Automatyczna Diagnostyka Stanu Narzędzia i Procesu Skrawania
|
|
|
- Patrycja Madej
- 8 lat temu
- Przeglądów:
Transkrypt
1 Techniki Wytwarzania 2 mgr Krzysztof Jemielniak Automatyczna Diagnostyka Stanu Narzędzia i Procesu Skrawania Część 5: Strategie nadzoru stanu narzędzi

2 Nordman Ocena zużycia ostrza na podstawie średniej wartości wybranego z góry fragmentu zabiegu

3 Nordman cd. strategia stosowana niezależnie od sposobu obróbki...

4 Nordman cd....czy typu czujnika (wielkości mierzonej)

5 Prometec

6 Artis 1

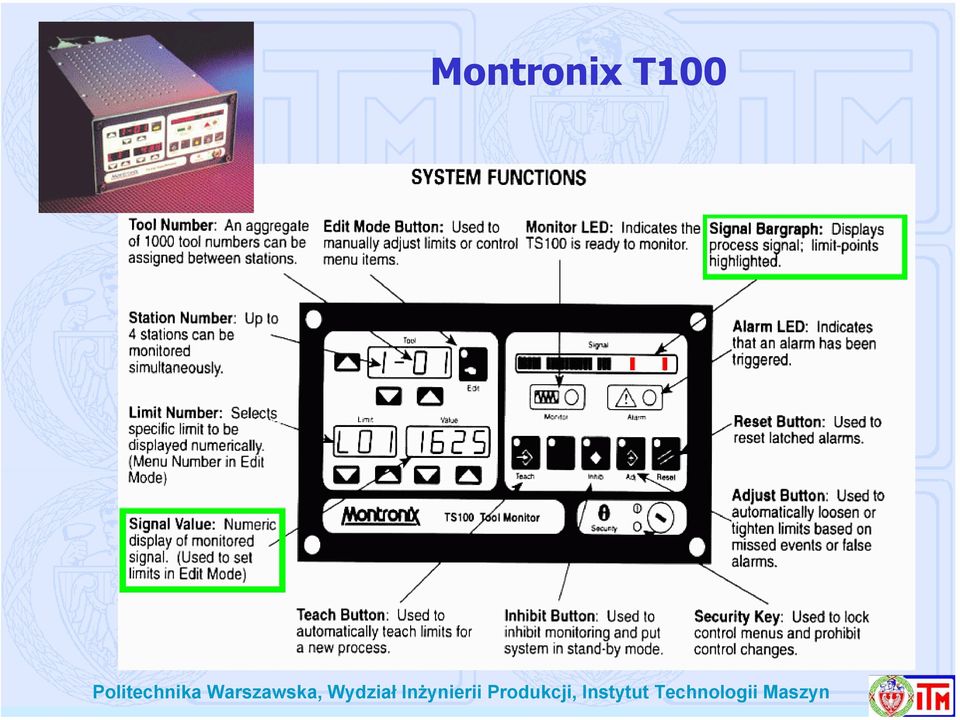
7 Montronix T100
8 Brankamp

9 Brankamp w Raufoss 6 wrzecionowy automat tokarski, 4 czujniki drgań

10 Wyniki finansowe... Economics Brankamp w Raufoss Costs of pilot installation: approx NOK equipment installation and training costs Payback: approx NOK pr. year R A U F O S S M A T E R I A L T E K N O L O G I side 10

11 Brankamp w Raufoss... i zdobyte doświadczenia Experiences + No multiple tool breakage since installation + Improved quality output, especially on randomly occurring faults - Difficult to find correct monitoring limits: Trial and error -approach requires skilled operators and continuity in process and operators - Complex system, requires high level of training: problems at sick leave, vacation etc. R A U F O S S M A T E R I A L T E K N O L O G I side 11

12 Pytania Czy operator sam musi dobierać i wprowadzać wartości graniczne, miejsca pomiaru itd? NIE! Po co operatowi wiedza o wartościach sygnałów???? Co z nimi może zrobić? Przeliczyć na wykorzystaną część okresu trwałości! dt = = ,33

13 Podstawowe założenia działania układu ADONiS 4-5 zdobywanie przez układ większości niezbędnych informacji w trakcie obróbki pierwszego przedmiotu automatyczne wyznaczanie dopuszczalnej wartości miary na podstawie decyzji użytkownika o stępieniu ostrza (uczenie układu) określanie nie tylko momentu stępienia ostrzy lecz także ocena wykorzystanej części okresów trwałości strategia przystosowana do obsługi kilku narzędzi

14 Pierwsze podejście: ocena wykorzystanej części okresu trwałości ostrza na podstawie początkowej, aktualnej i dopuszczalnej wartości wybranej miary dt (%) dt(t) dt(vbc) dt(ff)lin M 0 M M T dt = t T M M0 = M M T 0 0 cycle

15 Ogólne zasady uczenia układu i diagnostyki zużycia ostrza Pierwszy okres trwałości ostrza Mk Kolejny okres trwałości ostrza Mk Mi n Mi n Mk Mk Mk 3 Mk1 Mk Mk OP 1 OP 2 OP 3 OP n1 OP 1 OP 2 OP 3 OP n1 1-sza op.: licz.zab, które nadzorować, min i max sygn, po każdej op. zapamiętanie miary: Mk[NrOp] po każdej op. zapamiętanie miary: Mk[NrOp] oraz ocena dt na podstawie Mk[dT] po zakończeniu trwałości ostrza przeliczenie tablicy Mk[NrOp] na Mk[dT] na podstawie NrOp dt= LiczOp po zakończeniu trwałości ostrza przeliczenie tablicy Mk[NrOp] na Mk[dT], douczenie układu
![zapamiętanie miary: Mk[NrOp] po każdej op.](/docs-images/43/8308674/images/page_15.jpg "zapamiętanie miary: Mk[NrOp] oraz ocena dt na podstawie Mk[dT] po zakończeniu trwałości ostrza przeliczenie tablicy Mk[NrOp] na Mk[dT] na podstawie")
16 Uproszczony algorytm układu Automatycznej Diagnostyki Narzędzi Skrawających

17 Uproszczony algorytm układu nadzoru : omówione na kolejnych rysunkach

18 Tarowanie, oczekiwanie na skrawanie start posuwu start nadzoru tarowanie oczekiwanie na stabilizację sygnałów

19 Zbieranie danych wyznaczanie wybranej miary sumowanie wartości miary zliczanie czasu skrawania zliczanie wartości sygnałów dla pierwszej operacji: wyszukiwanie maksymalnych wartości sygnałów dla dalszych operacji: wykrywanie przeciążenia

20 Ocena danych zbieranie sum sygnałów dla narzędzi zbieranie czasów skrawania dla narzędzi obliczanie średnich wartości sygnałów w zabiegu i na ich podstawie ocena poprawności działania czujnika sygnalizacja nieprawidłowości dla pierwszej operacji: wyznaczanie minimalnych i maksymalnych dopuszczalnych wartości sygnałów

21 Przekształcenie Mk[NrOp] na Mk[dT] etap 1: wygładzenie tablicy: Mk[Op] => Mk[Op]F
22 Przekształcenie Mk[NrOp] na Mk[dT] etap 2: przekształcenie Mk[NrOp]F na Mk[dT] (co 5% dt)
23 Przekształcenie Mk[NrOp] na Mk[dT] etap 3: uwzględnienie historii : Mk[dT]:=0,25 Mk[dT] + 0,75 Mk[dT]B
24 Mk Ocena wykorzystanej części T Mk[dT] Wyszukiwanie w tablicy Mk[dT] wartości najbliższej uzyskanej w operacji Mk NrOp Mk[dT] dt Wyszukiwanie rozpoczyna się od poprzedniego wskazania: w przypadku wartości niższej niż poprzednia, wskazanie dt bez zmian NrOp dt Mk Mk[dT] 30% Przeszukiwanie tylko 6 elementów tablicy (0.3dT) ogranicza wpływ przypadkowo wysokich wartości NrOp dt Mk Mk[dT] Wskazanie nie może być niższe niż 0.7 dt wynikającego z poprzednich doświadczeń NrOp dt=70*nrop/lop
25 Ocena wykorzystanej części okresu trwałości ostrza na podstawie tablicy Mk[dT] dt (%) dt(t) dt(vbc) dt(ff)lin dt(ff)1 tylko na podstawie Mk[dT] cycle
26 Ocena wykorzystanej części okresu trwałości ostrza na podstawie tablicy Mk[dT] dt (%) Z dodaniem założenia, że wskazanie nie może być niższe niż 0.7 dt dt(t) dt(vbc) dt(ff)lin dt(ff)1 dt(ff) 0 cycle
WIELOCZUJNIKOWE NADZOROWANIE STANU NARZĘDZI
 Posiedzenie Sekcji Podstaw Technologii Komitetu Budowy Maszyn Polskiej Akademii Nauk 20 kwietnia 2004 WIELOCZUJNIKOWE NADZOROWANIE STANU NARZĘDZI prof. dr hab. inż. Krzysztof Jemieniak Plan prezentacji
Posiedzenie Sekcji Podstaw Technologii Komitetu Budowy Maszyn Polskiej Akademii Nauk 20 kwietnia 2004 WIELOCZUJNIKOWE NADZOROWANIE STANU NARZĘDZI prof. dr hab. inż. Krzysztof Jemieniak Plan prezentacji
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Nowoczesne metody monitorowania zużycia ostrzy narzędzi
 Targi INNOWACJE TECHNOLOGIE MASZYNY POLSKA Salon MACH-TOOL 2006 Konferencja Innowacje w budowie i eksploatacji maszyn Poznań, 20 czerwca 2006 r. Nowoczesne metody monitorowania zużycia ostrzy narzędzi
Targi INNOWACJE TECHNOLOGIE MASZYNY POLSKA Salon MACH-TOOL 2006 Konferencja Innowacje w budowie i eksploatacji maszyn Poznań, 20 czerwca 2006 r. Nowoczesne metody monitorowania zużycia ostrzy narzędzi
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Spis treści
![Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Spis treści](/thumbs/34/17045949.jpg "Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Spis treści") Narodowy Fundusz Ochrony Środowiska i Gospodarki Wodnej ul. Konstruktorska 3A, 02-673 Warszawa Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Przekazane do XXX [Bank] Data: Numer
Narodowy Fundusz Ochrony Środowiska i Gospodarki Wodnej ul. Konstruktorska 3A, 02-673 Warszawa Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Przekazane do XXX [Bank] Data: Numer
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
Harmonogram kurs: Programowanie w systemie CNC
 2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji
 FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym r Nałęczów
 Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Wymagania edukacyjne
 mgr inż. Bogdan Czach Rzeszów, 6 września 2015 Wymagania edukacyjne z przedmiotu Metody obróbki skrawaniem Technik mechanik Moduł : Z5.01 Metody obróbki skrawaniem, Z5.02 Narzędzia skrawające, Z5.03 Mechanizmy
mgr inż. Bogdan Czach Rzeszów, 6 września 2015 Wymagania edukacyjne z przedmiotu Metody obróbki skrawaniem Technik mechanik Moduł : Z5.01 Metody obróbki skrawaniem, Z5.02 Narzędzia skrawające, Z5.03 Mechanizmy
