Wykaz ważniejszych oznaczeń i skrótów
|
|
|
- Eleonora Czajka
- 8 lat temu
- Przeglądów:
Transkrypt
1 Wykaz ważniejszych oznaczeń i skrótów AQAP Allied Quality Assurance Publications Publikacje państw sprzymierzonych w zakresie zapewnienia jakości AQL Acceptance Quality Level Akceptowany poziom jakości c p, c pk Wskaźnik zdolności (wydolności) jakościowej procesu CCP Critical Control Point Krytyczny punkt kontroli CE Conformity European Znak zgodności (europejski) CEN CENELEC CSI DLK DLT Comite Europeen de Normalisation (franc.) Comite Europeen de Normalisation Electrotechnique (franc.) Customer Satisfaction Index Europejski Komitet Normalizacyjny Europejski Komitet Normalizacji Elektrotechnicznej Indeks satysfakcji klienta Dolna linia kontrolna Dolna linia tolerancji
 Customer Satisfaction Index Europejski Komitet Normalizacyjny Europejski Komitet Normalizacji Elektrotechnicznej Indeks satysfakcji klienta Dolna linia kontrolna")
2 DMADV Define-Measure-Analyze- Design-Verify DMAIC Definiuj-mierz-analizujprojektuj-weryfikuj Define-Measure-Analyze- Improve-Control Definiuj-mierz-analizujdoskonal-nadzoruj DOE Design of Experiments Projektowanie eksperymentów DPMO Defects per Million Opportunities Ilość wad (niezgodności) na million możliwych DPU Defects per Unit Ilość wad (niezgodności) na jednostkę EFQM FMEA European Foundation for Quality Management Failure Mode and Effects Analysis Europejska Fundacja Zarządzania Jakością Analiza przyczyn i skutków wad GMP Good Manufacturing Practice Dobra Praktyka Produkcyjna GHP Good Hygienic Practice Dobra Praktyka Higieniczna GLK GLT Górna linia kontrolna Górna linia tolerancji

3 HACCP IEC ISO Hazard Analysis Critical Control Points International Electronical Commission International Standards Organization Analiza punktów krytycznych zagrożeń Międzynarodowa Komisja Elektrotechniczna Międzynarodowa Organizacja Normalizacyjna JIT Just In Time Dokładnie na czas MTBF Mean Time Between Failure Średni czas między uszkodzeniami MTTF Mean Time To Failure Średni czas do uszkodzenia MRT Mean Repair Time Średni czas trwania naprawy MSA Measurement System Analysis Analiza systemów pomiarowych PDCA Plan-Do-Check-Act Planuj-Działaj-Sprawdzaj- Doskonal PCBC PCA PKN Polskie Centrum Badań i Certyfikacji Polskie Centrum Akredytacji Polski Komitet Normalizacyjny

4 QFD SMED Quality Function Deployment Single Minute Exchange of Die Rozwinięcie funkcji jakości Skracanie Czasu Przezbrojenia Maszyn i Urządzeń SPC Statistical Process Control Statystyczne Sterowanie Procesem SZJ TPM Total Productive Maintenance System zarządzania jakością Kompleksowe Zarządzanie Jakością Urządzeń TR Technical Raport Raport Techniczny TS Technical Specifications Specyfikacje techniczne (publikowane przez ISO) TQM Total Quality Management Kompleksowe zarządzanie jakością p R s x Frakcja niezgodności/wadliwości Rozstęp w próbce Odchylenie standardowe obliczone z próbki Średnia obliczona z próbki Średnia Odchylenie standardowe

5 pewien stopień doskonałości JAKOŚĆ... stopień jednorodności i niezawodności wyrobu przy możliwie niskich kosztach i maksymalnym dopasowaniu do wymagań rynku Platon Deming... zgodność z wymaganiami użytkowników Ishikawa... wszystko co można poprawić Masaaki Imai jest tym, czego brak, oznacza straty dla wszystkich zero braków niewidoczna, gdy jest dobra, niemożliwa do niezauważenia, gdy jest zła dostarczenie klientowi tego, czego on dziś potrzebuje, za cenę, którą jest skłonny zapłacić i dostarczenie mu czegoś jeszcze lepszego jutro ogół cech i właściwości wyrobu lub usługi, które decydują o zdolności wyrobu lub usługi do zaspokajania stwierdzonych i przewidywanych potrzeb stopień, w jakim zbiór inherentnych cech spełnia wymagania (naturalny, sam w sobie, jako stała właściwość, nie przypisany) Taguchi Crosby ISO 8402 PN-EN ISO 9000:2006

6 Twórcy jakości Walter A. Shewhart Od niego tak naprawdę wszystko się zaczęło. Zajmował się jakością w Western Electric, a potem w Bell Telephone Laboratories. Był z wykształcenia matematykiem i statystykiem. Jego metoda sterowania jakością spowodowała rewolucję w podejściu do jakości. Od niego uczyli się dzisiejsi mistrzowie - Deming, Juran czy Taguchi. Osiągnięcia Karta kontrolna.

7 William Edwards Deming Był pierwszym amerykańskim specjalistą, który w sposób metodyczny przekazywał japońskim inżynierom i menedżerom wiedzę na temat statystycznej kontroli jakości. Przybył do Japonii w 1947 roku, gdzie jako statystyk miał pomóc władzom okupacyjnym przy dokonywaniu spisu ludności. Od początku lat 50. zaczął prowadzić wykłady dla japońskich inżynierów poświęcone statystycznemu sterowaniu procesami oraz statystycznemu sterowaniu jakością. Po powrocie do USA prowadził firmę konsultingową, jednak jego dokonania nie były szerzej znane. Dopiero w 1980 roku, po wywiadzie dla NBC poświęconym sukcesowi gospodarczemu Japończyków, stał się wielkim odkryciem menedżerów amerykańskich.

8 Osiągnięcia 14 zasad Deminga zasady wprowadzania nowej filozofii jakości do organizacji Koło Deminga cykl ciągłego doskonalenia (PDCA) Plan-Do-Check-Act Nagroda im. Deminga powołana przez Japończyków dla uhonorowania Deminga. Była to pierwsza nagroda projakościowa na świecie i do dziś stanowi wzór dla wielu nagród krajowych i międzynarodowych (Nagroda im. Malcolma Baldridge'a, Europejska Nagroda Jakości, Polska Nagroda Jakości).

9 14 zasad Deminga: 1. Uporczywie i nieustannie dąż do ulepszenia produktów i usług tak, aby były konkurencyjne, utrzymywały przedsiębiorstwo i dawały zatrudnienie. Celem jest ciągłe kroczenie naprzód i dążenie do zachwycenia klienta. 2. Przyjmij nową filozofię odpowiadającą nowej erze gospodarczej. Nie można dalej tolerować dotychczasowych rozmiarów opóźnień, pomyłek i braków. 3. Przestań polegać na pełnej kontroli końcowej, eliminuj ją poprzez stanowienie kontroli międzyoperacyjnej jakości wykonania na pierwszym miejscu. 4. Zrezygnuj z praktyki oceniania transakcji na podstawie ceny zakupu, żądaj natomiast wraz z ceną konkretnych pomiarów. Eliminuj z dostawców tego samego produktu tych, którzy nie stosują metod statystycznych

10 5. Ulepszaj ciągle i na stałe system produkcyjny i usługowy w celu poprawienia jakości, wydajności i ciągłego zmniejszania kosztów. 6. Organizuj szkolenia w pracy. 7. Dobierz kierownictwo i przyjmij system kierowania, który będzie pomagał ludziom (niejasne instrukcje), maszynom i urządzeniom (konieczność konserwacji), aby wykonywały lepszą pracę oraz wprowadzały cechy nowoczesnego nadzoru 8. Stwórz warunki do pracy bez obaw i strachu, aby każdy mógł pracować efektywnie dla firmy. 9. Zburz bariery między poszczególnymi działami.
, aby wykonywały lepszą pracę oraz wprowadzały cechy nowoczesnego nadzoru 8.")
11 10. Eliminuj slogany i nawoływania robotników do zlikwidowania braków oraz do wyższego poziomu wydajności. 11. Eliminuj ilościowe normatywy wykonania na oddziale produkcyjnym, zastąp je właściwie zorganizowanym kierownictwem 12. Usuń bariery, które pozbawiają pracowników ich prawa do dumy z wykonywanej pracy. 13. Ustal żywy i skuteczny program dokształcający związany z pracą i służący także rozwojowi osobistemu. 14. Zapewnij warunki do realizacji powyższych wskazówek

12 Joseph Juran Jakość nie jest dziełem przypadku - musi być zaplanowana! W 1954 roku został zaproszony do wygłoszenia serii wykładów dla japońskich inżynierów. Okazały się one dużym sukcesem. Juran pozostał w Japonii, gdzie popularyzował idee jakości. Jednym z jego pomysłów było prowadzenie audycji radiowych poświęconych jakości. Przyczynił się także do ustanowienia dnia jakości. W 1979 roku powołał Instytut Jurana, który ma na celu popularyzację i rozwijanie jego metod. O ile Deming skupiał się w swoich wskazówkach na sterowaniu, o tyle Juran mówi głównie o planowaniu, jako pierwotnym źródle dobrej jakości produktu. Niektórzy autorzy wskazują, że Juran był pomysłodawcą kół jakości wdrożonych przez Kaoru Ishikawę.

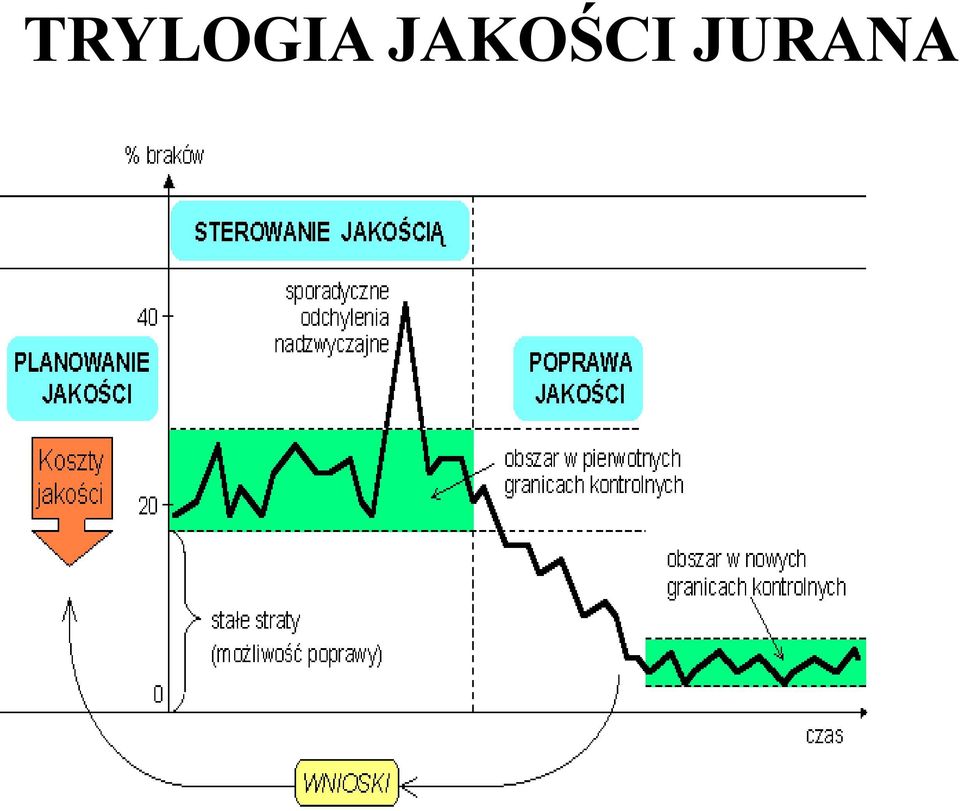
13 Osiągnięcia Trylogia jakości (planowanie, sterowanie i doskonalenie). Jak planować jakość (9 kroków) 10 kroków do TQM


14 TRYLOGIA JAKOŚCI JURANA
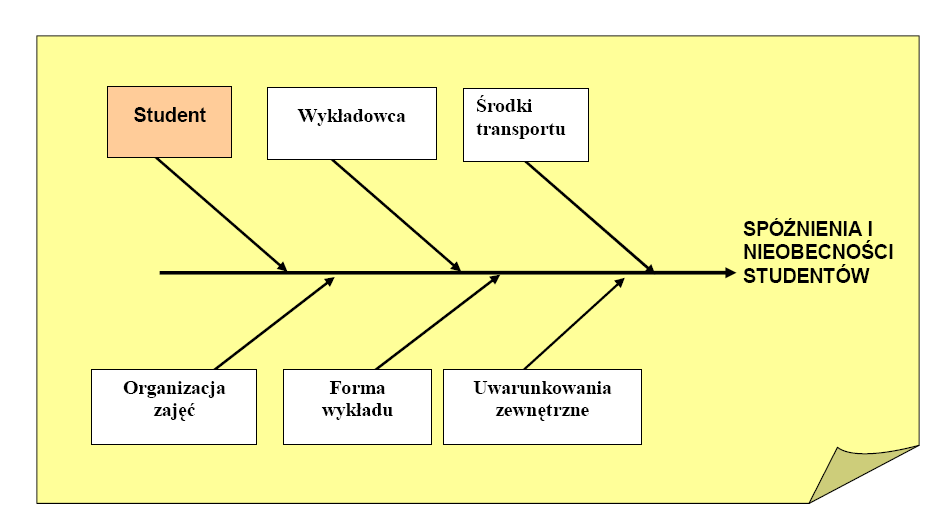
15 Kaoru Ishikawa Jako pierwszy autor, wskazywał na istotne różnice pomiędzy kulturą zachodnią i japońską. Uwzględniał przy tym nie tylko wzorce zachowań społecznych, ale także zachowania i zwyczaje korporacyjne. Osiągnięcia Koła jakości Ishikawa, zachęcany przez J. Jurana wdrożył ideę kół jakości w japońskich przedsiębiorstwach. Metoda ta rozprzestrzeniła się również poza Japonię. Dziś koła jakości są obecne w ponad 50 krajach, a w samej Japonii uczestniczy w nich ponad 20 milionów ludzi Wykres Ishikawy Ishikawa opracował diagram przyczynowo-skutkowy, w którym analiza rozpoczynana jest od stwierdzenia wystąpienia skutku (np. braku, awarii lub innego niepożądanego stanu) i prowadzona w kierunku identyfikacji wszystkich możliwych przyczyn, które go spowodowały.

16 Philip Crosby Pracował nad jakością przez 40 lat, w tym 14 spędził w ITT, która tylko jednego roku dzięki zastosowaniu TQM zaoszczędziła 720 milionów dolarów. Wiedzę zdobył pokonując kolejne stopnie hierarchii zawodowej od inspektora aż do wiceprezesa zarządu Jego najsłynniejsza książka "Quality is free" (Jakość nic nie kosztuje) osiągnęła ponad milionowy nakład.
 osiągnęła")
17 Osiągnięcia Zero defektów Zasada zakładająca, że można dążyć do całkowitego wyeliminowania braków poprzez właściwą organizację procesów, kształcenie personelu, utrzymywanie infrastruktury Zasada zero defektów zastosowana została po raz pierwszy w przemyśle zbrojeniowym, gdzie doskonale się sprawdziła. Później została spopularyzowana w cywilnych gałęziach przemysłu. Dała początek szeregowi metod łączących zasady zarządzania i statystykę. Crosby nie przez wszystkich był postrzegany jako guru jakości. W. E. Deming wielokrotnie negował jego osiągnięcia.

18 Genichi Taguchi Japoński inżynier i statystyk, który wprowadził metody statystyczne do przemysłu w celu poprawy jakości produktów. Osiągnięcia Projektowanie eksperymentów Funkcja strat jakości Metoda, której główna idea polega na takim dopasowaniu procesów produkcyjnych i produktów do tzw. krzywych jakości, aby straty były jak najmniejsze. Sterowanie jakością off-line Takie zaprojektowanie i przygotowanie systemu produkcyjnego, które zapewni niezawodność procesów (projektowanie systemu, parametrów i tolerancji maszyn)

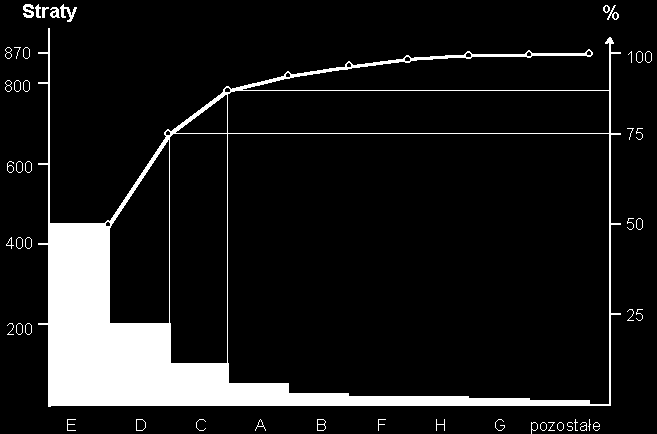
19 Markiz Vilfredo Federico Damaso PARETO Włoski ekonomista i socjolog. Współtwórca lozańskiej szkoły w ekonomii. Wykorzystując dane statystyczne, analizował rozkłady dochodów ludności w wyznaczonych przedziałach. Zauważył, że około 20% ludzi posiada około 80% zasobów. Podobną prawidłowość obserwuje się w innych zjawiskach. 20% przyczyn daje 80% skutków, np. strat, wad 20% wyrobów daje 80% kwoty sprzedaży. 20% przyczyn jest powodem 80% czasu postoju. 20% operacji technologicznych daje 80% kosztów. Osiągnięcia Analiza Pareto (diagram Pareto)

20 ROZWÓJ PODEJŚCIA DO JAKOŚCI 1.Bezpośredni kontakt 2.Ford kontrola jakości 3.Sterowanie jakością 4.Zapewnienie jakości 5.Zarządzanie

21 Kontrola jakości - sprawdzanie, mierzenie lub testowanie jednej lub więcej charakterystyk produktu i odnoszenie wyników do wyspecyfikowanych wymagań w celu potwierdzenia zgodności. Zadanie to wykonywane jest zwykle przez wyspecjalizowany personel i nie wchodzi w zakres obowiązków pracowników produkcyjnych. Produkty niezgodne ze specyfikacjami są odrzucane lub przekazywane do poprawienia Sterowanie jakością - położenie takiego samego nacisku na kontrolę, ale włączenie dodatkowo do systemu pracowników produkcyjnych i stworzenie sprzężeń zwrotnych pomiędzy wynikami kontroli a linią produkcyjną. Na podstawie wyników kontroli proces produkcyjny jest modyfikowany w celu otrzymania produktów zgodnych ze specyfikacjami
22 Zapewnienie jakości - prowadzenie systematycznych i zaplanowanych działań prowadzących do wytwarzania produktów zgodnych ze specyfikacjami. Wykonywanie regularnych inspekcji, przeglądów, auditów i zewnętrznych ocen w celu zapewnienia jakości w sposób ciągły. System zapewnienia jakości jest formalnie opisany i stosowany, a jego skuteczność jest stale monitorowana Zarządzanie przez jakość - zastosowanie procedur zarządzania jakością do wszystkich zagadnień związanych z zarządzaniem, w tym także do ustalania polityki, strategii, struktury organizacyjnej i formowania kultury pracy
23 TQM Podwaliny TQM zostały stworzone na początku lat 40. ubiegłego stulecia. Powstały dzięki współpracy amerykańskich naukowców: W.E. Deminga (TQM jest oparte między innymi na cyklu Deminga - PDCA) i J. Jurana ze Związkiem Japońskich Naukowców i Inżynierów. TQM Sposób zarządzania organizacją skoncentrowany na jakości, oparty na udziale wszystkich członków organizacji i nakierowany na osiągnięcie długotrwałego sukcesu dzięki zadowoleniu klienta oraz korzyściom dla wszystkich członków organizacji i dla społeczeństwa
24 Model TQM
25 Filozofia TQM opiera się na 5 zasadach (pięć ścian piramidy TQM): 1) zaangażowanie kierownictwa (przywództwo) 2) koncentracja na kliencie i pracowniku 3) koncentracja na faktach 4) ciągłe doskonalenie (KAIZEN) 5) powszechne uczestnictwo. Opracowano szereg technik, metod oraz narzędzi, które pozwalają skutecznie stosować zasady TQM w przedsiębiorstwie. Do najbardziej popularnych należą: KAIZEN, KANBAN, JUST IN TIME, QFD, FMEA, 5S, SPC, SIX SIGMA, PARETO, ABC, KARTY KONTROLNE, POKA YOKE
26 Zaangażowanie kierownictwa Zadania kierownictwa: -cele jakości, -polityka jakości, -plan jakości. Zgodnie z czterema stronami piramidy TQM Koncentracja na kliencie i pracowniku W celu uzyskania zadowolenia klienta nie wystarczy poprzestawać na spełnianiu oczekiwań samych klientów. Rozszerzone pojęcie jakości Noriaki Kano -jakość oczekiwana lub konieczna, -jakość proporcjonalna, -jakość wartości dodanej (zaskakująca lub czarująca), -jakość neutralna, -jakość odwrotna. W uzupełnieniu orientacji na zewnętrznych klientów, konieczne jest zwrócenie uwagi na relacje tzw. klientów wewnętrznych i ich dostawców
27 Koncentracja na faktach Ustal gdzie jesteś zanim rozpoczniesz cokolwiek zmieniać Proces jakości zaczyna się od pomiarów. Jeden pomiar jest więcej wart niż dziesięć opinii. Pomiary: -CSI Customer Satisfaction Index (zadowolenie klientów zewnętrznych) -ESI Employee Satisfaction Index (zadowolenie klientów wewnętrznych) -inne pomiary jakości wewnętrznych procesów firmy, zwane zwykle punktami sprawdzania jakości (checkpoint) i punktami kontroli jakości
28 KAIZEN Słowo KAIZEN oznacza nieustanne poprawianie, ulepszanie, doskonalenie. Kaizen jest wywodzącą się z Japonii filozofią zarządzania. Ma ona na celu ciągłe ulepszanie miejsca pracy, procesu pracy i życia codziennego. Kaizen jest ściśle związane z kulturą japońską dlatego ciężko jest określić początki funkcjonowania tej filozofii. W firmach takich jak Toyota, Honda, Sony stosowanie Kaizen jest długoletnia praktyką. Za mistrza i guru tej filozofii uznawany jest japończyk Masaaki Ima, który w 1986 roku wydał książkę pt. Kaizen.
29 Kaizen w przedsiębiorstwie ma za zadanie włączyć całą kadrę w proces doskonalenia. Wszyscy pracownicy mają za zadanie ciągłą analizę procesów, zasad postępowania, sposobów i standardów pracy. Pozwala to na odnalezienie i wyeliminowanie błędów i niedoskonałości w działaniu przedsiębiorstwa. Zadaniem kadry menedżerskiej jest prowadzenie polityki ciągłego doskonalenia organizacji za pomocą małych kroków. To właśnie kadra menedżerska w największym stopniu zajmuje się doskonaleniem. Proces ten jednak przebiega na każdym szczeblu firmy i nawet szeregowi pracownicy w nim uczestniczą (np. poprzez propozycje usprawnienia ich stanowiska pracy, które właśnie oni znają najlepiej). Doskonalenie metodą "małych kroków" powoduje, iż jego rezultaty nie są zauważalne od razu, lecz po upływie pewnego czasu.
30 Tzw. "zachodni" sposób zarządzania uwzględnia dwie funkcje: -utrzymanie status quo - zachowanie obecnego stanu procedur, standardów, zasad postępowania, technologii, -innowacje - działania i inicjatywy kadry zarządzającej, mające przełomowe znaczenie dla funkcjonowania organizacji, jej procesów, technologii i wyposażenia. Do innowacji należy zaliczyć także pozyskanie nowych rynków zbytu, nowych odbiorców, zmianę strategii przedsiębiorstwa. Japoński sposób zarządzania jest bogatszy od "zachodniego" o dodatkową funkcję : -kaizen - małe kroki robione w celu ciągłego, systematycznego doskonalenia organizacji inspirowane przez działania kierownictwa wyższego szczebla, a wdrażane przez niżej postawionych w hierarchii pracowników.
31 Filozofia Kaizen jest nierozerwalnie związana z takimi pojęciami jak: JIT, 5S, TQM, Lean Manufacturing, Toyota Production System.
32
33 Powszechne uczestnictwo W ciągłym doskonaleniu powinni uczestniczyć wszyscy pracownicy. Kierownictwo musi zapewnić takie funkcjonowanie systemu, by każdy pracownik firmy uczestniczył aktywnie w zespole (zespół roboczy, koło jakości). Osiągnięcie powszechnego uczestnictwa wymaga szkolenia i motywacji kierownictwa jak i pracowników na każdym szczeblu organizacji.
34 Cechy tradycyjnego podejścia do zagadnienia jakości odpowiedzialność za jakość jest nałożona na wydzielone komórki organizacyjne zarządzanie jakością jest wyodrębnione jako oddzielna sfera działalności główny nacisk jest kładziony na wykrywanie wad wysmukła struktura organizacyjna wprowadza podział na niezależne wydziały i sekcje o wyodrębnionych zadaniach wszystkie decyzje są podejmowane przez kadrę kierowniczą, a nie przez pracowników operacyjnych płaca, a nie satysfakcja z wykonanej pracy, stanowi główny czynnik motywujący panuje przekonanie, że rynki zbytu są bezpieczne, a jakość odpowiednia Cechy nowoczesnego podejścia opartego na ZPJ zaangażowani są wszyscy pracownicy kontrola jakości, wykrywanie i usuwanie wad są działaniami nieefektywnymi, kosztownymi i oznaczają stratę czasu główny nacisk położony jest na zapobieganie problemom liczba poziomów w strukturach organizacyjnych przedsiębiorstwa jest ograniczona kadra kierownicza inicjuje, wspiera i organizuje działania na rzecz podniesienia jakości zaangażowanie i poczucie współodpowiedzialności dostarczają satysfakcji z pracy i zwiększają motywację zbierana jest obszerna wiedza o oczekiwaniach i wymaganiach klientów
35 Normalizacja Terminologia Normalizacja działalność zmierzająca do uzyskania optymalnego,w danych okolicznościach, stopnia uporządkowania w określonym zakresie, poprzez ustalenie postanowień przeznaczonych do powszechnego i wielokrotnego stosowania, dotyczących istniejących lub mogących wystąpić problemów Norma dokument przyjęty na zasadzie konsensu i zatwierdzony przez upoważnioną jednostkę organizacyjną, ustalający do powszechnego i wielokrotnego stosowania zasady, wytyczne lub charakterystyki Konsens porozumienie charakteryzujące się brakiem trwałego sprzeciwu znaczącej części zainteresowanych w odniesieniu do istotnych zagadnień, osiągnięte w procesie rozpatrywania poglądów wszystkich zainteresowanych i zbliżenia przeciwstawnych stanowisk Dokumenty związane - Polska Norma PN-EN 45020:2000/Ap1:2006: Normalizacja i dziedziny związane - Ustawa z dnia 12 września 2002 r. o normalizacji - Instrukcja R1-14: Numeracja Polskiej Normy oraz oznaczenie identyfikujące normę wprowadzoną do PN i stopień zgodności
36 Działalność normalizacyjna polega na opracowywaniu, publikowaniu i stosowaniu norm, prenorm, specyfikacji technicznych, przepisów w celu poprawy przydatności wyrobów, procesów i usług, zapobieganiu powstawania barier w handlu oraz ułatwieniu współpracy technicznej. Cele normalizacji Normalizacja może być ukierunkowana na osiągnięcie jednego lub kilku celów szczegółowych, związanych z zapewnieniem funkcjonalności wyrobu, procesu lub usługi. Celami tymi mogą być regulowanie różnorodności, użyteczność, kompatybilność, zamienność, ochrona zdrowia, bezpieczeństwo, ochrona środowiska, ochrona wyrobu, wzajemne rozumienie, efektywność ekonomiczna, ułatwianie handlu.
37 Normalizacja obejmuje trzy poziomy: -normalizację międzynarodową, -normalizację regionalną, -normalizację krajową Normalizacja międzynarodowa normalizacja, w której mogą uczestniczyć odpowiednie jednostki organizacyjne wszystkich krajów System normalizacji międzynarodowej tworzą następujące organizacje normalizacyjne: ISO International Organization for Standardization Międzynarodowa Organizacja Normalizacyjna 1947r Londyn, siedziba Genewa IEC International Electrotechnical Commission Międzynarodowa Organizacja Elektrotechniczna ITU International Telecommunication Union Międzynarodowa Unia Telekomunikacyjna
38 Działalność normalizacyjna w obszarze ISO jest realizowana przez: -komitety techniczne (TC), -podkomitety techniczne (SC), -grupy robocze (WG). Wynik działalności normalizacyjnej ISO ISO norma międzynarodowa podstawowy dokument, który może być dobrowolnie wprowadzany do norm krajowych TR raport końcowy publikacje o charakterze informacyjnym wydawane w przypadku braku jednomyślności przy głosowaniu; przyjęcie tych raportów nie nakłada żadnych zobowiązań w kwestii ich wprowadzenia GUIDE przewodnik zawiera wytyczne do realizacji określonych działań
39 Normalizacja regionalna normalizacja, w której mogą uczestniczyć odpowiednie jednostki organizacyjne z krajów tylko jednego geograficznego, politycznego lub ekonomicznego regionu świata System normalizacji regionalnej (europejskiej), obejmujące region UE i krajów EFTA (Europejskie Stowarzyszenie Wolnego Handlu) tworzą następujące organizacje normalizacyjne: CEN European Committee for Standardization Europejski Komitet Normalizacyjny Bruksela CENELEC European Committee for Electrotechnical Standardization Europejski Komitet Normalizacyjny do Spraw Elektrotechniki ETSI European Telecommunication Standards Institute Europejski Instytut Norm Telekomunikacyjnych
40 Działalność normalizacyjna w obszarze europejskim jest realizowana (podobnie jak w strukturze ISO) przez: -komitety techniczne (TC), -podkomitety techniczne (SC), -grupy robocze (WG). Wynik działalności normalizacyjnej CEN i CENELEC EN norma europejska podstawowy dokument, który powinien być wprowadzony bez zmian do systemów krajów członków. Normy krajowe niezgodne z EN powinny być unieważnione lub dostosowane do EN. Stosowanie ich jest dobrowolne HD dokument harmonizacyjny opracowywany analogicznie jak EN. Wprowadzenie go do systemu krajowego jest bardziej elastyczne (możliwe jest uwzględnienie aspektów technicznych lub prawnych) EV prenorma (norma wyprzedzająca) do tymczasowego wykorzystania w dziedzinach innowacyjnych, w których istnieje potrzeba zebrania doświadczeń przed opracowaniem EN
41 Normalizacja krajowa normalizacja, która jest prowadzona na szczeblu danego kraju System normalizacji w Polsce tworzy organizacja normalizacyjna: PKN Polski Komitet Normalizacyjny reaktywacja Przy PKN działa Rada Normalizacyjna oraz Komitety Techniczne Wynikiem działalności PKN są Polskie Normy oznaczone PN. Polska Norma jest normą krajową przyjętą w drodze konsensu i zatwierdzoną przez krajową jednostkę normalizacyjną, powszechnie dostępną oznaczoną na zasadzie wyłączności symbolem PN. Stosowanie Polskich Norm jest dobrowolne
42 Porównanie wybranych koncepcji zarządzania jakością Kryterium Koncepcja Trwałość Zasięg Dominująca cecha Przestrzeganie standardów wymagań norm serii ISO 9000 Stosowana od lat osiemdziesiątych XX w. do dzisiaj Stosowana w organizacjach ze wszystkich sfer działalności człowieka. Nie zna granic geograficznych, politycznych i kulturowych Formalnie i zbiurokratyzowa ne, ale dopuszczające znaczną swobodę w interpretacji i stosowaniu Przestrzeganie standardów wymagań norm branżowych TQM Stosowana od lat osiemdziesiątych XX w. do dzisiaj Znana od lat osiemdziesiątych XX w. do dzisiaj Zasięg ograniczony do organizacji z branży, dla których została opracowana Znana i wprowadzana (przynajmniej w warstwie werbalnej) w organizacjach na całym świecie Formalnie i zbiurokratyzowa ne; mało elastyczne Zwraca się do świadomości, apeluje o powszechne zaangażowanie i doskonalenie
43 Kaizen Znana od lat osiemdziesiątych XX w. do dzisiaj Opracowana przede wszystkim z myślą o organizacjach, w których akceptowana jest japońska kultura pracy Podobnie jak TQM Six Sigma Znana od lat osiemdziesiątych XX w., ale dopiero w ostatnim dziesięcioleciu szerzej upowszechniona Na razie ograniczony; przede wszystkim w dużych organizacjach Zwraca się do świadomości, ale opiera się na ścisłym planowaniu przedsięwzięć, których celem jest pomiar skuteczności działań SPC (Statistical Process Control, statystyczne sterowanie procesami) Zaczątki już w latach trzydziestych XX w. (Shewhart); apogeum przypadło na lata siedemdziesiąte i osiemdziesiąte minionego stulecia Przede wszystkim w organizacjach prowadzących produkcję masową; dzisiaj stały element standardów branżowych w przemyśle motoryzacyjnym Opiera się na narzędziach i metodach statystycznych
44 Historia standardów zarządzania jakością Rozwój norm z zakresu zarządzania jakością przed opracowaniem ISO 9000: Inspekcja wyrobu (brakarze) Kontrola statystyczna - opracowana przez Shewharta Departament Obrony USA wydał normę MIL-Q NASA wydała Quality System Requirements dla swoich dostawców NATO przyjeło AQAP (Allied Quality Assurance Procedures) Pierwsze przepisy dot. systemów jakości - Atomic Energy Commission ANSI-N45-2 "Quality Assurance Program Requirements for Nuclear Power Plants" BS zalecenia dla przemysłu elektronicznego we Wielkiej Brytanii BS Guidelines for Quality Assurance (Wielka Brytania) BS oparta o BS5179 i wymagania Ministerstwa Obrony (MoD) Wielkiej Brytanii
45 Historia norm z serii ISO Pierwsze wydanie norm, głównie oparte o BS Drugie wydanie norm Normy z serii ISO 9000 wydane w Polsce - PN-ISO 9000: Trzecie wydanie oparte o tzw. "podejście procesowe Aktualizacja normy ISO 9000 (Podstawy i terminologia)
46 Zasady zarządzania jakością Zasad nie należy rozpatrywać indywidualnie, jednej w oderwaniu od pozostałych.
47 1. Orientacja na klienta Organizacja jest zależna od swoich Klientów, dlatego bardzo ważne jest aby rozpoznawać i spełniać potrzeby Klientów a nawet starać się te wymagania przekraczać. Tylko wtedy organizacja może poprawnie funkcjonować i wzrastać 2. Przywództwo Kierownictwo ustala jasne cele i kierunek działania organizacji. Aby cele były realizowane Kierownictwo dba o właściwą atmosferę, zapewnia odpowiednie zasoby i swoim przykładem motywuje pracowników. 3. Zaangażowanie ludzi Pracownicy poprzez możliwość zwiększania swoich kompetencji, wiedzy i doświadczenia czują się odpowiedzialni za swoje działania. Dzielą się wiedzą i doświadczeniem, czym przyczyniają się do ciągłego doskonalenia. 4. Podejście procesowe Zarządzanie poprzez podejście procesowe pozwala na rozpoznawanie obszarów wzajemnych zależności między procesami, jasne zasady monitorowania i oceny procesów. Pozwala to na efektywne i skuteczne realizowanie celów.
48 5. Podejście systemowe do zarządzania System składający się z powiązanych ze sobą procesów, celów i metod monitorowania wraz z regularnym przeglądem skuteczności (realizacji celów) pozwala tak stabilny rozwój i doskonalenie organizacji. 6. Ciągłe doskonalenie Stały cel firmy - ciągłe doskonalenie - pozwalający na konkurencyjność na rynku. 7. Podejmowanie decyzji na podstawie faktów Skuteczne i sprawne decyzje powstają na podstawie analizy danych zebranych z poszczególnych procesów. To pozwala na zmniejszenie ryzyka podjęcia błędnych decyzji. 8. Wzajemnie korzystne relacje z dostawcami Korzystne relacje z Dostawcami pozwalają na elastyczną i szybką reakcje na zmiany na rynku, optymalizacje kosztów i zasobów i przez to zwiększenie zadowolenia Klienta
49 Normy i wymagania wyznaczające standardy systemów zarządzania jakością Nazwa normy lub innego zbioru wymagań Zakres zastosowania Charakterystyka ISO 9000 International Standards Organization Bez ograniczeń Powszechnie uznawane za podstawę do budowania systemów zarządzania jakością. Do stosowania przez wszystkie organizacje bez względu na rodzaj, wielkość i dostarczane przez nie wyroby.
50 QS standard motoryzacyjny dla rynku brytyjskiego. VDA standard niemiecki w branży motoryzacyjnej EAQF - standard francuski w branży motoryzacyjnej AVSQ - standard włoski w branży motoryzacyjnej TS standard uwzględniający wymagania dostawców w branży motoryzacyjnej dla rynku francuskiego, niemieckiego i włoskiego. Stosowane przemyśle motoryzacyjnym w Opracowane przez zrzeszenia producentów samochodów (grupa Chrysler Corporation, Ford Motor Company oraz General Motors Corporation). Zbiór wymagań adresowany przede wszystkim do bezpośrednich lub pośrednich dostawców części do produkcji, części zamiennych oraz materiałów. Uznane przez niektóre organizacje jako oficjalny zbiór wymagań dotyczących systemów zarządzania jakością dla dostawców. Są zdecydowanie bardziej restrykcyjne niż normy ISO. Szczególny nacisk jest w nich położony na: -planowanie jakości procesów i wyrobów -stosowanie metod statystycznych -prowadzenie analizy FMEA -przeprowadzania analizy systemów pomiarowych (MSA).
51 ISO/TS 16949:2002 Technical Specyfications nowy standard na rynku motoryzacyjnym oparty na normach ISO (ma zastąpić wyżej wymienione) Stosowane przemyśle motoryzacyjnym w Opracowanie w celu ujednolicenia wymagań w zakresie zarządzania jakością dla przemysłu motoryzacyjnego. Zachowana została struktura wymagań jak w ISO ; uzupełniona jedynie o wymagania specyficzne dla branży motoryzacyjnej wg QS AS 9100:2001 Aeorospace Systems Stosowane w przemyśle lotniczym Stanowi uzupełnienie wymagań normy ISO Ze względu na specyfikę wyrobów przemysłu lotniczego podkreśla wymagania w zakresie: Zarządzania konfiguracją Niezawodności Bezpieczeństwa Konserwacji Walidacji procesów Badania pierwszej sztuki Kontroli pracy wykonywanych poza organizacją
52 AQAP Allied Quality Assurance Publication Stosowane przez organizacje dostarczające produkty (lub ubiegające się) dla klientów będących w strukturach NATO Wymagania serii AQAP są stosowane w odniesieniu do konkretnego kontraktu. Wymagania dotyczą przede wszystkim : Zarządzania konfiguracja zgodnie z normą ISO 10007:2003 Zarządzania ryzykiem ISO 10007:2003 Zarządzanie konfiguracją Dotyczy projektujących produkty; wymagane bezwzględnie przez normę AQAP Celem zarządzania konfiguracją jest zapewnienie zgodności własności funkcjonalnych i cech fizycznych wyrobu z ustaloną dla tego wyrobu dokumentacja odniesienia oraz wyeliminowanie możliwości wprowadzania w wyrobach nie nadzorowanych zmian
53 HACCP Hazard Analysis Critical Control Points GMP+ GMH Stosowana w branży spożywczej; celem jest zagwarantowanie bezpieczeństwa produktu Uzupełnia wymagania norm ISO 9000 o tzw. analizę zagrożeń i krytycznych punktów kontrolnych. W systemie należy zidentyfikować wszystkie zasadnicze procesy, podczas których może dojść do zagrożenia zarówno walorów jakościowych, jak i bezpieczeństwa produktów. W procesach tych należy wskazać tzw. krytyczne punkty, które musza być poddane szczególnemu nadzorowi. Z wymaganiami HACCP są związane zasady GMP (Good Manufacturing Practise Dobra Praktyka Produkcyjna). Opisują one działania, które muszą być podjęte, i warunki, które muszą być spełnione, aby produkcja żywności oraz materiałów i wyrobów przeznaczonych do kontaktu z żywnością odbywały się w sposób zapewniający właściwą jakość zdrowotną żywności
54 ISO/IEC Zarządzanie jakością w laboratorium Ogólne wymagania dotyczące kompetencji laboratoriów badawczych i wzorcujących Celem normy jest stworzenie wytycznych dotyczących zarówno zarządzania jakością, jak i wymagań technicznych, przestrzeganie których zapewnia prawidłowe funkcjonowanie laboratoriów. W szczególności odnosi się do: Organizacji laboratorium Dokumentacji systemu jakości Obsługi klienta Wymagań technicznych dotyczących np. kompetencji personelu, warunków lokalowych i środowiskowych, metod badań, wyposażenia, pobierania próbek, przedstawiania wyników
55 Podstawowe normy z rodziny ISO 9000:2000 ISO 9000:2005 norma terminologiczna, stanowi wprowadzenie do norm dotyczących zarządzania jakością.opisuje podstawy systemów zarządzania jakością oraz definiuje podstawowe terminy dla systemów stosowane w tych normach ISO 9001:2000 zawiera wymagania dla systemu zarządzania jakością mające zastosowanie dla każdej organizacji, niezależnie od jej wielkości i rodzaju, która potrzebuje wykazać zdolność do ciągłego dostarczania wyrobów zgodnych z wymaganiami klienta. Może być stosowana do oceny (łącznie z jednostkami certyfikującymi) zdolności organizacji do spełniania wymagań klientów, wymagań wynikających z przepisów oraz własnych wymagań organizacji przeznaczona jest do celów certyfikacji ISO 9004:2000 zawiera wytyczne dotyczące zarówno doskonalenia systemu zarządzania jakością, jak również doskonalenia całej organizacji; nie zawiera wymagań, nie jest przeznaczona do celów certyfikacji, podaje wytyczne do samooceny oraz ciągłego doskonalenia organizacji
56 Punkt normy Norma ISO 9001:2000 Wymagania Komentarz 0 Wprowadzenie Omówienie podejścia procesowego 1 Zakres normy 2 Norma powołana 3 Terminy i definicje System zarządzania jakością Wymagania ogólne Wymagania dotyczące dokumentacji Odpowiedzialność kierownictwa Zaangażowanie kierownictwa Orientacja na klienta Polityka jakości Planowanie Odpowiedzialność, uprawnienia i komunikacja Przegląd zarządzania Wymagania dotyczące systemu zarządzania jakością, podejścia procesowego do zarządzania, jego dokumentowania, prowadzenia zapisów itp. Wymagania w stosunku do kierownictwa przedsiębiorstwa. Podkreślono znaczenie zaangażowania kierownictwa, niezbędnego dla skutecznego i efektywnego funkcjonowania systemu zarządzania jakością
57 Zarządzanie zasobami Zapewnienie zasobów Zasoby ludzkie Infrastruktura Środowisko pracy Wymagania dotyczące zarządzania zasobami organizacji. Uwzględniono zasoby materialne i ludzkie Realizacja wyrobu Planowanie realizacji wyrobu Procesy związane z klientem Projektowanie i rozwój Zakupy Produkcja i dostarczanie usługi Nadzorowanie wyposażenia do monitorowania i pomiarów Wymagania dotyczące procesów związanych z realizacją wyrobów. Wymagania obejmują ciąg działań od identyfikacji wymagań klienta do dostarczenia wyrobów klientowi Pomiary, analiza i doskonalenie Postanowienia ogólne Monitorowanie i pomiary Nadzór nad wyrobem niezgodnym Analiza danych Doskonalenie Wymagania dotyczące prowadzenia pomiarów, analiz oraz działań doskonalących, które dotyczą wyrobów, klientów, skuteczności i efektywności systemu zarządzania jakością
58 Model systemu zarządzania jakością w oparciu o podejście procesowe
59 KLIENT ZADOWOLENIE informacje od Klienta dotyczące stopnia w jakim jego wymagania zostały spełnione MODEL PROCESU - zbiór zadań wzajemnie powiązanych lub wzajemnie oddziałujących, które przekształącają wejście w wyjście CIĄGŁA POPRAWA PROCESU KLIENT WYMAGANIA potrzeby lub oczekiwania, które zostały ustalone, lub obowiązkowo przyjęte zwyczjem wejście ZARZĄDZANIE ZASOBAMI - zapewnienie dostępności odpowiednich zasobów, takich jak ludzie, infrastruktura, środowisko pracy, informacje, dostawcy i partenrzy, zasoby materialne i finansowe ODPOWIEDZIALNOŚĆ KIEROWNICTWA - zapewnienie stałego i widocznego zaangażowania najwyższego kierownictwa REALIZACJA PRODUKTU Transformacja elementów wejściowych do procesu. Aktualizacja działań organizacji w celu osiągnięcia pożadanych wyników. POMIAR, ANALIZA I POPRAWA -zapewnienie skutecznego i efektywnego pomiaru oraz gromadzenia i walidowania danych do doskonalenia wynik Usługi Serwis
60 Porównanie etapów doskonalenia z wymaganiami normy ISO 9001:2000
61 Do najważniejszych korzyści płynących ze stosowania systemu należą : -wzrost wydajności, -stabilizacja i poprawa jakości, -zmniejszenie liczby usterek maszyn i urządzeń, -poprawa bezpieczeństwa i higieny pracy
62 Koncepcje pomocne w zarządzaniu jakością Koncepcja Związek z zarządzaniem jakością Lean Management Istotą koncepcji Lean Management jest uproszczenie organizacji i zarządzania poprzez budowanie prostych, w miarę płaskich i zrozumiałych struktur, eliminowanie z procesów czynności, które nie tworzą wartości dodanej (przekształcanie materiału, poprawa jakości, skracanie czasu dostawy). Oznacza: -standaryzację pracy, -stosowanie kontroli wizualnej w postaci etykiet, oznakowań, sygnałów alarmowych, tablic produkcyjnych, kart kontrolnych, -redukcję czasu ustawiania maszyn i urządzeń, -zapewnienie ciągłości przepływów produkcji w toku przez minimalizacje opóźnień, ograniczanie kolejek, racjonalizację transportu, wariantowanie liczebności partii, -przestrzeganie praktyk 5S. Upraszcza ścieżki postępowania, ogranicza liczbę interfejsów między procesami, dzięki czemu zmniejsza ryzyko powstawania niezgodności.
63 Reengineering Przedmiotem jest zmiana usprawniająca procesy wewnętrzne organizacji. Polega na fundamentalnym przemyśleniu od nowa i radykalnym przeprojektowaniu procesów, prowadzącym do przełomowej poprawy osiąganych wyników w zakresie jakości, kosztów, efektywności itp. Wprowadzenie w życie reengineringu powoduje znaczne przeobrażenia we wszystkich sferach działalności, w szczególności organizacyjnej, motywacyjnej, kierowniczej. Daje dodatkowy impuls procesom doskonalenia. Poprowadzony w kierunku Lean Management ma podobny do niego wpływ na jakość.
64 Benchmarking Polega na porównywaniu procesów i praktyk biznesowych stosowanych przez własne przedsiębiorstwo ze stosowanymi w przedsiębiorstwach uważanych za najlepsze w analizowanej dziedzinie. Analiza służy jako podstawa doskonalenia procesów biznesowych. Przedmiotem badań mogą być procesy, produkty, sposoby rozwiązywania problemów, itp. Celem benchmarkingu jest pobudzenie innowacji poprzez: -porównanie z najlepszymi, dorównanie im, -orientacja na najlepszą klasę wyrobów lub usług, -uczenie się od konkurentów. Benchmarking może być: -Wewnętrzny przeprowadzany w ramach własnej organizacji, -Zorientowany na konkurencję, -Funkcjonalny odnoszący się do firm spoza branży. Pozwala czerpać wzorce od najlepszych, co ma decydujące znaczenie dla klientów. Może jednakże prowadzić do naśladownictwa, co może mieć negatywny wpływ na różnorodność oferty.
65 Outsourcing Przedsięwzięcie polegające na wydzieleniu ze struktury organizacji działań powtarzalnych i przekazanie ich do wykonania podmiotom zewnętrznym. Głównym celem jest skoncentrowanie się przedsiębiorstwa na procesach kluczowych, decydujących o jego pozycji i perspektywach rozwoju. Pozwala skoncentrować się na procesach podstawowych i tych, w których ma się najwyższe kompetencje.
66 JIT (Just in Time) i KANBAN Istotą JIT jest takie planowanie i sterowanie ruchem materiałów oraz części, aby zminimalizować czas oczekiwania, by dostarczyć je w odpowiednie miejsce w ostatnim momencie. Celem jest całkowite zaspokojenie wymagań klienta (wewnętrznego luz zewnętrznego) w momencie, gdy one powstaną. Możliwe to jest wówczas, gdy prowadzących do tego procesach nie powstają odpady, unika się marnotrawstwa i przestojów. Osiągnięciu celów JIT sprzyja stosowanie metody KABAN, polegającej na sterowaniu ilością i czasem przepływu materiałów poprzez dwa rodzaje kart: kartę produkcji (zlecenie produkcji KAN) i kartę zapotrzebowania (zlecenie przepływu BAN). Motywuje do robienia tylko dobrych rzeczy i to za pierwszym razem dobrze (do the right things for the first time).
67 TPM (Total Preventive Maintenance) Celem TPM jest optymalne wykorzystanie urządzeń produkcyjnych przez zapobieganie ich awariom i ciągłe poprawianie ich dyspozycyjności. Uzyskuje się to poprzez przestrzeganie praktyk 5S oraz: -usuwanie źródeł marnotrawstwa powstającego w wyniku: awarii, czasów przezbrajania, czasów jałowych, braków i ich poprawiania, -przejęcie przez każdego pracownika odpowiedzialności za swoje stanowisko, -prowadzenie stałych i okresowych przeglądów, w tym prowadzenie diagnostyki urządzeń produkcyjnych, -zaangażowanie w te działania wszystkich pracowników, np. poprzez szkolenie i trenowanie pracowników oraz udział w kołach jakości. Wpływa pozytywnie na stan techniczny infrastruktury, co wprost przekłada się na utrzymywanie stabilnej zdolności jakościowej procesów, a ponadto zmniejsza możliwość powstawania opóźnień w realizacji zobowiązań wobec klientów.
68 Instrumentarium zarządzania jakością -zasady -metody -narzędzia
69 Zasady zarządzania jakością -Oddziaływanie długotrwałe określają strategię rozwoju firmy -Wykraczają poza ramy przedsiębiorstwa -Nie dają wytycznych operacyjnych -Rezultaty stosowania są trudne do oceny bieżącej
70 Zasady zarządzania jakością -zasada Deminga (PDCA), -zasada ciągłego doskonalenia procesów (KAIZEN), -zasada zera defektów, -zasada pracy zespołowej (koła jakości, burza mózgów), -zasada unikania błędów Poka - Yoke
71 Zasada Deminga (PDCA)
72 KOŁO DEMINGA CYKL DEMINGA CYKL PDCA
73 1. Planowanie (PLAN) - Planuj poprawę swoich działań. Należy się skoncentrować nad tym co nie funkcjonuje prawidłowo (co jest problemem). Opracuj pomysły, które mogą ten problem rozwiązać 2. Wykonanie (DO) - Wprowadź zaplanowane zmiany na małą skalę (eksperyment). To pozwoli na późniejsze przetestowanie pomysłu bez wprowadzania zaburzeń w całej organizacji jeżeli pomysł nie będzie dobry 3. Sprawdzenie (CHECK) - w tym etapie bada się wyniki wcześniej podjętych działań. Sprawdza się stopień wykonania celów zawartych w planie. 4. Poprawienie (ACT) - Wprowadź zmiany na pełną skalę jeżeli eksperyment się udał. Podziel się także pomysłem z innymi osobami w organizacji, które mogą na tej zmianie skorzystać i czegoś się nauczyć

