NOŻE KOMBAJNOWE STYCZNO-OBROTOWE JEDNOSTOPNIOWE W WYKONANIU STANDARDOWYM
|
|
|
- Agata Kozieł
- 7 lat temu
- Przeglądów:
Transkrypt





1 KATALOG PRODUKTÓW 2013

 G - kształt części roboczej Przykładowe wymiary noży kombajnowych styczno-obrotowych jednostopniowych w wykonaniu standardowym Lp.")
![a [mm] b [mm] d [mm] e [mm] Z/G Numer katalogowy 1 18 48 144 PR/G1 4CX-2148144 2 18 48 165 ZH/G4 4CX-252448165 3 18 48 169 PR/G4 4CX-2448169 4 18 53 144 PR/G1 4CX-2153144 5 18 53 144 PR/G3](/docs-images/62/46951824/images/2-2.jpg "4CX-2353144 6 48 140 PS/G1 4CX-234148140 7 48 144 PR/G5 4CX-4548144 8 65 139 PS/G4 4CX-234465139 9 35 55 175 PC/G4 4CX-314455175 10 35 55 195 PC/G4 4CX-314455195 11 38 58 147 PR/G7")

2 NOŻE KOMBAJNOWE STYCZNO-OBROTOWE JEDNOSTOPNIOWE W WYKONANIU STANDARDOWYM Przykładowe kształty części roboczej Narzędzia urabiające G1 G2 G3 G4 G5 G6 G7 G8 Przykładowe wymiary oraz kształty stosowanych wkładek z węglików spiekanych Wymiary wkładek węglikowych a [mm] w [mm] 15±0, ±0, ±0,5 31 ±0, ±0, S1 S2 S3 PC PS PR ZH PC - pierścień cierny PR - pierścień rozprężny PS - pierścień segera ZH - zawleczka hert a - średnica wkładki z węglika spiekanego b - średnica części chwytowej noża d - średnica kołnierza noża e - długość całkowita noża Z - rodzaj zabezpieczenia (PC, PR, PS, ZH) G - kształt części roboczej Przykładowe wymiary noży kombajnowych styczno-obrotowych jednostopniowych w wykonaniu standardowym Lp. a [mm] b [mm] d [mm] e [mm] Z/G Numer katalogowy PR/G1 4CX ZH/G4 4CX PR/G4 4CX PR/G1 4CX PR/G3 4CX PS/G1 4CX PR/G5 4CX PS/G4 4CX PC/G4 4CX PC/G4 4CX PR/G7 4CX PR/G4 4CX PR/G2 4CX PR/G1 4CX PC/G4 4CX PR/G2 4CX PR/G2 4CX Klucz oznaczeń noży kombajnowych styczno-obrotowych jednostopniowych standardowych: CX-a/b/d/e/Z Wymiary części chwytowych noży kombajnowych styczno-obrotowych jednostopniowych PC PR PS ZH 2 ZAKŁAD WYROBÓW METALOWYCH
3 NOŻE KOMBAJNOWE STYCZNO-OBROTOWE JEDNOSTOPNIOWE W WYKONANIU WZMOCNIONYM Narzędzia urabiające Przykładowe kształty części roboczej G1 G2 G3 G4 G5 G6 G7 G8 Przykładowe wymiary oraz kształty stosowanych wkładek z węglików spiekanych Wymiary wkładek węglikowych a [mm] w [mm] 15±0, ±0, ±0,5 31 ±0, ±0, S1 S2 S3 Przykładowe wymiary noży kombajnowych styczno-obrotowych jednostopniowych w wykonaniu wzmocnionym PC PR PS ZH PC - pierścień cierny PR - pierścień rozprężny PS - pierścień segera ZH - zawleczka hert a - średnica wkładki z węglika spiekanego b - średnica części chwytowej noża d - średnica kołnierza noża e - długość całkowita noża Z - rodzaj zabezpieczenia (PC, PR, PS, ZH) G - kształt części roboczej W - oznaczenie wzmocnionej części roboczej Lp. a [mm] b [mm] d [mm] e [mm] Z/G Numer katalogowy PR/G1 4CX-B ZH/G4 4CX-B PR/G4 4CX-B PR/G1 4CX-B PR/G3 4CX-B PS/G1 4CX-B PR/G5 4CX-B PS/G4 4CX-B PC/G4 4CX-C PC/G4 4CX-C PR/G7 4CX-D PR/G4 4CX-D PR/G2 4CX-D PR/G1 4CX-B PC/G4 4CX-C PR/G2 4CX-D PR/G2 4CX-D Klucz oznaczeń noży kombajnowych styczno-obrotowych jednostopniowych wzmocnionym: CX-a/b/d/e/Z/W Wymiary części chwytowych noży kombajnowych styczno-obrotowych jednostopniowych PC PR PS ZH 33

 G - kształt części roboczej Przykładowe wymiary noży kombajnowych styczno-obrotowych dwustopniowych w wykonaniu standardowym Lp.")
4 NOŻE KOMBAJNOWE STYCZNO-OBROTOWE DWUSTOPNIOWE W WYKONANIU STANDARDOWYM Przykładowe kształty części roboczej Narzędzia urabiające G1 G2 G3 G4 G5 G6 G7 G8 Przykładowe wymiary oraz kształty stosowanych wkładek z węglików spiekanych Wymiary wkładek węglikowych a [mm] w [mm] 15±0, ±0, ±0,5 31 ±0, ±0, S1 S2 S3 PC PS PR ZH PC - pierścień cierny PR - pierścień rozprężny PS - pierścień segera ZH - zawleczka hert a - średnica wkładki z węglika spiekanego b - średnica części chwytowej noża d - średnica kołnierza noża e - długość całkowita noża Z - rodzaj zabezpieczenia (PC, PR, PS, ZH) G - kształt części roboczej Przykładowe wymiary noży kombajnowych styczno-obrotowych dwustopniowych w wykonaniu standardowym Lp. a [mm] b [mm] c [mm] d [mm] e [mm] Z/G Numer katalogowy PS/G3 4CX ,6 PS/G3 4CX ZH/G4 4CX PS/G1 4CX PS/G4 4CX PS/G1 4CX PS/G4 4CX ZH/G1 4CX PS/G4 4CX PS/G4 4CX ZH/G4 4CX PS/G4 4CX PS/G1 4CX PS/G4 4CX Klucz oznaczeń noży kombajnowych styczno-obrotowych dwustopniowych standardowych: CX-a/b/c/d/e/Z Wymiary części chwytowych noży kombajnowych styczno-obrotowych dwustopniowych PC PR PS ZH 4 4 ZAKŁAD WYROBÓW METALOWYCH

5 NOŻE KOMBAJNOWE STYCZNO-OBROTOWE DWUSTOPNIOWE W WYKONANIU WZMOCNIONYM Narzędzia urabiające Przykładowe kształty części roboczej G1 G2 G3 G4 G5 G6 G7 G8 Przykładowe wymiary oraz kształty stosowanych wkładek z węglików spiekanych Wymiary wkładek węglikowych PC PR PS ZH PC - pierścień cierny PR - pierścień rozprężny PS - pierścień segera ZH - zawleczka hert a - średnica wkładki z węglika spiekanego b - średnica części chwytowej noża d - średnica kołnierza noża e - długość całkowita noża Z - rodzaj zabezpieczenia (PC, PR, PS, ZH) G - kształt części roboczej W - oznaczenie wzmocnionej części roboczej a [mm] w [mm] 15±0, ±0, ±0,5 31 ±0, ±0, S1 S2 S3 Przykładowe wymiary noży kombajnowych styczno-obrotowych dwustopniowych w wykonaniu wzmocnionym Lp. a [mm] b [mm] c [mm] d [mm] e [mm] Z/G Numer katalogowy PS/G3 4CX-E ,6 PS/G3 4CX-E ZH/G4 4CX-E PS/G1 4CX-E PS/G4 4CX-E PS/G1 4CX-E PS/G4 4CX-E ZH/G1 4CX-E PS/G4 4CX-E PS/G4 4CX-E ZH/G4 4CX-E PS/G4 4CX-E PS/G1 4CX-E PS/G4 4CX-E Klucz oznaczeń noży kombajnowych styczno-obrotowych dwustopniowych wzmocnionych: CX-a/b/c/d/e/Z/W Wymiary części chwytowych noży kombajnowych styczno-obrotowych dwustopniowych PC PR PS ZH 55


6 NOŻE KOMBAJNOWE STYCZNO-OBROTOWE SPECJALNE W WYKONANIU STANDARDOWYM Przykładowe kształty części roboczej Narzędzia urabiające G1 G2 G3 G4 G5 G6 G7 G8 Przykładowe wymiary oraz kształty stosowanych wkładek z węglików spiekanych Wymiary wkładek węglikowych a [mm] w [mm] 15±0, ±0, ±0,5 31 ±0, ±0, S1 S2 S3 Przykładowe wymiary noży kombajnowych styczno-obrotowych specjalnych w wykonaniu standardowym Lp. a [mm] b [mm] c [mm] d [mm] e [mm] Z/G Numer katalogowy PC PS PR ZH PC - pierścień cierny PR - pierścień rozprężny PS - pierścień segera ZH - zawleczka hert ZH/G4 4CX ZH/G4 4CX ZH/G4 4CX ZH/G4 4CX ZH/G4 4CX ZH/G4 4CX a - b - c - d - Klucz oznaczeń noży kombajnowych styczno-obrotowych specjalnych standardowych: CX-a/b/c/d/e/Z średnica wkładki z węglika spiekanego średnica części chwytowej noża - I stopień średnica części chwytowej noża - II stopień średnica kołnierza noża e - długość całkowita noża Z - rodzaj zabezpieczenia (PC, PR, PS, ZH) G - kształt części roboczej Wymiary części chwytowych noży kombajnowych styczno-obrotowych specjalnych PC PR PS ZH 6 6 ZAKŁAD WYROBÓW METALOWYCH

7 NOŻE KOMBAJNOWE STYCZNO-OBROTOWE SPECJALNE W WYKONANIU WZMOCNIONYM Przykładowe kształty części roboczej Narzędzia urabiające G1 G2 G3 G4 G5 G6 G7 G8 Przykładowe wymiary oraz kształty stosowanych wkładek z węglików spiekanych Wymiary wkładek węglikowych a [mm] w [mm] 15±0, ±0, ±0,5 31 ±0, ±0, S1 S2 S3 Przykładowe wymiary noży kombajnowych styczno-obrotowych specjalnych w wykonaniu wzmocnionym Lp. a [mm] b [mm] c [mm] d [mm] e [mm] Z/G Numer katalogowy PC PS PR ZH PC - pierścień cierny PR - pierścień rozprężny PS - pierścień segera ZH - zawleczka hert ZH/G4 4CX-F ZH/G4 4CX-F ZH/G4 4CX-F ZH/G4 4CX-F ZH/G4 4CX-F ZH/G4 4CX-F Klucz oznaczeń noży kombajnowych styczno-obrotowych specjalnych wzmacnianych: CX-a/b/c/d/e/Z/W LEGENDA DA: a - średnica wkładki z węglika spiekanego b - średnica części chwytowej noża - I s c - średnica części chwytowej noża - II s d - średnica kołnierza noża e - długość całkowita noża Z - rodzaj zabezpieczenia (PC, PR, PS, ZH) G - kształt części roboczej W - oznaczenie wzmocnionej części roboczej topień topień Wymiary części chwytowych noży kombajnowych styczno-obrotowych specjalnych PC PR PS ZH 7 7

![Lp. a [mm] c [mm] d [mm] e [mm] Z Numer katalogowy 1 45 77 117 PS 5CX-111277117 2 45 77 137 PS 5CX-111277137 3 50 82 113 PS 5CX-121382113 4 35 50 90 134 PS 5CX-1390134 5 35 50 90 154 PS](/docs-images/62/46951824/images/8-1.jpg "5CX-1390154 6 38 50 90 134 PS 5CX-123390134 Klucz oznaczeń tulei nożowych jednostopniowych z dwoma stopniami wewnętrznymi: TN-CX-a/b/c/d/e/Z Przykładowy wymiar tulei nożowej jednostopniowej z")

8 TULEJE NOŻOWE JEDNOSTOPNIOWE Przykładowy kształt tulei nożowej jednostopniowej z jednym stopniem wewnętrznym. Przykładowy kształt tulei nożowej jednostopniowej z dwoma stopniami wewnętrznymi. Tuleje nożowe Klucz oznaczeń tulei nożowych jednostopniowych z jednym stopniem wewnętrznym: TN-CX-a/c/d/e/Z Przykładowe wymiary tulei nożowych jednostopniowych z jednym stopniem wewnętrznym. Lp. a [mm] c [mm] d [mm] e [mm] Z Numer katalogowy PS 5CX PS 5CX PS 5CX PS 5CX PS 5CX PS 5CX Klucz oznaczeń tulei nożowych jednostopniowych z dwoma stopniami wewnętrznymi: TN-CX-a/b/c/d/e/Z Przykładowy wymiar tulei nożowej jednostopniowej z dwoma stopniami wewnętrznymi. Lp. a [mm] b [mm] c [mm] d [mm] e [mm] Z Numer katalogowy PS 5CX a - średnica wewnętrzna tulei - I stopień b - średnica wewnętrzna tulei - II stopień c - średnica części chwytowej tulei d - średnica kołnierza tulei e - długość całkowita tulei Z - rodzaj zabezpieczenia Akcesoria: ACX ACX ZAKŁAD WYROBÓW METALOWYCH


![a [mm] c [mm] d [mm] e [mm] Z Numer katalogowy 1 45 70 105 PS 5CX-211170105 2 45 72 135 PS 5CX-211172135 Klucz oznaczeń tulei](/docs-images/62/46951824/images/9-3.jpg "nożowych dwustopniowych z dwoma stopniami wewnętrznymi: TN-CX-a/b/c/d/e/Z Przykładowy wymiar tulei nożowej dwustopniowej z dwoma")

9 TULEJE NOŻOWE DWUSTOPNIOWE Przykładowy kształt tulei nożowej dwustopniowej z jednym stopniem wewnętrznym. Przykładowy kształt tulei nożowej dwustopniowej z dwoma stopniami wewnętrznymi. Tuleje nożowe Klucz oznaczeń tulei nożowych dwustopniowych z jednym stopniem wewnętrznym: TN-CX-a/c/d/e/Z Przykładowe wymiary tulei nożowych dwustopniowych z jednym stopniem wewnętrznym. Lp. a [mm] c [mm] d [mm] e [mm] Z Numer katalogowy PS 5CX PS 5CX Klucz oznaczeń tulei nożowych dwustopniowych z dwoma stopniami wewnętrznymi: TN-CX-a/b/c/d/e/Z Przykładowy wymiar tulei nożowej dwustopniowej z dwoma stopniami wewnętrznymi. Lp. a [mm] b [mm] c [mm] d [mm] e [mm] Z Numer katalogowy PS 5CX a - b - c - d - e - Z - średnica wewnętrzna tulei - I stopień równa średnicy części chwytowej tulei - I stopień średnica wewnętrzna tulei - II stopień średnica części chwytowej tulei średnica kołnierza tulei długość całkowita tulei rodzaj zabezpieczenia Akcesoria: ACX

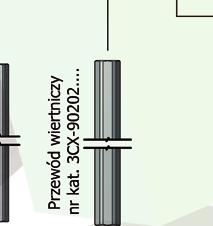
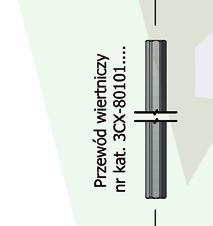



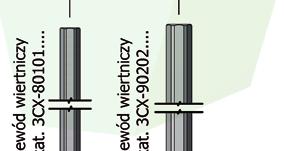
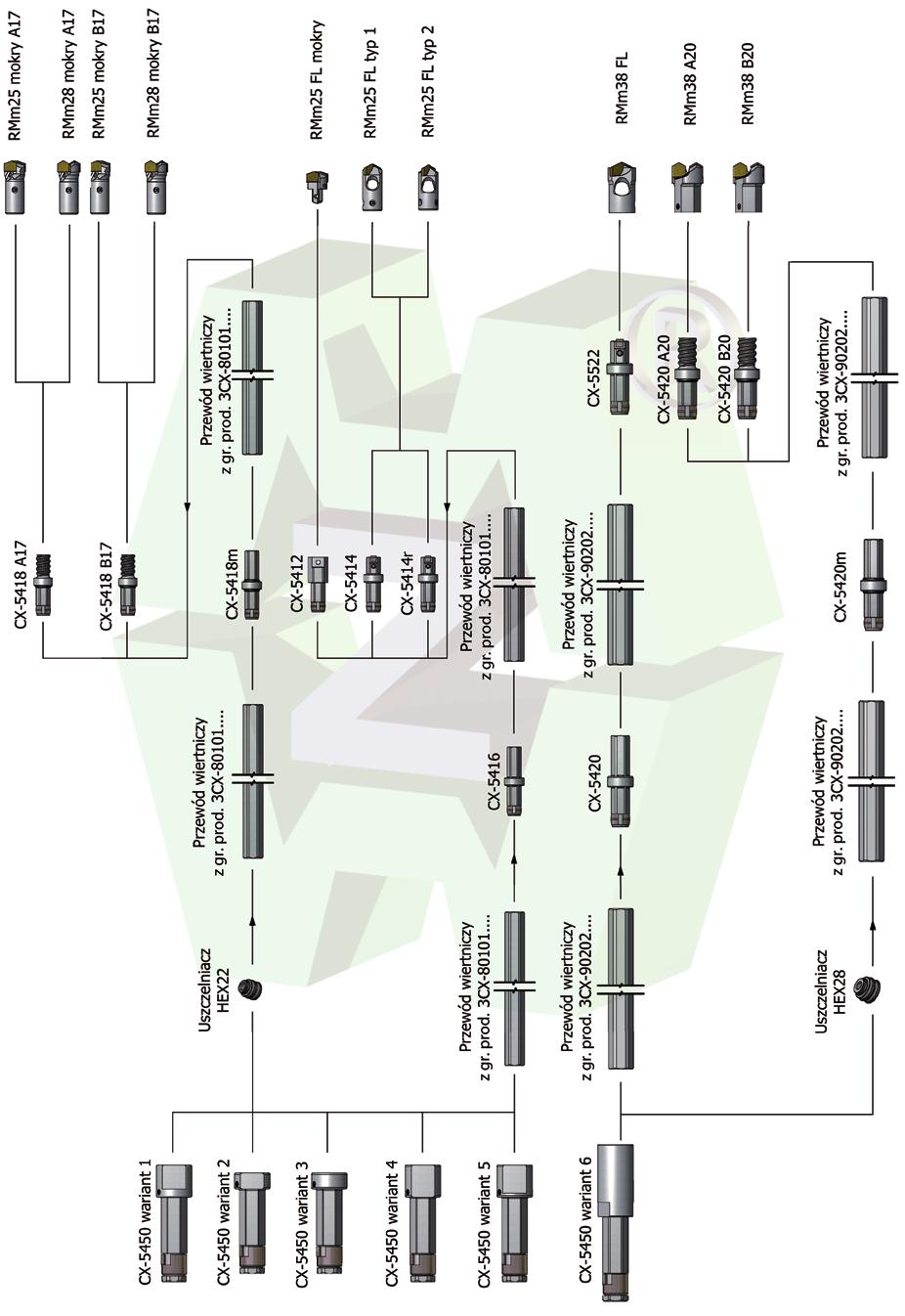
10 SCHEMAT MONTAŻU SYSTEMÓW WIERTNICZYCH ZAKŁAD WYROBÓW METALOWYCH








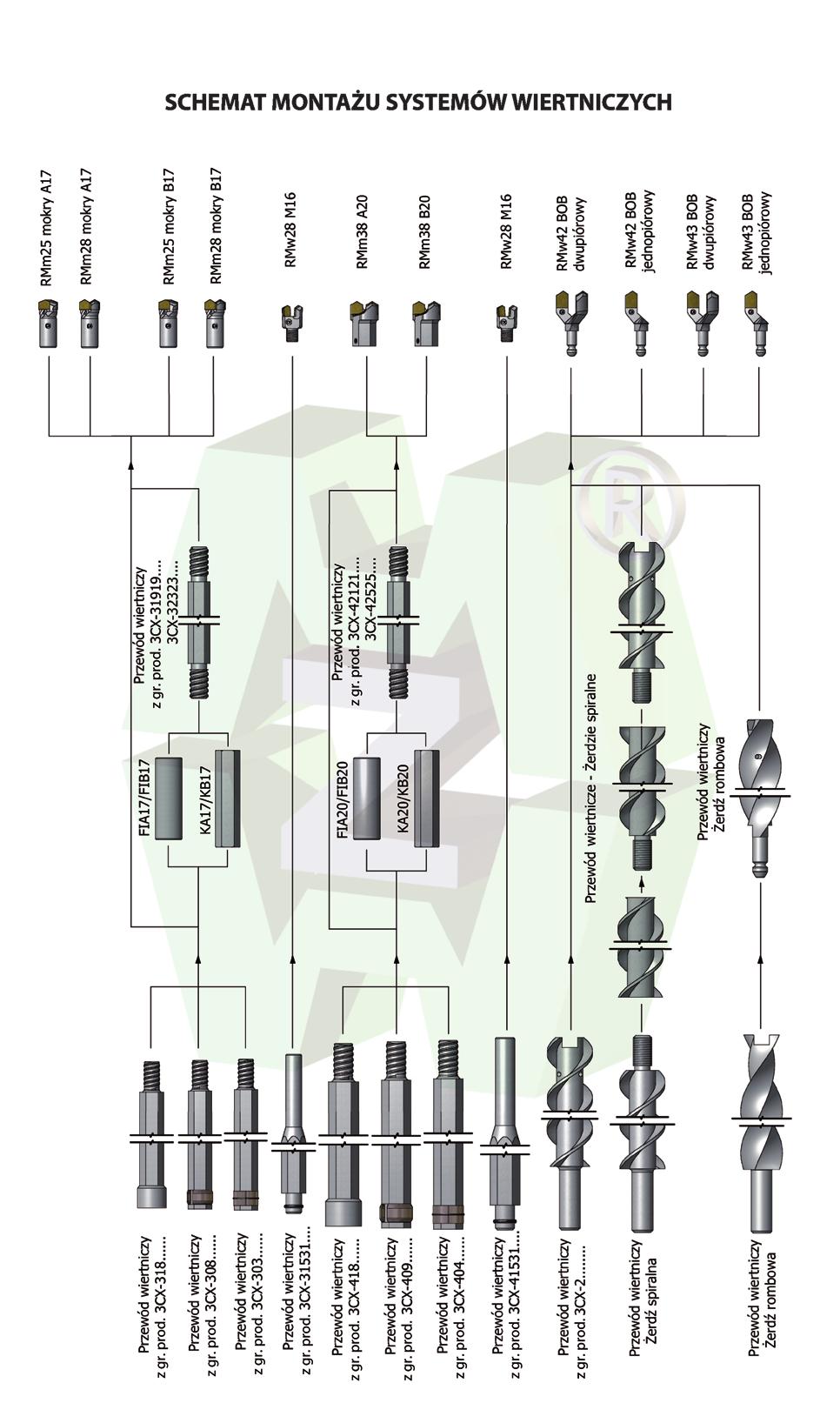
11 SCHEMAT MONTAŻU SYSTEMÓW WIERTNICZYCH 11 11


12 RACZKI WIERTNICZE - wiercenie z odsysaniem zwiercin NARZĘDZIE WARIANTY miękkich 1CX twardych i bardzo twardych 1CX Narzędzia wiertnicze o dużych właściwościach ściernych miękkich 1CX CX twardych i bardzo twardych 1CX o dużych właściwościach ściernych 1CX Raczek - RMm25 FL - mokry miękkich 1CX twardych i bardzo twardych 1CX Raczek - RMm38 FL o dużych właściwościach ściernych 1CX twardych i bardzo twardych 1CX ZAKŁAD WYROBÓW METALOWYCH







13 RACZKI WIERTNICZE - wiercenie z przepłuczką wodną Raczek RMm25 mokry A17 NARZĘDZIE WARIANTY miękkich twardych i bardzo twardych 1CX CX Raczek RMm25 mokry B17 o dużych właściwościach ściernych miękkich 1CX CX twardych i bardzo twardych o dużych właściwościach ściernych 1CX CX Narzędzia wiertnicze Raczek RMm28 A17 twardych i bardzo twardych 1CX o dużych właściwościach ściernych 1CX Raczek RMm28 B17 twardych i bardzo twardych 1CX o dużych właściwościach ściernych 1CX Raczek RMm38 A20 miękkich twardych i bardzo twardych 1CX CX Raczek RMm38 B20 o dużych właściwościach ściernych miękkich twardych i bardzo twardych 1CX CX CX o dużych właściwościach ściernych 1CX



14 RACZKI WIERTNICZE - wiercenie na sucho Raczek RMw28 M16 NARZĘDZIE WARIANTY twardych i bardzo twardych 1CX o dużych właściwościach ściernych 1CX Raczek RMw42 BOB - jednopiórowy Narzędzia wiertnicze o dużych właściwościach ściernych 1CX Raczek RMw42 BOB - dwupiórowy o dużych właściwościach ściernych 1CX Raczek RMw43 BOB - jednopiórowy o dużych właściwościach ściernych 1CX Raczek RMw43 BOB - dwupiórowy o dużych właściwościach ściernych 1CX ZAKŁAD WYROBÓW METALOWYCH









15 KORONKI WIERTNICZE - wiercenie udarowe z przepłuczką wody NARZĘDZIE ŚREDNICA D (mm) Koronka - jednodłutowa - mocowanie stożek CX CX CX CX CX CX CX CX CX CX Narzędzia wiertnicze 42 1CX CX CX Koronka - jednodłutowa - mocowanie stożek CX CX CX CX CX CX CX CX CX CX CX CX CX

![Typ a [mm] b [mm] d [mm] e [mm] 1 5414 6kt16 6kt16 24](/docs-images/62/46951824/images/16-1.jpg "68 2CX-131105414 2 5414r 6kt16 6kt16 68 2CX-131115414")





16 ŁĄCZNIKI - mocowanie kształtowe Główne wymiary i numery katalogowe Lp. Typ a [mm] b [mm] d [mm] e [mm] kt16 6kt CX r 6kt16 6kt CX kt 6kt CX a - wymiar sześciokąta wchodzącego do żerdzi b - wymiar sześciokąta wchodzącego do raczka d - średnica kołnierza łącznika e - długość całkowita łącznika Łączniki Akcesoria: 6kt16 ACX kt ACX ACX Główne wymiary i numery katalogowe Lp. Typ a [mm] b [mm] c [mm] e [mm] kt16 6kt CX a - wymiar sześciokąta wchodzącego do żerdzi b - wymiar sześciokąta wchodzącego do raczka c - długość sześciokąta wchodzącego do raczka e - długość całkowita łącznika Akcesoria: ACX ZAKŁAD WYROBÓW METALOWYCH

![Typ a [mm] b [mm] d [mm] e [mm] 1 5416 6kt16 6kt16 24 85 2CX-132105416 2 5420](/docs-images/62/46951824/images/17-6.jpg "6kt 6kt 31 1 2CX-132105420 a - wymiar sześciokąta wchodzącego do żerdzi d -")

![[mm] b [mm] d [mm] e [mm] 1 5418 m 6kt16 6kt16 24 85 2CX-1105418 2 5420 m 6kt](/docs-images/62/46951824/images/17-8.jpg "6kt 31 1 2CX-1115420 a - wymiar sześciokąta wchodzącego do żerdzi b - wymiar")

17 ŁĄCZNIKI - mocowanie kształtowe Akcesoria: 6kt16 ACX Główne wymiary i numery katalogowe Lp. Typ a [mm] b [mm] d [mm] e [mm] kt16 6kt CX kt 6kt CX a - wymiar sześciokąta wchodzącego do żerdzi d - średnica kołnierza łącznika b - wymiar sześciokąta wchodzącego do raczka e - długość całkowita łącznika 6kt ACX Łączniki Główne wymiary i numery katalogowe Lp. Typ a [mm] b [mm] d [mm] e [mm] m 6kt16 6kt CX m 6kt 6kt CX a - wymiar sześciokąta wchodzącego do żerdzi b - wymiar sześciokąta wchodzącego do raczka c - długość sześciokąta wchodzącego do raczka e - długość całkowita łącznika Akcesoria: 6kt16 ACX kt16 ACX kt ACX kt ACX

![Typ a [mm] Gwint d [mm] lg [mm] e [mm] Łączniki a -](/docs-images/62/46951824/images/18-1.jpg "wymiar sześciokąta lg - długość gwintu d - średnica")






18 ŁĄCZNIKI - mocowanie kształtowe-gwintowe Główne wymiary i numery katalogowe Lp. Typ a [mm] Gwint d [mm] lg [mm] e [mm] Łączniki a - wymiar sześciokąta lg - długość gwintu d - średnica kołnierza łącznika e - długość łącznika Gwinty prawe B17 6kt16 B CX B20 6kt B CX A17 6kt16 A CX A20 6kt A CX Gwinty lewe B17L 6kt16 B CX B20L 6kt B CX A17L 6kt16 A CX A20L 6kt A CX Akcesoria: 6kt16 ACX kt16 ACX kt ACX kt ACX Główne wymiary i numery katalogowe Lp. Typ Wariant a [mm] b [mm] e [mm] CX a - długość zafrezowania części walcowej b - długość części walcowej e - długość całkowita łącznika Akcesoria: ACX ACX ZAKŁAD WYROBÓW METALOWYCH




")

19 ŁĄCZNIKI - mocowanie kształtowe-gwintowe Główne wymiary i numery katalogowe Lp. Typ Wariant a [mm] b [mm] e [mm] CX CX CX CX CX Łączniki Wariant 1 Wariant 2 Wariant 3 Wariant 4 (mokry) Wariant 5 a - długość zafrezowania części walcowej e - długość całkowita łącznika b - długość części walcowej Akcesoria: ACX ACX

![Typ G1/G2 d [mm] lg [mm] e [mm] Gwinty prawe 1 FIA17 A17/A17 24 32 100 2CX-1200161 2 FIA20 A20/A20 28 32 100 2CX-1200171 3 FIB17 B17/B17 24 32](/docs-images/62/46951824/images/20-1.jpg "100 2CX-1200041 4 FIB20 B20/B20 28 32 100 2CX-1200051 5 FIB34 B34/B34 42 59 140 2CX-00061 6 FIB38 B38/B38 48 61,5 145 2CX-00071 7 FIB41 B41/B41")



20 ŁĄCZNIKI - mocowanie gwintowe (obustronne) Łączniki G1 / G2 - gwint 1 / gwint 2 d - średnica zewnętrzna łącznika lg - długość gwintu G 1 i G 2 e - długość całkowita łącznika Przykładowe wymiary i numery katalogowe Lp. Typ G1/G2 d [mm] lg [mm] e [mm] Gwinty prawe 1 FIA17 A17/A CX FIA20 A20/A CX FIB17 B17/B CX FIB20 B20/B CX FIB34 B34/B CX FIB38 B38/B , CX FIB41 B41/B , CX FIB47 B47/B , CX FIB51 B51/B , CX FIB52 B52/B CX FIB66 B66/B CX FIR R/R CX FIR25 R25/R CX FIR32 R32/R CX FIR38 R38/R CX Gwinty lewe 16 FIA17 L A17/A CX FIA20 L A20/A CX FIB17 L B17/B CX FIB20 L B20/B CX FIB34 L B34/B CX FIB38 L B38/B , CX FIB41 L B41/B , CX FIB47 L B47/B , CX FIB51 L B51/B , CX FIB52 L B52/B CX FIB66 L B66/B CX FIR L R/R CX FIR25 L R25/R CX FIR32 L R32/R CX-001 FIR38 L R38/R CX ZAKŁAD WYROBÓW METALOWYCH

![sześciokąta lg [mm] - długość gwintu G 1 i G 2 e [mm] - długość całkowita łącznika KA17 A17/A17 2](/docs-images/62/46951824/images/21-3.jpg "KA20 A20/A20 25 100 2CX-1200151 3 KA17/20 A17/A20 25 100 2CX-1200181 4 KB17 B17/B17 100 2CX-1200011")


![Typ G a [mm] 1 SA17 m A17 6kt 2 SA20 m A20 6kt25 e [mm] 150 2CX-1230603 150 2CX-1230604 lg [mm]](/docs-images/62/46951824/images/21-8.jpg "Gwinty prawe G - gwint a - wymiar sześciokąta lg - długość gwintu G e - długość całkowita łącznika")

21 ŁĄCZNIKI - mocowanie gwintowe (obustronne) Przykładowe wymiary i numery katalogowe Lp. Typ G1/G2 a [mm] lg [mm] e [mm] 100 2CX G1 / G2 - gwint 1 / gwint 2 a [mm] - wymiar sześciokąta lg [mm] - długość gwintu G 1 i G 2 e [mm] - długość całkowita łącznika KA17 A17/A17 2 KA20 A20/A CX KA17/20 A17/A CX KB17 B17/B CX KB20 B20/B CX KB17/20 B17/B CX Gwinty lewe 7 KA17 L A17/A CX KA20 L A20/A CX KA17/20 L A17/A CX KB17 L B17/B CX KB20 L B20/B CX KB17/20 L B17/B CX Łączniki Gwinty prawe Przykładowe wymiary i numery katalogowe Lp. Typ G a [mm] 1 SA17 m A17 6kt 2 SA20 m A20 6kt25 e [mm] 150 2CX CX lg [mm] Gwinty prawe G - gwint a - wymiar sześciokąta lg - długość gwintu G e - długość całkowita łącznika 3 SB17 m B17 6kt 150 2CX SB20 m B20 6kt CX Gwinty lewe Akcesoria: ACX SA17 m L A17 6kt 150 2CX SA20 m L A20 6kt CX SB17 m L B17 6kt 150 2CX SB20 m L B20 6kt CX


![Gwint lg [mm] a [mm] d [mm] e [mm] 1 A17 33 1920 3CX-8191920 2 A17L 33 2060 3CX-8202060 3 A20 25 33 00 3CX-4092100 4 A20L 25 33 2060 3CX-4092060 5 B17 33](/docs-images/62/46951824/images/22-9.jpg "2060 3CX-8232060 6 B17L 33 1920 3CX-8241920 7 B20 25 33 2060 3CX-409252060 8 B20L 25 33 00 3CX-4092600 lg - długość gwintu a - wymiar sześciokąta d -")
22 PRZEWODY WIERTNICZE - wiercenie obrotowe Przykładowe wymiary i numery katalogowe Lp. Gwint lg [mm] a [mm] d [mm] e [mm] 1 A CX A17L CX A CX A20L CX B CX B17L CX B CX B20L CX lg - długość gwintu a - wymiar sześciokąta d - średnica oporowa e - długość całkowita żerdzi Przewody wiertnicze Przykładowe wymiary i numery katalogowe Lp. Gwint lg [mm] a [mm] d [mm] e [mm] 1 A CX A17L CX A CX A20L CX B CX B17L CX B CX B20L CX lg - długość gwintu a - wymiar sześciokąta d - średnica oporowa e - długość całkowita żerdzi Akcesoria: 6kt ACX kt25 ACX ZAKŁAD WYROBÓW METALOWYCH

![Gwint lg [mm] a [mm] d [mm] e [mm] 1 A17 33 1920 3CX-3191920 2 A17L 33 2060 3CX-3202060](/docs-images/62/46951824/images/23-4.jpg "3 A20 25 33 00 3CX-4042100 4 A20L 25 33 2060 3CX-4042060 5 B17 33 2060 3CX-3232060 6")


![Gwint a [mm] d [mm] ld [mm] e [mm] 1 M16 19 25 2400 3CX-315312400 2 M16L 19 25 00](/docs-images/62/46951824/images/23-13.jpg "3CX-3153200 3 M16 25 19 25 1600 3CX-415311600 4 M16L 25 19 25 00 3CX-4153200 5 1/2'' 19")

23 PRZEWODY WIERTNICZE - wiercenie obrotowe Akcesoria: 6kt L10 ACX kt25 L10 ACX Przykładowe wymiary i numery katalogowe Lp. Gwint lg [mm] a [mm] d [mm] e [mm] 1 A CX A17L CX A CX A20L CX B CX B17L CX B CX B20L CX ld - długość części chwytowej a - wymiar sześciokąta 6kt L25 ACX d - średnica części chwytowej e - długość całkowita żerdzi 6kt25 L25 ACX Przewody wiertnicze Akcesoria: ACX Przykładowe wymiary i numery katalogowe Lp. Gwint a [mm] d [mm] ld [mm] e [mm] 1 M CX M16L CX M CX M16L CX /2'' CX /4'' CX /2'' CX /4'' CX ld - długość części chwytowej a - wymiar sześciokąta d - średnica części chwytowej e - długość całkowita żerdzi 23 23




![Rd16w M16w d [mm] S2/R2 Rd16w e [mm] 1 S SI](/docs-images/62/46951824/images/24-9.jpg "SI 500 3CX-231470500 2 S SI SII R M16 1500")










24 PRZEWODY WIERTNICZE - wiercenie obrotowe Końce żerdzi typu S S1, S2 - SI Typ S - żerdzie spiralne Typ R - żerdzie rombowe S1, S2 - SII S1, S2 - SIII Przewody wiertnicze S1, S2 - SIV S1, S2 - SV Końce żerdzi typu R R1, R2 - RI R1, R2 - RII Lp. Typ S1/R1 Przykładowe wymiary i numery katalogowe S2/R2 d [mm] S1/R1 M16w Rd16w M16w Rd16w M16w d [mm] S2/R2 Rd16w e [mm] 1 S SI SI 500 3CX S SI SII R M CX S SI SIII 12,8mm CX S SI SIV R 18mm CX S SI SV 12,7mm CX S SII SII Rd16 Rd CX S SII SIII M16 12,8mm 500 3CX S SII SIV Rd16 18mm CX S SII SV M16 12,7mm CX S SIII SIII 12,8mm 12,8mm CX S SIII SIV 12,8mm 18mm CX S SIII SV 12,8mm 12,7mm 00 3CX S SIV SV 18mm 12,7mm 500 3CX S SV SV 12,7mm 12,7mm CX R RI RI 12,7mm 12,7mm 500 3CX-A R RI RII 12,7mm 16,6mm CX-A R RI RIII 12,7mm 12,8mm CX-A R RII RII 16,6mm 16,6mm CX-A R RII RIII 16,6mm 12,8mm CX-A R RIII RIII 12,8mm 12,8mm 500 3CX-A R1, R2 - RIII S1/R1 - koniec 1 S2/R2 - koniec 2 d S1/R1 - parametr d końców S1 i R1 d S2/R2 - parametr d końców S2 i R2 e - długość całkowita żerdzi 24 ZAKŁAD WYROBÓW METALOWYCH






25 PRZEWODY WIERTNICZE - wiercenie obrotowe a - wymiar sześciokąta zewnętrznego b - wymiar sześciokąta wewnętrznego e - długość całkowita żerdzi Przykładowe wymiary i numery katalogowe Lp. a [mm] b [mm] e [mm] CX CX CX CX CX CX CX CX PRZEWODY WIERTNICZE - wiercenie obrotowe i udarowe Przewody wiertnicze a - wymiar sześciokąta b - średnica otworu e - długość całkowita żerdzi Przykładowe wymiary i numery katalogowe Lp. a [mm] b [mm] Gwint 1 Gwint 2 e [mm] 1 6 A17 A CX A20 A CX B17 B CX B20 B CX M16 M CX Rd16 Rd CX Rd20 Rd CX R R CX B17 B CX A20 A CX B20 B CX Rd20 Rd CX R25 R CX R32 R CX

![a [mm] d [mm] α e [mm] 1 15,9 4 46' 1600 3CX-362161600 2 19,1 4 46' 2400 3CX-362172400 3 16 7 2400 3CX-362582400 4 18 7](/docs-images/62/46951824/images/26-5.jpg "3200 3CX-362593200 5 20,1 7 3200 3CX-362603200 6 20,1 7 7' 4000 3CX-362614000 7 25 15,9 4 46' 1600 3CX-462161600 8 25")

![[mm] 1 R 15,9 4 46' 1600 3CX-337161600 2 R 19,1 4 46' 2400 3CX-337172400 3 R 16 7 2400 3CX-337582400 4 R 18 7 3200](/docs-images/62/46951824/images/26-7.jpg "3CX-337593200 5 R 20,1 7 3200 3CX-337603200 6 R 20,1 7 7' 4000 3CX-337614000 7 25 R25 15,9 4 46' 1600 3CX-439161600 8 25")

26 PRZEWODY WIERTNICZE - wiercenie udarowe Przewody wiertnicze a - wymiar sześciokąta d - średnica wierzchołkowa stożka α - kąt stożka e - długość całkowita żerdzi Przykładowe wymiary i numery katalogowe Lp. a [mm] d [mm] α e [mm] 1 15,9 4 46' CX ,1 4 46' CX CX CX , CX ,1 7 7' CX ,9 4 46' CX ,1 4 46' CX CX CX , CX ,1 7 7' CX a - wymiar sześciokąta d - średnica wierzchołkowa stożka α - kąt stożka e - długość całkowita żerdzi Przykładowe wymiary i numery katalogowe Lp. a [mm] Gwint d [mm] α e [mm] 1 R 15,9 4 46' CX R 19,1 4 46' CX R CX R CX R 20, CX R 20,1 7 7' CX R25 15,9 4 46' CX R25 19,1 4 46' CX R CX R CX R25 20, CX R25 20,1 7 7' CX ZAKŁAD WYROBÓW METALOWYCH



27 PRZEWODY WIERTNICZE - wiercenie obrotowe/udarowe Typ 0 - żerdzie okrągłe Typ 0 - żerdzie okrągłe Przewody wiertnicze Ø - średnica zewnętrzna żerdzi 01 - koniec koniec 2 G01 - parametr G końca 01 G02 - parametr G końca 02 d - średnica otworu wewnętrznego b - rozmiar klucza e - długość całkowita żerdzi Przykładowe wymiary i numery katalogowe Lp Ø[mm] G01 G02 d[mm] b[mm] c[mm] 1 SI SI M16 B CX-B SI SII Rd16 M16w CX-B SII SII B17w M16w CX-B SI SI M20 B CX-B SI SII B20 B17w CX-B SII SII B17w B17w CX-B SI SI CR32L CR32L CX-C SI SII CR32L B20w CX-C SII SII M16w B17w CX-C SI SI Rd16 M CX-C SI SII B17 M16w CX-C SII SII M20w B20w CX-C SI SI B20 B CX-C SI SII B17 B17w CX-C SII SII B20w B17w CX-C SI SI R32L R32L CX-C SI SII R32 R25w CX-C SII SII R25Lw R25Lw CX-C SI SI R R CX-C SI SII R32 B20w CX-C Przewody wiertnicze 27 27

28 NARZĘDZIA DO LEŚNICTWA- Narzędzia do urabiania podłoża leśnego Ząb M18x2-2 zęby-standard Przykładowe wymiary i numery katalogowe Narzędzia Wymiary Numer katalogowy 45x50x105 8CX Ząb M18x2-2 zęby-wzmocniony lewy 45x50x105 8CX Ząb M18x2-2 zęby-wzmocniony prawy 45x50x105 8CX Ząb M18x2-2 zęby-wzmocniony Narzędzia do leśnictwa 45x50x105 8CX Ząb M24-3 zęby 45x55x115 8CX Ząb M24-2 zęby 45x50x112 8CX ZAKŁAD WYROBÓW METALOWYCH

![[mm] Główne wymiary](/docs-images/62/46951824/images/29-4.jpg "i numery katalogowe")

![Długość [mm] Numer](/docs-images/62/46951824/images/29-7.jpg "katalogowy 105 65")







29 KORONKI ŚWIDROWE Średnica robocza [mm] Główne wymiary i numery katalogowe Średnica pilota [mm] Mocowanie Długość [mm] Numer katalogowy Gwint 2 3/8" API 215 7CX Akcesoria: ACX ACX Koronki świdrowe Średnica robocza [mm] Główne wymiary i numery katalogowe Średnica pilota [mm] Mocowanie Długość [mm] Numer katalogowy Gwint 2 3/8 WP 245 7CX Akcesoria: ACX ACX

![[mm] Główne wymiary](/docs-images/62/46951824/images/30-4.jpg "i numery katalogowe")
![Średnica pilota [mm]](/docs-images/62/46951824/images/30-5.jpg "Mocowanie Długość")
![[mm] Numer](/docs-images/62/46951824/images/30-7.jpg "katalogowy 143 65")





30 KORONKI ŚWIDROWE Średnica robocza [mm] Główne wymiary i numery katalogowe Średnica pilota [mm] Mocowanie Długość [mm] Numer katalogowy Gwint 2 3/8 API 215 7CX Akcesoria: ACX ACX Koronki świdrow Średnica robocza [mm] Główne wymiary i numery katalogowe Średnica pilota [mm] Mocowanie Długość [mm] Numer katalogowy Gwint 3 1/2 WP 0 7CX Akcesoria: ACX ACX ZAKŁAD WYROBÓW METALOWYCH
![KORONKI ŚWIDROWE Średnica robocza [mm]](/docs-images/62/46951824/images/31-2.jpg "Główne wymiary i numery katalogowe")
![Średnica pilota [mm] Mocowanie Długość](/docs-images/62/46951824/images/31-6.jpg "[mm] Numer katalogowy 216 65 Gwint 3")

31 KORONKI ŚWIDROWE Średnica robocza [mm] Główne wymiary i numery katalogowe Średnica pilota [mm] Mocowanie Długość [mm] Numer katalogowy Gwint 3 1/2 WP 0 7CX Akcesoria: ACX ACX Koronki świdrowe 31
 H20 (K20) 6CX-211102516 6CX-1102516 ISO7L 25x16L Obróbka stali i staliwa S10 (P10) S20 (P20) S (P) 6CX-1112516 6CX-1212516")
 H20 (K20) 6CX-211202516 6CX-1202516 Lutowane noże tokarskie ISO7P 25x16L Obróbka stali i staliwa")
 S20 (P20) S (P) 6CX-1111030 6CX-1211030 6CX-1311030 Obróbka różnorodna H10 (K10) H20 (K20) 6CX-2111030 6CX-11030 32 ZAKŁAD")
32 LUTOWANE NOŻE TOKARSKIE NARZĘDZIE GATUNKI ISO7L 25x16 Obróbka stali i staliwa S10 (P10) S20 (P20) S (P) 6CX CX CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX ISO7L 25x16L Obróbka stali i staliwa S10 (P10) S20 (P20) S (P) 6CX CX CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX ISO7P 25x16 Obróbka stali i staliwa S10 (P10) S20 (P20) S (P) 6CX CX CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX Lutowane noże tokarskie ISO7P 25x16L Obróbka stali i staliwa Obróbka różnorodna S10 (P10) S20 (P20) S (P) H10 (K10) H20 (K20) 6CX CX CX CX CX ISO7L 32x20 Obróbka stali i staliwa S10 (P10) S20 (P20) S (P) 6CX CX CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX ZAKŁAD WYROBÓW METALOWYCH
 6CX-1112030 Obróbka stali i staliwa S20 (P20) 6CX-1212030 S (P) 6CX-1312030 Obróbka różnorodna H10 (K10) H20 (K20) 6CX-2112030 6CX-12030 ISO7L 32x20L S10 (P10) 6CX-1114030 Obróbka")
33 LUTOWANE NOŻE TOKARSKIE ISO7P 32x20L NARZĘDZIA GATUNKI S10 (P10) 6CX Obróbka stali i staliwa S20 (P20) 6CX S (P) 6CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX-130 ISO7P 32x20 S10 (P10) 6CX Obróbka stali i staliwa S20 (P20) 6CX S (P) 6CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX ISO7L 32x20L S10 (P10) 6CX Obróbka stali i staliwa S20 (P20) 6CX S (P) 6CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX ISO7L 32x20KL S10 (P10) 6CX Obróbka stali i staliwa S20 (P20) 6CX S (P) 6CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX tokarskie ISO7L 32x20KL S10 (P10) 6CX Obróbka stali i staliwa S20 (P20) 6CX S (P) 6CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX
34 NARZĘDZIA GATUNKI ISO7L 32x20DL ` S10 (P10) 6CX Obróbka stali i staliwa S20 (P20) 6CX S (P) 6CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX ISO7L 32x20DL S10 (P10) 6CX Obróbka stali i staliwa S20 (P20) 6CX S (P) 6CX Obróbka różnorodna H10 (K10) H20 (K20) 6CX CX Przeznaczenie poszczególnych gatunków węglików spiekanych S10 (P10) Stal, staliwo. Toczenie, wytaczanie, frezowanie i toczenie kopiowe, średniodokładne idokładne, duże szybkości skrawania przy dużej sztywności układu obrabiarka - przedmiot - narzędzie;skrawanie przerywane przy zastosowaniu ujemnych kątów natarcia. Obróbka stali i staliwa S20 (P20) Stal, staliwo (warunkowo żeliwo ciągliwe). Toczenie, wytaczanie, frezowanie i toczenie kopiowe, zgrubne,średniodokładne, średnie szybkości skrawania przy średniej sztywności układu obrabiarka - przedmiot - narzędzie;skrawanie ciągłe i przerywane. tokarskie S (P) Stal, staliwo z zanieczyszczeniami. Toczenie, struganie, dłutowanie zgrubne i śre-dniodokładne, wytaczanie, małe szybkości skrawania przy małej sztywności układu obrabiarka - przedmiot - narzędzie. Obróbka różnorodna H10 (K10) Żeliwo o twardości ok. 400HB, żeliwo z miejscowymi utwardzeniami, żeliwo ciągliwe, stal austenityczna, stopy aluminiowe i aluminiowo-krzemowe, porcelana, kamień, papier prasowany, guma twarda,szkło. Toczenie, frezowanie, wiercenie, rozwiercanie i skrobanie. H20 (K20) Żeliwo o twardości ok. 0HB, miedź i jej stopy, stopy lekkie, masy plastyczne, drewno. Toczenie, frezowanie,struganie, pogłębianie i rozwiercanie. 34 ZAKŁAD WYROBÓW METALOWYCH







35 AKCESORIA Pierścień rozprężny PR Pierścień rozprężny PR Pierścień rozprężny PR Pierścień cierny PC NARZĘDZIE PARAMETRY Zabezpieczenie trzonka φ17 mm d = 15 mm D = 18 mm L = 10 mm Zabezpieczenie trzonka φ19 mm d = 18 mm D = 21 mm L = 13 mm Zabezpieczenie trzonka φ19 mm d = 17 mm D = mm L = 15 mm Zabezpieczenie trzonka φ21 mm d = 20 mm D = 27 mm L = 15 mm Zabezpieczenie trzonka φ mm d = 27 mm D = 33 mm L = 15 mm Zabezpieczenie trzonka φ38 mm d = 35 mm D = 42 mm L = 15 mm ACX ACX ACX ACX ACX ACX Zabezpieczenie trzonka φ mm d = 28 mm D = 31,5 mm L = 25 mm ACX Akcesoria Pierścień cierny PC Zabezpieczenie trzonka φ35 mm d = 32 mm D = 35,5 mm L = 25 mm Zabezpieczenie trzonka φ40 mm d = 33,6 mm D = 40,2 mm L = mm ACX ACX




36 AKCESORIA Pierścień cierny PC L10 i PC25 L10 Pierścień cierny PC L25 i PC25 L25 Pierścień cierny 6kt i 6kt25 Zatrzask FL NARZĘDZIE PARAMETRY Zabezpieczenie dla 6kt d = 19 mm D = 31 mm L = 10 mm Zabezpieczenie dla 6kt25 d = 23 mm D = 31 mm L = 10 mm Zabezpieczenie dla 6kt d = 19 mm D = 31 mm L = 25 mm Zabezpieczenie dla 6kt25 d = 23 mm D = 31 mm L = 25 mm Zabezpieczenie dla 6kt d = 20 mm D = 33 mm L = 26 mm Zabezpieczenie dla 6kt25 d = 25,5 mm D = 33 mm L = 24 mm ACX ACX ACX ACX ACX ACX Akcesoria Zabezpieczenie raczków do wiercenia metodą odsysania zwiercin ACX Zawleczka Hert ZH Zabezpieczenie trzonka φ mm ACX ZAKŁAD WYROBÓW METALOWYCH


37 AKCESORIA Uszczelnienie typu Oring Uszczelniacz HEX i HEX28 NARZĘDZIE PARAMETRY D = 13 mm d = 2,4 mm D = 13 mm d = 2,5 mm D = 14 mm d = 2,4 mm D = 16 mm d = 4 mm D = 17 mm d = 3 mm D = 18,5 mm d = 2,8 mm D = 18 mm d = 2,4 mm D = 18 mm d = 2,5 mm D = 23,3 mm d = 2,4 mm D = 23,5 mm d = 2,3 mm Uszczelniacz żerdzi HEX ACX ACX ACX ACX ACX ACX ACX ACX ACX ACX ACX Uszczelniacz żerdzi HEX28 ACX Pierścień segera Zabezpieczenie trzonka φ mm ACX Zabezpieczenie trzonka φ45 mm Zabezpieczenie trzonka φ50 mm ACX ACX Akcesoria 37




38 AKCESORIA NARZĘDZIE Nóż obrotowy do koronki świdrowej typ 1 PARAMETRY Nóż obrotowy do koronki świdrowej φ105 mm ACX Nóż obrotowy do koronki świdrowej typ 2 Nóż obrotowy do koronki świdrowej φ115 mm, φ143 mm, φ160 mm, φ216 mm ACX Pilot do koronek świdrowych Pilot do koronki świdrowej φ105 mm, φ115mm, φ143 mm, φ160 mm, φ216 mm ACX Akcesoria 38 ZAKŁAD WYROBÓW METALOWYCH

39 GÓRNICTWO ODKRYWKOWE Narzędzia do zbrojenia czerpaków koparek czerpakowych stosowane w górnictwie odkrywkowym muszą charakteryzować się odpowiednią konstrukcją, unikatowymi właściwościami mechanicznymi oraz dużą odpornością na ścieranie a w dodatku muszą być wykonane z materiałów łatwo spawalnych. Taka specyfika narzędzia stawia przed konstruktorami ogromne wyzwanie. Nasze doświadczenie, wiedza oraz zaangażowanie, poparte testami eksploatacyjnymi na kopalniach zaowocowało wdrożeniem do produkcji innowacyjnego na skalę światową typu narzędzia, zastrzeżonego w instytucjach patentowych wielu krajów. 39
40 Jastrzębie Zdrój, ul. Pszczyńska 420 tel , fax
Schemat obróbki nożami tokarskimi. Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost. ISO 2 NNZc-d 4972 302 2102. Nóż wygięty ISO 243 ISO 514.
 Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
NOŻE OBROTOWE SEM-NO
 KARTA KATALOGOWA NOŻE OBROTOWE SEM-NO SPIS TREŚCI 1. NOŻE GÓRNICZE SEM-NOG...2 1.1. KARTA KATALOGOWA... 2 1.2. PROCES TECHNOLOGICZNY I KONTROLA JAKOŚCI... 5 1.3. DANE MATERIAŁOWE... 6 1.4. ŚWIADECTWA JAKOŚCI
KARTA KATALOGOWA NOŻE OBROTOWE SEM-NO SPIS TREŚCI 1. NOŻE GÓRNICZE SEM-NOG...2 1.1. KARTA KATALOGOWA... 2 1.2. PROCES TECHNOLOGICZNY I KONTROLA JAKOŚCI... 5 1.3. DANE MATERIAŁOWE... 6 1.4. ŚWIADECTWA JAKOŚCI
Narzędzia z połączeniami stożkowymi do wierceń udarowych
 Narzędzia z połączeniami stożkowymi do wierceń udarowych i żerdzie ze stożkiem - narzędzia ze stożkiem 4 0 46 - narzędzia ze stożkiem - narzędzia ze stożkiem 7 1 Sposób tworzenia numeru katalogowego ze
Narzędzia z połączeniami stożkowymi do wierceń udarowych i żerdzie ze stożkiem - narzędzia ze stożkiem 4 0 46 - narzędzia ze stożkiem - narzędzia ze stożkiem 7 1 Sposób tworzenia numeru katalogowego ze
7 Płytki do toczenia gwintów 7 8
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
Narzędzia do wierceń skalnych
 Narzędzia do wierceń skalnych 2 Spis treści Produkt Stan: 20130405 Strona Raczek z uchwytem kulistym Raczki z chwytem czterobocznym 13mm- krótkim Raczki z chwytem czterobocznym 13mm- długim Raczki z gwintem
Narzędzia do wierceń skalnych 2 Spis treści Produkt Stan: 20130405 Strona Raczek z uchwytem kulistym Raczki z chwytem czterobocznym 13mm- krótkim Raczki z chwytem czterobocznym 13mm- długim Raczki z gwintem
12105 Wykonanie DIN 335, kąt wierzchołkowy Wykonanie DIN 347, kąt wierzchołkowy 120. mm mm mm mm
 Inklusive 1215-1217 Pogłębiacze stożkowe - Wieloostrzowe - Prawotnące - Chwyt cylindryczny (Kształt A) Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak:
Inklusive 1215-1217 Pogłębiacze stożkowe - Wieloostrzowe - Prawotnące - Chwyt cylindryczny (Kształt A) Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak:
12101 Wykonanie DIN 334, kąt wierzchołkowy Wykonanie DIN 335, kąt wierzchołkowy Wykonanie DIN 347, kąt wierzchołkowy 120.
 2-27 Wieloostrzowy, prawotnący, uchwyt cylindryczny (kształt A). Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak: stal, żeliwo, metale kolorowe i lekkie
2-27 Wieloostrzowy, prawotnący, uchwyt cylindryczny (kształt A). Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak: stal, żeliwo, metale kolorowe i lekkie
8. Noże, części zamienne
 8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
NARZĘDZIA WIERTNICZE
 NARZĘZIA WIERTNICZE KATAOG Wiertła monolityczne do wierceń udarowych 6 kt 19 x 108 6 kt 22 x 108 6 kt x 108 6 kt 22 x 108 podtaczane 6 kt x 159 z gwintem 1 Wiertła monolityczne do wierceń udarowych Sposób
NARZĘZIA WIERTNICZE KATAOG Wiertła monolityczne do wierceń udarowych 6 kt 19 x 108 6 kt 22 x 108 6 kt x 108 6 kt 22 x 108 podtaczane 6 kt x 159 z gwintem 1 Wiertła monolityczne do wierceń udarowych Sposób
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
EcoCut ProfileMaster nowa generacja
 New Nowe Styczeń 2017 produkty dla techników obróbki skrawaniem ProfileMaster nowa generacja Udoskonalony, by być jeszcze lepszym! TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Józefa Marcika
New Nowe Styczeń 2017 produkty dla techników obróbki skrawaniem ProfileMaster nowa generacja Udoskonalony, by być jeszcze lepszym! TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Józefa Marcika
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Wiertła modułowe. System wierteł modułowych KenTIP. Zastosowanie podstawowe
 System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
DANE KONTAKTOWE: ul. Pszczyńska Jastrzębie-Zdrój tel fax
 SIEDZIBA FIRMY Zakład Wyrobów Metalowych CARBONEX jest polskim producentem i dostawcą górniczych narzędzi urabiających od 1994 roku. Nasz asortyment skierowany jest głównie do kopalń węgla kamiennego,
SIEDZIBA FIRMY Zakład Wyrobów Metalowych CARBONEX jest polskim producentem i dostawcą górniczych narzędzi urabiających od 1994 roku. Nasz asortyment skierowany jest głównie do kopalń węgla kamiennego,
Ikony. Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe. Aluminium i inne materiały nieżelazne. Stale hartowane i żeliwa utwardzone
 Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Wiertła do metalu Wiertła SPiralNe HSS-tiN do ekstremalnych obciążeń w przemyśle i rzemiośle met iertła al u Polecane do obróbki: Kasety z wiertłami
 SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
1 Wiertła HSS. 2 Wiertła VHM. 3 Wiertła z płytkami wymiennymi. 4 Rozwiertaki i pogłębiacze. 5 Gwintowniki HSS. 7 Płytki do toczenia gwintów 7
 1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
WIERTŁA STOPNIOWE. profiline
 WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
Dla gwintów o bardzo dużych skokach METRYCZNY. Profesionalne rozwiazania do toczenia i frezowania gwintów
 Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy
Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy
Nr sprawy: WP-M Załącznik nr 2 FORMULARZ CENOWY. Osoba prowadząca postępowanie ze strony Wykonawcy. Nazwisko:
 KHW S.A Nr sprawy: WP-M-70-0423-206 Załącznik nr 2 Miejscowość: Data.. FORMULARZ CENOWY Pełna nazwa Wykonawcy: Siedziba Wykonawcy (adres): Województwo, powiat: NIP: REGON: Nr fax: - - - Osoba prowadząca
KHW S.A Nr sprawy: WP-M-70-0423-206 Załącznik nr 2 Miejscowość: Data.. FORMULARZ CENOWY Pełna nazwa Wykonawcy: Siedziba Wykonawcy (adres): Województwo, powiat: NIP: REGON: Nr fax: - - - Osoba prowadząca
Obróbka skrawaniem OBRÓBKA SKRAWANIEM
 OBRÓBKA SKRAWANIEM 1/4 1/35 Wiertło od strony 1/5 od strony 1/6 od strony 1/10 1/37 1/51 Pogłębiacz od strony 1/38 od strony 1/39 od strony 1/39 1/52 1/53 Rozwiertaki od strony 1/52 od strony 1/52 od strony
OBRÓBKA SKRAWANIEM 1/4 1/35 Wiertło od strony 1/5 od strony 1/6 od strony 1/10 1/37 1/51 Pogłębiacz od strony 1/38 od strony 1/39 od strony 1/39 1/52 1/53 Rozwiertaki od strony 1/52 od strony 1/52 od strony
ProGroove. Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove. Właściwości i zalety: WWW.WIDIA.COM
 Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Materiał ostrza. Głębokość wiercenia. 3 x D Węglik monolit. Węglik. monolit. 5 x D Węglik monolit. monolit. 7 x D Węglik monolit.
 Wiertła orma Typ Ilustracja narzędzia Głębokość wiercenia Zakres średnic [mm] r art. Wiertła RATIO z kanałkami chłodzącymi RT 100 37 K U 3 x D 3,00-20,00 5510 155 18 RT 100 37 K U 3 x D HE 3,00-20,00 5610
Wiertła orma Typ Ilustracja narzędzia Głębokość wiercenia Zakres średnic [mm] r art. Wiertła RATIO z kanałkami chłodzącymi RT 100 37 K U 3 x D 3,00-20,00 5510 155 18 RT 100 37 K U 3 x D HE 3,00-20,00 5610
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV
 P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Mocowania 9.2. Informacje podstawowe
 9. Mocowania Informacje podstawowe Mocowania System mocowania wykonywany w formie oprawek zaciskowych, trzpieni walcowych, tulei hydro oraz tulei specjalnych. Mocowania przeznaczone do precyzyjnego ustalenia
9. Mocowania Informacje podstawowe Mocowania System mocowania wykonywany w formie oprawek zaciskowych, trzpieni walcowych, tulei hydro oraz tulei specjalnych. Mocowania przeznaczone do precyzyjnego ustalenia
Dla gwintów o bardzo dużych skokach
 Dla gwintów o bardzo dużych skokach METRYCZNY Dla gwintów o bardzo dużych skokach - do 24mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy Duty VKX-submikronowy najbardziej wytrzymały gatunek węglika
Dla gwintów o bardzo dużych skokach METRYCZNY Dla gwintów o bardzo dużych skokach - do 24mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy Duty VKX-submikronowy najbardziej wytrzymały gatunek węglika
ul. Dziewosłęby 14/1, 04-403 Warszawa Tel: 22 673 55 48, Fax: 22 398 77 78 stmech@stmech.pl www.stmech.pl
 ul. Dziewosłęby 14/1, 04-403 Warszawa Tel: 22 673 55 48, Fax: 22 398 77 78 stmech@stmech.pl www.stmech.pl ISO/TS 16949-2002 RoHS Stosowane w instalacjach hydraulicznych wodnych i na olej hydrauliczny,
ul. Dziewosłęby 14/1, 04-403 Warszawa Tel: 22 673 55 48, Fax: 22 398 77 78 stmech@stmech.pl www.stmech.pl ISO/TS 16949-2002 RoHS Stosowane w instalacjach hydraulicznych wodnych i na olej hydrauliczny,
Frez trzpieniowy z węglików spiekanych (frez kształtowy) DIN 8032/8033. Uzębienie 5 (według DIN F)
 DIN 8032/8033. Uzębienie 5 (według DIN F)") Frezy trzpieniowe ze stopów twardych Frez trzpieniowy z węglików spiekanych (frez kształtowy) DIN 802/80 Zalecane zastosowania: Stosować możliwie szybkie prędkości skrawania. Przestrzegać naszych zaleceń
Frezy trzpieniowe ze stopów twardych Frez trzpieniowy z węglików spiekanych (frez kształtowy) DIN 802/80 Zalecane zastosowania: Stosować możliwie szybkie prędkości skrawania. Przestrzegać naszych zaleceń
Narzędzia do obróbki PVC aluminium i stali.
 Narzędzia do obróbki PVC aluminium i stali Z P H F R E Z W I D s p. j u l. P i ł s u d s k i e g o 7 B, 3 2-0 5 0 S k a w i n a Produkujemy narzędzia o983 roku. Frezwid to przede wszystkim różnorodność
Narzędzia do obróbki PVC aluminium i stali Z P H F R E Z W I D s p. j u l. P i ł s u d s k i e g o 7 B, 3 2-0 5 0 S k a w i n a Produkujemy narzędzia o983 roku. Frezwid to przede wszystkim różnorodność
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
NARZĘDZIA SPECJALNE TIZ
 NARZĘDZIA SPECJALNE TIZ SPRAWDŹ ILE MOŻESZ ZYSKAĆ! Kluczowe cechy: Kompletne rozwiązania spełniające wymagania klienta Szybki czas dostawy Wysoko wykfalifikowana kadra techniczna, projektująca idealne
NARZĘDZIA SPECJALNE TIZ SPRAWDŹ ILE MOŻESZ ZYSKAĆ! Kluczowe cechy: Kompletne rozwiązania spełniające wymagania klienta Szybki czas dostawy Wysoko wykfalifikowana kadra techniczna, projektująca idealne
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH KOMBAJNOWYCH NOŻY STYCZNO-OBROTOWYCH
 Postępowanie nr 56/A/DZZ/5 PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH KOMBAJNOWYCH NOŻY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noży styczno-obrotowych
Postępowanie nr 56/A/DZZ/5 PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH KOMBAJNOWYCH NOŻY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noży styczno-obrotowych
SMÓLNIKI OSIECKIE 62-613 OSIEK MAŁY Tel./Fax: 63 262 27 56 E-mail: womet4@wp.pl
 SMÓLNIKI OSIECKIE 62-613 OSIEK MAŁY Tel./Fax: 63 262 27 56 E-mail: womet4@wp.pl Nóż prosty ISO1R/L NNZa-Zb Nóż wygięty ISO2R/L NNZc-Zd Nóż boczny wygięty ISO3R/L NNBc-Bd Nóż szeroki ISO4 NNPd Nóż czołowy
SMÓLNIKI OSIECKIE 62-613 OSIEK MAŁY Tel./Fax: 63 262 27 56 E-mail: womet4@wp.pl Nóż prosty ISO1R/L NNZa-Zb Nóż wygięty ISO2R/L NNZc-Zd Nóż boczny wygięty ISO3R/L NNBc-Bd Nóż szeroki ISO4 NNPd Nóż czołowy
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
FT- Czujniki serii FireTECH. Seria FireTECH Czujniki pomiarowe. esuch 73- Podstawowe parametry techniczne
 73- Seria FireTECH Czujniki pomiarowe Czujniki temperatury serii FireTECH przeznaczone są do pomiaru temperatury powietrza lub gorących powierzchni w piecach do przeprowadzania prób ogniowych. W skład
73- Seria FireTECH Czujniki pomiarowe Czujniki temperatury serii FireTECH przeznaczone są do pomiaru temperatury powietrza lub gorących powierzchni w piecach do przeprowadzania prób ogniowych. W skład
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
Jango-uchwyty 63-800 Gostyń ul. Starogostyńska 6 Tel.: +48+65+572 11 02 fax: +48+65+572 25 83 http://www.jango.pl e-mail: jango@jango.
 Jango-uchwyty 63-800 Gostyń ul. Starogostyńska 6 Tel.: +48+65+572 11 02 fax: +48+65+572 25 83 http://www.jango.pl e-mail: jango@jango.pl JANGO NOWE PRODUKTY ZAWIERA CENNIK 2008-12-01 UCHWYTY WIERTARSKIE
Jango-uchwyty 63-800 Gostyń ul. Starogostyńska 6 Tel.: +48+65+572 11 02 fax: +48+65+572 25 83 http://www.jango.pl e-mail: jango@jango.pl JANGO NOWE PRODUKTY ZAWIERA CENNIK 2008-12-01 UCHWYTY WIERTARSKIE
PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH
 PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH 1500 HV WĘGLIK WOLFRAMU NAJWYŻSZEGO GATUNKU, BARDZO SILNE POŁĄCZENIE GŁÓWKI Z
PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH 1500 HV WĘGLIK WOLFRAMU NAJWYŻSZEGO GATUNKU, BARDZO SILNE POŁĄCZENIE GŁÓWKI Z
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
1 Wiertła HSS 1. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
GRUPA. Śruby z łbem 604 stożkowym z gniazdem sześciokątnym. zaokrąglonym z gniazdem sześciokątnym. Strony wkręty do GRUPA
 grupa Śruby z łbem 600 walcowym z gniazdem sześciokątnym Strona......626 634 GRUPA 602 Śruby dociskowe bez łba GRUPA Śruby z łbem 604 stożkowym z gniazdem sześciokątnym GRUPA 604 Śruby z łbem zaokrąglonym
grupa Śruby z łbem 600 walcowym z gniazdem sześciokątnym Strona......626 634 GRUPA 602 Śruby dociskowe bez łba GRUPA Śruby z łbem 604 stożkowym z gniazdem sześciokątnym GRUPA 604 Śruby z łbem zaokrąglonym
NARZĘDZIA ŚCIERNE ZE SPOIWEM CERAMICZNYM
 NRZĘDZI ŚIERNE ZE SPOIWEM ERMIZNYM P 62-600 Koło, ul. Przemysłowa 10, tel. +48 63/262 63 00, fax. +48 63/262 63 38, e-mail. aaa@andre-kolo.com.pl, www.andre-kolo.com.pl ŚIERNIE YP 1 - płaskie ŚIERNIE YP
NRZĘDZI ŚIERNE ZE SPOIWEM ERMIZNYM P 62-600 Koło, ul. Przemysłowa 10, tel. +48 63/262 63 00, fax. +48 63/262 63 38, e-mail. aaa@andre-kolo.com.pl, www.andre-kolo.com.pl ŚIERNIE YP 1 - płaskie ŚIERNIE YP
Płytki z 6 krawędziami skrawającymi METRYCZNY
 Płytki z krawędziami skrawającymi METRYCZNY Rewolucyjny system Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 2 Płytka dwustronna Ochrona patentowa Cechy systemu : ostrzy skrawających Płytki
Płytki z krawędziami skrawającymi METRYCZNY Rewolucyjny system Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 2 Płytka dwustronna Ochrona patentowa Cechy systemu : ostrzy skrawających Płytki
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
WIERTŁA DO BETONU I PRZECINAKI KOMPETENCJI W PRECYZJI I JAKOSC
 WIERTŁA DO BETONU I PRZECINAKI KOMPETENCJI W PRECYZJI I JAKOSC Wiertło udarowe SDS-plus Dzięki wzmocnionemu rdzeniowi najwyższa trwałość i możliwość przeniesienia maksimum energii z wiertarki udarowej
WIERTŁA DO BETONU I PRZECINAKI KOMPETENCJI W PRECYZJI I JAKOSC Wiertło udarowe SDS-plus Dzięki wzmocnionemu rdzeniowi najwyższa trwałość i możliwość przeniesienia maksimum energii z wiertarki udarowej
ZESTAW PRÓBNIKÓW GRUNTOWYCH RKS ZE ZŁĄCZEM RD32 (EIJKELKAMP) Próbniki rdzeniowe RKS (okienkowe) do poboru prób gruntu. Numer katalogowy: 0419 OPIS
 Próbniki rdzeniowe RKS (okienkowe) do poboru prób gruntu. Numer katalogowy: 0419 OPIS") ZESTAW PRÓBNIKÓW GRUNTOWYCH RKS ZE ZŁĄCZEM RD32 (EIJKELKAMP) Próbniki rdzeniowe RKS (okienkowe) do poboru prób gruntu. Numer katalogowy: 049 OPIS Zestaw próbników udarowych RKS firmy Eijkelkamp Soil &
ZESTAW PRÓBNIKÓW GRUNTOWYCH RKS ZE ZŁĄCZEM RD32 (EIJKELKAMP) Próbniki rdzeniowe RKS (okienkowe) do poboru prób gruntu. Numer katalogowy: 049 OPIS Zestaw próbników udarowych RKS firmy Eijkelkamp Soil &
KATALOG PRODUKTÓW MATCORUND
 KATALOG PRODUKTÓW MATCORUND Ściernice płaskie typ T1 Ściernice ceramiczne płaskie T1 Ściernice o spoiwie ceramicznym typ T1 przeznaczone do precyzyjnego szlifowania materiałów i ostrzenia narzędzi: - szlifowania
KATALOG PRODUKTÓW MATCORUND Ściernice płaskie typ T1 Ściernice ceramiczne płaskie T1 Ściernice o spoiwie ceramicznym typ T1 przeznaczone do precyzyjnego szlifowania materiałów i ostrzenia narzędzi: - szlifowania
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH
 FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
Frezy z węglików spiekanych
 Frezy z węglików spiekanych Zalecenia dla użytkownika: Uzyskanie optymalnych parametrów pracy frezu może wymagać szczegółowego doboru i precyzyjnej regulacji obrotów w zakresach przedstawionych w tabeli.
Frezy z węglików spiekanych Zalecenia dla użytkownika: Uzyskanie optymalnych parametrów pracy frezu może wymagać szczegółowego doboru i precyzyjnej regulacji obrotów w zakresach przedstawionych w tabeli.
Płyta kołnierzowa. Elementy prowadzenia powietrza MGE x180L (2x 90x90) Płyta kołnierzowa Do czołowego uszczelnienia pustych. 4 komór.
 Płyta kołnierzowa Do czołowego uszczelnienia pustych. 4 komór.") 5-2 MGE 13.1 Elementy prowadzenia powietrza (Str. 2 41) Elementy prowadzenia powietrza Profile nośne Rexroth mogą być stosowane jako 19584 L L 2N L 3NVS (Str. 2 40) 009732 L 7,9 cm 2 8,8 cm 2 przewody
5-2 MGE 13.1 Elementy prowadzenia powietrza (Str. 2 41) Elementy prowadzenia powietrza Profile nośne Rexroth mogą być stosowane jako 19584 L L 2N L 3NVS (Str. 2 40) 009732 L 7,9 cm 2 8,8 cm 2 przewody
System WMT. Wszechstronne i dobrze skonstruowane. Oprawki narzędziowe WMT
 System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
KATALOG PRODUKTÓW MATCORUND
 KATALOG PRODUKTÓW MATCORUND v.28/01/19 Ściernice płaskie typ T1 Ściernice ceramiczne płaskie T1 Ściernice o spoiwie ceramicznym typ T1 przeznaczone do precyzyjnego szlifowania materiałów i ostrzenia narzędzi:
KATALOG PRODUKTÓW MATCORUND v.28/01/19 Ściernice płaskie typ T1 Ściernice ceramiczne płaskie T1 Ściernice o spoiwie ceramicznym typ T1 przeznaczone do precyzyjnego szlifowania materiałów i ostrzenia narzędzi:
E 198. Storm Mill - Informacja techniczna. Storm Mill. System oznaczeń. Właściwości. Głowica. Mocowanie płytki. Zalecane parametry obróbki
 - Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
- Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
INFORMACJE TECHNICZNE
 INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
DŁAWICE I PRZEPUSTY KABLOWE
 DŁAWICE I PRZEPUSTY KABLOWE www.oemautomatic.pl www.oemautomatic.pl SPIS TREŚCI Dławice metalowe str. 186 Dlawice metalowe EMC str. 188 Dlawice z tworzywa str. 190 Dlawice z tworzywa z odgiętką str. 192
DŁAWICE I PRZEPUSTY KABLOWE www.oemautomatic.pl www.oemautomatic.pl SPIS TREŚCI Dławice metalowe str. 186 Dlawice metalowe EMC str. 188 Dlawice z tworzywa str. 190 Dlawice z tworzywa z odgiętką str. 192
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego
 Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno
 WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno Dla otworów o różnym kącie pochylenia płaszczyzny Kąt wierzchołkowy 180 pozwala na wiercenie płaskich, nachylonych i zakrzywionych powierzchni MODEL OPIS
WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno Dla otworów o różnym kącie pochylenia płaszczyzny Kąt wierzchołkowy 180 pozwala na wiercenie płaskich, nachylonych i zakrzywionych powierzchni MODEL OPIS
1. Właściwy dobór taśmy
 1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
PASSION OKUCIA DO SZKŁA. linia wzornictwa
 OKUCIA DO SZKŁA linia wzornictwa PASSION 65 ZAWIASA SQUARE DO DRZWI SZKLANYCH GÓRNA I DOLNA Do drzwi szklanych wpuszczanych Montaż góra i dół Niewymagany otwór ale dopuszczalny z montażem przy użyciu śruby
OKUCIA DO SZKŁA linia wzornictwa PASSION 65 ZAWIASA SQUARE DO DRZWI SZKLANYCH GÓRNA I DOLNA Do drzwi szklanych wpuszczanych Montaż góra i dół Niewymagany otwór ale dopuszczalny z montażem przy użyciu śruby
Automaty tokarskie wzdłużne swiss type
 Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
Spółka S&R Industriewerkzeuge GmbH ma siedzibę w Niemczech, Baden-Wurttemberg, miasto Freiburg.
 O spółce Spółka S&R Industriewerkzeuge GmbH ma siedzibę w Niemczech, Baden-Wurttemberg, miasto Freiburg. Działalność spółki Przedsiębiorstwo dynamicznie się rozwija i prowadzi działalność gospodarczą w
O spółce Spółka S&R Industriewerkzeuge GmbH ma siedzibę w Niemczech, Baden-Wurttemberg, miasto Freiburg. Działalność spółki Przedsiębiorstwo dynamicznie się rozwija i prowadzi działalność gospodarczą w
1 Wiertła HSS. 2 Wiertła VHM. 4 Rozwiertaki i pogłębiacze. 5 Narzędzia wytaczarskie. 8 Płytki do toczenia gwintów 8. 9 Narzędzia tokarskie.
 1 Wiertła HSS Wiercenie w pełnym materiale i obróbka otworów 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Narzędzia wytaczarskie 6 Gwintowniki i narzędzia do wygniatania
1 Wiertła HSS Wiercenie w pełnym materiale i obróbka otworów 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Narzędzia wytaczarskie 6 Gwintowniki i narzędzia do wygniatania
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KOMPETENCJI W PRECYZJI I JAKOSC ŁUSZCZENIOWE DO BLACHY WIERTŁA
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Nowości 2011-2012. www.vargus.com
 Nowości 2011-2012 A d v a n c e d T h r e a d i n g S o l u t i o n s www.vargus.com Przemysł naftowy i gazowy Płytki węglikowe do gwintów API okragłych i butttress 14D - To nowo zaprojektowana linia narzedzi
Nowości 2011-2012 A d v a n c e d T h r e a d i n g S o l u t i o n s www.vargus.com Przemysł naftowy i gazowy Płytki węglikowe do gwintów API okragłych i butttress 14D - To nowo zaprojektowana linia narzedzi
uniwersalne trójniki, łączniki, nity, opaski, blaszki, wkręty, śruby, zaślepki, przelotki i inne
 10140 10141 10142 12623 14202 15041 16016 16021 16022 16023 16024 16028 16029 16030 16031 16032 16033 16034 16035 16036 16037 16039 16041 16042 16043 16044 16100 16151 16255 16305 średnica otworu/wkręta
10140 10141 10142 12623 14202 15041 16016 16021 16022 16023 16024 16028 16029 16030 16031 16032 16033 16034 16035 16036 16037 16039 16041 16042 16043 16044 16100 16151 16255 16305 średnica otworu/wkręta
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
OBRÓBKA SKRAWANIEM IDENTYFIKACJA NARZĘDZI SKRAWAJĄCYCH. Ćwiczenie nr 1. opracowanie: Joanna Kossakowska Tomasz Brzeziński
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 1 IDENTYFIKACJA NARZĘDZI SKRAWAJĄCYCH opracowanie: Joanna Kossakowska Tomasz Brzeziński PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwiczenie nr 1 IDENTYFIKACJA NARZĘDZI SKRAWAJĄCYCH opracowanie: Joanna Kossakowska Tomasz Brzeziński PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
FREZARKA PNEUMATYCZNA PROSTA F180C1 EVO
 FREZARKA PNEUMATYCZNA PROSTA F180C1 EVO Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
FREZARKA PNEUMATYCZNA PROSTA F180C1 EVO Techniczna instrukcja obsługi oryginalna Niniejsza instrukcja ważna jest łącznie z OGÓLNĄ INSTRUKCJĄ OBSŁUGI NARZĘDZI PNEUMATYCZNYCH ARCHIMEDES S.A. ul. Robotnicza
Nowe produkty. Rozszerzenie programu. WTX UNI Upgrade. WTX Feed UNI WTX TB. WTX głowiczki wymienne. Film: WTX UNI Upgrade. Film: WTX Feed UNI
 Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
WIERTŁA ŁUSZCZENIOWE DO BLACHY. profiline
 WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Narzędzia precyzyjne i półprzewodnikowe. Producent światowej klasy narzędzi diamentowych i CBN
 Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
OKUCIA. SERIA GP i GT
 Okucia do bezpiecznego montażu i eksploatacji zabudów ze szkła hartowanego o grubości 10 i 12 mm INFORMACJE OGÓLNE Seria okuć GT i GP do montażu systemów ze szkła harowanego grubości 10 i 12 mm Maksymalna
Okucia do bezpiecznego montażu i eksploatacji zabudów ze szkła hartowanego o grubości 10 i 12 mm INFORMACJE OGÓLNE Seria okuć GT i GP do montażu systemów ze szkła harowanego grubości 10 i 12 mm Maksymalna