Politechnika Koszalińska. ska. Politechnika Koszalińska. Mechatroniki, Instytut Mechatroniki, Nanotechnologii Instytut
|
|
|
- Kinga Matysiak
- 6 lat temu
- Przeglądów:
Transkrypt


1 ska Politechnika Instytut Mechatroniki, Nanotechnologii i Technik k Próżniowych Optymalizacja parametrów w wytwarzania cienkich nanokompozytowych powłok ok W-DLC W z wykorzystaniem metody Taguchi Andrzej Czyżniewski niewski, Szymon Bernat, Adrian Wojtalik Seminarium projektu nr POIG /08: Hybrydowe technologie modyfikacji powierzchni narzędzi do obróbki drewna Koszalin, Październik 2010
2 Plan referatu 1. Wprowadzenie, cel badań 2. Plan eksperymentów i badań 3. Wytwarzanie i metodyka badań powłok 4. Wyniki badań i analiza 5. Podsumowanie
3 Właściwości powłok determinujące parametry skrawne pokrywanych narzędzi Adhezja do podłoża Wytrzymałość -odporność na pękanie Odporność na zużycie ścierne Twardość Chropowatość Współczynnik tarcia systemu powłoka-drewno Właściwości niemechaniczne - współczynnik rozszerzalności cieplnej, przewodność cieplna oraz odporność na korozję chemiczną i elektrochemiczną.

4 PLC (a-c:h) (Polymer-Like Carbon) DC, MF, RF-PACVD, MS - bardzo niska twardość GLC (a-c:h) (Graphite-Like Carbon) DC, MF, RF-PACVD, MS, IBD - niska twardość - niski współczynnik tarcia a-c, ta-c ARC, FARC,PPD, PLD, MS, EV - bardzo wysoka twardość - wysoka odporność na zużycie + Me X-C:H, X-C X-DLC X=Ti, W, Cr, Nb, Zr, Mo, 1-45% at. RMS, ARC, PLD, DC-, RF-PACVD Właściwości zależne od wzajemnego udziału fazy DLC i XC DLC (a-c:h) (Diamond-Like Carbon) DC-, MF-, RF-PACVD, MS, IBD - wysoka twardość - wysoka odporność na zużycie - zróżnicowany wsp. tarcia Powłoki na bazie węgla (DLC) + Si, B, F X-C:H X=Si, F, B 1-15% at. DC-, RF-PACVD, RMS - niski współczynnik tarcia - redukcja energii powierzchniowej - niska zwilżalność NCD (Nanocrystalline Diamond) RF-, MW- PACVD, PPD - wysoka twardość - wysoka odporność na zużycie + N +(Si,O) Diamond HF CVD, MW-PACVD - najwyższa twardość - najwyższa odporność na zużycie CN x (C 3 N 4 -?) RMS, PACVD, PPD, FARC, PLD - wysoka twardość - wysoka odporność na zużycie X-C:H (Si + O) 1-20% at. EV, DC-, RF-PACVD, RMS - przezroczystość - odporność na zarysowania - redukcja promieniowania UV



5 Mikrostruktura i właściwości powłok typu X-DLC Powłoki nanokrystaliczne Powłoki nanokompozytowe Nanokrystality < 20 nm Nanokrystality 10 1 nm < 5% DLC 10 95% DLC XC 10 20% DLC Nanokompozytowy efekt umocnienia Twardość wyższa niż powłok o składzie stechiometrycznym DLC 5 nm 5 nm 5 nm
6 Wyniki badań narzędzi do obróbki drewna pokrytych powłokami typu X-DLC P. Beer, A. Czyżniewski et. al., Vacuum 53 (1999) Obróbka wytwarzanie forniru (wood peeling process) Noże ze stali narzędziowej 60SMD8 (57-59HRC) CrN TRS, 0,65 µm, W-C:H (W-DLC) PRMS, 1,3 µm, 16GPa, L C3 = 40N Wzrost trwałości narzędzi 1,5 2,5x I. Endler et. al., DRM 8 (1999) Obróbka struganie Noże z węglików spiekanych (30 x 12 x 1,5 mm) TiC/a-C PACVD, H = 3500HV, L C = 15 30N a-c Laser-arc PVD, H = 5000HV Wzrost trwałości narzędzi %?
7 Przesłanki wyboru powłok W-DLC Nanokompozytowa budowa powłok charakteryzuje się korzystnym skojarzeniem właściwości wytrzymałościowych i plastycznych Węgliki wolframu (WC) charakteryzują się wysoką odpornością na zużycie ścierne Osnowa DLC, która pod wpływem wysokiej temperatury ulega procesom grafityzacji i utleniania, jest źródłem substancji grafitopodobnych o niskiej wytrzymałości na ścinanie, które powstając w styku ostrza z materiałem obrabianym (drewnem) mogą powodować pożądane obniżenie sił skrawania Niska chropowatość Korzystne rezultaty wstępnych badań nad zastosowaniem do narzędzi do obróbki drewna
8 Cel badań Ustalenie optymalnych wartości wybranych parametrów wytwarzania powłok W-DLC metodą impulsowego reaktywnego rozpylania magnetronowego, które zapewnią uzyskanie najkorzystniejszych ich właściwości z punktu widzenia zastosowania do pokrywania narzędzi do obróbki drewna
![Plan eksperymentów i badań Sposób optymalizacji - metoda Taguchi [1] Główne kryterium optymalizacji parametrów wytwarzania powłok: Adhezja powłoki określana w teście rysy poprzez obciążenie krytyczne](/docs-images/64/50940634/images/9-1.jpg "L C3 Kryteria pomocnicze: Twardość powłoki (H) Stosunek twardości do modułu sprężystości (H/E) Współczynnik tarcia powłoka-drewno sosnowe (f s ) [1] J.")
9 Plan eksperymentów i badań Sposób optymalizacji - metoda Taguchi [1] Główne kryterium optymalizacji parametrów wytwarzania powłok: Adhezja powłoki określana w teście rysy poprzez obciążenie krytyczne L C3 Kryteria pomocnicze: Twardość powłoki (H) Stosunek twardości do modułu sprężystości (H/E) Współczynnik tarcia powłoka-drewno sosnowe (f s ) [1] J. Pietraszek, Metoda Taguchi optymalizacji jakości, StatSoft Polska 1999.
10 Wybrane optymalizowane parametry wytwarzania Lp. Optymalizowany parametr Wartość parametru Natężenie przepływu acetylenu (I C2H2 ) [cm 3 /min] Napięcie polaryzacji podłoży (U B ) [V] Grubość powłoki W-DLC (t W-DLC ) 2,5/1,3 3,5/2,0 5/3,0 4 Grubość podwarstwy chromu (t Cr ) 0,3/0,1 0,6/0,2 0,9/0,3
11 Tablica eksperymentów Nr ek. Natężenie przepływu acetylenu Napięcie polaryzacji podłoży Grubość powłoki W-DLC Obrót jednoosiowy Obrót planetarny Grubość podwarstwy chromu Obrót jednoosiowy Obrót planetarny [cm 3 /min] [V] ,5 1,3 0,3 0, ,5 2,0 0,6 0, ,0 0,9 0, ,5 2,0 0,9 0, ,0 0,3 0, ,5 1,3 0,6 0, ,0 0,6 0, ,5 1,3 0,9 0, ,5 2,0 0,3 0,1
12 Wykonanie eksperymentów i analiza wyników badań Eksperymenty przeprowadzono stosując losową kolejność ich wykonywania Analizę statystyczną wpływu poszczególnych parametrów wytwarzania na przyjęte kryteria optymalizacji oraz wybór parametrów optymalnych przeprowadzono z wykorzystaniem modułu analizy doświadczeń wg metody Taguchi w programie Statistica (StatSoft Polska) W analizie statystycznej, dla przyjętych kryteriów optymalizacji, stosowano zasadę im większe tym lepsze lub im mniejsze tym lepsze
13 Podłoża Nóż strugarski z HSS (30 x 30 x 3 mm) 10,2 GPa, Ra < 0,05 µm Próbka z HSS (φ32 x 3 mm) 9,8 GPa, Ra < 0,01 µm Próbka z węglików spiekanych (HM) (20 x 20 x 2 mm) 22,1 GPa, Ra < 0,02 µm Krzem monokrystaliczny (30 x 5 x 0,5 mm) (100), Ra < 0,01 µm

14 Wytwarzanie i metodyka badań powłok
15 Parametry procesu wytwarzania powłok Ciśnienie gazów resztkowych Ciśnienie robocze Natężenie przepływu argonu Prąd wyładowania łukowego Moc rozpylania targetu chromowego Moc rozpylania targetu wolframowego Natężenie przepływu acetylenu Napięcie polaryzacji podłoży Temperatura procesu Prędkość obrotowa stołu Pa 0,3 0,38 Pa 50 cm 3 /min 70 A 3 kw 1,5 kw cm 3 /min V ~ 200 o C 3 obr/min
16 Metodyka badań właściwości powłok EDS skład chemiczny SEM mikrostruktura, grubość Fischerscope 2000HM twardość, moduł sprężystości Revetest, Test Rockwella -adhezja Kulotester -grubość Tribotester kula-tarcza -właściwości tribologiczne Profilografometr chropowatość, grubość, naprężenia
17 Optymalizacja parametrów wytwarzania powłok W-DLC Parametry wytwarzania i adhezja (L C3 ) powłok W-DLC na różnych podłożach Obrót jednoosiowy Lp Parametry optymalizowane Podstawowe kryterium optymalizacji: obciążenie krytyczne L C3 [N] I C2H2 [cm3/min] U B [V] t W-DLC t Cr Nóż strugarski z HSS Próbka z HSS Próbka z HM ,5 0, ,5 0, ,0 0, ,5 0, ,0 0, ,5 0, ,0 0, ,5 0, ,5 0,
18 Parametry wytwarzania i adhezja (L C3 ) powłok W-DLC na różnych podłożach Obrót planetarny Lp Parametry optymalizowane Podstawowe kryterium optymalizacji: obciążenie krytyczne L C3 [N] I C2H2 [cm3/min] U B [V] t W-DLC t Cr Nóż strugarski z HSS Próbka z HSS Próbka z HM ,3 0, ,0 0, ,0 0, ,0 0, ,0 0, ,3 0, ,0 0, ,3 0, ,0 0,

19 Wpływ parametrów wytwarzania na obciążenie krytyczne L C3 powłok W-DLC wytworzonych na nożach strugarskich z HSS, próbkach z HSS i próbkach z HM Obrót jednoosiowy Obrót planetarny Nóż z HSS Parametry optymalne I C2H2 = 28 cm 3 /min U B = V t W-DLC = 2,5 µm t Cr = 0,6 µm Parametry optymalne I C2H2 = 28 cm 3 /min U B = V t W-DLC = 1,3 µm t Cr = 0,3 µm Próbka z HSS Parametry optymalne I C2H2 = 28 cm 3 /min U B = V t W-DLC = 2,5 µm t Cr = 0,6 µm Parametry optymalne I C2H2 = 28 cm 3 /min U B = V t W-DLC = 1,3 µm t Cr = 0,3 µm Próbka z HM Parametry optymalne I C2H2 = 28 cm 3 /min U B = V t W-DLC = 3,5 µm t Cr = 0,3 µm Parametry optymalne I C2H2 = 22 cm 3 /min U B = V t W-DLC = 2,0 µm t Cr = 0,1 µm
20 Parametry wytwarzania i wartości pomocniczych kryteriów optymalizacji Obrót jednoosiowy Lp. Parametry optymalizowane Pomocnicze kryteria optymalizacji I C2H2 [cm3/min] U B [V] t W-DLC t Cr Twardość [GPa] Stosunek H/E Współczynnik tarcia f s ,5 0,3 18,1 19,4 18,6 0,080 0,090 0,075 0,42 0,2 0, ,5 0,6 19,2 18,6 19,1 0,086 0,086 0,088 0,6 0,05 0, ,0 0,9 19,6 18,1 18,7 0,075 0,082 0,081 0,2 0,25 0, ,5 0,9 15,2 17,9 16,5 0,087 0,094 0,086 0,3 0,2 0, ,0 0,3 16,6 18,3 19,3 0,096 0,099 0,089 0,27 0,15 0, ,5 0,6 16,7 19,1 19,7 0,087 0,090 0,100 0,28 0,15 0, ,0 0,6 14,5 18,5 16,5 0,100 0,090 0,110 0,35 0,1 0, ,5 0,9 17,8 16,1 19,1 0,098 0,087 0,097 0,3 0,03 0, ,5 0,3 17,4 18,7 19,9 0,095 0,098 0,100 0,42 0,1 0,3
21 Parametry wytwarzania i wartości pomocniczych kryteriów optymalizacji Obrót planetarny Lp. Parametry optymalizowane Pomocnicze kryteria optymalizacji I C2H2 [cm3/min] U B [V] t W-DLC t Cr Twardość [GPa] Stosunek H/E Współczynnik tarcia f s ,3 0,1 18,9 17,4 19,1 0,091 0,088 0,091 0,38 0,05 0, ,0 0,2 17,4 19,1 18,2 0,086 0,096 0,082 0,6 0,05 0, ,0 0,3 18,1 18,1 19,4 0,091 0,094 0,097 0,15 0,28 0, ,0 0,3 15,5 16,3 17,9 0,095 0,096 0,100 0,27 0,07 0, ,0 0,1 16,1 17,8 16,4 0,087 0,110 0,097 0,1 0,2 0, ,3 0,2 18,6 18,8 20,2 0,100 0,110 0,105 0,26 0,15 0, ,0 0,2 13,6 14,3 17,0 0,100 0,110 0,110 0,17 0,17 0, ,3 0,3 17,6 16,3 18,3 0,130 0,100 0,120 0,28 0,2 0, ,0 0,1 17,2 16,8 19,8 0,100 0,100 0,120 0,38 0,14 0,25

22 Wpływ parametrów wytwarzania na twardość (H), H/E i współczynnik tarcia f s powłok W-DLC Obrót jednoosiowy Obrót planetarny H Parametry optymalne I C2H2 = 16 cm 3 /min U B = V t W-DLC = 2,5 µm t Cr = 0,3 µm Parametry optymalne I C2H2 = 16 cm 3 /min U B = V t W-DLC = 1,3 µm t Cr = 0,3 µm H/E Parametry optymalne I C2H2 = 28 cm 3 /min U B = V t W-DLC = 3,5 µm t Cr = 0,6 µm Parametry optymalne I C2H2 = 28 cm 3 /min U B = V t W-DLC = 1,3 µm t Cr = 0,3 µm f s Parametry optymalne I C2H2 = 22 cm 3 /min U B = V t W-DLC = 5 µm t Cr = 0,9 µm Parametry optymalne I C2H2 = 22 cm 3 /min U B = - 50 V t W-DLC = 3,5 µm t Cr = 0,3 µm
23 Eksperymenty weryfikujące Przeprowadzono kilka eksperymentów weryfikujących stosując parametry pozwalające uzyskać: Maksymalną adhezję do podłoży z HSS EW1 Maksymalną adhezję do podłoży z węglików spiekanych (HM) EW2
24 Wyniki badań właściwości powłok W-DLC wytworzonych na podłożach z HSS w eksperymentach weryfikujących - obrót jednoosiowy Eks. I C2H2 [cm 3 /min ] Parametry optymalne U B [V] t W-DLC t Cr Obciążenie krytyczne L C3 [N] Dla noża strugarskiego z HSS Dla próbki z HSS Dla próbki z HM H [GPa] Właściwości powłoki H/E f s EW1s ,5 0, ,3 0,1 0,28 EW1s ,5 0, ,5 0,110 0,25 Wyniki badań właściwości powłok W-DLC wytworzonych na podłożach z HSS w eksperymentach weryfikujących obrót planetarny Eks. Parametry optymalne I C2H2 U B t W-DLC [cm 3 /min] [V] t Cr Obciążenie krytyczne L C3 [N] Dla noża strugarskiego z HSS Dla próbki z HSS Dla próbki z HM Właściwości powłoki H H/E [GPa] f s EW1p ,3 0, ,8 0,98 0,31 EW1p ,3 0, ,4 0,1 0,21



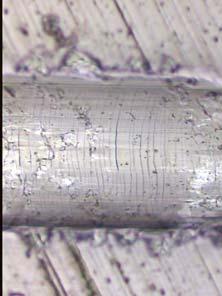

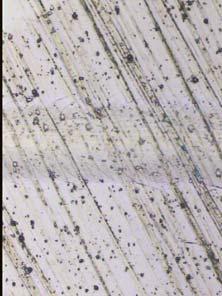


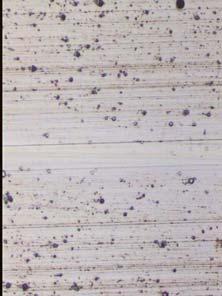
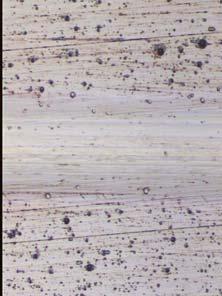
25 Wyniki badań adhezji powłok W-DLC wytworzonych w eksperymentach nr 8, EW1s i EW1s na nożu strugarskim z HSS Nr 8 20N 47N 93N EW1s 20N 54N 85N EW1s 20N 55N 98N
26 Eks. Wyniki badań właściwości powłok W-DLC wytworzonych na podłożach z HM w eksperymencie weryfikującym EW2 obrót jednoosiowy I C2H2 [cm 3 /min] Parametry optymalne U B [V] t W-DLC t Cr Dla próbki z HM Obciążenie krytyczne L C3 [N] Dla noża strugarskiego z HSS Dla próbki z HSS H [GPa] Właściwości powłoki EW ,5 0, ,5 0,110 0,25 H/E f s Wyniki badań właściwości powłok W-DLC wytworzonych na podłożach z HM w eksperymencie weryfikującym EW2 obrót planetarny Parametry optymalne Obciążenie krytyczne L C3 Właściwości powłoki Eks. [N] I C2H2 [cm 3 /min] U B [V] t W-DLC t Cr Dla próbki z HM Dla noża strugarskiego z HSS Dla próbki z HSS H [GPa] H/E f s EW ,0 0, ,8 0,1 0,22


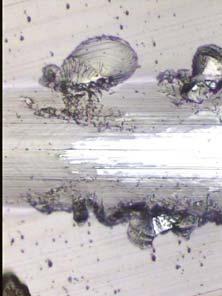
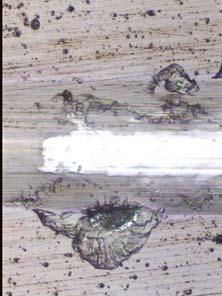


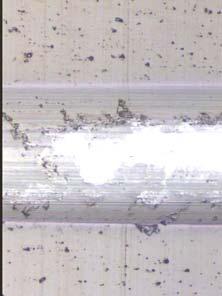
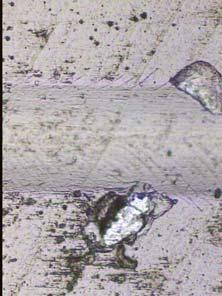
27 Wyniki badań adhezji powłok W-DLC wytworzonych w eksperymentach nr 9 i EW2 na próbkach z węglików spiekanych (HM) Eksperyment 9 20N 100N 126N EW2- obrót jednoosiowy 20N 100N 138N EW2- obrót planetarny 20N 100N 154N
28 Wpływ grubości i właściwości podwarstwy chromu na adhezję powłok W-DLC do podłoży ze stali HSS i węglików spiekanych (HM) W-DLC, 19 GPa W-DLC, 19 GPa Cr, 15 GPa t Cr > 0,6 µm Podłoże z HSS, 10 GPa Cr, 15 GPa t Cr > 0,6 µm Podłoże z HM, 22 GPa H komp. > H podł. Wysokie L C3 H komp. < H podł. Niskie L C3 W-DLC, 19 GPa W-DLC, 19 GPa Cr, 15 GPa, t Cr < 0,1 µm Podłoże z HSS, 10 GPa Cr, 15 GPa, t Cr < 0,1 µm Podłoże z HM, 22 GPa H komp. H podł. Niskie L C3 H komp. H podł. Wysokie L C3

29 Mikrostruktura i właściwości powłok W-DLC o najwyższej adhezji do noży strugarskich z HSS W-DLC 2,4 µm W(C) 0,1 µm Cr - 0,9 µm Skład chemiczny Wolfram 18,6 % at. Węgiel+Wodór 77,9 % at. Tlen - 2,3 % at. Argon 1,2 % at. Właściwości mechaniczne Twardość (H) 19,6 GPa Moduł Younga (E) 178 GPa H/E 0,11 f s 0,25

30 Mikrostruktura i właściwości powłok W-DLC o najwyższej adhezji do próbek z węglików spiekanych (HM) Obrót jednoosiowy Obrót planetarny Skład chemiczny Wolfram 17,4 % at. Węgiel+Wodór 78 % at. Tlen - 3,8 % at. Argon - 0,8 % at. Właściwości mechaniczne Twardość (H) 18,7 GPa Moduł Younga (E) 181 GPa H/E 0,1 f s 0,25 W-DLC 3,3 µm 1,9 µm W(C) 0,1 µm 0,03 µm Cr 0,3 µm 0,1 µm Skład chemiczny Wolfram 14,1 % at. Węgiel+Wodór 82 % at. Tlen 3,0 % at. Argon - 0,9 % at. Właściwości mechaniczne Twardość (H) 17,6 GPa Moduł Younga (E) 176 GPa H/E 0,1 f s 0,22
31 Podsumowanie Zastosowana metoda optymalizacji pozwala na uzyskanie wielu istotnych informacji w zakresie wpływu parametrów wytwarzania na właściwości powłok W-DLC, przy stosunkowo niskiej liczbie eksperymentów. Korzystniejsze właściwości powłok W-DLC uzyskane w eksperymentach weryfikujących, tzn. przeprowadzonych dla wyznaczonych lub nieznacznie skorygowanych parametrów optymalnych, wskazują na przydatność metody Taguchi do optymalizacji parametrów wytwarzania cienkich powłok. Analiza wyników badań wskazała na bardzo istotny wpływ grubości podwarstwy Cr i powłoki W-DLC i na jej adhezję do zastosowanych podłoży. Uzyskane wartości adhezji powłok W-DLC do stali szybkotnącej (L C3 > 90N) i węglików spiekanych (L C3 > 150N) oraz twardość (~19GPa), wskazują na potencjalne możliwości ich wykorzystania do pokrywania narzędzi do obróbki drewna. Na podstawie analizy wyników badań opracowano procedury wytwarzania powłok W-DLC na nożach strugarskich ze stali szybkotnącej (HSS) i węglików spiekanych (HM).
