Politechnika Koszalińska
|
|
|
- Henryk Mazurek
- 6 lat temu
- Przeglądów:
Transkrypt

1 Politechnika Koszalińska Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej Powłoki na bazie węgla w zastosowaniu do obróbki drewna M. Pancielejko 1, A. Czyżniewski 1, A. Gilewicz 1, V. Zavaleyev 1, Z. Galocz 1, Pander 1, W. Szymański 2 1 Politechnika Koszalińska, 2 Uniwersytet Przyrodniczy w Poznaniu Projekt nr POIG /08. Program Operacyjny: Innowacyjna Gospodarka lata , Hybrydowe technologie modyfikacji powierzchni narzędzi do obróbki drewna. Dotacje na innowacje
2 Właściwości wytrzymałościowe oraz kierunki rozwoju materiałów narzędziowych [Dobr-1990] Wytrzymałość i odporność na pękanie materiałów narzędziowych [Mills -1996]
3 Główne czynniki związane z trudnościami aplikacji powierzchniowych materiałowych modyfikacji narzędzi w przemyśle drzewnym: niedostateczna adhezja powłok do materiału bazowego zmiana właściwości materiału bazowego (podłoża) wynikająca z modyfikacji (zwiększenie jego kruchości) Działania, które mogą poszerzyć aplikację narzędzi modyfikowanych metodami próżniowo-plazmowymi: Poprawa adhezji poprzez zastosowanie przejściowej warstwy (na bazie metali i ich azotków lub tlenków). Zastosowanie powłok gradientowych lub układów wielowarstwowych Zastosowanie powłok trwałych termicznie o niskiej przewodności cieplnej Metody hybrydowe (np. azotowanie + powłoka PVD)
![Rodzaje powłok na bazie węgla [VDI-2006] a-c amorficzny węgiel ta-c tetraedryczny amorficzny węgiel ta-c:h uwodorniony tetraedryczny amorficzny węgiel a-c:h uwodorniony](/docs-images/71/64252053/images/4-0.jpg "amorficzny węgiel a-c:h:me nanokompozytowe modyfikowane metalami (Me Ti, W, Mo, Nb) [Robe-2002] a-c:h:mec nanokompozytowe modyfikowane węglikami metali (Me Ti, W, Mo,")
4 Rodzaje powłok na bazie węgla [VDI-2006] a-c amorficzny węgiel ta-c tetraedryczny amorficzny węgiel ta-c:h uwodorniony tetraedryczny amorficzny węgiel a-c:h uwodorniony amorficzny węgiel a-c:h:me nanokompozytowe modyfikowane metalami (Me Ti, W, Mo, Nb) [Robe-2002] a-c:h:mec nanokompozytowe modyfikowane węglikami metali (Me Ti, W, Mo, Nb)
5 Właściwości powłok DLC (ta-c) decydujące o możliwości ich wykorzystania pokrywania narzędzi stosowanych do obróbki drewna i materiałów drewnopochodnych: Wysoka twardość (często > 50 GPa) Wysoka odporność na zużycie przez tarcie (k v < 10-7 mm 3 /Nm) Możliwość grafityzacji pod wpływem temperatury i naprężeń obniżenie oporów tarcia Obojętność chemiczna (wysoka odporność korozyjna w środowisku wodnym) Stabilność termiczna (często > 600 C) Niska temperatura wytwarzania metodami PVD (często < 200 C)
6 Powłoki na bazie węgla stosowane na narzędziach [Antt-1995, Hako-1999, Endl-1999, Kami-2005, Neuv-2007, Shei-2003, Till-2009].


7 Wytwarzanie powłok na bazie węgla DLC - zmodyfikowane katodowe odparowanie łukowe (Puls-Arc) W-DLC reaktywne rozpylanie magnetronowe (URMS)



8 Możliwości badawcze powłok oraz pokrytych narzędzi Skład chemiczny Grubość powłok Naprężenia w powłoce Twardość Adhezja powłok Badania tribologiczne Badania metalograficzne Chropowatość Pomiar zużycia narzędzi
![Współczynnik tarcia Wskaźnik zużyc ia [mm / Nm] 3](/docs-images/71/64252053/images/9-0.jpg "Budowa oraz właściwości powłok DLC wytworzonych na")
 1,2 1,0 0,8 0,6 0,4 0,2 f kv")

9 Współczynnik tarcia Wskaźnik zużyc ia [mm / Nm] 3 Budowa oraz właściwości powłok DLC wytworzonych na narzędziach DLC ~ 1,8 µm (podwarstwa Cr ~ 0,3 µm) Test Rockwella (HF1) 1,2 1,0 0,8 0,6 0,4 0,2 f kv k b Al 2 O 3 buk sosna Współczynnik tarcia oraz wskaźniki zużycia



10 Adhezja powłok DLC 0 50N na nożu HS6-5-2 L c2 =30N 36N 0 50N Na węgliku spiekanym WC L c3 = 29N


 Cr Moduł")
11 Budowa oraz właściwości powłok W-DLC wytworzonych na narzędziach Twardość GPa W-DLC W(C) Cr Moduł E ~ 200 GPa f S ~ 0,25
12 Badania eksploatacyjne (2011r. - Uniwersytet Przyrodniczy w Poznaniu) Warunki badań: Płyta MDF jednostronnie laminowana o grubości 16 mm Frezarka dolnowrzecionowa FELDER typ F900 Power Drive Noże HS6-5-2 ( mm) Parametry obróbki: Prędkość obrotowa narzędzia n = 6000 min-1 Wysokość warstwy skrawanej h = 1 mm Średnica skrawania D 120 mm Prędkość posuwu u = 6,3 m min -1 Rzeczywista długość drogi ostrza w materiale skrawanym 10m (na każdy 1m skrawanego materiału)
13 50 Badania eksploatacyjne 0-50 HSS r., Uniwersytet Przyrodniczy w Poznaniu, W. Szymański, nóż nr3 bez powłoki 400mb MDF -200 Profile zużycia i pole zużycia pole ostrzy zuzycia S=1,72mm noży HSS 2 po procesie strugania MDF ,0k 15,0k 20,0k 25,0k 30,0k 35,0k 40,0k DLC Nóż 3 WDLC1 400mb MDF pole zużycia 1,48mm 2 10,0k 15,0k 20,0k 25,0k 30,0k 35,0k 40,0k Profile zużycia i pole zuż po procesie struga 3 DLC2 400mb MDF pole zużycia 1,64mm 2 10,0k 15,0k 20,0k 25,0k 30,0k 35,0k 40,0k W-DLC Średnie zużycie noży (S) w funkcji drogi skrawnia nóż nr3 bez powłoki 400mb MDF pole zuzycia S=1,72mm ,0k 15,0k 20,0k 25,0k 30,0k 35,0k 40,0k Profile zużycia oraz pole zużycia noży po drodze 400mb. skrawania 10,0k 15,0k 20,0k 25,0k 30,0k 35,0k 40,0k Nóż 3 WDLC1 400mb MDF pole zużycia 1,48mm ,0k 15,0k
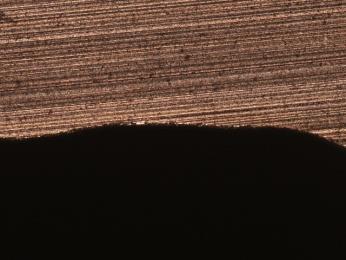
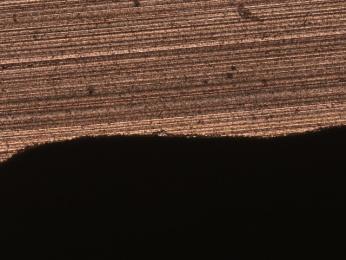
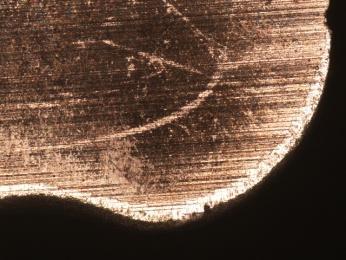
14 Charakterystyka zużycia noży po 400 mb. skrawania Nóż HS6-5-2 bez powłoki Strefa skrawania Strefa po ostrzeniu Nóż z powłoką DLC Strefa skrawania Strefa po ostrzeniu Nóż z powłoką W-DLC Strefa skrawania Strefa po ostrzeniu




15 Nóż HS6-5-2 bez powłoki



16 Nóż z powłoką DLC



17 Nóż z powłoką W-DLC
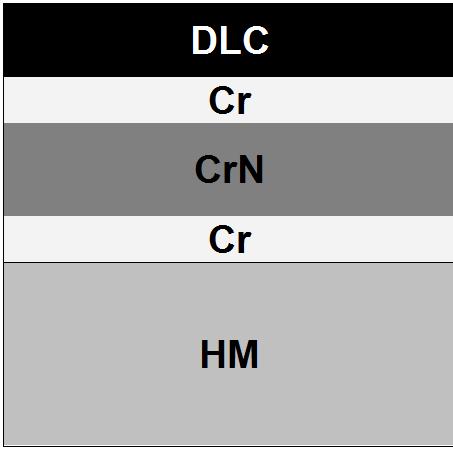






18 Powłoki wielowarstwowe DLC/Cr/CrN/Cr (podłoża HM i HSS) HSS Test rysy HM 30 N 40N 22 N 30N Test Rockwella (HF1-HF2)







19 Testy produkcyjne narzędzi z powłoką wielowarstwową typu Cr/CrN/Cr/DLC (Firma Łąccy Kołczygłowy Sp. z o.o.) Narzędzia kształtowe z węglików spiekanych (WC - FABA) Powłoka na powierzchni natarcia Materiał obrabiany parkiet (sklejka)
20 Podsumowanie 1. W zależności od zastosowanych parametrów wytwarzania możliwe jest uzyskanie powłok DLC w szerokim zakresie twardości GPa. 2. Analiza wyników badań wskazała na bardzo istotny wpływ grubości podwarstwy Cr i powłok węglowych (DLC i W-DLC) i na ich adhezję do zastosowanych podłoży. 3. Podczas obróbki materiału drewnopodobnego (MDF) zastosowanie powłok węglowych obniża zużycie noży ze stali szybkotnącej. Projekt współfinansowany przez Unię Europejską z Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Innowacyjna Gospodarka,
![Literatura: [Antt-1995] A. Anttila, J. Salo, R. Lappalainen, Mater. Lett. 24 (1995) 153-156. [Dobr-1990] L.A. Dobrzański, E. Hajduczek, J. Marciniak, R.](/docs-images/71/64252053/images/21-1.jpg "Nowosielski, Metaloznawstwo i obróbka cieplna materiałów narzędziowych, WNT, Warszawa (1990). [Endl-1999] I. Endler, K. Bartsch, A. Leonhardt, H.-J. Scheibe, H. Ziegele, I. Fuchs, Ch.")
21 Literatura: [Antt-1995] A. Anttila, J. Salo, R. Lappalainen, Mater. Lett. 24 (1995) [Dobr-1990] L.A. Dobrzański, E. Hajduczek, J. Marciniak, R. Nowosielski, Metaloznawstwo i obróbka cieplna materiałów narzędziowych, WNT, Warszawa (1990). [Endl-1999] I. Endler, K. Bartsch, A. Leonhardt, H.-J. Scheibe, H. Ziegele, I. Fuchs, Ch. Raatz, Diamond and Related Materials 8 (1999) [Kami-2005] J. Kamiński, J. Rudnicki, C. Nouveau, A. Savan, P. Beer, Surface and Coatings Technology 200 (2005) [Hako-1999] M. Hakovirta, Diamond and Related Materials 8 (1999) [Neuv-2007] S. Neuville, A. Matthews, Thin Solid Films 515 (2007) [Robe-2002] J. Robertson, Materials Science and Engineering R37 (2002) [Shei-2003] J.Y. Sheikh-Ahmad J.S. Stewart, H. Feld, Wear 255 (2003) [Till-2009] W. Tillmann, E. Vogli, F. Hoffmann, Surface and Coatings Technology 204 (2009) [VDI-2006] The Association of German Engineers, Report VDI 2840 (2006). Projekt współfinansowany przez Unię Europejską z Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Innowacyjna Gospodarka,
22 Politechnika Koszalińska Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej Dziękuję za uwagę Projekt współfinansowany przez Unię Europejską z Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Innowacyjna Gospodarka,
Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej
 Politechnika Koszalińska ska Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej Optymalizacja, z wykorzystaniem metody Taguchi, parametrów wytwarzania powłok DLC metodą zmodyfikowanego katodowego
Politechnika Koszalińska ska Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej Optymalizacja, z wykorzystaniem metody Taguchi, parametrów wytwarzania powłok DLC metodą zmodyfikowanego katodowego
Politechnika Koszalińska
 Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych Wytwarzanie, struktura i właściwości cienkich powłok na bazie węgla Andrzej Czyżniewski Dotacje na innowacje Dotacje na innowacje
Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych Wytwarzanie, struktura i właściwości cienkich powłok na bazie węgla Andrzej Czyżniewski Dotacje na innowacje Dotacje na innowacje
Politechnika Koszalińska. ska. Politechnika Koszalińska. Mechatroniki, Instytut Mechatroniki, Nanotechnologii Instytut
 ska Politechnika Instytut Mechatroniki, Nanotechnologii i Technik k Próżniowych Optymalizacja parametrów w wytwarzania cienkich nanokompozytowych powłok ok W-DLC W z wykorzystaniem metody Taguchi Andrzej
ska Politechnika Instytut Mechatroniki, Nanotechnologii i Technik k Próżniowych Optymalizacja parametrów w wytwarzania cienkich nanokompozytowych powłok ok W-DLC W z wykorzystaniem metody Taguchi Andrzej
Politechnika Politechnika Koszalińska
 Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
Promotor: prof. nadzw. dr hab. Jerzy Ratajski. Jarosław Rochowicz. Wydział Mechaniczny Politechnika Koszalińska
 Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Wpływ temperatury podłoża na właściwości powłok DLC osadzanych metodą rozpylania katod grafitowych łukiem impulsowym
 Dotacje na innowacje Wpływ temperatury podłoża na właściwości powłok DLC osadzanych metodą rozpylania katod grafitowych łukiem impulsowym Viktor Zavaleyev, Jan Walkowicz, Adam Pander Politechnika Koszalińska
Dotacje na innowacje Wpływ temperatury podłoża na właściwości powłok DLC osadzanych metodą rozpylania katod grafitowych łukiem impulsowym Viktor Zavaleyev, Jan Walkowicz, Adam Pander Politechnika Koszalińska
Technologie PVD w zastosowaniu do obróbki narzędzi
 Technologie PVD w zastosowaniu do obróbki narzędzi dr inż. Marek Betiuk Application of PVD technology for tools treatment Instytut Mechaniki Precyzyjnej Modyfikacja powierzchni warstwami uzyskiwanymi
Technologie PVD w zastosowaniu do obróbki narzędzi dr inż. Marek Betiuk Application of PVD technology for tools treatment Instytut Mechaniki Precyzyjnej Modyfikacja powierzchni warstwami uzyskiwanymi
Właściwości powłok DLC z podwarstwami na bazie chromu zastosowanych na narzędziach ze stali szybkotnącej do obróbki drewna
 MIECZYSŁAW PANCIELEJKO, ANDRZEJ CZYŻNIEWSKI, ADAM GILEWICZ, VIKTOR ZAVALEYEV Właściwości powłok DLC z podwarstwami na bazie chromu zastosowanych na narzędziach ze stali szybkotnącej do obróbki drewna WPROWADZENIE
MIECZYSŁAW PANCIELEJKO, ANDRZEJ CZYŻNIEWSKI, ADAM GILEWICZ, VIKTOR ZAVALEYEV Właściwości powłok DLC z podwarstwami na bazie chromu zastosowanych na narzędziach ze stali szybkotnącej do obróbki drewna WPROWADZENIE
PL B1. POLITECHNIKA ŁÓDZKA, Łódź, PL
 PL 221932 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221932 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398270 (22) Data zgłoszenia: 29.02.2012 (51) Int.Cl.
PL 221932 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221932 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398270 (22) Data zgłoszenia: 29.02.2012 (51) Int.Cl.
POLITECHNIKA CZĘSTOCHOWSKA
 POLITECHNIKA CZĘSTOCHOWSKA Instytut Inżynierii Materiałowej Stale narzędziowe do pracy na zimno CEL ĆWICZENIA Celem ćwiczenia jest zapoznanie się ze składem chemicznym, mikrostrukturą, właściwościami mechanicznymi
POLITECHNIKA CZĘSTOCHOWSKA Instytut Inżynierii Materiałowej Stale narzędziowe do pracy na zimno CEL ĆWICZENIA Celem ćwiczenia jest zapoznanie się ze składem chemicznym, mikrostrukturą, właściwościami mechanicznymi
Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA
 Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA PRZEDMIOT: INŻYNIERIA WARSTWY WIERZCHNIEJ Temat ćwiczenia: Badanie prędkości zużycia materiałów
Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA PRZEDMIOT: INŻYNIERIA WARSTWY WIERZCHNIEJ Temat ćwiczenia: Badanie prędkości zużycia materiałów
III Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 23 czerwiec 2014
 III Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 23 czerwiec 2014 Praca została realizowana w ramach programu Innowacyjna Gospodarka, finansowanego przez Europejski fundusz Rozwoju
III Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 23 czerwiec 2014 Praca została realizowana w ramach programu Innowacyjna Gospodarka, finansowanego przez Europejski fundusz Rozwoju
Geneza. Powody. Autorzy
 Geneza. Powody. Autorzy Za mało specjalizowanych kadr inżynierskich Kształcenie nieprzystające do potrzeb sektora Mała wszechstronność absolwentów Potrzeby kadrowe firm sektora drzewnego Duży rynek pracy
Geneza. Powody. Autorzy Za mało specjalizowanych kadr inżynierskich Kształcenie nieprzystające do potrzeb sektora Mała wszechstronność absolwentów Potrzeby kadrowe firm sektora drzewnego Duży rynek pracy
5. Podsumowanie i wnioski
 5. Podsumowanie i wnioski Intensywny rozwój inżynierii materiałowej jest wynikiem między innymi wzrastającego zapotrzebowania na produkty o coraz wyższych własnościach użytkowych, których powierzchnia
5. Podsumowanie i wnioski Intensywny rozwój inżynierii materiałowej jest wynikiem między innymi wzrastającego zapotrzebowania na produkty o coraz wyższych własnościach użytkowych, których powierzchnia
ZNACZENIE POWŁOKI W INŻYNIERII POWIERZCHNI
 ZNACZENIE POWŁOKI W INŻYNIERII POWIERZCHNI PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono zalety stosowania powłok technicznych. Zdefiniowano pojęcie powłoki oraz przedstawiono jej budowę. Pokazano
ZNACZENIE POWŁOKI W INŻYNIERII POWIERZCHNI PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono zalety stosowania powłok technicznych. Zdefiniowano pojęcie powłoki oraz przedstawiono jej budowę. Pokazano
MATERIAŁY STOSOWANE NA POWŁOKI PRZECIWZUŻYCIOWE
 MATERIAŁY STOSOWANE NA POWŁOKI PRZECIWZUŻYCIOWE PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono klasyfikację materiałów stosowanych na powłoki przeciwzużyciowe. Przeanalizowano właściwości fizyczne
MATERIAŁY STOSOWANE NA POWŁOKI PRZECIWZUŻYCIOWE PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono klasyfikację materiałów stosowanych na powłoki przeciwzużyciowe. Przeanalizowano właściwości fizyczne
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
Statystyczna analiza wyników przemysłowych testów trwałości noży strugarskich pokrytych powłokami przeciwzużyciowymi.
 Dotacje na innowacje Statystyczna analiza wyników przemysłowych testów trwałości noży strugarskich pokrytych powłokami przeciwzużyciowymi. Paweł Szuman, Jan Walkowicz, Jan Staśkiewicz, Adam Gilewicz, Zbigniew
Dotacje na innowacje Statystyczna analiza wyników przemysłowych testów trwałości noży strugarskich pokrytych powłokami przeciwzużyciowymi. Paweł Szuman, Jan Walkowicz, Jan Staśkiewicz, Adam Gilewicz, Zbigniew
43 edycja SIM Paulina Koszla
 43 edycja SIM 2015 Paulina Koszla Plan prezentacji O konferencji Zaprezentowane artykuły Inne artykuły Do udziału w konferencji zaprasza się młodych doktorów, asystentów i doktorantów z kierunków: Inżynieria
43 edycja SIM 2015 Paulina Koszla Plan prezentacji O konferencji Zaprezentowane artykuły Inne artykuły Do udziału w konferencji zaprasza się młodych doktorów, asystentów i doktorantów z kierunków: Inżynieria
Innowacyjne rozwiązanie materiałowe implantu stawu biodrowego Dr inż. Michał Tarnowski Prof. dr hab. inż. Tadeusz Wierzchoń
 Innowacyjne rozwiązanie materiałowe implantu Dr inż. Michał Tarnowski Prof. dr hab. inż. Tadeusz Wierzchoń Zespół Obróbek Jarzeniowych Zakład Inżynierii Powierzchni Wydział Inżynierii Materiałowej TRIBOLOGIA
Innowacyjne rozwiązanie materiałowe implantu Dr inż. Michał Tarnowski Prof. dr hab. inż. Tadeusz Wierzchoń Zespół Obróbek Jarzeniowych Zakład Inżynierii Powierzchni Wydział Inżynierii Materiałowej TRIBOLOGIA
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
8. Noże, części zamienne
 8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW HYBRYDOWYCH TYPU CRC+CRN WYTWARZANYCH PRZEZ POŁĄCZENIE PROCESU CHROMOWANIA PRÓŻNIOWEGO Z OBRÓBKĄ PVD
 5-2011 T R I B O L O G I A 81 Ewa KASPRZYCKA *, **, Mariusz KOPROWSKI ***, Jerzy BIELANIK *, Sławomir PILARCZYK *, Bogdan BOGDAŃSKI **, Iwona BAUER **** WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW HYBRYDOWYCH TYPU
5-2011 T R I B O L O G I A 81 Ewa KASPRZYCKA *, **, Mariusz KOPROWSKI ***, Jerzy BIELANIK *, Sławomir PILARCZYK *, Bogdan BOGDAŃSKI **, Iwona BAUER **** WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW HYBRYDOWYCH TYPU
TOOLS. Najnowsza generacja w toczeniu. Specjalne właściwości. NeW NeW. Nr. 226 /2011-PL
 Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
PRELIMINARY BROCHURE CORRAX. A stainless precipitation hardening steel
 PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
SYLABUS. Studia Kierunek studiów Poziom kształcenia Forma studiów Inżynieria materiałowa studia pierwszego studia stacjonarne
 SYLABUS Nazwa Procesy specjalne Nazwa jednostki prowadzącej Wydział Matematyczno-Przyrodniczy przedmiot Centrum Mikroelektroniki i Nanotechnologii Kod Studia Kierunek studiów Poziom kształcenia Forma studiów
SYLABUS Nazwa Procesy specjalne Nazwa jednostki prowadzącej Wydział Matematyczno-Przyrodniczy przedmiot Centrum Mikroelektroniki i Nanotechnologii Kod Studia Kierunek studiów Poziom kształcenia Forma studiów
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Politechnika Koszalińska
 Politechnika Koszalińska Dotacje na innowacje TERMOMECHANICZNA DIAGNOSTYKA SYSTEMÓW PODŁOŻE - POWŁOKA PVD - zadanie 5.2. Piotr Myśliński 1 TERMOMECHANICZNA DIAGNOSTYKA SYSTEMÓW PODŁOŻE-POWŁOKA PVD Plan
Politechnika Koszalińska Dotacje na innowacje TERMOMECHANICZNA DIAGNOSTYKA SYSTEMÓW PODŁOŻE - POWŁOKA PVD - zadanie 5.2. Piotr Myśliński 1 TERMOMECHANICZNA DIAGNOSTYKA SYSTEMÓW PODŁOŻE-POWŁOKA PVD Plan
Zużywanie się ostrzy narzędzi skrawających na przykładzie noży strugarek z uwzględnienie kryteriów oceny ich zużycia.
 Zużywanie się ostrzy narzędzi skrawających na przykładzie noży strugarek z uwzględnienie kryteriów oceny ich zużycia. Przyczyny zużywania się narzędzi pod kątem wzajemnego oddziaływania materiału obrabianego
Zużywanie się ostrzy narzędzi skrawających na przykładzie noży strugarek z uwzględnienie kryteriów oceny ich zużycia. Przyczyny zużywania się narzędzi pod kątem wzajemnego oddziaływania materiału obrabianego
pt: Zwiększenie trwałości wybranych narzędzi stosowanych w przemyśle gumowym
 1 dr hab. inż. Aleksandra Pertek-Owsianna, prof. nadzw. Poznań 3.01.2019 r. Państwowa Wyższa Szkoła Zawodowa w Koninie ul. Przyjaźni 1, 62-510 Konin RECENZJA ROZPRAWY DOKTORSKIEJ Mgr inż. Arkadiusza Więczkowskiego
1 dr hab. inż. Aleksandra Pertek-Owsianna, prof. nadzw. Poznań 3.01.2019 r. Państwowa Wyższa Szkoła Zawodowa w Koninie ul. Przyjaźni 1, 62-510 Konin RECENZJA ROZPRAWY DOKTORSKIEJ Mgr inż. Arkadiusza Więczkowskiego
WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW HYBRYDOWYCH TYPU CrC+(Ni-Mo)+CrN
+CrN") 3-2010 T R I B O L O G I A 95 Ewa KASPRZYCKA *, **, Jerzy SMOLIK *** **, ****, Jan SENATORSKI Jan TACIKOWSKI **, Bogdan BOGDAŃSKI **, Mariusz KOPROWSKI * WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW HYBRYDOWYCH TYPU
3-2010 T R I B O L O G I A 95 Ewa KASPRZYCKA *, **, Jerzy SMOLIK *** **, ****, Jan SENATORSKI Jan TACIKOWSKI **, Bogdan BOGDAŃSKI **, Mariusz KOPROWSKI * WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW HYBRYDOWYCH TYPU
CHARAKTERYSTYKA MECHANIZMÓW NISZCZĄCYCH POWIERZCHNIĘ WYROBÓW (ŚCIERANIE, KOROZJA, ZMĘCZENIE).
.") Temat 2: CHARAKTERYSTYKA MECHANIZMÓW NISZCZĄCYCH POWIERZCHNIĘ WYROBÓW (ŚCIERANIE, KOROZJA, ZMĘCZENIE). Wykład 3h 1) Przyczyny zużycia powierzchni wyrobów (tarcie, zmęczenie, korozja). 2) Ścieranie (charakterystyka
Temat 2: CHARAKTERYSTYKA MECHANIZMÓW NISZCZĄCYCH POWIERZCHNIĘ WYROBÓW (ŚCIERANIE, KOROZJA, ZMĘCZENIE). Wykład 3h 1) Przyczyny zużycia powierzchni wyrobów (tarcie, zmęczenie, korozja). 2) Ścieranie (charakterystyka
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
Wpływ metody odlewania stopów aluminium i parametrów anodowania na strukturę i grubość warstwy anodowej 1
 Wpływ metody odlewania stopów aluminium i parametrów anodowania na strukturę i grubość warstwy anodowej 1 L. A. Dobrzański*, K. Labisz*, J. Konieczny**, J. Duszczyk*** * Zakład Technologii Procesów Materiałowych
Wpływ metody odlewania stopów aluminium i parametrów anodowania na strukturę i grubość warstwy anodowej 1 L. A. Dobrzański*, K. Labisz*, J. Konieczny**, J. Duszczyk*** * Zakład Technologii Procesów Materiałowych
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Nowa stal BÖHLER K360 ISODUR jest kolejnym rozwinięciem 8% stali chromowych i została stworzona, aby sprostać oczekiwaniom naszych klientów, teraz bardziej niż kiedykolwiek.
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Nowa stal BÖHLER K360 ISODUR jest kolejnym rozwinięciem 8% stali chromowych i została stworzona, aby sprostać oczekiwaniom naszych klientów, teraz bardziej niż kiedykolwiek.
INFORMACJE TECHNICZNE
 INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
: Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
Projekt kluczowy. Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym. Segment nr 10
 Projekt kluczowy Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Segment nr 10 Nowoczesne pokrycia barierowe na krytyczne elementy silnika lotniczego Uzasadnienie podjęcia zagadnienia
Projekt kluczowy Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Segment nr 10 Nowoczesne pokrycia barierowe na krytyczne elementy silnika lotniczego Uzasadnienie podjęcia zagadnienia
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM
 Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
Cechy ściernic diamentowych i z regularnego azotku boru ze spoiwem ceramicznym
 Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, Spis treści
 Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, 2015 Spis treści ROZDZIAŁ I Materiały i półfabrykaty stosowane na narzędzia skrawające 11 1. Materiały narzędziowe 11
Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, 2015 Spis treści ROZDZIAŁ I Materiały i półfabrykaty stosowane na narzędzia skrawające 11 1. Materiały narzędziowe 11
1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom
 1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom Rozwój materiałów narzędziowych Historia rozwoju narzędzi sięga czasów starożytnych Znaleziono je w piramidach egipskich mają
1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom Rozwój materiałów narzędziowych Historia rozwoju narzędzi sięga czasów starożytnych Znaleziono je w piramidach egipskich mają
DOSKONAŁA HARD CARBON
 TiN na bazie AICrN 2300 3200 0,4 0,35-2,5 600 1100 złoty jasno-szary Uniwersalna powłoka Bardzo wysoka utlenianie. twardość na gorąco *zależy od zastosowania i warunków przeprowadzenia testów NOWOŚĆ! ALDURA
TiN na bazie AICrN 2300 3200 0,4 0,35-2,5 600 1100 złoty jasno-szary Uniwersalna powłoka Bardzo wysoka utlenianie. twardość na gorąco *zależy od zastosowania i warunków przeprowadzenia testów NOWOŚĆ! ALDURA
3. Teza, cel i zakres pracy
 Open Access Library Volume 1 (19) 2013 3. Teza, cel i zakres pracy 3.1. Geneza pracy Rozwój współczesnej nauki i techniki umożliwia realizację wymagań, jakie stawia się współczesnym materiałom inżynierskim,
Open Access Library Volume 1 (19) 2013 3. Teza, cel i zakres pracy 3.1. Geneza pracy Rozwój współczesnej nauki i techniki umożliwia realizację wymagań, jakie stawia się współczesnym materiałom inżynierskim,
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym r Nałęczów
 Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU
 METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
High-performance tools. Ready for action. VHM. Pilniki obrotowe z węglika spiekanego firmy Garryson. ATI Garryson. Allegheny Technologies
 High-performance tools. Ready for action. VHM Pilniki obrotowe z węglika spiekanego firmy Garryson ATI Garryson Allegheny Technologies PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO POWLWKANE PILNIKI OBROTOWE Z
High-performance tools. Ready for action. VHM Pilniki obrotowe z węglika spiekanego firmy Garryson ATI Garryson Allegheny Technologies PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO POWLWKANE PILNIKI OBROTOWE Z
Narzędzia do obróbki PVC aluminium i stali.
 Narzędzia do obróbki PVC aluminium i stali Z P H F R E Z W I D s p. j u l. P i ł s u d s k i e g o 7 B, 3 2-0 5 0 S k a w i n a Produkujemy narzędzia o983 roku. Frezwid to przede wszystkim różnorodność
Narzędzia do obróbki PVC aluminium i stali Z P H F R E Z W I D s p. j u l. P i ł s u d s k i e g o 7 B, 3 2-0 5 0 S k a w i n a Produkujemy narzędzia o983 roku. Frezwid to przede wszystkim różnorodność
NOŻE OBROTOWE SEM-NO
 KARTA KATALOGOWA NOŻE OBROTOWE SEM-NO SPIS TREŚCI 1. NOŻE GÓRNICZE SEM-NOG...2 1.1. KARTA KATALOGOWA... 2 1.2. PROCES TECHNOLOGICZNY I KONTROLA JAKOŚCI... 5 1.3. DANE MATERIAŁOWE... 6 1.4. ŚWIADECTWA JAKOŚCI
KARTA KATALOGOWA NOŻE OBROTOWE SEM-NO SPIS TREŚCI 1. NOŻE GÓRNICZE SEM-NOG...2 1.1. KARTA KATALOGOWA... 2 1.2. PROCES TECHNOLOGICZNY I KONTROLA JAKOŚCI... 5 1.3. DANE MATERIAŁOWE... 6 1.4. ŚWIADECTWA JAKOŚCI
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
UE6110 MC6025 UH6400 US735 HZ/HL/ HM/HX/ HV/HR TOOLS NEWS. Nowy system łamaczy wióra do obróbki ciężkiej
 TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 9 Temat: Obróbki cieplno-chemiczne i powierzchniowe Łódź 2010 1 1. Wstęp teoretyczny
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 9 Temat: Obróbki cieplno-chemiczne i powierzchniowe Łódź 2010 1 1. Wstęp teoretyczny
CHARAKTERYSTYKA ZMIAN STRUKTURALNYCH W WARSTWIE POŁĄCZENIA SPAJANYCH WYBUCHOWO BIMETALI
 Mariusz Prażmowski 1, Henryk Paul 1,2, Fabian Żok 1,3, Aleksander Gałka 3, Zygmunt Szulc 3 1 Politechnika Opolska, ul. Mikołajczyka 5, Opole. 2 Instytut Metalurgii i Inżynierii Materiałowej PAN, ul. Reymonta
Mariusz Prażmowski 1, Henryk Paul 1,2, Fabian Żok 1,3, Aleksander Gałka 3, Zygmunt Szulc 3 1 Politechnika Opolska, ul. Mikołajczyka 5, Opole. 2 Instytut Metalurgii i Inżynierii Materiałowej PAN, ul. Reymonta
OFERTA PIŁ TARCZOWYCH PILANA 250mm
 OFERTA PIŁ TARCZOWYCH PILANA 250mm Symbol piły Średnica piły Szerokość zęba Grubość piły Średnica otworu Ilość zębów Węglik CENA 5310 250 1,6 25 56z Nie 44,63 zł 5312 250 1,6 30 80z Nie 48,46 zł 5309 250
OFERTA PIŁ TARCZOWYCH PILANA 250mm Symbol piły Średnica piły Szerokość zęba Grubość piły Średnica otworu Ilość zębów Węglik CENA 5310 250 1,6 25 56z Nie 44,63 zł 5312 250 1,6 30 80z Nie 48,46 zł 5309 250
Mechatronika w kontroli i diagnostyce procesu obróbki drewna. aktualny stan wiedzy oraz kierunki rozwoju
 Szkoła Główna Gospodarstwa Wiejskiego Wydział Technologii Drewna diagnostyce procesu obróbki drewna aktualny stan wiedzy oraz kierunki rozwoju Piotr Beer Omawiane zagadnienia: Wprowadzenie Analiza cech
Szkoła Główna Gospodarstwa Wiejskiego Wydział Technologii Drewna diagnostyce procesu obróbki drewna aktualny stan wiedzy oraz kierunki rozwoju Piotr Beer Omawiane zagadnienia: Wprowadzenie Analiza cech
INSTYTUT TECHNOLOGII MECHANICZNYCH
 Politechnika Częstochowska Wydział Inżynierii Mechanicznej i Informatyki INSTYTUT TECHNOLOGII MECHANICZNYCH 1 Instytut Technologii Mechanicznych Dyrektor: Dr hab. inż. T. Nieszporek, prof. PCz Z-ca Dyrektora:
Politechnika Częstochowska Wydział Inżynierii Mechanicznej i Informatyki INSTYTUT TECHNOLOGII MECHANICZNYCH 1 Instytut Technologii Mechanicznych Dyrektor: Dr hab. inż. T. Nieszporek, prof. PCz Z-ca Dyrektora:
WPŁYW MODYFIKACJI ŚCIERNICY NA JAKOŚĆ POWIERZCHNI WALCOWYCH WEWNĘTRZNYCH
 WPŁYW MODYFIKACJI ŚCIERNICY NA JAKOŚĆ POWIERZCHNI WALCOWYCH WEWNĘTRZNYCH Ryszard WÓJCIK 1 1. WPROWADZENIE W procesach szlifowania otworów w zależności od zastosowanej metody szlifowania jednoprzejściowego
WPŁYW MODYFIKACJI ŚCIERNICY NA JAKOŚĆ POWIERZCHNI WALCOWYCH WEWNĘTRZNYCH Ryszard WÓJCIK 1 1. WPROWADZENIE W procesach szlifowania otworów w zależności od zastosowanej metody szlifowania jednoprzejściowego
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 8, Data wydania: 17 września 2009 r. Nazwa i adres organizacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 8, Data wydania: 17 września 2009 r. Nazwa i adres organizacji
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH
 PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noŝy styczno-obrotowych oraz karta
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noŝy styczno-obrotowych oraz karta
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności. Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra
 Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
Politechnika Koszalińska Wydział Mechaniczny
 Politechnika Koszalińska Wydział Mechaniczny Adam Gilewicz Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej autoreferat rozprawy doktorskiej Wielowarstwowe twarde pokrycia na bazie azotku chromu
Politechnika Koszalińska Wydział Mechaniczny Adam Gilewicz Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej autoreferat rozprawy doktorskiej Wielowarstwowe twarde pokrycia na bazie azotku chromu
MATERIAŁY SUPERTWARDE
 MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (96) Data i numer zgłoszenia patentu europejskiego:
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (96) Data i numer zgłoszenia patentu europejskiego:") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1500717 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 18.06.2004 04014395.0
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1500717 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 18.06.2004 04014395.0
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 9 Data wydania: 26 czerwca 2014 r. Nazwa i adres INSTYTUT ZAAWANSOWANYCH
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 9 Data wydania: 26 czerwca 2014 r. Nazwa i adres INSTYTUT ZAAWANSOWANYCH
Dobór materiałów konstrukcyjnych
 Dobór materiałów konstrukcyjnych Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część IV Tarcie i zużycie Wygląd powierzchni metalu dokładnie obrobionej obróbką skrawaniem P całkowite
Dobór materiałów konstrukcyjnych Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część IV Tarcie i zużycie Wygląd powierzchni metalu dokładnie obrobionej obróbką skrawaniem P całkowite
Politechnika Gdańska, Inżynieria Biomedyczna. Przedmiot: BIOMATERIAŁY. Metody pasywacji powierzchni biomateriałów. Dr inż. Agnieszka Ossowska
 BIOMATERIAŁY Metody pasywacji powierzchni biomateriałów Dr inż. Agnieszka Ossowska Gdańsk 2010 Korozja -Zagadnienia Podstawowe Korozja to proces niszczenia materiałów, wywołany poprzez czynniki środowiskowe,
BIOMATERIAŁY Metody pasywacji powierzchni biomateriałów Dr inż. Agnieszka Ossowska Gdańsk 2010 Korozja -Zagadnienia Podstawowe Korozja to proces niszczenia materiałów, wywołany poprzez czynniki środowiskowe,
MIKROSTRUKTURA I WŁAŚCIWOŚCI WARSTW MIĘDZYMETALICZNYCH NA STOPIE Ti-6Al-4V
 1-2007 PROBLEMY EKSPLOATACJI 45 Halina GARBACZ, Maciej OSSOWSKI, Piotr WIECIŃSKI, Tadeusz WIERZCHOŃ, Krzysztof J. KURZYDŁOWSKI Politechnika Warszawska, Wydział Inżynierii Materiałowej MIKROSTRUKTURA I
1-2007 PROBLEMY EKSPLOATACJI 45 Halina GARBACZ, Maciej OSSOWSKI, Piotr WIECIŃSKI, Tadeusz WIERZCHOŃ, Krzysztof J. KURZYDŁOWSKI Politechnika Warszawska, Wydział Inżynierii Materiałowej MIKROSTRUKTURA I
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
Numeryczna symulacja przepływu wodnej emulsji olejowej Wyniki symulacji numerycznych Model matematyczny opisujący
 SPIS TREŚCI STRESZCZENIE... 6 WYKAZ WAŻNIEJSZYCH OZNACZEŃ I SKRÓTÓW... 8 1. Wprowadzenie cel, teza i zakres pracy... 13 2. Frezy ślimakowe modułowe... 17 2.1. Budowa modułowych frezów ślimakowych... 17
SPIS TREŚCI STRESZCZENIE... 6 WYKAZ WAŻNIEJSZYCH OZNACZEŃ I SKRÓTÓW... 8 1. Wprowadzenie cel, teza i zakres pracy... 13 2. Frezy ślimakowe modułowe... 17 2.1. Budowa modułowych frezów ślimakowych... 17
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
ODPORNOŚĆ M9315 M9325 M9340 P M NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M9300.
 ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
Inżynieria warstwy wierzchniej Engineering of surface layer
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
NOWOCZESNE MATERIAŁY I TECHNOLOGIE Modern Materials and Technologies. forma studiów: studia stacjonarne. Liczba godzin/tydzień: 2W, lab.
 Nazwa przedmiotu NOWOCZESNE MATERIAŁY I TECHNOLOGIE Modern Materials and Technologies Kierunek: Inżynieria materiałowa Rodzaj przedmiotu: Obowiązkowy Specjalnościowy Rodzaj zajęć: Wyk. Lab. Poziom studiów:
Nazwa przedmiotu NOWOCZESNE MATERIAŁY I TECHNOLOGIE Modern Materials and Technologies Kierunek: Inżynieria materiałowa Rodzaj przedmiotu: Obowiązkowy Specjalnościowy Rodzaj zajęć: Wyk. Lab. Poziom studiów:
EN 450B. EN 14700: E Z Fe3. zasadowa
 EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
BADANIA PORÓWNAWCZE ODPORNOŚCI NA ZUŻYCIE PRZEZ TARCIE AZOTOWANYCH I NAWĘGLANYCH STALI KONSTRUKCYJNYCH
 3-2015 T R I B O L O G I A 163 Jan SENATORSKI *, Jan TACIKOWSKI *, Paweł MĄCZYŃSKI * BADANIA PORÓWNAWCZE ODPORNOŚCI NA ZUŻYCIE PRZEZ TARCIE AZOTOWANYCH I NAWĘGLANYCH STALI KONSTRUKCYJNYCH COMPARATIVE RESEARCH
3-2015 T R I B O L O G I A 163 Jan SENATORSKI *, Jan TACIKOWSKI *, Paweł MĄCZYŃSKI * BADANIA PORÓWNAWCZE ODPORNOŚCI NA ZUŻYCIE PRZEZ TARCIE AZOTOWANYCH I NAWĘGLANYCH STALI KONSTRUKCYJNYCH COMPARATIVE RESEARCH
Wydział Inżynierii Materiałowej i Ceramiki
 AKADEMIA GÓRNICZO HUTNICZA IM. STANISŁAWA STASZICA W KRAKOWIE Wydział Inżynierii Materiałowej i Ceramiki KATEDRA FIZYKOCHEMII I MODELOWANIA PROCESÓW Propozycje tematów prac magisterskich na rok akademickim
AKADEMIA GÓRNICZO HUTNICZA IM. STANISŁAWA STASZICA W KRAKOWIE Wydział Inżynierii Materiałowej i Ceramiki KATEDRA FIZYKOCHEMII I MODELOWANIA PROCESÓW Propozycje tematów prac magisterskich na rok akademickim
POWRÓT DO STRONY GŁÓWNEJ BAHCO
 WIERTŁ HO 733 HO WIERTŁ obór wierteł Materiał w którym chcesz wiercić oraz rodzaj otworu określa rodzaj wiertła, który powinieneś użyć. Kilka wskazówek na temat doboru wierteł. Wiertła piórkowe Przeznaczone
WIERTŁ HO 733 HO WIERTŁ obór wierteł Materiał w którym chcesz wiercić oraz rodzaj otworu określa rodzaj wiertła, który powinieneś użyć. Kilka wskazówek na temat doboru wierteł. Wiertła piórkowe Przeznaczone
Opis efektów kształcenia dla modułu zajęć
 Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Nowoczesne Materiały i Technologie Modern Materials and Technologies. forma studiów: studia niestacjonarne. Liczba godzin/zjazd 2W, 1L
 Nazwa przedmiotu Kierunek: Inżynieria materiałowa Rodzaj przedmiotu: Specjalnościowy Materiały i ceramiczne Rodzaj zajęć: Wyk. Lab. Poziom studiów: studia I stopnia Nowoczesne Materiały i Technologie Modern
Nazwa przedmiotu Kierunek: Inżynieria materiałowa Rodzaj przedmiotu: Specjalnościowy Materiały i ceramiczne Rodzaj zajęć: Wyk. Lab. Poziom studiów: studia I stopnia Nowoczesne Materiały i Technologie Modern
KONSTRUKCYJNE MATERIAŁY KOMPOZYTOWE PRZEZNACZONE DO WYSOKOOBCIĄŻONYCH WĘZŁÓW TARCIA
 II Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 26 listopada 2014 KONSTRUKCYJNE MATERIAŁY KOMPOZYTOWE PRZEZNACZONE DO WYSOKOOBCIĄŻONYCH WĘZŁÓW TARCIA Dr hab. inż. Jerzy Myalski
II Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 26 listopada 2014 KONSTRUKCYJNE MATERIAŁY KOMPOZYTOWE PRZEZNACZONE DO WYSOKOOBCIĄŻONYCH WĘZŁÓW TARCIA Dr hab. inż. Jerzy Myalski
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl