CNC PILOT 4290 NC-Software xx V7. Podr cznik obsługi dla użytkownika
|
|
|
- Alina Maria Małecka
- 7 lat temu
- Przeglądów:
Transkrypt
1 CNC PILOT 4290 NC-Software xx V7 Podr cznik obsługi dla użytkownika J zyk polski (pl) 7/2004

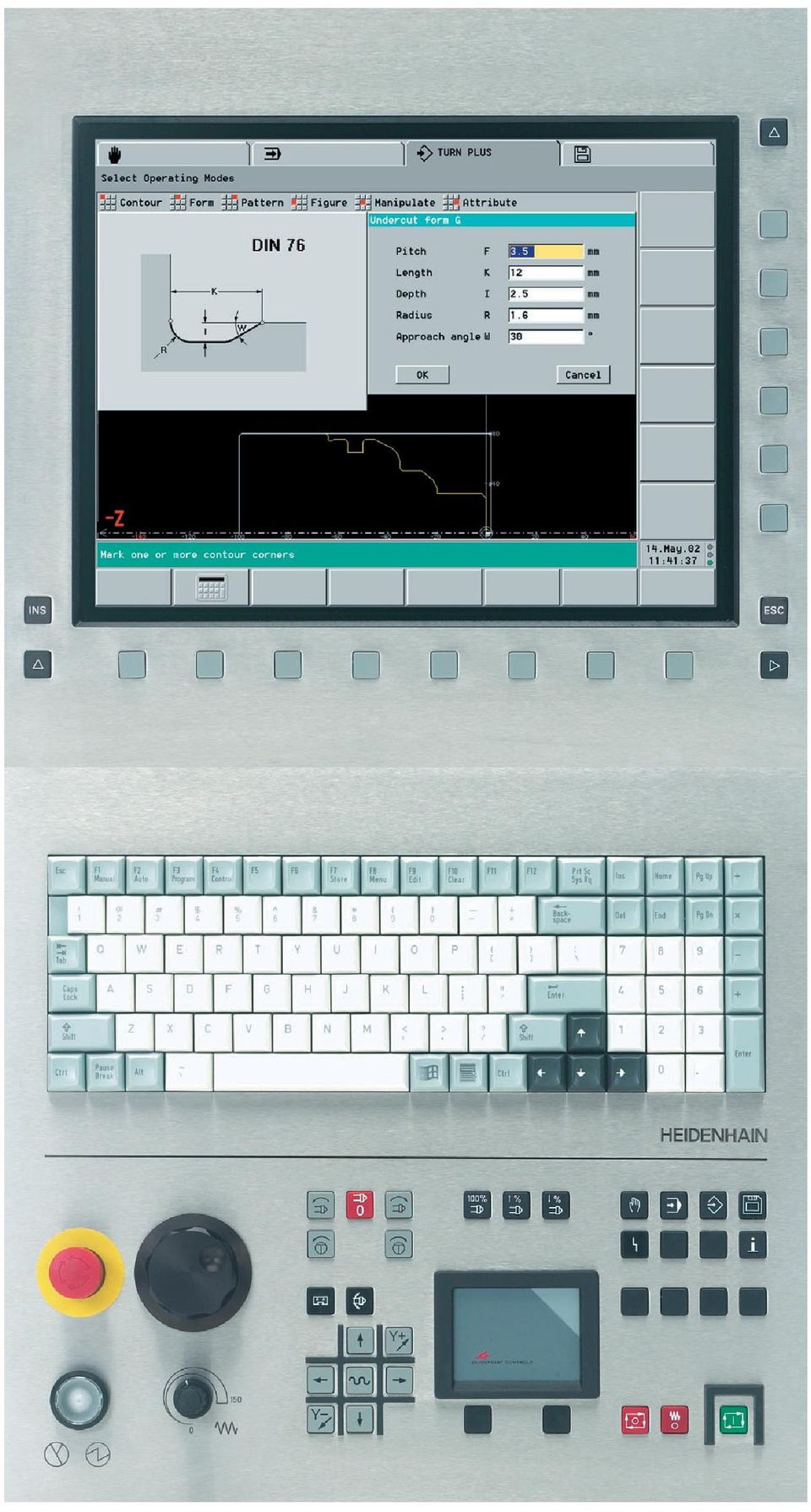
2 Klawiatura wprowadzania danych Tryb pracy Obsługa r czna Tryb pracy Automatyka Tryby pracy programowania (DIN PLUS, symulacja, TURN PLUS) Tryby pracy organizacji (parametry, serwis, transfer) Wyświetlenie statusu bł du Wywołanie systemu informacyjnego ESC (escape = w j.angielskim uciekać) jeden poziom menu do tyłu zamkni cie okna dialogowego, bez zapami tania danych INS (insert = w j.angielskim wstawić) wstawienei elementu listy zamkni cie okna dialogowego, zapis danych do pami ci ALT (alter = w j.angielskim zmienić) zmienić element listy DEL (delete = w j.angielskim usun ć) usuwa element listy usuwa wybrany lub stoj cy na lewo od kursora znak... Cyfry dla wprowadzania wartości i wyboru softkey (klawiszy programowych) Punkt dziesi tny Minus dla wprowadzania znaku liczby klawisz Dalej dla funkcji specjalnych (np. zaznaczanie) Pulpit obsługi maszyny Cykl Start Cykl Stop Posuw Stop Wrzeciono Stop Wrzeciono On M3/M4-kierunek Wrzeciono naciskaniem na klawisz M3/M4- kierunek (Wrzeciono obraca si tak długo, jak długo operator naciska na klawisz.) Klawisze kierunkowe +X/ X Klawisze kierunkowe +Z/ Z Klawisze kierunkowe +Y/ Y Kierunek biegu szybkiego Klawisz zmiany suportu Klawisz zmiany wrzeciona Pr dkość obrotowa wrzeciona na zaprogramowan wartość Pr dkość obrotow o 5 % zwi kszyć/ zmniejszyć Override-gałka obrotowa dla regulowania posuwu Klawisze kursora Strona do przodu, strona do tyłu Przejście do poprzedniej/nast pnej strony ekranu Przejście do poprzedniego/nast pnego okna dialogowego Przejście pomi dzy oknami wprowadzenia Touch-Pad przy pomocy prawego lub lewego klawisza myszy Enter Zakończenie wprowadzania danych
 usuwa element listy usuwa wybrany lub stoj cy na lewo od kursora znak.")
3
4 CNC PILOT 4290, Software i funkcje Niniejszy podr cznik opisuje funkcje, które znajduj si w dyspozycji w sterowaniu CNC PILOT 4290 z numerami NCoprogramowania xx (Release 7.0). Programowanie osi Y nie jest jest cz ści składow niniejszego podr cznika obsługi, zostaje ono wyjaśnione w podr czniku obsługi CNC PILOT 4290 z osi Y. Producent maszyn dopasowuje użyteczny zakres mocy sterowania do danej tokarki poprzez zmian odpowiednich parametrów. Dlatego też opisane s w tym podr czniku funkcje, które nie s do dyspozycji na każdym CNC PILOT. Funkcje CNC PILOT, które nie znajduj si do dyspozycji na każdej maszynie, to na przykład: Obróbka przy pomocy C-osi Obróbka przy pomocy osi Y Kompletna obróbka przedmiotu Nadzór nad narz dziami Graficznie interaktywna definicja konturu Automatyczne lub graficznie interaktywne wytwarzanie programu DIN PLUS Prosz skontaktować si z producentem maszyn, aby zapoznać si z indywidualnym wspomaganiem sterowanej maszyny. Wielu producentów maszyn i firma HEIDENHAIN oferuj kursy programowania dla sterowania CNC PILOT. Udział w tego rodzaju kursach jest zalecane, aby intensywnie zapoznać si z funkcjami CNC PILOT. Firma HEIDENHAIN oferuje również przystosowany do funkcji CNC PILOT 4290 pakiet oprogramowania DataPilot 4290 dla PC. Oprogramowanie DataPilot przeznaczone jest do pracy w wyposażonym w maszyny warsztacie, dla biur wzorcowych, dla przygotowywania obróbki i dla celów szkoleniowych. DataPilot zostaje zastosowane na PC-tach z systemami operacyjnymi WINDOWS 95, WINDOWS 98, WINDOWS ME, WINDOWS NT 4.0 lub WINDOWS Przewidziane miejsce eksploatacji Sterowanie CNC PILOT 4290 odpowiada klasie A zgodnie z europejsk norm EN i jest przewidziane do eksploatacji w centrach przemysłowych.

5 Treść Wprowadzenie i podstawowe zagadnienia Wskazówki dotycz ce obsługi Obsługa r czna i tryb automatyczny DIN PLUS Symulacja graficzna TURN PLUS Parametry Srodki produkcji Serwis i diagnoza Transfer Tabele i przegl d informacji Treść HEIDENHAIN CNC PILOT 4290 I

6 Treść 1 Wprowadzenie i podstawowe zagadnienia CNC PILOT Tryby pracy Stopnie rozbudowy (opcje) Podstawowe zagadnienia Wymiary narz dzi Wskazówki dotycz ce obsługi Maska obsługi Wskazania na ekranie monitora Elementy obsługi Wybór trybów pracy Wybór funkcji, wprowadzanie danych System informacyjny System opracowywania bł dów Bezpośrednie komunikaty o bł dach Wyświetlacz bł dów, wyświetlacz PLC Zabezpiecznie danych Objaśnienia do używanych poj ć Obsługa r czna i tryb automatyczny Wł czenie, wył czenie, przejazd referencyjny Wł czenie i przejazd referencyjny Wył czenie Tryb pracy Obsługa r czna Wprowadzanie danych maszynowych M-polecenia R czna obróbka toczeniem Kółko obrotowe Klawisze wrzeciona i klawisze kierunkowe Klawisz zmiany sań i wrzeciona Listy narz dzi, zarz dzanie okresem trwałości narz dzia Zestawienie listy narz dzi Porównanie listy narz dzi z programem NC Przej cie listy narz dzi z programu NC Zarz dzanie okresem trwałości narz dzi Funkcje ustawienia Wyznaczenie punktu zmiany narz dzia Przesuni cie punktu zerowego obrabianego przedmiotu Określenie strefy ochronnej Zestawienie tabeli mocowadeł Nastawienie wymiarów obrabiarki Pomiar narz dzia II Treść

7 3.5 Tryb automatyczny Wybór programu Szukanie wiersza uruchomienia Sterowanie przebiegiem programu Korekcje Zarz dzanie okresem trwałości narz dzi Tryb inspekcyjny Wyświetlanie wierszy Wyświetlanie graficzne Status pomiar postprocesowy Wyświetlacz maszynowy Nadzór obci żenia Obróbka referencyjna Produkcja przy nadzorze obci żenia Edycja wartości granicznych Analiza obróbki referencyjnej Praca z nadzorem obci żenia Parametry dla nadzoru obci żenia DIN PLUS Programowanie DIN Wst p DIN PLUS ekran Osie liniowe i obrotowe Jednostki miary Elementy programu DIN Wskazówki dotycz ce programowania Edycja równoległa Parametry adresowe Programowanie konturu Programowanie narz dzi Cykle obróbkowe Podprogramy NC Sterowanie szablonowe Konwersja programu NC Edytor DIN PLUS Menu główne Menu "Geometria" Menu "Obróbka" Menu blokowe Treść HEIDENHAIN CNC PILOT 4290 III

8 Treść 4.4 Oznaczenia fragmentów programu NAGŁOWEK PROGRAMU GŁOWICA REWOLWEROWA MOCOWADŁA Opis konturu OBROBKA PODPROGRAM Polecenia geometrii Opis cz ści nieobrobionej Elementy podstawowe konturu toczenia Elementy formy konturu toczenia Polecenia pomocnicze opisu konturu Położenie konturów Kontur strony czołowej/tylnej Kontur powierzchni bocznej Okr gły wzór z okr głymi rowkami Polecenia obróbkowe Przyporz dkowanie kontur obróbka Przemieszczenia narz dzia bez obróbki Proste przemieszczenia liniowe i kołowe Posuw, pr dkość obrotowa Kompensacja promienia ostrza (SRK/FRK) Przesuni cia punktu zerowego Naddatki, odst py bezpieczeństwa Narz dzia, korekcje Cykle toczenia Cykle toczenia zwi zane z przebiegiem konturu Proste cykle toczenia Cykle gwintowania Cykle wiercenia Obróbka w osi C Ogólne funkcje osi C Obróbka strony czołowej/tylnej Obróbka powierzchni bocznej Cykle frezowania Funkcje specjalne Mocowadła w symulacji Synchronizacja suportów Synchronizacja wrzeciona, przekazanie obrabianego przedmiotu Sledzenie za przebiegiem konturu Pomiar w procesie Pomiar postprocesowy Nadzór obci żenia IV Treść
.")
9 4.13Inne funkcje G Wprowadzanie danych, wydawanie danych Wprowadzenie/wydawanie #-zmiennych Wprowadzanie/wydawanie V-zmiennych Programowanie zmiennych #-zmienne V-zmienne Rozgał zienie, powtórzenie, uwarunkowane wykonanie wiersza Podprogramy Funkcje M Przykłady i wskazówki Programowanie cyklu obróbki Powtórzenia konturu Kompletna obróbka przedmiotu Symulacja graficzna Tryb pracy symulacja Elementy prezentacji, wskazania Wskazówki dotycz ce obsługi Menu główne Symulacja konturu Funkcje symulacji konturu Wymiarowanie Symulacja obróbki Symulacja przemieszczenia Lupa D-prezentacja Kontrolowanie przebiegu programu NC Obliczanie czasu Analiza punktu synchronicznego TURN PLUS Tryb pracy TURN PLUS Zarz dzanie programem Pliki TURN PLUS Nagłówek programu Opis obrabianego przedmiotu Wprowadzenie konturów cz ści nieobrobionej Zapis konturu cz ści gotowej Nałożenie elementów formy Nałożenie linii przebiegu konturu Wprowadzenie konturów osi C Wskazówki dotycz ce obsługi Funkcje pomocnicze dla wprowadzenia elementów Kontury cz ści nieobrobionych Treść HEIDENHAIN CNC PILOT 4290 V

10 Treść 6.5 Kontur cz ści gotowej Elementy konturu podstawowego Elementy formy Elementy nałożenia Kontury osi C Kontury strony czołowej i tylnej Kontury powierzchni bocznej Manipulowanie konturu Zmiana konturu cz ści nieobrobionej Trymowanie Zmiana Usuwanie (wykasowanie) Wstawianie Przekształcenia Poł czenie Rozwi zanie Importowanie konturów DXF Podstawowe zagadnienia Konfigurowanie importu DXF Import DXF Transfer i organizowanie plików DXF Przyporz dkowanie atrybutów Atrybuty cz ści nieobrobionej Naddatek Posuw/chropowatość Zatrzymanie dokładnościowe Punkty rozdzielaj ce Atrybuty obróbki Elementy pomocnicze obsługi Kalkulator Digitalizacja (przekształcanie w form cyfrow ) Inspektor - sprawdzanie elementów konturu Nierozwi zane elementy konturu Komunikaty o bł dach Zbrojenie Zamocowanie obrabianego przedmiotu Zestawienie listy narz dzi VI Treść

11 6.12Interakcyjne generowanie planu pracy (j.niem. IAG) Wywołanie narz dzia Dane skrawania Specyfikacja cyklu Rodzaj obróbki obróbka zgrubna Rodzaj obróbki toczenie poprzeczne Rodzaj obróbki wiercenie Rodzaj obróbki obróbka wykańczaj ca Rodzaj obróbki gwint (G31) Rodzaj obróbki frezowanie Specjalne zabiegi obróbkowe (SB) Automatyczne generowanie planu pracy (AAG) Generowanie planu pracy Kolejność obróbki Grafika kontrolna Konfiguracja Wskazówki dotycz ce obróbki Wybór narz dzia, obłożenie głowicy rewolwerowej Wartości skrawania Chłodziwo Usuwanie materiału Kontury wewn trzne Wiercenie Pełna obróbka przedmiotu Obróbka wałów Przykład Parametry Tryb pracy parametry Grupy parametrów Edycja parametrów Parametry maszynowe Parametry sterowania Parametry nastawienia Parametry obróbki Treść HEIDENHAIN CNC PILOT 4290 VII

12 Treść 8 Srodki produkcji Baza danych narz dzi Edytor narz dzi Typy narz dzi (przegl d) Parametry narz dzia Multinarz dzia, nadzór okresu trwałości narz dzia Wskazówki dotycz ce danych narz dzi Uchwyt narz dziowy, pozycja ustalenia Baza danych mocowadeł Edytor mocowadeł Dane mocowadeł Baza danych technologicznych (wartości skrawania) Serwis i diagnoza Tryb pracy serwis Funkcje serwisowe Upoważnienie do obsługi Serwis systemowy Listy stałych słów System konserwacji Diagnoza Transfer Tryb pracy Transfer Metoda transmisji Ogólne informacje Instalacja przesyłania danych Przesyłanie danych Zwolnienia, typy plików Wysyłanie i przyjmowanie plików Parametry i środki produkcji Konwersowanie parametrów i środków produkcji Zabezpieczenie parametrów i środków produkcji Organizacja pliku Tabele i przegl d informacji Parametry podci cia i gwintu Parametr podci cia DIN Parametr podci cia DIN 509 E Parametr podci cia DIN 509 F Parametry gwintu Skok gwintu Informacje techniczne Interfejsy komponentów peryferyjnych VIII Treść

13 1 Wprowadzenie i podstawowe zagadnienia

14 1.1 Sterowanie CNC PILOT 1.1 CNC PILOT CNC PILOT jest sterowaniem kształtowym dla tokarek i centrów tokarskich. Poza toczeniem można wykonywać również obróbk frezowaniem i wierceniem przy pomocy osi nap du głównego C lub osi Y. CNC PILOT wspomaga równoległ obróbk do 4 przedmiotów ł cznie przy programowaniu, testowaniu i produkcji. Pełna obróbka zostaje wspomagana w przypadku tokarek przy pomocy: obracj cego si zespołu wychwytuj cego przemieszczalnego wrzeciona przeciwnego kilku wrzecion, sań oraz suportów narz dziowych CNC PILOT steruje do 6 saniami ł cznie, 4 wrzecionami i 2 osiami C. Programowanie W zależności od palety obrabianych cz ści jak również w zależności od organizacji pracy można wybrać najbardziej przydatn form programowania. W TURN PLUS opisujemy kontur półwyrobu i gotowy kontur obrabianego przedmiotu graficznie interaktywnie. Nast pnie wywołujemy Automatyczne Generowanie Planu Pracy (niem. Automatische Arbeitsplan Generierung AAG) i uzyskujemy NC program w pełni automatycznie za naciśni ciem guzika. Alternatywnie znajduje si w dyspozycji Interaktywne Generowanie Planu Pracy (niem. Interaktive Arbeitsplan Generierung, IAG). W przypadku IAG określamy kolejność zabiegów obróbkowych, dokonujemy wyboru narz dzi i określamy technologi obróbki. Każdy krok roboczy zostaje przedstawiony w grafice kontrolnej i może zostać natychmiast skorygowany. Rezultatem generowania NCprogramu przez TURN PLUS jest strukturyzowany DIN PLUS-programm. TURN PLUS minimalizuje wpisy zakłada jednakże konieczność opisu narz dzia i dane skrawania. Jeśli TURN PLUS nie generuje optymalnego NCprogramu ze wzgl du na wymogi technologiczne lub pierwszoplanowym argumentem jest zredukowanie czasu pracy, to wówczas generujemy NC-program w DIN PLUS lub optymalizujemy zgenerowany przez TURN PLUS program DIN PLUS. DIN PLUS wspomaga rozdzielenie opisu geometrycznego od obróbki przedmiotu. W DIN PLUS znajduj si do dyspozycji wydajne cykle obróbkowe. Uproszczone programowanie geometrii przejmuje obliczanie współrz dnych, jeśli rysunek techniczny nie jest wymiarowany zgodnie z wymogami NC. Alternatywnie można w DIN PLUS, jak w przypadku normalnego DIN-programowania, dokonywać obróbki przedmiotu przy pomocy przemieszczeń liniowych i kołowych i prostych cykli toczenia. Zarówno TURN PLUS jak i DIN PLUS wspomagaj zbiegi obróbkowe przy pomocy osi C lub osi Y oraz obróbk kompletn przedmiotu. W Symulacji Graficznej kontroluje si programy NC w realnych warunkach. CNC PILOT przedstawia obróbk do 4 przedmiotów wł cznie w przestrzeni roboczej. Przy tym półwyrobu, cz ści gotowe, mocowadła i narz dzia zostaj przedstawione zgodnie z przyj t skal. Programowanie i test NC-programów zostaje dokonywane bezpośrednio na maszynie również równolegle do procesu produkcyjnego. Niezależnie od tego, czy wytwarzane s proste czy też skomplikowane cz ści, pojedyńcze wyroby, całe serie wyrobów czy duże serie, sterowanie CNC PILOT służy zawsze odpowiednimi funkcjami wspomagaj cymi. 2 1 Wprowadzenie i podstawowe zagadnienia

15 Oś C Przy pomocy osi C dokonuje si zabiegów obróbkowych wiercenia i frezowania na powierzchni czołowej i tylnej a także na powierzchni osłony. Przy zastosowaniu osi C, jedna oś interpoluje liniowo lub kołowo na zadanej powierzchni obróbki z wrzecionem, podczas gdy trzecia oś interpoluje liniowo. CNC PILOT wspomaga wytwarzanie programu NC przy pomocy osi nap du głównego, osi C w: DIN PLUS TURN PLUS definicja konturu TURN PLUS zestawienie planu obróbki 1.1 Sterowanie CNC PILOT Oś Y Przy pomocy osi Y przeprowadza si zabiegi obróbkowe wiercenia i frezowania na powierzchni czołowej i tylnej oraz na powierzchni osłony. Przy zastosowaniu osi Y dwie osie interpoluj liniowo lub kołowo na zadanej powierzchni obróbki, podczas gdy trzecia oś interpoluje liniowo. W ten sposób można wytwarzać na przykład rowki wpustowe lub kieszenie z równymi powierzchniami dna i prostopadłymi ściankami bocznymi rowków. Poprzez zadanie k ta wrzeciona określamy położenie konturu frezowania na obrabianym przedmiocie. CNC PILOT wspomaga wytwarzanie progamu NC przy pomocy osi Y w: DIN PLUS TURN PLUS definicja konturu TURN PLUS zestawienie planu obróbki HEIDENHAIN CNC PILOT

16 1.1 Sterowanie CNC PILOT Kompletna obróbka przedmiotu Sterowanie CNC PILOT wspomaga kompletn obróbk przedmiotu dla wszystkich oferowanych na rynku koncepcji konstrukcyjnych obrabiarek. Dla tych celów znajduj si do dyspozycji funkcje, jak na przykład przejścia pomi dzy elementami konturu z zsynchronizowanym k tem przy obracaj cym si wrzecionie, przejazd na zderzenie, kontrolowane odcinanie i przekształcenie współrz dnych. Tym samym osi gana jest zarówno zoptymalizowana czasowo kompletna obróbka jak i proste do wykonania programowanie. CNC PILOT wspomaga obróbk kompletn przedmiotu w: DIN PLUS TURN PLUS definicja konturu TURN PLUS zestawienie planu obróbki 4 1 Wprowadzenie i podstawowe zagadnienia

17 1.2 Tryby pracy Funkcje sterowania CNC PILOT rozdzielone s na nast puj ce tryby pracy: Tryb pracy Obsługa r czna Przy Obsłudze r cznej operator manualnie nastawia maszyn i przemieszcza osie. Tryb pracy Automatyka W trybie automatycznym zostaj odpracowywane NCprogramy. One steruj i nadzoruj wykonywanie przedmiotów. Tryb pracy programowania DIN PLUS W DIN PLUS operator generuje strukturyzowane NCprogramy. Najpierw opisuje on kontur półwyrobu i cz ści gotowej oraz programuje pojedyńcze zabiegi obróbkowe. Tryb pracy programowania Symulacja Symulacja przedstawia zaprogramowane kontury, ruchy przemieszczenia i operacje skrawania graficznie. CNC PI- LOT uwzgl dnia przestrzeń robocz, narz dzia i mocowadła zgodnie z podziałk. Podczas symulacji CNC PILOT oblicza czas główny obróbki i czas pomocniczy dla każdego narz dzia. W przypadku tokarek z kilkoma suportami przeprowadzanie analizy punktów synchronicznych sterowania wspomaga optymalizacj programu NC. Tryb pracy programowania TURN PLUS W TURN PLUS opisujemy kontur obrabianego przedmiotu graficznie interakcyjnie. Dla automatycznego generowania planu pracy (AAG) definiujemy materiał i mocowadła CNC PILOT generuje NC-program za naciśni ciem guzika. Alternatywnie można generować plan pracy graficznie interakcyjnie (IAG). Tryb pracy organizacji Parametry Zachowanie systemowe CNC PILOT zostaje sterowane przy pomocy parametrów. W tym trybie pracy nastawiamy parametry i w ten sposób dopasowujemy sterowanie do danych warunków. Dodatkowo opisujemy w tym trybie pracy środki produkcji (narz dzia i mocowadła) oraz wartości skrawania. Tryb pracy organizacji Serwis W Serwisie operator przeprowadza zameldowanie użytkownika dla zabezpieczonych hasłem funkcji, wybiera j zyk dialogu oraz dokonuje ustawień systemowych. Poza tym do dyspozycji znajduj si funkcje diagnozy dla wł czenia do eksploatacji oraz sprawdzania systemu. Tryb pracy organizacji Transfer W Transferze operator dokonuje wymiany danych z innymi systemami, organizuje programy i przeprowadza zabezpieczanie danych. Właściwe sterowanie pozostaje niewidoczne dla operatora. Należy jednakże wiedzieć, iż wprowadzone programy TURN PLUS i DIN PLUS zostaj zapami tane na zintegrowanym dysku twardym. To posiada t zalet, że ekstremalnie wiele programów może zostać wprowadzonych do pami ci. Dla wymiany danych oraz dla zabezpieczania danych znajduje si do dyspozycji interfejs Ethernet. Wymiana danych na bazie szeregowego interfejsu (RS232) jest również możliwa. 1.2 Tryby pracy HEIDENHAIN CNC PILOT

18 1.3 Stopnie rozbudowy (opcje) 1.3 Stopnie rozbudowy (opcje) Producent maszyn konfiguruje CNC PILOT odpowiednio do technicznych możliwości tokarki. Oprócz tego znajduj si w dyspozycji stopnie rozbudowy (opcje), przy pomocy których można dopasować sterowanie do zapotrzebowania: TURN PLUS Graficznie interaktywna definicja konturu graficzny opis obrabianego przedmiotu dla półwyrobu i cz ści gotowej Program geometrii dla obliczania i przedstawiania nie wymiarowanych punktów konturu Proste wprowadzenie znormowanych elementów formy jak fazki, zaokr glenia, nakiełki, przeci cia, gwinty lub pasowania Łatwe użytkowanie takich przekształceń jak przesuni cie, obracanie, odbicie lustrzane lub powielanie Graficznie interaktywne wytwarzanie programu DIN PLUS indywidualny wybór rodzaju obróbki wybór narz dzi i określenie danych skrawania bezpośrednia kontrola graficzna skrawania bezpośrednia możliwość korekcji Automatyczne wytwarzanie programu DIN PLUS automatyczny wybór narz dzi automatyczne generowanie planu obróbki TURN PLUS Rozszerzenie osi C i Y C-oś: prezentacja programowania w perspektywach: XCpłaszczyzna (strona czołowa/tylna) i ZC-płaszczyzna (rozwini cie powierzchni bocznej) Y-oś: prezentacja programowania w perspektywach: XYpłaszczyzna (strona czołowa/tylna) YZ-płaszczyzna (widok z góry) wzory wiercenia i wzory figur cykle obróbki interakcyjne lub automatyczne generowanie planu pracy także dla obróbki w osi C i osi Y TURN PLUS rozszerzenie wrzeciona przeciwległego Zmiana mocowania przy pomocy programu specjalistycznego interaktywne lub automatyczne generowanie planu obróbki - również dla zmiany mocowania i drugiego zamocowania Pomiar podczas procesu przy pomocy przeł czaj cego czujnika pomiarowego dla ustawienia narz dzi dla pomiaru narz dzi Pomiar postprocesowy sprz żenie przyrz du pomiarowego poprzez RS232-interfejs analiza wyników pomiaru w trybie automatycznym Z reguły opcje mog zostać dodatkowo zainstalowane. Prosz w tym celu nawi zać kontakt z dostawc urz dzeń. Niniejszy opis uwzgl dnia wszystkie opcje. Z tego też powodu może dojść do odchyleń od opisywanych tu przebiegów obsługi na danej obrabiarce, jeśli jej system nie dysponuje określon opcj. 6 1 Wprowadzenie i podstawowe zagadnienia

19 1.4 Podstawowe zagadnienia Oznaczenie osi Suport poprzeczny zostaje oznaczony jako oś X i sanie łoża jako oś Z. Wszystkie wyświetlane i wprowadzane wartości X zostaj rozumiane jako średnica. W TURN PLUS ustalamy, czy wartości X maj być interpretowane jako średnica czy też jako wartości promienia. Tokarki z osi Y: oś Y leży prostopadle do osi X i osi Z (układ kartezjański). Dla przemieszczeń obowi zuje zasada: Przemieszczenia w + kierunku prowadz od obrabianego przedmiotu Przemieszczenia w kierunku odbywaj si w kierunku obrabianego przedmiotu 1.4 Podstawy Układ współrz dnych Dane o współrz dnych głównych osi X, Y i Z odnosz si do punktu zerowego obrabianego przedmiotu odchylenia od tej reguły zostaj przedstawione. Dane k towe dla osi C odnosz si do punktu zerowego osi C (warunek: oś C jest skonfigurowana jako oś główna). Współrz dne absolutne Jeśli współrz dne danej pozycji odnosz si do punktu zerowego obrabianego przedmiotu, to określa si je mianem współrz dnych absolutnych. Każda pozycja obrabianego przedmiotu jest jednoznacznie określona przy pomocy współrz dnych absolutnych. HEIDENHAIN CNC PILOT

20 1.4 Podstawy Współrz dne przyrostowe Współrz dne przyrostowe odnosz si do ostatnio zaprogramowanego położenia (pozycji). Współrz dne przyrostowe podaj wymiar pomi dzy ostatni i nast puj c po niej pozycj. Każda pozycja obrabianego przedmiotu jest jednoznacznie określona poprzez współrz dne przyrostowe. Współrz dne biegunowe Dane o położeniu na powierzchni czołowej lub powierzchni bocznej można wprowadzić we współrz dnych prostok tnych lub we współrz dnych biegunowych. W przypadku wymiarowania przy pomocy współrz dnych biegunowych określona jest jednoznacznie pozycja na obrabianym przedmiocie, a mianowicie poprzez dan o średnicy i k cie. Współrz dne biegunowe można wprowadzić wartościami absolutnymi lub przyrostowymi. Jednostki miary Sterowanie CNC PILOT można programować i obsługiwać albo metrycznie albo w calach. Dla wprowadzenia i wyświetlenia obowi zuj pokazane w tabeli jednostki miary. Wymiary metrycznie cale Współrz dne mm cale Długości mm cale K ty stopnie stopnie Pr dkość obrotowa obr/min obr/min Pr dkość skrawania m/min stopy/min Posuw obrotowy mm/obr cale/obr Posuw na minut mm/min cale/min Przyśpieszenie m/s 2 stopy/s Wprowadzenie i podstawowe zagadnienia

21 Punkty odniesienia maszyny (bazy) Punkt zerowy maszyny Punkt przeci cia osi X z osi Z zostaje nazywany punktem zerowym maszyny. Na tokarce jest to z reguły punkt przeci cia osi wrzeciona i powierzchni wrzeciona. Liter oznaczaj c jest M. Punkt zerowy obrabianego przedmiotu Dla obróbki przedmiotu prościej jest, tak wyznaczyć punkt odniesienia na obrabianym przedmiocie, jak wymiarowano rysunek przedmiotu. Ten punkt zostaje nazywany punktem zerowym obrabianego przedmiotu. Liter oznaczeniow jest W. 1.4 Podstawy Punkt referencyjny Zależy od używanych przyrz dów pomiarowych, czy sterowanie zapomina przy wył czaniu swoj pozycj. Jeśli to ma miejsce, to należy po wł czeniu CNC PILOT najechać stałe punkty referencyjne. System zna odległości punktów referencyjnych od punktu zerowego maszyny. HEIDENHAIN CNC PILOT
22 1.5 Wymiary narz dzia 1.5 Wymiary narz dzi CNC PILOT wymaga dla pozycjonowania osi, dla obliczania kompensacji promienia ostrzy, dla wyliczania podziału przejścia w cyklach itd. danych o narz dziach. Wymiary długości narz dzi Zaprogramowane i wyświetlane wartości położenia odnosz si do odległości wierzchołek ostrza narz dzia - punkt zerowy obrabianego przedmiotu. W systemie znane jest jednakże tylko absolutne położenie suportu narz dziowego. Dla ustalenia i wyświetlenia położenia wierzchołka ostrza narz dzia sterowanie wymaga wymiarów XE i ZE a w przypadku narz dzi wiertarskich i frezarskich dla obróbki w osi Y dodatkowo wymiaru Y. Korekcje narz dzia Ostrze narz dzia zużywa si w trakcie skrawania. Aby skompensować to zużycie, CNC PILOT prowadzi spis wartości korekcji. Wartości korekcji zostaj dodawane do wymiarów długości. Kompensacja promienia ostrza (niem. SRK) Narz dzia tokarskie posiadaj na wierzchołku narz dzia określony promień. W ten sposób dochodzi przy obróbce stożków, fazek i promieni do odchyleń, które mog zostać zniwelowane poprzez kompensacj promienia ostrza. Programowane drogi przemieszczenia odnosz si do teoretycznego wierzchołka ostrza S. SRK oblicza now drog przemieszczenia, akwidystant, dla skompensowania tego bł du. Kompensacja promienia freza (niem. FRK) Przy obróbce frezowaniem miarodajn wartości dla wytworzenia konturu jest średnica zewn trzna freza. Bez FRK punkt środkowy freza jest punktem odniesienia na odcinkach przemieszczenia. FRK oblicza now drog przemieszczenia, akwidystant, dla skompensowania tego bł du Wprowadzenie i podstawowe zagadnienia
23 Wskazówki dotycz ce obsługi 2
24 2.1 Maska obługi 2.1 Maska obsługi Wskazania na ekranie monitora 1 Wiersz trybów pracy Ukazuje status trybów pracy. Aktywny tryb pracy jest podświetlony ciemnoszarym kolorem. Tryby pracy programowania i organizacji: wybrany tryb pracy znajduje si po prawej stronie obok symbolu dodatkowe informacje, jak wybrany program, subtryb pracy, itd. zostaj wyświetlone poniżej symboli trybów pracy Pasek menu i menu rozwijalne (pulldown) dla wyboru funkcji 3 Okno robocze Treść i rozplanowanie zależne s od trybu pracy. Niektóre tryby pracy programowania i organizacji zakrywaj wyświetlacz maszynowy Wyświetlacz maszynowy Aktualny status maszyny (położenie narz dzia, sytuacja cyklu i wrzeciona, aktywne narz dzie, itd.). Wyświetlacz maszynowy może być konfigurowany. 5 Wiersz statusu Symulacja, TURN PLUS: wyświetlanie aktualnych nastawień lub wskazówek do nast pnych kroków roboczych inne tryby pracy: wyświetlanie ostatniego komunikatu o bł dach 6 Pole daty i sygnalizacja serwisowa Wskazanie daty i godziny kolorowe tło sygnalizuje bł d lub meldunek PLC sygnalizacja serwisowa ukazuje stan konserwacji maszyny (patrz 9.3 System konserwacji ) 7 Pasek softkey Ukazuje aktualne znaczenie softkeys. 8 Pionowy pasek softkeys Ukazuje aktualne znaczenie softkeys. Dalsze informacje: patrz podr cznik obsługi maszyny 12 2 Wskazówki dotycz ce obsługi
25 2.1.2 Elementy obsługi n Monitor z poziomymi i pionowymi softkeys: znaczenie zostaje ukazanie powyżej lub obok softkeys klawisze dodatkowe (ta sama funkcja, jak klawisze pola obsługi): ESC INS n Pulpit obsługi z klawiatur alfanumeryczn wraz z zintegrowanym 9er-polem klawisze dla wyboru trybów pracy Touch-Pad: dla pozycjonowania kursora (wybór menu lub softkey, wybór z list, wybór pól wprowadzenia, itd.) n Pulpit obsługi maszyny z elementami obsługi dla manualnego lub automatycznego trybu pracy tokarki (klawisze cykli, klawisze kierunkowe, itd.) kółko obrotowe dla dokładnego pozycjonowania w trybie obsługi r cznej potencjometr override dla regulowania posuwu 2.1 Maska obsługi Wskazówki dotycz ce obsługi pola dotykowego (Touch-Pad): Z reguły można używać pola dotykowego (Touch- Pad) alternatywnie do klawiszy kursora. Klawisze poniżej pola dotykowego zostaj poniżej oznaczane jako lewy lub prawy klawisz myszy. Funkcje i obsługa pola dotykowego s podobne do pracy z mysz w systemach WINDOWS. Naciśni cie lewego klawisza myszy lub dotkni cie pola myszy: w listach lub oknach wprowadzenia zostaje pozycjonowany kursor punkty menu, softkeys lub pola sterowania zostaj aktywowane Podwójne naciśni cie lewego klawisza myszy lub podwójne dotkni cie pola myszy: w listach zostaje aktywowany wybrany element (okno wprowadzenia zostaje aktywowane) Proste naciśni cie prawego klawisza myszy: odpowiada klawiszowi ESC Warunek: klawisz ESC jest w danym momencie dopuszczony (na przykład o jeden poziom menu do tyłu) ta sama funkcja jak lewy klawisz myszy przy wyborze softkeys lub pól sterowania HEIDENHAIN CNC PILOT
26 2.1 Maska obsługi Wybór trybów pracy Tryb pracy można zmienić w dowolnym momencie. W przypadku zmiany tryb pracy pozostaje przy tej funkcji, przy której została opuszczona. W przypadku trybów pracy programowania i orgranizacji rozróżnia si nast puj ce sytuacje: nie wybranego trybu pracy (brak wpisu obok symbolu trybów pracy): operator wybiera ż dany tryb pracy przez menu wybrano tryb pracy (obok symbolu trybów pracy zostaje ukazany symbol): funkcje tego trybu pracy znajduj si do dyspozycji. W obr bie trybów pracy programowania i organizacji operator zmienia tryb przez softkey lub poprzez powtórne naciśni cie odpowiedniego klawisza trybów pracy Wybór funkcji, wprowadzanie danych Pasek menu i menu rozwijalne (pulldown) Przed pojedyńczymi punktami menu został umieszczony symbol 9- tego pola z zaznaczon pozycj. To pole koresponduje z blokiem cyfr. Prosz nacisn ć zaznaczony klawisz, aby wybrać funkcj. Wybór funkcji rozpoczyna si na pasku menu, potem nast puj menu rozwijalne. W menu rozwijalnym naciskamy ponownie przyporz dkowany danemu punktowi menu klawisz cyfrowy alternatywnie wybieramy punkt menu przy pomocy pola dotykowego lub z strzałka w gór /w dół i naciskamy Return. Pasek softkey Znaczenie softkeys zależne jest od chwilowej sytuacji przy obsłudze. Określone softkeys działaj jak przeł cznik relaksacyjny. Tryb jest wł czony, jeżeli odpowiednie pole jest przeł czone na aktywne (tło w danym kolorze). To ustawienie tak długo pozostaje zachowane, aż funkcja zostanie ponownie wył czona. Operacje listowe DIN PLUS programy, wykazy narz dzi, wykazy parametrów itd zostaj przedstawione w formie listy. Operator dokonuje nawigacji przy pomocy pola dotykowego lub klawiszy kursora w obr bie listy, aby obejrzeć dane lub wybrać elementy dla operacji, jak usuwanie, kopiowanie, zmiana, itp. Po tym kiedy pozycja na liście lub dany element listy został wybrany, naciskamy klawisz Enter, INS, ALT lub DEL, by przeprowadzić operacj. klawisze dla wyboru trybów pracy: Tryb pracy Obsługa r czna Tryb pracy Automatyka Tryb pracy programowania Tryb pracy organizacji Ci g dalszy na nast pnej stronie 14 2 Wskazówki dotycz ce obsługi
27 Wprowadzenie danych Wprowadzenie danych i zmiany danych zostaj dokonywane w oknach wprowadzenia. W oknie wprowadzenia znajduje si kilka pól wprowadzenia. Operator pozycjonuje kursor przy pomocy pola dotykowego lub strzałka w gór /w dół na pole wprowadzenia. Jeśli kursor znajduje si na polu wprowadzenia, to można wpisywać dane. Ewentualne istniej ce dane zostaj nadpisane. Przy pomocy strzałka w lewo/ strzałka w prawo operator przemieszcza kursor na ż dan pozycj w obr bie pola wprowadzenia, aby usun ć istniej ce znaki lub dla uzupełnienia znaków. Strzałka w gór /w dół lub Enter zamyka wprowadzenie danych w danym polu. W przypadku niektórych dialogów, liczba pól wprowadzenia przewyższa pojemność okna. W takich sytuacjach zostaje używanych kilka okien wprowadzenia. Można to rozpoznać na podstawie numeru okna w paginie górnej okna wprowadzenia. Przy pomocy strona do przodu/do tyłu przechodzimy pomi dzy oknami wprowadzenia. Z naciśni ciem powierzchni przycisku dialogowego OK przejmujemy wprowadzone lub zmienione dane. Alternatywnie można nacisn ć, niezależnie od pozycji kursora, klawisz INS. Powierzchnia przycisku Przerwanie lub klawisz ESC, anuluj wprowadzone wartości lub zmiany. Jeśli dialog składa si z kilku okien wprowadzenia, to dane zostaj przej te już przy naciśni ciu Strona do przodu/ Strona w tył. 2.1 Maska obsługi Okienka dialogowe CNC PILOT udost pnia różne możliwości obsługi przy pomocy okienek dialogowych - do wyboru operatora. Przykładami okienek dialogowych s : okienka OK i Przerwanie dla wyjścia z okna dialogowego, okienka Rozszerzonego wprowadzenia itd. Prosz wybrać odpowiednie pole i nacisn ć Enter. Wskazówka: zamiast pola OK lub Przerwanie można nacisn ć klawisz INS lub ESC. HEIDENHAIN CNC PILOT
28 2.2 System informacyjny 2.2 System informacyjny System informacyjny dostarcza operatorowi wyci g z podr cznika obsługi na ekran. System ten jest uporz dkowany według tematów informacyjnych, porównywalnie z rozdziałami ksi żki. Pagina górna okna informacyjnego ukazuje aktualny wybrany temat i numer strony. Info udziela informacji o aktualnej sytuacji przy obsłudze (pomoc zależna od kontekstu). Dodatkowo można wybierać temat informacyjne poprzez spis treści lub indeks. W tym celu prosz wybrać ż dany temat/hasło i potwierdzić wybór tematu (lub Enter). Odsyłacze w tekście s zaznaczone. Prosz wybrać odsyłacz i przejść przy pomocy wybór tematu (lub Enter) do tego tematu. temat powrót przeł cza na poprzedni temat. Informacja o bł dzie W przypadku pojawienia si komunikatu o bł dach, prosz nacisn ć klawisz Info lub pozycjonować kursor w wyświetlaczu bł dów na komunikat o bł dach i nacisn ć wówczas klawisz Info, aby otrzymać dalsze informacje do komunikatu o bł dach. Wywołanie systemu informacyjnego. Zamkni cie systemu informacyjnego Softkeys przechodzi do wybranego odsyłacza tematu spisu treści tematu spisu indeksowego powraca do ostatniego tematu informacyjnego wywołuje spis treści z przegl dem tematów informacyjnych. Spis treści jest rozbudowany wielostopniowo. wywołuje spis indeksowy. przekartkowywuje do poprzedniego tematu informacyjnego przekartkowywuje do nast pnego tematu informacyjnego (lub strona do tyłu) poprzedniej strony informacyjnej (lub strona do przodu) nast pnej strony informacyjnej 16 2 Wskazówki dotycz ce obsługi
29 2.3 System opracowywania bł dów Bezpośrednie komunikaty o bł dach Używa si bezpośrednich komunikatów o bł dach, jeśli możliwa jest natychmiastowa ich korekcja. Potwierdzamy ten komunikat i korygujemy bł d. Przykład: wartość wprowadzenia parametru leży poza dopuszczalnym przedziałem. Informacje komunikatów o bł dach: opis bł du: wyjaśnia bł d numer bł du: dla zapytań serwisu godzina kiedy wyst pił bł d (informacja dla operatora) Symbole Ostrzeżenie Wykonanie programu/obsługi zostaje w dalszym ci gu kontynuowane. CNC PILOT zwraca uwag operatorowi na problem. 2.3 System opracowywania bł dów Bł d Wykonanie programu/obsługi zostaje zatrzymane. Prosz skorygować bł d, zanim zostanie kontynuowana praca Wyświetlacz bł dów, wyświetlacz PLC Wyświetlanie bł dów Jeśli podczas uruchomienia systemu, podczas pracy lub przebiegu programu wyst pi bł dy, to zostaj one zasygnalizowane w polu daty, w wierszu statusu wyświetlone oraz zapisane do pami ci w wyświetlaczu bł du. Tak długo jak wyst puj komunikaty o bł dach, wyświetlacz daty podświetlony jest na czerwono. Wskazówki dotycz ce obsługi otwiera wyświetlacz bł dów. dalsze informacje o zaznaczone kursorem bł dy Opuszczenie wyświetlacza bł dów usuwa zaznaczony kursorem komunikat o bł dach usuwa wszystkie komunikaty o bł dach Ci g dalszy na nast pnej stronie HEIDENHAIN CNC PILOT
30 2.3 System opracowywania bł dów Informacje komunikatów o bł dach: opis bł du: wyjaśnia bł d numer bł du: dla zapytań serwisu numer kanału: sanie, przy których wyst pił bł d godzina kiedy wyst pił bł d (informacja dla operatora) klasa bł du (tylko w przypadku bł dów): Motyw: Komunikat służy informacji lub wyst pił niewielki bł d. Przerwanie: bież ca operacja (wykonanie cyklu, polecenie przemieszczenia itd.) została przerwana. Po usuni ciu bł du można dalej pracować. wył czenie awaryjne: ruchy przemieszczenia i odpracowanie programu DIN zostały zatrzymane. Po usuni ciu bł du można dalej pracować. reset: ruchy przemieszczenia i odpracowanie programu DIN zostały zatrzymane. Prosz na krótko wył czyć system i nast pnie ponownie go uruchomić. Prosz zwrócić si do dostawcy urz dzeń, jeśli dany bł d si powtórzy. Bł d systemowy, bł d wewn trzny Jeżeli pojawi si bł d systemowy lub bł d wewn trzny, to prosz zanotować wszystkie informacje do tego komunikatu i poinformować dostawc urz dzeń. Wewn trzny bł d nie może zostać usuni ty przez operatora. Prosz wył czyć sterowanie i na nowo je uruchomić. Ostrzeżenia podczas symulacji Jeśli wyst puj podczas symulacji programu NC ostrzeżenia, to CNC PILOT ukazuje je w paginie górnej (patrz Bł dy i ostrzeżenia ). Wyświetlacz PLC Okno PLC służy dla komunikatów PLC i diagnozy PLC. Informacje o oknie PLC znajduj si w podr czniku obsługi maszyny. Docieramy do okna PLC, otwieraj c okno bł dów (klawisz statusu bł dów) i nast pnie naciskamy softkey PLC diagnoza. Przy pomocy klawisza ESC opuszczamy okno PLC; przy pomocy Softkey CNC diagnoza przechodzimy do okna bł dów. Softkeys przeł czenie na wyświetlacz PLC usuwa wszystkie komunikaty o bł dach powrót do wyświetlacza bł dów 18 2 Wskazówki dotycz ce obsługi
31 2.4 Zabezpiecznie danych CNC PILOT zapisuje do pami ci programy NC, dane o środkach produkcji i parametrach na dysk twardy. Ponieważ uszkodzenie dysku twardego, na przykład przez zwi kszone obci żenia wibracyjne lub szokowe, nie może zostać wykluczone, firma HEIDENHAIN poleca zabezpieczenie napisanych programów, danych o środkach produkcji i parametrach w regularnych odst pach na PC. Na PC można wykorzystywać DataPilot 4290, program systemu WINDOWS Explorer lub inne odpowiednie programy dla zabezpieczenia danych. Dla wymiany danych oraz dla zabezpieczania danych znajduje si do dyspozycji interfejs Ethernet. Wymiana danych na bazie szeregowego interfejsu (RS232) jest również możliwa (patrz 10.2 Metody przesyłania danych ). 2.5 Objaśnienia do używanych poj ć Kursor: na listach lub przy wprowadzaniu danych zaznaczony jest element listy, pole wprowadzenia lub znak. To zaznaczenie zostaje nazwane kursorem. Klawisze kursora: przy pomocy klawiszy ze strzałk, strona w przód/do tyłu lub pola dotykowego przemieszczamy kursor. poruszanie si : operator przesuwa kursor na listach lub w polu wprowadzenia, aby wybrać pozycj, któr chc obejrzeć, zmienić, uzupełnić lub usun ć. Mowa jest wówczas o dokonywaniu nawigacji po liście. Aktywne/deaktywne funkcje, punkty menu: funkcje lub softkeys, które nie mog w danym momencie zostać wybrane, zostaj przedastawione blado. Okno dialogowe: inna nazwa dla okna wprowadzania danych. Edycja: zmiany, uzupełnienia i usuwanie parametrów, poleceń itd. w programach, w danych o narz dziach lub w parametrach zostaje oznaczane mianem edytowania. Wartość domyślna (default): jeśli parametry poleceń DIN lub inne parametry s obłożone wartościami, to mówi si wówczas o wartościach domyślnymi. Bajty: pojemność dysków zostaje podawana w bajtach. Ponieważ CNC PILOT wyposażony jest w dysk twardy, to długość programów (długość plików) zostaje podawana w bajtach. Rozszerzenie (Extension): nazwy plików zawieraj właściw nazw i rozszerzenie. Nazwa i rozszerzenie rozdzielone s przy pomocy.. Przy pomocy rozszerzenia zostaje podawany typ pliku. Przykłady: "*.NC" DIN-programy "*.NCS" DIN-podprogramy "*.MAS" parametry maszynowe 2.4 Zabezpieczenie danych; 2.5 Objaśnienia do używanych poj ć HEIDENHAIN CNC PILOT
32
33 3 Obsługa r czna i tryb automatyczny HEIDENHAIN CNC PILOT
34 3.1 Wł czenie, wył czenie, przejazd referencyjny 3.1 Wł czenie, wył czenie, przejazd referencyjny Wł czenie i przejazd referencyjny CNC PILOT ukazuje w paginie górnej pojedyńczej kroki uruchamiania systemu. Nast pnie CNC PI- LOT ż da od operatora wybrania trybu pracy. Czy przejazd referencyjny jest konieczny, zależy od zastosowanego na maszynie przyrz du pomiarowego: EnDat-przetwornik: przejazd referencyjny nie jest konieczny Przetworniki z zakodowanymi odst pami: pozycj osi można ustalić po krótkim przejeździe referencyjnym Przetwornik standardowy: osie przemieszczaj si na znane, stałe punkty maszynowe Przy Referencja automatycznie wszystkie osie przemieszczaj si automatycznie, przy referencja klawiszem przejazd referencyjny jednej osi. Automatyczny przejazd referencyjny (wszystkie osie) "Ref Referencja automatycznie wybrać < Status przejazdu punktu referencyjnego informuje operatora o aktualnym statusie. Osie, które nie dokonały przejazdu referencyjnego, zostaj odznaczone na szaro. < Sanie, które maj dokonać przejazdu referencyjnego lub wszystkie sanie nastawić (okno dialogowe Referencja automatycznie ) < Przejazd referencyjny zostaje przeprowadzony Przerywa przejazd referencyjny cykl-start kontynuje przejazd referencyjny Przerywa przejazd referencyjny Kolejność, w jakiej osie dokonuj przejazdu referencyjnego, jest określona w parametrach maszynowych 203, 253,... Opuszczenie okna dialogowego Referencja automatycznie : nacisn ć cykl-stop Wył czniki końcowe oprogramowania funkcjonuj dopiero po przemieszczeniu referencyjnym. Nadzorowanie EnDat-przetwornika Jeśli maszyna wyposażona jest w przetwornik EnDat, to sterowanie zapami tuje położenia osi przy wył czeniu obrabiarki. Przy wł czeniu obrabiarki CNC PILOT porównuje dla każdej osi położenie przy wł czeniu z zachowanym w pami ci położeniem przy wył czeniu. W przypadku ró nic wystêpuj¹ nastêpuj¹ce komunikaty: Oś została przemieszczona po wył czeniu maszyny. Prosz sprawdzić i potwierdzić aktualn pozycj, jeśli oś została rzeczywiście przemieszczona. Zapami tana pozycja czujnika osi jest nieważna. Ten meldunek jest poprawny,jeżeli sterowanie zostało wł czone po raz pierwszy, czujnik lub inne zwi zane z układem komponenty sterowania zostały wymienione. Parametry zostały zmienione. Zapami tana pozycja czujnika osi jest nieważna. Ten meldunek jest poprawny, jeśli parametry konfiguracji zostały zmienione. < Po zakończeniu przejazdu punktów referencyjnych: wyświetlacz położenia zostaje aktywowany można wybrać tryb pracy automatycznej Przyczyn pojawiania si wyżej wymienionych komunikatów może być defekt w czujniku lub w sterowaniu. Prosz nawi zać kontakt z producentem maszyn, jeśli ten problem pojawi si wielokrotnie Obsługa r czna i tryb automatyczny
35 Wpis referencji klawiszem (pojedyńcza oś) Ref wpis referencji klawiszem wybrać < Status przejazdu punktu referencyjnego informuje operatora o aktualnym statusie. Osie, które nie dokonały przejazdu referencyjnego, zostaj odznaczone na szaro. < Nastawić sanie i osie (okno dialogowe wpis referencji klawiszem ) < Tak długo, jak naciskamy na klawisz, zostaje dokonywany przejazd referencyjny. Zwolnienie klawisza przerywa przejazd referencyjny. Przerywa przejazd referencyjny < Po zakończeniu przejazdu punktów referencyjnych: wyświetlacz położenia zostaje aktywowany dla tej osi, która wykonała przemieszczenie referencyjne jeśli wszystkie osie dokonały przemieszczenia referencyjnego, to można wybrać tryb pracy automatycznej Wył czenie Opuszczenie okna dialogowego "Referencja klawiszem": nacisn ć cykl-stop Wył czniki końcowe oprogramowania funkcjonuj dopiero po przemieszczeniu referencyjnym. 3.1 Wł czenie, wył czenie, przejazd referencyjny Wył czenie CNC PILOT. Prosz potwierdzić nast pnie zapytanie z OK, aby zakończyć prawidłowo prac sterowania. CNC PILOT zaż da po kilku sekundach wył czenia maszyny. Shutdown znajduje si do dyspozycji w trybach pracy programowania i organizacji, jeśli nie wybrano żadnego trybu pracy. Prawidłowe wył czenie zostaje zarejestrowane w pliku dziennika bł dów. HEIDENHAIN CNC PILOT
36 3.2 Tryb pracy Obsługa r czna 3.2 Tryb pracy Obsługa r czna Tryb pracy sterowanie r czne zawiera funkcje dla ustawienia tokarki, dla ustalenia wymiarów narz dzia jak i funkcje dla manualnego obrabiania przedmiotów. Wyświetlacz maszynowy u dołu ekranu ukazuje pozycj narz dzia i inne dane maszyny. Możliwości pracy: Obsługa r czna Przy pomocy klawiszy maszynowych i kółka obrotowego sterujemy wrzecionem i przemieszczamy osie, aby dokonać obróbki przedmiotu. Ustawienie maszyny wpisać używane narz dzia, określić punkt zerowy obrabianego przedmiotu, punkt zmiany narz dzia, wymiary strefy ochronnej itd. Ustalenie wymiarów narz dzia poprzez zarysowanie lub przy pomocy przyrz du pomiarowego Ustawienie wyświetlaczy CNC PILOT wspomaga kilka wariantów wyświetlacza maszynowego. Softkeys Przyporz dkować kółko obrotowe do jednej osi określić przełożenie kółka obrotowego Przeł czenie wyświetlacza maszynowego W trybie obsługi r cznej dane zostaj wprowadzane i wyświetlane w zależności od nastawienia parametru sterowania 1 metrycznie lub w calach. Głowica rewolwerowa o jedn pozycj do tyłu Prosz uwzgl dnić, jeśli maszyna nie dokonała przejazdu referencyjnego: wyświetlanie położenia nie jest prawidłowe wył czniki końcowe Software nie s aktywne. Głowica rewolwerowa o jedn pozycj do przodu 24 3 Obsługa r czna i tryb automatyczny
37 3.2.1 Wprowadzanie danych maszynowych Grupa menu "F" (posuw): Posuw obrotowy Wybrać "posuw obrotowy" Posuw w "mm/obr" (lub "cale/obr") zapisać Posuw minutowy Wybrać posuw minutowy Posuw w "mm/min" (lub "cale/min") zapisać Grupa menu "S" (pr dkość obrotowa wrzeciona): Pr dkość obrotowa wrzeciona Wybrać "pr dkość obrotow S" Zapisać pr dkość obrotow w "obr/min" stała pr dkość skrawania Wybrać "V-stałe" Zapisać pr dkość skrawania w "m/min" (lub "stopy/min") Zatrzymanie punktu Nastawić wrzeciono przy pomocy klawisza zmiany wrzeciona Wybrać zamrożenie punktu Zapisać pozycj Cykl-start: wrzeciono zostaje pozycjonowane Cykl-stop: opuszczenie okna dialogowego Punkt menu "T" (narz dzie): "T" wybrać Zapisać położenie głowicy rewolwerowej Stał pr dkość skrawania można wprowadzić tylko dla sań, posiadaj cych oś X. Funkcje zmiany narz dzia: wysun ć narz dzie "nowe" wymiary narz dzia obliczyć "nowe" wartości rzeczywiste ukazać w wyświetlaczu położenia 3.2 Tryb pracy Obsługa r czna M-polecenia Grupa menu M (M-funkcje): M-numer jest znany: wybrać M-bezpośrednio i wprowadzić numer M-menu : wyszukać funkcje M na podstawie menu Po wprowadzeniu/wyborze M-funkcji: Cykl-start: M-funkcja zostaje wykonana cykl-stop: opuszczenie okna dialogowego Menu M jest zależne od maszyny. Może ono różnić si od przytoczonego przykładu. HEIDENHAIN CNC PILOT
38 3.2 Tryb pracy Obsługa r czna R czna obróbka toczeniem Grupa menu r cznie : n proste toczenie wzdłużne i planowe wybrać posuw stały wybrać kierunek posuwu (okno dialogowe posuw stały ) sterowanie posuwu przy pomocy klawiszy cyklu n Funkcje G wybrać funkcj G zapisać numer G i parametry funkcji z "OK" potwierdzić funkcja G zostaje wykonana Dozwolone s nast puj ce funkcje G: G30 obróbka strony tylnej G710 dodawanie wymiarów narz dzi G720 synchronizacja wrzeciona G602..G699 funkcje PLC n Manual-NC-programy W zależności od konfiguracji tokarki producent maszyn zapisuje programy NC, uzupełniaj ce prac przy obsłudze r cznej (przykład: wł czenie obróbki strony tylnej). Patrz podr cznik obsługi maszyny. Przy Posuw stały musi być zdefiniowany posuw obrotowy Kółko obrotowe Prosz przyporz dkować kółko obrotowe jednej z osi głównych lub osi C oraz wprowadzić posuw i/lub k t obrotu poprzez inkrement kółka obrotowego (okno dialogowe Kółko obrotowe - osie ). Operator widzi wówczas przyporz dkowanie kółka i przekładni kółka w wyświetlaczu maszynowym (litera osi i miejsca po przecinku przekładni kółka s zaznaczone). Anulowanie przyporz dkowania kółka obrotowego: softkey kółko obrotowe nacisn ć przy otwartym oknie dialogowym. Przyporz dkowanie kółka obrotowego zostaje anulowane poprzez nast puj ce sytuacje: przeł czenie sań zmian trybu pracy naciśni cie klawisza kierunkowego powtórny wybór przyporz dkowania kółka 26 3 Obsługa r czna i tryb automatyczny
9.1.4 Parametry gwintu
 9.1.4 Parametry gwintu 9.1.4 Parametry gwintu CNC PILOT ustala parametry gwintu na podstawie nast puj cej tabeli. Jeśli w szpalcie F znajduje si *, to skok gwintu - w zależności od rodzaju gwintu - zostaje
9.1.4 Parametry gwintu 9.1.4 Parametry gwintu CNC PILOT ustala parametry gwintu na podstawie nast puj cej tabeli. Jeśli w szpalcie F znajduje si *, to skok gwintu - w zależności od rodzaju gwintu - zostaje
Obrabiarki CNC. Nr 10
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C)
") Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C) Stan na dzień Gliwice 10.12.2002 1.Przestrzeń robocza maszyny Rys. Układ współrzędnych Maksymalne przemieszczenia
Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C) Stan na dzień Gliwice 10.12.2002 1.Przestrzeń robocza maszyny Rys. Układ współrzędnych Maksymalne przemieszczenia
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi
 Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Informatyka Arkusz kalkulacyjny Excel 2010 dla WINDOWS cz. 1
 Wyższa Szkoła Ekologii i Zarządzania Informatyka Arkusz kalkulacyjny Excel 2010 dla WINDOWS cz. 1 Slajd 1 Excel Slajd 2 Ogólne informacje Arkusz kalkulacyjny podstawowe narzędzie pracy menadżera Arkusz
Wyższa Szkoła Ekologii i Zarządzania Informatyka Arkusz kalkulacyjny Excel 2010 dla WINDOWS cz. 1 Slajd 1 Excel Slajd 2 Ogólne informacje Arkusz kalkulacyjny podstawowe narzędzie pracy menadżera Arkusz
Lotse. Wersja software V6.4/V7.0. J zyk polski (pl) 9/2003
 9/2003") Lotse CNC PILOT 4290 Wersja software V6.4/V7.0 J zyk polski (pl) 9/2003 CNC PILOT 4290 V7.0 klawiatura zapisu danych Tryb pracy Obsługa r czna Tryb pracy Automatyka Tryby pracy programowania (DIN PLUS,
Lotse CNC PILOT 4290 Wersja software V6.4/V7.0 J zyk polski (pl) 9/2003 CNC PILOT 4290 V7.0 klawiatura zapisu danych Tryb pracy Obsługa r czna Tryb pracy Automatyka Tryby pracy programowania (DIN PLUS,
Informatyka Arkusz kalkulacyjny Excel 2010 dla WINDOWS cz. 1
 Wyższa Szkoła Ekologii i Zarządzania Informatyka Arkusz kalkulacyjny 2010 dla WINDOWS cz. 1 Slajd 1 Slajd 2 Ogólne informacje Arkusz kalkulacyjny podstawowe narzędzie pracy menadżera Arkusz kalkulacyjny
Wyższa Szkoła Ekologii i Zarządzania Informatyka Arkusz kalkulacyjny 2010 dla WINDOWS cz. 1 Slajd 1 Slajd 2 Ogólne informacje Arkusz kalkulacyjny podstawowe narzędzie pracy menadżera Arkusz kalkulacyjny
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC
 Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Cykle sondy pomiarowej itnc 530
 Cykle sondy pomiarowej itnc 530 NC-Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Podr cznik obsługi dla operatora J zyk polski (pl) 7/2003 TNC-typ, Software i funkcje Ten podr cznik obsługi opisuje
Cykle sondy pomiarowej itnc 530 NC-Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Podr cznik obsługi dla operatora J zyk polski (pl) 7/2003 TNC-typ, Software i funkcje Ten podr cznik obsługi opisuje
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
ci trwałej modułu steruj cego robota. Po wł niami i programami. W czasie działania wykorzystywane w czasie działania programu: wy robota (poło
 ci trwałej modułu steruj cego robota. Po wł niami i programami. W czasie działania wykorzystywane w czasie działania programu: wy robota (poło W systemie AS robot jest sterowany i obsługiwany w trznych
ci trwałej modułu steruj cego robota. Po wł niami i programami. W czasie działania wykorzystywane w czasie działania programu: wy robota (poło W systemie AS robot jest sterowany i obsługiwany w trznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Laboratorium Napędu robotów
 WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Podr cznik użytkownika Zmiany oraz rozszerzenia od wersji V520. MillPlus IT V530. Obowi zuje dla V520/00e V521/00f V522/00c V530/00f
 Podr cznik użytkownika Zmiany oraz rozszerzenia od wersji V520 MillPlus IT V530 Obowi zuje dla V520/00e V521/00f V522/00c V530/00f Polski (pl) 01/2008 579 536-P0 1 Skrócony przegl d informacji... 11 1.1
Podr cznik użytkownika Zmiany oraz rozszerzenia od wersji V520 MillPlus IT V530 Obowi zuje dla V520/00e V521/00f V522/00c V530/00f Polski (pl) 01/2008 579 536-P0 1 Skrócony przegl d informacji... 11 1.1
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi
 Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Przewodnik programowania i obsługi smart.nc. itnc 530. NC-software J zyk polski (pl) 8/2006
 8/2006") Przewodnik programowania i obsługi smart.nc itnc 530 NC-software 340 490-03 340 491-03 340 492-03 340 493-03 340 494-03 J zyk polski (pl) 8/2006 Przewodnik programowania i obsługi smart.nc... stanowi
Przewodnik programowania i obsługi smart.nc itnc 530 NC-software 340 490-03 340 491-03 340 492-03 340 493-03 340 494-03 J zyk polski (pl) 8/2006 Przewodnik programowania i obsługi smart.nc... stanowi
itnc 530 NC Software xx
 Lotse smart.nc itnc 530 NC Software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx J zyk polski (pl) 12/2004 smart.nc Lotse (przewodnik po smart.nc)... stanowi pomoc przy programowaniu dla nowego
Lotse smart.nc itnc 530 NC Software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx J zyk polski (pl) 12/2004 smart.nc Lotse (przewodnik po smart.nc)... stanowi pomoc przy programowaniu dla nowego
Instrukcja obsługi Norton Commander (NC) wersja 4.0. Autor: mgr inż. Tomasz Staniszewski
 wersja 4.0. Autor: mgr inż. Tomasz Staniszewski") Instrukcja obsługi Norton Commander (NC) wersja 4.0 Autor: mgr inż. Tomasz Staniszewski ITM Zakład Technologii Maszyn, 15.10.2001 2 1.Uruchomienie programu Aby uruchomić program Norton Commander standardowo
Instrukcja obsługi Norton Commander (NC) wersja 4.0 Autor: mgr inż. Tomasz Staniszewski ITM Zakład Technologii Maszyn, 15.10.2001 2 1.Uruchomienie programu Aby uruchomić program Norton Commander standardowo
1.Instalacja. Przechodzimy przez kolejne okna instalatora klikacjąć Dalej. wolek.zallegro.pl
 1.Instalacja Przechodzimy przez kolejne okna instalatora klikacjąć Dalej. 1 Dla instalacji jednostanowiskowej zaznaczamy aplikacje Serwera i Klienta. W przypadku, gdy pilot ma pracować z kilkoma komputerami
1.Instalacja Przechodzimy przez kolejne okna instalatora klikacjąć Dalej. 1 Dla instalacji jednostanowiskowej zaznaczamy aplikacje Serwera i Klienta. W przypadku, gdy pilot ma pracować z kilkoma komputerami
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
CYFROWY WYŚWIETLACZ POŁOŻENIA TNP 10
 TOCK - AUTOMATYKA s.c. AUTORYZOWANY DEALER FIRMY ISKRA - TELA 15-384 BIAŁYSTOK UL. KS ABPA E. KISIELA 28 TEL/FAX (0 85) 661 61 21, 66 11 011 CYFROWY WYŚWIETLACZ POŁOŻENIA TNP 10 INSTRUKCJA OBSŁUGI Wszelkie
TOCK - AUTOMATYKA s.c. AUTORYZOWANY DEALER FIRMY ISKRA - TELA 15-384 BIAŁYSTOK UL. KS ABPA E. KISIELA 28 TEL/FAX (0 85) 661 61 21, 66 11 011 CYFROWY WYŚWIETLACZ POŁOŻENIA TNP 10 INSTRUKCJA OBSŁUGI Wszelkie
Minimalna wspierana wersja systemu Android to 2.3.3 zalecana 4.0. Ta dokumentacja została wykonana na telefonie HUAWEI ASCEND P7 z Android 4.
 Dokumentacja dla Scandroid. Minimalna wspierana wersja systemu Android to 2.3.3 zalecana 4.0. Ta dokumentacja została wykonana na telefonie HUAWEI ASCEND P7 z Android 4. Scandroid to aplikacja przeznaczona
Dokumentacja dla Scandroid. Minimalna wspierana wersja systemu Android to 2.3.3 zalecana 4.0. Ta dokumentacja została wykonana na telefonie HUAWEI ASCEND P7 z Android 4. Scandroid to aplikacja przeznaczona
Laboratorium Maszyny CNC. Nr 1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Materiał szkoleniowy MTS, CAD/CAM, Frezowanie. Materiał szkoleniowy. MTS GmbH 2004 1
 Materiał szkoleniowy MTS GmbH 2004 1 ĆWICZENIE "POKRYWA" Zaprogramuj przedstawioną na rysunku "POKRYWĘ" z wykorzystaniem systemu CAD/CAM TOPCAM. Wykonaj następujące zasadnicze czynności: Otwórz odpowiedni
Materiał szkoleniowy MTS GmbH 2004 1 ĆWICZENIE "POKRYWA" Zaprogramuj przedstawioną na rysunku "POKRYWĘ" z wykorzystaniem systemu CAD/CAM TOPCAM. Wykonaj następujące zasadnicze czynności: Otwórz odpowiedni
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie obrabiarek CNC. Nr 2
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D. II. Pierwsze uruchomienie tokarki CNC (Sinumerik 802D)
") OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D I. Objaśnienia funkcji na Sinumerik 802D M33 praca bez konika np. N10 M33 G54 M41, M42, M43 zakres obrotów wrzeciona tokarki, np. M42=200-1200 obr/min
OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D I. Objaśnienia funkcji na Sinumerik 802D M33 praca bez konika np. N10 M33 G54 M41, M42, M43 zakres obrotów wrzeciona tokarki, np. M42=200-1200 obr/min
Straszyński Kołodziejczyk, Paweł Straszyński. Wszelkie prawa zastrzeżone. FoamPro. Instrukcja obsługi
 FoamPro Instrukcja obsługi 1 Spis treści 1 Wstęp... 3 2 Opis Programu... 4 2.1 Interfejs programu... 4 2.2 Budowa projektu... 5 2.2.1 Elementy podstawowe... 5 2.2.2 Elementy grupowe... 5 2.2.3 Połączenia
FoamPro Instrukcja obsługi 1 Spis treści 1 Wstęp... 3 2 Opis Programu... 4 2.1 Interfejs programu... 4 2.2 Budowa projektu... 5 2.2.1 Elementy podstawowe... 5 2.2.2 Elementy grupowe... 5 2.2.3 Połączenia
Instrukcja obsługi urz dzenia POSITIP 880
 Instrukcja obsługi urz dzenia POSITIP 880 Polski (pl) 12/2008 POSITIP 880 tylna strona obudowy Przył czenia dla przyrz dów pomiarowych Czujnik kraw dziowy Szeregowe Przył czenie dla AMIinterfejsu Przył
Instrukcja obsługi urz dzenia POSITIP 880 Polski (pl) 12/2008 POSITIP 880 tylna strona obudowy Przył czenia dla przyrz dów pomiarowych Czujnik kraw dziowy Szeregowe Przył czenie dla AMIinterfejsu Przył
CZĘŚĆ A PIERWSZE KROKI Z KOMPUTEREM
 CZĘŚĆ A PIERWSZE KROKI Z KOMPUTEREM 1.1. PODSTAWOWE INFORMACJE PC to skrót od nazwy Komputer Osobisty (z ang. personal computer). Elementy komputera można podzielić na dwie ogólne kategorie: sprzęt - fizyczne
CZĘŚĆ A PIERWSZE KROKI Z KOMPUTEREM 1.1. PODSTAWOWE INFORMACJE PC to skrót od nazwy Komputer Osobisty (z ang. personal computer). Elementy komputera można podzielić na dwie ogólne kategorie: sprzęt - fizyczne
Celem ćwiczenia jest zapoznanie się z podstawowymi funkcjami i pojęciami związanymi ze środowiskiem AutoCAD 2012 w polskiej wersji językowej.
 W przygotowaniu ćwiczeń wykorzystano m.in. następujące materiały: 1. Program AutoCAD 2012. 2. Graf J.: AutoCAD 14PL Ćwiczenia. Mikom 1998. 3. Kłosowski P., Grabowska A.: Obsługa programu AutoCAD 14 i 2000.
W przygotowaniu ćwiczeń wykorzystano m.in. następujące materiały: 1. Program AutoCAD 2012. 2. Graf J.: AutoCAD 14PL Ćwiczenia. Mikom 1998. 3. Kłosowski P., Grabowska A.: Obsługa programu AutoCAD 14 i 2000.
Obrabiarki CNC. Nr 2
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
POMIARY WIDEO W PROGRAMIE COACH 5
 POMIARY WIDEO W PROGRAMIE COACH 5 Otrzymywanie informacji o położeniu zarejestrowanych na cyfrowym filmie wideo drobin odbywa się z wykorzystaniem oprogramowania do pomiarów wideo będącego częścią oprogramowania
POMIARY WIDEO W PROGRAMIE COACH 5 Otrzymywanie informacji o położeniu zarejestrowanych na cyfrowym filmie wideo drobin odbywa się z wykorzystaniem oprogramowania do pomiarów wideo będącego częścią oprogramowania
System Informatyczny CELAB. Przygotowanie programu do pracy - Ewidencja Czasu Pracy
 Instrukcja obsługi programu 2.11. Przygotowanie programu do pracy - ECP Architektura inter/intranetowa System Informatyczny CELAB Przygotowanie programu do pracy - Ewidencja Czasu Pracy Spis treści 1.
Instrukcja obsługi programu 2.11. Przygotowanie programu do pracy - ECP Architektura inter/intranetowa System Informatyczny CELAB Przygotowanie programu do pracy - Ewidencja Czasu Pracy Spis treści 1.
OPIS PROGRAMU USTAWIANIA NADAJNIKA TA105
 OPIS PROGRAMU USTAWIANIA NADAJNIKA TA105 Parametry pracy nadajnika TA105 są ustawiane programowo przy pomocy komputera osobistego przez osoby uprawnione przez operatora, które znają kod dostępu (PIN).
OPIS PROGRAMU USTAWIANIA NADAJNIKA TA105 Parametry pracy nadajnika TA105 są ustawiane programowo przy pomocy komputera osobistego przez osoby uprawnione przez operatora, które znają kod dostępu (PIN).
Tworzenie prezentacji w MS PowerPoint
 Tworzenie prezentacji w MS PowerPoint Program PowerPoint dostarczany jest w pakiecie Office i daje nam możliwość stworzenia prezentacji oraz uatrakcyjnienia materiału, który chcemy przedstawić. Prezentacje
Tworzenie prezentacji w MS PowerPoint Program PowerPoint dostarczany jest w pakiecie Office i daje nam możliwość stworzenia prezentacji oraz uatrakcyjnienia materiału, który chcemy przedstawić. Prezentacje
Laboratorium Programowanie Obrabiarek CNC. Nr H1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
Instrukcja obsługi panelu operacyjnego XV100 w SZR-MAX-1SX
 Instrukcja obsługi panelu operacyjnego XV100 w SZR-MAX-1SX 1. Pierwsze uruchomienie... 3 2. Ekran podstawowy widok diagramu... 4 3. Menu... 5 - Historia... 5 - Ustawienia... 6 - Ustawienia / Nastawa czasów...
Instrukcja obsługi panelu operacyjnego XV100 w SZR-MAX-1SX 1. Pierwsze uruchomienie... 3 2. Ekran podstawowy widok diagramu... 4 3. Menu... 5 - Historia... 5 - Ustawienia... 6 - Ustawienia / Nastawa czasów...
Obrabiarka EMCO Concept Turn 55 ustawianie narzędzi
 Obrabiarka EMCO Concept Turn 55 ustawianie narzędzi Będąc w menu głównym klawiszem funkcyjnym F2 dolnej klawiatury wybieramy Parametry maszyny zobaczymy ekran jak niżej (jeśli nie to należy wybrać jeszcze
Obrabiarka EMCO Concept Turn 55 ustawianie narzędzi Będąc w menu głównym klawiszem funkcyjnym F2 dolnej klawiatury wybieramy Parametry maszyny zobaczymy ekran jak niżej (jeśli nie to należy wybrać jeszcze
Ćwiczenie OB-6 PROGRAMOWANIE OBRABIAREK
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
NC Project pierwsze kroki
 NC Project pierwsze kroki Aby w pełni wykorzystać możliwości programu NC Project zalecane jest rozpoczęcie pracy od konfiguracji funkcji kontrolujących analizę składni i poprawności programów NC. Dostępne
NC Project pierwsze kroki Aby w pełni wykorzystać możliwości programu NC Project zalecane jest rozpoczęcie pracy od konfiguracji funkcji kontrolujących analizę składni i poprawności programów NC. Dostępne
INTERAKTYWNA APLIKACJA MAPOWA MIASTA RYBNIKA INSTRUKCJA OBSŁUGI
 INTERAKTYWNA APLIKACJA MAPOWA MIASTA RYBNIKA INSTRUKCJA OBSŁUGI Spis treści Budowa okna aplikacji i narzędzia podstawowe... 4 Okno aplikacji... 5 Legenda... 5 Główne okno mapy... 5 Mapa przeglądowa...
INTERAKTYWNA APLIKACJA MAPOWA MIASTA RYBNIKA INSTRUKCJA OBSŁUGI Spis treści Budowa okna aplikacji i narzędzia podstawowe... 4 Okno aplikacji... 5 Legenda... 5 Główne okno mapy... 5 Mapa przeglądowa...
INSTRUKCJA DO PROGRAMU LICZARKA 2000 v 2.56
 INSTRUKCJA DO PROGRAMU LICZARKA 2000 v 2.56 Program Liczarka 2000 służy do archiwizowania i drukowania rozliczeń z przeprowadzonych transakcji pieniężnych. INSTALACJA PROGRAMU Program instalujemy na komputerze
INSTRUKCJA DO PROGRAMU LICZARKA 2000 v 2.56 Program Liczarka 2000 służy do archiwizowania i drukowania rozliczeń z przeprowadzonych transakcji pieniężnych. INSTALACJA PROGRAMU Program instalujemy na komputerze
CNC PILOT 4290 Oś B i Y
 Instrukcja obsługi dla operatora CNC PILOT 4290 Oś B i Y NC-software 625 952-xx Język polski (pl) 3/2010 CNC PILOT 4290 Oś B i Y CNC PILOT 4290 Oś B i Y Niniejszy podręcznik opisuje funkcje, które znajdują
Instrukcja obsługi dla operatora CNC PILOT 4290 Oś B i Y NC-software 625 952-xx Język polski (pl) 3/2010 CNC PILOT 4290 Oś B i Y CNC PILOT 4290 Oś B i Y Niniejszy podręcznik opisuje funkcje, które znajdują
Obszar Logistyka/Zamówienia Publiczne
 Obszar Logistyka/Zamówienia Publiczne Plany Zamówień Publicznych EG_LOG Plany Zamówień Publicznych Instrukcja Użytkownika. Instrukcja użytkownika 2 Spis treści SPIS TREŚCI... 3 NAWIGACJA PO SYSTEMIE...
Obszar Logistyka/Zamówienia Publiczne Plany Zamówień Publicznych EG_LOG Plany Zamówień Publicznych Instrukcja Użytkownika. Instrukcja użytkownika 2 Spis treści SPIS TREŚCI... 3 NAWIGACJA PO SYSTEMIE...
Pracownia internetowa w każdej szkole. Opiekun pracowni internetowej SBS 2003 PING
 Instrukcja numer PING Pracownia internetowa w każdej szkole Opiekun pracowni internetowej SBS 2003 PING Poniższe rozwiązanie opisuje, jak zapisywać i odtwarzać obrazy całych dysków lub poszczególne partycje
Instrukcja numer PING Pracownia internetowa w każdej szkole Opiekun pracowni internetowej SBS 2003 PING Poniższe rozwiązanie opisuje, jak zapisywać i odtwarzać obrazy całych dysków lub poszczególne partycje
Temat: Organizacja skoroszytów i arkuszy
 Temat: Organizacja skoroszytów i arkuszy Podstawowe informacje o skoroszycie Excel jest najczęściej wykorzystywany do tworzenia skoroszytów. Skoroszyt jest zbiorem informacji, które są przechowywane w
Temat: Organizacja skoroszytów i arkuszy Podstawowe informacje o skoroszycie Excel jest najczęściej wykorzystywany do tworzenia skoroszytów. Skoroszyt jest zbiorem informacji, które są przechowywane w
Zasada prawej dłoni przy wyznaczaniu zwrotów osi
 Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
1. Dostosowanie paska narzędzi.
 1. Dostosowanie paska narzędzi. 1.1. Wyświetlanie paska narzędzi Rysuj. Rys. 1. Pasek narzędzi Rysuj W celu wyświetlenia paska narzędzi Rysuj należy wybrać w menu: Widok Paski narzędzi Dostosuj... lub
1. Dostosowanie paska narzędzi. 1.1. Wyświetlanie paska narzędzi Rysuj. Rys. 1. Pasek narzędzi Rysuj W celu wyświetlenia paska narzędzi Rysuj należy wybrać w menu: Widok Paski narzędzi Dostosuj... lub
Laboratorium Programowanie Obrabiarek CNC. Nr H3
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
Skróty klawiaturowe w systemie Windows 10
 Skróty klawiaturowe w systemie Windows 10 Skróty klawiaturowe to klawisze lub kombinacje klawiszy, które zapewniają alternatywny sposób na wykonanie czynności zwykle wykonywanych za pomocą myszy. Kopiowanie,
Skróty klawiaturowe w systemie Windows 10 Skróty klawiaturowe to klawisze lub kombinacje klawiszy, które zapewniają alternatywny sposób na wykonanie czynności zwykle wykonywanych za pomocą myszy. Kopiowanie,
Windows 10 - Jak uruchomić system w trybie
 1 (Pobrane z slow7.pl) Windows 10 - Jak uruchomić system w trybie awaryjnym? Najprostszym ze sposobów wymuszenia na systemie przejścia do trybu awaryjnego jest wybranie Start a następnie Zasilanie i z
1 (Pobrane z slow7.pl) Windows 10 - Jak uruchomić system w trybie awaryjnym? Najprostszym ze sposobów wymuszenia na systemie przejścia do trybu awaryjnego jest wybranie Start a następnie Zasilanie i z
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
Instrukcja uŝytkowania programu
 PN Instrukcja uŝytkowania programu PIXEL Zakład Informatyki Stosowanej Bydgoszcz Poznań 2 Spis treści SPIS TREŚCI...2 1. URUCHOMIENIE PROGRAMU...3 2. LOGOWANIE OPERATORA DO PROGRAMU...3 3. OKNO GŁÓWNE
PN Instrukcja uŝytkowania programu PIXEL Zakład Informatyki Stosowanej Bydgoszcz Poznań 2 Spis treści SPIS TREŚCI...2 1. URUCHOMIENIE PROGRAMU...3 2. LOGOWANIE OPERATORA DO PROGRAMU...3 3. OKNO GŁÓWNE
EGZAMIN POTWIERDZAJ CY KWALIFIKACJE W ZAWODZIE Rok 2014 CZ PRAKTYCZNA
 Nazwa kwalifikacji: U ytkowanie obrabiarek skrawaj cych Oznaczenie kwalifikacji: M.19 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu Numer PESEL zdaj cego*
Nazwa kwalifikacji: U ytkowanie obrabiarek skrawaj cych Oznaczenie kwalifikacji: M.19 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu Numer PESEL zdaj cego*
Fabian Stasiak. Przyk adowe wiczenie z podr cznika: Zbiór wicze. Autodesk Inventor Kurs podstawowy.
 Fabian Stasiak Przyk adowe wiczenie z podr cznika: Zbiór wicze. Autodesk Inventor 2017. Kurs podstawowy ExpertBooks 614 Rozdzia 8. Tworzenie dokumentacji rysunkowej 2D wiczenie 8.8 Wymiarowanie w widoku
Fabian Stasiak Przyk adowe wiczenie z podr cznika: Zbiór wicze. Autodesk Inventor 2017. Kurs podstawowy ExpertBooks 614 Rozdzia 8. Tworzenie dokumentacji rysunkowej 2D wiczenie 8.8 Wymiarowanie w widoku
dokumentacja Edytor Bazy Zmiennych Edytor Bazy Zmiennych Podręcznik użytkownika
 asix 4 Edytor Bazy Zmiennych Podręcznik użytkownika asix 4 dokumentacja Edytor Bazy Zmiennych ASKOM i asix to zastrzeżone znaki firmy ASKOM Sp. z o. o., Gliwice. Inne występujące w tekście znaki firmowe
asix 4 Edytor Bazy Zmiennych Podręcznik użytkownika asix 4 dokumentacja Edytor Bazy Zmiennych ASKOM i asix to zastrzeżone znaki firmy ASKOM Sp. z o. o., Gliwice. Inne występujące w tekście znaki firmowe
Cykle sondy impulsowej TNC 426 TNC 430
 Cykle sondy impulsowej TNC 426 TNC 430 NC Software 280 472 xx 280 473 xx 280 474 xx 280 475 xx 280 476 xx 280 477 xx Podr cznik obsługi dla użytkownika 11/99 Typ TNC, oprogramowanie i funkcje Ten podr
Cykle sondy impulsowej TNC 426 TNC 430 NC Software 280 472 xx 280 473 xx 280 474 xx 280 475 xx 280 476 xx 280 477 xx Podr cznik obsługi dla użytkownika 11/99 Typ TNC, oprogramowanie i funkcje Ten podr
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
Instrukcja wprowadzania graficznych harmonogramów pracy w SZOI Wg stanu na 21.06.2010 r.
 Instrukcja wprowadzania graficznych harmonogramów pracy w SZOI Wg stanu na 21.06.2010 r. W systemie SZOI została wprowadzona nowa funkcjonalność umożliwiająca tworzenie graficznych harmonogramów pracy.
Instrukcja wprowadzania graficznych harmonogramów pracy w SZOI Wg stanu na 21.06.2010 r. W systemie SZOI została wprowadzona nowa funkcjonalność umożliwiająca tworzenie graficznych harmonogramów pracy.
Ćwiczenie 6.5. Otwory i śruby. Skrzynia V
 Ćwiczenie 6.5. Otwory i śruby. Skrzynia V W tym ćwiczeniu wykonamy otwory w wieku i w pudle skrzyni, w które będą wstawione śruby mocujące zawiasy do skrzyni. Następnie wstawimy osiem śrub i spróbujemy
Ćwiczenie 6.5. Otwory i śruby. Skrzynia V W tym ćwiczeniu wykonamy otwory w wieku i w pudle skrzyni, w które będą wstawione śruby mocujące zawiasy do skrzyni. Następnie wstawimy osiem śrub i spróbujemy
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
S P I S T R E Ś C I. Instrukcja obsługi
 S P I S T R E Ś C I Instrukcja obsługi 1. Podstawowe informacje o programie.................................................................................... 2 2. Instalacja programu.....................................................................................................
S P I S T R E Ś C I Instrukcja obsługi 1. Podstawowe informacje o programie.................................................................................... 2 2. Instalacja programu.....................................................................................................
INSTRUKCJA OBSŁUGI DIODOWEGO WYŚWIETLACZA TEKSTÓW PIEŚNI STEROWANEGO Z TABLETU 10,1 '
 INSTRUKCJA OBSŁUGI DIODOWEGO WYŚWIETLACZA TEKSTÓW PIEŚNI STEROWANEGO Z TABLETU 10,1 ' -1- Spis treści - 1. O programie... 3 2. Uruchomienie programu... 3 3. Przygotowanie urządzenia do pracy... 4 4. Wyświetlanie
INSTRUKCJA OBSŁUGI DIODOWEGO WYŚWIETLACZA TEKSTÓW PIEŚNI STEROWANEGO Z TABLETU 10,1 ' -1- Spis treści - 1. O programie... 3 2. Uruchomienie programu... 3 3. Przygotowanie urządzenia do pracy... 4 4. Wyświetlanie
Informatyka Edytor tekstów Word 2010 dla WINDOWS cz.1
 Wyższa Szkoła Ekologii i Zarządzania Informatyka Edytor tekstów Word 2010 dla WINDOWS cz.1 Slajd 1 Uruchomienie edytora Word dla Windows otwarcie menu START wybranie grupy Programy, grupy Microsoft Office,
Wyższa Szkoła Ekologii i Zarządzania Informatyka Edytor tekstów Word 2010 dla WINDOWS cz.1 Slajd 1 Uruchomienie edytora Word dla Windows otwarcie menu START wybranie grupy Programy, grupy Microsoft Office,
Moduł. Rama 2D suplement do wersji Konstruktora 4.6
 Moduł Rama 2D suplement do wersji Konstruktora 4.6 110-1 Spis treści 110. RAMA 2D - SUPLEMENT...3 110.1 OPIS ZMIAN...3 110.1.1 Nowy tryb wymiarowania...3 110.1.2 Moduł dynamicznego przeglądania wyników...5
Moduł Rama 2D suplement do wersji Konstruktora 4.6 110-1 Spis treści 110. RAMA 2D - SUPLEMENT...3 110.1 OPIS ZMIAN...3 110.1.1 Nowy tryb wymiarowania...3 110.1.2 Moduł dynamicznego przeglądania wyników...5
REGULATOR PI W SIŁOWNIKU 2XI
 REGULATOR PI W SIŁOWNIKU 2XI Wydanie 1 lipiec 2012 r. 1 1. Regulator wbudowany PI Oprogramowanie sterownika Servocont-03 zawiera wbudowany algorytm regulacji PI (opcja). Włącza się go poprzez odpowiedni
REGULATOR PI W SIŁOWNIKU 2XI Wydanie 1 lipiec 2012 r. 1 1. Regulator wbudowany PI Oprogramowanie sterownika Servocont-03 zawiera wbudowany algorytm regulacji PI (opcja). Włącza się go poprzez odpowiedni
Podr cznik obsługi dla użytkownika POSITIP 855. Frezowanie. Czerwiec 2000
 Podr cznik obsługi dla użytkownika POSITIP 855 Czerwiec 2000 Frezowanie Monitor Rodzaj pracy lub Funkcja Komunikaty tekstem otwartym Wiersz wprowadzania danych Graficzne wspomaganie pozycjonowania Znaczniki
Podr cznik obsługi dla użytkownika POSITIP 855 Czerwiec 2000 Frezowanie Monitor Rodzaj pracy lub Funkcja Komunikaty tekstem otwartym Wiersz wprowadzania danych Graficzne wspomaganie pozycjonowania Znaczniki
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Warstwy. 1. MenedŜer warstw ROZDZIAŁ 7.
 ROZDZIAŁ 7. Warstwy Zapewne jeszcze pami tasz czasy przezroczystych folii, na których kreśliłeś poszczególne elementy rysunku, na jednej np. kontury brył, na drugiej opisy, a na trzeciej wymiary. Praca
ROZDZIAŁ 7. Warstwy Zapewne jeszcze pami tasz czasy przezroczystych folii, na których kreśliłeś poszczególne elementy rysunku, na jednej np. kontury brył, na drugiej opisy, a na trzeciej wymiary. Praca
Ćwiczenie 1: Pierwsze kroki
 Ćwiczenie 1: Pierwsze kroki z programem AutoCAD 2010 1 Przeznaczone dla: nowych użytkowników programu AutoCAD Wymagania wstępne: brak Czas wymagany do wykonania: 15 minut W tym ćwiczeniu Lekcje zawarte
Ćwiczenie 1: Pierwsze kroki z programem AutoCAD 2010 1 Przeznaczone dla: nowych użytkowników programu AutoCAD Wymagania wstępne: brak Czas wymagany do wykonania: 15 minut W tym ćwiczeniu Lekcje zawarte
Instrukcja obsługi dla operatora Cykle sondy pomiarowej. itnc 530. NC-Software xx
 Instrukcja obsługi dla operatora Cykle sondy pomiarowej itnc 530 NC-Software 340 490-xx 340 491-xx 340 492-xx 340 493-xx Polski (pl) 11/2005 TNC-typ, software i funkcje Niniejszy podr cznik obsługi opisuje
Instrukcja obsługi dla operatora Cykle sondy pomiarowej itnc 530 NC-Software 340 490-xx 340 491-xx 340 492-xx 340 493-xx Polski (pl) 11/2005 TNC-typ, software i funkcje Niniejszy podr cznik obsługi opisuje
Dla kas Nano E w wersjach od 3.02 oraz Sento Lan E we wszystkich wersjach.
 INSTRUKCJA KONFIGURACJI USŁUGI BUSOWEJ PRZY UŻYCIU PROGRAMU NSERWIS. Dla kas Nano E w wersjach od 3.02 oraz Sento Lan E we wszystkich wersjach. Usługa busowa w kasach fiskalnych Nano E oraz Sento Lan E
INSTRUKCJA KONFIGURACJI USŁUGI BUSOWEJ PRZY UŻYCIU PROGRAMU NSERWIS. Dla kas Nano E w wersjach od 3.02 oraz Sento Lan E we wszystkich wersjach. Usługa busowa w kasach fiskalnych Nano E oraz Sento Lan E
Zarządzanie Zasobami by CTI. Instrukcja
 Zarządzanie Zasobami by CTI Instrukcja Spis treści 1. Opis programu... 3 2. Konfiguracja... 4 3. Okno główne programu... 5 3.1. Narzędzia do zarządzania zasobami... 5 3.2. Oś czasu... 7 3.3. Wykres Gantta...
Zarządzanie Zasobami by CTI Instrukcja Spis treści 1. Opis programu... 3 2. Konfiguracja... 4 3. Okno główne programu... 5 3.1. Narzędzia do zarządzania zasobami... 5 3.2. Oś czasu... 7 3.3. Wykres Gantta...
Ćwiczenie 3. I. Wymiarowanie
 Ćwiczenie 3 I. Wymiarowanie AutoCAD oferuje duże możliwości wymiarowania rysunków, poniżej zostaną przedstawione podstawowe sposoby wymiarowania rysunku za pomocą różnych narzędzi. 1. WYMIAROWANIE LINIOWE
Ćwiczenie 3 I. Wymiarowanie AutoCAD oferuje duże możliwości wymiarowania rysunków, poniżej zostaną przedstawione podstawowe sposoby wymiarowania rysunku za pomocą różnych narzędzi. 1. WYMIAROWANIE LINIOWE
Rozdział 2. Konfiguracja środowiska pracy uŝytkownika
 Rozdział 2. Konfiguracja środowiska pracy uŝytkownika Ćwiczenia zawarte w tym rozdziale pozwolą na dostosowanie pulpitu i menu Start do indywidualnych potrzeb uŝytkownika. Środowisko graficzne systemu
Rozdział 2. Konfiguracja środowiska pracy uŝytkownika Ćwiczenia zawarte w tym rozdziale pozwolą na dostosowanie pulpitu i menu Start do indywidualnych potrzeb uŝytkownika. Środowisko graficzne systemu
etrader Pekao Podręcznik użytkownika Strumieniowanie Excel
 etrader Pekao Podręcznik użytkownika Strumieniowanie Excel Spis treści 1. Opis okna... 3 2. Otwieranie okna... 3 3. Zawartość okna... 4 3.1. Definiowanie listy instrumentów... 4 3.2. Modyfikacja lub usunięcie
etrader Pekao Podręcznik użytkownika Strumieniowanie Excel Spis treści 1. Opis okna... 3 2. Otwieranie okna... 3 3. Zawartość okna... 4 3.1. Definiowanie listy instrumentów... 4 3.2. Modyfikacja lub usunięcie
Laboratorium z Grafiki InŜynierskiej CAD. Rozpoczęcie pracy z AutoCAD-em. Uruchomienie programu
 Laboratorium z Grafiki InŜynierskiej CAD W przygotowaniu ćwiczeń wykorzystano m.in. następujące materiały: 1. Program AutoCAD 2010. 2. Graf J.: AutoCAD 14PL Ćwiczenia. Mikom 1998. 3. Kłosowski P., Grabowska
Laboratorium z Grafiki InŜynierskiej CAD W przygotowaniu ćwiczeń wykorzystano m.in. następujące materiały: 1. Program AutoCAD 2010. 2. Graf J.: AutoCAD 14PL Ćwiczenia. Mikom 1998. 3. Kłosowski P., Grabowska
Słowa kluczowe Sterowanie klawiaturą, klawiatura, klawisze funkcyjne, przesuwanie obiektów ekranowych, wydawanie poleceń za pomocą klawiatury
 Obsługa za pomocą klawiatury Różnego typu interfejsy wykorzystują różne metody reagowania i wydawania poleceń przez użytkownika. W środowisku graficznym najpopularniejsza jest niewątpliwie mysz i inne
Obsługa za pomocą klawiatury Różnego typu interfejsy wykorzystują różne metody reagowania i wydawania poleceń przez użytkownika. W środowisku graficznym najpopularniejsza jest niewątpliwie mysz i inne
Środki Trwałe v.2.2. Producent: GRAF Serwis Roman Sznajder 43-450 Ustroń ul. Złocieni 4/1 tel. 32 4449333, 609 09 99 55 e-mail: graf-serwis@wp.
 Środki Trwałe v.2.2 Producent: GRAF Serwis Roman Sznajder 43-450 Ustroń ul. Złocieni 4/1 tel. 32 4449333, 609 09 99 55 e-mail: graf-serwis@wp.pl Spis treści 2 SPIS TREŚCI 1. Wstęp 1.1. Nawigacja w programie
Środki Trwałe v.2.2 Producent: GRAF Serwis Roman Sznajder 43-450 Ustroń ul. Złocieni 4/1 tel. 32 4449333, 609 09 99 55 e-mail: graf-serwis@wp.pl Spis treści 2 SPIS TREŚCI 1. Wstęp 1.1. Nawigacja w programie
Skaner Mustek Scan Express
 INSTRUKCJA OBSŁUGI Nr produktu 884056 Skaner Mustek Scan Express Strona 1 z 14 Instalacja sterownika skanera TWAIN. Sterownik TWAIN jest modułem skanującym dostarczonym wraz Twoim skanerem. Jest on łatwo
INSTRUKCJA OBSŁUGI Nr produktu 884056 Skaner Mustek Scan Express Strona 1 z 14 Instalacja sterownika skanera TWAIN. Sterownik TWAIN jest modułem skanującym dostarczonym wraz Twoim skanerem. Jest on łatwo
Expo Composer. www.doittechnology.pl 1. Garncarska 5 70-377 Szczecin tel.: +48 91 404 09 24 e-mail: info@doittechnology.pl. Dokumentacja użytkownika
 Expo Composer Dokumentacja użytkownika Wersja 1.0 www.doittechnology.pl 1 SPIS TREŚCI 1. O PROGRAMIE... 3 Wstęp... 3 Wymagania systemowe... 3 Licencjonowanie... 3 2. PIERWSZE KROKI Z Expo Composer... 4
Expo Composer Dokumentacja użytkownika Wersja 1.0 www.doittechnology.pl 1 SPIS TREŚCI 1. O PROGRAMIE... 3 Wstęp... 3 Wymagania systemowe... 3 Licencjonowanie... 3 2. PIERWSZE KROKI Z Expo Composer... 4
1. Opis. 2. Wymagania sprzętowe:
 1. Opis Aplikacja ARSOFT-WZ2 umożliwia konfigurację, wizualizację i rejestrację danych pomiarowych urządzeń produkcji APAR wyposażonych w interfejs komunikacyjny RS232/485 oraz protokół MODBUS-RTU. Aktualny
1. Opis Aplikacja ARSOFT-WZ2 umożliwia konfigurację, wizualizację i rejestrację danych pomiarowych urządzeń produkcji APAR wyposażonych w interfejs komunikacyjny RS232/485 oraz protokół MODBUS-RTU. Aktualny
Oficyna Wydawnicza UNIMEX ebook z zabezpieczeniami DRM
 Oficyna Wydawnicza UNIMEX ebook z zabezpieczeniami DRM Opis użytkowy aplikacji ebookreader Przegląd interfejsu użytkownika a. Okno książki. Wyświetla treść książki podzieloną na strony. Po prawej stronie
Oficyna Wydawnicza UNIMEX ebook z zabezpieczeniami DRM Opis użytkowy aplikacji ebookreader Przegląd interfejsu użytkownika a. Okno książki. Wyświetla treść książki podzieloną na strony. Po prawej stronie
FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC
 Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
INSTRUKCJA UŻYTKOWNIKA PORTALU SIDGG
 INSTRUKCJA UŻYTKOWNIKA PORTALU SIDGG dla Państwowy Instytut Geologiczny Państwowy Instytut Badawczy 1. Uruchomienie aplikacji. a. Wprowadź nazwę użytkownika w miejsce Nazwa użytkownika b. Wprowadź hasło
INSTRUKCJA UŻYTKOWNIKA PORTALU SIDGG dla Państwowy Instytut Geologiczny Państwowy Instytut Badawczy 1. Uruchomienie aplikacji. a. Wprowadź nazwę użytkownika w miejsce Nazwa użytkownika b. Wprowadź hasło
Europejski Certyfikat Umiejętności Komputerowych. Moduł 3 Przetwarzanie tekstów
 Europejski Certyfikat Umiejętności Komputerowych. Moduł 3 Przetwarzanie tekstów 1. Uruchamianie edytora tekstu MS Word 2007 Edytor tekstu uruchamiamy jak każdy program w systemie Windows. Można to zrobić
Europejski Certyfikat Umiejętności Komputerowych. Moduł 3 Przetwarzanie tekstów 1. Uruchamianie edytora tekstu MS Word 2007 Edytor tekstu uruchamiamy jak każdy program w systemie Windows. Można to zrobić
CIĘCIE POJEDYNCZE MARMUR
 CIĘCIE POJEDYNCZE MARMUR START KONIEC 1. Parametry początku i końca cięcia (wpisywanie wartości, lub odczyt bieżącej pozycji): a. punkt start i punkt koniec b. punkt start i długość cięcia 2. Parametr:
CIĘCIE POJEDYNCZE MARMUR START KONIEC 1. Parametry początku i końca cięcia (wpisywanie wartości, lub odczyt bieżącej pozycji): a. punkt start i punkt koniec b. punkt start i długość cięcia 2. Parametr:
Języczek zamka typu Ostrołęka
 Języczek zamka typu Ostrołęka Zagadnienia: 1. Rysowanie a) linie: - pojedyncza - styczna do dwóch okręgów - oś symetrii b) łuki c) okręgi d) praca na warstwach 2. Edycja: a) obracanie ( z kopiowaniem)
Języczek zamka typu Ostrołęka Zagadnienia: 1. Rysowanie a) linie: - pojedyncza - styczna do dwóch okręgów - oś symetrii b) łuki c) okręgi d) praca na warstwach 2. Edycja: a) obracanie ( z kopiowaniem)
Instrukcja instalacji i obsługi modemu ED77 pod systemem operacyjnym Windows 98 SE (wydanie drugie)
") Instrukcja instalacji i obsługi modemu ED77 pod systemem operacyjnym Windows 98 SE (wydanie drugie) UWAGA Podstawowym wymaganiem dla uruchomienia modemu ED77 jest komputer klasy PC z portem USB 1.1 Instalacja
Instrukcja instalacji i obsługi modemu ED77 pod systemem operacyjnym Windows 98 SE (wydanie drugie) UWAGA Podstawowym wymaganiem dla uruchomienia modemu ED77 jest komputer klasy PC z portem USB 1.1 Instalacja