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 10. Diagnostyka stanu narzędzia i procesu skrawania Instytut
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 10. Diagnostyka stanu narzędzia i procesu skrawania Instytut
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA
 Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie arkusza: M.19-01-18.01 Oznaczenie kwalifikacji: M.19 zadania: 01 Kod ośrodka Kod egzaminatora EGZAMIN POTWIERDZAJĄCY
Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie arkusza: M.19-01-18.01 Oznaczenie kwalifikacji: M.19 zadania: 01 Kod ośrodka Kod egzaminatora EGZAMIN POTWIERDZAJĄCY
10. BADANIE TRWAŁOŚCI OSTRZA
 10. BADANIE RWAŁOŚCI OSRZA 10. 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z zależnością trwałości ostrza od prędkości skrwania oraz od przyjętego kryterium stępienia ostrza. 10. 2. Okres trwałości
10. BADANIE RWAŁOŚCI OSRZA 10. 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z zależnością trwałości ostrza od prędkości skrwania oraz od przyjętego kryterium stępienia ostrza. 10. 2. Okres trwałości
OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S )
") Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2018/19 Liczba godzin - 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S ) Prowadzący: dr hab. inż.
Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2018/19 Liczba godzin - 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S ) Prowadzący: dr hab. inż.
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
PRZEDMIOTOWY SYSTEM OCENIANIA
 Klasa 2 PRZEDMIOTOWY SYSTEM OCENIANIA Przedmiot: Techniki Wytwarzania 1.Celem kształcenia jest zapoznanie uczni z: - podstawowymi pojęciami technologii; - narzędziami i pomiarami warsztatowymi; - obróbką
Klasa 2 PRZEDMIOTOWY SYSTEM OCENIANIA Przedmiot: Techniki Wytwarzania 1.Celem kształcenia jest zapoznanie uczni z: - podstawowymi pojęciami technologii; - narzędziami i pomiarami warsztatowymi; - obróbką
DIGNOSTYKA STANU NARZĘDZIA W PRACACH INSTYTUTU TECHNOLOGII MASZYN POLITECHNKI WARSZAWSKIEJ
 Międzynarodowa Konferencja Naukowa OBRÓBKA MATERIAŁ ÓW Kraków, 11 12 maja 2 r. DIGNOSTYKA STANU NARZĘDZIA W PRACACH INSTYTUTU TECHNOLOGII MASZYN POLITECHNKI WARSZAWSKIEJ Krzysztof Jemielniak 1 STRESZCZENIE
Międzynarodowa Konferencja Naukowa OBRÓBKA MATERIAŁ ÓW Kraków, 11 12 maja 2 r. DIGNOSTYKA STANU NARZĘDZIA W PRACACH INSTYTUTU TECHNOLOGII MASZYN POLITECHNKI WARSZAWSKIEJ Krzysztof Jemielniak 1 STRESZCZENIE
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Zadanie Badawcze 2. Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem skonfigurowanego układu maszyna-przyrząddetal
 II KONFERENCJA Indywidualnego projektu kluczowego Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Zadanie Badawcze 2 Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem
II KONFERENCJA Indywidualnego projektu kluczowego Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Zadanie Badawcze 2 Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem
SPOSOBY POMIARU KĄTÓW W PROGRAMIE AutoCAD
 Dr inż. Jacek WARCHULSKI Dr inż. Marcin WARCHULSKI Mgr inż. Witold BUŻANTOWICZ Wojskowa Akademia Techniczna SPOSOBY POMIARU KĄTÓW W PROGRAMIE AutoCAD Streszczenie: W referacie przedstawiono możliwości
Dr inż. Jacek WARCHULSKI Dr inż. Marcin WARCHULSKI Mgr inż. Witold BUŻANTOWICZ Wojskowa Akademia Techniczna SPOSOBY POMIARU KĄTÓW W PROGRAMIE AutoCAD Streszczenie: W referacie przedstawiono możliwości
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem skonfigurowanego układu maszyna-przyrząd-detal
 Zadanie Badawcze 2 Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem skonfigurowanego układu maszyna-przyrząd-detal Partnerzy: Politechnika Warszawska Politechnika Rzeszowska Cele
Zadanie Badawcze 2 Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem skonfigurowanego układu maszyna-przyrząd-detal Partnerzy: Politechnika Warszawska Politechnika Rzeszowska Cele
WARIANTOWANIE SPOSOBU WYKONANIA POWIERZCHNI ELEMENTARNYCH
 Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N AŃSKIEJ Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007 KRZYSZTOF ŻYWICKI, EDWARD PAJĄK WARIANTOWANIE SPOSOBU WYKONANIA POWIERZCHNI ELEMENTARNYCH
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N AŃSKIEJ Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007 KRZYSZTOF ŻYWICKI, EDWARD PAJĄK WARIANTOWANIE SPOSOBU WYKONANIA POWIERZCHNI ELEMENTARNYCH
BADANIE PRZYDATNOŚCI MACIERZY MIKROFONÓW DO DIAGNOSTYKI STANU OSTRZA PRZY TOCZENIU. Streszczenie
 DOI: 10.17814/mechanik.2015.8-9.420 Dr inż. Mirosław NEJMAN, dr inż. Joanna KOSSAKOWSKA, mgr inż. Krzysztof BŁAŻEJAK, inż. Mateusz DOBRZYŃSKI (Politechnika Warszawska): BADANIE PRZYDATNOŚCI MACIERZY MIKROFONÓW
DOI: 10.17814/mechanik.2015.8-9.420 Dr inż. Mirosław NEJMAN, dr inż. Joanna KOSSAKOWSKA, mgr inż. Krzysztof BŁAŻEJAK, inż. Mateusz DOBRZYŃSKI (Politechnika Warszawska): BADANIE PRZYDATNOŚCI MACIERZY MIKROFONÓW
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
Warunki skrawania. Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. Copyright 3D MASTER
 Warunki skrawania Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. MODEL MATEMATYCZNY Realizacja zaawansowanego modelu matematycznego do obliczeń
Warunki skrawania Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. MODEL MATEMATYCZNY Realizacja zaawansowanego modelu matematycznego do obliczeń
NADZOROWANIE PROCESU WYSOKOWYDAJNEGO FREZOWANIA STOPÓW ALUMINIUM Z ZASTOSOWANIEM UKŁADU STEROWANIA ADAPTACYJNEGO. Streszczenie
 DOI: 10.17814/mechanik.2015.8-9.467 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Robert BABIARZ, mgr inż. Paweł SUŁKOWICZ (Politechnika Rzeszowska): NADZOROWANIE PROCESU WYSOKOWYDAJNEGO FREZOWANIA STOPÓW
DOI: 10.17814/mechanik.2015.8-9.467 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Robert BABIARZ, mgr inż. Paweł SUŁKOWICZ (Politechnika Rzeszowska): NADZOROWANIE PROCESU WYSOKOWYDAJNEGO FREZOWANIA STOPÓW
OCENA PRZYDATNOŚCI MIAR EMISJI AKUSTYCZNEJ I SIŁ SKRAWANIA DO DIAGNOSTYKI STANU NARZĘDZIA PRZY TOCZENIU
 OCENA PRZYDATNOŚCI MIAR EMISJI AKUSTYCZNEJ I SIŁ SKRAWANIA DO DIAGNOSTYKI STANU NARZĘDZIA PRZY TOCZENIU Krzysztof JEMIELNIAK, Leszek KWIATKOWSKI Paweł WRZOSEK Streszczenie Referat przedstawia wyniki badania
OCENA PRZYDATNOŚCI MIAR EMISJI AKUSTYCZNEJ I SIŁ SKRAWANIA DO DIAGNOSTYKI STANU NARZĘDZIA PRZY TOCZENIU Krzysztof JEMIELNIAK, Leszek KWIATKOWSKI Paweł WRZOSEK Streszczenie Referat przedstawia wyniki badania
KWALIFIKACYJNE KURSY ZAWODOWE
 Nazwa kwalifikacji: -Wykonywanie zabiegów fryzjerskich (A.19) Nazwa zawodu: Fryzjer 514101 Efekty kształcenia wspólne: BHP, PDG, JOZ, KPS, PKZ (A.k), Semestr I II III Liczba godzin w cyklu nauczania 1
Nazwa kwalifikacji: -Wykonywanie zabiegów fryzjerskich (A.19) Nazwa zawodu: Fryzjer 514101 Efekty kształcenia wspólne: BHP, PDG, JOZ, KPS, PKZ (A.k), Semestr I II III Liczba godzin w cyklu nauczania 1
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
ZAPYTANIE OFERTOWE nr 1/CNC/2017
 Kraków, 15.02.2017 r. ZAPYTANIE OFERTOWE nr 1/CNC/2017 Dotyczy: Projekt (RPDS.10.04.01-02-0024/16-00) współfinansowany ze środków Europejskiego Funduszu Społecznego w ramach Regionalnego Programu Operacyjnego
Kraków, 15.02.2017 r. ZAPYTANIE OFERTOWE nr 1/CNC/2017 Dotyczy: Projekt (RPDS.10.04.01-02-0024/16-00) współfinansowany ze środków Europejskiego Funduszu Społecznego w ramach Regionalnego Programu Operacyjnego
ŁĄCZENIE REZYSTORÓW. POMIAR REZYSTANCJI
 Krzysztof Makowski Ośrodek Kształcenia Zawodowego i Ustawicznego ŁCDNiKP ŁĄCZENIE REZYSTORÓW. POMIAR REZYSTANCJI III etap edukacji Obszar kształcenia: Zajęcia techniczne w gimnazjum. Moduł: Elektroniczny.
Krzysztof Makowski Ośrodek Kształcenia Zawodowego i Ustawicznego ŁCDNiKP ŁĄCZENIE REZYSTORÓW. POMIAR REZYSTANCJI III etap edukacji Obszar kształcenia: Zajęcia techniczne w gimnazjum. Moduł: Elektroniczny.
Instrukcja dla Opiekuna stażu
 PODRĘCZNIK STAŻU dla nauczycielek i nauczycieli przedmiotów zawodowych oraz instruktorek i instruktorów praktycznej nauki zawodu kształcących w zawodach technik mechanik [311504] oraz mechanik [723103]
PODRĘCZNIK STAŻU dla nauczycielek i nauczycieli przedmiotów zawodowych oraz instruktorek i instruktorów praktycznej nauki zawodu kształcących w zawodach technik mechanik [311504] oraz mechanik [723103]
Sprawdzenie narzędzi pomiarowych i wyznaczenie niepewności rozszerzonej typu A w pomiarach pośrednich
 Podstawy Metrologii i Technik Eksperymentu Laboratorium Sprawdzenie narzędzi pomiarowych i wyznaczenie niepewności rozszerzonej typu A w pomiarach pośrednich Instrukcja do ćwiczenia nr 4 Zakład Miernictwa
Podstawy Metrologii i Technik Eksperymentu Laboratorium Sprawdzenie narzędzi pomiarowych i wyznaczenie niepewności rozszerzonej typu A w pomiarach pośrednich Instrukcja do ćwiczenia nr 4 Zakład Miernictwa
Zasady punktacji : dla zadania : 1. - deklaracja czasu 2. Najkrótszy czas przelotu
 TASK KATALOG Katalog konkurencji Slalomania 2012 1. Slalom ósemka. Opis : Na sygnał sędziego (chorągiewką) pilot wlatuje w trasę slalomu zgodnie z kierunkiem niebieskiej strzałki i otwiera bramkę pomiaru
TASK KATALOG Katalog konkurencji Slalomania 2012 1. Slalom ósemka. Opis : Na sygnał sędziego (chorągiewką) pilot wlatuje w trasę slalomu zgodnie z kierunkiem niebieskiej strzałki i otwiera bramkę pomiaru
Tytuł zawodowy: Technik mechanik podbudowa Zasadniczej Szkoły Zawodowej
 Tytuł zawodowy: Technik mechanik podbudowa Zasadniczej Szkoły Zawodowej Cykl kształcenia: 3 lata 6 semestrów Technik mechanik to zawód, którym zainteresowanie obejmuje niemal wszystkie działy gospodarki
Tytuł zawodowy: Technik mechanik podbudowa Zasadniczej Szkoły Zawodowej Cykl kształcenia: 3 lata 6 semestrów Technik mechanik to zawód, którym zainteresowanie obejmuje niemal wszystkie działy gospodarki
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC
 HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
(86) Data i numer zgłoszenia międzynarodowego: , PCT/IL97/00003
 Data i numer zgłoszenia międzynarodowego: , PCT/IL97/00003") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)182940 (21) Numer zgłoszenia: 327666 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 02.01.1997 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)182940 (21) Numer zgłoszenia: 327666 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 02.01.1997 (86) Data i numer zgłoszenia
Nowoczesne systemy zarządzania i raportowania w zakresie ochrony środowiska na przykładzie zastosowania narzędzi informatycznych TEAMS
 Nowoczesne systemy zarządzania i raportowania w zakresie ochrony środowiska na przykładzie zastosowania narzędzi informatycznych TEAMS Dr inż. Michał Cichy Politechnika Śląska w Gliwicach Stowarzyszenie
Nowoczesne systemy zarządzania i raportowania w zakresie ochrony środowiska na przykładzie zastosowania narzędzi informatycznych TEAMS Dr inż. Michał Cichy Politechnika Śląska w Gliwicach Stowarzyszenie
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
INTERFEJS TDM ZOLLER VENTURION 600 ZASTOSOWANIE W PRZEMYŚLE. Streszczenie INTERFACE TDM ZOLLER VENTURION 600 USE IN THE INDUSTRY.
 DOI: 10.17814/mechanik.2015.8-9.461 Mgr inż. Tomasz DOBROWOLSKI, dr inż. Piotr SZABLEWSKI (Pratt & Whitney Kalisz): INTERFEJS TDM ZOLLER VENTURION 600 ZASTOSOWANIE W PRZEMYŚLE Streszczenie Przedstawiono
DOI: 10.17814/mechanik.2015.8-9.461 Mgr inż. Tomasz DOBROWOLSKI, dr inż. Piotr SZABLEWSKI (Pratt & Whitney Kalisz): INTERFEJS TDM ZOLLER VENTURION 600 ZASTOSOWANIE W PRZEMYŚLE Streszczenie Przedstawiono
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Najnowsze technologie IT dla samorządów COMARCH SMART PARKING ŁOWICZ, 5 Wrzesień Paweł Kowalik COMARCH S.A
 Najnowsze technologie IT dla samorządów COMARCH SMART PARKING ŁOWICZ, 5 Wrzesień 2016 Paweł Kowalik COMARCH S.A Inteligentne miasto (ang. Smart City) miasto, które wykorzystuje technologie informacyjno-komunikacyjne,
Najnowsze technologie IT dla samorządów COMARCH SMART PARKING ŁOWICZ, 5 Wrzesień 2016 Paweł Kowalik COMARCH S.A Inteligentne miasto (ang. Smart City) miasto, które wykorzystuje technologie informacyjno-komunikacyjne,
4C. III MODUŁ. PROJEKT EWALUACJI PROGRAMU ROZWOJU SZKOŁY
 4C. III MODUŁ. PROJEKT EWALUACJI PROGRAMU ROZWOJU SZKOŁY Cele zajęć UCZESTNICY: a. ustalają cele, obszary i adresata ewaluacji b. formułują pytania badawcze i problemy kluczowe c. ustalają kryteria ewaluacji
4C. III MODUŁ. PROJEKT EWALUACJI PROGRAMU ROZWOJU SZKOŁY Cele zajęć UCZESTNICY: a. ustalają cele, obszary i adresata ewaluacji b. formułują pytania badawcze i problemy kluczowe c. ustalają kryteria ewaluacji
Przykładowy szkolny plan nauczania* /przedmiotowe kształcenie zawodowe/
 Przykładowy szkolny plan nauczania* /przedmiotowe kształcenie zawodowe/ Typ szkoły: Zasadnicza Szkoła Zawodowa - 3-letni okres nauczania /1//2/ Zawód: operator obrabiarek skrawających; symbol 722307 Podbudowa
Przykładowy szkolny plan nauczania* /przedmiotowe kształcenie zawodowe/ Typ szkoły: Zasadnicza Szkoła Zawodowa - 3-letni okres nauczania /1//2/ Zawód: operator obrabiarek skrawających; symbol 722307 Podbudowa
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
P R O C E S Y I T E C H N I K I P R O D U K C Y J N E O B R Ó B K A S K R A W A N I E M
 Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne, I st. Semestr: III Kierunek: ZiIP Rok akad.:2017/18 Liczba godzin - 15 L A B O R A
Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne, I st. Semestr: III Kierunek: ZiIP Rok akad.:2017/18 Liczba godzin - 15 L A B O R A
Plan zjazdów KKZ M.19 rok szkolny 2018/2019
 Plan zjazdów KKZ M.19 rok szkolny 2018/2019 Zjazd 2 01-02 grudnia 2018 Lp. Godz. SOBOTA 01 grudnie I Programowanie i obsługa obrabiarek sterowanych numerycznie - 101 2. Programowanie i obsługa obrabiarek
Plan zjazdów KKZ M.19 rok szkolny 2018/2019 Zjazd 2 01-02 grudnia 2018 Lp. Godz. SOBOTA 01 grudnie I Programowanie i obsługa obrabiarek sterowanych numerycznie - 101 2. Programowanie i obsługa obrabiarek
PikoCNC Ustawienia parametrów bazowania osi Z
 PikoCNC Copyright 2016 PPHU ELCOSIMO 1 PikoCNC Ustawienia parametrów bazowania osi Z wersja 1.0 2016.06.20 PikoCNC Copyright 2016 PPHU ELCOSIMO 2 Wstęp Właściwe ustawienie parametrów bazowania osi Z (wymiarów)
PikoCNC Copyright 2016 PPHU ELCOSIMO 1 PikoCNC Ustawienia parametrów bazowania osi Z wersja 1.0 2016.06.20 PikoCNC Copyright 2016 PPHU ELCOSIMO 2 Wstęp Właściwe ustawienie parametrów bazowania osi Z (wymiarów)
Metody frezowania. Wysokowydajne frezy do gwintów. Programowanie obrabiarek CNC. Posuw na konturze narzędzia F k. Posuw w osi narzędzia F m
 Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
INFORMATYKA POZIOM ROZSZERZONY
 EGZAMIN MATURALNY W ROKU SZKOLNYM 2016/2017 FORMUŁA OD 2015 ( NOWA MATURA ) INFORMATYKA POZIOM ROZSZERZONY ZASADY OCENIANIA ROZWIĄZAŃ ZADAŃ ARKUSZ MIN-R1, R2 MAJ 2017 Uwaga: Akceptowane są wszystkie odpowiedzi
EGZAMIN MATURALNY W ROKU SZKOLNYM 2016/2017 FORMUŁA OD 2015 ( NOWA MATURA ) INFORMATYKA POZIOM ROZSZERZONY ZASADY OCENIANIA ROZWIĄZAŃ ZADAŃ ARKUSZ MIN-R1, R2 MAJ 2017 Uwaga: Akceptowane są wszystkie odpowiedzi
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
OBRÓBKA SKRAWANIEM. L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2017/18 Liczba godzin: 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr hab. inż. Paweł
Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2017/18 Liczba godzin: 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr hab. inż. Paweł
Technik elektronik 311[07] Zadanie praktyczne
![Technik elektronik 311[07] Zadanie praktyczne](/thumbs/27/9844457.jpg "Technik elektronik 311[07] Zadanie praktyczne") 1 Technik elektronik 311[07] Zadanie praktyczne Mała firma elektroniczna wyprodukowała tani i prosty w budowie prototypowy generator funkcyjny do zastosowania w warsztatach amatorskich. Podstawowym układem
1 Technik elektronik 311[07] Zadanie praktyczne Mała firma elektroniczna wyprodukowała tani i prosty w budowie prototypowy generator funkcyjny do zastosowania w warsztatach amatorskich. Podstawowym układem
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
POPRAWA EFEKTYWNOŚCI EKSPLOATACJI MASZYN
 POPRAWA EFEKTYWNOŚCI EKSPLOATACJI MASZYN AGENDA 1. O NAS 2. IDEA ELMODIS 3. SYSTEM ELMODIS 4. KORZYŚCI ELMODIS 5. ZASTOSOWANIE ELMODIS O NAS ELMODIS TO ZESPÓŁ INŻYNIERÓW I SPECJALISTÓW Z DŁUGOLETNIM DOŚWIADCZENIEM
POPRAWA EFEKTYWNOŚCI EKSPLOATACJI MASZYN AGENDA 1. O NAS 2. IDEA ELMODIS 3. SYSTEM ELMODIS 4. KORZYŚCI ELMODIS 5. ZASTOSOWANIE ELMODIS O NAS ELMODIS TO ZESPÓŁ INŻYNIERÓW I SPECJALISTÓW Z DŁUGOLETNIM DOŚWIADCZENIEM
Adam Korzeniewski p Katedra Systemów Multimedialnych
 Adam Korzeniewski adamkorz@sound.eti.pg.gda.pl p. 732 - Katedra Systemów Multimedialnych Operacja na dwóch funkcjach dająca w wyniku modyfikację oryginalnych funkcji (wynikiem jest iloczyn splotowy). Jest
Adam Korzeniewski adamkorz@sound.eti.pg.gda.pl p. 732 - Katedra Systemów Multimedialnych Operacja na dwóch funkcjach dająca w wyniku modyfikację oryginalnych funkcji (wynikiem jest iloczyn splotowy). Jest
2 Obróbka. Przegląd płytek skrawających do frezowania 2/178 12,15 10
 r zam. Oznaczenie /szt. j. op. uperstopy 2999 5127 AET 160408 FR AL 9120 2999 5070 AT 1003 DER 2999 5073 AT 1003 DER 2999 5076 AT 1003 DER U 2999 5082 AT 1003 DFR AL 9020 2999 5112 AT 1604 DR 2999 5115
r zam. Oznaczenie /szt. j. op. uperstopy 2999 5127 AET 160408 FR AL 9120 2999 5070 AT 1003 DER 2999 5073 AT 1003 DER 2999 5076 AT 1003 DER U 2999 5082 AT 1003 DFR AL 9020 2999 5112 AT 1604 DR 2999 5115
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Monitorowanie procesów wytwarzania Kod przedmiotu Status przedmiotu: obieralny MBM S 0 7 66-3_0 Język
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Monitorowanie procesów wytwarzania Kod przedmiotu Status przedmiotu: obieralny MBM S 0 7 66-3_0 Język
Mechatronika w kontroli i diagnostyce procesu obróbki drewna. aktualny stan wiedzy oraz kierunki rozwoju
 Szkoła Główna Gospodarstwa Wiejskiego Wydział Technologii Drewna diagnostyce procesu obróbki drewna aktualny stan wiedzy oraz kierunki rozwoju Piotr Beer Omawiane zagadnienia: Wprowadzenie Analiza cech
Szkoła Główna Gospodarstwa Wiejskiego Wydział Technologii Drewna diagnostyce procesu obróbki drewna aktualny stan wiedzy oraz kierunki rozwoju Piotr Beer Omawiane zagadnienia: Wprowadzenie Analiza cech
OBRÓBK A S K R AW AN I E M L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 3 Kierunek: MCH Rok akad.:2016/17 Liczba godzin - 15 OBRÓBK A S K R AW AN I E M L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Damian
Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 3 Kierunek: MCH Rok akad.:2016/17 Liczba godzin - 15 OBRÓBK A S K R AW AN I E M L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Damian
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Załącznik nr 6 do rozporządzenia Ministra Gospodarki i Pracy ZASADNICZE WYMAGANIA SPECYFICZNE DLA WAG AUTOMATYCZNYCH CZĘŚĆ I. Przepisy ogólne. 1.
 Załącznik nr 6 do rozporządzenia Ministra Gospodarki i Pracy ZASADNICZE WYMAGANIA SPECYFICZNE DLA WAG AUTOMATYCZNYCH CZĘŚĆ I. Przepisy ogólne. 1. Odpowiednie zasadnicze wymagania i wymagania specyficzne
Załącznik nr 6 do rozporządzenia Ministra Gospodarki i Pracy ZASADNICZE WYMAGANIA SPECYFICZNE DLA WAG AUTOMATYCZNYCH CZĘŚĆ I. Przepisy ogólne. 1. Odpowiednie zasadnicze wymagania i wymagania specyficzne
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM N 0 4-0_0 Język wykładowy: polski Rok:
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM N 0 4-0_0 Język wykładowy: polski Rok:
Obróbka po realnej powierzchni o Bez siatki trójkątów o Lepsza jakość po obróbce wykańczającej o Tylko jedna tolerancja jakości powierzchni
 TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA
 Układ graficzny CKE 2016 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Układ graficzny CKE 2016 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
Podstawowe I/O Liczby
 Podstawowe I/O Liczby Informatyka Jolanta Bachan Implementacja algorytmów, cd. I/O: Keyboard in, screen out, no loops Jolanta Bachan 2 Implementacja algorytmów, cd. I/O: Keyboard in, screen out, no loops
Podstawowe I/O Liczby Informatyka Jolanta Bachan Implementacja algorytmów, cd. I/O: Keyboard in, screen out, no loops Jolanta Bachan 2 Implementacja algorytmów, cd. I/O: Keyboard in, screen out, no loops
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Numer zadania:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Numer zadania:
DiaSter - system zaawansowanej diagnostyki aparatury technologicznej, urządzeń pomiarowych i wykonawczych. Politechnika Warszawska
 Jan Maciej Kościelny, Michał Syfert DiaSter - system zaawansowanej diagnostyki aparatury technologicznej, urządzeń pomiarowych i wykonawczych Instytut Automatyki i Robotyki Plan wystąpienia 2 Wprowadzenie
Jan Maciej Kościelny, Michał Syfert DiaSter - system zaawansowanej diagnostyki aparatury technologicznej, urządzeń pomiarowych i wykonawczych Instytut Automatyki i Robotyki Plan wystąpienia 2 Wprowadzenie
ĆWICZENIE NR.6. Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych
 ĆWICZENIE NR.6 Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych 1. Wstęp W nowoczesnych przekładniach zębatych dąży się do uzyskania małych gabarytów w stosunku do
ĆWICZENIE NR.6 Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych 1. Wstęp W nowoczesnych przekładniach zębatych dąży się do uzyskania małych gabarytów w stosunku do
VIII. Normowanie czasu robót na wielowrzecionowych automatach 289
 VIII. Normowanie czasu robót na wielowrzecionowych automatach 289 2. Tablice wytycznych i normatywów dla normowania czasu robót na wiclowrzecionowych automatach tokarskich Tablica A161. Wytyczne do obliczania
VIII. Normowanie czasu robót na wielowrzecionowych automatach 289 2. Tablice wytycznych i normatywów dla normowania czasu robót na wiclowrzecionowych automatach tokarskich Tablica A161. Wytyczne do obliczania
Mobilny Rejestrator Zdarzeń ECS jako narzędzie w zarządzaniu nowoczesną flotą
 Mobilny Rejestrator Zdarzeń ECS jako narzędzie w zarządzaniu nowoczesną flotą Rejestracja pracy maszyn i pojazdów ECS (EQUIPMENT CONTROL SYSTEM) jest elektronicznym systemem kontroli dostępu i zabezpieczenia
Mobilny Rejestrator Zdarzeń ECS jako narzędzie w zarządzaniu nowoczesną flotą Rejestracja pracy maszyn i pojazdów ECS (EQUIPMENT CONTROL SYSTEM) jest elektronicznym systemem kontroli dostępu i zabezpieczenia
PORÓWNANIE DYNAMICZNYCH WSPÓŁCZYNNIKÓW SIŁ SKRAWANIA ZMIERZONYCH W CZASIE WYSTĘPOWANIA DRGAŃ SAMOWZBUDNYCH DLA OSTREJ I ZUŻYTEJ KRAWĘDZI SKRAWAJĄCEJ
 DOI: 10.17814/mechanik.2015.8-9.416 Dr inż. Mirosław NEJMAN, dr inż. Dominika ŚNIEGULSKA- -GRĄDZKA, prof. dr hab. inż. Krzysztof JEMIELNIAK (Politechnika Warszawska): PORÓWNANIE DYNAMICZNYCH WSPÓŁCZYNNIKÓW
DOI: 10.17814/mechanik.2015.8-9.416 Dr inż. Mirosław NEJMAN, dr inż. Dominika ŚNIEGULSKA- -GRĄDZKA, prof. dr hab. inż. Krzysztof JEMIELNIAK (Politechnika Warszawska): PORÓWNANIE DYNAMICZNYCH WSPÓŁCZYNNIKÓW
Temat: POMIAR SIŁ SKRAWANIA
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
INNOWACJA. Ceny netto (w ) bez VAT, ważne do OSTRZY ZAPEWNIAJĄCYCH WIĘKSZĄ WYDAJNOŚĆ. GARANT Hi5 głowice frezarskie najwyższej klasy
 bez VAT, ważne do OSTRZY ZAPEWNIAJĄCYCH WIĘKSZĄ WYDAJNOŚĆ. GARANT Hi5 głowice frezarskie najwyższej klasy") INNOWACJA Ceny netto (w ) bez VAT, ważne do 31.07.2016 5 OSTRZY ZAPEWNIAJĄCYCH WIĘKSZĄ WYDAJNOŚĆ GARANT Hi5 głowice frezarskie najwyższej klasy GARANT Hi5 www.hoffmann-group.com Najwyższa wydajność w pełnym
INNOWACJA Ceny netto (w ) bez VAT, ważne do 31.07.2016 5 OSTRZY ZAPEWNIAJĄCYCH WIĘKSZĄ WYDAJNOŚĆ GARANT Hi5 głowice frezarskie najwyższej klasy GARANT Hi5 www.hoffmann-group.com Najwyższa wydajność w pełnym
Metoda simpleks. Gliwice
 Sprowadzenie modelu do postaci bazowej Sprowadzenie modelu do postaci bazowej Przykład 4 Model matematyczny z Przykładu 1 sprowadzić do postaci bazowej. FC: ( ) Z x, x = 6x + 5x MAX 1 2 1 2 O: WB: 1 2
Sprowadzenie modelu do postaci bazowej Sprowadzenie modelu do postaci bazowej Przykład 4 Model matematyczny z Przykładu 1 sprowadzić do postaci bazowej. FC: ( ) Z x, x = 6x + 5x MAX 1 2 1 2 O: WB: 1 2
Obróbka skrawaniem Machining Processes
 Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka
Linearyzatory czujników temperatury
 AiR Pomiary przemysłowe ćw. seria II Linearyzatory czujników temperatury Zastosowanie opornika termometrycznego 100 do pomiaru temperatury Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów ze sposobami
AiR Pomiary przemysłowe ćw. seria II Linearyzatory czujników temperatury Zastosowanie opornika termometrycznego 100 do pomiaru temperatury Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów ze sposobami
POPRAWA EFEKTYWNOŚCI EKSPLOATACJI MASZYN
 POPRAWA EFEKTYWNOŚCI EKSPLOATACJI MASZYN AGENDA 1. O NAS 2. IDEA ELMODIS 3. SYSTEM ELMODIS 4. KORZYŚCI ELMODIS 5. ZASTOSOWANIE ELMODIS 2 O NAS ELMODIS TO ZESPÓŁ INŻYNIERÓW I SPECJALISTÓW Z DŁUGOLETNIM
POPRAWA EFEKTYWNOŚCI EKSPLOATACJI MASZYN AGENDA 1. O NAS 2. IDEA ELMODIS 3. SYSTEM ELMODIS 4. KORZYŚCI ELMODIS 5. ZASTOSOWANIE ELMODIS 2 O NAS ELMODIS TO ZESPÓŁ INŻYNIERÓW I SPECJALISTÓW Z DŁUGOLETNIM
Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Numer zadania: 01
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: