Podstawy Budowy Maszyn. Pojęcia podstawowe
|
|
|
- Dawid Zieliński
- 6 lat temu
- Przeglądów:
Transkrypt
1 Podstawy Budowy Maszyn Pojęcia podstawowe TECHNOLOGIA nauka o metodach i sposobach wytwarzania, a więc nauka o procesach produkcyjnych, których celem jest zmiana surowców i półwyrobów (półfabrykatów) w gotowe produkty. Technologia obejmuje: 1. Wykonywanie z surówek lub z półfabrykatów elementów maszyn zgodnie z rysunkiem wykonawczym, 2. Zachowanie się elementów maszyn podczas obróbki oraz wpływem tej obróbki na ich własności eksploatacyjne, 3. Sposobami łączenia w gotowy wyrób lub zespoły. Technolog musi znać następujące dane wyjściowe: 1. Dokumentację konstrukcyjną (np. rysunek wykonawczy), 2. Program produkcyjny (wielkość produkcji), 3. Dane dotyczące parku maszynowego, 4. Dane dotyczące materiałów wyjściowych (pręty, blachy) Technologia maszyn to nauka o procesach wytwarzania elementów maszyn i o procesach łączenia tych elementów w gotowy wyrób. Technologia maszyn ma powiązania z takimi dyscyplinami nauk jak: wytrzymałość materiałów, metaloznawstwo, obróbka skrawaniem, obróbka plastyczna, obrabiarki, ekonomika, itp. TECHNOLOGIA WYTWARZANIA WIADOMOŚCI PODSTAWOWE OBRÓBKA PLASTYCZNA SPAJANIE (SPAWANIE I ZGRZEWANIE) OBRÓBKA SKRAWANIEM ODLEWNICTWO 1
2 PROCES PRODUKCYJNY całokształt wszystkich czynności potrzebnych do przerobienia materiału, surówek lub półfabrykatów w gotowy wyrób. Materiał wyjściowy jest to tworzywo określonej postaci ogólnego przeznaczenia, podlegające dalszej obróbce (pręty, drut, folia, blacha, itd.). Surówka jest to tworzywo w postaci specjalnie ukształtowanej do wytwarzania określonej części wytwarzanej w zakładzie (pasy pociętej blachy, odlewy, odkuwki, wytłoczki, itp.). Półwyrób (półfabrykat) jest to celowo niewykończona część pobierana z magazynu do dalszej obróbki. Rodzaje procesów produkcyjnych: podstawowe, których celem jest wytworzenie wyrobów gotowych zaliczanych do produkcji podstawowej przedsiębiorstwa produkcyjnego, np.: samochody, samoloty, silniki, pomocnicze, których celem jest tzw. produkcja pomocnicza, niezbędna do realizacji procesów podstawowych, np.: wytwarzanie narzędzi, energii, gazów technicznych, wykonywania remontów itd., obsługi, związane z technicznym przygotowaniem produkcji oraz kontrolą. PROCES TECHNOLOGICZNY zamknięta część procesu produkcyjnego, związana bezpośrednio ze zmianą kształtu, wymiarów, jakości powierzchni, własności fizykochemicznych i miejsca poszczególnych elementów maszyn PODSTAWOWE ELEMENTY SKŁADOWE PROCESU TECHNOLOGICZNEGO : operacja, zabieg, przejście Czynności wchodzące w skład procesu technologicznego: Ściśle związane ze zmianą kształtów, wymiarów, jakości O charakterze pomocniczym nie zmieniają jego kształtu ani własności 2
3 OPERACJA zamknięta część procesu technologicznego wykonywana na jednym stanowisku roboczym (lub kilku), przez jednego pracownika (lub grupę pracowników), na jednym przedmiocie (lub grupie przedmiotów), przy jednym lub kilku zamocowaniach, bez przerw na inną pracę. ZABIEG część operacji, w czasie której następuje zmiana kształtu, wymiarów, chropowatości, własności fizycznych, przy stałych parametrach obróbki charakterystycznych dla danego procesu ZABIEG może być: prosty złożony OPERACJĘ charakteryzują trzy cechy: 1.Niezmienność przedmiotu obrabianego 2.Niezmienność stanowiska roboczego, 3.Niezmienność wykonawcy Cechy charakterystyczne zabiegu: niezmienność obrabianej powierzchni, niezmienność narzędzia, niezmienność warunków obróbki np. skrawania ZABIEG to najdrobniejsza część procesu technologicznego, która zachowuje wszystkie jego własności. Pomocnicze elementy: przejście, ruchy robocze i elementarne PRZEJŚCIE część zabiegu związana ze zdjęciem lub nałożeniem warstwy materiału. CZYNNOŚĆ jest to część zabiegu (lub operacji przy operacjach jednozabiegowych) obejmująca pewną liczbę ruchów (człowieka lub mechanizmów maszyn), których kolejne wykonanie daje pewien określony efekt działania człowieka lub maszyny (np. włączenie napędu maszyny, włączenie mechanicznego posuwu, zamocowanie przedmiotu, itp.) 3
.")
 maszyn lub urządzeń jaką zakład ma wykonać w ciągu określonego czasu (np.")
4 RUCHY ROBOCZE I RUCHY ELEMENTARNE Ruch roboczy jest to podstawowy element czynności (np. uchwycenie, uwolnienie, przesunięcie, obrót przedmiotu obrabianego, narzędzi lub elementów maszyny). Ruchy robocze składają się z ruchów elementarnych (np. ruch ramienia, przedramienia, dłoni, palców, głowy). PROGRAM PRODUKCYJNY to liczba sztuk (niekiedy liczba ton) maszyn lub urządzeń jaką zakład ma wykonać w ciągu określonego czasu (np. rok lub miesiąc ). W zależności od wielkości produkcji rozróżniamy następujące rodzaje produkcji: 1. jednostkowa 2. seryjna 3. masowa 4
5 Produkcja jednostkowa wytwarzanie wyrobów pojedynczo lub po kilka sztuk. Produkcja seryjna wytwarzanie wyrobów jednakowych pod względem konstrukcji, jak i wymiarów w określonych odstępach czasu, seriami lub partiami. Produkcja masowa to produkcja, w której wyroby wykonywane są w dużych ilościach bez przerwy, przy czym konstrukcja wyrobów zmienia się rzadko. Produkcja seryjna dzieli się na: małoseryjną średnioseryjną wielkoseryjną Zakresy współczynnika k wyznaczają poszczególne typy produkcji: k=1 typ produkcji masowej k=2 10 typ produkcji wieloseryjnej k=10 20 produkcji średnioseryjnej k=20 30 produkcji małoseryjnej k >30 produkcji jednostkowej 5

6 Cechy produkcji jednostkowej: wykonywanie na jednej obrabiarce (lub nawet stanowisku montażowym) wielu operacji, a często nawet całkowitej obróbki danej części, stosowanie uniwersalnych obrabiarek i urządzeń ogólnego przeznaczenia, Ustawianie obrabiarek grupowo (tj. wg typów np. oddzielnie tokarki, frezarki, strugarki, itp.), stosowanie prawie wyłącznie narzędzi znormalizowanych, duży udział robót ręcznych, zwłaszcza przy montażu, zatrudnianie wysokokwalifikowanych robotników do obsługi obrabiarek, duża liczba detalooperacji Cechy produkcji seryjnej: obciążenie poszczególnych stanowisk pracy powtarzającymi się okresowo operacjami, park maszynowy składa się z obrabiarek ogólnego przeznaczenia, specjalizowanych i specjalnych, ustawienie obrabiarek i stanowisk pracy np. wg kolejno wykonywanych operacji, stosowanie narzędzi i przyrządów specjalnych, rzadziej znormalizowanych, ograniczenie obróbki ręcznej do niezbędnego minimum, zmniejszenie liczby detalooperacji, zmniejszenie liczby pracowników wysokokwalifikowanych, procesy technologiczne bardziej szczegółowe niż dla produkcji jednostkowej. FAMOT Europa tokarka uniwersalna 6

7 Cechy produkcji masowej: jedna operacja na jednym stanowisku, ścisła specjalizacja poszczególnych stanowisk pracy, szerokie lub wyłączne stosowanie obrabiarek specjalnych i przystosowanych tylko do jednej operacji, szerokie lub wyłączne stosowanie przyrządów i narzędzi specjalnych, UBB-112N tokarka do obróbki zestawów kołowych sterowana numerycznie ustawienie stanowisk pracy w linie obróbkowe i montażowe, gniazda obróbkowe, prawie zupełne wyeliminowanie pracy ręcznej, wysoki stopień mechanizacji i automatyzacji produkcji, stosowanie materiałów wyjściowych zbliżonych kształtem i wymiarami do przedmiotów gotowych, wysoki stopień wykorzystania obrabiarek, wysoki % pracowników o niskich kwalifikacjach, szczegółowe i obszerne opracowanie procesów technologicznych, Decydujący wpływ na wybór obrabiarki ma: przedmiot obrabiany (jego klasa i wymiary gabarytowe), materiał obrabiany, wielkość produkcji i jej powtarzalność. mała liczba detalooperacji. 7

.")
8 PARK MASZYNOWY: 1. Obrabiarki uniwersalne można na nich wykonywać dużo detalooperacji, 2. Obrabiarki specjalizowane w produkcji seryjnej; np. toczenie długich wałków, toczenie stożków, 3. Obrabiarki specjalne w produkcji seryjnej; np. tokarka do kół wagonowych, tokarka do fazowania rur, 4. Automaty produkcyjne w produkcji masowej; Sterowane sekwencyjnie (krzywkami), Sterowanie numeryczne (procesami), 5. Linie produkcyjne np. 20 obrabiarek ( blok silnika nawiercanie i gwintowanie otworów). Centrum obróbcze Tokarka uniwersalna TECHNOLOGICZNOŚĆ KONSTRUKCJI Jest to zespół cech konstrukcyjnych, które umożliwiają otrzymanie wyrobu o wysokiej jakości, przy zastosowaniu znanych, dostępnych, możliwie prostych, łatwych, tanich i mało pracochłonnych procesów technologicznych. Zamienność części maszyn: ( wymagania w produkcji wielkoseryjnej i masowej ) Zamiennymi są te elementy lub całe zespoły elementów, które można nawzajem zastępować bez naruszenia poprawności działania maszyny. CECHY : Minimalny ciężar Zamienność części Normalizacja i unifikacja Minimalna liczba rodzajów materiałów Dużo obróbek bezwiórowych oraz spawalniczych Unifikacja stosowanie w różnych rodzajach maszyn tych samych elementów lub ich zespołów, dzięki czemu zmniejsza się znacznie ich różnorodność. 8
9 Normalizacją w technice nazywamy planowy proces wyboru, podporządkowania, upraszczania i ujednolicania typów, wymiarów, kształtów i własności wyrobu, metod i dokładności jego wykonania oraz warunków dostawy i odbioru. Technologiczność konstrukcji Typizacja polega na zmniejszeniu liczby istniejących lub możliwych odmian określonego wyrobu do liczby wystarczającej w danych warunkach. (typowielkości, typowymiary) Technologiczność części Technologiczność montażu Technologiczność części : 1. Minimalny ciężar 2. Obróbka i obrabiarki uniwersalne ( proste ) 3. Dokładność minimalna 4. Czas główny - mały 5. Czas pomocniczy - mały Technologiczność montażu : 1. Możliwie najmniejsza dokładność 2. Możliwie maksymalna liczba ludzi montująca równocześnie 3. Możliwość podziału obiektu na podzespoły ( możliwie duża ich liczba ) 9

10 BAZOWANIE BAZOWANIE jest to odebranie wszystkich 6 stopni swobody obrabianemu elementowi. BAZĄ nazywamy powierzchnię, krawędź lub punkt przedmiotu, względem których określamy położenie innych punktów, powierzchni i krawędzi. USTALENIE polega na jednoznacznym wyznaczeniu miejsca i przestrzennego położenia przedmiotu względem osi układu współrzędnych, które mają wpływ na uzyskanie wymaganych wymiarów po obróbce. ZAMOCOWANIE unieruchomienie przedmiotu w ustalonym położeniu, czyli odebranie części obrabianej stopni swobody w kierunkach, w których część nie może się przemieszczać pod wpływem sił działających podczas obróbki. BAZOWANIE składa się z : 1. Ustawienia np. postawienie elementu na stole 2. Ustalenia 3. Zamocowania Mocowanie przedmiotów odbywa się za pomocą: uchwytów, imadeł, podstawek, docisków, śrub mocujących, pryzm, itp. BAZA KONSTRUKCYJNA jest to baza przyjęta przy konstruowaniu części w celu określenia powierzchni, krawędzi lub punktu tak, aby współpracowała ona prawidłowo z innymi częściami. BAZA TECHNOLOGICZNA jest to baza przyjęta w celu określenia położenia w części ( lub w przedmiocie) jakiegoś punktu, krawędzi lub powierzchni przy realizowaniu procesu technologicznego. Rozwiązanie optymalne, gdy baza konstrukcyjna pokrywa się z bazą technologiczną. 10
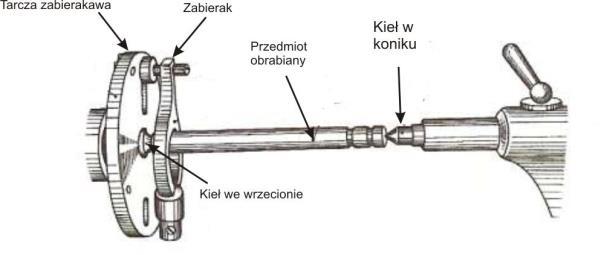





11 Elementy podpierające KŁY Oprawki 11





12 Tuleje redukcyjne 12
13 13
14 NORMOWANIE CZASU PRACY Przedmiotem badania i normowania czasu jest ustalony wycinek procesu pracy zakończony określonym produktem ( wynikiem ). Proces pracy to celowe działanie człowieka za pomocą odpowiednich narzędzi i maszyn dla osiągnięcia określonych produktów, czy rezultatów działalności. Ustalenie norm pracy jest m.in. podstawą sterowania produkcją, zarządzania produktywnością w skali przedsiębiorstwa, planowania, kalkulacji kosztów. Czasem pracy nazywamy tę część czasu, kiedy pracownik (lub maszyna ) znajduje się w czasie czynnym. W odniesieniu do człowieka stan czynny może wyrazić się w postaci wykonywania czynności fizycznych, jak i umysłowych, np. ręczne sterowanie pracą maszyny. Czas przerw jest to okres czasu, w którym stan czynny nie występuje, np. czekanie tokarza na zakończenie samoczynnego procesu skrawania, aby wykonać następną czynność odsunięcie suportu, zamocowanie następnego przedmiotu. 14
15 CZAS PRACY : Niezbędnej, Zbędnej ( zalicza się do czasu nienormowanego nieracjonalne wykorzystanie środków produkcyjnych, stosowanie wadliwych metod pracy ). Czas zużyty na stanowisku pracy można podzielić na: Czas pracy ( czas przygotowawczo zakończeniowy, czas wykonania, czas obsługi stanowiska ) Czas przerw : 1. z przyczyn zależnych ( potrzeby fizjologiczne czas przerw na odpoczynek i na potrzeby fizjologiczne; nagła choroba, ) 2. niezależnych ( z przyczyn technologicznych, organizacyjno technicznych / przerwy w zaopatrzeniu stanowiska / ) Techniczna norma czasu jest to ilość czasu potrzebnego do wykonania operacji obróbkowych lub montażowych. T = n t j + z t pz [ min ] t pz czas przygotowawczo zakończeniowy z liczba zmian roboczych, t j czas jednostkowy, jest to czas potrzebny na wykonanie 1 sztuki produktu, n- liczba sztuk do wykonania. T pz - obejmuje czas na takie typowe czynności jak: zapoznanie się z dokumentacją zadania do wykonania, pobranie niezbędnych narzędzi, uzbrojenie maszyny, rozliczenie się z wykonanej roboty, doprowadzenie stanowiska pracy do stanu wyjściowego; cechą charakterystyczną tej kategorii czasu jest to, że występuje raz na partię lub serię wykonywanych wyrobów ( lub raz na zmianę ). 15
16 t w = t g + t p t j = t w + t u t w czas wykonania warunkuje pracochłonność zadania; jest to czas potrzebny na jednorazowe wykonanie czynności bezpośrednio związanych z daną operacją. t u czas uzupełniający, jest to czas przeznaczony na obsługę stanowiska roboczego t o oraz potrzeby fizjologiczne robotnika t f. t g czas główny to czas, w którym zależnie od rodzaju operacji następuje zmian kształtu, wymiarów, własności wykonywanego przedmiotu bądź zmiana wzajemnego położenia i zamocowania części wyrobu. t gm czas pracy wykonywanej przez samą maszynę, t gmr czas maszynowo ręczny, zmiany w kształcie przedmiotu,... zachodzą przy bezpośrednim udziale robotnika i połączone są z użyciem energii obcej (maszyny), t gr- czas ręczny, gdy zmiany zachodzą bez użycia energii obcej, t p czas pomocniczy jest to czas zużywany na wykonanie różnych ruchów niezbędnych do wykonania czynności technologicznych ( powtarzających się przy każdej sztuce ) przykłady: mocowanie przedmiotu w uchwycie, ustawienie wielkości posuwu, mierzenie średnicy przedmiotu, ustawienie narzędzia, itd. t u = t o + t f t o czas obsługi stanowiska roboczego przeznaczony jest na czynności robotnika związane z organizacją i utrzymaniem zdolności stanowiska do ciągłej pracy. t o = t ot + t oo t ot - czas obsługi technicznej jest związany ze sposobem eksploatacji maszyny i narzędzi pracy, zapewniający utrzymanie stanowiska w pełnej gotowości ( np. czas na wymianę stępionego narzędzia ), t oo jest to czas zużywany na wykonanie działań typowo porządkowych, t f = t fo + t fn t fo czas na odpoczynek wynikający z charakteru procesu pracy, t fn czas na spożycie posiłku regeneracyjnego czy śniadania przewidzianego w regulaminie pracy oraz załatwienie potrzeb fizjologicznych, 16
17 Czynniki uwzględniane przy ustalaniu technicznej normy czasu: poprawne opracowanie operacji z punktu widzenia doboru obrabiarki i jej wyposażenia, właściwa wielkość naddatków na obróbkę odpowiednią dla danej operacji i wymiarów przedmiotu, najbardziej racjonalny przebieg obróbki w danych warunkach technicznych, zastosowanie najbardziej dogodnych sposobów obróbki, właściwy dobór, stan obrabiarki, narzędzi i przyrządów, odpowiednie do danej pracy kwalifikacje robotnika, najlepsza organizacja pracy i obsługi stanowiska roboczego, gwarantująca nieprzerwaną pracę. Metody pomiaru czasu roboczego i jego struktury: Chronometraż Fotografia : Ciągła : indywidualna, wielostanowiskowa, somatografia Migawkowa : regularna, nieregularna Fotografia ciągła nieprzerwane śledzenie stanowiska roboczego i notowanie wszystkich elementów pracy i przerw występujących w czasie obserwacji tej pracy. Indywidualna obiektem obserwacji jest jeden robotnik i jedno obsługiwane przez niego stanowisko. Wielostanowiskowa obserwacja jednego robotnika obsługującego kilka maszyn; celem takiej fotografii jest ustalenie liczby i rodzajów maszyn, które robotnik może obsłużyć w czasie zmiany. Somatografia obserwacja uczestnicząca, polega na zapisywaniu przez samego pracownika czynności jakie on wykonuje. Migawkowa regularna polega na śledzeniu kolejno wielu stanowisk roboczych w określonych równych odstępach czasu i na notowaniu zaobserwowanych na stanowiskach elementów pracy i przerw. Migawkowa nieregularna określona liczba przypadkowych obserwacji wielu stanowisk roboczych z jednoczesnym notowaniem treści elementów pracy lub przerw. Chronometraż pomiary czasu typowych, powtarzalnych elementów pracy; charakterystyczną cechą chronometrażu jest wielokrotność obserwacji tej samej operacji, czy tej samej czynności. 17
18 Metody normowania : Metody sumaryczne : sumaryczne polegające na tym, że normę czasu ustala się w sposób całościowy bez podziału operacji na elementy składowe ( zabiegi, czynności i ruchy robocze) i przeprowadzania szczegółowej analizy metod pracy, analityczne polegające na rozłożeniu normowanej operacji na elementy składowe oraz ustaleniu dla każdej z nich oddzielnie czasów wykonania zadania przy określonych warunkach pracy oraz racjonalnej metodzie pracy. szacunkowa, oparta na doświadczeniu normisty, który na podstawie wieloletniego doświadczenia szacuje ilość czasu niezbędnego do wykonania danej operacji ( produkcja jednostkowa, małoseryjna ), statystyczna, gdzie normę czasu ustala się na podstawie danych statystycznych o zużyciu czasu przy wielokrotnym wykonywaniu operacji w przeszłości, porównawcza, polegająca na ustaleniu normy czasu na podstawie analogii do operacji zbliżonej, dla której dysponujemy normą czasu. DOKUMENTACJA TECHNOLOGICZNA Metody analityczne wykorzystują omówione metody pomiaru czasu pracy analityczno badawcza, ( chronometraż, fotografia ) analityczno obliczeniowa (sumowanie czasów trwania poszczególnych elementów składowych operacji, wykorzystując w tym celu syntetyczne normatywy czasów na typowe roboty. Jest to zbiór materiałów precyzujących dany proces technologiczny. PEŁNA DOKUMENTACJA to: 1. Całość dokumentów określających przebiegi procesów technologicznych wykonania wszystkich części maszyn i ich montażu, 2. Wszystkie dokumenty pomocy i urządzeń warsztatowych specjalnych, potrzebnych do realizacji procesów technologicznych, o których mowa w pkt.1, 3. Wszystkie normy i warunki techniczne, na które powołują się dokumenty wymienione w pkt. 1 i 2. 18
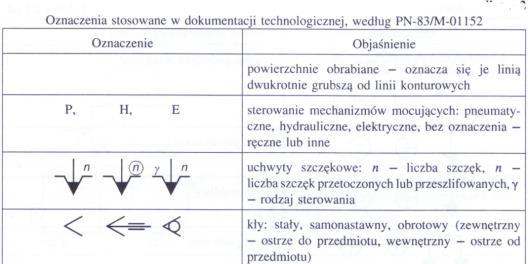
19 Dokumenty główne : 1. Karta technologiczna dla różnych części maszyn, 2. Karta operacyjna dla poszczególnych operacji, 3. Karta normowania czasów roboczych dla poszczególnych operacji, 4. Karta zużycia materiału, 5. Wykazy pomocy warsztatowych wg odpowiednich kart technologicznych. RYSUNKI 1. Surówek (odlewów, odkuwek, wytłoczek, materiałów kształtowych specjalnych), 2. Narzędzi specjalnych do obróbki skrawaniem, 3. Narzędzi specjalnych do obróbki plastycznej na zimno i gorąco, 4. Matryc, kokili, modeli, 5. Przyrządów i uchwytów specjalnych DOKUMENTY ZWIĄZANE Z ORGANIZACJĄ PRODUKCJI (opracowuje się w razie potrzeby, np. rozplanowanie stanowisk pracy oddziału, zestawienie pracochłonności wyrobu) DOKUMENTY ZWIĄZANE Z DYSCYPLINĄ TECHNOLOGICZNĄ: 1. Protokół sprawdzenia operacji, 2. Wniosek o zmianę procesu technologicznego, 3. Karta zmian procesu technologicznego KARTA TECHNOLOGICZNA jest to dokument zawierający wszystkie dane techniczne niezbędne do wykonania przedmiotu, a więc podaje cały przebieg obróbki, od materiału wyjściowego do gotowego przedmiotu. KARTA INSTRUKCYJNA daje szczegółowe informacje dla wykonania danej operacji: szkic przedmiotu w położeniu w jakim znajduje się w czasie obróbki, sposób bazowania i zamocowania przedmiotu. grubymi liniami zaznaczone powierzchnie obrabiane, wymiary otrzymywane w wyniku danej operacji oraz wszystkie warunki techniczne 19
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Inżynieria Produkcji
 Inżynieria Produkcji Literatura 1. Chlebus Edward: Techniki komputerowe CAx w inżynierii produkcji. Wydawnictwo Naukowo-Techniczne, Warszawa 2000. 2. Karpiński Tadeusz: Inżynieria Produkcji. Wydawnictwo
Inżynieria Produkcji Literatura 1. Chlebus Edward: Techniki komputerowe CAx w inżynierii produkcji. Wydawnictwo Naukowo-Techniczne, Warszawa 2000. 2. Karpiński Tadeusz: Inżynieria Produkcji. Wydawnictwo
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Harmonogram kurs: Programowanie w systemie CNC
 2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO.
 TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW
 PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Projekt nr 1 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji Gugała Damian Kępa Marek Gr 401 Rok akademicki 2007/2008 Zakład Procesów Wytwarzania i Systemów Jakości
Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji Gugała Damian Kępa Marek Gr 401 Rok akademicki 2007/2008 Zakład Procesów Wytwarzania i Systemów Jakości
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC
 HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Moduł 1/3 Projekt procesu technologicznego montażu wyrobu
 Moduł 1/3 Projekt procesu technologicznego montażu wyrobu Zajęcia nr: 4 Temat: Operacje i zabiegi montażowe. Opracowanie karty technologicznej KT i karty instrukcyjnej KI Prowadzący: mgr inż. Łukasz Gola,
Moduł 1/3 Projekt procesu technologicznego montażu wyrobu Zajęcia nr: 4 Temat: Operacje i zabiegi montażowe. Opracowanie karty technologicznej KT i karty instrukcyjnej KI Prowadzący: mgr inż. Łukasz Gola,
Pojęcie wyrobu, schemat podziału produktów (1)
") Pojęcie wyrobu, schemat podziału produktów (1) PRODUKTY Wyroby podstawowe Usługi wg stopnia złożoności Proste wg stopnia gotowości Półwyroby Złożone Wyroby gotowe Transport Magazynowani Remonty Dostawa
Pojęcie wyrobu, schemat podziału produktów (1) PRODUKTY Wyroby podstawowe Usługi wg stopnia złożoności Proste wg stopnia gotowości Półwyroby Złożone Wyroby gotowe Transport Magazynowani Remonty Dostawa
Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA
 Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
VI. Normowanie czasu robót na tokarkach rewolwerowych
 VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ
 Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Przedmowa do wydania czwartego 15. Przedmowa do wydania pierwszego 15. 1. Wiadomości ogólne 17. 2. Dokumentacja technologiczna 43
 Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
Normowanie. Wydajność pracy. Normowanie pracy. Normowanie zużycia materiałów. Normowanie pracy sprzętu. Podsumowanie
 Temat nr 3: Normowanie w kosztorysowaniu Normowanie Wydajność pracy Normowanie pracy Normowanie zużycia materiałów Normowanie pracy sprzętu Podsumowanie Kosztorysowanie w budownictwie Normowanie Zagadnienia
Temat nr 3: Normowanie w kosztorysowaniu Normowanie Wydajność pracy Normowanie pracy Normowanie zużycia materiałów Normowanie pracy sprzętu Podsumowanie Kosztorysowanie w budownictwie Normowanie Zagadnienia
W7-Normowanie techniczne w budownictwie
 W7-Normowanie techniczne w budownictwie 1.Z dotychczasowych doświadczeń w kosztorysowaniu łatwo można wyciągnąć wnioski dotyczące ważności zagadnienia normowania. Gdyby nie istniały normy nakładów R M
W7-Normowanie techniczne w budownictwie 1.Z dotychczasowych doświadczeń w kosztorysowaniu łatwo można wyciągnąć wnioski dotyczące ważności zagadnienia normowania. Gdyby nie istniały normy nakładów R M
Planowanie i organizacja produkcji Zarządzanie produkcją
 Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Mechanika i Budowa Maszyn Studia pierwszego stopnia. Studia stacjonarne Rodzaj zajęć i liczba godzin w semestrze: Zaliczenie Język wykładowy:
 Mechanika i Budowa Maszyn Studia pierwszego stopnia Przedmiot: Oprzyrządowanie technologiczne Rodzaj przedmiotu: obowiązkowy Kod przedmiotu: MBM S 0 7 57-3_0 Rok: IV Semestr: 7 Forma studiów: Studia stacjonarne
Mechanika i Budowa Maszyn Studia pierwszego stopnia Przedmiot: Oprzyrządowanie technologiczne Rodzaj przedmiotu: obowiązkowy Kod przedmiotu: MBM S 0 7 57-3_0 Rok: IV Semestr: 7 Forma studiów: Studia stacjonarne
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
INSTYTUT BUDOWY MASZYN
 1 IBM INSTYTUT BUDOWY MASZYN LABORATORIUM (z przedmiotu) TECHNIKI WYTWARZANIA Wykrawanie i tłocznictwo Temat ćwiczenia: Kucie i wyciskanie 1. Cel i zakres ćwiczenia: - poznanie procesów wykrawania i tłoczenia;
1 IBM INSTYTUT BUDOWY MASZYN LABORATORIUM (z przedmiotu) TECHNIKI WYTWARZANIA Wykrawanie i tłocznictwo Temat ćwiczenia: Kucie i wyciskanie 1. Cel i zakres ćwiczenia: - poznanie procesów wykrawania i tłoczenia;
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Systemy rachunku kosztów
 Systemy rachunku kosztów Tradycyjny rachunek kalkulacyjny kosztów oparty na rozmiarach produkcji kalkulacja doliczeniowa (zleceniowa), doliczanie kosztów wydziałowych kalkulacja podziałowa (procesowa)
Systemy rachunku kosztów Tradycyjny rachunek kalkulacyjny kosztów oparty na rozmiarach produkcji kalkulacja doliczeniowa (zleceniowa), doliczanie kosztów wydziałowych kalkulacja podziałowa (procesowa)
Katedra Technik Wytwarzania i Automatyzacji INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH. Nr ćwiczenia: 1. Kierunek: Mechanika i Budowa Maszyn
 Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Sposób kształtowania plastycznego wałków z wieńcami zębatymi
 Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Wymiarowanie. Wymiary normalne. Elementy wymiaru rysunkowego Znak ograniczenia linii wymiarowej
 Wymiary normalne Wymiarowanie Elementy wymiaru rysunkowego Znak ograniczenia linii wymiarowej 1. Linia wymiarowa 2. Znak ograniczenia linii wymiarowej 3. Liczba wymiarowa 4. Pomocnicza linia wymiarowa
Wymiary normalne Wymiarowanie Elementy wymiaru rysunkowego Znak ograniczenia linii wymiarowej 1. Linia wymiarowa 2. Znak ograniczenia linii wymiarowej 3. Liczba wymiarowa 4. Pomocnicza linia wymiarowa
Operacja technologiczna to wszystkie czynności wykonywane na jednym lub kilku przedmiotach.
 Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Plan wykładu. Podstawowe pojęcia i definicje
 Organizacja procesów biznesowych System produkcyjny dr hab. inż 1/1 Plan wykładu Proces produkcyjny System produkcyjny Klasyfikacja systemów produkcyjnych Typy, formy i odmiany organizacji produkcji Struktura
Organizacja procesów biznesowych System produkcyjny dr hab. inż 1/1 Plan wykładu Proces produkcyjny System produkcyjny Klasyfikacja systemów produkcyjnych Typy, formy i odmiany organizacji produkcji Struktura
WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA
 WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA Ryszard WOJCIK 1, Norbert KEPCZAK 1 1. WPROWADZENIE Procesy symulacyjne pozwalają prześledzić zachowanie
WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA Ryszard WOJCIK 1, Norbert KEPCZAK 1 1. WPROWADZENIE Procesy symulacyjne pozwalają prześledzić zachowanie
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Oprzyrządowanie technologiczne Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 7 57-3_0 Język wykładowy:
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Oprzyrządowanie technologiczne Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 7 57-3_0 Język wykładowy:
Technologia obróbki skrawaniem (TOS)
") Moduł Technologia obróbki skrawaniem (TOS) przedmiotu Technologie przemysłowe (TECHP) I. Przebieg zajęć modułu Zajęcia modułu Technologia obróbki skrawaniem (TOS) składaja się z wykładów oraz zajęć ćwiczeniowych
Moduł Technologia obróbki skrawaniem (TOS) przedmiotu Technologie przemysłowe (TECHP) I. Przebieg zajęć modułu Zajęcia modułu Technologia obróbki skrawaniem (TOS) składaja się z wykładów oraz zajęć ćwiczeniowych
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Badanie czasu i metod pracy - chronometraż
 Badanie czasu i metod pracy - chronometraż ZPiU Praca Praca jest jednym z najważniejszych elementów każdego procesu produkcyjnego. Pojęcie pracy jest w ekonomii rozumiane jako celowa działalność człowieka,
Badanie czasu i metod pracy - chronometraż ZPiU Praca Praca jest jednym z najważniejszych elementów każdego procesu produkcyjnego. Pojęcie pracy jest w ekonomii rozumiane jako celowa działalność człowieka,
NOWOŚĆ EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT. Systemy palet z przyrządami mocującymi z jednej ręki
 NOWOŚĆ EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT Systemy palet z przyrządami mocującymi z jednej ręki EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT W przypadku obróbek jednostkowych i mało-seryjnych, ustawianie przedmiotu
NOWOŚĆ EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT Systemy palet z przyrządami mocującymi z jednej ręki EASYLOCK SYSTEMY MOCOWANIA ZERO-PUNKT W przypadku obróbek jednostkowych i mało-seryjnych, ustawianie przedmiotu
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 21/13
 PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik
 Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego
 Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
Zarządzanie Produkcją V
 Zarządzanie Produkcją V Dr Janusz Sasak ZP Doświadczenia Japońskie Maksymalizacja tempa przepływu materiałów Stabilizacja tempa przepływu materiałów - unifikacja konstrukcji - normalizacja konstrukcji
Zarządzanie Produkcją V Dr Janusz Sasak ZP Doświadczenia Japońskie Maksymalizacja tempa przepływu materiałów Stabilizacja tempa przepływu materiałów - unifikacja konstrukcji - normalizacja konstrukcji
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: TECHNOLOGIA BUDOWY MASZYN I MONTAŻU PRINCIPLES OF MACHINES BUILDING TECHNOLOGY AND ASSEMBLY Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: projektowanie systemów
Nazwa przedmiotu: TECHNOLOGIA BUDOWY MASZYN I MONTAŻU PRINCIPLES OF MACHINES BUILDING TECHNOLOGY AND ASSEMBLY Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: projektowanie systemów
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Spis treści tomu I. Część pierwsza. Proces skrawania. Rozdział I Wiadomości ogólne prof. dr hab. inż. Eugeniusz. Rozdział II Materiały narzędziowe
 Spis treści tomu I Część pierwsza Proces skrawania I Wiadomości ogólne prof. dr hab. inż. Eugeniusz Górski 1. Podział obróbki skrawaniem 1 2. Kinematyka skrawania 3 3. Geometria ostrza 5 Literatura 18
Spis treści tomu I Część pierwsza Proces skrawania I Wiadomości ogólne prof. dr hab. inż. Eugeniusz Górski 1. Podział obróbki skrawaniem 1 2. Kinematyka skrawania 3 3. Geometria ostrza 5 Literatura 18
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego
 Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
ARKUSZ EGZAMINACYJNY
 Zawód: technik mechanik Symbol cyfrowy: 311 [20] 311[20]-01-072 Numer zadania: 1 Czas trwania egzaminu: 10 minut EGZAMINU ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE CZERWIEC
Zawód: technik mechanik Symbol cyfrowy: 311 [20] 311[20]-01-072 Numer zadania: 1 Czas trwania egzaminu: 10 minut EGZAMINU ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE CZERWIEC
Instrukcja z przedmiotu Napęd robotów
 POLITECHNIKA WROCŁAWSKA WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Instrukcja z przedmiotu Napęd robotów Wieloosiowy liniowy napęd pozycjonujący robot ramieniowy RV-2AJ CEL ĆWICZENIA
POLITECHNIKA WROCŁAWSKA WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Instrukcja z przedmiotu Napęd robotów Wieloosiowy liniowy napęd pozycjonujący robot ramieniowy RV-2AJ CEL ĆWICZENIA
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE
 PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
Karta (sylabus) modułu/przedmiotu Mechatronika Studia pierwszego stopnia. Techniki wytwarzania i systemy montażu Rodzaj przedmiotu:
 modułu/przedmiotu Mechatronika Studia pierwszego stopnia. Techniki wytwarzania i systemy montażu Rodzaj przedmiotu:") Karta (sylabus) modułu/przedmiotu Mechatronika Studia pierwszego stopnia Przedmiot: Techniki wytwarzania i systemy montażu Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu: MT 1 S 0 3 18-0_1 Rok: II Semestr:
Karta (sylabus) modułu/przedmiotu Mechatronika Studia pierwszego stopnia Przedmiot: Techniki wytwarzania i systemy montażu Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu: MT 1 S 0 3 18-0_1 Rok: II Semestr:
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA. PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki
 PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
PL B1. Sposób przepychania obrotowego z regulowanym rozstawem osi stopniowanych odkuwek osiowosymetrycznych. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 224268 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224268 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 404294 (22) Data zgłoszenia: 12.06.2013 (51) Int.Cl.
PL 224268 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224268 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 404294 (22) Data zgłoszenia: 12.06.2013 (51) Int.Cl.
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: PROJEKTOWANIE PROCESÓW TECHNOLOGICZNYCH Designing of technological processes Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: Systemy Sterowania Rodzaj zajęć: Ćwiczenia
Nazwa przedmiotu: PROJEKTOWANIE PROCESÓW TECHNOLOGICZNYCH Designing of technological processes Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: Systemy Sterowania Rodzaj zajęć: Ćwiczenia
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy. dr inż. Andrzej KIJ
 TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
Semestr zimowy Techniki wytwarzania I Nie
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-414z owanie procesów obróbki plastycznej Design of plastic forming
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-414z owanie procesów obróbki plastycznej Design of plastic forming
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM
 Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
PROGRAM NAUCZANIA. Obejmującego 120 godzin zajęć realizowanych w formie wykładowo ćwiczeniowej i zajęć praktycznych
 PROGRAM NAUCZANIA Kursu Operator obrabiarek sterowanych numerycznie Obejmującego 120 godzin zajęć realizowanych w formie wykładowo ćwiczeniowej i zajęć praktycznych I. Wymagania wstępne dla uczestników
PROGRAM NAUCZANIA Kursu Operator obrabiarek sterowanych numerycznie Obejmującego 120 godzin zajęć realizowanych w formie wykładowo ćwiczeniowej i zajęć praktycznych I. Wymagania wstępne dla uczestników
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
dla zawodu OPERATOR OBRABIAREK SKRAWAJĄCYCH Kod z klasyfikacji zawodów i specjalności dla potrzeb rynku pracy
 9/m Standard wymagań- egzamin mistrzowski dla zawodu OPERATOR OBRABIAREK SKRAWAJĄCYCH Kod z klasyfikacji zawodów i specjalności dla potrzeb rynku pracy Kod z klasyfikacji zawodów szkolnictwa zawodowego
9/m Standard wymagań- egzamin mistrzowski dla zawodu OPERATOR OBRABIAREK SKRAWAJĄCYCH Kod z klasyfikacji zawodów i specjalności dla potrzeb rynku pracy Kod z klasyfikacji zawodów szkolnictwa zawodowego
Przykładowy szkolny plan nauczania* /przedmiotowe kształcenie zawodowe/
 Przykładowy szkolny plan nauczania* /przedmiotowe kształcenie zawodowe/ Typ szkoły: Zasadnicza Szkoła Zawodowa - 3-letni okres nauczania /1//2/ Zawód: operator obrabiarek skrawających; symbol 722307 Podbudowa
Przykładowy szkolny plan nauczania* /przedmiotowe kształcenie zawodowe/ Typ szkoły: Zasadnicza Szkoła Zawodowa - 3-letni okres nauczania /1//2/ Zawód: operator obrabiarek skrawających; symbol 722307 Podbudowa
12^ OPIS OCHRONNY PL 59598
 MULninrbłuih AflUUWALUJ RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej 12^ OPIS OCHRONNY PL 59598 WZORU UŻYTKOWEGO (2?) Numer zgłoszenia: 109042 @ Data zgłoszenia: 17.12.1998 13) Y1 @
MULninrbłuih AflUUWALUJ RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej 12^ OPIS OCHRONNY PL 59598 WZORU UŻYTKOWEGO (2?) Numer zgłoszenia: 109042 @ Data zgłoszenia: 17.12.1998 13) Y1 @
KALKULACJE KOSZTÓW. Dane wyjściowe do sporządzania kalkulacji
 KALKULACJE KOSZTÓW Jednostką kalkulacyjną jest wyrażony za pomocą odpowiedniej miary produkt pracy (wyrób gotowy, wyrób nie zakończony, usługa) stanowiący przedmiot obliczania jednostkowego kosztu wytworzenia
KALKULACJE KOSZTÓW Jednostką kalkulacyjną jest wyrażony za pomocą odpowiedniej miary produkt pracy (wyrób gotowy, wyrób nie zakończony, usługa) stanowiący przedmiot obliczania jednostkowego kosztu wytworzenia
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 23/12
 PL 217995 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217995 (13) B1 (21) Numer zgłoszenia: 394733 (51) Int.Cl. B23P 15/32 (2006.01) B21H 3/10 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 217995 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217995 (13) B1 (21) Numer zgłoszenia: 394733 (51) Int.Cl. B23P 15/32 (2006.01) B21H 3/10 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
KWALIFIKACYJNY KURS ZAWODOWY M.19 Użytkowanie obrabiarek skrawających WYMAGANIA EDUKACYJNE DO PRZEDMIOTU ZAJĘCIA PRAKTYCZNE
 KWALIFIKAYJNY KURS ZAWODOWY M.19 Użytkowanie obrabiarek skrawających WYMAGANIA EDUKAYJNE DO PRZEDMIOTU ZAJĘIA PRAKTYZNE 1.Obróbka maszynowa. zorganizować stanowisko pracy w pracowni obróbki skrawaniem
KWALIFIKAYJNY KURS ZAWODOWY M.19 Użytkowanie obrabiarek skrawających WYMAGANIA EDUKAYJNE DO PRZEDMIOTU ZAJĘIA PRAKTYZNE 1.Obróbka maszynowa. zorganizować stanowisko pracy w pracowni obróbki skrawaniem
Tolerancja wymiarowa
 Tolerancja wymiarowa Pojęcia podstawowe Wykonanie przedmiotu zgodnie z podanymi na rysunku wymiarami, z uwagi na ograniczone dokładności wykonawcze oraz pomiarowe w praktyce jest bardzo trudne. Tylko przez
Tolerancja wymiarowa Pojęcia podstawowe Wykonanie przedmiotu zgodnie z podanymi na rysunku wymiarami, z uwagi na ograniczone dokładności wykonawcze oraz pomiarowe w praktyce jest bardzo trudne. Tylko przez
PL 218203 B1. R&D PROJECT SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Łódź, PL 17.12.2012 BUP 26/12
 PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
CELE KSZTAŁCENIA W ZAWODZIE
 MG.01. Wykonywanie i naprawa elementów prostych maszyn, urządzeń i narzędzi 932917 Pracownik pomocniczy ślusarza PKZ(MG.v) Branżowa szkoła I stopnia PRACOWNIK POMOCNICZY ŚLUSARZA 932917 1. CELE KSZTAŁCENIA
MG.01. Wykonywanie i naprawa elementów prostych maszyn, urządzeń i narzędzi 932917 Pracownik pomocniczy ślusarza PKZ(MG.v) Branżowa szkoła I stopnia PRACOWNIK POMOCNICZY ŚLUSARZA 932917 1. CELE KSZTAŁCENIA
WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
MiBM II stopień (I stopień / II stopień) akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)
 akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 19/13. JANUSZ TOMCZAK, Lublin, PL ZBIGNIEW PATER, Turka, PL
 PL 221668 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221668 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398313 (22) Data zgłoszenia: 05.03.2012 (51) Int.Cl.
PL 221668 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221668 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398313 (22) Data zgłoszenia: 05.03.2012 (51) Int.Cl.
GOSPODARKA MATERIAŁOWA W PRZEDSIĘBIORSTWIE
 GOSPODARKA MATERIAŁOWA W PRZEDSIĘBIORSTWIE Joanna KRAWCZYK Streszczenie: W artykule przedstawiona została logistyka produkcji z podziałem na gospodarkę materiałową w przedsiębiorstwie oraz planowanie i
GOSPODARKA MATERIAŁOWA W PRZEDSIĘBIORSTWIE Joanna KRAWCZYK Streszczenie: W artykule przedstawiona została logistyka produkcji z podziałem na gospodarkę materiałową w przedsiębiorstwie oraz planowanie i
Automatyzacja w produkcji stolarki otworowej. Mirosław Krzemioski
 Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
Zarządzania i Inżynieria Produkcji I stopień Ogólnoakademicki. Specjalnościowy Obowiązkowy Polski Semestr piąty
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 0/04 owanie procesów obróbki plastycznej Design of plastic forming processes A.
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 0/04 owanie procesów obróbki plastycznej Design of plastic forming processes A.
Laboratorium Systemy wytwarzania ćw. nr 4
 Laboratorium Systemy wytwarzania ćw. nr 4 Temat ćwiczenia: Sprawdzenie czasu wymiany narzędzia na centrum frezarskim Centra frezarskie są obrabiarkami przeznaczonymi do półautomatycznego wytwarzania, głownie,
Laboratorium Systemy wytwarzania ćw. nr 4 Temat ćwiczenia: Sprawdzenie czasu wymiany narzędzia na centrum frezarskim Centra frezarskie są obrabiarkami przeznaczonymi do półautomatycznego wytwarzania, głownie,
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 26/16. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL PAULINA PATER, Turka, PL
 PL 226885 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 226885 (13) B1 (21) Numer zgłoszenia: 414306 (51) Int.Cl. B21B 23/00 (2006.01) B21C 37/15 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 226885 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 226885 (13) B1 (21) Numer zgłoszenia: 414306 (51) Int.Cl. B21B 23/00 (2006.01) B21C 37/15 (2006.01) Urząd Patentowy Rzeczypospolitej
SPECYFIKACJA TECHNICZNA
 Załącznik Nr 6 SPECYFIKACJA TECHNICZNA Zakup maszyn i urządzeń dla Oddziału Politechniki Rzeszowskiej w Stalowej Woli. Wyposażenie Katedry Technologii Maszyn i Organizacji Produkcji w ramach Laboratorium
Załącznik Nr 6 SPECYFIKACJA TECHNICZNA Zakup maszyn i urządzeń dla Oddziału Politechniki Rzeszowskiej w Stalowej Woli. Wyposażenie Katedry Technologii Maszyn i Organizacji Produkcji w ramach Laboratorium
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA
 Układ graficzny CKE 2018 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Układ graficzny CKE 2018 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Obrabiarki CNC. Nr 10
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Gałęzie przemysłu, w których jesteśmy partnerem
 Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
WSZECHSTRONNOŚĆ: Nie bazujemy tylko na tradycji. Systematycznie wprowadzamy innowacyjne rozwiązania do naszych produktów, modernizujemy
 Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,