74
75 Zasada ciągłego doskonalenia procesów KAIZEN Nawet największy głupiec jest w stanie zwiększyć wydajność pracy, jeśli poświęci na to odpowiednią ilość środków. Prawdziwą sztuką jest zwiększenie efektywności bez dodatkowych inwestycji w nowe urządzenia i technologie Massaki Ima Filary kaizen: standaryzacja, organizacja miejsca pracy, usunięcie marnotrawstwa
76 Kaizen w języku japońskim oznacza ciągłe doskonalenie, czyli filozofię wprowadzania prostych, niewielkich zmian za pomocą małych kroków. Sukcesu kaizen należy upatrywać w tym, że nie wiąże się on z wprowadzaniem drogich technologii czy okrzykniętych "przebojem miesiąca" nowych metod zarządzania, a jednak pozwala na obniżenie kosztów i zwiększenie wydajności pracy W ramach kaizen inicjatywa zmian wychodzi nie "z góry", ale z samego miejsca pracy gemba.
77 W języku japońskim gemba oznacza "miejsce akcji". W kontekście firmy oraz procesu zarządzania gemba oznacza miejsce, gdzie tworzy się produkt oraz wytwarza nowa wartość. W przemyśle gemba oznacza zwykle fabrykę lub laboratorium. W dziedzinie usług gemba jest miejscem kontaktu klientów z wykonawcą usługi. Na przykład w hotelu będzie to hol, pokoje recepcja lub inne pomieszczenie, w którym goście stykają się z obsługą hotelową
78 Zasada zero defektów (Crosby ego) produkcja bezusterkowa, bez braków i konieczności poprawiania Działania, pozwalające na osiągnięcie tego celu : - pomiar jakości i przedstawienie wyników w postaci pozwalającej na obiektywną ocenę i podejmowanie działań korekcyjnych, - zachęcanie pracowników do pracy w małych grupach i do formułowania w ich ramach własnych lub grupowych celów poprawy jakości i podkreślenie, że program doskonalenia praktycznie nie ma końca, - stworzenie systemu komunikacji pozwalającego pracownikom na łatwe komunikowanie się między sobą i z przełożonymi. Praktyczna realizacja zasady jest możliwa, gdy eliminowane są przyczyny niezgodności, a nie tylko ich skutki
79 Zasada pracy zespołowej Do zalet pracy zespołowej zaliczamy: większą efektywność grupy niż pojedynczo pracujących jednostek, sprzyjanie lepszemu wykrywaniu błędów w grupie, występowanie większej obiektywizacji wyników w grupie, sprzyjanie większej twórczości, większy stopień humanizacji pracy w grupie, nauka współpracy i współdziałania uczestników grupy. Formy pracy zespołowej: - burza mózgów - koła jakości (Quality Circles)
80 BURZA MÓZGÓW (brainstorming lub brainstorm session) niekonwencjonalny sposób zespołowego poszukiwania nowych pomysłów dotyczących metod rozwiązywania problemów Myśl przewodni burzy mózgów - pobudzanie uczestników sesji (zebrania), aby swobodnie zgłaszali dużą liczbę pomysłów. Podstawowe założenie - duża liczba pomysłów zawiera przynajmniej kilka dobrych. Statystycznie 12-15% zgłoszonych pomysłów ma wartość praktyczną, pomysły zakwalifikowane do realizacji stanowią 2-3%.
81 Podstawowe zasady Burzy mózgów: 1.Niczym nie skrępowana wyobraźnia. 2.Podanie możliwie dużej liczby pomysłów. 3.Zero krytyki.
82 W burzy mózgów uczestniczą dwa zespoły: 1. Zespół pomysłowości (twórczy), 2. Zadaniowy zespół oceniający Funkcje uczestników: PRZEWODNICZĄCY jego zadaniem jest przygotowanie: -spotkania, -pomieszczenia, w którym odbywa się sesja, -przedstawienie problemu członkom zespołu, -prowadzenie sesji twórczej w sposób sprawny i efektywny, -przypomnienie zasad burzy mózgów oraz pilnowanie przestrzegania ich, -zachęcanie biernych uczestników do aktywności twórczej np. przez zadawanie pytań stymulujących (np. jak inaczej zastosować, a może coś dostosować, zmniejszyć, zwiększyć, połączyć, zastąpić coś czymś innym, odwrócić).
83 SEKRETARZ do jego obowiązków należy: -bieżące notowanie zgłaszanych pomysłów w sposób czytelny dla wszystkich członków zespołu twórczego, -ewidencjonowanie zgłaszanych pomysłów, tzn. przeniesienie pomysłów z tablic na odpowiednie formularze, -ewidencjonowanie pomysłów zgłaszanych po sesji twórczej, -zgłaszanie własnych pomysłów. CZŁONKOWIE ich zadaniem jest zgłaszanie jak największej liczby pomysłów
84 Zadaniowy zespól oceniający powinien składać się z około 3 osób. Ich zadaniem jest ocena pomysłów wypracowanych przez zespół pomysłowości. Osoby te powinny być specjalistami - powinny się doskonale orientować w problemie. Ponadto członkowie tego zespołu powinni bardzo dobrze znać organizację, jej możliwości techniczne, finansowe i organizacyjne. Pomysły wykorzystywane dalej nie mogą być sprzeczne z możliwościami firmy, jak również jej celami i strategią. Członkowie zespołu oceniającego powinni charakteryzować się otwartością na nowe pomysły; umiejętnością odróżnienia pomysłów nowatorskich od tradycyjnych, możliwych do zastosowania od niemożliwych.
85 1.Faza przygotowawcza Przebieg burzy mózgów -sprecyzowanie problemu, -zebranie i posegregowanie informacji o problemie, -ustalenie składu osobowego zespołu W skład zespołu w czasie pierwszej sesji powinno wchodzić ok.12 osób, w tym 1/3 stanowić powinni laicy. Nie może być osób pozostających w związkach przełożony-podwładny. Należy zapewnić, aby poziom inteligencji i zdolności komunikacyjnych był jednakowy. Sesja nie powinna trwać dłużej niż godzinę. W drugiej sesji uczestniczą 3 osoby, które znają strategię firmy, potencjał branży i nie są zbyt konserwatywne -przygotowanie pomieszczenia i środków materialnych do sesji twórczej
86 2.Faza tworzenia -spotkanie nieformalne stworzenie klimatu dla pracy twórczej, -sesja twórcza: przedstawienie problemu, przypomnienie zasad burzy mózgów, generowanie pomysłów, -podsumowanie sesji twórczej: przeniesienie pomysłów na specjalne karty, przypisanie im znaków ewidencyjnych, -ewentualnie uzupełniająca sesja twórcza; zgłaszanie pomysłów powstałych po zakończeniu sesji
87 3.Faza oceny -ustalanie kryteriów oceny, -analiza i ocena zebranych pomysłów, -wybór pomysłów do szczegółowego rozwinięcia projektowego 4.Przekazanie wybranych pomysłów do dalszego projektowania przez zespoły projektowe
88 Koła jakości Koło jakości( (ang. quality circles) - grupa pracowników różnych szczebli hierarchicznych, których celem jest analizowanie procesów produkcyjnych ze względu na kryterium jakości; także cały proces grupowania - tworzenia ww. kół jako metody podnoszenia jakości w organizacji. Koła jakości to małe zespoły pracowników (5-8 osób) odbywające regularne spotkania w celu analizowania metod i organizacji swojej pracy oraz poszukiwania dróg ich poprawy. To właśnie koła jakości realizują w praktyce zasadą ciągłego doskonalenia. W japońskich fabrykach firmy Nissan istnieje 3 tys. kół. Każde z nich rozwiązuje średnio 3 problemy rocznie. W japońskich fabrykach firmy Toyota działa 6,8 tys. kół. W roku 1997 zgłosiły one ponad 700 tys. wniosków naprawczych (średnio 10,3 na pracownika), z czego 98 proc. wniosków zostało wdrożonych. Obecnie wprowadza się koła jakości w 12 tys. japońskich szpitali, stwierdzono bowiem, że połowa złych wyników leczenia ma swoje źródło w błędach popełnianych przez lekarzy.
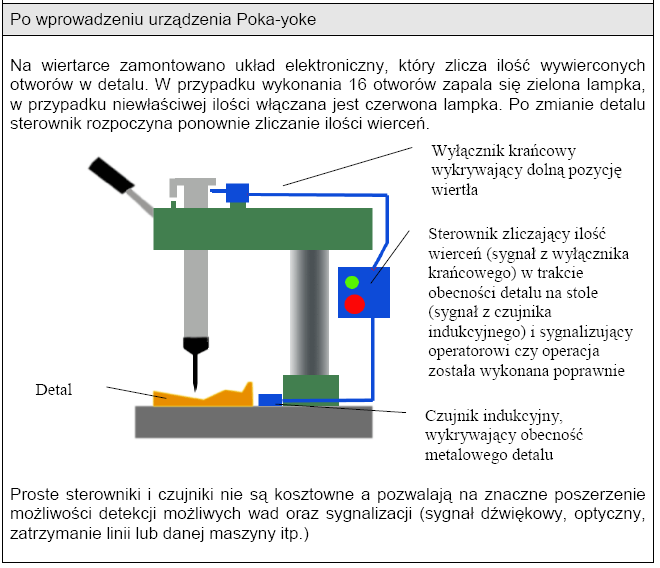
89 Zasada Poka Yoke - unikania błędów (ang. mistake-proofing) O czym myślisz kiedy kierujesz samochodem? Czy przez cały czas jesteś skupiony na prowadzeniu samochodu i bacznie zwracasz uwagę na innych uczestników ruchu drogowego? Podobnie jest z pracownikiem (operatorem) na linii produkcyjnej. Nie jest możliwe aby był on przez cały czas pracy skupiony na tym co robi i nie popełniał błędów. Błędy ludzkie wina pracownika (operatora) a nie menadżera??? NIC BARDZIEJ MYLNEGO Przyczyna błędów nie tkwi w ludziach a w SYSTEMIE (metodzie pracy, narzędziach, procedurach postępowania)
90 Twórca Japoński inżynier Shigeo Shingo ( ) W 1960r zastosował pierwsze rozwiązanie Poka Yoke przy montażu wyłącznika elektrycznego w fabryce Yamada Electric Urządzenia Poka-Yoke Służą do tego, aby wykryć pomyłkę operatora i przez to zapobiec powstaniu wady lub jak najwcześniej ostrzec operatora jeżeli taka wada już powstała. Rodzaje urządzeń Poka Yoke Funkcje regulacyjne ("regulatory functions") Metody kontroli / sterowania ("control methods") Metody ostrzegania ("warning methods") Funkcje ustawiające ("setting functions") Metody kontaktu ("contact methods") Metody ustalonej wartości ("value methods") Metody koniecznego kroku ("motion step methods")
91 Metody kontroli / sterowania Metoda kontroli / sterowania polega na zatrzymaniu maszyny / procesu w przypadku wystąpienia wady. Wadliwy element należy następnie poprawić (lub usunąć) i ponownie uruchomić maszynę. Najczęściej spotykamy taki system gdy maszyna która wykonuje jakąś operacje ma wbudowane funkcje kontrolne i zatrzymuje się jeżeli stwierdzi wadę w wyrobie / procesie. Taki system jest efektywny z punktu widzenia eliminacji wad, ale czasem zatrzymywanie procesu może mieć negatywny wpływ na wydajność (bo ponowne uruchomienie maszyny jest czasochłonne itp.) Wtedy należy rozważyć inne rozwiązania Metody ostrzegania Ta metoda polega na ostrzeganiu operatora, że wystąpiła wada za pomocą alarmu dźwiękowego, świetlnego itp. Wadą tej metody jest to, że jeżeli operator nie będzie reagował na alarm to wady będą nadal powstawały. Tą metodę należy stosować wtedy gdy nie możemy użyć pozostałych rozwiązań.
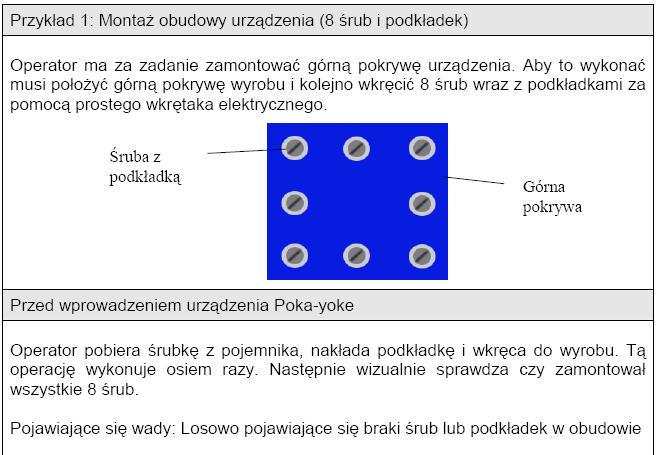
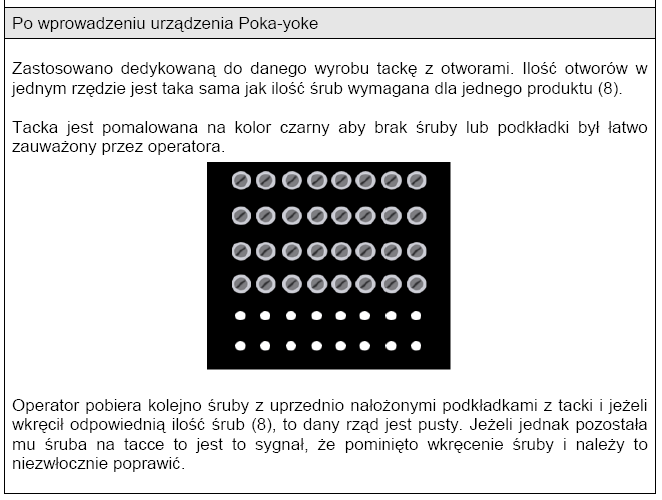
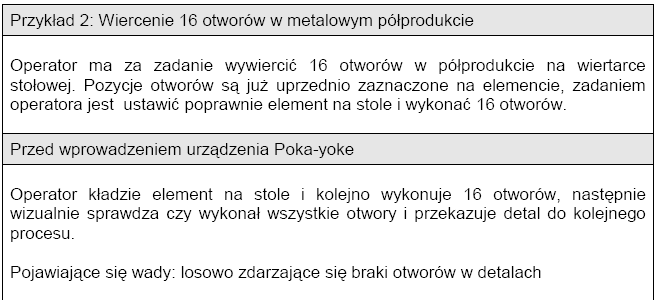
92 Metody kontaktu Ta metoda polega na wykrywaniu określonych nieprawidłowości (zmian kształtu, koloru, wagi, temperatury itp.). Detekcja jest realizowana przez czujnik lub inny mechaniczny element urządzenia Poka-Yoke. Przykładowo może to być odpowiednio zaprojektowane oprzyrządowanie, w którym są zamontowane elementy mechaniczne (wypustki, bolce, itp.) uniemożliwiające niepoprawne założenie elementu. Mogą być także wykorzystane różnego rodzaju czujniki (wyłączniki krańcowe, czujniki zbliżeniowe, fotokomórki, detektory metalu, koloru itp.), które uniemożliwiają wykonanie przez operatora błędnych działań Metody ustalonej wartości Ta metoda polega na wykrywaniu błędów przez sprawdzenie ilości ruchów i/lub elementów w operacjach gdzie jest wymagane aby wykonać odpowiednią ilość ruchów lub użycia określonej ilości elementów. W tym celu stosuje się różnego rodzaju liczniki wykonanych ruchów (np. ilości wywierconych otworów) lub przekazuje się do danej operacji określoną (wyliczoną) liczbę elementów (np. ilość śrub do wkręcenia do wyrobu)
93 Metody koniecznego kroku Ta metoda polega na wykrywaniu nieprawidłowości w przypadku gdy dany ruch ma być wykonany w określonym czasie lub określonej kolejności względem kolejnych operacji. Przykładowo załóżmy, że wymagane jest aby operator pobrał element z pojemnika w określonym czasie (lub w określonej sekwencji) i zamontował go w wyrobie zanim wyrób opuści jego stanowisko pracy (na linii montażowej o wspólnym transporcie). W takim przypadku można wstawić czujnik pobrania elementu (fotokomórka, licznik, waga itp.) i jeżeli element nie zostanie pobrany od momentu wjazdu wyrobu na stanowisko aż do jego wyjazdu (w określonym czasie) to włącza się alarm i zatrzymuje transport. Podsumowanie Urządzenia Poka-Yoke pozwalają na znaczącą poprawę jakości procesów produkcyjnych i eliminacje błędów. Ta metoda jest o wiele bardziej efektywna niż jakakolwiek kontrola wyrobu lub SPC. Należy tak projektować proces, aby operacje poprawne były wykonywane łatwo a wykonanie operacji błędnej było utrudnione.
94
95
96
97
98
99
100 Andon - Wizualny sposób komunikacji przy użyciu sygnałów świetlnych Jidoka - System powodujący automatyczne zatrzymanie maszyny jeżeli został wyprodukowany wadliwy produkt
101 Metody zarządzania jakością -Oddziaływanie średnioterminowe, -Pozwalają kształtować jakość projektową i jakość wykonania, -Opierają się na ogólnie przyjętych algorytmach postępowania
102 Metody zarządzania jakością -metoda FMEA wyrobu/konstrukcji, -metoda FMEA procesu, -metoda QFD, -metoda Just in Time -metoda 5S -metoda DOE (Taguchi ego)
103 5 S Nazwa pochodzi od 5 japońskich wyrazów: -seiri, -seiton, -seiso, -seiketsu, -shitsuke
104 -seiri - oznacza uporządkowanie przez odróżnienie przedmiotów koniecznych od zbędnych i pozbycie się tych ostatnich; -seiton odnosi się do ułożenia koniecznych przedmiotów w sposób uporządkowany tak, aby zezwalał on na łatwy do nich dostęp. Umieszczenie i położenie przedmiotu jest zależne od częstotliwości jego używania i musi jednocześnie umożliwić łatwość ułożenia na swoim miejscu; -seiso - utrzymanie czystości. Dotyczy to zarówno maszyn i urządzeń, jak też podłogi i otoczenia; -seiketsu - utrzymanie poziomu higieny, zapewnienie właściwych warunków zdrowotnych na stanowisku pracy; -shitsuke dyscyplina pracowników w realizacji zadań ujetych czteroma S
105 Technika 5 S najczęściej jest stosowana do : -przedmiotów podlegających procesowi, a więc: materiałów zaopatrzeniowych, półproduktów, produktów gotowych; -przedmiotów będących pozostałością poprocesową, takich jak: odrzuty, braki, wióry, nieużyty materiał itp.; -fizycznych środków produkcji, jak: maszyny, obrabiarki, urządzenia transportowe, przyrządy i uchwyty, narzędzia, regały i pojemniki do przechowywania części i zespołów, stoły warsztatowe, skrzynie narzędziowe itp.; -materiałów i przedmiotów szybko zużywalnych: oleje smarujące, ciecze chłodzące, rękawice ochronne itp.; -budynków (ścian, sufitów, okien, podłóg, toalet), których dotyczy zwłaszcza utrzymanie czystości i właściwych warunków zdrowotnych; -przyborów i urządzeń biurowych; -rzeczy osobistych
106 JIT (Just in Time) i KANBAN Istotą JIT jest takie planowanie i sterowanie ruchem materiałów oraz części, aby zminimalizować czas oczekiwania, by dostarczyć je w odpowiednie miejsce w ostatnim momencie. Celem jest całkowite zaspokojenie wymagań klienta (wewnętrznego lub zewnętrznego) w momencie, gdy one powstaną. Możliwe to jest wówczas, gdy w prowadzących do tego procesach nie powstają odpady, unika się marnotrawstwa i przestojów. Osiągnięciu celów JIT sprzyja stosowanie metody KANBAN, polegającej na sterowaniu ilością i czasem przepływu materiałów
107 Kanban (z jęz. jap. Kan - widoczny, Ban - kartka papieru) Kanban jest to opracowana w Japonii w latach 50 ubiegłego stulecia metoda zarządzania produkcją. Słowo Kanban pochodzi z języka japońskiego i oznacza kartkę papieru. W wolnym tłumaczeniu znaczy "widoczny opis Cele systemu Kanban można przedstawić za pomocą hasła "7 x żadnych": 1. - żadnych braków, 2. - żadnych opóźnień, 3. - żadnych zapasów, 4. - żadnych kolejek - gdziekolwiek i po cokolwiek, 5. - żadnych bezczynności, 6. - żadnych zbędnych operacji technologicznych i kontrolnych, 7. - żadnych przemieszczeń.
108 Podstawowym elementem systemu są karty Kanban. Karta Kanban pełni rolę zlecenia produkcyjnego i dokumentu opisującego zawartość pojemników. Jej głównym zadaniem jest przekazywanie informacji o potrzebie przepływu materiału podczas produkcji. FIFO (ang. First In First Out - np. materiał który jako pierwszy przybył do magazynu, jako pierwszy go opuszcza)
109 Narzędzia zarządzania jakością -Krótkotrwałe (operacyjne), -Wyniki stosowania widoczne prawie natychmiast, ale efektywne, -Wykorzystanie wymaga połączenia z metodami zarządzania jakością
110 Narzędzia zarządzania jakością Narzędzia tradycyjne: -schemat blokowy, -arkusze kontrolne -diagram Ishikawy, -diagram Pareto, -histogram, -diagram rozproszenia (wykresy korelacji) -karty kontrolne Shewharta Nowe narzędzia
111
112 Schemat blokowy Przedstawia w sposób graficzny ciąg działań realizowanych w danym procesie, przepływy informacji, materiałów (schemat przepływu, algorytm) Stanowi punkt wyjścia do analizy procesu. Pozwala uchwycić zależności pomiędzy jego składowymi i wskazać słabe punkty Przejrzystość schematu zapewniają ogólnie przyjęte symbole
113 Arkusze kontrolne Pomagają w zbieraniu i porządkowaniu informacji dotyczących konkretnego wyrobu lub procesu. Na arkusze nanosi się dane o zdarzeniach związanych z rozpatrywanym wyrobem lub procesem, w szczególności o częstości i miejscu ich występowania
114 Diagram Ishikawy Pozwala rozpoznać wpływ czynników składowych na ostateczny wynik procesu. Wskazane jest tworzenie go w zespole wykorzystując burzę mózgów, jako jedną z zasad pracy zespołowej
115 Diagram Pareto Przedstawia nierównomierność rozkładu skutek-przyczyna, wskazując, że stosunkowo niewielka liczba przyczyn decyduje o znacznym udziale skutków. Pozwala skupić się na najważniejszych problemach.
116 Stanowi graficzne przedstawienie częstości występowania mierzonej cechy w określonych przedziałach wartości. Ilustruje postać rozkładu i jego usytuowania w stosunku do wartości nominalnej i tolerancji Histogram
117 Stanowią graficzną ilustrację związku między dwoma zmiennymi Wykresy korelacji
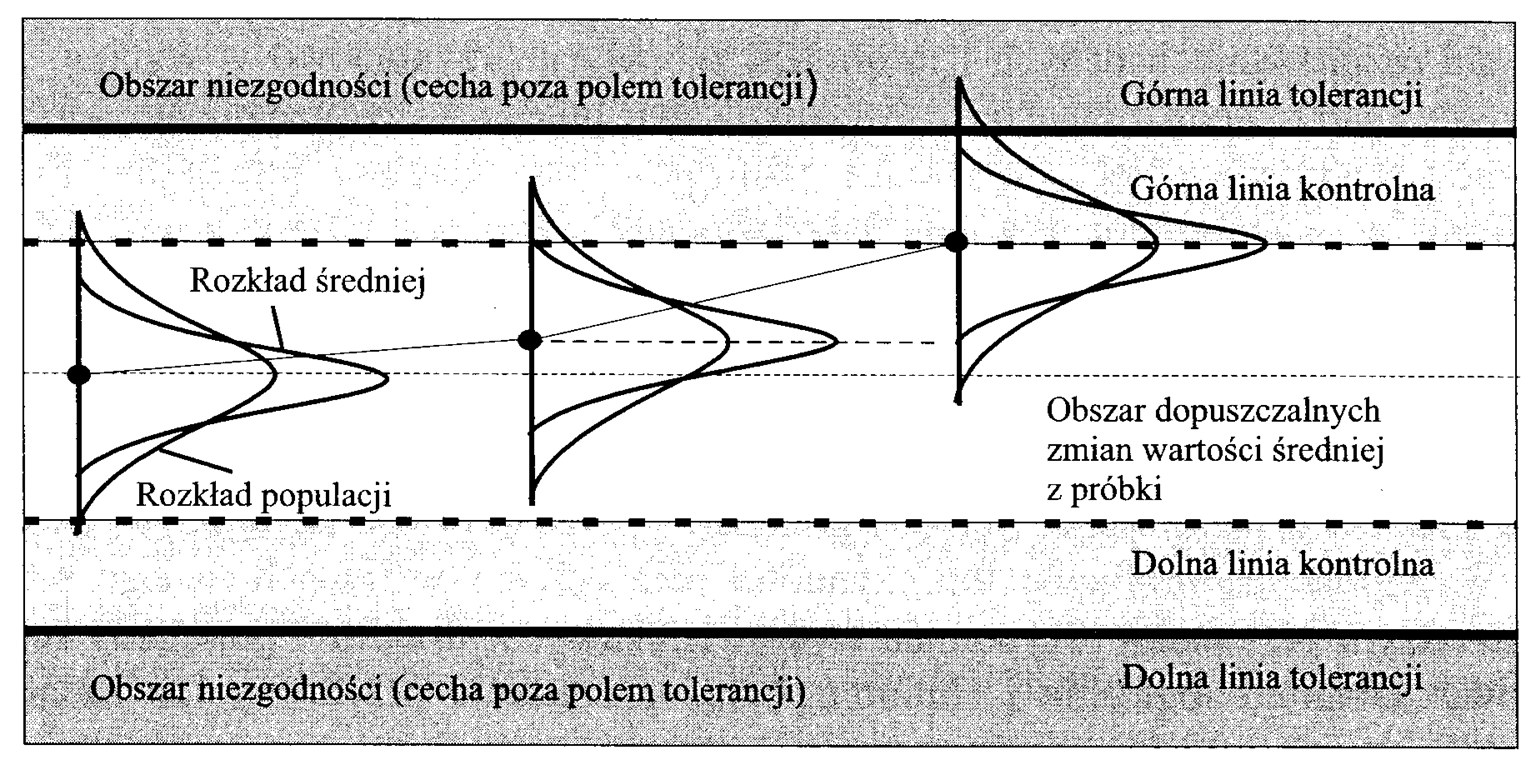
118 Karty kontrolne Shewharta Karty kontrolne są podstawowym narzędziem w statystycznym nadzorowaniu i sterowaniu procesów. Obrazują zmienność wartości wybranych parametrów rozkładu badanej cechy. Pozwalają oceniać stabilność procesu oraz zdolność do spełniania jakościowych wymagań
119
120
121 SIX SIGMA Bazująca na realnych danych metodologia eliminacji defektów, strat i wszelkich problemów jakościowych

122 SIX SIGMA Process Data LSL * Target * USL 24,09 Sample Mean 48,1001 Sample N 60 StDev (Ov erall) 10,6236 Observed Performance PPM < LSL * PPM > USL ,00 PPM Total ,00 USL Process Capability of Downtime [%] Exp. Overall Performance PPM < LSL * PPM > USL ,31 PPM Total ,31 50 Techniki statystyczne Overall Capability Pp * PPL * PPU -0,75 Ppk -0,75 Cpm * HOURS SPECYFICATION PARETO ANALYSIS (MARCH 2006) W-4 LINE SET-UP TIME MECHANICAL PAUSE TECHNICAL PAUSE WAITING FOR TAPE WORK ON OTHER MACHINE LACK STOCK ELECTRICAN PAUSE LACK SPARE PARTS Other Count 76,5 45,8 22,0 20,0 17,7 15,2 14,7 7,7 0,0 Percent 34,8 20,9 10,0 9,1 8,1 6,9 6,7 3,5 0,0 Cum % 34,8 55,7 65,7 74,8 82,9 89,8 96,5 100,0 100, Percent Systematyczne szkolenie całego personelu Residual Plots for data 99 Normal Probability Plot of the Residuals Residuals Versus the Fitted Values 90 1 Percent 50 Residual Residual 1-1 2,75 2,80 2,85 2,90 Fitted Value 2,95 Histogram of the Residuals Residuals Versus the Order of the Data Frequency Residual ,0-0,5 0,0 0,5 Residual 1,0 1, Observ ation Order 30

123 Rozwiązywanie problemów -Mapowanie procesów -Wykres przyczyn i skutków -Analiza Pareto -Analiza przyczyn -5 x dlaczego SIX SIGMA Przedsiębiorstwo Lean -Organizacja stanowisk pracy wg 5S -Fabryka z przejrzystym przepływem -Eliminacja marnotrawstwa -Standaryzacja pracy -Przepływ pojedynczego elementu Inżynieria wartości Zmiany kultury i strategii w celu przyspieszania procesów poprawy. Stosowanie DIMAC dla poprawy kosztów, jakości i czasów cyklu. Globalna jakość Zdyscyplinowane rozwiązywanie problemów, skierowanie na doskonalenie produktu. Działania zorientowane na zespoły wielofunkcyjne -Powszechna strategia -Standardowe systemy mierzenia -Ujednolicone systemy raportowania -Rozpowszechnianie najlepszych praktyk
124 Poziom 6 Sigma Wykres 6 sigma (zdolność procesu)
")
125 METODOLOGIA PODNOSZENIA JAKOŚCI Strategia 6 Sigma proponuje nowatorską, odmienną od dotychczasowych koncepcji rozwoju trwające kilka miesięcy projekty doskonalenia uruchamiane kolejno w kluczowych obszarach (procesach) organizacji.
126 SYSTEMY JAKOŚCI SIX SIGMA PLAN PRACA KONTROLA DZIAŁANIE DEFINIUJ MIERZ ANALIZUJ POPRAWIAJ SPRAWDZAJ
127 FAZY SIX SIGMA DEFINIUJ (DEFINE) MIERZ (MEASURE) ANALIZUJ (ANALYZE) POPRAWIAJ (IMPROVE) KONTROLA (CONTROL)

128 FAZA DEFINICJI - Zdefiniowanie projektu - Metryka procesu Example Jan- 04 Feb- 04 Example Primary Metric: Example Mar- 04 Apr- 04 May- 04 Jun- 04 Jul- 04 Aug- 04 Baseline Target Actual

129 FAZA DEFINICJI - Ustalenie poziomu trudności i wpływu na proces - Mapa procesu

130 FAZA POMIARÓW Pareto Chart of Process_ Wykresy Pareto Count Percent Process_1 SMT Supplier Electrical Count Percent 76,6 15,4 8,0 Cum % 76,6 92,0 100,0 0 - Analiza Zdolności Procesu - Diagram YX

131 FAZA POMIARÓW - Analiza Systemu Pomiarowego - MSA dane atrybutowe

132 FAZA ANALIZY - Wykresy Multi Vari - Analiza wariancji

133 - Testowanie hipotez FAZA ANALIZY
134 FAZA POPRAWY Term A AD C B D E Pareto Chart of the Standardized Effects (response is torque, Alpha =.05) F actor Name A air pressure B squeeze time C weld current D weld hold time E off time Mean of torque Main Effects Plot (data means) for torque air pressure squeeze time weld current weld hold time off time Point Type Corner Center Standardized Effect Cube Plot (data means) for torque Centerpoint Factorial Point off time squeeze time weld current air pressure 1 weld hold time Planowanie i przeprowadzenie eksperymentów

135 FAZA KONTROLI - Korelacja i Regresja 31,0 EWMA Chart of C1 UCL=30,898 30,5 - Karty SPC EWMA 30,0 _ X=29,984 29,5 29, Sample LCL=29,069

136 ZNAJOMOŚĆ STATYSTYCZNYCH NARZĘDZI SIX SIGMA

137 STOSOWANIE SIX SIGMA OSZCZĘDNOŚCI W WYNIKU WYŻSZEGO POZIOMU JAKOŚCI SKRACA DŁUGOŚĆ CYKLU PROCESU
138 INFRASTRUKTURA SIX SIGMA Naczelne kierownictwo Champion Master Black Belt Black Belt Green Belt
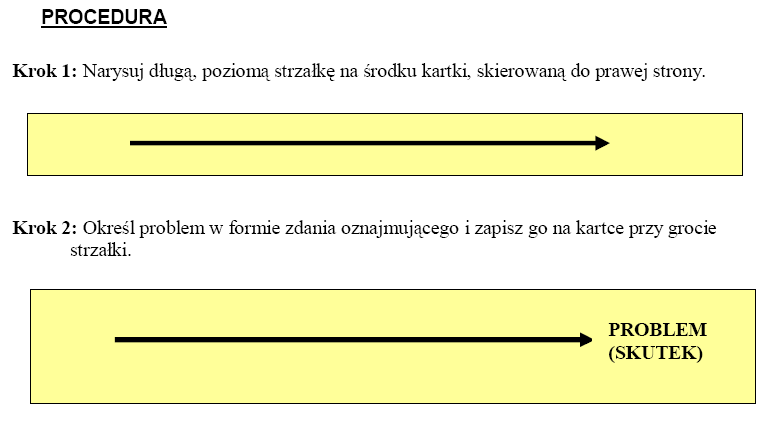
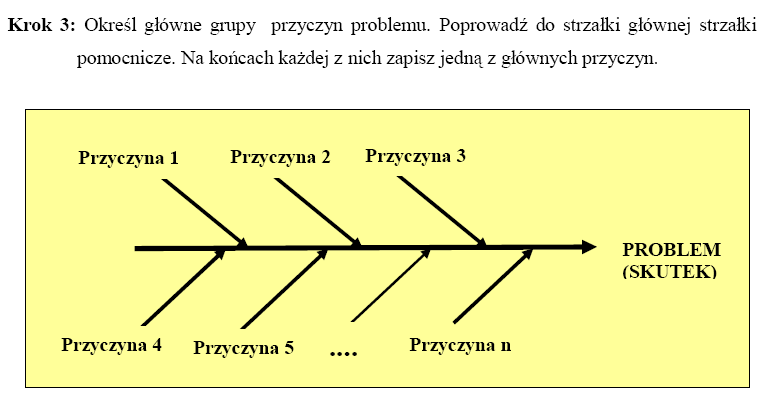
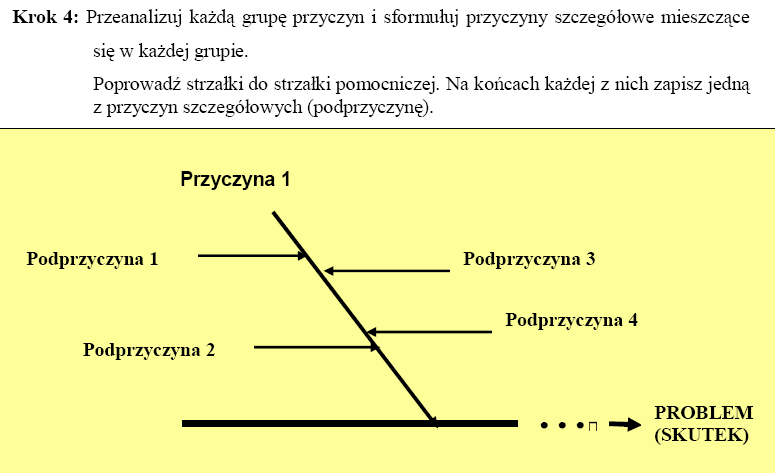
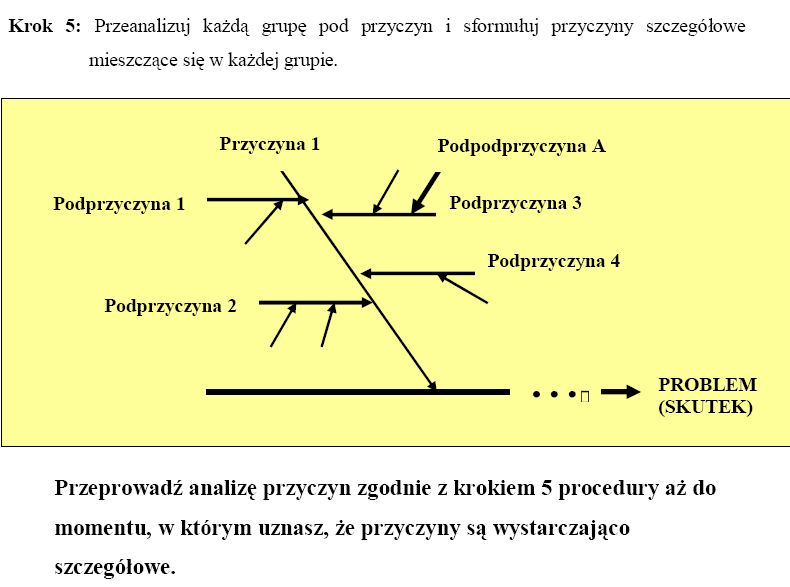
139 Diagram Ishikawy - diagram przyczynowo-skutkowy (ang. cause-effect diagram) - diagram rybiej ości" (ang. fishbone diagram) -służy do badania przyczyn wadliwego przebiegu procesu lub zjawisk towarzyszących defektom produktów -pozwala zgromadzić i usystematyzować wiedzę, która umożliwia rozważenie potencjalnych przyczyn występowania problemu -w oparciu o wiedzę ekspercką prowadzi do uporządkowania potencjalnych przyczyn i sformułowania roboczych hipotez na temat związków przyczynowo-skutkowych -poprzedza planowe zbieranie danych i ich analizę, która ma doprowadzić do wykrycia rzeczywistych przyczyn
140 Diagram Ishikawy, zwany jest również wykresem rybiej ości, dlatego też każda jego cześć służy do innych celów, a mianowicie: - głowa - analizowany problem, - kręgosłup - skupia promieniście rozmieszczone ości, - ości - grupy przyczyn powodujące daną niedogodność.
141 Etapy budowania diagramu Ishikawy Sporządzenie diagramu wymaga pracy zespołowej -precyzyjne określenie rozważanego zagadnienia SKUTEK (PROBLEM) -objaśnienie reguł prowadzenia dyskusji -wyznaczenie sekretarza - notuje kolejne wersje diagramu -swoboda wprowadzania nowych propozycji PRZYCZYNA -systematyzacja propozycji na bieżąco -wyczerpanie wszystkich pomysłów -dyskusja i podsumowanie
142
143
144
145
146 Idea diagramu Ishikawy Najczęstsze kategorie przyczyn Machine Maszyna Method Metoda Material Materiał 5M + M + E Man Człowiek Management Zarządzanie Kierownictwo Environment Otoczenie Measurement Pomiar
147 Maszyny Materiały Metody *- kolejność kategorii jest związana z ich ważnością SKUTEK Otoczenie Ludzie Mierniki Zarządzanie
148
149
150
151 Wykorzystanie wyników Wykres Ishikawy można wykorzystać jako dane wejściowe do metod: FMEA QFD
152 FMEA Failure Mode and Effects Analysis Analiza przyczyn i skutków wad Metodologia FMEA oficjalnie została opracowana w USA i wydana 9 listopada 1949 roku jako procedura MIL-P 1629 Procedure for Performing a Failure Mode, Effects and Criticality Analysis. Analiza FMEA stosowana była w przemyśle zbrojeniowym, podczas opracowywania i budowy rakiet. Także NASA stosowała FMEA w swoich programach kosmicznych, miedzy innymi w programie Apollo (lądowania człowieka na Księżycu). W późnych latach 70-tych firma Ford zastosowała pierwszy raz FMEA do analizy swych samochodów pod kątem bezpieczeństwa i wymogów prawnych. Procedura MIL-P 1629 oczywiście z biegiem lat ewoluowała i stała się podstawą do opracowania przez Departament Obrony USA kolejnego już, bardziej znanego standardu MIL-STD 1629 (w 1974 roku) oraz jego kolejnego wydania MIL-STD 1629A w 1980 roku
153
154 Poza aspektem militarnym jednocześnie w wielu innych sektorach przemysłu oraz ośrodkach akademickich dyskutowano nad zastosowaniami FMEA. powstało wiele standardów Powstało wiele standardów FMEA dopasowanych do różnych gałęzi przemysłu: SAEJ Standard opracowany przez Society of Automotive Engineers (SAE) w 1994 roku, opisujący zasady prowadzenia analizy FMEA projektu, procesu i maszyn. Zawiera także zalecany format formularzy do dokumentowania tych analiz. IEC Standard opublikowany w 1985 roku przez International Electrotechnical Commission, opisuje metody prowadzenia analizy FMEA i FMCA (C - Criticality), definiuje zalecane formularze do analiz itp. Ten standard jest czasem stosowany podczas analiz FMEA dla oprogramowania SWFMEA (SW Software).
155 W 1994 producenci z branży samochodowej (Ford, Chrysler, GM), zwani potocznie The Big Three, opracowali standard QS9000 określający, jakie wymagania muszą spełniać dostawcy komponentów do fabryk Wielkiej Trójki. Wraz ze standardem QS-9000 wydano też kilka podręczników referencyjnych: -APQP - Advanced Product Quality Planning -FMEA - Failure Mode and Effect Analysis -SPC - Statistical Process Control -PPAP - Production Part Approval Process -MSA - Measurement System Analysis
 oraz FMEA procesu (w fazie")
156 W ramach APQP wymaga się przeprowadzenia dwóch rodzajów analizy. FMEA projektu (w fazie projektowania wyrobu i budowy prototypu) oraz FMEA procesu (w fazie uruchomienia produkcji partii próbnej).
157 Przeprowadzanie FMEA wyrobu/konstrukcji jest zalecane w sytuacjach: - wprowadzania nowego wyrobu, - wprowadzania nowych lub w dużym stopniu zmienionych części lub podzespołów, - wprowadzania nowych materiałów, - zastosowania nowych technologii, - otwarcia się nowych możliwości zastosowania wyrobu, - dużego zagrożenia dla człowieka lub otoczenia w przypadku wystąpienia awarii wyrobu (nie jest dopuszczalne wystąpienie jakichkolwiek wad), - eksploatacji wyrobu w szczególnie trudnych warunkach, -znacznych inwestycji FMEA procesu jest stosowana: - w początkowej fazie projektowania procesów technologicznych, - przed uruchomieniem produkcji seryjnej, w produkcji seryjnej w celu doskonalenia procesów, które są niestabilne lub nie zapewniają uzyskania wymaganej wydajności.
158 Etapy analizy FMEA: - planowanie i przygotowanie, - analiza potencjalnych błędów, - określenie ryzyka, - planowanie działań zapobiegawczych, - oszacowanie ryzyka dla poprawionej konstrukcji, - wdrożenie działań zapobiegawczych i badanie ich skuteczności.
159 Planowanie i przygotowanie FMEA: Wdrożenie metody FMEA wymaga przeszkolenia zespołu, który takie analizy ma przeprowadzić. Zespół powinien składać się z 2 3 osób, najczęściej przedstawicieli działów : konstrukcyjnego, przygotowania produkcji i zapewnienia jakości, uzupełnionych ewentualnie odpowiednimi ekspertami. Dysponując odpowiednim zespołem należy wybrać cel analizy. Źródłem problemów mogą być uwagi klientów, reklamacje, zestawienia braków. W pierwszej kolejności powinny być analizowane problemy będące źródłem największych strat, problemy w których występują wysokie wymagania jakościowe, a także problemy dotyczące nie w pełni opanowanych procesów. Do prac przygotowawczych należy także opracowanie harmonogramu działań i sposobu dokumentowania wyników.
160 Grupa robocza 1)moderator FMEA 2)pracownik produkcji (operator) 3)technolog (inżynier produktu, inżynier procesu) 4)projektant 5)kupiec (logistyk) 6)dostawca
161 Analiza potencjalnych błędów : W zależności od tego, czy analiza dotyczy konstrukcji czy procesu wykonania, jej przedmiotem jest funkcja części lub cel operacji. Dla nich określa się możliwe : -rodzaje błędów, -skutki błędów, -przyczyny błędów. W określeniu możliwych rodzajów błędów mogą być pomocne informacje klientów, reklamacje, karty braków, protokoły badań, katalogi wad, doświadczenie zdobyte przy produkcji podobnych wyrobów, intuicja członków zespołu, itp. Dla każdego rodzaju wady określa się jej skutki i przyczyny. Wyniki tej analizy notuje się najczęściej w odpowiednich tabelach.
162 Określenie ryzyka: Dla każdego błędu, jego przyczyny i skutku określa się w skali 1 10: -prawdopodobieństwo wystąpienia błędu W, -znaczenie błędu dla klienta Z, -prawdopodobieństwo wykrycia błędu O. Wartości W, Z oraz O określają członkowie zespołu kierując się dostępnymi informacjami i własnym doświadczeniem. Iloczyn tych liczb zwany jest liczbą ryzyka R: R = W* Z* O
163 Punkty Skala Kryteria Występowanie W Znaczenie Z Wykrywalność O nie występuje Niewielkie wykrywa się występuje bardzo poważne nie wykrywa się
164 Prawdopodobieństwo wystąpienia W (LPW) Kryteria 0cena Bardzo słabe Bardzo słabe prawdopodobieństwo wystąpienia błędu, który dotychczas nie wystąpił Współczynnik zdolności (Cpk>lub=1,33) 1-2 Słabe Może wystąpić w skali roku, incydentalnie Współczynnik zdolności (1<lub=Cpk<lub=1,33) 3-4 Umiarkowane Może wystąpić w miesiącu Współczynnik zdolności (0,83<lub=Cpk<lub=1) 5-6 Silne Błąd częsty, może wystąpić w tygodniu Współczynnik zdolności (0,66<lub=Cpk<lub=8,83) 7-8 Bardzo silne Prawie pewne występowanie, może wystąpić codziennie Współczynnik zdolności (0,66<lub=Cpk<lub=0,
165 Prawdopodobieństwo nie wykrycia O (LPO) Bardzo słabe Kryteria Bardzo słabe prawdopodobieństwo przedostania się błędu do klienta Kontrola automatyczna lub systematyczna w 100% Ocena 1-2 Słabe Umiarkowane Słabe prawdopodobieństwo przedostania się błędu do klienta Błąd ewidentny. Czasem błąd może się prześlizgnąć kontroli Umiarkowane prawdopodobieństwo nie wykrycia na linii lub przedostania się błędu do klienta Kontrola trudna lub wyrywkowa Silne Bardzo silne Duże prawdopodobieństwo przedostania się błędu do klienta Kontrola subiektywna lub niewłaściwa Bardzo duże prawdopodobieństwo niewykrycia błędu przed wysłaniem do klienta Brak kontroli lub błąd niewidoczny
166 Znaczenie dla klienta (ważność) Z (LPZ) Bardzo małe Kryteria Wpływ zerowy lub bardzo mały Brak uwag ze strony klienta Ocena 1-2 Słabe Mało przeszkadza klientowi Rzadkie uwagi ze strony klienta Rzadko wywołuje konsekwencje 3-4 Umiarkowane Niezadowolenie klienta Perturbacje u klienta Krótki postój u klienta 5-6 Silne Negatywny obraz naszej marki Brak u klienta, odszkodowanie Przerwa w zaopatrywaniu się u nas 7-8 Bardzo silne Wywołuje konsekwencje prawne Błąd ma wpływ na bezpieczeństwo wyrobu i wiarygodność klienta wobec swoich odbiorców postój u klienta może opóźnić realizację zamówień 9-10
167 Planowanie działań zapobiegawczych: Dla błędów o największej liczbie ryzyka, proponuje się działania zapobiegawcze opierając się na doświadczeniu i ewentualnie przeprowadzonych badaniach. Określa się również realizatorów i szacuje skuteczność działań przez ponowne wyznaczenie liczby ryzyka.
168 Wdrożenie działań zapobiegawczych i badanie ich skuteczności: - sprecyzowanie działań, - określenie odpowiedzialności, - opracowanie harmonogramu wdrożenia, - określenie kosztów, - realizację działań, - sprawdzenie skuteczności osiągnięcia celu
169
170
171
172
173
174 ANALIZA PARETO ABC DIAGRAM PARETO-LORENZA 20/80 Pozwala zidentyfikować czynniki (zdarzenia i przyczyny) mające największy wpływ na wybrane wielkości opisujące wynik procesu lub charakterystykę produktu. Ilustruje nierównomierność rozkładu skutek czynnik, wskazując, że stosunkowo niewielka ilość czynników decyduje o znacznym udziale skutków Opiera się na stwierdzonej empirycznie prawidłowości, że 20-30% czynników (przyczyn) decyduje o około 70-80% skutków Pomaga w określeniu 20% przyczyn, odpowiedzialnych za 80% skutków. Pomaga w ukierunkowaniu działań korygujących i zapobiegawczych
175 Wytyczne do tworzenia diagram Pareto-Lorenza 1)Zebrać całkowite dane o badanym zjawisku jako jego charakterystyki 2)Uszeregować przyczyny od najbardziej do najmniej znaczącej 3)Wyznaczyć skumulowane wartości każdej przyczyny, tj udziały procentowe w stosunku do całości zjawiska 4)Narysować lewą oś pionową i oznaczyć od 0 do wysokości ogólnej sumy (lub nieco wyżej) 5)Narysować i oznaczyć oś poziomą. Nanieść na niej od lewej do prawej strony składniki od największego do najmniejszego. 6)Narysować prawą oś pionową i oznaczyć ją od 0 do 100%. Ustawić 100% na poziomie ogólnej sumy zaznaczonej uprzednio na lewej osi. 7)Narysować wykresy słupkowe (histogramy) dla każdej przyczyny tzw. wykres Pareto 8)Narysować procentowy udział ogólnej sumy w postaci wykresu liniowego tzw. krzywa Lorenza 9)Przeanalizować wykres. Poszukać punktu przełomu na wykresie procentowego udziału ogólnej sumy 10)Sformułować wnioski dotyczące poprawy badanego zjawiska. W miarę potrzeby wprowadzić działania korygujące
176
WYKŁAD V DR N. MED. EDYTA KĘDRA
 WYKŁAD V DR N. MED. EDYTA KĘDRA 2 Sposoby klasyfikowania pojęcia jakości definicja ogólnadoskonałość produktu zwana wysoką jakością jako przeciwieństwo niskiej jakości. jakość jest z jednej strony osiągnięciem
WYKŁAD V DR N. MED. EDYTA KĘDRA 2 Sposoby klasyfikowania pojęcia jakości definicja ogólnadoskonałość produktu zwana wysoką jakością jako przeciwieństwo niskiej jakości. jakość jest z jednej strony osiągnięciem
Norma to dokument przyjęty na zasadzie konsensu i zatwierdzony do powszechnego stosowania przez
 KONCEPCJA SYSTEMU JAKOŚCI zgodnie z wymaganiami norm ISO serii 9000 dr Lesław Lisak Co to jest norma? Norma to dokument przyjęty na zasadzie konsensu i zatwierdzony do powszechnego stosowania przez upoważnioną
KONCEPCJA SYSTEMU JAKOŚCI zgodnie z wymaganiami norm ISO serii 9000 dr Lesław Lisak Co to jest norma? Norma to dokument przyjęty na zasadzie konsensu i zatwierdzony do powszechnego stosowania przez upoważnioną
Normy ISO serii 9000. www.greber.com.pl. Normy ISO serii 9000. Tomasz Greber (www.greber.com.pl) dr inż. Tomasz Greber. www.greber.com.
 dr inż. Tomasz Greber. www.greber.com.") Normy ISO serii 9000 dr inż. Tomasz Greber www.greber.com.pl www.greber.com.pl 1 Droga do jakości ISO 9001 Organizacja tradycyjna TQM/PNJ KAIZEN Organizacja jakościowa SIX SIGMA Ewolucja systemów jakości
Normy ISO serii 9000 dr inż. Tomasz Greber www.greber.com.pl www.greber.com.pl 1 Droga do jakości ISO 9001 Organizacja tradycyjna TQM/PNJ KAIZEN Organizacja jakościowa SIX SIGMA Ewolucja systemów jakości
Zarządzanie jakością, środowiskiem oraz bezpieczeństwem w praktyce gospodarczej. Maciej Urbaniak.
 Zarządzanie jakością, środowiskiem oraz bezpieczeństwem w praktyce gospodarczej. Maciej Urbaniak. Książka stanowi szerokie kompendium wiedzy z zakresu systemów zarządzania. Stanowić ona może cenną pomoc
Zarządzanie jakością, środowiskiem oraz bezpieczeństwem w praktyce gospodarczej. Maciej Urbaniak. Książka stanowi szerokie kompendium wiedzy z zakresu systemów zarządzania. Stanowić ona może cenną pomoc
* tworzenie kryteriów oceny i nagradzania; * redukcję kosztów. Zasady kaizen Filozofia kaizen opiera się na dwóch zasadniczych
 William Edwards Deming (14 października 1900 20 grudnia 1993) amerykański statystyk. Urodził się w Sioux City w stanie Iowa, w którym to stanie także się wychował. Studiował na uniwersytetach Wyoming,
William Edwards Deming (14 października 1900 20 grudnia 1993) amerykański statystyk. Urodził się w Sioux City w stanie Iowa, w którym to stanie także się wychował. Studiował na uniwersytetach Wyoming,
Zarządzanie i inżynieria jakości / Adam Hamrol. Warszawa, Spis treści
 Zarządzanie i inżynieria jakości / Adam Hamrol. Warszawa, 2017 Spis treści Wprowadzenie 11 1. O inżynierii jakości i zarządzaniu jakością 11 2. Zakres i układ książki 14 3. Komentarz terminologiczny 17
Zarządzanie i inżynieria jakości / Adam Hamrol. Warszawa, 2017 Spis treści Wprowadzenie 11 1. O inżynierii jakości i zarządzaniu jakością 11 2. Zakres i układ książki 14 3. Komentarz terminologiczny 17
poprawy konkurencyjności
 Wdrażanie anie i doskonalenie systemów w zarządzania szansą poprawy konkurencyjności ci organizacji Andrzej Borcz "Przy istniejącej konkurencji firmy, które nie potrafią tworzyć i wcielać w życie doskonałej
