Problemy harmonogramowania cyklicznego w zrobotyzowanych komórkach. Wojciech Muszyński Katedra Cybernetyki i Robotyki
|
|
|
- Ludwika Janicka
- 6 lat temu
- Przeglądów:
Transkrypt


1 Problemy harmonogramowania cyklicznego w zrobotyzowanych komórkach Wojciech Muszyński Katedra Cybernetyki i Robotyki
2 Organizacja produkcji Sąsiadujące stanowiska mogą ze sobą współpracować w różny sposób. Wyróżnia się dwie formy organizacji produkcji: Produkcja niepotokowa Produkcja potokowa
3 Organizacja produkcji Produkcja niepotokowa - brak ścisłego, systematycznego powiązania procesem produkcyjnym stanowisk wykonywujących kolejne operacje, - brak regularności w powtarzalności produkcji, - w niepotokowych formach organizacji produkcji stanowiska robocze wykonują różne mniej lub bardziej przypadkowo przydzielone operacje produkcyjne, - produkcja niepotokowa wykonywana jest w komórkach produkcyjnych zwanych gniazdami.
4 Organizacja produkcji Produkcja potokowa - istotą produkcji potokowej jest ciągłość i równomierność natężenia przepływu przedmiotów pracy na wszystkich stanowiskach roboczych, - przepływ występuje w zasadzie bez przerwy, - przepływ odbywa się jednokierunkowo, - produkcja potokowa odbywa się w komórkach produkcyjnych specjalizowanych wg zasady przedmiotowej, - wysoko wyspecjalizowane stanowiska, - produkcja potokowa odbywa się w strukturach zwanych liniami potokowymi.
5 Zrobotyzowane komórki produkcyjne Specjalizacja przedmiotowa Specjalizacja technologiczna zasoby specjalizowane dla produkcji niewielu typów części, wydajność przez specjalizację zasoby grupowane wg podobieństwa operacji technologicznych, zdolność produkcji wielu typów części Cellular manufacturing Komórka zrobotyzowana to struktura łącząca zalety obu specjalizacji
6 Czynniki różnicujące komórki ROBOTY MASZYNY PRODUKCJA CHWYTAKI ROZMIESZCZENIE URZĄDZEŃ TRANSPORT - komórki zawierające pojedyncze roboty - komórki wielorobotowe - pojedyncze maszyny - maszyny równoległe - produkcja jednego typu części - produkcja wielu typów - chwytaki pojedyńcze - chwytaki podwójne - jednorzędowe - wielorzędowe - cykliczne - jednokierunkowy - dwukierunkowy - cykliczny
7 Planowanie i sterowanie w FMS Dlugookresowe perspektywy (miesiace, lata) Planowanie strategiczne Projektowanie systemu Wybor asortymentu produkcji Planowanie wymagan zasobowych Sredniookresowe prognozy sprzedazy (dnie, tygodnie) Planowanie taktyczne Plan produkcji Obliczanie partii produkcyjnych Obliczanie obciazenia maszyn Biezacy stan systemu (min, godziny) Planowanie i sterowanie operacyjne Harmonogram produkcji Szeregowanie wejsciowe czesci Szeregowanie operacji technologicznych Szeregowanie operacji transportowych Korygowanie zaklocen FMS
8 Planowanie i sterowanie w FAS Dlugookresowe perspektywy (miesiace, lata) Planowanie strategiczne Projektowanie systemu Projektowanie wyrobow do montazu Planowanie procesow montazu Sredniookresowe prognozy sprzedazy (dnie, tygodnie) Planowanie taktyczne Plan produkcji Planowanie zapotrzebowan zasobowych Optymalizacja obciazen Biezacy stan systemu (min, godziny) Planowanie i sterowanie operacyjne Harmonogram produkcji Szeregowanie zaladunku czesci bazowych Szeregowanie operacji montazowych Szeregowanie operacji transportowych Korygowanie zaklocen FAS
9 Zrobotyzowane komórki produkcyjne Integracja maszyn i robotów w ramach komórki. Najważniejsze obszary zastosowań produkcja półprzewodników produkcja układów elektronicznych przemysł maszynowy
10 Zrobotyzowane komórki produkcyjne Projektowanie komórki zrobotyzowanej Sekwencjonowanie ruchów robota Optymalne szeregowanie części Produkcja cykliczna - cykliczność akcji robotów i maszyn Schemat problemów cyklicznej produkcji w komórkach zrobotyzowanych Możliwość klasyfikacji zadań i problemów Możliwość klasyfikacji metod i algorytmów dla zastosowań praktycznych
11 Rozmieszczenie liniowe x j d ij x i inp m i R m j out a i szerokość m i d ij odstęp f ij ilości przejazdów c ij koszt przejazdów min K m i 1 j i f ij c ij x i x 1 i j i, j 1,... m xi x j ai a j dij 2 j
12 Rozmieszczenie półkołowe m j m j m i R m k m i R m k I/O I O Nie ma możliwości przejścia input-output
13 Rozmieszczenie kołowe m j m j m i R m k m i R m k I/O I O Możliwość przejścia output - input
14 Schemat klasyfikacji i notacja a b g a środowisko maszynowe b g charakterystyki procesowe funkcja celu
15 Schemat klasyfikacji i notacja a środowisko maszynowe liczba maszyn liczba robotów typy robotów (chwytaków) rozmieszczenie urządzeń b charakterystyki procesowe kryterium pobierania metryki odległości typy części g funkcja celu wydajność produkcji (maksymalny przepływ) koszty jednostkowej produkcji czas produkcji
16 Schemat klasyfikacji i notacja Założenia o danych opisujących komórkę zrobotyzowaną wszystkie dane oraz czasy są deterministyczne proces składa się z niepodzielnych etapów (operacji) części na wejściu są zawsze dostępne produkty gotowe zawsze można odłożyć na wyjście dane są wymierne: czasy etapów (operacji) czasy załadunku i rozładunku stany komórki akcje robotów
17 Schemat taksonomii zrobotyzowana komórka produkcyjna komórka bez maszyn równoległych komórka z maszynami równoległymi a jednorobotowa wielorobotowa pojedynczy chwytak podwójny chwytak
18 Schemat taksonomii (cd) sposób pobierania free pickup no-wait interval b czas przejazdu A C E A C E A C E jeden typ detali wiele typów detali strategia produkcji k-cykliczna dowolna k-cykliczna dowolna
19 Schemat taksonomii (cd) g wydajność produkcji koszty produkcji czas produkcji wydajność produkcji koszty produkcji czas produkcji
20 Notacja symboli a,b,g a RF g,l m,r,b (m 1,,m m ) gdzie: RF Robotic Flowshop m liczba etapów (maszyn) (m 1,,m m ) liczba identycznych maszyn w każdym z etapów r liczba robotów b = (b 1,,b m ) wielkość buforów g typ robota (np. g=1 oznacza pojedynczy chwytak) l typ rozmieszczenia (np. l = lin, l = cir)
21 Notacja symboli a,b,g b= (pickup, travel-metric, part-type, prod-strat) gdzie pickup = free no-wait interval travel-metric = A C E part-type = MP wiele typów części; pomijany gdy jeden typ części prod-strat = k-cykl all
22 Elementarny problem harmonogramowania cyklicznego BCSP Dany jest skończony zbiór operacji: O = {o 1,, o i,, o n } oraz ograniczenia kolejnościowe operacji. R = o i, o j (o i, o j R o i pred o j } (Munier96, Kampmeyer06) Każdej operacji przyporządkowany jest czas wykonania: T = t 1,, t i,, t n, t i N + Operacje o i powtarzane są nieskończenie wiele razy. Każdemu wykonaniu (k-temu z kolei) odpowiadają kolejne momenty rozpoczęcia operacji x i k C. Zbiór X = x i k i = 1 n; k C jest harmonogramem cyklicznym o okresie α gdy: x i k = x i 0 + α k, i = 1 n; k C; α N +
23 Elementarny problem harmonogramowania cyklicznego BCSP Każdy harmonogram cykliczny można więc przedstawić jako: X = X, α gdzie X = (x 1,, x i,, x n ) jest sekwencją określającą momenty rozpoczynania pierwszego wykonania operacji o i k = 0 : x i = x i 0, α długość cyklu. Problem BCSP: Znając O, R, T poszukujemy sekwencji operacji X, która minimalizuje długość cyklu α. Problem realizacji komórki robotycznej: Znaleźć przyporządkowanie zasobów i strukturę tych zasobów, aby dla nieskończonej sekwencji operacji cykl produkcji wynosił a.
