparatu w obudowie meblowej Lodówka z zamrażalnikiem Instrukcja montażu aparatów chłodniczo-zamrażalniczych w obudowie meblowej jest przeznaczona dla fachowca. Zamontowanie i podłączenie
PROCEDURA OCENY RYZYKA ZAWODOWEGO. w Urzędzie Gminy Mściwojów
 I. Postanowienia ogólne 1.Cel PROCEDURA OCENY RYZYKA ZAWODOWEGO w Urzędzie Gminy Mściwojów Przeprowadzenie oceny ryzyka zawodowego ma na celu: Załącznik A Zarządzenia oceny ryzyka zawodowego monitorowanie
I. Postanowienia ogólne 1.Cel PROCEDURA OCENY RYZYKA ZAWODOWEGO w Urzędzie Gminy Mściwojów Przeprowadzenie oceny ryzyka zawodowego ma na celu: Załącznik A Zarządzenia oceny ryzyka zawodowego monitorowanie
INSTRUKCJA OBSŁUGI CYFROWY MIERNIK REZYSTANCJI IZOLACJI DT-5505
 INSTRUKCJA OBSŁUGI CYFROWY MIERNIK REZYSTANCJI IZOLACJI DT-5505 Wydanie LS 13/07 Bezpieczeństwo DTR.CMRI-01 Międzynarodowe Znaki Bezpieczeństwa: Symbol ten oznacza konieczność zapoznania się z instrukcja
INSTRUKCJA OBSŁUGI CYFROWY MIERNIK REZYSTANCJI IZOLACJI DT-5505 Wydanie LS 13/07 Bezpieczeństwo DTR.CMRI-01 Międzynarodowe Znaki Bezpieczeństwa: Symbol ten oznacza konieczność zapoznania się z instrukcja
POMPA CIEP A SOLANKA - WODA
 POMPA CIEP A SOLANKA - WODA Monitorowanie parametrów pracy Ekran przegl dowy Niezawodne funkcjonowanie w najci szych Spr arki spiralne niezawodnie pracuj w najci szych PAROWNIK Urz dzenie rozprowadzaj
POMPA CIEP A SOLANKA - WODA Monitorowanie parametrów pracy Ekran przegl dowy Niezawodne funkcjonowanie w najci szych Spr arki spiralne niezawodnie pracuj w najci szych PAROWNIK Urz dzenie rozprowadzaj
Szybkoschładzarki SZYBKOSCHŁADZARKI. Szybkoschładzarki z funkcją 50 szybkozamrażania
 SZYBKOSCHŁADZARKI Szybkoschładzarki z funkcją 50 szybkozamrażania SZYBKOSCHŁADZARKI DLACZEGO WARTO ICH UŻYWAĆ? Wszystkie świeże produkty zawierają naturalną florę bakteryjną, która w sprzyjających warunkach
SZYBKOSCHŁADZARKI Szybkoschładzarki z funkcją 50 szybkozamrażania SZYBKOSCHŁADZARKI DLACZEGO WARTO ICH UŻYWAĆ? Wszystkie świeże produkty zawierają naturalną florę bakteryjną, która w sprzyjających warunkach
Zarządzenie Nr 144/2015 Wójta Gminy Tczew z dnia 27.08.2015 r.
 Zarządzenie Nr 144/2015 Wójta Gminy Tczew z dnia 27.08.2015 r. Tczew. w sprawie wprowadzenia zasad utrzymania placów zabaw stanowiących własność Gminy Na podstawie art.30 ust. 2 pkt 3 ustawy z dnia 8 marca
Zarządzenie Nr 144/2015 Wójta Gminy Tczew z dnia 27.08.2015 r. Tczew. w sprawie wprowadzenia zasad utrzymania placów zabaw stanowiących własność Gminy Na podstawie art.30 ust. 2 pkt 3 ustawy z dnia 8 marca
WZORU UŻYTKOWEGO PL 65817 Y1. PRZEDSIĘBIORSTWO BRANŻOWE GAZOWNIA SERWIS SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Warszawa, PL 18.07.
 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 118702 (22) Data zgłoszenia: 07.01.2010 (19) PL (11) 65817 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 118702 (22) Data zgłoszenia: 07.01.2010 (19) PL (11) 65817 (13) Y1 (51) Int.Cl.
Typoszereg pomp SP. Spis treści. Typoszereg pomp SP. 4",6",8", 10" pompy głębinowe wykonane ze stali nierdzewnej
 Typoszereg pomp SP Spis treści Informacje ogólne Zakres wydajności Specyfikacja materiałowa Pompy głębionowe 4" Pompy głębionowe 6" Pompy głębionowe 8" Pompy głębionowe 10" Charakterystyki wydajności /
Typoszereg pomp SP Spis treści Informacje ogólne Zakres wydajności Specyfikacja materiałowa Pompy głębionowe 4" Pompy głębionowe 6" Pompy głębionowe 8" Pompy głębionowe 10" Charakterystyki wydajności /
SPAWALNICZYCH INDUSTRIE SUPERMIG 200S SUPERMIG 250S SUPERMIG 300S SUPERMIG 350S - 1 -
 INSTRUKCJA OBS UGI TRANSFORMATOROWYCH PÓ AUTOMATÓW SPAWALNICZYCH INDUSTRIE SUPERMIG 200S SUPERMIG 250S SUPERMIG 300S SUPERMIG 350S - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji urz dze
INSTRUKCJA OBS UGI TRANSFORMATOROWYCH PÓ AUTOMATÓW SPAWALNICZYCH INDUSTRIE SUPERMIG 200S SUPERMIG 250S SUPERMIG 300S SUPERMIG 350S - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji urz dze
AERIS CA 350 VV EASE Zalety Informacje ogólne
 AERIS CA 350 VV EASE Centrala wentylacyjna najnowszej generacji wyposażona w wymiennik przeciwprądowy o wysokiej sprawności oraz unikatowe wentylatory prądu stałego wyposażone w wirniki o konstrukcji zapewniające
AERIS CA 350 VV EASE Centrala wentylacyjna najnowszej generacji wyposażona w wymiennik przeciwprądowy o wysokiej sprawności oraz unikatowe wentylatory prądu stałego wyposażone w wirniki o konstrukcji zapewniające
INSTRUKCJA OBSŁUGI. Czujnik opadu deszczu RAIN SENSOR RS500
 INSTRUKCJA OBSŁUGI Czujnik opadu deszczu RAIN SENSOR RS500 WPROWADZENIE Wyłącznik Rain Sensor RS500 może pracować jako normalnie otwarty (NO) lub jako normalnie zamknięty (NC). Wyłącznik może być używany
INSTRUKCJA OBSŁUGI Czujnik opadu deszczu RAIN SENSOR RS500 WPROWADZENIE Wyłącznik Rain Sensor RS500 może pracować jako normalnie otwarty (NO) lub jako normalnie zamknięty (NC). Wyłącznik może być używany
REMONT POMIESZCZEŃ SĄDU REJONOWEGO POZNAŃ STARE MIASTO PRZY UL. DOŻYNKOWEJ 9H W POZNANIU. IV. INFORMACJA BIOZ
 IV. INFORMACJA BIOZ Inwestor: SĄD REJONOWY POZNAŃ STARE MIASTO ul. Młyńska 1a 61-729 Poznań Projekt budowy dla inwestycji : REMONT POMIESZCZEŃ SĄDU REJONOWEGO POZNAŃ STARE MIASTO PRZY UL. DOŻYNKOWEJ 9H
IV. INFORMACJA BIOZ Inwestor: SĄD REJONOWY POZNAŃ STARE MIASTO ul. Młyńska 1a 61-729 Poznań Projekt budowy dla inwestycji : REMONT POMIESZCZEŃ SĄDU REJONOWEGO POZNAŃ STARE MIASTO PRZY UL. DOŻYNKOWEJ 9H
Dr inż. Andrzej Tatarek. Siłownie cieplne
 Dr inż. Andrzej Tatarek Siłownie cieplne 1 Wykład 3 Sposoby podwyższania sprawności elektrowni 2 Zwiększenie sprawności Metody zwiększenia sprawności elektrowni: 1. podnoszenie temperatury i ciśnienia
Dr inż. Andrzej Tatarek Siłownie cieplne 1 Wykład 3 Sposoby podwyższania sprawności elektrowni 2 Zwiększenie sprawności Metody zwiększenia sprawności elektrowni: 1. podnoszenie temperatury i ciśnienia
Nasze produkty. Obrotniki rolkowe rur, walczaków oraz arkuszy blachy. Urz¹dzenie do spawania rur, walczaków oraz arkuszy blachy.
 Elko-77 dzia³a na polskim rynku spawalniczym od 35 lat i ma ponad 150 firm - partnerów wspó³pracuj¹cych na bie ¹co. Specjalizacj¹ firmy jest mechanizacja i wyposa enie w Ÿród³a pr¹du indywidualnych stanowisk
Elko-77 dzia³a na polskim rynku spawalniczym od 35 lat i ma ponad 150 firm - partnerów wspó³pracuj¹cych na bie ¹co. Specjalizacj¹ firmy jest mechanizacja i wyposa enie w Ÿród³a pr¹du indywidualnych stanowisk
Zwory elektromagnetyczne najwyższej jakości
 EM Zwory elektromagnetyczne najwyższej jakości ZWORA ELEKTROMAGNETYCZNA TYPU EM BEZPIECZNE I FUNKCJONALNE ROZWIĄZANIE DO ZAMYKANIA DRZWI Rozwiązanie pasujące do wszystkich drzwi Zwory elektromagnetyczne
EM Zwory elektromagnetyczne najwyższej jakości ZWORA ELEKTROMAGNETYCZNA TYPU EM BEZPIECZNE I FUNKCJONALNE ROZWIĄZANIE DO ZAMYKANIA DRZWI Rozwiązanie pasujące do wszystkich drzwi Zwory elektromagnetyczne
INSTRUKCJA MONTAŻU I OBSŁUGI BATERIE SERII SENSO
 INSTRUKCJA MONTAŻU I OBSŁUGI BATERIE SERII SENSO 1 9 7 2 www.loge.com.pl instrukcja Senso marzec 21 2 marca 21 11:8:4 1 9 7 2 instrukcja Senso marzec 21 2 marca 21 11:8:4 INSTRUKCJA MONTAŻU Dziękujemy
INSTRUKCJA MONTAŻU I OBSŁUGI BATERIE SERII SENSO 1 9 7 2 www.loge.com.pl instrukcja Senso marzec 21 2 marca 21 11:8:4 1 9 7 2 instrukcja Senso marzec 21 2 marca 21 11:8:4 INSTRUKCJA MONTAŻU Dziękujemy
Samochody ciężarowe z wymiennym nadwoziem
 Informacje ogólne na temat pojazdów z wymiennym nadwoziem Informacje ogólne na temat pojazdów z wymiennym nadwoziem Pojazdy z nadwoziem wymiennym są skrętnie podatne. Pojazdy z nadwoziem wymiennym pozwalają
Informacje ogólne na temat pojazdów z wymiennym nadwoziem Informacje ogólne na temat pojazdów z wymiennym nadwoziem Pojazdy z nadwoziem wymiennym są skrętnie podatne. Pojazdy z nadwoziem wymiennym pozwalają
Na urządzeniu umieszczone zostały międzynarodowe symbole o następującym znaczeniu:
 Art. Nr 13 21 52 Tester przewodów i przewodzenia DUTEST www.conrad.pl INSTRUKCJA OBSŁUGI Na urządzeniu umieszczone zostały międzynarodowe symbole o następującym znaczeniu: Uwaga! Przestrzegać dokumentacji
Art. Nr 13 21 52 Tester przewodów i przewodzenia DUTEST www.conrad.pl INSTRUKCJA OBSŁUGI Na urządzeniu umieszczone zostały międzynarodowe symbole o następującym znaczeniu: Uwaga! Przestrzegać dokumentacji
Zgrzewanie Wprowadzenie
 Zgrzewanie Wprowadzenie Zgrzewanie polega na łączeniu przez docisk części metalowych, które zwykle w miejscu styku są ogrzane do temperatury niższej od ich temperatury topnienia. Zależnie od sposobu wywierania
Zgrzewanie Wprowadzenie Zgrzewanie polega na łączeniu przez docisk części metalowych, które zwykle w miejscu styku są ogrzane do temperatury niższej od ich temperatury topnienia. Zależnie od sposobu wywierania
Wymiennik kotła Ekonomik Bio Kowa Dokumentacja Techniczno Ruchowa
 Wymiennik kotła Ekonomik Bio Kowa Dokumentacja Techniczno Ruchowa Wytwórnia Kotłów Grzewczych Gierałtowice 118 34-122 Wieprz www.protech-wkg.pl tel.0338755187 fax 0338755284 1 Dokumentacja Techniczno Ruchowa
Wymiennik kotła Ekonomik Bio Kowa Dokumentacja Techniczno Ruchowa Wytwórnia Kotłów Grzewczych Gierałtowice 118 34-122 Wieprz www.protech-wkg.pl tel.0338755187 fax 0338755284 1 Dokumentacja Techniczno Ruchowa
Spis zawartości Lp. Str. Zastosowanie Budowa wzmacniacza RS485 Dane techniczne Schemat elektryczny
 Spis zawartości Lp. Str. 1. Zastosowanie 2 2. Budowa wzmacniacza RS485 3 3. Dane techniczne 4 4. Schemat elektryczny 5 5. Konfiguracja sieci z wykorzystaniem wzmacniacza RS485 6 6. Montaż i demontaż wzmacniacza
Spis zawartości Lp. Str. 1. Zastosowanie 2 2. Budowa wzmacniacza RS485 3 3. Dane techniczne 4 4. Schemat elektryczny 5 5. Konfiguracja sieci z wykorzystaniem wzmacniacza RS485 6 6. Montaż i demontaż wzmacniacza
WZORU UŻYTKOWEGO EGZEMPLARZ ARCHIWALNY. d2)opis OCHRONNY. (19) PL (n)62894. Centralny Instytut Ochrony Pracy, Warszawa, PL
opis OCHRONNY. (19) PL (n)62894. Centralny Instytut Ochrony Pracy, Warszawa, PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112772 (22) Data zgłoszenia: 29.11.2001 EGZEMPLARZ ARCHIWALNY (19) PL (n)62894 (13)
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112772 (22) Data zgłoszenia: 29.11.2001 EGZEMPLARZ ARCHIWALNY (19) PL (n)62894 (13)
ZESPOŁY SPRĘŻARKOWE DO ZASTOSOWAŃ PRZEMYSŁOWYCH I KOMERCYJNYCH. Producent: ARKTON Sp. z o.o. KZBT-1/15-PL
 ZESPOŁY SPRĘŻARKOWE DO ZASTOSOWAŃ PRZEMYSŁOWYCH I KOMERCYJNYCH Producent: ARKTON Sp. z o.o. 1 Spis treści 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. Wykonanie standardowe 3 Opcje 4 Moduły dodatkowe 5 Oznaczenie
ZESPOŁY SPRĘŻARKOWE DO ZASTOSOWAŃ PRZEMYSŁOWYCH I KOMERCYJNYCH Producent: ARKTON Sp. z o.o. 1 Spis treści 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. Wykonanie standardowe 3 Opcje 4 Moduły dodatkowe 5 Oznaczenie
Zbiorniki hydroforowe
 Zbiorniki hydroforowe Zbiorniki przeponowe stosowane w układach hydroforowych. Dopuszczalna temperatura pracy: od 0 C do 100 C. Zbiorniki wstępnie napełnione są powietrzem do ciśnienia 1,5 bar dla zbiorników
Zbiorniki hydroforowe Zbiorniki przeponowe stosowane w układach hydroforowych. Dopuszczalna temperatura pracy: od 0 C do 100 C. Zbiorniki wstępnie napełnione są powietrzem do ciśnienia 1,5 bar dla zbiorników
INSTRUKCJA OBSŁUGI ELEKTRONICZNY MIERNIK REZYSTANCJI UZIEMIENIA DT-5300B
 INSTRUKCJA OBSŁUGI ELEKTRONICZNY MIERNIK REZYSTANCJI UZIEMIENIA DT-5300B Wydanie LS 13/07 Elektroniczny miernik rezystancji uziemienia jest nowoczesnym zamiennikiem konwencjonalnego ręcznego miernika.
INSTRUKCJA OBSŁUGI ELEKTRONICZNY MIERNIK REZYSTANCJI UZIEMIENIA DT-5300B Wydanie LS 13/07 Elektroniczny miernik rezystancji uziemienia jest nowoczesnym zamiennikiem konwencjonalnego ręcznego miernika.
po rednie: które powstaje bez przep ywu pr du przez organizm cz owieka, np. uszkodzenie wzroku poprzez dzia anie uku elektrycznego.
 Cz owiek u ytkuje zarówno proste narz dzia, jak i coraz bardziej z o one maszyny i urz dzenia techniczne. U atwiaj mu one prac, zast puj mi nie, a nawet umys, uprzyjemniaj ycie, daj inne, dawniej niewyobra
Cz owiek u ytkuje zarówno proste narz dzia, jak i coraz bardziej z o one maszyny i urz dzenia techniczne. U atwiaj mu one prac, zast puj mi nie, a nawet umys, uprzyjemniaj ycie, daj inne, dawniej niewyobra
PRZY PODNOSZENIU BEZPIECZEŃSTWO JEST PRIORYTETEM
 ZAWIESIA TEKSTYLNE SPANSET POLSKA PRZY PODNOSZENIU BEZPIECZEŃSTWO JEST PRIORYTETEM Transport i przenoszenie elementów o dużej masie i objętości oznacza dla firmy wydatki na atestowane produkty z zakresu
ZAWIESIA TEKSTYLNE SPANSET POLSKA PRZY PODNOSZENIU BEZPIECZEŃSTWO JEST PRIORYTETEM Transport i przenoszenie elementów o dużej masie i objętości oznacza dla firmy wydatki na atestowane produkty z zakresu
Woda to życie. Filtry do wody. www.ista.pl
 Woda to życie Filtry do wody www.ista.pl Filtry do wody Mamy coś na osady i korozję Dobra i czysta woda pitna stała się dla nas prawie oczywistą rzeczą. Przedsiębiorstwa wodociągowe dokładają dużych starań
Woda to życie Filtry do wody www.ista.pl Filtry do wody Mamy coś na osady i korozję Dobra i czysta woda pitna stała się dla nas prawie oczywistą rzeczą. Przedsiębiorstwa wodociągowe dokładają dużych starań
INSTRUKCJA OBSŁUGI TERMOMETR CYFROWY TES-1312A
 INSTRUKCJA OBSŁUGI TERMOMETR CYFROWY TES-1312A PRZEDSIĘBIORSTWO AUTOMATYZACJI I POMIARÓW INTROL Sp. z o.o. ul. Kościuszki 112, 40-519 Katowice tel. 032/ 205 33 44, 78 90 056, fax 032/ 205 33 77 e-mail:
INSTRUKCJA OBSŁUGI TERMOMETR CYFROWY TES-1312A PRZEDSIĘBIORSTWO AUTOMATYZACJI I POMIARÓW INTROL Sp. z o.o. ul. Kościuszki 112, 40-519 Katowice tel. 032/ 205 33 44, 78 90 056, fax 032/ 205 33 77 e-mail:
INSTRUKCJA MONTAŻU SYSTEMU OGRZEWANIA PODŁOGOWEGO T 2 RED
 INSTRUKCJA MONTAŻU SYSTEMU OGRZEWANIA PODŁOGOWEGO T 2 RED Samoregulujące przewody grzejne T 2 Red można układać w cienkiej warstwą wypełniającej na istniejącym podłożu. Podłożem takim może być drewno,
INSTRUKCJA MONTAŻU SYSTEMU OGRZEWANIA PODŁOGOWEGO T 2 RED Samoregulujące przewody grzejne T 2 Red można układać w cienkiej warstwą wypełniającej na istniejącym podłożu. Podłożem takim może być drewno,
Ćwiczenie nr 7. Instalacja siłowa gniazd trójfazowych natynkowa kabelkowa.
 Temat : Ćwiczenie nr 7 Instalacja siłowa gniazd trójfazowych natynkowa kabelkowa. Wiadomości do powtórzenia: (podręcznik H. Markiewicz Instalacje elektryczne, rozdział 7.4. sterowanie odbiorników) 1. Schemat
Temat : Ćwiczenie nr 7 Instalacja siłowa gniazd trójfazowych natynkowa kabelkowa. Wiadomości do powtórzenia: (podręcznik H. Markiewicz Instalacje elektryczne, rozdział 7.4. sterowanie odbiorników) 1. Schemat
Wymiana nawierzchni chodników oraz dróg dojazdowych wokół budynku, rozbiórka i ponowny montaż prefabrykowanego muru oporowego
 Istotne postanowienia umowy ------------------------------------------------- W dniu. r w Jastrzębiu Zdroju pomiędzy ZLO dla Dzieci BETLEJEM zwanym dalej Zamawiającym w imieniu którego działa s. Jadwiga
Istotne postanowienia umowy ------------------------------------------------- W dniu. r w Jastrzębiu Zdroju pomiędzy ZLO dla Dzieci BETLEJEM zwanym dalej Zamawiającym w imieniu którego działa s. Jadwiga
SPIS TREŚCI. Przedmowa... 11. 1. Wybrane zagadnienia z fizyki i chemii gazów... 13
 SPIS TREŚCI Spis treści Przedmowa... 11 1. Wybrane zagadnienia z fizyki i chemii gazów... 13 1.1. Charakterystyka termodynamiczna gazów... 13 1.1.1. Stany skupienia materii... 13 1.1.2. Charakterystyka
SPIS TREŚCI Spis treści Przedmowa... 11 1. Wybrane zagadnienia z fizyki i chemii gazów... 13 1.1. Charakterystyka termodynamiczna gazów... 13 1.1.1. Stany skupienia materii... 13 1.1.2. Charakterystyka