Wdrażanie anie i doskonalenie systemów w zarządzania szansą poprawy konkurencyjności ci organizacji Andrzej Borcz "Przy istniejącej konkurencji firmy, które nie potrafią tworzyć i wcielać w życie doskonałej
Podręcznik jest przeznaczony dla studentów uczelni technicznych na kierunku zarządzanie i inżynieria produkcji.
 Zarządzanie jakością i bezpieczeństwem. Zofia Zymonik, Adam Hamrol, Piotr Grudowski Podręcznik obejmuje wiedzę o zarządzaniu jakością produkcji i bezpieczeństwem produktu. Autorzy przedstawili: historię,
Zarządzanie jakością i bezpieczeństwem. Zofia Zymonik, Adam Hamrol, Piotr Grudowski Podręcznik obejmuje wiedzę o zarządzaniu jakością produkcji i bezpieczeństwem produktu. Autorzy przedstawili: historię,
ISO 9001:2015 przegląd wymagań
 ISO 9001:2015 przegląd wymagań dr Inż. Tomasz Greber (www.greber.com.pl) Normy systemowe - historia MIL-Q-9858 (1959 r.) ANSI-N 45-2 (1971 r.) BS 4891 (1972 r.) PN-N 18001 ISO 14001 BS 5750 (1979 r.) EN
ISO 9001:2015 przegląd wymagań dr Inż. Tomasz Greber (www.greber.com.pl) Normy systemowe - historia MIL-Q-9858 (1959 r.) ANSI-N 45-2 (1971 r.) BS 4891 (1972 r.) PN-N 18001 ISO 14001 BS 5750 (1979 r.) EN
Doskonalenie. w zarządzaniu. Wprowadzenie. Kaizen 5-S TQM. Nagrody jakości. Podsumowanie. Doskonalenie. Wprowadzenie.
 Zarządzanie - wykład 7 Jakość produktu Pojęcie i zasady zarządzania System zarządzania Planowanie Kontrola Metody i narzędzia proowe Zarządzanie. Wykład 07/07 2 Ciągłe doskonalenie Jesteśmy tym, co w swoim
Zarządzanie - wykład 7 Jakość produktu Pojęcie i zasady zarządzania System zarządzania Planowanie Kontrola Metody i narzędzia proowe Zarządzanie. Wykład 07/07 2 Ciągłe doskonalenie Jesteśmy tym, co w swoim
ISO 9000/9001. Jarosław Kuchta Jakość Oprogramowania
 ISO 9000/9001 Jarosław Kuchta Jakość Oprogramowania Co to jest ISO International Organization for Standardization największa międzynarodowa organizacja opracowująca standardy 13700 standardów zrzesza narodowe
ISO 9000/9001 Jarosław Kuchta Jakość Oprogramowania Co to jest ISO International Organization for Standardization największa międzynarodowa organizacja opracowująca standardy 13700 standardów zrzesza narodowe
Ramowy program zajęć dydaktycznych Standardy ISO i zarządzanie przez jakość (TQM) (nazwa studiów podyplomowych)
 (nazwa studiów podyplomowych)") Ramowy program zajęć dydaktycznych Standardy ISO i zarządzanie przez jakość (TQM) (nazwa studiów podyplomowych) Załącznik nr do Zarządzenia Rektora PG nr 1. Wykaz przedmiotów i ich treść, wymiar godzinowy,
Ramowy program zajęć dydaktycznych Standardy ISO i zarządzanie przez jakość (TQM) (nazwa studiów podyplomowych) Załącznik nr do Zarządzenia Rektora PG nr 1. Wykaz przedmiotów i ich treść, wymiar godzinowy,
HACCP- zapewnienie bezpieczeństwa zdrowotnego żywności Strona 1
 CO TO JEST HACCP? HACCP ANALIZA ZAGROŻEŃ I KRYTYCZNE PUNKTY KONTROLI HAZARD ryzyko, niebezpieczeństwo, potencjalne zagrożenie przez wyroby dla zdrowia konsumenta ANALYSIS ocena, analiza, kontrola zagrożenia
CO TO JEST HACCP? HACCP ANALIZA ZAGROŻEŃ I KRYTYCZNE PUNKTY KONTROLI HAZARD ryzyko, niebezpieczeństwo, potencjalne zagrożenie przez wyroby dla zdrowia konsumenta ANALYSIS ocena, analiza, kontrola zagrożenia
PO PROSTU JAKOŚĆ. PODRĘCZNIK ZARZĄDZANIA JAKOŚCIĄ. Autor: JAN M. MYSZEWSKI
 PO PROSTU JAKOŚĆ. PODRĘCZNIK ZARZĄDZANIA JAKOŚCIĄ Autor: JAN M. MYSZEWSKI WSTĘP CZĘŚĆ I FUNDAMENTY ZARZĄDZANIA JAKOŚCIĄ 1. Istota jakości 1.1. W poszukiwaniu znaczenia pojęcia "jakość" 1.2. Struktura jakości
PO PROSTU JAKOŚĆ. PODRĘCZNIK ZARZĄDZANIA JAKOŚCIĄ Autor: JAN M. MYSZEWSKI WSTĘP CZĘŚĆ I FUNDAMENTY ZARZĄDZANIA JAKOŚCIĄ 1. Istota jakości 1.1. W poszukiwaniu znaczenia pojęcia "jakość" 1.2. Struktura jakości
Katalog rozwiązań informatycznych dla firm produkcyjnych
 Katalog rozwiązań informatycznych dla firm produkcyjnych www.streamsoft.pl Obserwować, poszukiwać, zmieniać produkcję w celu uzyskania największej efektywności. Jednym słowem być jak Taiichi Ohno, dyrektor
Katalog rozwiązań informatycznych dla firm produkcyjnych www.streamsoft.pl Obserwować, poszukiwać, zmieniać produkcję w celu uzyskania największej efektywności. Jednym słowem być jak Taiichi Ohno, dyrektor
UCHWAŁA Nr 12/2011 Rady Wydziału Społeczno-Technicznego Państwowej Wyższej Szkoły Zawodowej w Koninie z dnia 18 października 2011 r.
 UCHWAŁA Nr 12/2011 Rady Wydziału Społeczno-Technicznego Państwowej Wyższej Szkoły Zawodowej w Koninie z dnia 18 października 2011 r. zmieniająca uchwałę w sprawie uchwalenia planów studiów podyplomowych
UCHWAŁA Nr 12/2011 Rady Wydziału Społeczno-Technicznego Państwowej Wyższej Szkoły Zawodowej w Koninie z dnia 18 października 2011 r. zmieniająca uchwałę w sprawie uchwalenia planów studiów podyplomowych
Jakość w zarządzaniu operacyjnym. Wykład
 Jakość w zarządzaniu operacyjnym Wykład 28.04.2017 AGENDA Jakość przegląd definicji i podstawy Koszty jakości Ewolucja zarządzania jakością Normalizacja LEAN KAIZEN TQM Porównanie koncepcji zarządzania
Jakość w zarządzaniu operacyjnym Wykład 28.04.2017 AGENDA Jakość przegląd definicji i podstawy Koszty jakości Ewolucja zarządzania jakością Normalizacja LEAN KAIZEN TQM Porównanie koncepcji zarządzania
Zarządzanie jakością w logistyce ćw. Artur Olejniczak
 ćw. artur.olejniczak@wsl.com.pl Plan spotkań Data Godziny Rodzaj 18.03.2012 4 godziny ćw. 14:30-15:30 dyżur 14.04.2012 4 godziny ćw. 28.04.2012 4 godziny ćw. 14:30-15:30 dyżur 19.05.2012 4 godziny ćw.
ćw. artur.olejniczak@wsl.com.pl Plan spotkań Data Godziny Rodzaj 18.03.2012 4 godziny ćw. 14:30-15:30 dyżur 14.04.2012 4 godziny ćw. 28.04.2012 4 godziny ćw. 14:30-15:30 dyżur 19.05.2012 4 godziny ćw.
Rektora Państwowej Wyższej Szkoły Zawodowej w Koninie z dnia 9 listopada 2011 roku
 ZARZĄDZENIE Nr 84/2011 Rektora Państwowej Wyższej Szkoły Zawodowej w Koninie z dnia 9 listopada 2011 roku zmieniające zasady organizacji studiów podyplomowych Zarządzanie jakością Na podstawie 7 Regulaminu
ZARZĄDZENIE Nr 84/2011 Rektora Państwowej Wyższej Szkoły Zawodowej w Koninie z dnia 9 listopada 2011 roku zmieniające zasady organizacji studiów podyplomowych Zarządzanie jakością Na podstawie 7 Regulaminu
KLIENCI KIENCI. Wprowadzenie normy ZADOWOLE NIE WYRÓB. Pomiary analiza i doskonalenie. Odpowiedzialnoś ć kierownictwa. Zarządzanie zasobami
 SYSTEM ZARZĄDZANIA JAKOŚCIĄ ISO Jakość samą w sobie trudno jest zdefiniować, tak naprawdę pod tym pojęciem kryje się wszystko to co ma związek z pewnymi cechami - wyrobu lub usługi - mającymi wpływ na
SYSTEM ZARZĄDZANIA JAKOŚCIĄ ISO Jakość samą w sobie trudno jest zdefiniować, tak naprawdę pod tym pojęciem kryje się wszystko to co ma związek z pewnymi cechami - wyrobu lub usługi - mającymi wpływ na
Narzędzia doskonalenia produkcji - LEAN, KAIZEN, TOC, GEMBA
 Narzędzia doskonalenia produkcji - LEAN, KAIZEN, TOC, GEMBA Opis W jaki sposób angażować pracowników w doskonalenie procesów produkcji? Co motywuje ludzi do aktywnego uczestnictwa w rozwiązywaniu problemów
Narzędzia doskonalenia produkcji - LEAN, KAIZEN, TOC, GEMBA Opis W jaki sposób angażować pracowników w doskonalenie procesów produkcji? Co motywuje ludzi do aktywnego uczestnictwa w rozwiązywaniu problemów
Korzyści wynikające z wdrożenia systemu zarządzania jakością w usługach medycznych.
 Norma PN-EN ISO 9001:2009 System Zarządzania Jakością w usługach medycznych Korzyści wynikające z wdrożenia systemu zarządzania jakością w usługach medycznych. www.isomed.pl Grzegorz Dobrakowski Uwarunkowania
Norma PN-EN ISO 9001:2009 System Zarządzania Jakością w usługach medycznych Korzyści wynikające z wdrożenia systemu zarządzania jakością w usługach medycznych. www.isomed.pl Grzegorz Dobrakowski Uwarunkowania
ZARZĄDZANIE JAKOŚCIĄ
 ZARZĄDZANIE JAKOŚCIĄ 1. Podstawy zarządzania jakością, w tym definicje: Jakość stopień w jakim zbiór inherentnych właściwości spełnia wymagania Proces - często przedstawia się jako łańcuch/ciąg zdarzeń
ZARZĄDZANIE JAKOŚCIĄ 1. Podstawy zarządzania jakością, w tym definicje: Jakość stopień w jakim zbiór inherentnych właściwości spełnia wymagania Proces - często przedstawia się jako łańcuch/ciąg zdarzeń
ŚCIEŻKA: Praktyk KAIZEN
 ŚCIEŻKA: Praktyk KAIZEN Ścieżka dedykowana jest każdej osobie, która chce rozwijać siebie i swoją organizację - w szczególności: Koordynatorom i liderom Lean/KAIZEN odpowiedzialnym za obszary produkcyjne
ŚCIEŻKA: Praktyk KAIZEN Ścieżka dedykowana jest każdej osobie, która chce rozwijać siebie i swoją organizację - w szczególności: Koordynatorom i liderom Lean/KAIZEN odpowiedzialnym za obszary produkcyjne
PRZEGLĄD KONCEPCJI ZARZĄDZANIA JAKOŚCIĄ
 Wykład 4. PRZEGLĄD KONCEPCJI ZARZĄDZANIA JAKOŚCIĄ 1 1.Ogólna charakterystyka koncepcji zarządzania jakością i kierunki ich zmian w czasie: W historycznym podejściu do zarządzania jako- ścią można wyróżnić
Wykład 4. PRZEGLĄD KONCEPCJI ZARZĄDZANIA JAKOŚCIĄ 1 1.Ogólna charakterystyka koncepcji zarządzania jakością i kierunki ich zmian w czasie: W historycznym podejściu do zarządzania jako- ścią można wyróżnić
ISO 14000 w przedsiębiorstwie
 ISO 14000 w przedsiębiorstwie Rodzina norm ISO 14000 TC 207 ZARZADZANIE ŚRODOWISKOWE SC1 System zarządzania środowiskowego SC2 Audity środowiskowe SC3 Ekoetykietowanie SC4 Ocena wyników ekologicznych SC5
ISO 14000 w przedsiębiorstwie Rodzina norm ISO 14000 TC 207 ZARZADZANIE ŚRODOWISKOWE SC1 System zarządzania środowiskowego SC2 Audity środowiskowe SC3 Ekoetykietowanie SC4 Ocena wyników ekologicznych SC5
MODEL DOSKONAŁOŚCI ZARZĄDZANIA JAKOŚCIĄ
 Wykład 2. MODEL DOSKONAŁOŚCI ORGANIZACJI I ZASADY ZARZĄDZANIA JAKOŚCIĄ 1 1. Systematyka zarządzania jakością w organizacji: Systematyka zarządzania jakością jest rozumiana jako: system pojęć składających
Wykład 2. MODEL DOSKONAŁOŚCI ORGANIZACJI I ZASADY ZARZĄDZANIA JAKOŚCIĄ 1 1. Systematyka zarządzania jakością w organizacji: Systematyka zarządzania jakością jest rozumiana jako: system pojęć składających
Zarządzanie jakością i produktami chemicznymi
 Zarządzanie jakością i produktami chemicznymi dr inż. Paweł Ruśkowski pok. 22 (Pawilon, II piętro) Gmach Technologii Chemicznej e-mail: pawel.ruskowski@ch.pw.edu.pl Konsultacje: czwartek 10-12 Literatura
Zarządzanie jakością i produktami chemicznymi dr inż. Paweł Ruśkowski pok. 22 (Pawilon, II piętro) Gmach Technologii Chemicznej e-mail: pawel.ruskowski@ch.pw.edu.pl Konsultacje: czwartek 10-12 Literatura
1
 Wprowadzenie 0.1 Postanowienia ogólne Wprowadzenie 0.1 Postanowienia ogólne Wprowadzenie 0.1 Postanowienia ogólne 0.2 Podejście procesowe 0.2 Zasady zarządzania jakością 0.2 Zasady zarządzania jakością
Wprowadzenie 0.1 Postanowienia ogólne Wprowadzenie 0.1 Postanowienia ogólne Wprowadzenie 0.1 Postanowienia ogólne 0.2 Podejście procesowe 0.2 Zasady zarządzania jakością 0.2 Zasady zarządzania jakością
DOSKONALENIE SYSTEMU JAKOŚCI Z WYKORZYSTANIEM MODELU PDCA
 Koncepcje zarządzania jakością. Doświadczenia i perspektywy., red. Sikora T., Uniwersytet Ekonomiczny w Krakowie, Kraków 2008, ss. 17-22 Urszula Balon Uniwersytet Ekonomiczny w Krakowie DOSKONALENIE SYSTEMU
Koncepcje zarządzania jakością. Doświadczenia i perspektywy., red. Sikora T., Uniwersytet Ekonomiczny w Krakowie, Kraków 2008, ss. 17-22 Urszula Balon Uniwersytet Ekonomiczny w Krakowie DOSKONALENIE SYSTEMU
Poka-Yoke. Poka Yoke. Wydanie 1. Zbigniew Huber. Wrzesień Artykuł dostępny na stronie autora:
 Poka Yoke Wydanie 1 Zbigniew Huber Wrzesień 2006 Artykuł dostępny na stronie autora: http://www.huber.pl Copyright by Zbigniew Huber Strona 1 z 9 Wstęp O czym myślisz kiedy kierujesz samochodem? Czy przez
Poka Yoke Wydanie 1 Zbigniew Huber Wrzesień 2006 Artykuł dostępny na stronie autora: http://www.huber.pl Copyright by Zbigniew Huber Strona 1 z 9 Wstęp O czym myślisz kiedy kierujesz samochodem? Czy przez
SYSTEMY ZARZĄDZANIA. cykl wykładów dr Paweł Szudra
 SYSTEMY ZARZĄDZANIA cykl wykładów dr Paweł Szudra LITERATURA Brilman J., Nowoczesne koncepcje i metody zarządzania. PWE, 2006. Grudzewski W., Hejduk I., Projektowanie systemów zarządzania. Wydawnictwo
SYSTEMY ZARZĄDZANIA cykl wykładów dr Paweł Szudra LITERATURA Brilman J., Nowoczesne koncepcje i metody zarządzania. PWE, 2006. Grudzewski W., Hejduk I., Projektowanie systemów zarządzania. Wydawnictwo
5S w Produkcji Kurs certyfikujący
 Kurs certyfikujący Lean Vision University Spis treści 1. Podstawowe informacje o 5S 2. Definicje 5S 3. Przykłady zastosowania 5S 4. Metodologia wdrażania 5S 5. Kluczowe punkty do nauki 2 Przed wprowadzeniem
Kurs certyfikujący Lean Vision University Spis treści 1. Podstawowe informacje o 5S 2. Definicje 5S 3. Przykłady zastosowania 5S 4. Metodologia wdrażania 5S 5. Kluczowe punkty do nauki 2 Przed wprowadzeniem
SYSTEMY ZARZĄDZANIA JAKOŚCIĄ WEDŁUG
 Wykład 10. SYSTEMY ZARZĄDZANIA JAKOŚCIĄ WEDŁUG NORM ISO 9000 1 1. Rodzina norm ISO 9000: Normy ISO 9000 są od 1987r., a trzecia rodzina norm ISO 9000 z 2000 r. (doskonalona w kolejnych latach) składa się
Wykład 10. SYSTEMY ZARZĄDZANIA JAKOŚCIĄ WEDŁUG NORM ISO 9000 1 1. Rodzina norm ISO 9000: Normy ISO 9000 są od 1987r., a trzecia rodzina norm ISO 9000 z 2000 r. (doskonalona w kolejnych latach) składa się
Lean Six Sigma poziom Green Belt
 Lean Six Sigma poziom Green Belt Kurs ma na celu zapoznanie z metodologią Lean Six Sigma znaną na świecie już od kilkudziesięciu lat. Metodologia ta jest połączeniem dwóch najlepszych praktyk procesowego
Lean Six Sigma poziom Green Belt Kurs ma na celu zapoznanie z metodologią Lean Six Sigma znaną na świecie już od kilkudziesięciu lat. Metodologia ta jest połączeniem dwóch najlepszych praktyk procesowego
METO T D O Y O C O ENY J A J KOŚ O CI
 Wykład 8. METODY OCENY JAKOŚCI I NARZĘDZIA JEJ KSZTAŁTOWANIA 1 1. Pomiar i ocena jakości: Pomiaru i oceny jakości dokonujemy na podstawie zbioru cech (mierzalnych i niemierzalnych). Działania w procesie
Wykład 8. METODY OCENY JAKOŚCI I NARZĘDZIA JEJ KSZTAŁTOWANIA 1 1. Pomiar i ocena jakości: Pomiaru i oceny jakości dokonujemy na podstawie zbioru cech (mierzalnych i niemierzalnych). Działania w procesie
Wprowadzenie do Lean Manufacturing - gra symulacyjna "Fabryka ekspresowych pociągów"
 Wprowadzenie do Lean Manufacturing - gra symulacyjna "Fabryka ekspresowych pociągów" Opis Lean Manufacturing to filozofia szczupłego wytwarzania dóbr i usług. To szereg etapów, czynności i narzędzi, które
Wprowadzenie do Lean Manufacturing - gra symulacyjna "Fabryka ekspresowych pociągów" Opis Lean Manufacturing to filozofia szczupłego wytwarzania dóbr i usług. To szereg etapów, czynności i narzędzi, które
Ograniczanie kosztów w praktyce. Lean Management... czy warto podążać za trendami? KAMIL RADOM
 Ograniczanie kosztów w praktyce. Lean Management... czy warto podążać za trendami? KAMIL RADOM CZAS to PIENIĄDZ? CZASU NIE MOŻNA: ZATRZYMAĆ, COFNĄĆ, KUPIĆ, SKŁADOWAĆ CZAS STALE UPŁYWA!!! DLACZEGO TRACISZ
Ograniczanie kosztów w praktyce. Lean Management... czy warto podążać za trendami? KAMIL RADOM CZAS to PIENIĄDZ? CZASU NIE MOŻNA: ZATRZYMAĆ, COFNĄĆ, KUPIĆ, SKŁADOWAĆ CZAS STALE UPŁYWA!!! DLACZEGO TRACISZ
Koncepcje i narzędzia systemów zarządzania jakością
 Koncepcje i narzędzia systemów zarządzania jakością Koncepcje zarządzania jakością -TQM Geneza TQM (Kompleksowe Zarządzanie Jakością) 1. Początki TQM lata 40. XX wieku. 2. Twórcy W.E. Deming i J. Juran
Koncepcje i narzędzia systemów zarządzania jakością Koncepcje zarządzania jakością -TQM Geneza TQM (Kompleksowe Zarządzanie Jakością) 1. Początki TQM lata 40. XX wieku. 2. Twórcy W.E. Deming i J. Juran
POLITYKA JAKOŚCI. Polityka jakości to formalna i ogólna deklaracja firmy, jak zamierza traktować sprawy zarządzania jakością.
 POLITYKA JAKOŚCI Polityka jakości jest zestawem nadrzędnych celów, zamiarów oraz orientacji organizacji na jakość. Stanowi ona dowód na to, że przedsiębiorca wie, czego chce i kieruje swoim przedsiębiorstwem
POLITYKA JAKOŚCI Polityka jakości jest zestawem nadrzędnych celów, zamiarów oraz orientacji organizacji na jakość. Stanowi ona dowód na to, że przedsiębiorca wie, czego chce i kieruje swoim przedsiębiorstwem
Zmiany w standardzie ISO dr inż. Ilona Błaszczyk Politechnika Łódzka
 Zmiany w standardzie ISO 9001 dr inż. Ilona Błaszczyk Politechnika Łódzka 1 W prezentacji przedstawiono zmiany w normie ISO 9001 w oparciu o projekt komitetu. 2 3 4 5 6 Zmiany w zakresie terminów używanych
Zmiany w standardzie ISO 9001 dr inż. Ilona Błaszczyk Politechnika Łódzka 1 W prezentacji przedstawiono zmiany w normie ISO 9001 w oparciu o projekt komitetu. 2 3 4 5 6 Zmiany w zakresie terminów używanych
Skuteczność => Efekty => Sukces
 O HBC Współczesne otoczenie biznesowe jest wyjątkowo nieprzewidywalne. Stała w nim jest tylko nieustająca zmiana. Ciągłe doskonalenie się poprzez reorganizację procesów to podstawy współczesnego zarządzania.
O HBC Współczesne otoczenie biznesowe jest wyjątkowo nieprzewidywalne. Stała w nim jest tylko nieustająca zmiana. Ciągłe doskonalenie się poprzez reorganizację procesów to podstawy współczesnego zarządzania.
Powody wdraŝania i korzyści z funkcjonowania Systemu Zarządzania Jakością wg ISO 9001. Mariola Witek
 Powody wdraŝania i korzyści z funkcjonowania Systemu Zarządzania Jakością wg ISO 9001 Mariola Witek Przedmiot wykładu 1.Rozwój systemów zarządzania jakością (SZJ) 2.Potrzeba posiadania formalnych SZJ 3.Korzyści
Powody wdraŝania i korzyści z funkcjonowania Systemu Zarządzania Jakością wg ISO 9001 Mariola Witek Przedmiot wykładu 1.Rozwój systemów zarządzania jakością (SZJ) 2.Potrzeba posiadania formalnych SZJ 3.Korzyści
Proces certyfikacji ISO 14001:2015
 ISO 14001:2015 Informacje o systemie W chwili obecnej szeroko pojęta ochrona środowiska stanowi istotny czynnik rozwoju gospodarczego krajów europejskich. Coraz większa liczba przedsiębiorców obniża koszty
ISO 14001:2015 Informacje o systemie W chwili obecnej szeroko pojęta ochrona środowiska stanowi istotny czynnik rozwoju gospodarczego krajów europejskich. Coraz większa liczba przedsiębiorców obniża koszty
Cel walidacji- zbadanie, czy procedura/wyrób/technologia/projekt/... może zostać w sposób niebudzący wątpliwości wprowadzona/y/e do użytkowania
 1. Proszę krótko scharakteryzować w sposób "ilościowy": a) produkt i technologię wytwarzania tego produktu przez firmę którą założyła Pani/Pana podgrupa oraz wyjaśnić dlaczego wybrana technologia jest
1. Proszę krótko scharakteryzować w sposób "ilościowy": a) produkt i technologię wytwarzania tego produktu przez firmę którą założyła Pani/Pana podgrupa oraz wyjaśnić dlaczego wybrana technologia jest
zarządzania Historia podejścia do jakości Pojęcie zarządzania Zasady zarządzania Podsumowanie
 Zarządzanie - wykład 2 Jakość produktu System Planowanie w zarządzaniu Kontrola w zarządzaniu Metody i narzędzia projakościowe Doskonalenie w zarządzaniu Zarządzanie. Temat 2 Wykład 02/07 Historia podejścia
Zarządzanie - wykład 2 Jakość produktu System Planowanie w zarządzaniu Kontrola w zarządzaniu Metody i narzędzia projakościowe Doskonalenie w zarządzaniu Zarządzanie. Temat 2 Wykład 02/07 Historia podejścia
Budowanie skutecznych systemów zarządzania opartych na normach ISO
 UKatalog Szkoleń: Budowanie skutecznych systemów zarządzania opartych na normach ISO UBlok I Podejście procesowe: Zarządzanie procesowe (2 dni) Definicje procesu, zarządzanie procesami, podział i identyfikowanie
UKatalog Szkoleń: Budowanie skutecznych systemów zarządzania opartych na normach ISO UBlok I Podejście procesowe: Zarządzanie procesowe (2 dni) Definicje procesu, zarządzanie procesami, podział i identyfikowanie
WYMAGANIA DLA ZAKŁADOWEJ KONTROLI PRODUKCJI
 Instytut Odlewnictwa Biuro Certyfikacji i Normalizacji u l. Z a k o p i a ń s k a 7 3 30-418 Kraków, Polska tel. +48 (12) 26 18 442 fax. +48 (12) 26 60 870 bcw@iod.krakow.pl w w w.i o d.k r ak ow. p l
Instytut Odlewnictwa Biuro Certyfikacji i Normalizacji u l. Z a k o p i a ń s k a 7 3 30-418 Kraków, Polska tel. +48 (12) 26 18 442 fax. +48 (12) 26 60 870 bcw@iod.krakow.pl w w w.i o d.k r ak ow. p l
Jakość wczoraj i dziś
 Studia podyplomowe Zarządzanie w Przemyśle Naftowym i Gazowniczym Jakość wczoraj i dziś Jan Sas Kraków, 2016 Zakres tematyczny 1. Jakość dawniej 2. Podstawowe definicje i odbiorcy jakości 3. Ewolucja w
Studia podyplomowe Zarządzanie w Przemyśle Naftowym i Gazowniczym Jakość wczoraj i dziś Jan Sas Kraków, 2016 Zakres tematyczny 1. Jakość dawniej 2. Podstawowe definicje i odbiorcy jakości 3. Ewolucja w
Zarządzanie jakością wg norm serii ISO 9000:2000 cz.1 system, kierownictwo i zasoby
 Jakub Wierciak Zagadnienia jakości i niezawodności w projektowaniu Zarządzanie jakością wg norm serii ISO 9000:2000 cz.1 system, kierownictwo i zasoby System zarządzania jakością (ISO 9000:2000) System
Jakub Wierciak Zagadnienia jakości i niezawodności w projektowaniu Zarządzanie jakością wg norm serii ISO 9000:2000 cz.1 system, kierownictwo i zasoby System zarządzania jakością (ISO 9000:2000) System
Już dziś masz szansę stać się uczestnikiem projektu "Fabryka Innowacji!"
 Już dziś masz szansę stać się uczestnikiem projektu "Fabryka Innowacji!" Jeśli Twoja firma należy do sektora przemysłu: CHEMICZNEGO FARMACEUTYCNZEGO MOTORYZACYJNEGO ELEKTRYCZNEGO ELEKTRONICZNEGO WYDOBYWCZEGO
Już dziś masz szansę stać się uczestnikiem projektu "Fabryka Innowacji!" Jeśli Twoja firma należy do sektora przemysłu: CHEMICZNEGO FARMACEUTYCNZEGO MOTORYZACYJNEGO ELEKTRYCZNEGO ELEKTRONICZNEGO WYDOBYWCZEGO
Pierwszy w Polsce System Zarządzania Energią (SZE) w oparciu o normę PN-EN ISO 50001 w Dzierżoniowie. Warszawa 8 maja 2013 r.
 w oparciu o normę PN-EN ISO 50001 w Dzierżoniowie. Warszawa 8 maja 2013 r.") Pierwszy w Polsce System Zarządzania Energią (SZE) w oparciu o normę PN-EN ISO 50001 w Dzierżoniowie Warszawa 8 maja 2013 r. Efektywne zarządzanie energią jest jednym z warunków krytycznych do osiągnięcia
Pierwszy w Polsce System Zarządzania Energią (SZE) w oparciu o normę PN-EN ISO 50001 w Dzierżoniowie Warszawa 8 maja 2013 r. Efektywne zarządzanie energią jest jednym z warunków krytycznych do osiągnięcia
Standard ISO 9001:2015
 Standard ISO 9001:2015 dr inż. Ilona Błaszczyk Politechnika Łódzka XXXIII Seminarium Naukowe Aktualne zagadnienia dotyczące jakości w przemyśle cukrowniczym Łódź 27-28.06.2017 1 Struktura normy ISO 9001:2015
Standard ISO 9001:2015 dr inż. Ilona Błaszczyk Politechnika Łódzka XXXIII Seminarium Naukowe Aktualne zagadnienia dotyczące jakości w przemyśle cukrowniczym Łódź 27-28.06.2017 1 Struktura normy ISO 9001:2015
5S - utrzymanie zorganizowanego i wydajnego miejsca pracy na przykładzie firmy produkcyjnej. Maciej Koc Trener Lean Manufacturing
 5S - utrzymanie zorganizowanego i wydajnego miejsca pracy na przykładzie firmy produkcyjnej Maciej Koc Trener Lean Manufacturing Agenda: 1. Lean Manufacturing - podstawowe narzędzia. 2. 5S zorganizowane
5S - utrzymanie zorganizowanego i wydajnego miejsca pracy na przykładzie firmy produkcyjnej Maciej Koc Trener Lean Manufacturing Agenda: 1. Lean Manufacturing - podstawowe narzędzia. 2. 5S zorganizowane
LEAN MANAGEMENT OPTYMALIZACJA PRODUKCJI OFERTA SZKOLENIA
 LEAN MANAGEMENT OPTYMALIZACJA PRODUKCJI OFERTA SZKOLENIA Gdynia, 2012 SZKOLENIA W PERFECT CONSULTING W Perfect Consulting programy szkoleniowe opracowywane są i realizowane z punktu widzenia, jakie mają
LEAN MANAGEMENT OPTYMALIZACJA PRODUKCJI OFERTA SZKOLENIA Gdynia, 2012 SZKOLENIA W PERFECT CONSULTING W Perfect Consulting programy szkoleniowe opracowywane są i realizowane z punktu widzenia, jakie mają
Etapy wdraŝania Systemu Zarządzania Jakością zgodnego z ISO 9001:2008
 1 2 Etapy wdraŝania Systemu Zarządzania Jakością zgodnego z ISO 9001:2008 Etapy wdraŝania Systemu Zarządzania Jakością zgodnego z ISO 9001:2008 3 Agenda 4 Jaki powinien być System Zarządzania wg norm serii
1 2 Etapy wdraŝania Systemu Zarządzania Jakością zgodnego z ISO 9001:2008 Etapy wdraŝania Systemu Zarządzania Jakością zgodnego z ISO 9001:2008 3 Agenda 4 Jaki powinien być System Zarządzania wg norm serii
VI. SZKOLENIA SPECJALNE
 VI. SZKOLENIA SPECJALNE a. Zasady wzorcowania przyrządów pomiarowych szkolenie modułowe moduł I Czas trwania: 1 dzień / 8 godzin lekcyjnych Zapoznanie uczestników z podstawowymi pojęciami z zakresu metrologii,
VI. SZKOLENIA SPECJALNE a. Zasady wzorcowania przyrządów pomiarowych szkolenie modułowe moduł I Czas trwania: 1 dzień / 8 godzin lekcyjnych Zapoznanie uczestników z podstawowymi pojęciami z zakresu metrologii,
Materiał pomocniczy dla nauczycieli kształcących w zawodzie:
 Materiał pomocniczy dla nauczycieli kształcących w zawodzie: TECHNIK ŻYWIENIA I USŁUG GASTRONOMICZNYCH przygotowany w ramach projektu Praktyczne kształcenie nauczycieli zawodów branży hotelarsko-turystycznej
Materiał pomocniczy dla nauczycieli kształcących w zawodzie: TECHNIK ŻYWIENIA I USŁUG GASTRONOMICZNYCH przygotowany w ramach projektu Praktyczne kształcenie nauczycieli zawodów branży hotelarsko-turystycznej
VI. SZKOLENIA SPECJALNE
 VI. SZKOLENIA SPECJALNE 1. Zasady wzorcowania przyrządów pomiarowych Czas trwania: 1 dzień / 8 godzin lekcyjnych CEL: Zapoznanie uczestników z podstawowymi pojęciami z zakresu metrologii, zasadami doboru
VI. SZKOLENIA SPECJALNE 1. Zasady wzorcowania przyrządów pomiarowych Czas trwania: 1 dzień / 8 godzin lekcyjnych CEL: Zapoznanie uczestników z podstawowymi pojęciami z zakresu metrologii, zasadami doboru
Analiza ryzyka nawierzchni szynowej Iwona Karasiewicz
 Analiza ryzyka nawierzchni szynowej Iwona Karasiewicz VI Konferencja Nawierzchnie szynowe. Rynek-Inwestycje-Utrzymanie" WISŁA, 22-23 MARCA 2018 r. POZIOMY DOJRZAŁOŚCI ZARZĄDZANIA RYZYKIEM Poziom 1 naiwny
Analiza ryzyka nawierzchni szynowej Iwona Karasiewicz VI Konferencja Nawierzchnie szynowe. Rynek-Inwestycje-Utrzymanie" WISŁA, 22-23 MARCA 2018 r. POZIOMY DOJRZAŁOŚCI ZARZĄDZANIA RYZYKIEM Poziom 1 naiwny
Ekoinnowacje w zarządzaniu przedsiębiorstwem
 Ekoinnowacje w zarządzaniu przedsiębiorstwem dr hab. inż. Alina Matuszak-Flejszman, prof. nadzw. UEP Poznań, 17 listopada 2014 r. AGENDA Innowacyjne podejście do zarządzania przedsiębiorstwem Warunki i
Ekoinnowacje w zarządzaniu przedsiębiorstwem dr hab. inż. Alina Matuszak-Flejszman, prof. nadzw. UEP Poznań, 17 listopada 2014 r. AGENDA Innowacyjne podejście do zarządzania przedsiębiorstwem Warunki i
Katalog rozwiązań informatycznych dla firm produkcyjnych
 Katalog rozwiązań informatycznych dla firm produkcyjnych www.streamsoft.pl Obserwować, poszukiwać, zmieniać produkcję w celu uzyskania największej efektywności. Jednym słowem być jak Taiichi Ohno, dyrektor
Katalog rozwiązań informatycznych dla firm produkcyjnych www.streamsoft.pl Obserwować, poszukiwać, zmieniać produkcję w celu uzyskania największej efektywności. Jednym słowem być jak Taiichi Ohno, dyrektor
Doskonalenie procesów w oparciu o metodykę Kaizen
 Terminy szkolenia Doskonalenie procesów w oparciu o metodykę Kaizen Opis W jaki sposób angażować pracowników w doskonalenie procesów produkcji? Co motywuje ludzi do aktywnego uczestnictwa w rozwiązywaniu
Terminy szkolenia Doskonalenie procesów w oparciu o metodykę Kaizen Opis W jaki sposób angażować pracowników w doskonalenie procesów produkcji? Co motywuje ludzi do aktywnego uczestnictwa w rozwiązywaniu
ZINTEGROWANY SYSTEM ZARZĄDZANIA DOKUMENT NADZOROWANY W WERSJI ELEKTRONICZNEJ Wydanie 07 Urząd Miasta Płocka. Księga środowiskowa
 Strona 1 1. Księga Środowiskowa Księga Środowiskowa to podstawowy dokument opisujący strukturę i funkcjonowanie wdrożonego w Urzędzie Systemu Zarządzania Środowiskowego zgodnego z wymaganiami normy PN-EN
Strona 1 1. Księga Środowiskowa Księga Środowiskowa to podstawowy dokument opisujący strukturę i funkcjonowanie wdrożonego w Urzędzie Systemu Zarządzania Środowiskowego zgodnego z wymaganiami normy PN-EN
Co się zmieni w nowej wersji normy ISO 9001
 TÜV Rheinland Polska Co się zmieni w nowej wersji normy ISO 9001 Podsumowanie zmian www.tuv.pl Aktualizacja normy ISO 9001:2015 Publikacja nowej wersji normy ISO 9001:2015 jest oczekiwana we wrześniu 2015
TÜV Rheinland Polska Co się zmieni w nowej wersji normy ISO 9001 Podsumowanie zmian www.tuv.pl Aktualizacja normy ISO 9001:2015 Publikacja nowej wersji normy ISO 9001:2015 jest oczekiwana we wrześniu 2015
PLAN DZIAŁANIA KT 270. ds. Zarządzania Środowiskowego
 Strona 2 PLAN DZIAŁANIA KT 270 ds. Zarządzania Środowiskowego STRESZCZENIE Komitet Techniczny ds. Zarządzania Środowiskowego został powołany 27.02.1997 r. w ramach Polskiego Komitetu Normalizacyjnego.
Strona 2 PLAN DZIAŁANIA KT 270 ds. Zarządzania Środowiskowego STRESZCZENIE Komitet Techniczny ds. Zarządzania Środowiskowego został powołany 27.02.1997 r. w ramach Polskiego Komitetu Normalizacyjnego.
SYSTEMY ZARZĄDZANIA ŚRODOWISKOWEGO
 Auditor wewnętrzny Systemu Zarządzania Środowiskowego 26 27.11.2012 Szczecin SYSTEMY ZARZĄDZANIA ŚRODOWISKOWEGO 1 Co to jest System Zarządzania Środowiskowego (SZŚ)? 2 Zarządzanie: - sposób realizacji
Auditor wewnętrzny Systemu Zarządzania Środowiskowego 26 27.11.2012 Szczecin SYSTEMY ZARZĄDZANIA ŚRODOWISKOWEGO 1 Co to jest System Zarządzania Środowiskowego (SZŚ)? 2 Zarządzanie: - sposób realizacji
JAKOŚCI W RÓŻNYCH FAZACH I ŻYCIA PRODUKTU
 Wykład 6. SYSTEMY ZAPEWNIANIA JAKOŚCI W RÓŻNYCH FAZACH CYKLU WYTWARZANIA I ŻYCIA PRODUKTU 1 1. Ogólna charakterystyka systemów zapewniania jakości w organizacji: Zapewnienie jakości to systematyczne działania
Wykład 6. SYSTEMY ZAPEWNIANIA JAKOŚCI W RÓŻNYCH FAZACH CYKLU WYTWARZANIA I ŻYCIA PRODUKTU 1 1. Ogólna charakterystyka systemów zapewniania jakości w organizacji: Zapewnienie jakości to systematyczne działania
Zarządzanie jakością
 Zarządzanie jakością Plan Wstęp do zarządzania jakością Planowanie jakości Przeprowadzenie zapewnienia jakości Przeprowadzenie kontroli jakości Jakość Jakość to ogół właściwości obiektu wiążących się z
Zarządzanie jakością Plan Wstęp do zarządzania jakością Planowanie jakości Przeprowadzenie zapewnienia jakości Przeprowadzenie kontroli jakości Jakość Jakość to ogół właściwości obiektu wiążących się z
ZARZĄDZANIE RYZYKIEM W LABORATORIUM BADAWCZYM W ASPEKCIE NOWELIZACJI NORMY PN-EN ISO/ IEC 17025:
 ZARZĄDZANIE RYZYKIEM W LABORATORIUM BADAWCZYM W ASPEKCIE NOWELIZACJI NORMY PN-EN ISO/ IEC 17025:2018-02 DR INŻ. AGNIESZKA WIŚNIEWSKA DOCTUS SZKOLENIA I DORADZTWO e-mail: biuro@doctus.edu.pl tel. +48 514
ZARZĄDZANIE RYZYKIEM W LABORATORIUM BADAWCZYM W ASPEKCIE NOWELIZACJI NORMY PN-EN ISO/ IEC 17025:2018-02 DR INŻ. AGNIESZKA WIŚNIEWSKA DOCTUS SZKOLENIA I DORADZTWO e-mail: biuro@doctus.edu.pl tel. +48 514
Lean SIX SIGMA champion executive
 Lean SIX SIGMA champion executive Opis Przedmiotem szkolenia jest zapoznanie personelu kierowniczego z możliwościami stosowania metodologii Six Sigma, mając za cel wzrost wydajności i stabilności procesu
Lean SIX SIGMA champion executive Opis Przedmiotem szkolenia jest zapoznanie personelu kierowniczego z możliwościami stosowania metodologii Six Sigma, mając za cel wzrost wydajności i stabilności procesu
Szkolenie Stowarzyszenia Polskie Forum ISO 14000 Zmiany w normie ISO 14001 i ich konsekwencje dla organizacji Warszawa, 16.04.2015
 Wykorzystanie elementów systemu EMAS w SZŚ według ISO 14001:2015 dr hab. inż. Alina Matuszak-Flejszman, prof. nadzw. UEP Agenda Elementy SZŚ według EMAS (Rozporządzenie UE 1221/2009) i odpowiadające im
Wykorzystanie elementów systemu EMAS w SZŚ według ISO 14001:2015 dr hab. inż. Alina Matuszak-Flejszman, prof. nadzw. UEP Agenda Elementy SZŚ według EMAS (Rozporządzenie UE 1221/2009) i odpowiadające im
System. zarządzania jakością. Pojęcie systemu. Model SZJ wg ISO 9001:2008. Koszty jakości. Podsumowanie. [Słownik języka polskiego, PWN, 1979] System
![System. zarządzania jakością. Pojęcie systemu. Model SZJ wg ISO 9001:2008. Koszty jakości. Podsumowanie. [Słownik języka polskiego, PWN, 1979] System](/thumbs/53/30829885.jpg "System. zarządzania jakością. Pojęcie systemu. Model SZJ wg ISO 9001:2008. Koszty jakości. Podsumowanie. [Słownik języka polskiego, PWN, 1979] System") Zarządzanie - wykład 3 Jakość produktu Pojęcie i zasady Zarządzanie. Planowanie w zarządzaniu Kontrola w zarządzaniu Metody i narzędzia projakościowe Wykład 03/07 Model SZJ Doskonalenie w zarządzaniu 2
Zarządzanie - wykład 3 Jakość produktu Pojęcie i zasady Zarządzanie. Planowanie w zarządzaniu Kontrola w zarządzaniu Metody i narzędzia projakościowe Wykład 03/07 Model SZJ Doskonalenie w zarządzaniu 2
Czy 99% działań bez braków to dobry wynik?
 Zarządzanie jakością działań zespołu projektowego ROZWAŻANIA WSTĘPNE Czy 99% działań bez braków to dobry wynik? 99% braków 2 katastrofy lotnicze dziennie w Polsce 150 000 wypłat zagubionych przy każdej
Zarządzanie jakością działań zespołu projektowego ROZWAŻANIA WSTĘPNE Czy 99% działań bez braków to dobry wynik? 99% braków 2 katastrofy lotnicze dziennie w Polsce 150 000 wypłat zagubionych przy każdej
Zarządzanie procesami pomocniczymi w przedsiębiorstwie
 WYDAWNICTWO PAŃSTWOWEJ WYŻSZEJ SZKOŁY ZAWODOWEJ W PŁOCKU Leszek Pruszkowski Zarządzanie procesami pomocniczymi w przedsiębiorstwie Koncepcja Facility Management Płock 2009 1 SPIS TREŚCI WPROWADZENIE...
WYDAWNICTWO PAŃSTWOWEJ WYŻSZEJ SZKOŁY ZAWODOWEJ W PŁOCKU Leszek Pruszkowski Zarządzanie procesami pomocniczymi w przedsiębiorstwie Koncepcja Facility Management Płock 2009 1 SPIS TREŚCI WPROWADZENIE...
www.prototo.pl MATERIAŁY Z KURSU KWALIFIKACYJNEGO
 Wszystkie materiały tworzone i przekazywane przez Wykładowców NPDN PROTOTO są chronione prawem autorskim i przeznaczone wyłącznie do użytku prywatnego. MATERIAŁY Z KURSU KWALIFIKACYJNEGO Zarządzanie jakością,
Wszystkie materiały tworzone i przekazywane przez Wykładowców NPDN PROTOTO są chronione prawem autorskim i przeznaczone wyłącznie do użytku prywatnego. MATERIAŁY Z KURSU KWALIFIKACYJNEGO Zarządzanie jakością,
Metody i narzędzia poprawy efektywności w kontroli jakości
 8 Kongres Świata Przemysłu Farmaceutycznego Metody i narzędzia poprawy efektywności w kontroli jakości Piotr Lipiński, Kierownik Działu Systemów Jakości/QP Ożarów Mazowiecki Listopad 2016 Czego od nas
8 Kongres Świata Przemysłu Farmaceutycznego Metody i narzędzia poprawy efektywności w kontroli jakości Piotr Lipiński, Kierownik Działu Systemów Jakości/QP Ożarów Mazowiecki Listopad 2016 Czego od nas
Statystyczne Zarządzanie Jakością
 Statystyczne Zarządzanie Jakością Opis Obecnym wyzwaniem dla większości procesów produkcyjnych jest utrzymanie powtarzalnej jakość zgodnie z oczekiwaniami klientów nie dla partii pięciu sztuk ale dla serii
Statystyczne Zarządzanie Jakością Opis Obecnym wyzwaniem dla większości procesów produkcyjnych jest utrzymanie powtarzalnej jakość zgodnie z oczekiwaniami klientów nie dla partii pięciu sztuk ale dla serii
Zarządzanie bezpieczeństwem informacji przegląd aktualnych standardów i metodyk
 Zarządzanie bezpieczeństwem informacji przegląd aktualnych standardów i metodyk dr T Bartosz Kalinowski 17 19 września 2008, Wisła IV Sympozjum Klubu Paragraf 34 1 Informacja a system zarządzania Informacja
Zarządzanie bezpieczeństwem informacji przegląd aktualnych standardów i metodyk dr T Bartosz Kalinowski 17 19 września 2008, Wisła IV Sympozjum Klubu Paragraf 34 1 Informacja a system zarządzania Informacja
Ćwiczenie 1. System jakości w laboratorium oceny żywności
 Ćwiczenie 1. System jakości w laboratorium oceny żywności Powszechnie przyjmuje się, że każde laboratorium, które chce reprezentować wiarygodne dane musi wdrożyć odpowiednie procedury zapewnienia jakości.
Ćwiczenie 1. System jakości w laboratorium oceny żywności Powszechnie przyjmuje się, że każde laboratorium, które chce reprezentować wiarygodne dane musi wdrożyć odpowiednie procedury zapewnienia jakości.
CEL SZKOLENIA: DO KOGO SKIEROWANE JEST SZKOLENIE:
 Audytor Wewnętrzny systemu HACCP oraz standardów IFS w wersji 6 (International Food Standard version 6) i BRC w nowej wersji 7 (Global Standard for Food Safety issue 7) - AWIFSBRC CEL SZKOLENIA: zrozumienie
Audytor Wewnętrzny systemu HACCP oraz standardów IFS w wersji 6 (International Food Standard version 6) i BRC w nowej wersji 7 (Global Standard for Food Safety issue 7) - AWIFSBRC CEL SZKOLENIA: zrozumienie
Team Prevent Poland Sp. z o.o. Graficzna prezentacja struktury ISO 9001:2015 i IATF 16949:2016
 Graficzna prezentacja struktury ISO 9001:2015 i 16949:2016 Struktura ISO 9001:2015 ISO 9001:2015 4. Kontekst organizacji 5. Przywództwo 6. Planowanie 7. Wsparcie 8. Działania operacyjne 9. Ocena efektów
Graficzna prezentacja struktury ISO 9001:2015 i 16949:2016 Struktura ISO 9001:2015 ISO 9001:2015 4. Kontekst organizacji 5. Przywództwo 6. Planowanie 7. Wsparcie 8. Działania operacyjne 9. Ocena efektów
Organizacja systemów produkcyjnych / Jerzy Lewandowski, Bożena Skołud, Dariusz Plinta. Warszawa, Spis treści
 Organizacja systemów produkcyjnych / Jerzy Lewandowski, Bożena Skołud, Dariusz Plinta. Warszawa, 2014 Spis treści Wstęp 11 Rozdział 1. Podstawowe pojęcia 15 1.1. Rodzaje produkcji 15 1.2. Formy organizacji
Organizacja systemów produkcyjnych / Jerzy Lewandowski, Bożena Skołud, Dariusz Plinta. Warszawa, 2014 Spis treści Wstęp 11 Rozdział 1. Podstawowe pojęcia 15 1.1. Rodzaje produkcji 15 1.2. Formy organizacji
Ryzyko w świetle nowych norm ISO 9001:2015 i 14001:2015
 Ryzyko w świetle nowych norm ISO 9001:2015 i 14001:2015 Rafał Śmiłowski_04.2016 Harmonogram zmian 2 Najważniejsze zmiany oraz obszary Przywództwo Większy nacisk na top menedżerów do udziału w systemie
Ryzyko w świetle nowych norm ISO 9001:2015 i 14001:2015 Rafał Śmiłowski_04.2016 Harmonogram zmian 2 Najważniejsze zmiany oraz obszary Przywództwo Większy nacisk na top menedżerów do udziału w systemie
Zmiany wymagań normy ISO 14001
 Zmiany wymagań normy ISO 14001 Międzynarodowa Organizacja Normalizacyjna (ISO) opublikowała 15 listopada br. zweryfikowane i poprawione wersje norm ISO 14001 i ISO 14004. Od tego dnia są one wersjami obowiązującymi.
Zmiany wymagań normy ISO 14001 Międzynarodowa Organizacja Normalizacyjna (ISO) opublikowała 15 listopada br. zweryfikowane i poprawione wersje norm ISO 14001 i ISO 14004. Od tego dnia są one wersjami obowiązującymi.
Praca dyplomowa. Autor: Magdalena Karaś. Opiekun pracy: dr inż. Stanisław Zając
 Praca dyplomowa Ocena wdrożenia oraz skuteczności wykorzystania metod, narzędzi i technik zarządzania jakością w przedsiębiorstwach przemysłu spożywczego Autor: Magdalena Karaś Opiekun pracy: dr inż. Stanisław
Praca dyplomowa Ocena wdrożenia oraz skuteczności wykorzystania metod, narzędzi i technik zarządzania jakością w przedsiębiorstwach przemysłu spożywczego Autor: Magdalena Karaś Opiekun pracy: dr inż. Stanisław
Charakterystyka systemu zarządzania jakością zgodnego z wymaganiami normy ISO serii 9000
 Charakterystyka systemu zarządzania jakością zgodnego z wymaganiami normy ISO serii 9000 Normy ISO serii 9000 Zostały uznane za podstawę wyznaczania standardów zarządzania jakością Opublikowane po raz
Charakterystyka systemu zarządzania jakością zgodnego z wymaganiami normy ISO serii 9000 Normy ISO serii 9000 Zostały uznane za podstawę wyznaczania standardów zarządzania jakością Opublikowane po raz
Stabilis - cyfrowe wsparcie Lean Manufacturing
 Stabilis - cyfrowe wsparcie Lean Manufacturing 1/16 Lean Manufacturing System prowadzący do standaryzacji i ciągłego polepszania jakości oraz efektywności zarządzania oparty o ciągłe doskonalenie procesów
Stabilis - cyfrowe wsparcie Lean Manufacturing 1/16 Lean Manufacturing System prowadzący do standaryzacji i ciągłego polepszania jakości oraz efektywności zarządzania oparty o ciągłe doskonalenie procesów
Historia norm ISO serii 9000
 Historia norm ISO serii 9000 15.XII.2000 Nowelizacja norm ISO serii 9000 1996 Normy PN-ISO serii 9000 1994 Aktualizacja norm ISO serii 9000 1993 Normy PN-EN serii 29000 1987 Normy ISO serii 9000 1979 Brytyjska
Historia norm ISO serii 9000 15.XII.2000 Nowelizacja norm ISO serii 9000 1996 Normy PN-ISO serii 9000 1994 Aktualizacja norm ISO serii 9000 1993 Normy PN-EN serii 29000 1987 Normy ISO serii 9000 1979 Brytyjska
Zarządzanie kompetencjami
 Zarządzanie kompetencjami Zarządzanie kompetencjami reprezentuje jeden z najnowszych nurtów zarządzania zasobami ludzkimi. Jako datę początku zainteresowania zarządzaniem kompetencjami w literaturze wskazuje
Zarządzanie kompetencjami Zarządzanie kompetencjami reprezentuje jeden z najnowszych nurtów zarządzania zasobami ludzkimi. Jako datę początku zainteresowania zarządzaniem kompetencjami w literaturze wskazuje
Szkoła Podstawowa nr 336 im. Janka Bytnara Rudego - Ursynów
 RAPORT OCENA KONTROLI ZARZĄDCZEJ Szkoła Podstawowa nr 336 im. Janka Bytnara Rudego - Ursynów raport za rok: 2015 Strona 1 z 12 I. WSTĘP: Kontrolę zarządczą w jednostkach sektora finansów publicznych stanowi
RAPORT OCENA KONTROLI ZARZĄDCZEJ Szkoła Podstawowa nr 336 im. Janka Bytnara Rudego - Ursynów raport za rok: 2015 Strona 1 z 12 I. WSTĘP: Kontrolę zarządczą w jednostkach sektora finansów publicznych stanowi
Katarzyna Kaczmarska GO.pl
 Katarzyna Kaczmarska GO.pl Dbanie o jakość ma sens, jest możliwe i potrzebne w każdej organizacji. Nie potrzeba do tego certyfikatów i dużych inwestycji. Aby uzyskać efekty warto zastosować sprawdzone
Katarzyna Kaczmarska GO.pl Dbanie o jakość ma sens, jest możliwe i potrzebne w każdej organizacji. Nie potrzeba do tego certyfikatów i dużych inwestycji. Aby uzyskać efekty warto zastosować sprawdzone
FMEA. Tomasz Greber tomasz@greber.com.pl. Opracował: Tomasz Greber (www.greber.com.pl)
") FMEA Tomasz Greber tomasz@greber.com.pl FMEA MYŚLEĆ ZAMIAST PŁACIĆ Dlaczego FMEA? Konkurencja Przepisy Normy (ISO 9000, TS 16949 ) Wymagania klientów Powstawanie i wykrywanie wad % 75% powstawania wad
FMEA Tomasz Greber tomasz@greber.com.pl FMEA MYŚLEĆ ZAMIAST PŁACIĆ Dlaczego FMEA? Konkurencja Przepisy Normy (ISO 9000, TS 16949 ) Wymagania klientów Powstawanie i wykrywanie wad % 75% powstawania wad
ROLA KADRY ZARZĄDZAJĄCEJ W KSZTAŁTOWANIU BEZPIECZEŃSTWA PRACY. dr inż. Zofia Pawłowska
 ROLA KADRY ZARZĄDZAJĄCEJ W KSZTAŁTOWANIU BEZPIECZEŃSTWA PRACY dr inż. Zofia Pawłowska 1. Ład organizacyjny jako element społecznej odpowiedzialności 2. Podstawowe zadania kierownictwa w zakresie BHP wynikające
ROLA KADRY ZARZĄDZAJĄCEJ W KSZTAŁTOWANIU BEZPIECZEŃSTWA PRACY dr inż. Zofia Pawłowska 1. Ład organizacyjny jako element społecznej odpowiedzialności 2. Podstawowe zadania kierownictwa w zakresie BHP wynikające
Załącznik do Uchwały Nr 61 z dnia 16 grudnia 2016 roku
 Załącznik do Uchwały Nr 61 z dnia 16 grudnia 2016 roku STRATEGIA ZARZĄDZANIA ZASOBAMI LUDZKIMI Uniwersytetu Warmińsko-Mazurskiego w Olsztynie Rozdział 1 Założenia ogólne 1 1. Uniwersytet Warmińsko-Mazurski
Załącznik do Uchwały Nr 61 z dnia 16 grudnia 2016 roku STRATEGIA ZARZĄDZANIA ZASOBAMI LUDZKIMI Uniwersytetu Warmińsko-Mazurskiego w Olsztynie Rozdział 1 Założenia ogólne 1 1. Uniwersytet Warmińsko-Mazurski
Metoda Pięciostopniowego Programu Poprawy Jakości na przykładzie Samsung Electronics Poland Manufacturing Sp. z o.o.
 Metoda Pięciostopniowego Programu Poprawy Jakości na przykładzie Samsung Electronics Poland Manufacturing Sp. z o.o. Kamil Sałata Kimball Electronics Poland Inżynier Jakości Plan Cel wykładu Co to jest
Metoda Pięciostopniowego Programu Poprawy Jakości na przykładzie Samsung Electronics Poland Manufacturing Sp. z o.o. Kamil Sałata Kimball Electronics Poland Inżynier Jakości Plan Cel wykładu Co to jest
Menedżer jakości. Osoba do kontaktu: Katarzyna Książko
 Organizator: Wydział Zarządzania Katedra Zarządzania i Inżynierii Systemów Kierownik: dr inż. Jan Sas ul. Gramatyka 10, 30-067 Kraków pawilon D-14, pokój 303 tel. 12 617 43 01, 603 580 161 fax 12 636 70
Organizator: Wydział Zarządzania Katedra Zarządzania i Inżynierii Systemów Kierownik: dr inż. Jan Sas ul. Gramatyka 10, 30-067 Kraków pawilon D-14, pokój 303 tel. 12 617 43 01, 603 580 161 fax 12 636 70
ISO 9001 ISO 14001 OHSAS 18001
 ISO 9001 ISO 14001 OHSAS 18001 ZINTEGROWANY SYSTEM ZARZĄDZANIA W TRAKCJA PRKiI S.A. Warszawa, maj 2015 SYSTEM ZARZĄDZANIA JAKOŚCIĄ Od 1999 roku Trakcja PRKiI S.A. mając na uwadze satysfakcję Klienta i
ISO 9001 ISO 14001 OHSAS 18001 ZINTEGROWANY SYSTEM ZARZĄDZANIA W TRAKCJA PRKiI S.A. Warszawa, maj 2015 SYSTEM ZARZĄDZANIA JAKOŚCIĄ Od 1999 roku Trakcja PRKiI S.A. mając na uwadze satysfakcję Klienta i
Wymagania wobec dostawców: jakościowe, środowiskowe, bhp i etyczne
 VI Konferencja nt. systemów zarządzania w energetyce Nowe Czarnowo Świnoujście, 21-23 X 2008 Wymagania wobec dostawców: jakościowe, środowiskowe, bhp i etyczne Grzegorz Ścibisz Łańcuch dostaw DOSTAWCA
VI Konferencja nt. systemów zarządzania w energetyce Nowe Czarnowo Świnoujście, 21-23 X 2008 Wymagania wobec dostawców: jakościowe, środowiskowe, bhp i etyczne Grzegorz Ścibisz Łańcuch dostaw DOSTAWCA
ZARZĄDZANIE ZASOBAMI LUDZKIMI W BIBLIOTECE AKADEMICKIEJ W ŚWIETLE KRYTERIÓW MODELU WSPÓLNEJ METODY OCENY (CAF)
") ZARZĄDZANIE ZASOBAMI LUDZKIMI W BIBLIOTECE AKADEMICKIEJ W ŚWIETLE KRYTERIÓW MODELU WSPÓLNEJ METODY OCENY (CAF) Jacek Marek RADWAN Biblioteka im. Lecha Kalinowskiego Instytutu Historii Sztuki Uniwersytetu
ZARZĄDZANIE ZASOBAMI LUDZKIMI W BIBLIOTECE AKADEMICKIEJ W ŚWIETLE KRYTERIÓW MODELU WSPÓLNEJ METODY OCENY (CAF) Jacek Marek RADWAN Biblioteka im. Lecha Kalinowskiego Instytutu Historii Sztuki Uniwersytetu