PROCES PRODUKCJI, CYKL PRODUKCYJNY
|
|
|
- Seweryna Kalinowska
- 8 lat temu
- Przeglądów:
Transkrypt

1 PROCES PRODUKCJI, CYKL PRODUKCYJNY PRZEWODNIK DO ĆWICZEŃ 3 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności w celu wytworzenia określonego wyrobu. Obraz graficzny procesu produkcji Proces produkcji ma miejsce na 4 stanowiskach pracy: (stanowisko 3 jest pomijane) 2. Operacja produkcyjna i jej typy Definicja Operacja produkcyjna (technologiczna) część procesu produkcyjnego, która jest wykonywana na określonym przedmiocie (lub grupie) przez pracownika (lub kilku) na jednym (bądź wielu) stanowiskach pracy bez przerw. Typy operacji produkcyjnych: bezpośrednio produkcyjne (na lewo) oraz pośrednio produkcyjne (na prawo) Wyższa Szkoła Logistyki w Poznaniu, październik
 część procesu produkcyjnego, która jest wykonywana na określonym przedmiocie (lub grupie) przez pracownika")
 Obraz graficzny przerwy międzyoperacyjnej Sekwencja procesu produkcji: operacja 1 na stanowisku 1 operacja 2 na stanowisku 2 operacja 3 na stanowisku 4 operacja 4 na")
2 3. Przerwa międzyoperacyjna Definicja Przerwa międzyoperacyjna ( mo ) czas pomiędzy wykonaniem dwóch kolejnych operacji technologicznych; w czasie przerwy międzyoperacyjnej mają miejsce operacje pośrednio produkcyjne (logistyka) Obraz graficzny przerwy międzyoperacyjnej Sekwencja procesu produkcji: operacja 1 na stanowisku 1 operacja 2 na stanowisku 2 operacja 3 na stanowisku 4 operacja 4 na stanowisku 5 (miejsce występowania przerw międzyoperacyjnych znaczono strzałkami) 4. Cykl produkcyjny Definicja Cykl produkcyjny czas niezbędny do wykonania wszystkich operacji w procesie produkcyjnym danego wyrobu łącznie z czasem wszystkich koniecznych przerw Obraz graficzny cyklu produkcyjnego Cykl produkcyjny wizualizuje najgrubsza ze strzałek (czas od momentu rozpoczęcia do momentu zakończenia wszelkich operacji w procesie prod.) Wyższa Szkoła Logistyki w Poznaniu, październik

3 5. Wielkość partii produkcji Partia optymalna Idea optymalnej partii produkcji koresponduje z koncepcją optymalnej partii dostawy w zaopatrzeniu i dystrybucji (EWZ, EWP, EWD, EOQ). W obszarach tych występują koszty magazynowania i zamawiania, którym w sferze wytwarzania odpowiadają odpowiednio koszty produkcji (roboty w toku) i koszty przygotowania produkcji (przezbrojenia). W każdym z przypadków poszukuje się wielkości optymalnej minimum kosztów całkowitych (suma obu kosztów) - wykres. Wielkość partii optymalnej obliczamy według wzoru: gdzie: T pz T j q suma czasów przygotowawczo-zakończeniowych [należy dla wszystkich operacji zsumować podane czasy t pz ] suma czasów jednostkowych [należy dla wszystkich operacji zsumować podane czasy t j ] współczynnik proporcjonalności kosztów przygotowania produkcji do kosztów produkcji (jest on zależny od skali produkcji) [zawsze w zadaniach należy przyjmować warunki produkcji średnioseryjnej, dla której q=0,05] Partia ekonomiczna Jest to zakres wielkości partii optymalnej, w którym odchylenie kosztów jest akceptowane przez organizatora. Partia jest uzasadniona ekonomicznie w następujących granicach: Zatem otrzymaną wielkość partii optymalnej można dalej kształtować: pomniejszając ją maksymalnie o 30% (w dół) albo powiększając maksymalnie o 50% (w górę); należy unikać wielkości skrajnych, wybierając wartości bliskie optimum. Wyższa Szkoła Logistyki w Poznaniu, październik

4 Partia transportowa (występuje w przebiegu równoległym i szeregowo-równoległym) W przebiegu równoległym i szeregowo-równoległym przekazywanie detali między stanowiskami nie odbywa się całą partią (optymalną, ekonomiczną), ale w partiach transportowych (pakietach). Wielkość partii transportowej obliczamy według wzoru: gdzie: n op k t wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] liczba partii transportowych [zawsze w zadaniach będzie podawana arbitralnie przez prowadzącego zajęcia; w praktyce ilość partii transportowych podyktowana jest wielkością pojemnika, w którym przekazuje się detale z operacji na operację] Przykład obliczania wielkości partii Dane: Op 10 tpz = 0,25 tj = 0,15 Op 20 tpz = 0,50 tj = 0,25 Op 30 tpz = 0,75 tj = 0,50 Op 40 tpz = 0,25 tj = 0,10 Rozwiązanie: n op = (0,25 + 0,50 + 0,75 + 0,25) / (0,15 + 0,25 + 0,50 + 0,10) * 0,05 = 1,75 / 1 * 0,05 = = 35 sztuk/ partię Uzyskaną wielkość partii optymalnej możemy skorygować ekonomicznie: n ek = <0,7 1,5> n op = <0,7 1,5> * 35 = <24,5 52,5> Przyjmujemy (arbitralnie) do dalszych obliczeń n ek = 40 sztuk/partię (nieznacznie ją powiększyliśmy). Przyjmując (arbitralnie), iż liczba partii transportowych będzie równa dwa (k t = 2), otrzymujemy wielkość partii transportowej: n t = 40 / 2 = 20 sztuk/partię transportową Uwaga: wielkość partii zawsze musi być liczbą całkowitą; ułamki należy zaokrąglać w górę. Wyższa Szkoła Logistyki w Poznaniu, październik
![Wielkość partii transportowej obliczamy według wzoru: gdzie: n op k t wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ]](/docs-images/40/8284299/images/page_4.jpg "liczba partii transportowych [zawsze w zadaniach będzie podawana arbitralnie przez prowadzącego zajęcia; w praktyce ilość partii transportowych podyktowana jest wielkością pojemnika, w którym")
5 6. Cykl produkcyjny pojedynczej operacji Długotrwałość wiązania przedmiotu z operacją Relacja ta informuje jak długo wykonujemy daną operację (jaka jest długotrwałość pracy; kolokwialnie mówiąc: ile zajmie nam robota?) gdzie: n op t j wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] czas jednostkowy [dana z dokumentacji technologicznej] Długotrwałość wiązania stanowiska z operacją Relacja ta informuje jak długo stanowisko będzie zajęte w związku z wykonywaniem danej operacji (jaka jest dostępność stanowiska; kolokwialnie mówiąc: ile zajmie nam robota wraz z przezbrojeniem stanowiska?) gdzie: n op t j t j wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] czas jednostkowy [dana z dokumentacji technologicznej] czas przygotowawczo-zakończeniowy [dana z dokumentacji technologicznej] 7. Cykl produkcyjny wyrobu prostego Istnieją trzy podstawowe formy przejścia partii detali z jednej operacji na drugą: 1. przebieg szeregowy 2. przebieg równoległy 3. przebieg szeregowo równoległy Wyższa Szkoła Logistyki w Poznaniu, październik
![) gdzie: n op t j wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] czas jednostkowy [dana z dokumentacji technologicznej]](/docs-images/40/8284299/images/page_5.jpg "Długotrwałość wiązania stanowiska z operacją Relacja ta informuje jak długo stanowisko będzie zajęte w związku z wykonywaniem danej operacji (jaka jest dostępność stanowiska; kolokwialnie mówiąc: ile")
6 8. Wariant szeregowy istota: następna operacja rozpoczyna się po zakończeniu operacji poprzedniej dla wszystkich sztuk w partii zalety: organizacyjnie najłatwiejszy do realizacji najmniejsza liczba operacji transportowych wada: największy czas trwania cyklu produkcyjnego zastosowanie: niskie typy produkcji (specjalizacja technologiczna) warunki większej seryjności (małe tj; Τ niewielki) wzór: gdzie: n op t j τ mo wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] czas jednostkowy [dana z dokumentacji technologicznej] czas przerw międzyoperacyjnych [należy dokonać zliczenia ilości przerw między operacjami, przemnażając tę wartość przez czas trwania przerwy; zawsze w zadaniach czas przerwy będzie podawany arbitralnie przez prowadzącego zajęcia; także zakładamy iż cykl produkcyjny kończy się w momencie przekazania wyrobu na magazyn tzn. zawsze po ostatniej operacji będzie występowała jeszcze przerwa międzyoperacyjna rekapitulując: ile operacji tyle przerw międzyoperacyjnych] wykres przebiegu: Wyższa Szkoła Logistyki w Poznaniu, październik
![gdzie: n op t j τ mo wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] czas jednostkowy [dana z dokumentacji technologicznej]](/docs-images/40/8284299/images/page_6.jpg "czas przerw międzyoperacyjnych [należy dokonać zliczenia ilości przerw między operacjami, przemnażając tę wartość przez czas trwania przerwy; zawsze w zadaniach czas przerwy będzie podawany")
7 9. Wariant równoległy istota: poszczególne detale przechodzą na następne stanowisko natychmiast po wykonaniu operacji poprzedniej zaleta: największe skrócenie cyklu produkcyjnego wady: może powodować przestoje maszyn (~ synchronizacji) zwiększa liczbę operacji transportowych (koszty) zastosowanie: wyższe typy produkcji (specjalizacja przedmiotowa) wzór: gdzie: n t n op t j t jmax τ mo wielkość partii transportowej [obliczona wg wzoru na n t ] wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] czas jednostkowy [dana z dokumentacji technologicznej] maksymalny czas jednostkowy (t j najdłużej operacji) [dana z dokumentacji technologicznej] czas przerw międzyoperacyjnych [należy dokonać zliczenia ilości przerw między operacjami, przemnażając tę wartość przez czas trwania przerwy; zawsze w zadaniach czas przerwy będzie podawany arbitralnie przez prowadzącego zajęcia; także zakładamy iż cykl produkcyjny kończy się w momencie przekazania wyrobu na magazyn tzn. zawsze po ostatniej operacji będzie występowała jeszcze przerwa międzyoperacyjna rekapitulując: ile operacji tyle przerw międzyoperacyjnych] Wyższa Szkoła Logistyki w Poznaniu, październik
![partii transportowej [obliczona wg wzoru na n t ] wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] czas jednostkowy [dana z](/docs-images/40/8284299/images/page_7.jpg "dokumentacji technologicznej] maksymalny czas jednostkowy (t j najdłużej operacji) [dana z dokumentacji technologicznej] czas przerw międzyoperacyjnych [należy dokonać zliczenia ilości przerw między")
8 wykres przebiegu: Proces produkcji, cykl produkcyjny 10. Wariant szeregowo-równoległy istota: kolejna operacja rozpoczyna się przed zakończeniem operacji poprzedzającej (zapewnienie największej ciągłości obróbki) zaleta: skrócenie cyklu produkcyjnego wada: wzrost liczby operacji transportowych, przezbrojeń zastosowanie: asynchroniczne procesy produkcyjne wzór: gdzie: n op n t t j wielkość partii optymalnej (ekonomicznej) [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] wielkość partii transportowej [obliczona wg wzoru na n t ] czas jednostkowy [dana z dokumentacji technologicznej] Wyższa Szkoła Logistyki w Poznaniu, październik
 [obliczona wg wzoru na n op, ewentualnie następnie skorygowana wg wzoru na n ek ] wielkość partii transportowej [obliczona wg")
9 t jmin τ mo Proces produkcji, cykl produkcyjny minimalne czasy jednostkowe (najkrótszy t j z dwóch t j operacji, które porównuje się parami: tj op10 z tj op20 wybierz krótszy, tj op20 z tj op30 wybierz krótszy itd.; zsumuj wszystkie wybrane) [dana z dokumentacji technologicznej] czas przerw międzyoperacyjnych [należy dokonać zliczenia ilości przerw między operacjami, przemnażając tę wartość przez czas trwania przerwy; zawsze w zadaniach czas przerwy będzie podawany arbitralnie przez prowadzącego zajęcia; także zakładamy iż cykl produkcyjny kończy się w momencie przekazania wyrobu na magazyn tzn. zawsze po ostatniej operacji będzie występowała jeszcze przerwa międzyoperacyjna rekapitulując: ile operacji tyle przerw międzyoperacyjnych] wykres przebiegu: 11. Rysowanie harmonogramów uwagi ogólne Na samym początku rysujemy układ współrzędnych, w którym na osi x oznaczamy czas (τ) zaś na osi y stanowiska (r) względnie operacje (op). Rozpoczynamy od narysowania pierwszego czasu przygotowawczo-zakończeniowego przed osią stanowisk/operacji (chodzi o to, aby obróbka dla pierwszej z operacji rozpoczęła się dokładnie w chwili 0). Tpz dla op 10 wynosi w tym przypadku 0,5 siwy prostokąt (wykres). Wyższa Szkoła Logistyki w Poznaniu, październik
![; zsumuj wszystkie wybrane) [dana z dokumentacji technologicznej] czas przerw międzyoperacyjnych [należy dokonać zliczenia ilości przerw między operacjami, przemnażając tę wartość przez czas trwania](/docs-images/40/8284299/images/page_9.jpg "przerwy; zawsze w zadaniach czas przerwy będzie podawany arbitralnie przez prowadzącego zajęcia; także zakładamy iż cykl produkcyjny kończy się w momencie przekazania wyrobu na magazyn tzn.")
10 Dalej należy dokonać obliczenia długotrwałości wykonania operacji 10 wg wzoru na (τ op ): pomnożyć wielkość partii (n) przez czas wykonania jednej sztuki (tj). Przyjmując, iż partia liczy 50 szt., a czas wykonania 1 sztuki w operacji 10 wynosi 0,05 otrzymujemy czas równy 2,5 jednostki. Czas wykonania operacji 10 zaznaczamy na harmonogramie niebieski prostokąt. Następnie należy dokonać przejścia do obliczeń kolejnej operacji. Zanim jednak się ona rozpocznie, należy dokonać odczekania pewnego interwału czasu (musi się dokonać chociażby transport ze stanowiska na stanowisko). Przyjmijmy, iż przerwa międzyoperacyjna wynosi 1 jednostkę czasu. Dalsza praca obróbcza (operacja 20) będzie mogła mieć miejsce równo po jednostce czasu od chwili zakończenia operacji 10 (reprezentuje ją czerwona pionowa kreska w operacji 20). Aby otrzymać na wykresie moment rozpoczęcia dalszej pracy należy dokonać rzutowania momentu zakończenia operacji 10 na operację 20 i doliczyć czas przerwy międzyoperacyjnej (przerwę obrazuje czerwona strzałka). W ramach przerwy międzyoperacyjnej możliwe jest przezbrajanie stanowisk (należy wrysowywać czasy tpz w ramach tego okresu). Zakładamy, iż tpz dla operacji 20 także wynosi 0,5. Otrzymujemy tym samym siwy prostokąt (przezbrojenie) w operacji 20. Wyższa Szkoła Logistyki w Poznaniu, październik
.")

11 Pozostaje wyznaczenie czasu wykonania operacji 20 (wg poznanego już schematu). Liczebność partii to 50 szt, zaś przyjęty czas wykonania operacji 20 to 0,06. W efekcie otrzymujemy czas wykonania operacji 20 równy 3 jednostki czasu niebieski prostokąt w kolejnej operacji. Dalej postępujemy w sposób analogiczny, aż do ostatniej operacji. Na końcu należy dokonać pokazania przejść detalu z operacji na operację obrazuje się to relacjami od momentu zakończenia operacji poprzedniej, do momentu rozpoczęcia operacji kolejnej (czarna przerywana linia na wykresie). Wyższa Szkoła Logistyki w Poznaniu, październik

12 12. Przebieg szeregowy zadanie z komentarzem Oblicz i przedstaw graficznie długość cyklu produkcji partii przy założeniu przebiegu szeregowego na podstawie poniższej technologii: op 10 cięcie t pz = 0,1 t j =0,05 op 20 toczenie t pz = 0,2 t j =0,06 op 30 wiercenie t pz = 0,2 t j =0,05 op 40 szlifowanie t pz = 0,1 t j =0,04 mo = 1 q = 0,05 Obliczenia: Wykres przebiegu: Część C2 wchodzi w skład: zespołu Z2 w ilości 3 szt. oraz zespołu Z3 w ilości 1 szt. Zapotrzebowanie na zespół Z2 wynosi 2 szt, więc ilość C2 wzrasta do 6 szt (2 Z2 x 3 C2). Dalej jednak Z2 wchodzi w skład zespołu Z1, potrzebnego w ilości 2 szt. Tym samym ilość C2 rośnie do 12 szt (obliczone wcześniej 6szt x 2 Z1). Analogicznie należy dokonać Przebieg szeregowy jest bardzo prosty wyjaśnienia do obliczeń jak i postępowania przy sporządzaniu wykresu przebiegu znajdują się w materiale powyżej, stąd w tym miejscu pominięto wyczerpujący komentarz do zadania. 13. Przebieg równoległy zadanie z komentarzem Oblicz i przedstaw graficznie długość cyklu produkcji partii przy założeniu przebiegu równoległego na podstawie poniższej technologii: op 10 cięcie t pz = 0,1 t j =0,05 op 20 toczenie t pz = 0,3 t j =0,20 op 30 frezowanie t pz = 0,2 t j =0,10 mo = 2 q = 0,05 kt = 4 Wyższa Szkoła Logistyki w Poznaniu, październik
.")
 i wybrać do obliczeń największy spośród nich.")
13 Obliczenia: Proces produkcji, cykl produkcyjny W przypadku obliczeń tego wariantu należy zwrócić uwagę na operację o najdłuższym czasie jednostkowym (tj max): w tym celu należy dokonać przeglądu technologii wykonania (czasy tj) i wybrać do obliczeń największy spośród nich. Wykres przebiegu: W przypadku rysowania wykresu postępujemy dokładnie tak samo, tylko że obliczamy długotrwałość wykonania każdej z partii transportowej w operacji 10 wg poznanego wzoru na (τ op ): pomnożyć wielkość partii transportowej (nt) przez czas wykonania jednej sztuki (tj). Takich partii będzie w ramach operacji tyle ile wynosi parametr kt (liczba partii transportowych) w zadaniu 4; na wykresie czas wykonania każdej partii transportowej został zobrazowana prostokątem w innym odcieniu koloru niebieskiego. Logika rysowania: wykres należy rysować tak jak w przebiegu szeregowym, tyle że po partii transportowej, aż do momentu dojścia do operacji maksymalnej rysujemy tpz operacji 10 przed osią obliczamy i rysujemy czas wykonania 1 partii transportowej w operacji 10 niebieski prostokąt oznaczony 1 zaznaczamy przerwę międzyoperacyjną czerwona strzałka w ramach przerwy międzyoperacyjnej wrysowujemy tpz operacji 20 obliczamy i rysujemy czas wykonania 1 partii transportowej w operacji 20 niebieski prostokąt oznaczony 1 dotarliśmy do operacji maksymalnej: będzie ona zawsze wykonywana bez przerw (poszczególne partie transportowe będą wykonywane jedna za drugą) powielamy zatem pierwszą partię transportową trzykrotnie otrzymując w operacji 20 stan: tpz, 1 partia transportowa, 2 partia transportowa, 3 partia transportowa, 4 partia transportowa Wyższa Szkoła Logistyki w Poznaniu, październik
 przez czas wykonania jednej sztuki (tj).")
14 (równe prostokąty, gdyż czasy wykonania poszczególnych partii transportowych są takie same) następnie postępujemy tak jak w przebiegu szeregowym: patrzymy gdzie skończyliśmy 1 partię transportową w operacji 20 i zaznaczamy przerwę między operacyjną czerwona strzałka w ramach przerwy międzyoperacyjnej zaznaczamy czas tpz operacji 30 obliczamy i rysujemy czas wykonania 1 partii transportowej w operacji 30 niebieski prostokąt oznaczony 1 potem postępujemy następująco: patrzymy gdzie skończyliśmy 2 partię transportową w operacji 20 i zaznaczamy przerwę między operacyjną czerwona strzałka rysujemy czas wykonania 2 partii transportowej w operacji 30 (jej wykonanie jest czasowo takie samo jak 1 partii transportowej) niebieski prostokąt oznaczony 2; przed tą partią transportową (jak i kolejnymi) nie zaznaczamy czasu tpz, gdyż stanowisko jest już przygotowane do tego typu pracy (swoją pracę już wykonało i oczekuje teraz na kolejną partię detali do obróbki) dalej w ramach operacji 30 identycznie postępujemy w przypadku partii transportowych numer 3 i 4 pozostały do narysowania partie transportowe 2-4 w operacji 10; logika postępowania jest dokładnie taka sama jak przedstawiona powyżej, tyle że w odwrotnym kierunku (w lewo) patrzymy gdzie rozpocząć się musi praca nad 2 partią transportową w operacji 20 zaznaczamy przerwę międzyoperacyjną czerwona strzałka (w lewo); wyznacza nam ona moment zakończenia obróbki 2 partii transportowej w operacji 10 rysujemy czas wykonania 2 partii transportowej w operacji 10 w lewo, do tyłu (jej wykonanie jest czasowo takie samo jak 1 partii transportowej) niebieski prostokąt oznaczony 2 potem patrzymy gdzie rozpocząć się musi praca nad 3 partią transportową w operacji 20 zaznaczamy przerwę międzyoperacyjną czerwona strzałka (w lewo); wyznacza nam ona moment zakończenia obróbki 3 partii transportowej w operacji 10 rysujemy czas wykonania 3 partii transportowej w operacji 10 w lewo (do tyłu) niebieski prostokąt oznaczony 3 w przypadku 4 partii transportowej w operacji 10 postępujemy identycznie na koniec zaznaczamy przejścia poszczególnych partii transportowych czarne przerywane linie Wyższa Szkoła Logistyki w Poznaniu, październik
 niebieski prostokąt oznaczony 2; przed tą partią transportową (jak i")
15 Maksymalna partia transportowa może wystąpić w dowolnym miejscu marszruty technologicznej wyrobu. W zadaniu miał miejsce wariant w środku procesu technologicznego. Zdarzyć się mogą również dwa inne: na początku pierwsza operacja maksymalna (narysowana łącznie), pozostałe operacje mające nieciągłość prac oraz na końcu wszystkie operacje będą wykonywane z przerwami poza ostatnią, maksymalną (rysowaną łącznie). 14. Przebieg szeregowo-równoległy zadanie z komentarzem Oblicz i przedstaw graficznie długość cyklu produkcji partii przy założeniu przebiegu szeregowo-równoległego na podstawie poniższej technologii: op 10 toczenie t pz = 0,1 t j =0,05 op 20 frezowanie t pz = 0,2 t j =0,20 op 30 wiercenie t pz = 0,2 t j =0,10 op 40 szlifowanie t pz = 0,1 t j =0,05 mo = 1 q = 0,05 kt = 3 Obliczenia: W przypadku obliczeń tego wariantu należy zwrócić uwagę na sumę czasów jednostkowych (tj min): w celu jej wyznaczenia należy porównywać czasy tj parami tj operacji 10 z tj operacji 20 i wybrać krótszy z nich; następnie tj operacji 20 z tj operacji 30 i wybrać krótszy z nich itd.; na końcu należy wszystkie tj minimalne (wyniki porównania par tj) zsumować. Wykres przebiegu: Wyższa Szkoła Logistyki w Poznaniu, październik

16 W przypadku rysowania wykresu postępujemy dokładnie tak samo, tylko że obliczamy długotrwałość wykonania każdej z partii transportowej w operacji 10 wg poznanego wzoru na (τ op ): pomnożyć wielkość partii transportowej (nt) przez czas wykonania jednej sztuki (tj). Takich partii będzie w ramach operacji tyle ile wynosi parametr kt (liczba partii transportowych) w zadaniu 3; na wykresie czas wykonania każdej partii transportowej został zobrazowana prostokątem w innym odcieniu koloru niebieskiego. Logika rysowania: wykres należy rysować według zasad przebiegu szeregowego i równoległego rysujemy tpz operacji 10 przed osią obliczamy i rysujemy czas wykonania 1 partii transportowej w operacji 10 niebieski prostokąt oznaczony 1 następnie za nim dorysowujemy kolejne partie transportowe w operacji 10 (kolejne prostokąty) analogia do operacji maksymalnej przebiegu równoległego patrzymy, czy czas tj kolejnej operacji 20 jest dłuższy czy krótszy od bieżącej; w naszym przypadku dłuższy, co oznacza iż kolejną operację będziemy rysowali od przodu: wariant: przejście z operacji krótszej (tj mniejszy) na operację dłuższą (tj większy) zaznaczamy przerwę międzyoperacyjną z przodu czerwona strzałka w ramach przerwy międzyoperacyjnej wrysowujemy tpz operacji 20 obliczamy i rysujemy czas wykonania 1 partii transportowej w operacji 20 niebieski prostokąt oznaczony 1 następnie za nim dorysowujemy kolejne partie transportowe w operacji 20 (kolejne prostokąty) patrzymy, czy czas tj kolejnej operacji 30 jest dłuższy czy krótszy od bieżącej; w naszym przypadku krótszy, co oznacza iż kolejną operację będziemy rysowali od tyłu: wariant: przejście z operacji dłuższej (tj większy) na operację krótszą (tj mniejszy) zaznaczamy przerwę międzyoperacyjną od tyłu czerwona strzałka; obejmuje ona okres czasu od momentu zakończenia pracy ostatniej partii transportowej w bieżącej operacji do momentu rozpoczęcia obróbki tej partii w kolejnej operacji analogia do przebiegu szeregowego ale po ostatniej z partii transportowych pozostałe partie transportowe wrysowujemy z przodu, podobnie jak i tpz kolejne operacje rysujemy tak samo, w zależności z którym z dwóch wariantów operacji (krótsza/dłuższą czy dłuższa/krótszą) mamy do czynienia na koniec zaznaczamy przejścia poszczególnych partii transportowych czarne przerywane linie Wyższa Szkoła Logistyki w Poznaniu, październik

17 15. Wykresy przebiegów (duży format) a) szeregowy b) równoległy Wyższa Szkoła Logistyki w Poznaniu, październik

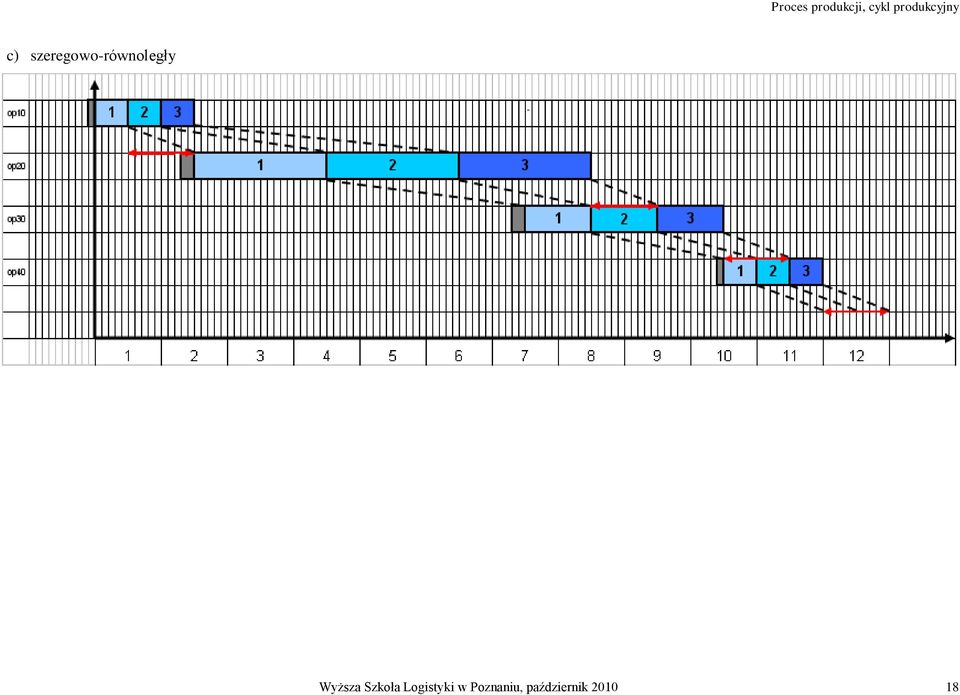
18 c) szeregowo-równoległy Wyższa Szkoła Logistyki w Poznaniu, październik
PROCES PRODUKCJI CYKL PRODUKCYJNY SZEREGOWO-RÓWNOLEGŁY RYSOWANIE HARMONOGRAMU
 PROCES PRODUKCJI CYKL PRODUKCYJNY SZEREGOWO-RÓWNOLEGŁY RYSOWANIE HARMONOGRAMU 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
PROCES PRODUKCJI CYKL PRODUKCYJNY SZEREGOWO-RÓWNOLEGŁY RYSOWANIE HARMONOGRAMU 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
PRZEWODNIK DO NARYSOWANIA HARMONOGRAMU WZORCOWEGO
 PRZEWODNIK DO NARYSOWANIA HARMONOGRAMU WZORCOWEGO PRACY GNIAZDA PRODUKCYJNEGO 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
PRZEWODNIK DO NARYSOWANIA HARMONOGRAMU WZORCOWEGO PRACY GNIAZDA PRODUKCYJNEGO 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO.
 Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
Cykl. produkcyjny ZARZĄDZANIE PRODUKCJĄ. 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram
 Cykl ZARZĄDZANIE PRODUKCJĄ produkcyjny 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram 1. Cykl produkcyjny Cp= Ot +Pp Cp długość cyklu produkcyjnego Ot długość okresu technologicznego Pp- długość
Cykl ZARZĄDZANIE PRODUKCJĄ produkcyjny 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram 1. Cykl produkcyjny Cp= Ot +Pp Cp długość cyklu produkcyjnego Ot długość okresu technologicznego Pp- długość
ORGANIZACJA I ZARZĄDZANIE
 P O L I T E C H N I K A W A R S Z A W S K A WYDZIAŁ BUDOWNICTWA, MECHANIKI I PETROCHEMII INSTYTUT INŻYNIERII MECHANICZNEJ ORGANIZACJA I ZARZĄDZANIE Analiza okresu technologicznego produkcji wyrobu prostego
P O L I T E C H N I K A W A R S Z A W S K A WYDZIAŁ BUDOWNICTWA, MECHANIKI I PETROCHEMII INSTYTUT INŻYNIERII MECHANICZNEJ ORGANIZACJA I ZARZĄDZANIE Analiza okresu technologicznego produkcji wyrobu prostego
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI MODUŁ PRODUKCJA ĆWICZENIA 6 ZAPASY W TOKU PRODUKCJI OBLICZANIE I WYKREŚLANIE
 1 ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI MODUŁ PRODUKCJA ĆWICZENIA 6 ZAPASY W TOKU PRODUKCJI OBLICZANIE I WYKREŚLANIE 2 LITERATURA: Marek Fertsch, Danuta Głowacka-Fertsch Zarządzanie produkcją, Wyższa Szkoła
1 ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI MODUŁ PRODUKCJA ĆWICZENIA 6 ZAPASY W TOKU PRODUKCJI OBLICZANIE I WYKREŚLANIE 2 LITERATURA: Marek Fertsch, Danuta Głowacka-Fertsch Zarządzanie produkcją, Wyższa Szkoła
METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA. AUTOR: dr inż.
 1 METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA AUTOR: dr inż. ROMAN DOMAŃSKI 2 1. DANE PROJEKTOWE 1.1. DANE WEJŚCIOWE DO PROJEKTU 3 1.1. Asortyment
1 METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA AUTOR: dr inż. ROMAN DOMAŃSKI 2 1. DANE PROJEKTOWE 1.1. DANE WEJŚCIOWE DO PROJEKTU 3 1.1. Asortyment
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI. Ćwiczenia
 ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI Ćwiczenia Ćwiczenia tematyka DOSTAWCY PRODUKCJA ODBIORCY Parametr Parametr ilościowy ilościowy (wielkość (wielkość przepływu) przepływu) Parametry przepływów materiałowych
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI Ćwiczenia Ćwiczenia tematyka DOSTAWCY PRODUKCJA ODBIORCY Parametr Parametr ilościowy ilościowy (wielkość (wielkość przepływu) przepływu) Parametry przepływów materiałowych
Planowanie i organizacja produkcji Zarządzanie produkcją
 Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Harmonogramowanie produkcji
 Harmonogramowanie produkcji Przedmiot: Zarządzanie zasobami przedsiębiorstwa Moduł: 4/4 Opracował: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
Harmonogramowanie produkcji Przedmiot: Zarządzanie zasobami przedsiębiorstwa Moduł: 4/4 Opracował: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
Harmonogramowanie produkcji
 Harmonogramowanie produkcji Przedmiot: Zarządzanie produkcją Moduł: 2/3 Prowadzący: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Harmonogramowanie produkcji Przedmiot: Zarządzanie produkcją Moduł: 2/3 Prowadzący: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Planowanie i sterowanie zapasami międzyoperacyjnymi
 L. Wicki - Materiały pomocnicze do ćwiczeń (0) 0-0-6 Planowanie i sterowanie zapasami międzyoperacyjnymi ZPiU Schemat zasileń materiałowych - system planowania wg okresu powtarzalności produkcji Wydział
L. Wicki - Materiały pomocnicze do ćwiczeń (0) 0-0-6 Planowanie i sterowanie zapasami międzyoperacyjnymi ZPiU Schemat zasileń materiałowych - system planowania wg okresu powtarzalności produkcji Wydział
Logistyka produkcji i dystrybucji MSP ćwiczenia 4 CRP PLANOWANIE ZAPOTRZEBOWANIA POTENCJAŁU. mgr inż. Roman DOMAŃSKI Katedra Systemów Logistycznych
 Logistyka produkcji i dystrybucji MSP ćwiczenia 4 CRP PLANOWANIE ZAPOTRZEBOWANIA POTENCJAŁU mgr inż. Roman DOMAŃSKI Katedra Systemów Logistycznych 1 Literatura Marek Fertsch Zarządzanie przepływem materiałów
Logistyka produkcji i dystrybucji MSP ćwiczenia 4 CRP PLANOWANIE ZAPOTRZEBOWANIA POTENCJAŁU mgr inż. Roman DOMAŃSKI Katedra Systemów Logistycznych 1 Literatura Marek Fertsch Zarządzanie przepływem materiałów
Studia stacjonarne I stopnia
 Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
FUNKCJA KWADRATOWA. Zad 1 Przedstaw funkcję kwadratową w postaci ogólnej. Postać ogólna funkcji kwadratowej to: y = ax + bx + c;(
 Zad Przedstaw funkcję kwadratową w postaci ogólnej Przykład y = ( x ) + 5 (postać kanoniczna) FUNKCJA KWADRATOWA Postać ogólna funkcji kwadratowej to: y = ax + bx + c;( a 0) Aby ją uzyskać pozbywamy się
Zad Przedstaw funkcję kwadratową w postaci ogólnej Przykład y = ( x ) + 5 (postać kanoniczna) FUNKCJA KWADRATOWA Postać ogólna funkcji kwadratowej to: y = ax + bx + c;( a 0) Aby ją uzyskać pozbywamy się
Lekcja 2. Pojęcie równania kwadratowego. Str Teoria 1. Równaniem wielomianowym nazywamy równanie postaci: n
 Lekcja 1. Lekcja organizacyjna kontrakt. Podręcznik: A. Ceve, M. Krawczyk, M. Kruk, A. Magryś-Walczak, H. Nahorska Matematyka w zasadniczej szkole zawodowej. Wydawnictwo Podkowa. Zakres materiału: Równania
Lekcja 1. Lekcja organizacyjna kontrakt. Podręcznik: A. Ceve, M. Krawczyk, M. Kruk, A. Magryś-Walczak, H. Nahorska Matematyka w zasadniczej szkole zawodowej. Wydawnictwo Podkowa. Zakres materiału: Równania
Funkcje IV. Wymagania egzaminacyjne:
 Wymagania egzaminacyjne: a) określa funkcję za pomocą wzoru, tabeli, wykresu, opisu słownego, b) odczytuje z wykresu funkcji: dziedzinę i zbiór wartości, miejsca zerowe, maksymalne przedziały, w których
Wymagania egzaminacyjne: a) określa funkcję za pomocą wzoru, tabeli, wykresu, opisu słownego, b) odczytuje z wykresu funkcji: dziedzinę i zbiór wartości, miejsca zerowe, maksymalne przedziały, w których
Zarządzanie Produkcją III
 Zarządzanie Produkcją III Dr Janusz Sasak Operatywne zarządzanie produkcją pojęcia podstawowe Asortyment produkcji Program produkcji Typ produkcji ciągła dyskretna Tempo i takt produkcji Seria i partia
Zarządzanie Produkcją III Dr Janusz Sasak Operatywne zarządzanie produkcją pojęcia podstawowe Asortyment produkcji Program produkcji Typ produkcji ciągła dyskretna Tempo i takt produkcji Seria i partia
Optymalizacja harmonogramów budowlanych - szeregowanie zadań. Mgr inż. Aleksandra Radziejowska AGH Akademia Górniczo-Hutnicza w Krakowie
 Optymalizacja harmonogramów budowlanych - szeregowanie zadań Mgr inż. Aleksandra Radziejowska AGH Akademia Górniczo-Hutnicza w Krakowie Opis zagadnienia Zadania dotyczące szeregowania zadań należą do szerokiej
Optymalizacja harmonogramów budowlanych - szeregowanie zadań Mgr inż. Aleksandra Radziejowska AGH Akademia Górniczo-Hutnicza w Krakowie Opis zagadnienia Zadania dotyczące szeregowania zadań należą do szerokiej
Zarządzanie produkcją.
 Zarządzanie produkcją i usługami Zarządzanie produkcją. mgr inż. Martyna Malak Katedra Systemów Logistycznych martyna.malak@wsl.com.pl Zarządzanie produkcją Ćwiczenia 5 BILANSOWANIE ZADAŃ PRODUKCYJNYCH
Zarządzanie produkcją i usługami Zarządzanie produkcją. mgr inż. Martyna Malak Katedra Systemów Logistycznych martyna.malak@wsl.com.pl Zarządzanie produkcją Ćwiczenia 5 BILANSOWANIE ZADAŃ PRODUKCYJNYCH
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI MODUŁ PRODUKCJA ĆWICZENIA 5 BILANSOWANIE ZADAŃ Z POTENCJAŁEM PRODUKCYJNYM
 1 ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI MODUŁ PRODUKCJA ĆWICZENIA 5 BILANSOWANIE ZADAŃ Z POTENCJAŁEM PRODUKCYJNYM LITERATURA: 2 Marek Fertsch, Danuta Głowacka-Fertsch Zarządzanie produkcją, Wyższa Szkoła Logistyki,
1 ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI MODUŁ PRODUKCJA ĆWICZENIA 5 BILANSOWANIE ZADAŃ Z POTENCJAŁEM PRODUKCYJNYM LITERATURA: 2 Marek Fertsch, Danuta Głowacka-Fertsch Zarządzanie produkcją, Wyższa Szkoła Logistyki,
Kurs ZDAJ MATURĘ Z MATEMATYKI MODUŁ 5 Zadania funkcje cz.1
 1 TEST WSTĘPNY 1. (1p) Funkcja f przyporządkowuje każdej liczbie naturalnej większej od 1 jej największy dzielnik będący liczbą pierwszą. Spośród liczb f(42), f(44), f(45), f(48) A. f(42) B. f(44) C. f(45)
1 TEST WSTĘPNY 1. (1p) Funkcja f przyporządkowuje każdej liczbie naturalnej większej od 1 jej największy dzielnik będący liczbą pierwszą. Spośród liczb f(42), f(44), f(45), f(48) A. f(42) B. f(44) C. f(45)
Przekształcanie wykresów.
 Sławomir Jemielity Przekształcanie wykresów. Pokażemy tu, jak zmiana we wzorze funkcji wpływa na wygląd jej wykresu. A. Mamy wykres funkcji f(). Jak będzie wyglądał wykres f ( ) + a, a stała? ( ) f ( )
Sławomir Jemielity Przekształcanie wykresów. Pokażemy tu, jak zmiana we wzorze funkcji wpływa na wygląd jej wykresu. A. Mamy wykres funkcji f(). Jak będzie wyglądał wykres f ( ) + a, a stała? ( ) f ( )
Sterowanie wykonaniem produkcji
 STEROWANIE WYKONANIEM PRODUKCJI (Production Activity Control - PAC) Sterowanie wykonaniem produkcji (SWP) stanowi najniŝszy, wykonawczy poziom systemu zarządzania produkcją, łączący wyŝsze poziomy operatywnego
STEROWANIE WYKONANIEM PRODUKCJI (Production Activity Control - PAC) Sterowanie wykonaniem produkcji (SWP) stanowi najniŝszy, wykonawczy poziom systemu zarządzania produkcją, łączący wyŝsze poziomy operatywnego
Metody określania wielkości partii cz.1. Zajęcia Nr 6
 Metody określania wielkości partii cz.1 Zajęcia Nr 6 Metody Metody statyczne - Wyliczane jednorazowo; - Nie ulegają zmianom w czasie; Rodzaje metod statycznych: ekonomicznej wielkości zamówienia (dostaw),
Metody określania wielkości partii cz.1 Zajęcia Nr 6 Metody Metody statyczne - Wyliczane jednorazowo; - Nie ulegają zmianom w czasie; Rodzaje metod statycznych: ekonomicznej wielkości zamówienia (dostaw),
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy. dr inż. Andrzej KIJ
 TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik
 Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
STRUKTURA WYROBU, SPECYFIKACJE WYROBU przewodnik do ćwiczeń z zadaniem. Obraz graficzny struktury wyrobu graf typu drzewo
 STRUKTURA WYROBU, SPECYFIKACJE WYROBU przewodnik do ćwiczeń z zadaniem 1. Struktura wyrobu Definicja Struktura wyrobu jest odzwierciedleniem relacji panujących pomiędzy zespołami i częściami (przedmiotami)
STRUKTURA WYROBU, SPECYFIKACJE WYROBU przewodnik do ćwiczeń z zadaniem 1. Struktura wyrobu Definicja Struktura wyrobu jest odzwierciedleniem relacji panujących pomiędzy zespołami i częściami (przedmiotami)
LOGISTYKA PRODUKCJI. dr inż. Andrzej KIJ
 LOGISTYKA PRODUKCJI dr inż. Andrzej KIJ TEMAT ĆWICZENIA: PLANOWANIE POTRZEB MATERIAŁOWYCH METODA MRP Opracowane na podstawie: Praca zbiorowa pod redakcją, A. Kosieradzkiej, Podstawy zarządzania produkcją
LOGISTYKA PRODUKCJI dr inż. Andrzej KIJ TEMAT ĆWICZENIA: PLANOWANIE POTRZEB MATERIAŁOWYCH METODA MRP Opracowane na podstawie: Praca zbiorowa pod redakcją, A. Kosieradzkiej, Podstawy zarządzania produkcją
ANALIZA DŁUGOŚCI CYKLU PRODUKCYJNEGO PARTII WYROBÓW W KONTEKŚCIE BILANSOWANIA ZDOLNOŚCI PRODUKCYJNEJ SYSTEMU WYTWÓRCZEGO
 ANALIZA DŁUGOŚCI CYKLU PRODUKCYJNEGO PARTII WYROBÓW W KONTEKŚCIE BILANSOWANIA ZDOLNOŚCI PRODUKCYJNEJ SYSTEMU WYTWÓRCZEGO Arkadiusz GOLA Streszczenie: W artykule przedstawiono wyniki analizy długości cyklu
ANALIZA DŁUGOŚCI CYKLU PRODUKCYJNEGO PARTII WYROBÓW W KONTEKŚCIE BILANSOWANIA ZDOLNOŚCI PRODUKCYJNEJ SYSTEMU WYTWÓRCZEGO Arkadiusz GOLA Streszczenie: W artykule przedstawiono wyniki analizy długości cyklu
FUNKCJA LINIOWA - WYKRES. y = ax + b. a i b to współczynniki funkcji, które mają wartości liczbowe
 FUNKCJA LINIOWA - WYKRES Wzór funkcji liniowej (postać kierunkowa) Funkcja liniowa to funkcja o wzorze: y = ax + b a i b to współczynniki funkcji, które mają wartości liczbowe Szczególnie ważny w postaci
FUNKCJA LINIOWA - WYKRES Wzór funkcji liniowej (postać kierunkowa) Funkcja liniowa to funkcja o wzorze: y = ax + b a i b to współczynniki funkcji, które mają wartości liczbowe Szczególnie ważny w postaci
FUNKCJE I RÓWNANIA KWADRATOWE. Lekcja 78. Pojęcie i wykres funkcji kwadratowej str
 FUNKCJE I RÓWNANIA KWADRATOWE Lekcja 78. Pojęcie i wykres funkcji kwadratowej str. 178-180. Funkcja kwadratowa to taka, której wykresem jest parabola. Definicja Funkcją kwadratową nazywamy funkcje postaci
FUNKCJE I RÓWNANIA KWADRATOWE Lekcja 78. Pojęcie i wykres funkcji kwadratowej str. 178-180. Funkcja kwadratowa to taka, której wykresem jest parabola. Definicja Funkcją kwadratową nazywamy funkcje postaci
Graficzne opracowanie wyników pomiarów 1
 GRAFICZNE OPRACOWANIE WYNIKÓW POMIARÓW Celem pomiarów jest bardzo często potwierdzenie związku lub znalezienie zależności między wielkościami fizycznymi. Pomiar polega na wyznaczaniu wartości y wielkości
GRAFICZNE OPRACOWANIE WYNIKÓW POMIARÓW Celem pomiarów jest bardzo często potwierdzenie związku lub znalezienie zależności między wielkościami fizycznymi. Pomiar polega na wyznaczaniu wartości y wielkości
Studia stacjonarne I stopnia
 Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Zapas bezpieczeństwa i systemy zamawiania Agnieszka Stachowiak Podstawowy model zapasu Ilość Z max N D n p Z d Z o Moment wysłania
Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Zapas bezpieczeństwa i systemy zamawiania Agnieszka Stachowiak Podstawowy model zapasu Ilość Z max N D n p Z d Z o Moment wysłania
FUNKCJA LINIOWA - WYKRES
 FUNKCJA LINIOWA - WYKRES Wzór funkcji liniowej (Postać kierunkowa) Funkcja liniowa jest podstawowym typem funkcji. Jest to funkcja o wzorze: y = ax + b a i b to współczynniki funkcji, które mają wartości
FUNKCJA LINIOWA - WYKRES Wzór funkcji liniowej (Postać kierunkowa) Funkcja liniowa jest podstawowym typem funkcji. Jest to funkcja o wzorze: y = ax + b a i b to współczynniki funkcji, które mają wartości
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ. prof. PŁ dr hab. inż. Andrzej Szymonik
 Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
WYKŁAD 3 WYPEŁNIANIE OBSZARÓW. Plan wykładu: 1. Wypełnianie wieloboku
 WYKŁ 3 WYPŁNINI OSZRÓW. Wypełnianie wieloboku Zasada parzystości: Prosta, która nie przechodzi przez wierzchołek przecina wielobok parzystą ilość razy. Plan wykładu: Wypełnianie wieloboku Wypełnianie konturu
WYKŁ 3 WYPŁNINI OSZRÓW. Wypełnianie wieloboku Zasada parzystości: Prosta, która nie przechodzi przez wierzchołek przecina wielobok parzystą ilość razy. Plan wykładu: Wypełnianie wieloboku Wypełnianie konturu
mapowania strumienia wartości
 Przykład obliczeń do mapowania strumienia wartości Prowadzący: mgr inż. Paweł Wojakowski, mgr inż. Łukasz Gola Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Przykład obliczeń do mapowania strumienia wartości Prowadzący: mgr inż. Paweł Wojakowski, mgr inż. Łukasz Gola Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Optymalizacja zapasów magazynowych przykład optymalizacji
 Optymalizacja zapasów magazynowych przykład optymalizacji www.strattek.pl Strona 1 Spis 1. Korzyści z optymalizacji zapasów magazynowych 3 2. W jaki sposób przeprowadzamy optymalizację? 3 3. Przykład optymalizacji
Optymalizacja zapasów magazynowych przykład optymalizacji www.strattek.pl Strona 1 Spis 1. Korzyści z optymalizacji zapasów magazynowych 3 2. W jaki sposób przeprowadzamy optymalizację? 3 3. Przykład optymalizacji
LABORATORIUM Z INŻYNIERII ZARZĄDZANIA- MRP II
 LABORATORIUM Z INŻYNIERII ZARZĄDZANIA- MRP II Ćwiczenie 4 Temat: Wprowadzanie struktury produkcyjnej i marszrut technologicznych. Opracowali: Sitek Paweł Jarosław Wikarek Kielce 2004 Wydziały produkcyjne
LABORATORIUM Z INŻYNIERII ZARZĄDZANIA- MRP II Ćwiczenie 4 Temat: Wprowadzanie struktury produkcyjnej i marszrut technologicznych. Opracowali: Sitek Paweł Jarosław Wikarek Kielce 2004 Wydziały produkcyjne
Metody określania wielkości partii cz.1. Zajęcia Nr 6
 Metody określania wielkości partii cz.1 Zajęcia Nr 6 Metody Metody statyczne - Wyliczane jednorazowo; - Nie ulegają zmianom w czasie; Rodzaje metod statycznych: ekonomicznej wielkości zamówienia (dostaw),
Metody określania wielkości partii cz.1 Zajęcia Nr 6 Metody Metody statyczne - Wyliczane jednorazowo; - Nie ulegają zmianom w czasie; Rodzaje metod statycznych: ekonomicznej wielkości zamówienia (dostaw),
LOGISTYKA. Zapas: definicja. Zapasy: podział
 LOGISTYKA Zapasy Zapas: definicja Zapas to określona ilość dóbr znajdująca się w rozpatrywanym systemie logistycznym, bieżąco nie wykorzystywana, a przeznaczona do późniejszego przetworzenia lub sprzedaży.
LOGISTYKA Zapasy Zapas: definicja Zapas to określona ilość dóbr znajdująca się w rozpatrywanym systemie logistycznym, bieżąco nie wykorzystywana, a przeznaczona do późniejszego przetworzenia lub sprzedaży.
Funkcja kwadratowa. f(x) = ax 2 + bx + c,
 = ax 2 + bx + c,") Funkcja kwadratowa. Funkcją kwadratową nazywamy funkcję f : R R określoną wzorem gdzie a, b, c R, a 0. f(x) = ax 2 + bx + c, Szczególnym przypadkiem funkcji kwadratowej jest funkcja f(x) = ax 2, a R \
Funkcja kwadratowa. Funkcją kwadratową nazywamy funkcję f : R R określoną wzorem gdzie a, b, c R, a 0. f(x) = ax 2 + bx + c, Szczególnym przypadkiem funkcji kwadratowej jest funkcja f(x) = ax 2, a R \
VII. WYKRESY Wprowadzenie
 VII. WYKRESY 7.1. Wprowadzenie Wykres jest graficznym przedstawieniem (w pewnym układzie współrzędnych) zależności pomiędzy określonymi wielkościami. Ułatwia on interpretację informacji (danych) liczbowych.
VII. WYKRESY 7.1. Wprowadzenie Wykres jest graficznym przedstawieniem (w pewnym układzie współrzędnych) zależności pomiędzy określonymi wielkościami. Ułatwia on interpretację informacji (danych) liczbowych.
ORGANIZACJA PRODUKCJI I LOGISTYKI W PRZEMYŚLE SAMOCHODOWYM
 ORGANIZACJA PRODUKCJI I LOGISTYKI W PRZEMYŚLE SAMOCHODOWYM Wykład 4: Sterowanie produkcją dr inż. Monika Kosacka-Olejnik Monika.kosacka@put.poznan.pl p. 110A Strzelecka Działania w obszarze sterowania
ORGANIZACJA PRODUKCJI I LOGISTYKI W PRZEMYŚLE SAMOCHODOWYM Wykład 4: Sterowanie produkcją dr inż. Monika Kosacka-Olejnik Monika.kosacka@put.poznan.pl p. 110A Strzelecka Działania w obszarze sterowania
Instrukcja. Laboratorium Metod i Systemów Sterowania Produkcją.
 Instrukcja do Laboratorium Metod i Systemów Sterowania Produkcją. 2010 1 Cel laboratorium Celem laboratorium jest poznanie metod umożliwiających rozdział zadań na linii produkcyjnej oraz sposobu balansowania
Instrukcja do Laboratorium Metod i Systemów Sterowania Produkcją. 2010 1 Cel laboratorium Celem laboratorium jest poznanie metod umożliwiających rozdział zadań na linii produkcyjnej oraz sposobu balansowania
9. BADANIE PRZEBIEGU ZMIENNOŚCI FUNKCJI
 BADANIE PRZEBIEGU ZMIENNOŚCI FUNKCJI Ekstrema i monotoniczność funkcji Oznaczmy przez D f dziedzinę funkcji f Mówimy, że funkcja f ma w punkcie 0 D f maksimum lokalne (minimum lokalne), gdy dla każdego
BADANIE PRZEBIEGU ZMIENNOŚCI FUNKCJI Ekstrema i monotoniczność funkcji Oznaczmy przez D f dziedzinę funkcji f Mówimy, że funkcja f ma w punkcie 0 D f maksimum lokalne (minimum lokalne), gdy dla każdego
Egzamin ustny z matematyki semestr II Zakres wymaganych wiadomości i umiejętności
 Egzamin ustny z matematyki semestr II Zakres wymaganych wiadomości i umiejętności I. Pojęcie funkcji definicja różne sposoby opisu funkcji określenie dziedziny, zbioru wartości, miejsc zerowych. Należy
Egzamin ustny z matematyki semestr II Zakres wymaganych wiadomości i umiejętności I. Pojęcie funkcji definicja różne sposoby opisu funkcji określenie dziedziny, zbioru wartości, miejsc zerowych. Należy
Zarządzanie płynnością finansową przedsiębiorstwa
 Zarządzanie płynnością finansową przedsiębiorstwa Cz. 4 Zarządzanie zapasami Składniki zapasów Konieczność utrzymywania zapasów Koszty zapasów 1. Koszty utrzymania zapasów - kapitałowe, - magazynowania,
Zarządzanie płynnością finansową przedsiębiorstwa Cz. 4 Zarządzanie zapasami Składniki zapasów Konieczność utrzymywania zapasów Koszty zapasów 1. Koszty utrzymania zapasów - kapitałowe, - magazynowania,
HARMONOGRAMOWANIE OPERACYJNE Z OGRANICZENIAMI W IFS APPLICATIONS
 HARMONOGRAMOWANIE OPERACYJNE Z OGRANICZENIAMI W IFS APPLICATIONS Cele sterowania produkcją Dostosowanie asortymentu i tempa produkcji do spływających na bieżąco zamówień Dostarczanie produktu finalnego
HARMONOGRAMOWANIE OPERACYJNE Z OGRANICZENIAMI W IFS APPLICATIONS Cele sterowania produkcją Dostosowanie asortymentu i tempa produkcji do spływających na bieżąco zamówień Dostarczanie produktu finalnego
Lista 3 Funkcje. Środkowa częśd podanej funkcji, to funkcja stała. Jej wykresem będzie poziomy odcinek na wysokości 4.
 Lista 3 Funkcje. Zad 1. Narysuj wykres funkcji. Przykład 1:. Zacznijmy od sporządzenia tabelki dla każdej części podanej funkcji, uwzględniając podany zakres argumentów (dziedzinę): Weźmy na początek funkcję,
Lista 3 Funkcje. Zad 1. Narysuj wykres funkcji. Przykład 1:. Zacznijmy od sporządzenia tabelki dla każdej części podanej funkcji, uwzględniając podany zakres argumentów (dziedzinę): Weźmy na początek funkcję,
INSTRUKCJA SZKOLENIOWA ZARZĄDZANIE PRODUKCJĄ AXAPTA ĆWICZENIA DO WYKONANIA
 INSTRUKCJA SZKOLENIOWA ZARZĄDZANIE PRODUKCJĄ AXAPTA ĆWICZENIA DO WYKONANIA Zadanie 1. Cel: Tworzenie nowego wyrobu i jego składników. Zadanie wykonaj na podstawie Instrukcji punkty: 1. Tworzenie szablonu
INSTRUKCJA SZKOLENIOWA ZARZĄDZANIE PRODUKCJĄ AXAPTA ĆWICZENIA DO WYKONANIA Zadanie 1. Cel: Tworzenie nowego wyrobu i jego składników. Zadanie wykonaj na podstawie Instrukcji punkty: 1. Tworzenie szablonu
Zadanie 3 Oblicz jeżeli wiadomo, że liczby 8 2,, 1, , tworzą ciąg arytmetyczny. Wyznacz różnicę ciągu. Rozwiązanie:
 Zadanie 3 Oblicz jeżeli wiadomo, że liczby 8 2,, 1, 6 11 6 11, tworzą ciąg arytmetyczny. Wyznacz różnicę ciągu. Uprośćmy najpierw liczby dane w treści zadania: 8 2, 2 2 2 2 2 2 6 11 6 11 6 11 26 11 6 11
Zadanie 3 Oblicz jeżeli wiadomo, że liczby 8 2,, 1, 6 11 6 11, tworzą ciąg arytmetyczny. Wyznacz różnicę ciągu. Uprośćmy najpierw liczby dane w treści zadania: 8 2, 2 2 2 2 2 2 6 11 6 11 6 11 26 11 6 11
3.3. dwie płaszczyzny równoległe do siebie α β Dwie płaszczyzny równoległe do siebie mają ślady równoległe do siebie
 Widoczność A. W rzutowaniu europejskim zakłada się, że przedmiot obserwowany znajduje się między obserwatorem a rzutnią, a w amerykańskim rzutnia rozdziela przedmiot o oko obserwatora. B. Kierunek patrzenia
Widoczność A. W rzutowaniu europejskim zakłada się, że przedmiot obserwowany znajduje się między obserwatorem a rzutnią, a w amerykańskim rzutnia rozdziela przedmiot o oko obserwatora. B. Kierunek patrzenia
PODSTAWY LOGISTYKI ZARZĄDZANIE ZAPASAMI PODSTAWY LOGISTYKI ZARZĄDZANIE ZAPASAMI MARCIN FOLTYŃSKI
 PODSTAWY LOGISTYKI ZARZĄDZANIE ZAPASAMI WŁAŚCIWIE PO CO ZAPASY?! Zasadniczą przyczyną utrzymywania zapasów jest występowanie nieciągłości w przepływach materiałów i towarów. MIEJSCA UTRZYMYWANIA ZAPASÓW
PODSTAWY LOGISTYKI ZARZĄDZANIE ZAPASAMI WŁAŚCIWIE PO CO ZAPASY?! Zasadniczą przyczyną utrzymywania zapasów jest występowanie nieciągłości w przepływach materiałów i towarów. MIEJSCA UTRZYMYWANIA ZAPASÓW
Narysować wykresy momentów i sił tnących w belce jak na rysunku. 3ql
 Narysować wykresy momentów i sił tnących w belce jak na rysunku. q l Określamy stopień statycznej niewyznaczalności: n s = r - 3 - p = 5-3 - 0 = 2 Przyjmujemy schemat podstawowy: X 2 X Zakładamy do obliczeń,
Narysować wykresy momentów i sił tnących w belce jak na rysunku. q l Określamy stopień statycznej niewyznaczalności: n s = r - 3 - p = 5-3 - 0 = 2 Przyjmujemy schemat podstawowy: X 2 X Zakładamy do obliczeń,
Ćw. nr 31. Wahadło fizyczne o regulowanej płaszczyźnie drgań - w.2
 1 z 6 Zespół Dydaktyki Fizyki ITiE Politechniki Koszalińskiej Ćw. nr 3 Wahadło fizyczne o regulowanej płaszczyźnie drgań - w.2 Cel ćwiczenia Pomiar okresu wahań wahadła z wykorzystaniem bramki optycznej
1 z 6 Zespół Dydaktyki Fizyki ITiE Politechniki Koszalińskiej Ćw. nr 3 Wahadło fizyczne o regulowanej płaszczyźnie drgań - w.2 Cel ćwiczenia Pomiar okresu wahań wahadła z wykorzystaniem bramki optycznej
Funkcja kwadratowa. f(x) = ax 2 + bx + c = a
 = ax 2 + bx + c = a") Funkcja kwadratowa. Funkcją kwadratową nazywamy funkcję f : R R określoną wzorem gdzie a, b, c R, a 0. f(x) = ax + bx + c, Szczególnym przypadkiem funkcji kwadratowej jest funkcja f(x) = ax, a R \ {0}.
Funkcja kwadratowa. Funkcją kwadratową nazywamy funkcję f : R R określoną wzorem gdzie a, b, c R, a 0. f(x) = ax + bx + c, Szczególnym przypadkiem funkcji kwadratowej jest funkcja f(x) = ax, a R \ {0}.
Analiza czasowo-kosztowa
 Analiza czasowo-kosztowa Aspekt ekonomiczny: należy rozpatrzyć techniczne możliwości skrócenia terminu wykonania całego przedsięwzięcia, w taki sposób aby koszty związane z jego realizacją były jak najniższe.
Analiza czasowo-kosztowa Aspekt ekonomiczny: należy rozpatrzyć techniczne możliwości skrócenia terminu wykonania całego przedsięwzięcia, w taki sposób aby koszty związane z jego realizacją były jak najniższe.
Rozwiązywanie problemów z użyciem Solvera programu Excel
 Rozwiązywanie problemów z użyciem Solvera programu Excel Podstawowe czynności: aktywować dodatek Solver oraz ustawić w jego opcjach maksymalny czas trwania algorytmów na sensowną wartość (np. 30 sekund).
Rozwiązywanie problemów z użyciem Solvera programu Excel Podstawowe czynności: aktywować dodatek Solver oraz ustawić w jego opcjach maksymalny czas trwania algorytmów na sensowną wartość (np. 30 sekund).
Rozdział 7 ZARZĄDZANIE PROJEKTAMI
 Wprowadzenie do badań operacyjnych z komputerem Opisy programów, ćwiczenia komputerowe i zadania. T. Trzaskalik (red.) Rozdział 7 ZARZĄDZANIE PROJEKTAMI 7.2. Ćwiczenia komputerowe Ćwiczenie 7.1 Wykorzystując
Wprowadzenie do badań operacyjnych z komputerem Opisy programów, ćwiczenia komputerowe i zadania. T. Trzaskalik (red.) Rozdział 7 ZARZĄDZANIE PROJEKTAMI 7.2. Ćwiczenia komputerowe Ćwiczenie 7.1 Wykorzystując
Metody określania wielkości partii cz.2. Zajęcia Nr 7
 Metody określania wielkości partii cz.2 Zajęcia Nr 7 Metody dynamiczne Partia na partię (Fixed order quantity) Stała liczba przedziałów potrzeb (Fixed period requirements), Obliczeniowy stały cykl zamawiania
Metody określania wielkości partii cz.2 Zajęcia Nr 7 Metody dynamiczne Partia na partię (Fixed order quantity) Stała liczba przedziałów potrzeb (Fixed period requirements), Obliczeniowy stały cykl zamawiania
Usługi Informatyczne "SZANSA" - Gabriela Ciszyńska-Matuszek ul. Świerkowa 25, Bielsko-Biała
 Usługi Informatyczne "SZANSA" - Gabriela Ciszyńska-Matuszek ul. Świerkowa 25, 43-305 Bielsko-Biała NIP 937-22-97-52 tel. +48 33 488 89 39 zwcad@zwcad.pl www.zwcad.pl Aplikacja do rysowania wykresów i oznaczania
Usługi Informatyczne "SZANSA" - Gabriela Ciszyńska-Matuszek ul. Świerkowa 25, 43-305 Bielsko-Biała NIP 937-22-97-52 tel. +48 33 488 89 39 zwcad@zwcad.pl www.zwcad.pl Aplikacja do rysowania wykresów i oznaczania
t i L i T i
 Planowanie oparte na budowaniu modelu struktury przedsięwzięcia za pomocą grafu nazywa sie planowaniem sieciowym. Stosuje się do planowania i kontroli realizacji założonych przedsięwzięć gospodarczych,
Planowanie oparte na budowaniu modelu struktury przedsięwzięcia za pomocą grafu nazywa sie planowaniem sieciowym. Stosuje się do planowania i kontroli realizacji założonych przedsięwzięć gospodarczych,
. Funkcja ta maleje dla ( ) Zadanie 1 str. 180 b) i c) Zadanie 2 str. 180 a) i b)
 Zadanie 1 str. 180 b) i c) Zadanie 2 str. 180 a) i b)") Lekcja 1 -. Lekcja organizacyjna kontrakt diagnoza i jej omówienie Podręcznik: W. Babiański, L. Chańko, D. Ponczek Matematyka. Zakres podstawowy. Wyd. Nowa Era. Zakres materiału: Funkcje kwadratowe Wielomiany
Lekcja 1 -. Lekcja organizacyjna kontrakt diagnoza i jej omówienie Podręcznik: W. Babiański, L. Chańko, D. Ponczek Matematyka. Zakres podstawowy. Wyd. Nowa Era. Zakres materiału: Funkcje kwadratowe Wielomiany
Obiekt 2: Świątynia Zeusa
 Obiekt 2: Świątynia Zeusa Rys 2-1. Wyobrażenie greckiej świątyni ku czci Zeusa Prezentowane w tym dokumencie zadanie polega na narysowaniu bryły, będącej wyobrażeniem greckiej świątyni ku czci Zeusa. Poniżej
Obiekt 2: Świątynia Zeusa Rys 2-1. Wyobrażenie greckiej świątyni ku czci Zeusa Prezentowane w tym dokumencie zadanie polega na narysowaniu bryły, będącej wyobrażeniem greckiej świątyni ku czci Zeusa. Poniżej
SZCZEGÓŁOWA CHARAKTERYSTYKA METOD USTALANIA WIELKOŚCI PARTII PORADNIK
 SZCZEGÓŁOWA CHARAKTERYSTYKA METOD USTALANIA WIELKOŚCI PARTII PORADNIK Stała Wielkość Zamówienia (SWZ) / Fixed Order Quantity (FOQ) Tab. 1. Idea planowania zamówień metodą stałej wielkości zamówienia Pokrycie
SZCZEGÓŁOWA CHARAKTERYSTYKA METOD USTALANIA WIELKOŚCI PARTII PORADNIK Stała Wielkość Zamówienia (SWZ) / Fixed Order Quantity (FOQ) Tab. 1. Idea planowania zamówień metodą stałej wielkości zamówienia Pokrycie
Rozwiązanie zadania 1. Krok Tym razem naszym celem jest, nie tak, jak w przypadku typowego zadania transportowego
 Zadanie 1 Pośrednik kupuje towar u dwóch dostawców (podaż: 2 i, jednostkowe koszty zakupu 1 i 12), przewozi go i sprzedaje trzem odbiorcom (popyt: 1, 28 i 27, ceny sprzedaży:, 25 i ). Jednostkowe koszty
Zadanie 1 Pośrednik kupuje towar u dwóch dostawców (podaż: 2 i, jednostkowe koszty zakupu 1 i 12), przewozi go i sprzedaje trzem odbiorcom (popyt: 1, 28 i 27, ceny sprzedaży:, 25 i ). Jednostkowe koszty
LABORATORIUM 5 / 6 1. ZAŁOŻENIE KONTA
 LABORATORIUM 5 / 6 Systemy informatyczne w zarządzaniu produkcją Qcadoo MES Qcadoo MES - internetowa aplikacja do zarządzania produkcją dla Małych i Średnich Firm. Pozwala na zarządzanie i monitorowanie
LABORATORIUM 5 / 6 Systemy informatyczne w zarządzaniu produkcją Qcadoo MES Qcadoo MES - internetowa aplikacja do zarządzania produkcją dla Małych i Średnich Firm. Pozwala na zarządzanie i monitorowanie
Zadanie laboratoryjne "Wybrane zagadnienia badań operacyjnych"
 Zadanie laboratoryjne "Wybrane zagadnienia badań operacyjnych" 1. Zbudować model optymalizacyjny problemu opisanego w zadaniu z tabeli poniżej. 2. Rozwiązać zadanie jak w tabeli poniżej z wykorzystaniem
Zadanie laboratoryjne "Wybrane zagadnienia badań operacyjnych" 1. Zbudować model optymalizacyjny problemu opisanego w zadaniu z tabeli poniżej. 2. Rozwiązać zadanie jak w tabeli poniżej z wykorzystaniem
EGZAMIN MATURALNY Z MATEMATYKI
 Miejsce na naklejkę z kodem szkoły dysleksja MMA-R1_1P-07 EGZAMIN MATURALNY Z MATEMATYKI POZIOM ROZSZERZONY Czas pracy 180 minut Instrukcja dla zdającego 1 Sprawdź, czy arkusz egzaminacyjny zawiera 15
Miejsce na naklejkę z kodem szkoły dysleksja MMA-R1_1P-07 EGZAMIN MATURALNY Z MATEMATYKI POZIOM ROZSZERZONY Czas pracy 180 minut Instrukcja dla zdającego 1 Sprawdź, czy arkusz egzaminacyjny zawiera 15
Metody określania wielkości partii cz.2. Zajęcia Nr 7
 Metody określania wielkości partii cz.2 Zajęcia Nr 7 Metody Metody dynamiczne -wymagają ciągłego i systematycznego przeliczania potrzeb oraz kalkulowania wielkości zamówień lub wybranych kosztów logistycznych.
Metody określania wielkości partii cz.2 Zajęcia Nr 7 Metody Metody dynamiczne -wymagają ciągłego i systematycznego przeliczania potrzeb oraz kalkulowania wielkości zamówień lub wybranych kosztów logistycznych.
3. FUNKCJA LINIOWA. gdzie ; ół,.
 1 WYKŁAD 3 3. FUNKCJA LINIOWA FUNKCJĄ LINIOWĄ nazywamy funkcję typu : dla, gdzie ; ół,. Załóżmy na początek, że wyraz wolny. Wtedy mamy do czynienia z funkcją typu :.. Wykresem tej funkcji jest prosta
1 WYKŁAD 3 3. FUNKCJA LINIOWA FUNKCJĄ LINIOWĄ nazywamy funkcję typu : dla, gdzie ; ół,. Załóżmy na początek, że wyraz wolny. Wtedy mamy do czynienia z funkcją typu :.. Wykresem tej funkcji jest prosta
Metody sterowania zapasami ABC XYZ EWZ
 Zarządzanie logistyką Dr Mariusz Maciejczak Metody sterowania zapasami ABC XYZ EWZ www.maciejczak.pl Zapasy Zapasy w przedsiębiorstwie można tradycyjnie rozumieć jako zgromadzone dobra, które w chwili
Zarządzanie logistyką Dr Mariusz Maciejczak Metody sterowania zapasami ABC XYZ EWZ www.maciejczak.pl Zapasy Zapasy w przedsiębiorstwie można tradycyjnie rozumieć jako zgromadzone dobra, które w chwili
Ekonometria, lista zadań nr 6 Zadanie 5 H X 1, X 2, X 3
 Ekonometria, lista zadań nr 6 Zadanie 5 Poniższy diagram przedstawia porządek między rozważanymi modelami oparty na relacji zawierania pomiędzy podzbiorami zbioru zmiennych objaśniających: H, X 2, X 3
Ekonometria, lista zadań nr 6 Zadanie 5 Poniższy diagram przedstawia porządek między rozważanymi modelami oparty na relacji zawierania pomiędzy podzbiorami zbioru zmiennych objaśniających: H, X 2, X 3
ANALIZA JAKOŚCIOWA I ILOŚCIOWA TESTÓW SZKOLNYCH MATERIAŁ SZKOLENIOWY
 ANALIZA JAKOŚCIOWA I ILOŚCIOWA TESTÓW SZKOLNYCH MATERIAŁ SZKOLENIOWY Instrukcja przeprowadzania analiz badań edukacyjnych i sporządzania raportów po badaniach. Cele prowadzenia analiz jakościowych i ilościowych
ANALIZA JAKOŚCIOWA I ILOŚCIOWA TESTÓW SZKOLNYCH MATERIAŁ SZKOLENIOWY Instrukcja przeprowadzania analiz badań edukacyjnych i sporządzania raportów po badaniach. Cele prowadzenia analiz jakościowych i ilościowych
KALKULACJE KOSZTÓW. Dane wyjściowe do sporządzania kalkulacji
 KALKULACJE KOSZTÓW Jednostką kalkulacyjną jest wyrażony za pomocą odpowiedniej miary produkt pracy (wyrób gotowy, wyrób nie zakończony, usługa) stanowiący przedmiot obliczania jednostkowego kosztu wytworzenia
KALKULACJE KOSZTÓW Jednostką kalkulacyjną jest wyrażony za pomocą odpowiedniej miary produkt pracy (wyrób gotowy, wyrób nie zakończony, usługa) stanowiący przedmiot obliczania jednostkowego kosztu wytworzenia
Samodzielnie wykonaj następujące operacje: 13 / 2 = 30 / 5 = 73 / 15 = 15 / 23 = 13 % 2 = 30 % 5 = 73 % 15 = 15 % 23 =
 Systemy liczbowe Dla każdej liczby naturalnej x Î N oraz liczby naturalnej p >= 2 istnieją jednoznacznie wyznaczone: liczba n Î N oraz ciąg cyfr c 0, c 1,..., c n-1 (gdzie ck Î {0, 1,..., p - 1}) taki,
Systemy liczbowe Dla każdej liczby naturalnej x Î N oraz liczby naturalnej p >= 2 istnieją jednoznacznie wyznaczone: liczba n Î N oraz ciąg cyfr c 0, c 1,..., c n-1 (gdzie ck Î {0, 1,..., p - 1}) taki,
Algebra liniowa. Macierze i układy równań liniowych
 Algebra liniowa Macierze i układy równań liniowych Własności wyznaczników det I = 1, det(ab) = det A det B, det(a T ) = det A. Macierz nieosobliwa Niech A będzie macierzą kwadratową wymiaru n n. Mówimy,
Algebra liniowa Macierze i układy równań liniowych Własności wyznaczników det I = 1, det(ab) = det A det B, det(a T ) = det A. Macierz nieosobliwa Niech A będzie macierzą kwadratową wymiaru n n. Mówimy,
ECONOMIC ORDER QUANTITY (EOQ)
") Systemy Logistyczne Wojsk nr 41/2014 MODEL EKONOMICZNEJ WIELKOŚCI ZAMÓWIENIA (EOQ) ECONOMIC ORDER QUANTITY (EOQ) Małgorzata GRZELAK Jarosław ZIÓŁKOWSKI Wojskowa Akademia Techniczna Wydział Logistyki Instytut
Systemy Logistyczne Wojsk nr 41/2014 MODEL EKONOMICZNEJ WIELKOŚCI ZAMÓWIENIA (EOQ) ECONOMIC ORDER QUANTITY (EOQ) Małgorzata GRZELAK Jarosław ZIÓŁKOWSKI Wojskowa Akademia Techniczna Wydział Logistyki Instytut
Projekt Era inżyniera pewna lokata na przyszłość jest współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego
 Materiały dydaktyczne na zajęcia wyrównawcze z matematyki dla studentów pierwszego roku kierunku zamawianego Biotechnologia w ramach projektu Era inżyniera pewna lokata na przyszłość Projekt Era inżyniera
Materiały dydaktyczne na zajęcia wyrównawcze z matematyki dla studentów pierwszego roku kierunku zamawianego Biotechnologia w ramach projektu Era inżyniera pewna lokata na przyszłość Projekt Era inżyniera
Cechy systemu MRP II: modułowa budowa, pozwalająca na etapowe wdrażanie, funkcjonalność obejmująca swym zakresem obszary technicznoekonomiczne
 Zintegrowany System Informatyczny (ZSI) jest systemem informatycznym należącym do klasy ERP, który ma na celu nadzorowanie wszystkich procesów zachodzących w działalności głównie średnich i dużych przedsiębiorstw,
Zintegrowany System Informatyczny (ZSI) jest systemem informatycznym należącym do klasy ERP, który ma na celu nadzorowanie wszystkich procesów zachodzących w działalności głównie średnich i dużych przedsiębiorstw,
LOGISTYKA HALI PRODUKCYJNEJ
 1 LOGISTYKA HALI PRODUKCYJNEJ ZAŁOŻENIA Na potrzebę realizacji projektu przyjęto następujące założenia: Wydział produkcyjny pracuje 5 dni w tygodniu, Części wykonywane są z gotowych półfabrykatów nabywanych
1 LOGISTYKA HALI PRODUKCYJNEJ ZAŁOŻENIA Na potrzebę realizacji projektu przyjęto następujące założenia: Wydział produkcyjny pracuje 5 dni w tygodniu, Części wykonywane są z gotowych półfabrykatów nabywanych
Pojęcie wyrobu, schemat podziału produktów (1)
") Pojęcie wyrobu, schemat podziału produktów (1) PRODUKTY Wyroby podstawowe Usługi wg stopnia złożoności Proste wg stopnia gotowości Półwyroby Złożone Wyroby gotowe Transport Magazynowani Remonty Dostawa
Pojęcie wyrobu, schemat podziału produktów (1) PRODUKTY Wyroby podstawowe Usługi wg stopnia złożoności Proste wg stopnia gotowości Półwyroby Złożone Wyroby gotowe Transport Magazynowani Remonty Dostawa
Wymagania edukacyjne na poszczególne oceny branżowa szkoła I stopnia klasa 1 po gimnazjum
 Wymagania edukacyjne na poszczególne oceny branżowa szkoła I stopnia klasa 1 po gimnazjum I. Liczby rzeczywiste 1. Liczby naturalne 2. Liczby całkowite. 3. Liczby wymierne 4. Rozwinięcie dziesiętne liczby
Wymagania edukacyjne na poszczególne oceny branżowa szkoła I stopnia klasa 1 po gimnazjum I. Liczby rzeczywiste 1. Liczby naturalne 2. Liczby całkowite. 3. Liczby wymierne 4. Rozwinięcie dziesiętne liczby
Jak nie zostać niewolnikiem kalkulatora? Obliczenia pamięciowe i pisemne.
 Jak nie zostać niewolnikiem kalkulatora? Obliczenia pamięciowe i pisemne. W miarę postępu techniki w niepamięć odeszły nawyki do wykonywania pisemnych albo pamięciowych obliczeń. O suwaku logarytmicznym,
Jak nie zostać niewolnikiem kalkulatora? Obliczenia pamięciowe i pisemne. W miarę postępu techniki w niepamięć odeszły nawyki do wykonywania pisemnych albo pamięciowych obliczeń. O suwaku logarytmicznym,
CECHOWANIE TERMOELEMENTU Fe-Mo I WYZNACZANIE PUNKTU INWERSJI
 INSTYTUT FIZYKI WYDZIAŁ INŻYNIERII PRODUKCJI I TECHNOLOGII MATERIAŁÓW POLITECHNIKA CZĘSTOCHOWSKA PRACOWNIA FIZYKI CIAŁA STAŁEGO Ć W I C Z E N I E N R FCS - 7 CECHOWANIE TERMOELEMENTU Fe-Mo I WYZNACZANIE
INSTYTUT FIZYKI WYDZIAŁ INŻYNIERII PRODUKCJI I TECHNOLOGII MATERIAŁÓW POLITECHNIKA CZĘSTOCHOWSKA PRACOWNIA FIZYKI CIAŁA STAŁEGO Ć W I C Z E N I E N R FCS - 7 CECHOWANIE TERMOELEMENTU Fe-Mo I WYZNACZANIE
Funkcja liniowa - podsumowanie
 Funkcja liniowa - podsumowanie 1. Funkcja - wprowadzenie Założenie wyjściowe: Rozpatrywana będzie funkcja opisana w dwuwymiarowym układzie współrzędnych X. Oś X nazywana jest osią odciętych (oś zmiennych
Funkcja liniowa - podsumowanie 1. Funkcja - wprowadzenie Założenie wyjściowe: Rozpatrywana będzie funkcja opisana w dwuwymiarowym układzie współrzędnych X. Oś X nazywana jest osią odciętych (oś zmiennych
Przygotowanie do poprawki klasa 1li
 Zadanie Rozwiąż równanie x 6 5 x 4 Przygotowanie do poprawki klasa li Zadanie Rozwiąż nierówność x 4 x 5 Zadanie Oblicz: a) 9 b) 6 5 c) 64 4 d) 6 0 e) 8 f) 7 5 6 Zadanie 4 Zapisz podane liczby bez znaku
Zadanie Rozwiąż równanie x 6 5 x 4 Przygotowanie do poprawki klasa li Zadanie Rozwiąż nierówność x 4 x 5 Zadanie Oblicz: a) 9 b) 6 5 c) 64 4 d) 6 0 e) 8 f) 7 5 6 Zadanie 4 Zapisz podane liczby bez znaku
2.3. Praca samotna. Rys Uproszczony schemat zastępczy turbogeneratora
 E Rys. 2.11. Uproszczony schemat zastępczy turbogeneratora 2.3. Praca samotna Maszyny synchroniczne może pracować jako pojedynczy generator zasilający grupę odbiorników o wypadkowej impedancji Z. Uproszczony
E Rys. 2.11. Uproszczony schemat zastępczy turbogeneratora 2.3. Praca samotna Maszyny synchroniczne może pracować jako pojedynczy generator zasilający grupę odbiorników o wypadkowej impedancji Z. Uproszczony
Płaszczyzny, Obrót, Szyk
 Płaszczyzny, Obrót, Szyk Zagadnienia. Szyk kołowy, tworzenie brył przez Obrót. Geometria odniesienia, Płaszczyzna. Wykonajmy model jak na rys. 1. Wykonanie korpusu pokrywki Rysunek 1. Model pokrywki (1)
Płaszczyzny, Obrót, Szyk Zagadnienia. Szyk kołowy, tworzenie brył przez Obrót. Geometria odniesienia, Płaszczyzna. Wykonajmy model jak na rys. 1. Wykonanie korpusu pokrywki Rysunek 1. Model pokrywki (1)
WFiIS CEL ĆWICZENIA WSTĘP TEORETYCZNY
 WFiIS LABORATORIUM Z ELEKTRONIKI Imię i nazwisko: 1. 2. TEMAT: ROK GRUPA ZESPÓŁ NR ĆWICZENIA Data wykonania: Data oddania: Zwrot do poprawy: Data oddania: Data zliczenia: OCENA CEL ĆWICZENIA Ćwiczenie
WFiIS LABORATORIUM Z ELEKTRONIKI Imię i nazwisko: 1. 2. TEMAT: ROK GRUPA ZESPÓŁ NR ĆWICZENIA Data wykonania: Data oddania: Zwrot do poprawy: Data oddania: Data zliczenia: OCENA CEL ĆWICZENIA Ćwiczenie
6. FUNKCJE. f: X Y, y = f(x).
.") 6. FUNKCJE Niech dane będą dwa niepuste zbiory X i Y. Funkcją f odwzorowującą zbiór X w zbiór Y nazywamy przyporządkowanie każdemu elementowi X dokładnie jednego elementu y Y. Zapisujemy to następująco
6. FUNKCJE Niech dane będą dwa niepuste zbiory X i Y. Funkcją f odwzorowującą zbiór X w zbiór Y nazywamy przyporządkowanie każdemu elementowi X dokładnie jednego elementu y Y. Zapisujemy to następująco
Rysowanie punktów na powierzchni graficznej
 Rysowanie punktów na powierzchni graficznej Tworzenie biblioteki rozpoczniemy od podstawowej funkcji graficznej gfxplot() - rysowania pojedynczego punktu na zadanych współrzędnych i o zadanym kolorze RGB.
Rysowanie punktów na powierzchni graficznej Tworzenie biblioteki rozpoczniemy od podstawowej funkcji graficznej gfxplot() - rysowania pojedynczego punktu na zadanych współrzędnych i o zadanym kolorze RGB.
Wyrównanie ciągu poligonowego dwustronnie nawiązanego metodą przybliżoną.
 Wyrównanie ciągu poligonowego dwustronnie nawiązanego metodą przybliżoną. Uwagi wstępne należy przeczytać przed przystąpieniem do obliczeń W pierwszej kolejności należy wpisać do dostarczonego formularza
Wyrównanie ciągu poligonowego dwustronnie nawiązanego metodą przybliżoną. Uwagi wstępne należy przeczytać przed przystąpieniem do obliczeń W pierwszej kolejności należy wpisać do dostarczonego formularza
1. Bilansowanie zdolności produkcyjnych 2. Zapasy
 ZARZĄDZANIE PRODUKCJĄ 1. Bilansowanie zdolności produkcyjnych 2. Zapasy 1. Podstawowe pojęcia dot. Bilansowania zdolności produkcyjnych Zasoby produkcyjne każdy czynnik materialny (powierzchnia, maszyny,
ZARZĄDZANIE PRODUKCJĄ 1. Bilansowanie zdolności produkcyjnych 2. Zapasy 1. Podstawowe pojęcia dot. Bilansowania zdolności produkcyjnych Zasoby produkcyjne każdy czynnik materialny (powierzchnia, maszyny,
METODY ROZWIĄZYWANIA RÓWNAŃ NIELINIOWYCH
 METODY ROZWIĄZYWANIA RÓWNAŃ NIELINIOWYCH Jednym z zastosowań metod numerycznych jest wyznaczenie pierwiastka lub pierwiastków równania nieliniowego. W tym celu stosuje się szereg metod obliczeniowych np:
METODY ROZWIĄZYWANIA RÓWNAŃ NIELINIOWYCH Jednym z zastosowań metod numerycznych jest wyznaczenie pierwiastka lub pierwiastków równania nieliniowego. W tym celu stosuje się szereg metod obliczeniowych np:
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW
 PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
Rozwiązaniem jest zbiór (, ] (5, )
![Rozwiązaniem jest zbiór (, ] (5, )](/thumbs/62/48086093.jpg "Rozwiązaniem jest zbiór (, ] (5, )") FUNKCJE WYMIERNE Definicja Miech L() i M() będą niezerowymi wielomianami i niech D { R : M( ) 0 } Funkcję (*) D F : D R określoną wzorem F( ) L( ) M( ) nazywamy funkcją wymierną Funkcja wymierna, to iloraz
FUNKCJE WYMIERNE Definicja Miech L() i M() będą niezerowymi wielomianami i niech D { R : M( ) 0 } Funkcję (*) D F : D R określoną wzorem F( ) L( ) M( ) nazywamy funkcją wymierną Funkcja wymierna, to iloraz
Zarządzanie Produkcją IV
 Zarządzanie Produkcją IV Dr Janusz Sasak Sterowanie produkcją Działalność obejmująca planowanie, kontrolę i regulację przepływu materiałów w sferze produkcji, począwszy od określenia zapotrzebowania na
Zarządzanie Produkcją IV Dr Janusz Sasak Sterowanie produkcją Działalność obejmująca planowanie, kontrolę i regulację przepływu materiałów w sferze produkcji, począwszy od określenia zapotrzebowania na