24 Proponowane podejście Model sieci czynności AOA lub AON Digraf G relacji aktywności dla harmonogramu cyklicznego Sformułowanie modelu optymalizacji Cykliczny harmonogram optymalny Przypisanie zasobów do aktywności Realizacja w linii potokowej (wykorzystanie algorytmów równoważenia linii produkcyjnej) Ewentualne dalsze skracanie cyklu produkcji w oparciu o metody równoważenia linii i zwiększanie zasobów
25 Analiza koniecznych ograniczeń Ograniczenia dla momentów rozpoczynania kolejnych instancji wykonywanych operacji: Moment rozpoczynania k tej instancji każdej z operacji x i k = x i 0 + α k, i = 1 n; k C; α N + Moment rozpoczynania następnej instancji wynikający z założonych czasów operacji: x i k + 1 x i k + t i t i N + Momenty rozpoczynania wynikające z założonej sieci czynności: x j k + H ij x i k + L ij
26 Wykorzystane metody Model sieci czynności AOA lub AON Digraf G relacji aktywności dla harmonogramu cyklicznego Sformułowanie modelu optymalizacji Cykliczny harmonogram optymalny Przypisanie zasobów do aktywności Realizacja w linii potokowej Skracanie cyklu
27 Sieć czynności Przykładowe operacje projektowanego procesu produkcyjnego w notacji AOA O = T = o 1,, o i,, o n t 1,, t i,, t n Operacja Poprz. 1 Poprz O = {o 12, o 13, o 23, o 24, o 35, o 45 } T = (2,3,1,2,2,2)

28 Harmonogram operacji wg sieci AOA
29 Digraf G relacji operacji x ml k + H x ij k + L x ij k + 1 x ij k + t ij o ij predo ml x ml k x ij k + t ij x ij (k + 1) x ml (k)
30 Digraf G relacji operacji dla sieci AOA Sieć AOA x ml k + H x ij k + L o ij pred o ml x ml k x ij k + t ij H = 0 oraz L = 2 x ml = x 45 x ij = x 24 Digraf G sieci AOA
31 Digraf G relacji operacji dla sieci AOA Sieć AOA o ij pred o ml x ml k x ij k + t ij Digraf G sieci AOA H = 1 oraz L = 0 x ml = x 45 x ij = x 24
32 Digraf G relacji operacji dla sieci AOA Sieć AOA x ij k + 1 x ij k + t ij H = 1 oraz L = t ij = 2 x ij = x 45 Digraf G sieci AOA
33 Model optymalizacyjny min F = a a>=3 x 23 >=x x 35 >=x x 35 >=x x 24 >=x x 45 >=x x 12 >=x 23 -a x 13 >=x 35 -a x 23 >=x 35 -a x 12 >=x 24 -a x 24 >=x 45 -a

34 Harmonogram optymalny
35 Diagram Gantt a dla optymalnego harmonogramu cyklicznego O O O O O O Cykl produkcji = czas produkcji wielkość produkcji Cykl produkcji = lim n 3(n + 1) n X = (X, α) gdzie: X = 0,0,2,2,3,4 α = 3
36 Realizacja w linii potokowej Zakładany cykl produkcji a Ilość stanowisk? Ilość zasobów na stanowiskach? Zrównoważenie linii produkcyjnej? Przyporządkowanie operacji do stanowisk?
37 Równoważenie linii
38 LP dla a 3 α = 3 R4 O R2 O R1 O R5 O R3 O R2 O
39 LP dla a 2
40 LP dla a 1
41 LP dla a 4
42 LP dla a 5
43 LP dla a 6
44 Literatura Dawande M., Geismar H., Sethi S., Sriskandarajah S., : Throughput Optimization in Robotic Cells, Springer, 2007 Bocewicz G., Modele multimodalnych procesów cyklicznych, Politechnika Koszalińska, Koszalin 2013 Kampmeyer T., Cyclic Scheduling Problems, 2006, Fachbereich Mathematik/Informatik, Universit at Osnabr uck
45 Model sieci czynności AOA jako czasowa sieć Petri ego
Instrukcja. Laboratorium Metod i Systemów Sterowania Produkcją.
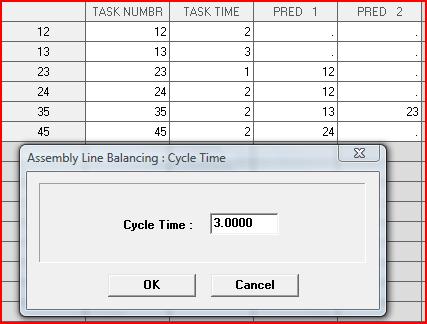
 Instrukcja do Laboratorium Metod i Systemów Sterowania Produkcją. 2010 1 Cel laboratorium Celem laboratorium jest poznanie metod umożliwiających rozdział zadań na linii produkcyjnej oraz sposobu balansowania
Instrukcja do Laboratorium Metod i Systemów Sterowania Produkcją. 2010 1 Cel laboratorium Celem laboratorium jest poznanie metod umożliwiających rozdział zadań na linii produkcyjnej oraz sposobu balansowania
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik
 Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA. AUTOR: dr inż.
 1 METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA AUTOR: dr inż. ROMAN DOMAŃSKI 2 1. DANE PROJEKTOWE 1.1. DANE WEJŚCIOWE DO PROJEKTU 3 1.1. Asortyment
1 METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA AUTOR: dr inż. ROMAN DOMAŃSKI 2 1. DANE PROJEKTOWE 1.1. DANE WEJŚCIOWE DO PROJEKTU 3 1.1. Asortyment
Harmonogramowanie produkcji
 Harmonogramowanie produkcji Harmonogramowanie produkcji jest ściśle związane z planowaniem produkcji. Polega na: rozłożeniu w czasie przydziału zasobów do zleceń produkcyjnych, podziale zleceń na partie
Harmonogramowanie produkcji Harmonogramowanie produkcji jest ściśle związane z planowaniem produkcji. Polega na: rozłożeniu w czasie przydziału zasobów do zleceń produkcyjnych, podziale zleceń na partie
WSPOMAGANIE PROJEKTOWANIA LINII PRODUKCYJNYCH U-KSZTAŁTNYCH METODĄ PROGRAMOWANIA SIECIOWEGO
 WSPOMAGANIE PROJEKTOWANIA LINII PRODUKCYJNYCH U-KSZTAŁTNYCH METODĄ PROGRAMOWANIA SIECIOWEGO Władysław ZIELECKI, Jarosław SĘP Streszczenie: W pracy przedstawiono istotę tworzenia linii produkcyjnych U-kształtnych
WSPOMAGANIE PROJEKTOWANIA LINII PRODUKCYJNYCH U-KSZTAŁTNYCH METODĄ PROGRAMOWANIA SIECIOWEGO Władysław ZIELECKI, Jarosław SĘP Streszczenie: W pracy przedstawiono istotę tworzenia linii produkcyjnych U-kształtnych
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW
 PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO.
 Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
Harmonogramowanie produkcji
 Harmonogramowanie produkcji Przedmiot: Zarządzanie zasobami przedsiębiorstwa Moduł: 4/4 Opracował: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
Harmonogramowanie produkcji Przedmiot: Zarządzanie zasobami przedsiębiorstwa Moduł: 4/4 Opracował: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
Harmonogramowanie produkcji
 Harmonogramowanie produkcji Przedmiot: Zarządzanie produkcją Moduł: 2/3 Prowadzący: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Harmonogramowanie produkcji Przedmiot: Zarządzanie produkcją Moduł: 2/3 Prowadzący: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Plan wykładu. Podstawowe pojęcia i definicje
 Organizacja procesów biznesowych System produkcyjny dr hab. inż 1/1 Plan wykładu Proces produkcyjny System produkcyjny Klasyfikacja systemów produkcyjnych Typy, formy i odmiany organizacji produkcji Struktura
Organizacja procesów biznesowych System produkcyjny dr hab. inż 1/1 Plan wykładu Proces produkcyjny System produkcyjny Klasyfikacja systemów produkcyjnych Typy, formy i odmiany organizacji produkcji Struktura
HARMONOGRAMOWANIE OPERACYJNE Z OGRANICZENIAMI W IFS APPLICATIONS
 HARMONOGRAMOWANIE OPERACYJNE Z OGRANICZENIAMI W IFS APPLICATIONS Cele sterowania produkcją Dostosowanie asortymentu i tempa produkcji do spływających na bieżąco zamówień Dostarczanie produktu finalnego
HARMONOGRAMOWANIE OPERACYJNE Z OGRANICZENIAMI W IFS APPLICATIONS Cele sterowania produkcją Dostosowanie asortymentu i tempa produkcji do spływających na bieżąco zamówień Dostarczanie produktu finalnego
Planowanie i organizacja produkcji Zarządzanie produkcją
 Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Metody optymalizacji dyskretnej
 Metody optymalizacji dyskretnej Spis treści Spis treści Metody optymalizacji dyskretnej...1 1 Wstęp...5 2 Metody optymalizacji dyskretnej...6 2.1 Metody dokładne...6 2.2 Metody przybliżone...6 2.2.1 Poszukiwanie
Metody optymalizacji dyskretnej Spis treści Spis treści Metody optymalizacji dyskretnej...1 1 Wstęp...5 2 Metody optymalizacji dyskretnej...6 2.1 Metody dokładne...6 2.2 Metody przybliżone...6 2.2.1 Poszukiwanie
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI. Ćwiczenia
 ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI Ćwiczenia Ćwiczenia tematyka DOSTAWCY PRODUKCJA ODBIORCY Parametr Parametr ilościowy ilościowy (wielkość (wielkość przepływu) przepływu) Parametry przepływów materiałowych
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI Ćwiczenia Ćwiczenia tematyka DOSTAWCY PRODUKCJA ODBIORCY Parametr Parametr ilościowy ilościowy (wielkość (wielkość przepływu) przepływu) Parametry przepływów materiałowych
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy. dr inż. Andrzej KIJ
 TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
PRZEWODNIK DO NARYSOWANIA HARMONOGRAMU WZORCOWEGO
 PRZEWODNIK DO NARYSOWANIA HARMONOGRAMU WZORCOWEGO PRACY GNIAZDA PRODUKCYJNEGO 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
PRZEWODNIK DO NARYSOWANIA HARMONOGRAMU WZORCOWEGO PRACY GNIAZDA PRODUKCYJNEGO 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
Projektowanie logistycznych gniazd przedmiotowych
 Zygmunt Mazur Projektowanie logistycznych gniazd przedmiotowych Uwagi wstępne Logistyka obejmuje projektowanie struktury przep³ywu w procesie wytwarzania. Projektowanie dotyczy ustalania liczby, kszta³tu
Zygmunt Mazur Projektowanie logistycznych gniazd przedmiotowych Uwagi wstępne Logistyka obejmuje projektowanie struktury przep³ywu w procesie wytwarzania. Projektowanie dotyczy ustalania liczby, kszta³tu
Sterowanie wykonaniem produkcji
 STEROWANIE WYKONANIEM PRODUKCJI (Production Activity Control - PAC) Sterowanie wykonaniem produkcji (SWP) stanowi najniŝszy, wykonawczy poziom systemu zarządzania produkcją, łączący wyŝsze poziomy operatywnego
STEROWANIE WYKONANIEM PRODUKCJI (Production Activity Control - PAC) Sterowanie wykonaniem produkcji (SWP) stanowi najniŝszy, wykonawczy poziom systemu zarządzania produkcją, łączący wyŝsze poziomy operatywnego
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2015
 Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2015 www.gen-prof.pl 1 Def. Procesu: Uporządkowany w czasie ciąg zmian i stanów zachodzących
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2015 www.gen-prof.pl 1 Def. Procesu: Uporządkowany w czasie ciąg zmian i stanów zachodzących
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą o
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą o
ORGANIZACJA I ZARZĄDZANIE PROCESEM PRODUKCYJNYM W PRZEMYŚLE SPOŻYWCZYM
 Adam Olszewski ORGANIZACJA I ZARZĄDZANIE PROCESEM PRODUKCYJNYM W PRZEMYŚLE SPOŻYWCZYM PAŃSTWOWA WYŻSZA SZKOŁA INFORMATYKI I PRZEDSIĘBIORCZOŚCI W ŁOMŻY ŁOMŻA 2011 Spis Treści Wstęp... 7 1. Rola przemysłu
Adam Olszewski ORGANIZACJA I ZARZĄDZANIE PROCESEM PRODUKCYJNYM W PRZEMYŚLE SPOŻYWCZYM PAŃSTWOWA WYŻSZA SZKOŁA INFORMATYKI I PRZEDSIĘBIORCZOŚCI W ŁOMŻY ŁOMŻA 2011 Spis Treści Wstęp... 7 1. Rola przemysłu
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2016/2017
 Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2016/2017 www.gen-prof.pl 1 Def. Procesu: Uporządkowany w czasie ciąg zmian i stanów zachodzących
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2016/2017 www.gen-prof.pl 1 Def. Procesu: Uporządkowany w czasie ciąg zmian i stanów zachodzących
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Opracowywanie harmonogramów na budowie.
 Piotr Jermołowicz Inżynieria Środowiska Opracowywanie harmonogramów na budowie. Przebieg przedsięwzięć budowlanych zależy przede wszystkim od przyjętych rozwiązań technologiczno-organizacyjnych oraz sprawności
Piotr Jermołowicz Inżynieria Środowiska Opracowywanie harmonogramów na budowie. Przebieg przedsięwzięć budowlanych zależy przede wszystkim od przyjętych rozwiązań technologiczno-organizacyjnych oraz sprawności
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik
 Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2016/2017 def. Sterowanie to: 1. Proces polegający na wykorzystywaniu
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2016/2017 def. Sterowanie to: 1. Proces polegający na wykorzystywaniu
ORGANIZACJA PRODUKCJI I LOGISTYKI W PRZEMYŚLE SAMOCHODOWYM
 ORGANIZACJA PRODUKCJI I LOGISTYKI W PRZEMYŚLE SAMOCHODOWYM Wykład 4: Sterowanie produkcją dr inż. Monika Kosacka-Olejnik Monika.kosacka@put.poznan.pl p. 110A Strzelecka Działania w obszarze sterowania
ORGANIZACJA PRODUKCJI I LOGISTYKI W PRZEMYŚLE SAMOCHODOWYM Wykład 4: Sterowanie produkcją dr inż. Monika Kosacka-Olejnik Monika.kosacka@put.poznan.pl p. 110A Strzelecka Działania w obszarze sterowania
PROCES PRODUKCJI, CYKL PRODUKCYJNY
 PROCES PRODUKCJI, CYKL PRODUKCYJNY PRZEWODNIK DO ĆWICZEŃ 3 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności w celu wytworzenia
PROCES PRODUKCJI, CYKL PRODUKCYJNY PRZEWODNIK DO ĆWICZEŃ 3 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności w celu wytworzenia
LOGISTYKA ZAOPATRZENIA I PRODUKCJI ĆWICZENIA 13 ROZMIESZCZENIE STANOWISK (LAYOUT)
") 1 LOGISTYKA ZAOPATRZENIA I PRODUKCJI ĆWICZENIA 13 ROZMIESZCZENIE STANOWISK (LAYOUT) Autor: dr inż. Roman DOMAŃSKI 2 LITERATURA Marek Fertsch, Danuta Głowacka-Fertsch Zarządzanie produkcją, WSL Poznań 2004
1 LOGISTYKA ZAOPATRZENIA I PRODUKCJI ĆWICZENIA 13 ROZMIESZCZENIE STANOWISK (LAYOUT) Autor: dr inż. Roman DOMAŃSKI 2 LITERATURA Marek Fertsch, Danuta Głowacka-Fertsch Zarządzanie produkcją, WSL Poznań 2004
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2017/2018 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2017/2018 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ. prof. PŁ dr hab. inż. Andrzej Szymonik
 Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
PROCES PRODUKCJI CYKL PRODUKCYJNY SZEREGOWO-RÓWNOLEGŁY RYSOWANIE HARMONOGRAMU
 PROCES PRODUKCJI CYKL PRODUKCYJNY SZEREGOWO-RÓWNOLEGŁY RYSOWANIE HARMONOGRAMU 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
PROCES PRODUKCJI CYKL PRODUKCYJNY SZEREGOWO-RÓWNOLEGŁY RYSOWANIE HARMONOGRAMU 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
OPTYMALIZACJA PRZEBIEGU PRODUKCJI Z WYKORZYSTANIEM HARMONOGRAMÓW PRACY ORAZ METODY BLOCHA-SCHMIGALLI
 OPTYMALIZACJA PRZEBIEGU PRODUKCJI Z WYKORZYSTANIEM HARMONOGRAMÓW PRACY ORAZ METODY BLOCHA-SCHMIGALLI Celina BARTNICKA Streszczenie: W dzisiejszych czasach wymogi rynku są coraz większe, aby produkować
OPTYMALIZACJA PRZEBIEGU PRODUKCJI Z WYKORZYSTANIEM HARMONOGRAMÓW PRACY ORAZ METODY BLOCHA-SCHMIGALLI Celina BARTNICKA Streszczenie: W dzisiejszych czasach wymogi rynku są coraz większe, aby produkować
Technologie informacyjne - wykład 12 -
 Zakład Fizyki Budowli i Komputerowych Metod Projektowania Instytut Budownictwa Wydział Budownictwa Lądowego i Wodnego Politechnika Wrocławska Technologie informacyjne - wykład 12 - Prowadzący: Dmochowski
Zakład Fizyki Budowli i Komputerowych Metod Projektowania Instytut Budownictwa Wydział Budownictwa Lądowego i Wodnego Politechnika Wrocławska Technologie informacyjne - wykład 12 - Prowadzący: Dmochowski
Studia stacjonarne I stopnia
 Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
Rok akademicki: 2013/2014 Kod: ZZIP s Punkty ECTS: 6. Poziom studiów: Studia I stopnia Forma i tryb studiów: -
 Nazwa modułu: Zarządzanie produkcją i usługami Rok akademicki: 2013/2014 Kod: ZZIP-1-406-s Punkty ECTS: 6 Wydział: Zarządzania Kierunek: Zarządzanie i Inżynieria Produkcji Specjalność: - Poziom studiów:
Nazwa modułu: Zarządzanie produkcją i usługami Rok akademicki: 2013/2014 Kod: ZZIP-1-406-s Punkty ECTS: 6 Wydział: Zarządzania Kierunek: Zarządzanie i Inżynieria Produkcji Specjalność: - Poziom studiów:
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2017/2018
 Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2017/2018 www.gen-prof.pl 1 Proces 2 Def. Procesu (I): Uporządkowany w czasie ciąg zmian
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2017/2018 www.gen-prof.pl 1 Proces 2 Def. Procesu (I): Uporządkowany w czasie ciąg zmian
Krótkookresowe planowanie produkcji. Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania?
 4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
Krótkookresowe planowanie produkcji. Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania?
 4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
Automatyzacja w produkcji stolarki otworowej. Mirosław Krzemioski
 Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
PRZEWODNIK PO PRZEDMIOCIE. Logistyka. niestacjonarne. I stopnia. dr inż. Marek Krynke. ogólnoakademicki. kierunkowy
 Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Zarządzanie produkcją i usługami Logistyka niestacjonarne I stopnia
Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Zarządzanie produkcją i usługami Logistyka niestacjonarne I stopnia
Krzysztof Jąkalski Rafał Żmijewski Siemens Industry Software
 Krzysztof Jąkalski Rafał Żmijewski Siemens Industry Software Warszawa 31.05.2011 Plan rejsu 1 2 3 Ale po co żeglować i z kim? Rozwiązanie, czyli co mamy pod pokładem Eksperymenty, czyli przykłady żeglowania
Krzysztof Jąkalski Rafał Żmijewski Siemens Industry Software Warszawa 31.05.2011 Plan rejsu 1 2 3 Ale po co żeglować i z kim? Rozwiązanie, czyli co mamy pod pokładem Eksperymenty, czyli przykłady żeglowania
Planowanie przedsięwzięć
 K.Pieńkosz Badania Operacyjne Planowanie przedsięwzięć 1 Planowanie przedsięwzięć Model przedsięwzięcia lista operacji relacje poprzedzania operacji modele operacji funkcja celu planowania K.Pieńkosz Badania
K.Pieńkosz Badania Operacyjne Planowanie przedsięwzięć 1 Planowanie przedsięwzięć Model przedsięwzięcia lista operacji relacje poprzedzania operacji modele operacji funkcja celu planowania K.Pieńkosz Badania
OPTYMALIZACJA PRZEPŁYWU MATERIAŁU W PRODUKCJI TURBIN W ROLLS-ROYCE DEUTSCHLAND LTD & CO KG
 Andrew Page Rolls-Royce Deutschland Ltd & Co KG Bernd Hentschel Technische Fachhochschule Wildau Gudrun Lindstedt Projektlogistik GmbH OPTYMALIZACJA PRZEPŁYWU MATERIAŁU W PRODUKCJI TURBIN W ROLLS-ROYCE
Andrew Page Rolls-Royce Deutschland Ltd & Co KG Bernd Hentschel Technische Fachhochschule Wildau Gudrun Lindstedt Projektlogistik GmbH OPTYMALIZACJA PRZEPŁYWU MATERIAŁU W PRODUKCJI TURBIN W ROLLS-ROYCE
Sterowanie procesami dyskretnymi
 Politechnika Rzeszowska Wydział Elektrotechniki i Informatyki Katedra Informatyki i Automatyki Laboratorium Sterowanie procesami dyskretnymi Stanowisko 3 Algorytmy harmonogramowania zadań pakiet LiSA Rzeszów
Politechnika Rzeszowska Wydział Elektrotechniki i Informatyki Katedra Informatyki i Automatyki Laboratorium Sterowanie procesami dyskretnymi Stanowisko 3 Algorytmy harmonogramowania zadań pakiet LiSA Rzeszów
TEMAT: Planowanie i sterowanie produkcją i realizacją usług. prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl
 TEMAT: Planowanie i sterowanie produkcją i realizacją usług prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2015 Def. planowania: to element zarządzania polega na decydowaniu o podjęciu działań
TEMAT: Planowanie i sterowanie produkcją i realizacją usług prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2015 Def. planowania: to element zarządzania polega na decydowaniu o podjęciu działań
Matulewicz Jolita Nowak Magdalena
 Matulewicz Jolita Nowak Magdalena Struktura organizacyjna- układ relacji łączących elementy organizacji w zorganizowaną całość, aby zapewnić efektywność organizacji. Elementy struktury organizacyjnej:
Matulewicz Jolita Nowak Magdalena Struktura organizacyjna- układ relacji łączących elementy organizacji w zorganizowaną całość, aby zapewnić efektywność organizacji. Elementy struktury organizacyjnej:
Projektowanie zakładów przemysłowych
 Projektowanie zakładów przemysłowych Wykonali: Spis treści Spis treści... 2 1.Spis oznaczeń przyjętych w projekcie... 4 2 Dane do projektu sytuacja projektowa... 6 2.1 Ogólna charakterystyka zakładu...
Projektowanie zakładów przemysłowych Wykonali: Spis treści Spis treści... 2 1.Spis oznaczeń przyjętych w projekcie... 4 2 Dane do projektu sytuacja projektowa... 6 2.1 Ogólna charakterystyka zakładu...
AL 1302 ZARZĄDZANIE PROJEKTAMI W OPARCIU O METODYKĘ PRINCE2
 AL 1302 ZARZĄDZANIE PROJEKTAMI W OPARCIU O METODYKĘ PRINCE2 1. Definicja projektu: cechy projektu, przyczyny porażek projektów, czynniki sukcesu projektów, cele projektu, produkty projektu, cykl życia
AL 1302 ZARZĄDZANIE PROJEKTAMI W OPARCIU O METODYKĘ PRINCE2 1. Definicja projektu: cechy projektu, przyczyny porażek projektów, czynniki sukcesu projektów, cele projektu, produkty projektu, cykl życia
POD O EJŚ J CIE I P ROC O ESOW
 Wykład 7. PODEJŚCIE PROCESOWE W ZARZĄDZANIU JAKOŚCIĄ 1 1. Procesy i ich znaczenie w działalności organizacji: Proces jest to zaprojektowany ciąg logiczny następu- jących po sobie czynności (operacji),
Wykład 7. PODEJŚCIE PROCESOWE W ZARZĄDZANIU JAKOŚCIĄ 1 1. Procesy i ich znaczenie w działalności organizacji: Proces jest to zaprojektowany ciąg logiczny następu- jących po sobie czynności (operacji),
Spis treści Supermarket Przepływ ciągły 163
 WSTĘP 11 ROZDZIAŁ 1. Wprowadzenie do zarządzania procesami produkcyjnymi... 17 1.1. Procesowe ujecie przepływu produkcji 17 1.2. Procesy przygotowania produkcji 20 1.3. Podstawowe procesy produkcyjne 22
WSTĘP 11 ROZDZIAŁ 1. Wprowadzenie do zarządzania procesami produkcyjnymi... 17 1.1. Procesowe ujecie przepływu produkcji 17 1.2. Procesy przygotowania produkcji 20 1.3. Podstawowe procesy produkcyjne 22
Projektowanie bazy danych przykład
 Projektowanie bazy danych przykład Pierwszą fazą tworzenia projektu bazy danych jest postawienie definicji celu, założeń wstępnych i określenie podstawowych funkcji aplikacji. Każda baza danych jest projektowana
Projektowanie bazy danych przykład Pierwszą fazą tworzenia projektu bazy danych jest postawienie definicji celu, założeń wstępnych i określenie podstawowych funkcji aplikacji. Każda baza danych jest projektowana
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
Planowanie i sterowanie zapasami międzyoperacyjnymi
 L. Wicki - Materiały pomocnicze do ćwiczeń (0) 0-0-6 Planowanie i sterowanie zapasami międzyoperacyjnymi ZPiU Schemat zasileń materiałowych - system planowania wg okresu powtarzalności produkcji Wydział
L. Wicki - Materiały pomocnicze do ćwiczeń (0) 0-0-6 Planowanie i sterowanie zapasami międzyoperacyjnymi ZPiU Schemat zasileń materiałowych - system planowania wg okresu powtarzalności produkcji Wydział
Planowanie tras transportowych
 Jerzy Feldman Mateusz Drąg Planowanie tras transportowych I. Przedstawienie 2 wybranych systemów: System PLANTOUR 1.System PLANTOUR to rozwiązanie wspomagające planowanie i optymalizację transportu w przedsiębiorstwie.
Jerzy Feldman Mateusz Drąg Planowanie tras transportowych I. Przedstawienie 2 wybranych systemów: System PLANTOUR 1.System PLANTOUR to rozwiązanie wspomagające planowanie i optymalizację transportu w przedsiębiorstwie.
Praca Dyplomowa Magisterska. Zastosowanie algorytmów genetycznych w zagadnieniach optymalizacji produkcji
 Praca Dyplomowa Magisterska Zastosowanie algorytmów genetycznych w zagadnieniach optymalizacji produkcji Cel pracy zapoznanie się z zasadami działania ania algorytmów genetycznych przedstawienie możliwo
Praca Dyplomowa Magisterska Zastosowanie algorytmów genetycznych w zagadnieniach optymalizacji produkcji Cel pracy zapoznanie się z zasadami działania ania algorytmów genetycznych przedstawienie możliwo
K.Pieńkosz Badania Operacyjne Wprowadzenie 1. Badania Operacyjne. dr inż. Krzysztof Pieńkosz
 K.Pieńkosz Wprowadzenie 1 dr inż. Krzysztof Pieńkosz Instytut Automatyki i Informatyki Stosowanej Politechniki Warszawskiej pok. 560 A tel.: 234-78-64 e-mail: K.Pienkosz@ia.pw.edu.pl K.Pieńkosz Wprowadzenie
K.Pieńkosz Wprowadzenie 1 dr inż. Krzysztof Pieńkosz Instytut Automatyki i Informatyki Stosowanej Politechniki Warszawskiej pok. 560 A tel.: 234-78-64 e-mail: K.Pienkosz@ia.pw.edu.pl K.Pieńkosz Wprowadzenie
Cechy systemu MRP II: modułowa budowa, pozwalająca na etapowe wdrażanie, funkcjonalność obejmująca swym zakresem obszary technicznoekonomiczne
 Zintegrowany System Informatyczny (ZSI) jest systemem informatycznym należącym do klasy ERP, który ma na celu nadzorowanie wszystkich procesów zachodzących w działalności głównie średnich i dużych przedsiębiorstw,
Zintegrowany System Informatyczny (ZSI) jest systemem informatycznym należącym do klasy ERP, który ma na celu nadzorowanie wszystkich procesów zachodzących w działalności głównie średnich i dużych przedsiębiorstw,
Optymalizacja harmonogramów budowlanych - szeregowanie zadań. Mgr inż. Aleksandra Radziejowska AGH Akademia Górniczo-Hutnicza w Krakowie
 Optymalizacja harmonogramów budowlanych - szeregowanie zadań Mgr inż. Aleksandra Radziejowska AGH Akademia Górniczo-Hutnicza w Krakowie Opis zagadnienia Zadania dotyczące szeregowania zadań należą do szerokiej
Optymalizacja harmonogramów budowlanych - szeregowanie zadań Mgr inż. Aleksandra Radziejowska AGH Akademia Górniczo-Hutnicza w Krakowie Opis zagadnienia Zadania dotyczące szeregowania zadań należą do szerokiej
Język UML w modelowaniu systemów informatycznych
 Język UML w modelowaniu systemów informatycznych dr hab. Bożena Woźna-Szcześniak Akademia im. Jan Długosza bwozna@gmail.com Wykład 4 Diagramy aktywności I Diagram aktywności (czynności) (ang. activity
Język UML w modelowaniu systemów informatycznych dr hab. Bożena Woźna-Szcześniak Akademia im. Jan Długosza bwozna@gmail.com Wykład 4 Diagramy aktywności I Diagram aktywności (czynności) (ang. activity
Z-ZIP-072z Zarządzanie produkcją Production Management. Stacjonarne Wszystkie Katedra Inżynierii Produkcji Dr inż. Aneta Masternak-Janus
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-072z Zarządzanie produkcją Production Management A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-072z Zarządzanie produkcją Production Management A. USYTUOWANIE
PRZEWODNIK PO PRZEDMIOCIE. Logistyka (inżynierskie) stacjonarne. I stopnia. dr inż. Marek Krynke. ogólnoakademicki. kierunkowy
 stacjonarne. I stopnia. dr inż. Marek Krynke. ogólnoakademicki. kierunkowy") Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Zarządzanie produkcją i usługami Logistyka (inżynierskie) stacjonarne
Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Zarządzanie produkcją i usługami Logistyka (inżynierskie) stacjonarne
Mapy strumienia wartości (Value Stream Mapping)
") Mapy strumienia wartości (Value Stream Mapping) 1 Literatura http://lean.org.pl/lean/baza-wiedzy/narzedzia-i-metody-lean/mapowaniestrumienia-wartosci/ Wdrażanie Lean Production. Projektowanie strumienia
Mapy strumienia wartości (Value Stream Mapping) 1 Literatura http://lean.org.pl/lean/baza-wiedzy/narzedzia-i-metody-lean/mapowaniestrumienia-wartosci/ Wdrażanie Lean Production. Projektowanie strumienia
Zaawansowane planowanie i harmonogramowanie produkcji. Wrocław r.
 Zaawansowane planowanie i harmonogramowanie produkcji. Wrocław 18.11.2009 r. SIMPLE.APS Zlecenie produkcyjne: pochodzące z zewnętrznych systemów ERP dane o zleceniach produkcyjnych posiadających przypisane
Zaawansowane planowanie i harmonogramowanie produkcji. Wrocław 18.11.2009 r. SIMPLE.APS Zlecenie produkcyjne: pochodzące z zewnętrznych systemów ERP dane o zleceniach produkcyjnych posiadających przypisane
System Zarządzania Produkcją Opis funkcjonalny
 System Zarządzania Produkcją to rozwiązanie przygotowane przez Grupę Dr IT, rozwijające standardową funkcjonalność modułu enova365 Produkcja o następujące elementy: operacje wzorcowe, operacje do indywidualnego
System Zarządzania Produkcją to rozwiązanie przygotowane przez Grupę Dr IT, rozwijające standardową funkcjonalność modułu enova365 Produkcja o następujące elementy: operacje wzorcowe, operacje do indywidualnego
Sterowniki Programowalne (SP)
") Sterowniki Programowalne (SP) Wybrane aspekty procesu tworzenia oprogramowania dla sterownika PLC Podstawy języka funkcjonalnych schematów blokowych (FBD) Politechnika Gdańska Wydział Elektrotechniki i
Sterowniki Programowalne (SP) Wybrane aspekty procesu tworzenia oprogramowania dla sterownika PLC Podstawy języka funkcjonalnych schematów blokowych (FBD) Politechnika Gdańska Wydział Elektrotechniki i
Zarządzanie Produkcją III
 Zarządzanie Produkcją III Dr Janusz Sasak Operatywne zarządzanie produkcją pojęcia podstawowe Asortyment produkcji Program produkcji Typ produkcji ciągła dyskretna Tempo i takt produkcji Seria i partia
Zarządzanie Produkcją III Dr Janusz Sasak Operatywne zarządzanie produkcją pojęcia podstawowe Asortyment produkcji Program produkcji Typ produkcji ciągła dyskretna Tempo i takt produkcji Seria i partia
Harmonogramowanie przedsięwzięć
 Harmonogramowanie przedsięwzięć Mariusz Kaleta Instytut Automatyki i Informatyki Stosowanej Politechnika Warszawska luty 2014, Warszawa Politechnika Warszawska Harmonogramowanie przedsięwzięć 1 / 25 Wstęp
Harmonogramowanie przedsięwzięć Mariusz Kaleta Instytut Automatyki i Informatyki Stosowanej Politechnika Warszawska luty 2014, Warszawa Politechnika Warszawska Harmonogramowanie przedsięwzięć 1 / 25 Wstęp
mapowania strumienia wartości
 Przykład obliczeń do mapowania strumienia wartości Prowadzący: mgr inż. Paweł Wojakowski, mgr inż. Łukasz Gola Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Przykład obliczeń do mapowania strumienia wartości Prowadzący: mgr inż. Paweł Wojakowski, mgr inż. Łukasz Gola Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Politechnika Gdańska Wydział Elektrotechniki i Automatyki Katedra Inżynierii Systemów Sterowania
 Politechnika Gdańska Wydział Elektrotechniki i Automatyki Katedra Inżynierii Systemów Sterowania Struktury i Algorytmy Wspomagania Decyzji Zadanie projektowe 2 Czas realizacji: 6 godzin Maksymalna liczba
Politechnika Gdańska Wydział Elektrotechniki i Automatyki Katedra Inżynierii Systemów Sterowania Struktury i Algorytmy Wspomagania Decyzji Zadanie projektowe 2 Czas realizacji: 6 godzin Maksymalna liczba
Diagramy obiegu dokumentów a UML w modelowaniu procesów biznesowych. Stanisław Niepostyn, Ilona Bluemke Instytut Informatyki, Politechnika Warszawska
 Diagramy obiegu dokumentów a UML w modelowaniu procesów biznesowych Stanisław Niepostyn, Ilona Bluemke Instytut Informatyki, Politechnika Warszawska Wprowadzenie Modelowanie biznesowe jest stykiem między
Diagramy obiegu dokumentów a UML w modelowaniu procesów biznesowych Stanisław Niepostyn, Ilona Bluemke Instytut Informatyki, Politechnika Warszawska Wprowadzenie Modelowanie biznesowe jest stykiem między
Politechnika Częstochowska Wydział Zarządzania Instytut InŜynierii Produkcji
 Politechnika Częstochowska Wydział Zarządzania Instytut InŜynierii Produkcji Przedmiot: Projektowanie systemów produkcyjnych Prowadzący: Prof. dr hab. inŝ. Józef Koszkul Planowane zajęcia: 1 godz. wykładów
Politechnika Częstochowska Wydział Zarządzania Instytut InŜynierii Produkcji Przedmiot: Projektowanie systemów produkcyjnych Prowadzący: Prof. dr hab. inŝ. Józef Koszkul Planowane zajęcia: 1 godz. wykładów
Ćwiczenia laboratoryjne - 4. Projektowanie i harmonogramowanie produkcji metoda CPM-COST. Logistyka w Hutnictwie Ćw. L. 4
 Ćwiczenia laboratoryjne - 4 Projektowanie i harmonogramowanie produkcji metoda CPM-COST Ćw. L. 4 Metody analizy sieciowej 1) Deterministyczne czasy trwania czynności są określane jednoznacznie (jedna liczba)
Ćwiczenia laboratoryjne - 4 Projektowanie i harmonogramowanie produkcji metoda CPM-COST Ćw. L. 4 Metody analizy sieciowej 1) Deterministyczne czasy trwania czynności są określane jednoznacznie (jedna liczba)
Rola stacji gazowych w ograniczaniu strat gazu w sieciach dystrybucyjnych
 Rola stacji gazowych w ograniczaniu strat gazu w sieciach dystrybucyjnych Politechnika Warszawska Zakład Systemów Ciepłowniczych i Gazowniczych Prof. dr hab. inż. Andrzej J. Osiadacz Dr hab. inż. Maciej
Rola stacji gazowych w ograniczaniu strat gazu w sieciach dystrybucyjnych Politechnika Warszawska Zakład Systemów Ciepłowniczych i Gazowniczych Prof. dr hab. inż. Andrzej J. Osiadacz Dr hab. inż. Maciej
PR242012 23 kwietnia 2012 Mechanika Strona 1 z 5. XTS (extended Transport System) Rozszerzony System Transportowy: nowatorska technologia napędów
 Rozszerzony System Transportowy: nowatorska technologia napędów") Mechanika Strona 1 z 5 XTS (extended Transport System) Rozszerzony System Transportowy: nowatorska technologia napędów Odwrócona zasada: liniowy silnik ruch obrotowy System napędowy XTS firmy Beckhoff
Mechanika Strona 1 z 5 XTS (extended Transport System) Rozszerzony System Transportowy: nowatorska technologia napędów Odwrócona zasada: liniowy silnik ruch obrotowy System napędowy XTS firmy Beckhoff
Zarządzanie produkcją Production Management. Technologie Produkcyjne Katedra Inżynierii Produkcji Dr inż. Aneta Masternak-Janus
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Zarządzanie produkcją Production Management A. USYTUOWANIE MODUŁU W SYSTEMIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Zarządzanie produkcją Production Management A. USYTUOWANIE MODUŁU W SYSTEMIE
Od ERP do ERP czasu rzeczywistego
 Przemysław Polak Od ERP do ERP czasu rzeczywistego SYSTEMY INFORMATYCZNE WSPOMAGAJĄCE ZARZĄDZANIE PRODUKCJĄ Wrocław, 19 listopada 2009 r. Kierunki rozwoju systemów informatycznych zarządzania rozszerzenie
Przemysław Polak Od ERP do ERP czasu rzeczywistego SYSTEMY INFORMATYCZNE WSPOMAGAJĄCE ZARZĄDZANIE PRODUKCJĄ Wrocław, 19 listopada 2009 r. Kierunki rozwoju systemów informatycznych zarządzania rozszerzenie
Spis treści. Przedmowa Wykaz oznaczeń Wstęp Układy kombinacyjne... 18
 Spis treści Przedmowa... 11 Wykaz oznaczeń... 13 1. Wstęp... 15 1.1. Układycyfrowe... 15 1.2. Krótki esej o projektowaniu.... 15 2. Układy kombinacyjne... 18 2.1. Podstawyprojektowaniaukładówkombinacyjnych...
Spis treści Przedmowa... 11 Wykaz oznaczeń... 13 1. Wstęp... 15 1.1. Układycyfrowe... 15 1.2. Krótki esej o projektowaniu.... 15 2. Układy kombinacyjne... 18 2.1. Podstawyprojektowaniaukładówkombinacyjnych...
Projektowanie rozmieszczenia stanowisk roboczych
 Projektowanie rozmieszczenia stanowisk roboczych Metoda trójkątów Schmigalli Metoda trójkątów Schmigalli Dane wejściowe: - liczba rozmieszczonych stanowisk - macierz powiązań transportowych Metoda trójkątów
Projektowanie rozmieszczenia stanowisk roboczych Metoda trójkątów Schmigalli Metoda trójkątów Schmigalli Dane wejściowe: - liczba rozmieszczonych stanowisk - macierz powiązań transportowych Metoda trójkątów
NORMA CZASU A ZARZĄDZANIE PRODUKCJĄ W ASPEKCIE PRACY WIELOSTANOWISKOWEJ
 NORMA CZASU A ZARZĄDZANIE PRODUKCJĄ W ASPEKCIE PRACY WIELOSTANOWISKOWEJ Agnieszka GRZELCZAK Streszczenie: Właściwa organizacja pracy polega na takim ustawieniu przebiegu pracy, aby przy najmniejszym nakładzie
NORMA CZASU A ZARZĄDZANIE PRODUKCJĄ W ASPEKCIE PRACY WIELOSTANOWISKOWEJ Agnieszka GRZELCZAK Streszczenie: Właściwa organizacja pracy polega na takim ustawieniu przebiegu pracy, aby przy najmniejszym nakładzie
prof. PŁ dr hab. inż. Szymonik Łódź 2015/2016
 Temat: Przedsiębiorstwo: lokalizacja przedsiębiorstwa, rozmieszczenie obiektów i wybór wyposażenia, obsługa eksploatacyjna, projektowanie systemów produkcyjnych prof. PŁ dr hab. inż. Szymonik www.gen-prof.pl
Temat: Przedsiębiorstwo: lokalizacja przedsiębiorstwa, rozmieszczenie obiektów i wybór wyposażenia, obsługa eksploatacyjna, projektowanie systemów produkcyjnych prof. PŁ dr hab. inż. Szymonik www.gen-prof.pl
t i L i T i
 Planowanie oparte na budowaniu modelu struktury przedsięwzięcia za pomocą grafu nazywa sie planowaniem sieciowym. Stosuje się do planowania i kontroli realizacji założonych przedsięwzięć gospodarczych,
Planowanie oparte na budowaniu modelu struktury przedsięwzięcia za pomocą grafu nazywa sie planowaniem sieciowym. Stosuje się do planowania i kontroli realizacji założonych przedsięwzięć gospodarczych,
Usprawnij swoją produkcję
 Usprawnij swoją produkcję Manipulatory Specyfikacje 2 Marka Plastigo Plastigo to marka, która należy do grona liderów wśród polskich dostawców wtryskarek oraz urządzeń peryferyjnych. Bogaty asortyment
Usprawnij swoją produkcję Manipulatory Specyfikacje 2 Marka Plastigo Plastigo to marka, która należy do grona liderów wśród polskich dostawców wtryskarek oraz urządzeń peryferyjnych. Bogaty asortyment
Spis treści. Część I Diagramy języka UML 2.1 11. Wstęp 7. Rozdział 1. Studia przypadków 13. Rozdział 2. Diagramy przypadków użycia 29
 Spis treści Wstęp 7 Część I Diagramy języka UML 2.1 11 Rozdział 1. Studia przypadków 13 1.1. Składanie zleceń przez Dom Maklerski 13 1.2. System Informatyczny GPW 16 1.3. Integracja systemów firm z systemem
Spis treści Wstęp 7 Część I Diagramy języka UML 2.1 11 Rozdział 1. Studia przypadków 13 1.1. Składanie zleceń przez Dom Maklerski 13 1.2. System Informatyczny GPW 16 1.3. Integracja systemów firm z systemem
ZAGADNIENIE TRANSPORTOWE
 ZAGADNIENIE TRANSPORTOWE ZT jest specyficznym problemem z zakresu zastosowań programowania liniowego. ZT wykorzystuje się najczęściej do: optymalnego planowania transportu towarów, przy minimalizacji kosztów,
ZAGADNIENIE TRANSPORTOWE ZT jest specyficznym problemem z zakresu zastosowań programowania liniowego. ZT wykorzystuje się najczęściej do: optymalnego planowania transportu towarów, przy minimalizacji kosztów,
Marek Szatkowski 2003-12-01
 Powody wprowadzania priorytetów dla transportu zbiorowego: Duży udział w liczbie podróży w miastach (zazwyczaj > 50%). Mniejsza uciążliwość dla środowiska. Mniejsze koszty podróży. Mniejsze koszty działalności
Powody wprowadzania priorytetów dla transportu zbiorowego: Duży udział w liczbie podróży w miastach (zazwyczaj > 50%). Mniejsza uciążliwość dla środowiska. Mniejsze koszty podróży. Mniejsze koszty działalności
NIETYPOWE WŁASNOŚCI PERMUTACYJNEGO PROBLEMU PRZEPŁYWOWEGO Z OGRANICZENIEM BEZ PRZESTOJÓW
 NIETYPOWE WŁASNOŚCI PERMUTACYJNEGO PROBLEMU PRZEPŁYWOWEGO Z OGRANICZENIEM BEZ PRZESTOJÓW Mariusz MAKUCHOWSKI Streszczenie: W pracy rozważa się permutacyjny problem przepływowy z kryterium będącym momentem
NIETYPOWE WŁASNOŚCI PERMUTACYJNEGO PROBLEMU PRZEPŁYWOWEGO Z OGRANICZENIEM BEZ PRZESTOJÓW Mariusz MAKUCHOWSKI Streszczenie: W pracy rozważa się permutacyjny problem przepływowy z kryterium będącym momentem
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Organizacja Systemów Produkcyjnych Organization of Production Systems Kierunek: Zarządzanie i Inżynieria Produkcji Management and Production Engineering Rodzaj przedmiotu: obowiązkowy
Nazwa przedmiotu: Organizacja Systemów Produkcyjnych Organization of Production Systems Kierunek: Zarządzanie i Inżynieria Produkcji Management and Production Engineering Rodzaj przedmiotu: obowiązkowy
ORGANIZACJA I ZARZĄDZANIE
 P O L I T E C H N I K A W A R S Z A W S K A WYDZIAŁ BUDOWNICTWA, MECHANIKI I PETROCHEMII INSTYTUT INŻYNIERII MECHANICZNEJ ORGANIZACJA I ZARZĄDZANIE Analiza okresu technologicznego produkcji wyrobu prostego
P O L I T E C H N I K A W A R S Z A W S K A WYDZIAŁ BUDOWNICTWA, MECHANIKI I PETROCHEMII INSTYTUT INŻYNIERII MECHANICZNEJ ORGANIZACJA I ZARZĄDZANIE Analiza okresu technologicznego produkcji wyrobu prostego
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ. prof. PŁ dr hab. inż. Andrzej Szymonik
 Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2015/2016 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2015/2016 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
Ustalanie kosztów procesów, produktów i usług z programem ADONIS. Zbigniew Misiak Daria Świderska - Rak Jolanta Rutkowska
 Ustalanie kosztów procesów, produktów i usług z programem ADONIS Zbigniew Misiak Daria Świderska - Rak Jolanta Rutkowska Metody rachunku kosztów Kalkulacja kosztów wytworzenia produktów A i B metodą tradycyjną
Ustalanie kosztów procesów, produktów i usług z programem ADONIS Zbigniew Misiak Daria Świderska - Rak Jolanta Rutkowska Metody rachunku kosztów Kalkulacja kosztów wytworzenia produktów A i B metodą tradycyjną
Logistyka produkcji i dystrybucji MSP ćwiczenia 4 CRP PLANOWANIE ZAPOTRZEBOWANIA POTENCJAŁU. mgr inż. Roman DOMAŃSKI Katedra Systemów Logistycznych
 Logistyka produkcji i dystrybucji MSP ćwiczenia 4 CRP PLANOWANIE ZAPOTRZEBOWANIA POTENCJAŁU mgr inż. Roman DOMAŃSKI Katedra Systemów Logistycznych 1 Literatura Marek Fertsch Zarządzanie przepływem materiałów
Logistyka produkcji i dystrybucji MSP ćwiczenia 4 CRP PLANOWANIE ZAPOTRZEBOWANIA POTENCJAŁU mgr inż. Roman DOMAŃSKI Katedra Systemów Logistycznych 1 Literatura Marek Fertsch Zarządzanie przepływem materiałów
1.4. Uwarunkowania komodalności transportu... 33 Bibliografia... 43
 SPIS TREŚCI Przedmowa................................................................... 11 1. Wprowadzenie............................................................. 17 1.1. Pojęcie systemu logistycznego
SPIS TREŚCI Przedmowa................................................................... 11 1. Wprowadzenie............................................................. 17 1.1. Pojęcie systemu logistycznego
WYŻSZA SZKOŁA MENEDŻERSKA W WARSZAWIE WYDZIAŁ ZARZĄDZANIA W CIECHANOWIE KARTA PRZEDMIOTU - SYLABUS
 WYŻSZA SZKOŁA MENEDŻERSKA W WARSZAWIE WYDZIAŁ ZARZĄDZANIA W CIECHANOWIE KARTA PRZEDMIOTU - SYLABUS Nazwa przedmiotu: Zarządzanie produkcją Profil 1 : ogólnoakademicki Cel przedmiotu: Zapoznanie z procesem
WYŻSZA SZKOŁA MENEDŻERSKA W WARSZAWIE WYDZIAŁ ZARZĄDZANIA W CIECHANOWIE KARTA PRZEDMIOTU - SYLABUS Nazwa przedmiotu: Zarządzanie produkcją Profil 1 : ogólnoakademicki Cel przedmiotu: Zapoznanie z procesem
CM (Computer Modul) Formy produkcji ze względu na komputeryzację. CM (Computer Modul)
 Formy produkcji ze względu na komputeryzację. CM (Computer Modul)") Formy produkcji ze względu na komputeryzację... (Computer Modul)... (Flexible Manufacturing Systems)... (Computer Aid Manufacturing)... (Computer Integrated Manufacturing) CM (Computer Modul) Elastyczne
Formy produkcji ze względu na komputeryzację... (Computer Modul)... (Flexible Manufacturing Systems)... (Computer Aid Manufacturing)... (Computer Integrated Manufacturing) CM (Computer Modul) Elastyczne
dr inż. Szymon Woziwodzki
 dr inż. Szymon Woziwodzki SCHEMATY TECHNOLOGICZNE dr inż. Szymon Woziwodzki Aparatura Procesowa Schematy technologiczne: jakie normy? PN-EN ISO 10628-1:2015-05 Zakres Niniejsza norma określa klasyfikację,
dr inż. Szymon Woziwodzki SCHEMATY TECHNOLOGICZNE dr inż. Szymon Woziwodzki Aparatura Procesowa Schematy technologiczne: jakie normy? PN-EN ISO 10628-1:2015-05 Zakres Niniejsza norma określa klasyfikację,
Programowanie współbieżne Wykład 2. Iwona Kochańska
 Programowanie współbieżne Wykład 2 Iwona Kochańska Miary skalowalności algorytmu równoległego Przyspieszenie Stały rozmiar danych N T(1) - czas obliczeń dla najlepszego algorytmu sekwencyjnego T(p) - czas
Programowanie współbieżne Wykład 2 Iwona Kochańska Miary skalowalności algorytmu równoległego Przyspieszenie Stały rozmiar danych N T(1) - czas obliczeń dla najlepszego algorytmu sekwencyjnego T(p) - czas
Organizacja produkcji
 Formy organizacji Organizacja Stacjonarna forma organizacji Niepotokowe formy organizacji Potokowe formy organizacji Gniazdowa forma organizacji Formy organizacji W zaleŝności od okoliczności to... zadanie
Formy organizacji Organizacja Stacjonarna forma organizacji Niepotokowe formy organizacji Potokowe formy organizacji Gniazdowa forma organizacji Formy organizacji W zaleŝności od okoliczności to... zadanie
Zarządzanie produkcją.
 Zarządzanie produkcją i usługami Zarządzanie produkcją. mgr inż. Martyna Malak Katedra Systemów Logistycznych martyna.malak@wsl.com.pl Zarządzanie produkcją Ćwiczenia 5 BILANSOWANIE ZADAŃ PRODUKCYJNYCH
Zarządzanie produkcją i usługami Zarządzanie produkcją. mgr inż. Martyna Malak Katedra Systemów Logistycznych martyna.malak@wsl.com.pl Zarządzanie produkcją Ćwiczenia 5 BILANSOWANIE ZADAŃ PRODUKCYJNYCH
Adam Korzeniewski p Katedra Systemów Multimedialnych
 Adam Korzeniewski adamkorz@sound.eti.pg.gda.pl p. 732 - Katedra Systemów Multimedialnych Operacja na dwóch funkcjach dająca w wyniku modyfikację oryginalnych funkcji (wynikiem jest iloczyn splotowy). Jest
Adam Korzeniewski adamkorz@sound.eti.pg.gda.pl p. 732 - Katedra Systemów Multimedialnych Operacja na dwóch funkcjach dająca w wyniku modyfikację oryginalnych funkcji (wynikiem jest iloczyn splotowy). Jest