32 Dziękuję za uwagę
Politechnika Koszalińska
 Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych Wytwarzanie, struktura i właściwości cienkich powłok na bazie węgla Andrzej Czyżniewski Dotacje na innowacje Dotacje na innowacje
Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych Wytwarzanie, struktura i właściwości cienkich powłok na bazie węgla Andrzej Czyżniewski Dotacje na innowacje Dotacje na innowacje
Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej
 Politechnika Koszalińska ska Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej Optymalizacja, z wykorzystaniem metody Taguchi, parametrów wytwarzania powłok DLC metodą zmodyfikowanego katodowego
Politechnika Koszalińska ska Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej Optymalizacja, z wykorzystaniem metody Taguchi, parametrów wytwarzania powłok DLC metodą zmodyfikowanego katodowego
Promotor: prof. nadzw. dr hab. Jerzy Ratajski. Jarosław Rochowicz. Wydział Mechaniczny Politechnika Koszalińska
 Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Politechnika Koszalińska
 Politechnika Koszalińska Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej Powłoki na bazie węgla w zastosowaniu do obróbki drewna M. Pancielejko 1, A. Czyżniewski 1, A. Gilewicz 1, V. Zavaleyev
Politechnika Koszalińska Instytut Mechatroniki, Nanotechnologii i Techniki Próżniowej Powłoki na bazie węgla w zastosowaniu do obróbki drewna M. Pancielejko 1, A. Czyżniewski 1, A. Gilewicz 1, V. Zavaleyev
Politechnika Politechnika Koszalińska
 Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
Wpływ temperatury podłoża na właściwości powłok DLC osadzanych metodą rozpylania katod grafitowych łukiem impulsowym
 Dotacje na innowacje Wpływ temperatury podłoża na właściwości powłok DLC osadzanych metodą rozpylania katod grafitowych łukiem impulsowym Viktor Zavaleyev, Jan Walkowicz, Adam Pander Politechnika Koszalińska
Dotacje na innowacje Wpływ temperatury podłoża na właściwości powłok DLC osadzanych metodą rozpylania katod grafitowych łukiem impulsowym Viktor Zavaleyev, Jan Walkowicz, Adam Pander Politechnika Koszalińska
Technologie PVD w zastosowaniu do obróbki narzędzi
 Technologie PVD w zastosowaniu do obróbki narzędzi dr inż. Marek Betiuk Application of PVD technology for tools treatment Instytut Mechaniki Precyzyjnej Modyfikacja powierzchni warstwami uzyskiwanymi
Technologie PVD w zastosowaniu do obróbki narzędzi dr inż. Marek Betiuk Application of PVD technology for tools treatment Instytut Mechaniki Precyzyjnej Modyfikacja powierzchni warstwami uzyskiwanymi
MATERIAŁY SUPERTWARDE
 MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
PL B1. POLITECHNIKA ŁÓDZKA, Łódź, PL
 PL 221932 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221932 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398270 (22) Data zgłoszenia: 29.02.2012 (51) Int.Cl.
PL 221932 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221932 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398270 (22) Data zgłoszenia: 29.02.2012 (51) Int.Cl.
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU
 METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
pt: Zwiększenie trwałości wybranych narzędzi stosowanych w przemyśle gumowym
 1 dr hab. inż. Aleksandra Pertek-Owsianna, prof. nadzw. Poznań 3.01.2019 r. Państwowa Wyższa Szkoła Zawodowa w Koninie ul. Przyjaźni 1, 62-510 Konin RECENZJA ROZPRAWY DOKTORSKIEJ Mgr inż. Arkadiusza Więczkowskiego
1 dr hab. inż. Aleksandra Pertek-Owsianna, prof. nadzw. Poznań 3.01.2019 r. Państwowa Wyższa Szkoła Zawodowa w Koninie ul. Przyjaźni 1, 62-510 Konin RECENZJA ROZPRAWY DOKTORSKIEJ Mgr inż. Arkadiusza Więczkowskiego
Innowacyjne rozwiązanie materiałowe implantu stawu biodrowego Dr inż. Michał Tarnowski Prof. dr hab. inż. Tadeusz Wierzchoń
 Innowacyjne rozwiązanie materiałowe implantu Dr inż. Michał Tarnowski Prof. dr hab. inż. Tadeusz Wierzchoń Zespół Obróbek Jarzeniowych Zakład Inżynierii Powierzchni Wydział Inżynierii Materiałowej TRIBOLOGIA
Innowacyjne rozwiązanie materiałowe implantu Dr inż. Michał Tarnowski Prof. dr hab. inż. Tadeusz Wierzchoń Zespół Obróbek Jarzeniowych Zakład Inżynierii Powierzchni Wydział Inżynierii Materiałowej TRIBOLOGIA
1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom
 1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom Rozwój materiałów narzędziowych Historia rozwoju narzędzi sięga czasów starożytnych Znaleziono je w piramidach egipskich mają
1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom Rozwój materiałów narzędziowych Historia rozwoju narzędzi sięga czasów starożytnych Znaleziono je w piramidach egipskich mają
KONSTRUKCYJNE MATERIAŁY KOMPOZYTOWE PRZEZNACZONE DO WYSOKOOBCIĄŻONYCH WĘZŁÓW TARCIA
 II Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 26 listopada 2014 KONSTRUKCYJNE MATERIAŁY KOMPOZYTOWE PRZEZNACZONE DO WYSOKOOBCIĄŻONYCH WĘZŁÓW TARCIA Dr hab. inż. Jerzy Myalski
II Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 26 listopada 2014 KONSTRUKCYJNE MATERIAŁY KOMPOZYTOWE PRZEZNACZONE DO WYSOKOOBCIĄŻONYCH WĘZŁÓW TARCIA Dr hab. inż. Jerzy Myalski
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
5. Podsumowanie i wnioski
 5. Podsumowanie i wnioski Intensywny rozwój inżynierii materiałowej jest wynikiem między innymi wzrastającego zapotrzebowania na produkty o coraz wyższych własnościach użytkowych, których powierzchnia
5. Podsumowanie i wnioski Intensywny rozwój inżynierii materiałowej jest wynikiem między innymi wzrastającego zapotrzebowania na produkty o coraz wyższych własnościach użytkowych, których powierzchnia
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
σ c wytrzymałość mechaniczna, tzn. krytyczna wartość naprężenia, zapoczątkowująca pękanie
 Materiały pomocnicze do ćwiczenia laboratoryjnego Właściwości mechaniczne ceramicznych kompozytów ziarnistych z przedmiotu Współczesne materiały inżynierskie dla studentów IV roku Wydziału Inżynierii Mechanicznej
Materiały pomocnicze do ćwiczenia laboratoryjnego Właściwości mechaniczne ceramicznych kompozytów ziarnistych z przedmiotu Współczesne materiały inżynierskie dla studentów IV roku Wydziału Inżynierii Mechanicznej
43 edycja SIM Paulina Koszla
 43 edycja SIM 2015 Paulina Koszla Plan prezentacji O konferencji Zaprezentowane artykuły Inne artykuły Do udziału w konferencji zaprasza się młodych doktorów, asystentów i doktorantów z kierunków: Inżynieria
43 edycja SIM 2015 Paulina Koszla Plan prezentacji O konferencji Zaprezentowane artykuły Inne artykuły Do udziału w konferencji zaprasza się młodych doktorów, asystentów i doktorantów z kierunków: Inżynieria
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
III Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 23 czerwiec 2014
 III Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 23 czerwiec 2014 Praca została realizowana w ramach programu Innowacyjna Gospodarka, finansowanego przez Europejski fundusz Rozwoju
III Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 23 czerwiec 2014 Praca została realizowana w ramach programu Innowacyjna Gospodarka, finansowanego przez Europejski fundusz Rozwoju
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Nowa stal BÖHLER K360 ISODUR jest kolejnym rozwinięciem 8% stali chromowych i została stworzona, aby sprostać oczekiwaniom naszych klientów, teraz bardziej niż kiedykolwiek.
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Nowa stal BÖHLER K360 ISODUR jest kolejnym rozwinięciem 8% stali chromowych i została stworzona, aby sprostać oczekiwaniom naszych klientów, teraz bardziej niż kiedykolwiek.
Badanie właściwości mechanicznych, korozyjnych i przeciwdrobnoustrojowych powłok na bazie ZrC
 Badanie właściwości mechanicznych, korozyjnych i przeciwdrobnoustrojowych powłok na bazie ZrC Ewa Czerwińska Jerzy Ratajski, Ewa Czerwińska, Łukasz Szparaga, Katarzyna Mydłowska Politechnika Koszalińska,
Badanie właściwości mechanicznych, korozyjnych i przeciwdrobnoustrojowych powłok na bazie ZrC Ewa Czerwińska Jerzy Ratajski, Ewa Czerwińska, Łukasz Szparaga, Katarzyna Mydłowska Politechnika Koszalińska,
Politechnika Koszalińska
 Politechnika Dotacje na innowacje PROJEKT WSPÓŁFINANSOWANY PRZEZ UNIĘ EUROPEJSKĄ Z EUROPEJSKIEGO FUNDUSZU ROZWOJU REGIONALNEGO W RAMACH PROGRAMU INNOWACYJNA GOSPODARKA, 2007-2013 Instytut Mechatroniki,
Politechnika Dotacje na innowacje PROJEKT WSPÓŁFINANSOWANY PRZEZ UNIĘ EUROPEJSKĄ Z EUROPEJSKIEGO FUNDUSZU ROZWOJU REGIONALNEGO W RAMACH PROGRAMU INNOWACYJNA GOSPODARKA, 2007-2013 Instytut Mechatroniki,
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH
 PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noŝy styczno-obrotowych oraz karta
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noŝy styczno-obrotowych oraz karta
WŁAŚCIWOŚCI TRIBOLOGICZNE POWŁOK ELEKTROLITYCZNYCH ZE STOPÓW NIKLU PO OBRÓBCE CIEPLNEJ
 4-2011 T R I B O L O G I A 43 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jerzy SMOLIK ***, Jan TACIKOWSKI *, Jan SENATORSKI *, Wiktor GRZELECKI * WŁAŚCIWOŚCI TRIBOLOGICZNE POWŁOK ELEKTROLITYCZNYCH ZE STOPÓW
4-2011 T R I B O L O G I A 43 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jerzy SMOLIK ***, Jan TACIKOWSKI *, Jan SENATORSKI *, Wiktor GRZELECKI * WŁAŚCIWOŚCI TRIBOLOGICZNE POWŁOK ELEKTROLITYCZNYCH ZE STOPÓW
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH KOMBAJNOWYCH NOŻY STYCZNO-OBROTOWYCH
 Postępowanie nr 56/A/DZZ/5 PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH KOMBAJNOWYCH NOŻY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noży styczno-obrotowych
Postępowanie nr 56/A/DZZ/5 PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH KOMBAJNOWYCH NOŻY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noży styczno-obrotowych
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2526977. (96) Data i numer zgłoszenia patentu europejskiego: 31.01.2012 12153261.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2526977. (96) Data i numer zgłoszenia patentu europejskiego: 31.01.2012 12153261.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2526977 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 31.01.2012 12153261.8
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2526977 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 31.01.2012 12153261.8
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
Właściwości powłok DLC z podwarstwami na bazie chromu zastosowanych na narzędziach ze stali szybkotnącej do obróbki drewna
 MIECZYSŁAW PANCIELEJKO, ANDRZEJ CZYŻNIEWSKI, ADAM GILEWICZ, VIKTOR ZAVALEYEV Właściwości powłok DLC z podwarstwami na bazie chromu zastosowanych na narzędziach ze stali szybkotnącej do obróbki drewna WPROWADZENIE
MIECZYSŁAW PANCIELEJKO, ANDRZEJ CZYŻNIEWSKI, ADAM GILEWICZ, VIKTOR ZAVALEYEV Właściwości powłok DLC z podwarstwami na bazie chromu zastosowanych na narzędziach ze stali szybkotnącej do obróbki drewna WPROWADZENIE
POLITECHNIKA CZĘSTOCHOWSKA
 POLITECHNIKA CZĘSTOCHOWSKA Instytut Inżynierii Materiałowej Stale narzędziowe do pracy na zimno CEL ĆWICZENIA Celem ćwiczenia jest zapoznanie się ze składem chemicznym, mikrostrukturą, właściwościami mechanicznymi
POLITECHNIKA CZĘSTOCHOWSKA Instytut Inżynierii Materiałowej Stale narzędziowe do pracy na zimno CEL ĆWICZENIA Celem ćwiczenia jest zapoznanie się ze składem chemicznym, mikrostrukturą, właściwościami mechanicznymi
ZAPROSZENIE DO SKŁADANIA OFERT NA USŁUGĘ: Osadzanie sfałdowanych cienkich warstw Si-DLC i DLC na foliach PEEK i PU
 Instytut Metalurgii i Inżynierii Materiałowej im. A. Krupkowskiego Polskiej Akademii Nauk ul. Reymonta 25, 30-059 Kraków strona internetowa: www.imim.pl e-mail: przetargi@imim.pl znak sprawy: ZO/04/2016
Instytut Metalurgii i Inżynierii Materiałowej im. A. Krupkowskiego Polskiej Akademii Nauk ul. Reymonta 25, 30-059 Kraków strona internetowa: www.imim.pl e-mail: przetargi@imim.pl znak sprawy: ZO/04/2016
ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ
 Szybkobieżne Pojazdy Gąsienicowe (15) nr 1, 2002 Stanisław JURA Roman BOGUCKI ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ Streszczenie: W części I w oparciu o teorię Bittera określono
Szybkobieżne Pojazdy Gąsienicowe (15) nr 1, 2002 Stanisław JURA Roman BOGUCKI ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ Streszczenie: W części I w oparciu o teorię Bittera określono
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
Zużywanie się ostrzy narzędzi skrawających na przykładzie noży strugarek z uwzględnienie kryteriów oceny ich zużycia.
 Zużywanie się ostrzy narzędzi skrawających na przykładzie noży strugarek z uwzględnienie kryteriów oceny ich zużycia. Przyczyny zużywania się narzędzi pod kątem wzajemnego oddziaływania materiału obrabianego
Zużywanie się ostrzy narzędzi skrawających na przykładzie noży strugarek z uwzględnienie kryteriów oceny ich zużycia. Przyczyny zużywania się narzędzi pod kątem wzajemnego oddziaływania materiału obrabianego
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności. Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra
 Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 9 Data wydania: 26 czerwca 2014 r. Nazwa i adres INSTYTUT ZAAWANSOWANYCH
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 9 Data wydania: 26 czerwca 2014 r. Nazwa i adres INSTYTUT ZAAWANSOWANYCH
ODPORNOŚĆ M9315 M9325 M9340 P M NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M9300.
 ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
PL B1. Politechnika Świętokrzyska,Kielce,PL BUP 10/08. Wojciech Depczyński,Jasło,PL Norbert Radek,Górno,PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203009 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 380946 (22) Data zgłoszenia: 30.10.2006 (51) Int.Cl. C23C 26/02 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203009 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 380946 (22) Data zgłoszenia: 30.10.2006 (51) Int.Cl. C23C 26/02 (2006.01)
WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW HYBRYDOWYCH TYPU CRC+CRN WYTWARZANYCH PRZEZ POŁĄCZENIE PROCESU CHROMOWANIA PRÓŻNIOWEGO Z OBRÓBKĄ PVD
 5-2011 T R I B O L O G I A 81 Ewa KASPRZYCKA *, **, Mariusz KOPROWSKI ***, Jerzy BIELANIK *, Sławomir PILARCZYK *, Bogdan BOGDAŃSKI **, Iwona BAUER **** WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW HYBRYDOWYCH TYPU
5-2011 T R I B O L O G I A 81 Ewa KASPRZYCKA *, **, Mariusz KOPROWSKI ***, Jerzy BIELANIK *, Sławomir PILARCZYK *, Bogdan BOGDAŃSKI **, Iwona BAUER **** WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW HYBRYDOWYCH TYPU
Projekt kluczowy. Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym. Segment nr 10
 Projekt kluczowy Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Segment nr 10 Nowoczesne pokrycia barierowe na krytyczne elementy silnika lotniczego Uzasadnienie podjęcia zagadnienia
Projekt kluczowy Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Segment nr 10 Nowoczesne pokrycia barierowe na krytyczne elementy silnika lotniczego Uzasadnienie podjęcia zagadnienia
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (96) Data i numer zgłoszenia patentu europejskiego:
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (96) Data i numer zgłoszenia patentu europejskiego:") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1500717 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 18.06.2004 04014395.0
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1500717 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 18.06.2004 04014395.0
iglidur W300 Długodystansowy
 Długodystansowy Asortyment Materiał charakteryzuje duża odporność na zużycie, nawet w niesprzyjających warunkach i z chropowatymi wałami. Ze wszystkich materiałów iglidur, ten jest najbardziej odporny
Długodystansowy Asortyment Materiał charakteryzuje duża odporność na zużycie, nawet w niesprzyjających warunkach i z chropowatymi wałami. Ze wszystkich materiałów iglidur, ten jest najbardziej odporny
iglidur G Ekonomiczny i wszechstronny
 Ekonomiczny i wszechstronny Asortyment Łożyska pokrywją największy zakres różnych wymagań są po prostu wszechstronne. Polecane są w zastosowaniach ze średnimi lub ciężkimi obciążeniami, średnimi prędkościami
Ekonomiczny i wszechstronny Asortyment Łożyska pokrywją największy zakres różnych wymagań są po prostu wszechstronne. Polecane są w zastosowaniach ze średnimi lub ciężkimi obciążeniami, średnimi prędkościami
PRELIMINARY BROCHURE CORRAX. A stainless precipitation hardening steel
 PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
Stale niestopowe jakościowe Stale niestopowe specjalne
 Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
EN 450B. EN 14700: E Z Fe3. zasadowa
 EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
Diody elektroluminescencyjne na bazie GaN z powierzchniowymi kryształami fotonicznymi
 Diody elektroluminescencyjne na bazie z powierzchniowymi kryształami fotonicznymi Krystyna Gołaszewska Renata Kruszka Marcin Myśliwiec Marek Ekielski Wojciech Jung Tadeusz Piotrowski Marcin Juchniewicz
Diody elektroluminescencyjne na bazie z powierzchniowymi kryształami fotonicznymi Krystyna Gołaszewska Renata Kruszka Marcin Myśliwiec Marek Ekielski Wojciech Jung Tadeusz Piotrowski Marcin Juchniewicz
Zadania badawcze realizowane na Wydziale Inżynierii Materiałowej Politechniki Warszawskiej
 Zadania badawcze realizowane na Wydziale Inżynierii Materiałowej Politechniki Warszawskiej Łukasz Ciupiński Politechnika Warszawska Wydział Inżynierii Materiałowej Zakład Projektowania Materiałów Zaangażowanie
Zadania badawcze realizowane na Wydziale Inżynierii Materiałowej Politechniki Warszawskiej Łukasz Ciupiński Politechnika Warszawska Wydział Inżynierii Materiałowej Zakład Projektowania Materiałów Zaangażowanie
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym r Nałęczów
 Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
MATERIAŁY STOSOWANE NA POWŁOKI PRZECIWZUŻYCIOWE
 MATERIAŁY STOSOWANE NA POWŁOKI PRZECIWZUŻYCIOWE PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono klasyfikację materiałów stosowanych na powłoki przeciwzużyciowe. Przeanalizowano właściwości fizyczne
MATERIAŁY STOSOWANE NA POWŁOKI PRZECIWZUŻYCIOWE PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono klasyfikację materiałów stosowanych na powłoki przeciwzużyciowe. Przeanalizowano właściwości fizyczne
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 8, Data wydania: 17 września 2009 r. Nazwa i adres organizacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 8, Data wydania: 17 września 2009 r. Nazwa i adres organizacji
WYBRANE MASYWNE AMORFICZNE I NANOKRYSTALICZNE STOPY NA BAZIE ŻELAZA - WYTWARZANIE, WŁAŚCIWOŚCI I ZASTOSOWANIE
 WYBRANE MASYWNE AMORFICZNE I NANOKRYSTALICZNE STOPY NA BAZIE ŻELAZA - WYTWARZANIE, WŁAŚCIWOŚCI I ZASTOSOWANIE mgr inż. Marzena Tkaczyk Promotorzy: dr hab. inż. Jerzy Kaleta, prof. nadzw. PWr dr hab. Wanda
WYBRANE MASYWNE AMORFICZNE I NANOKRYSTALICZNE STOPY NA BAZIE ŻELAZA - WYTWARZANIE, WŁAŚCIWOŚCI I ZASTOSOWANIE mgr inż. Marzena Tkaczyk Promotorzy: dr hab. inż. Jerzy Kaleta, prof. nadzw. PWr dr hab. Wanda
STALE NARZĘDZIOWE DO PRACY NA GORĄCO
 Ćwiczenie 9 Stale narzędziowe STALE NARZĘDZIOWE DO PRACY NA ZIMNO DO PRACY NA GORĄCO SZYBKOTNĄCE NIESTOPOWE STOPOWE Rysunek 1. Klasyfikacja stali narzędziowej. Ze stali narzędziowej wykonuje się narzędzia
Ćwiczenie 9 Stale narzędziowe STALE NARZĘDZIOWE DO PRACY NA ZIMNO DO PRACY NA GORĄCO SZYBKOTNĄCE NIESTOPOWE STOPOWE Rysunek 1. Klasyfikacja stali narzędziowej. Ze stali narzędziowej wykonuje się narzędzia
iglidur J Na najwyższych i na najniższych obrotach
 Na najwyższych i na najniższych obrotach Asortyment Łożyska ślizgowe z są zaprojektowane tak, aby uzyskać jak najniższe współczynniki tarcia bez smarowania i ograniczenie drgań ciernych. Ze względu na
Na najwyższych i na najniższych obrotach Asortyment Łożyska ślizgowe z są zaprojektowane tak, aby uzyskać jak najniższe współczynniki tarcia bez smarowania i ograniczenie drgań ciernych. Ze względu na
WARSTWY WĘGLIKOWE WYTWARZANE W PROCESIE CHROMOWANIA PRÓŻNIOWEGO NA POWIERZCHNI STALI POKRYTEJ STOPAMI NIKLU Z PIERWIASTKAMI WĘGLIKOTWÓRCZYMI
 4-2010 T R I B O L O G I A 23 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jan TACIKOWSKI *, Jan K. SENATORSKI *,***, Mariusz KOPROWSKI ** WARSTWY WĘGLIKOWE WYTWARZANE W PROCESIE CHROMOWANIA PRÓŻNIOWEGO NA
4-2010 T R I B O L O G I A 23 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jan TACIKOWSKI *, Jan K. SENATORSKI *,***, Mariusz KOPROWSKI ** WARSTWY WĘGLIKOWE WYTWARZANE W PROCESIE CHROMOWANIA PRÓŻNIOWEGO NA
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM
 Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
Ekspansja plazmy i wpływ atmosfery reaktywnej na osadzanie cienkich warstw hydroksyapatytu. Marcin Jedyński
 Ekspansja plazmy i wpływ atmosfery reaktywnej na osadzanie cienkich warstw hydroksyapatytu. Marcin Jedyński Metoda PLD (Pulsed Laser Deposition) PLD jest nowoczesną metodą inżynierii powierzchni, umożliwiającą
Ekspansja plazmy i wpływ atmosfery reaktywnej na osadzanie cienkich warstw hydroksyapatytu. Marcin Jedyński Metoda PLD (Pulsed Laser Deposition) PLD jest nowoczesną metodą inżynierii powierzchni, umożliwiającą
Politechnika Koszalińska
 Politechnika Koszalińska Dotacje na innowacje TERMOMECHANICZNA DIAGNOSTYKA SYSTEMÓW PODŁOŻE - POWŁOKA PVD - zadanie 5.2. Piotr Myśliński 1 TERMOMECHANICZNA DIAGNOSTYKA SYSTEMÓW PODŁOŻE-POWŁOKA PVD Plan
Politechnika Koszalińska Dotacje na innowacje TERMOMECHANICZNA DIAGNOSTYKA SYSTEMÓW PODŁOŻE - POWŁOKA PVD - zadanie 5.2. Piotr Myśliński 1 TERMOMECHANICZNA DIAGNOSTYKA SYSTEMÓW PODŁOŻE-POWŁOKA PVD Plan
Ogólne dane. Właściwości. Zastosowania SLEIPNER
 UDDEHOLM SLEIPNER Ogólne dane SLEIPNER jest chromowomolibdenowowanadową stopową stalą narzędziową charakteryzującą się: dobrą odpornością na zużycie dobrą odpornością na wykruszanie dobrą wytrzymałością
UDDEHOLM SLEIPNER Ogólne dane SLEIPNER jest chromowomolibdenowowanadową stopową stalą narzędziową charakteryzującą się: dobrą odpornością na zużycie dobrą odpornością na wykruszanie dobrą wytrzymałością
iglidur X Technologie zaawansowane
 Technologie zaawansowane Asortyment Materiał najlepiej charakteryzuje kombinacja wysokiej odporności temperaturowej z wytrzymałością na ściskanie, jak również wysoka odporność chemiczna. jest przeznaczony
Technologie zaawansowane Asortyment Materiał najlepiej charakteryzuje kombinacja wysokiej odporności temperaturowej z wytrzymałością na ściskanie, jak również wysoka odporność chemiczna. jest przeznaczony
P01 P10 P20 P30 P40 P50 M10 M20 M30 M40 K01 K10 K20 K30 N10 N20 N30 S01 S10 S20 S30 H01 H10 H20 PC8110 PC6510 PC5300 NC5330 H01.
 A Najlepszy sposób wyboru gatunków frezarskich ORLOY ateriał Węgliki powlekane Cermatal CBN / CD Węgliki niepowlekane nierdzewna N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10
A Najlepszy sposób wyboru gatunków frezarskich ORLOY ateriał Węgliki powlekane Cermatal CBN / CD Węgliki niepowlekane nierdzewna N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10
A. PATEJUK 1 Instytut Materiałoznawstwa i Mechaniki Technicznej WAT Warszawa ul. S. Kaliskiego 2, Warszawa
 56/4 Archives of Foundry, Year 22, Volume 2, 4 Archiwum Odlewnictwa, Rok 22, Rocznik 2, Nr 4 PAN Katowice PL ISSN 1642-538 WPŁYW CIŚNIENIA SPIEKANIA NA WŁAŚCIWOŚCI KOMPOZYTU Z OSNOWĄ ALUMINIOWĄ ZBROJONEGO
56/4 Archives of Foundry, Year 22, Volume 2, 4 Archiwum Odlewnictwa, Rok 22, Rocznik 2, Nr 4 PAN Katowice PL ISSN 1642-538 WPŁYW CIŚNIENIA SPIEKANIA NA WŁAŚCIWOŚCI KOMPOZYTU Z OSNOWĄ ALUMINIOWĄ ZBROJONEGO
Dawid Bula. Wytrzymałość połączenia metal-ceramika na wybranych podbudowach metalowych
 WyŜsza Szkoła InŜynierii Dentystycznej im. Prof. Alferda Meissnera w Ustroniu Dawid Bula Wytrzymałość połączenia metal-ceramika na wybranych podbudowach metalowych (The strength of metal-ceramics joins
WyŜsza Szkoła InŜynierii Dentystycznej im. Prof. Alferda Meissnera w Ustroniu Dawid Bula Wytrzymałość połączenia metal-ceramika na wybranych podbudowach metalowych (The strength of metal-ceramics joins
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
Leon Murawski, Katedra Fizyki Ciała Stałego Wydział Fizyki Technicznej i Matematyki Stosowanej
 Nanomateriałów Leon Murawski, Katedra Fizyki Ciała Stałego Wydział Fizyki Technicznej i Matematyki Stosowanej POLITECHNIKA GDAŃSKA Centrum Zawansowanych Technologii Pomorze ul. Al. Zwycięstwa 27 80-233
Nanomateriałów Leon Murawski, Katedra Fizyki Ciała Stałego Wydział Fizyki Technicznej i Matematyki Stosowanej POLITECHNIKA GDAŃSKA Centrum Zawansowanych Technologii Pomorze ul. Al. Zwycięstwa 27 80-233
PRĘTY CHROMOWANE, RURY STALOWE CYLINDROWE
 PRĘTY CHROMOWANE, RURY STALOWE CYLINDROWE 1 SPECYFIKACJA PRODUKTU 1 Rury bez szwu, zimnociągnione, wewnętrznie honowane na cylindry hudrauliczne H8 1. Stosowanie: Ta specyfikacja produktu zawiera wszystkie
PRĘTY CHROMOWANE, RURY STALOWE CYLINDROWE 1 SPECYFIKACJA PRODUKTU 1 Rury bez szwu, zimnociągnione, wewnętrznie honowane na cylindry hudrauliczne H8 1. Stosowanie: Ta specyfikacja produktu zawiera wszystkie
Nowoczesne metody metalurgii proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III
 Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE. Wiertła pełnowęglikowe HPC FORMAT GT. OBOWIĄZUJE DO r. 4,5.
 D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
POWŁOKI PVD. Współczynnik tarcia. Temperatura pokrycia. Grubość powłoki. TiN Titan Nitrid. TiCN Titan Carbo Nitrid. EXXTRAL AlTiN.
 z Rodzaj powłoki Twardość HV Grubość powłoki [µm] Współczynnik tarcia Temperatura pokrycia temp TiN Titan Nitrid 2300 +/- 200 2-4 µm 0,6 250-450 TiCN Titan Carbo Nitrid 3500 +/- 500 2-4 µm 0,2 400-450
z Rodzaj powłoki Twardość HV Grubość powłoki [µm] Współczynnik tarcia Temperatura pokrycia temp TiN Titan Nitrid 2300 +/- 200 2-4 µm 0,6 250-450 TiCN Titan Carbo Nitrid 3500 +/- 500 2-4 µm 0,2 400-450
TOOLS. Najnowsza generacja w toczeniu. Specjalne właściwości. NeW NeW. Nr. 226 /2011-PL
 Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
NOŻE OBROTOWE SEM-NO
 KARTA KATALOGOWA NOŻE OBROTOWE SEM-NO SPIS TREŚCI 1. NOŻE GÓRNICZE SEM-NOG...2 1.1. KARTA KATALOGOWA... 2 1.2. PROCES TECHNOLOGICZNY I KONTROLA JAKOŚCI... 5 1.3. DANE MATERIAŁOWE... 6 1.4. ŚWIADECTWA JAKOŚCI
KARTA KATALOGOWA NOŻE OBROTOWE SEM-NO SPIS TREŚCI 1. NOŻE GÓRNICZE SEM-NOG...2 1.1. KARTA KATALOGOWA... 2 1.2. PROCES TECHNOLOGICZNY I KONTROLA JAKOŚCI... 5 1.3. DANE MATERIAŁOWE... 6 1.4. ŚWIADECTWA JAKOŚCI
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
8. Noże, części zamienne
 8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
L: 250 mm L: 500 mm C Si Mn P S Cr W 2,0-2,3 0,1-0,4 0,3-0,6 0-0,03 0-0,03 11,0-13,0 0,6-0,8
 Nazwa Materiał-Nr. / Werkstoff-Nr. PREMIUM 1.2436 Nazwa wg składu chemicznego, własności i / lub zastosowania PN AISI/SAE Szukanie alternatywnych gatunków stali w aplikacji ABRAMS PORADNIK STALI X210CrW12
Nazwa Materiał-Nr. / Werkstoff-Nr. PREMIUM 1.2436 Nazwa wg składu chemicznego, własności i / lub zastosowania PN AISI/SAE Szukanie alternatywnych gatunków stali w aplikacji ABRAMS PORADNIK STALI X210CrW12
WYTRZYMAŁOŚĆ POŁĄCZEŃ KLEJOWYCH WYKONANYCH NA BAZIE KLEJÓW EPOKSYDOWYCH MODYFIKOWANYCH MONTMORYLONITEM
 KATARZYNA BIRUK-URBAN WYTRZYMAŁOŚĆ POŁĄCZEŃ KLEJOWYCH WYKONANYCH NA BAZIE KLEJÓW EPOKSYDOWYCH MODYFIKOWANYCH MONTMORYLONITEM 1. WPROWADZENIE W ostatnich latach można zauważyć bardzo szerokie zastosowanie
KATARZYNA BIRUK-URBAN WYTRZYMAŁOŚĆ POŁĄCZEŃ KLEJOWYCH WYKONANYCH NA BAZIE KLEJÓW EPOKSYDOWYCH MODYFIKOWANYCH MONTMORYLONITEM 1. WPROWADZENIE W ostatnich latach można zauważyć bardzo szerokie zastosowanie
LABORATORIUM SPEKTRALNEJ ANALIZY CHEMICZNEJ (L-6)
") LABORATORIUM SPEKTRALNEJ ANALIZY CHEMICZNEJ (L-6) Posiadane uprawnienia: ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO NR AB 120 wydany przez Polskie Centrum Akredytacji Wydanie nr 5 z 18 lipca 2007 r. Kierownik
LABORATORIUM SPEKTRALNEJ ANALIZY CHEMICZNEJ (L-6) Posiadane uprawnienia: ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO NR AB 120 wydany przez Polskie Centrum Akredytacji Wydanie nr 5 z 18 lipca 2007 r. Kierownik
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
MATERIAŁ ELWOM 25. Mikrostruktura kompozytu W-Cu25: ciemne obszary miedzi na tle jasnego szkieletu wolframowego; pow. 250x.
 MATERIAŁ ELWOM 25.! ELWOM 25 jest dwufazowym materiałem kompozytowym wolfram-miedź, przeznaczonym do obróbki elektroerozyjnej węglików spiekanych. Kompozyt ten jest wykonany z drobnoziarnistego proszku
MATERIAŁ ELWOM 25.! ELWOM 25 jest dwufazowym materiałem kompozytowym wolfram-miedź, przeznaczonym do obróbki elektroerozyjnej węglików spiekanych. Kompozyt ten jest wykonany z drobnoziarnistego proszku
Poliamid (Ertalon, Tarnamid)
") Poliamid (Ertalon, Tarnamid) POLIAMID WYTŁACZANY PA6-E Pół krystaliczny, niemodyfikowany polimer, który jest bardzo termoplastyczny to poliamid wytłaczany PA6-E (poliamid ekstrudowany PA6). Bardzo łatwo
Poliamid (Ertalon, Tarnamid) POLIAMID WYTŁACZANY PA6-E Pół krystaliczny, niemodyfikowany polimer, który jest bardzo termoplastyczny to poliamid wytłaczany PA6-E (poliamid ekstrudowany PA6). Bardzo łatwo
PL 203790 B1. Uniwersytet Śląski w Katowicach,Katowice,PL 03.10.2005 BUP 20/05. Andrzej Posmyk,Katowice,PL 30.11.2009 WUP 11/09 RZECZPOSPOLITA POLSKA
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203790 (13) B1 (21) Numer zgłoszenia: 366689 (51) Int.Cl. C25D 5/18 (2006.01) C25D 11/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203790 (13) B1 (21) Numer zgłoszenia: 366689 (51) Int.Cl. C25D 5/18 (2006.01) C25D 11/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
ANALIZA ZJAWISKA NIECIĄGŁOŚCI TWORZENIA MIKROWIÓRÓW W PROCESIE WYGŁADZANIA FOLIAMI ŚCIERNYMI
 NIECIĄGŁOŚĆ TWORZENIA MIKROWIÓRÓW prof. dr hab. inż. Wojciech Kacalak, dr inż. Katarzyna Tandecka, dr inż. Łukasz Rypina Politechnika Koszalińska XXXIII Szkoła Naukowa Obróbki Ściernej Łódź 2015 ANALIZA
NIECIĄGŁOŚĆ TWORZENIA MIKROWIÓRÓW prof. dr hab. inż. Wojciech Kacalak, dr inż. Katarzyna Tandecka, dr inż. Łukasz Rypina Politechnika Koszalińska XXXIII Szkoła Naukowa Obróbki Ściernej Łódź 2015 ANALIZA
PRZECIWZUŻYCIOWE POWŁOKI CERAMICZNO-METALOWE NANOSZONE NA ELEMENT SILNIKÓW SPALINOWYCH
 PRZECIWZUŻYCIOWE POWŁOKI CERAMICZNO-METALOWE NANOSZONE NA ELEMENT SILNIKÓW SPALINOWYCH AUTOR: Michał Folwarski PROMOTOR PRACY: Dr inż. Marcin Kot UCZELNIA: Akademia Górniczo-Hutnicza Im. Stanisława Staszica
PRZECIWZUŻYCIOWE POWŁOKI CERAMICZNO-METALOWE NANOSZONE NA ELEMENT SILNIKÓW SPALINOWYCH AUTOR: Michał Folwarski PROMOTOR PRACY: Dr inż. Marcin Kot UCZELNIA: Akademia Górniczo-Hutnicza Im. Stanisława Staszica
Wpływ metody odlewania stopów aluminium i parametrów anodowania na strukturę i grubość warstwy anodowej 1
 Wpływ metody odlewania stopów aluminium i parametrów anodowania na strukturę i grubość warstwy anodowej 1 L. A. Dobrzański*, K. Labisz*, J. Konieczny**, J. Duszczyk*** * Zakład Technologii Procesów Materiałowych
Wpływ metody odlewania stopów aluminium i parametrów anodowania na strukturę i grubość warstwy anodowej 1 L. A. Dobrzański*, K. Labisz*, J. Konieczny**, J. Duszczyk*** * Zakład Technologii Procesów Materiałowych
Radek N.,* Szalapko J.** *Politechnika Świętokrzyska, Kielce, Polska **Khmelnitckij Uniwersytet Narodowy, Khmelnitckij, Ukraina
 76 Radek N.,* Szalapko J.** *Politechnika Świętokrzyska, Kielce, Polska **Khmelnitckij Uniwersytet Narodowy, Khmelnitckij, Ukraina WŁASNOŚCI TRIBOLOGICZNE POWŁOK MOLIBDENOWYCH NANOSZONYCH ELEKTROISKROWO
76 Radek N.,* Szalapko J.** *Politechnika Świętokrzyska, Kielce, Polska **Khmelnitckij Uniwersytet Narodowy, Khmelnitckij, Ukraina WŁASNOŚCI TRIBOLOGICZNE POWŁOK MOLIBDENOWYCH NANOSZONYCH ELEKTROISKROWO
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
IV Ogólnopolska Konferencja Naukowo-Techniczna Problematyka funkcjonowania i rozwoju branży metalowej w Polsce
 IV Ogólnopolska Konferencja Naukowo-Techniczna Problematyka funkcjonowania i rozwoju branży metalowej w Polsce Jedlnia Letnisko 28 30 czerwca 2017 Właściwości spieków otrzymanych techniką prasowania na
IV Ogólnopolska Konferencja Naukowo-Techniczna Problematyka funkcjonowania i rozwoju branży metalowej w Polsce Jedlnia Letnisko 28 30 czerwca 2017 Właściwości spieków otrzymanych techniką prasowania na
PL B1. MEDGAL SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Białystok, PL POLITECHNIKA ŁÓDZKA, Łódź, PL
 PL 223008 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223008 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398452 (22) Data zgłoszenia: 15.03.2012 (51) Int.Cl.
PL 223008 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223008 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398452 (22) Data zgłoszenia: 15.03.2012 (51) Int.Cl.
(12) OPIS PATENTOWY (19) PL (11) 185228
 OPIS PATENTOWY (19) PL (11) 185228") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
iglidur M250 Solidny i wytrzymały
 Solidny i wytrzymały Asortyment Samosmarujące łożyska ślizgowe wykonane z są definiowane przez ich odporność na uderzenia, tłumienie drgań i odporność na zużycie. Są doskonałe w zastosowaniach, gdzie konieczne
Solidny i wytrzymały Asortyment Samosmarujące łożyska ślizgowe wykonane z są definiowane przez ich odporność na uderzenia, tłumienie drgań i odporność na zużycie. Są doskonałe w zastosowaniach, gdzie konieczne
Przekładnie ślimakowe / Henryk Grzegorz Sabiniak. Warszawa, cop Spis treści
 Przekładnie ślimakowe / Henryk Grzegorz Sabiniak. Warszawa, cop. 2016 Spis treści Przedmowa XI 1. Podział przekładni ślimakowych 1 I. MODELOWANIE I OBLICZANIE ROZKŁADU OBCIĄŻENIA W ZAZĘBIENIACH ŚLIMAKOWYCH
Przekładnie ślimakowe / Henryk Grzegorz Sabiniak. Warszawa, cop. 2016 Spis treści Przedmowa XI 1. Podział przekładni ślimakowych 1 I. MODELOWANIE I OBLICZANIE ROZKŁADU OBCIĄŻENIA W ZAZĘBIENIACH ŚLIMAKOWYCH
Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu.
 i technologii wytwarzania wyrobu.") STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia