ANALIZA WPŁYWU ZMIAN WYBRANYCH PARAMETRÓW SKRAWANIA NA POZIOM SYGNAŁU WIBROAKUSTYCZNEGO STUDIUM PRZYPADKU
|
|
|
- Halina Nowakowska
- 8 lat temu
- Przeglądów:
Transkrypt
1 Marek PROFASKA, Łuka sz DOMAG AŁA 2014 Redakcja: MILEWSKA E., ŻABIŃSKA I. 17 ANALIZA WPŁYWU ZMIAN WYBRANYCH PARAMETRÓW SKRAWANIA NA POZIOM SYGNAŁU WIBROAKUSTYCZNEGO STUDIUM PRZYPADKU 17.1 WPROWADZENIE W nowoczesnych procesach produkcyjnych kluczowe znaczenie ma zachowane wysokiej jakości wytwarzanych wyrobów przy jednoczesnej optymalizacji ogólnie pojętych kosztów. Tendencja do minimalizowania kosztów coraz mocniej dotyka polską branżę górniczą, która w obliczu zagrożenia konkurencyjnego, stara się utrzymać rentowność. Zakłady górnicze redukując koszty produkcji, poszukują urządzeń spełniających aktualne podstawowe wymagania bezpieczeństwa, wydajności i niezawodności przy jednocześnie niskiej cenie. Zjawisko to przekłada się bezpośrednio na producentów urządzeń i ich dostawców. Wobec aktualnych tendencji do minimalizowania kosztów, a więc również kosztów po stronie środków produkcji, pojawia się konieczność prowadzenia analizy stosowanych dotychczas procesów produkcyjnych celem ich optymalizacji pod kątem zwiększenia wydajności, przy zachowaniu dotychczasowej wysokiej jakości wyrobów. W każdej dziedzinie produkcji, również w obróbce mechanicznej, dąży się do zwiększenia wydajności i efektywności produkcji. Ten wskaźnik jest kluczowy w utrzymaniu konkurencyjności działania firmy na rynku. Wymagania dotyczące wydajności produkcji są realizowane przez rozwiązania konstrukcyjne maszyn, wyposażenie w dodatkowe urządzenia dla zwiększenia ich niezawodności i trwałości, maksymalizację parametrów obróbki (duża prędkość skrawania i duża wydajność ubytkowa) i skracanie czasów pomocniczych (krótki czas wymiany narzędzi). Obniżenie kosztów narzędzi daje nieznaczne obniżenie jednostkowego kosztu wyrobu, natomiast zwiększenie parametrów skrawania o 20% skutkuje spadkiem kosztów wykonania jednego przedmiotu i uzyskanie oszczędności rzędu 10% [6, 8, 9]. Zwiększenie parametrów skrawania może się odbyć tylko pod warunkiem zachowania dotychczasowej jakości obróbki, a więc musi być zbadane pod kątem występowania nieskorzystnego wpływu na obrabiany materiał lub cały proces. Niekontrolowane zwiększenie parametrów skrawania oprócz zwiększenia wydajności może skutkować pojawieniem się nieoczekiwanych wad, takich jak: utrata jakości obrobionej powierzchni (zwię- 186

2 SYSTEMY WSPOMAGANIA W INŻYNIERII PRODUKCJI Inżynieria Systemów Technicznych 2014 kszenie chropowatości), szybsze zużywanie się narzędzi, szybsze zużywanie się elementów obrabiarki lub jej przeciążenie, wzrost temperatury w miejscu skrawania i spowodowane tym wyłuszczanie się narzędzia skrawającego [6]. Każda z wymienionych wad ma wpływ na emitowany poziom drgań i hałasu. Z tego wynika, że do wyznaczenia korzystnych parametrów skrawania może być pomocne zbadanie drgań i hałasu emitowanego podczas obróbki. Badanie takie można wykonać metodami wibroakustycznymi [1, 2, 4, 5, 7] mierząc i analizując zmiany emisji drgań lub hałasu w zależności od ustawionych parametrów skrawania WYBÓR I OPIS METODY BADAWCZEJ Przedmiotem badań jest poziom drgań generowany przez tarcie noża tokarskiego (płytki z węglika spiekanego) o element obrabiany podczas operacji toczenia i planowania przy zadanych parametrach skrawania. Dodatkowym celem badania jest określenie takich parametrów skrawania, przy których poziom drgań jest najmniejszy. Poszczególne operacje obróbki będą powtarzane ze zmiennymi parametrami skrawania. Badanie zostanie przeprowadzone na wcześniej przygotowanych próbkach. Do badania wyselekcjonowano próbki wykazujące największą podatność na generowanie drgań. Zaobserwowano, że pomimo stosowania identycznych parametrów skrawania kształt niektórych elementów znacząco wpływa na generowanie drgań. Najprostszym przykładem jest stalowy pręt i rura cienkościenna o takiej samej średnicy toczenia. Rura wykazuje dużo większą tendencję do generowania drgań niż pręt. Ze względu na generowanie drgań i hałasu dobór parametrów skrawania powinien uwzględniać także kształt (formę) obrabianego elementu. Z wieloletnich doświadczeń wynika, że największą podatność na generowanie drgań posiadają obrabiane: odcinki rur okrągłych lub tulei, których długość jest około dwa razy większa od średnicy oraz o grubości ścianki miedzy 5 a 15 mm, flansze stalowe do produkcji kołnierzy przyłączeniowych podczas obrabiania z dużym zabiorem, dławice cylindrów zaworów redukcyjnych podczas wytaczania rowków pod uszczelnienia. Wyniki badań powinny pomóc przy doborze optymalnych parametrów skrawania metali podczas toczenia, wytaczania i planowania. Wyniki badań zostaną również wzięte pod uwagę w aspekcie poprawy warunków pracy tokarzy, którzy znajdują się najbliżej źródła emisji drgań i hałasu. Wybrane operacje te zostaną przeprowadzone na tokarce uniwersalnej TUR 710 z uchwytem samocentrującym. Tokarka TUR 710 jest tokarką uniwersalną, przeznaczoną do wykonywania różnorodnych robót tokarskich, zarówno w produkcji seryjnej jak i jednostkowej (rys. 17.1). Sztywna budowa, duża moc silnika i szeroki zakres obrotów wrzeciona pozwala obrabiać zgrubnie i wykańczająco wszelkie gatunki stali, żeliwa, metali kolorowych i tworzyw. Na tokarce można nacinać wszystkie ważniejsze gwinty metryczne, calowe, modułowe, i Diametral-Pitch, prawo i lewo-zwojone. Tokarka wyposażona jest w przy- 187

3 2014 Redakcja: MILEWSKA E., ŻABIŃSKA I. rząd do toczenia stożków, pozwala na toczenie stożków do 10 oraz nacinanie gwintów stożkowych. Stożki małej zbieżności można toczyć przy przesunięciu poprzecznym konika. Stożki krótkie o dowolnej zbieżności można toczyć przy obrocie o odpowiedni kąt suportu górnego. Wrzeciono tokarki otrzymuje napęd od silnika umieszczonego z tyłu lewej nogi za pośrednictwem klinowej przekładni paskowej i przekładni zębatych umieszczonych we wrzecienniku. Tokarka posiada szybki posuw suportu wzdłużnego i poprzecznego, co wpływa na sprawniejsze i ekonomiczniejsze wykorzystanie tokarki. Prowadnice łoża mogą być powierzchniowo hartowane lub nie w zależności od zamówienia PARAMETRY SKRAWANIA Rys Obiekt badań Tokarka TUR 710 Dobór parametrów skrawania dla określonej operacji uzależniony jest głównie od rodzaju obrabianego materiału, rodzaju obróbki, narzędzia, typowymiaru płytki oraz rodzaju i stanu obrabiarki. Znajomość materiału obrabianego i jego własności, ma duże znaczenie w doborze optymalnych parametrów skrawania i gatunku węglika spiekanego. Przy występującej olbrzymiej ilości materiałów obrabianych podanie dokładnych parametrów skrawania dla każdego z nich jest niemożliwe. W związku z tym wszelkiego rodzaju zalecenia obejmujące parametry skrawania mogą mieć jedynie charakter wstępnych informacji, które wymagają każdorazowo dopasowania do konkretnej operacji. Należy pamiętać, że w celu uzyskania najkorzystniejszego okresu trwałości ostrza, zachowując zadaną wydajność skrawania, dokonuje się doboru parametrów skrawania w kolejności odwrotnej do ich wpływu na intensywność zużycia ostrza. Tak więc ustala się możliwie dużą głębokość skrawania (ap), dobiera się możliwie duży posuw (fn) i do tych parametrów dobiera się odpowiednią prędkość skrawania (vc), (najczęściej odpowiadającą ekonomicznemu okresowi trwałości ostrza) APARATURA POMIAROWA Do pomiarów wykorzystano cyfrowy czterokanałowy miernik poziomu wibracji i dźwięku SVAN 948 produkcji firmy SVANTEK. Przyrząd ten umożliwia również szerokopasmową i wąskopasmową analizę sygnałów pomiarowych. Doskonale nadaje 188

4 SYSTEMY WSPOMAGANIA W INŻYNIERII PRODUKCJI Inżynieria Systemów Technicznych 2014 się do monitorowania stanu maszyn, do wykonywania pomiarów drgań wpływających na człowieka, do wielopunktowego pomiaru hałasu itp. Przyrząd posiada wiele wbudowanych filtrów cyfrowych umożliwiających wykonywanie powyższych zadań oraz może być dostarczany z różnymi przetwornikami drgań, zarówno jednoosiowymi, jaki i trójosiowymi PRÓBKA DO BADAŃ Przy doborze próbek do badań kierowano się głównie intensywnością drgań jakie te próbki mogą generować i przenosić. Z nabytego doświadczenia wynika, że szczególnie intensywne drgania występują podczas obrabiania elementów długich cienkościennych. Takimi elementami są odcinki rur. Dlatego próbka została wykonana z rury ze stali węglowej konstrukcyjnej w gatunku S235JR metodą walcowania na gorąco bez szwu o wymiarach Ø121,0 12,5 o długości całkowitej 300 mm METODA BADAWCZA Badanie wykonano metodą pomiaru drgań za pomocą czterokanałowego elektronicznego miernika drgań SVAN948 wyposażonego w trójosiowy czujnik drgań. Pomiar drgań został wykonany na elementach tokarki TUR 710 podczas procesu toczenia, a dokładniej, planowania próbki za pomocą noża tokarskiego, składanego z płytką z węglika spiekanego przy zadanych parametrach skrawania. Wykonano 18 pomiarów dla różnych parametrów skrawania i dwu różnych miejsc mocowania czujnika. Badanie przeprowadzone zostało maju 2013 w siedzibie firmy SUPRA S.C. w Wodzisławiu Śląskim przy ul. Brzozowej 20. Obiektem badań była tokarka TUR 710, która stanowi wyposażenie tokarni nr 1 w firmie SUPRA. Próbka została umieszczona w uchwycie trójszczękowym samocentrującym tokarki TUR 710. W celu oddania rzeczywistych warunków obróbki wysunięcie rury z uchwytu wynosi 206 mm. Ze względu na możliwość występowania drgań i rezonansu rura powinna być chwycona uchwytem najbliżej miejsca obróbki. Jednak wsunięcie rury głębiej do wrzeciona nie jest możliwe. Średnica wewnętrzna wrzeciona tokarki wynosi Ø90, więc jest mniejsza od średnicy rury. Z kolei stosowanie podtrzymki do obrabiania elementów długich też nie jest możliwe, gdyż wystający odcinek rury jest za krótki. Dlatego jedynym racjonalnym sposobem redukcji drgań podczas obróbki jest odpowiedni dobór narzędzi skrawających i parametrów skrawania. Badanie było prowadzone cyklicznie dla kolejnych kombinacji trzech podstawowych parametrów skrawania, którymi są: prędkość obrotowa wrzeciona n, posuw fn., głębokość skrawania ap. Mając na względzie literaturę fachową [3, 10] oraz doświadczenie w produkcji armatury ze stali konstrukcyjnej, zaproponowano parametry skrawania, które powinny jasno zobrazować różnice w generowaniu drgań podczas obróbki skrawaniem. Zbiorcze zestawienie parametrów skrawania dla poszczególnych pomiarów przedstawia 189

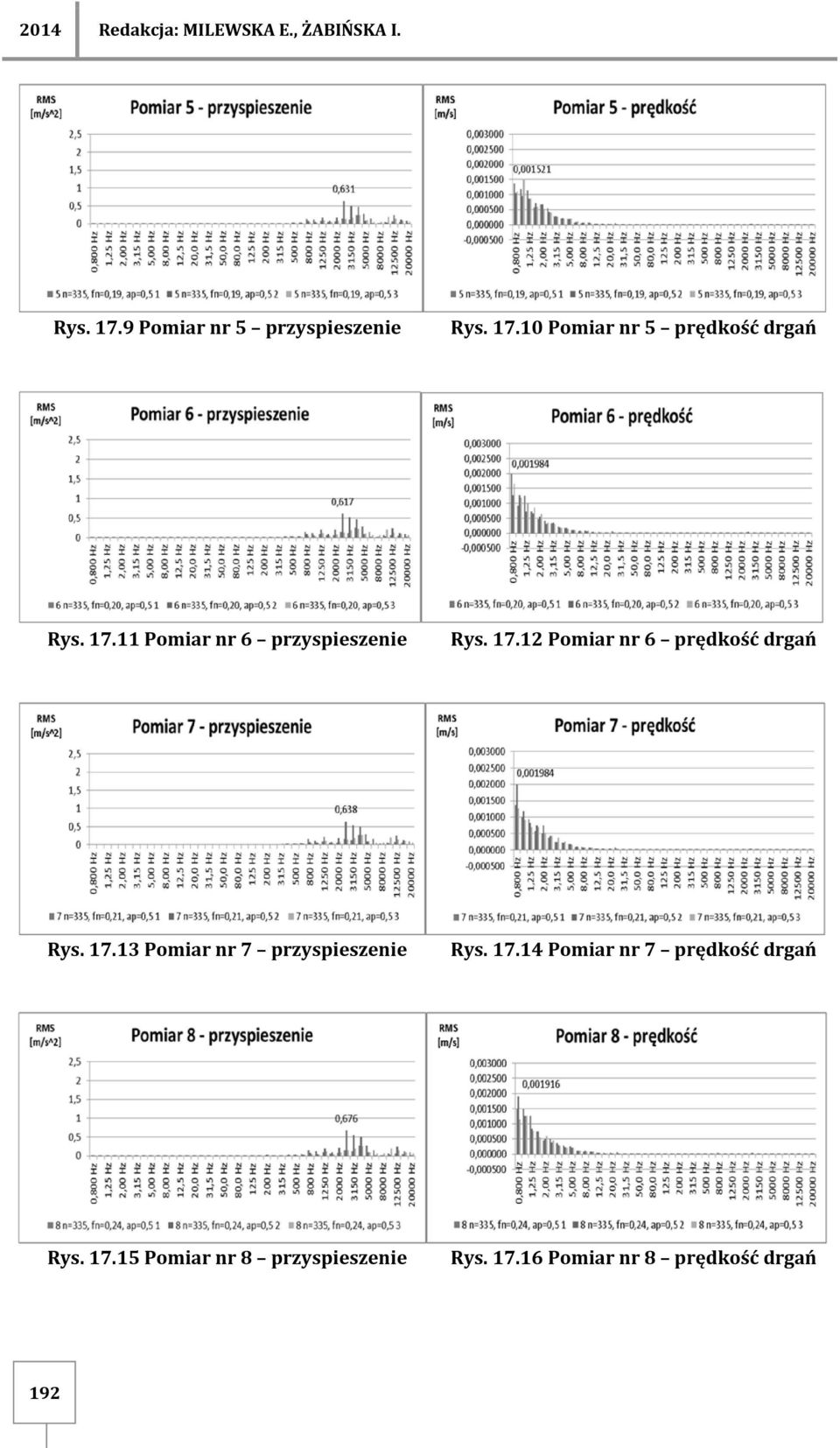
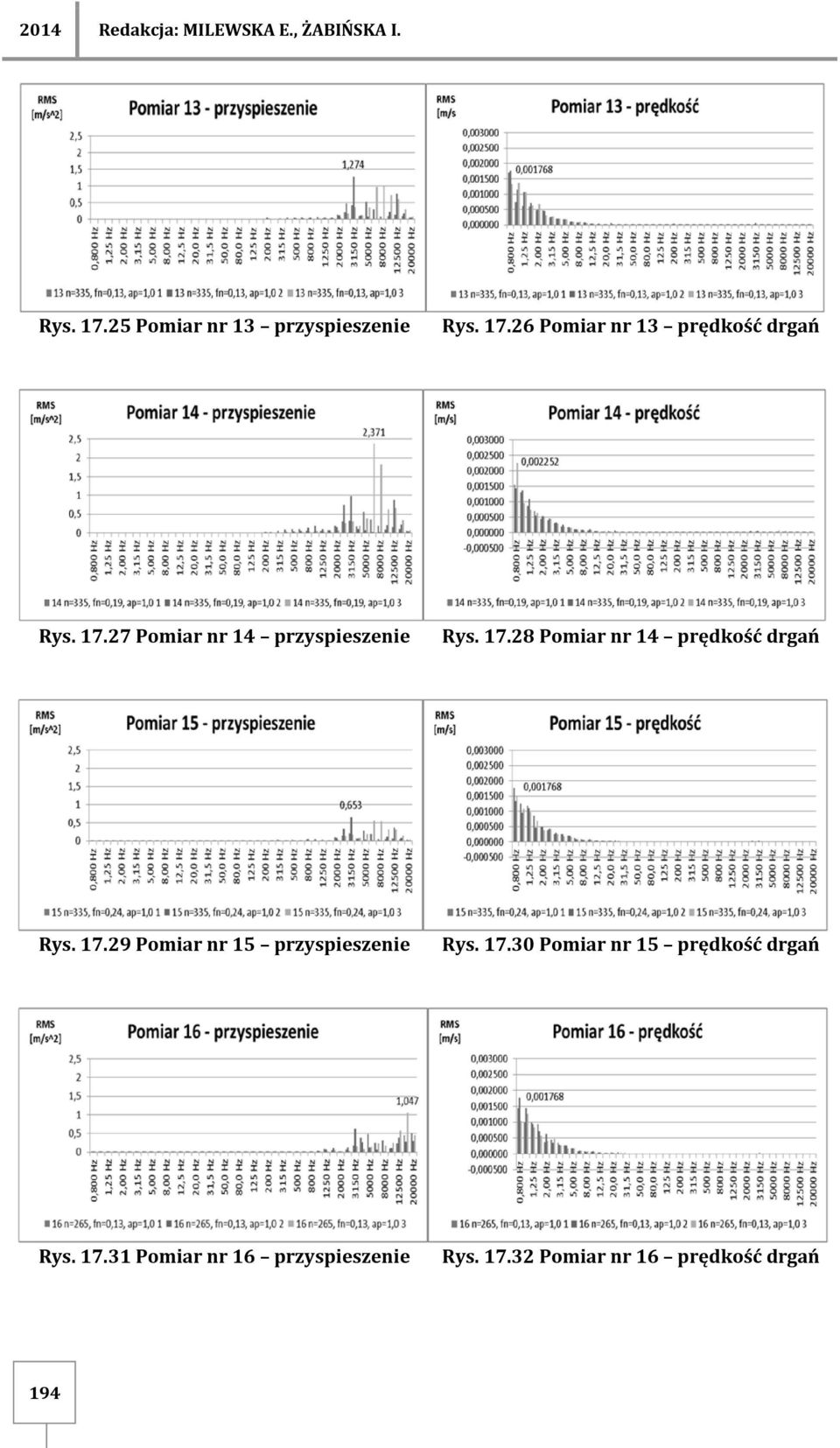
5 Na imaku Na wrzecienniku 2014 Redakcja: MILEWSKA E., ŻABIŃSKA I. tabela Lp. Tabela 17.1 Parametry skrawania dla poszczególnych pomiarów Miejsce czujnika Obroty wrzeciona n [1/min] Posuw fn [mm/obr] Głębokość skrawania ap [mm] 265 0,13 0, ,19 0, ,20 0, ,21 0, ,19 0, ,20 0, ,21 0, ,24 0, ,13 0, ,13 1, ,20 0, ,24 0, ,13 1, ,19 1, ,24 1, ,13 1, ,19 1, ,24 1, ZESTAWIENIE WYNIKÓW BADAŃ Wyniki pomiarów przedstawiono na rysunkach od 17.1 do w formie wykresów kolumnowych. Każdy z wykresów zawiera trzy serie danych rozróżnionych kolorami. Serie danych nazwano wg schematu: pierwsza cyfra nr pomiaru, n, fn, ap parametry skrawania, ostatnia cyfra numer serii (osi czujnika drgań). Dla każdego pomiaru kolejne wykresy przedstawiają skorygowane w dziedzinie częstotliwości maksymalne wartości skuteczne (RMS) przyspieszenia drgań lub inaczej są to maksymalne skorygowane przyspieszenia drgań wyrażone w m/s 2 oraz skorygowane w dziedzinie częstotliwości maksymalne wartości skuteczne (RMS) prędkości drgań lub inaczej są to maksymalne skorygowane prędkości drgań wyrażone w m/s. 190

6 SYSTEMY WSPOMAGANIA W INŻYNIERII PRODUKCJI Inżynieria Systemów Technicznych 2014 Rys Pomiar nr 1 przyspieszenie Rys Pomiar nr 1 prędkość drgań Rys Pomiar nr 2 przyspieszenie Rys Pomiar nr 2 prędkość drgań Rys Pomiar nr 3 przyspieszenie Rys Pomiar nr 3 prędkość drgań Rys Pomiar nr 4 przyspieszenie Rys Pomiar nr 4 prędkość drgań 191

7 2014 Redakcja: MILEWSKA E., ŻABIŃSKA I. Rys Pomiar nr 5 przyspieszenie Rys Pomiar nr 5 prędkość drgań Rys Pomiar nr 6 przyspieszenie Rys Pomiar nr 6 prędkość drgań Rys Pomiar nr 7 przyspieszenie Rys Pomiar nr 7 prędkość drgań Rys Pomiar nr 8 przyspieszenie Rys Pomiar nr 8 prędkość drgań 192
8 SYSTEMY WSPOMAGANIA W INŻYNIERII PRODUKCJI Inżynieria Systemów Technicznych 2014 Rys Pomiar nr 9 przyspieszenie Rys Pomiar nr 9 prędkość drgań Rys Pomiar nr 10 przyspieszenie Rys Pomiar nr 10 prędkość drgań Rys Pomiar nr 11 przyspieszenie Rys Pomiar nr 11 prędkość drgań Rys Pomiar nr 12 przyspieszenie Rys Pomiar nr 12 prędkość drgań 193

9 2014 Redakcja: MILEWSKA E., ŻABIŃSKA I. Rys Pomiar nr 13 przyspieszenie Rys Pomiar nr 13 prędkość drgań Rys Pomiar nr 14 przyspieszenie Rys Pomiar nr 14 prędkość drgań Rys Pomiar nr 15 przyspieszenie Rys Pomiar nr 15 prędkość drgań Rys Pomiar nr 16 przyspieszenie Rys Pomiar nr 16 prędkość drgań 194
10 SYSTEMY WSPOMAGANIA W INŻYNIERII PRODUKCJI Inżynieria Systemów Technicznych 2014 Rys Pomiar nr 17 przyspieszenie Rys Pomiar nr 17 prędkość drgań Rys Pomiar nr 18 przyspieszenie Rys Pomiar nr 18 prędkość drgań 17.8 ANALIZA WYNIKÓW BADAŃ Po przeanalizowaniu powyższych wykresów można stwierdzić, że wartości skuteczne przyspieszeń drgań w rozpatrywanym przypadku są zmieniają wartości w zakresie częstotliwości od 800 Hz do Hz. W pozostałej części widma częstotliwości wartości skuteczne przyspieszeń drgań mieszą się w przedziale od 0 do 0,01 m/s 2. Wykresy przedstawiają również wyraźne różnice między wartościami skutecznymi przyspieszeń drgań w poszczególnych osiach pomiarowych czujnika drgań. W przypadku pomiarów o numerach od 1 do 8 charakterystyczne są relatywnie małe wartości skuteczne przyspieszeń drgań w kanale numer 3. Kanał ten obrazuje wartości skuteczne przyspieszeń drgań w osi numer 3 czujnika drgań. Jak wynika z rys , oś numer 3 jest osią pionową. Świadczy to o występowaniu niewielkich drgań w tej osi, co jest spowodowane mocnym bezpośrednim utwierdzeniem obudowy tokarki do jej fundamentu betonowego. Mimo różnic w parametrach posuwu, wartości skuteczne przyspieszeń drgań w pomiarach numer 1 do 8 (rys ) są porównywalne i osiągają maksymalną wartość około 0,6 m/s 2. Wartości te osiągane są w osi numer 2 równoległej do osi wrzeciona tokarki. Można przypuszczać, że drgania zarejestrowane przez czujnik w tym kierunku generowane są w miejscu planowania końcówki rury. Jedynymi bliskimi elementami mogącymi generować drgania są koła zębate w skrzynce prędkości obrotowej wrzeciona. Jednak osie obrotu wszystkich kół tej przekładni są równoległe do osi numer 2 czujnika, więc ich wpływ na generowanie drgań w tej osi można uznać 195

11 2014 Redakcja: MILEWSKA E., ŻABIŃSKA I. za znikomy. Pozostałe przyczyny powstania tych drgań można wykluczyć. Pomiary numer 1 do 8 (rys ) wykazały znaczące wartości skuteczne drgań w widmie częstotliwości 500 Hz do Hz, co stanowi szersze spektrum niż zaobserwowano w kolejnych pomiarach. Następne pomiary z czujnikiem przymocowanym do imaka ujawniły występowanie przyspieszeń drgań w zakresie 1000 Hz do Hz. Traktując zakresy częstotliwości jako zbiory liczbowe i odejmując je od siebie otrzymamy zbiór częstotliwości w zakresie 500 Hz do 1000Hz, w którym drgania generowane są jedynie przez przekładnię tokarki. W pomiarach numer 9 do 18 (rys ) na widać dużo wyraźniej zależności drgań od parametrów skrawania. Wpływ na to miało umieszczenie czujnika drgań na imaku, a więc bardzo blisko noża tokarskiego, który generuje i przenosi drgania. Ciekawym zjawiskiem jest uaktywnienie się w tym przypadku drgań w osi nr 3. Drgania w osi numer 3 (pionowej) mogły wystąpić ze względu na bliskość noża tokarskiego drgającego w płaszczyźnie, w której leży oś 3, a jednocześnie prostopadłej do osi wrzeciona tokarki. Duża liczba par kinematycznych dzieląca imak od stabilnego betonowego fundamentu powoduje mniejsze tłumienie drgań. Interesującym przypadkiem jest porównanie pomiaru numer 9 i 10 (rys ). Zmiana parametrów skrawania polegała tu na zwiększeniu głębokości skrawania z 0,5 mm do 1,0 mm. Na wykresie zmiana ta spowodowała znaczny wzrost wartości skutecznej drgań w osi nr 3 z wartości 0,49 m/s 2 do wartości 1,318 m/s 2 w paśmie częstotliwości 8000 Hz. Porównanie pomiaru numer 9 (rys ) z pomiarem nr 11 (rys ) pokazuje, że zwiększenie posuwu z 0,13 mm/obr do 0,20 mm/obr skutkowało utrzymaniem wartości skutecznej drgań ok. 0,5 m/s 2 w osi numer 3 w zakresie częstotliwości 8000 Hz oraz wzrostem wartości skutecznej drgań z. 0,4 m/s 2 do 0,56 m/s 2 w osi numer 2 w paśmie częstotliwości 3150 Hz. Porównanie pomiaru numer 10 (rys ) z pomiarem nr 13 (rys ) pokazuje, że zmniejszenie prędkości obrotowej wrzeciona z 425 do 335 obr/min skutkowało obniżeniem wartości skutecznej drgań z. 1,3 m/s 2 do 1,0 m/s 2 w osi numer 3 w paśmie częstotliwości 8000 Hz oraz wzrostem wartości skutecznej drgań z. 0,6 m/s 2 do 1,27 m/s 2 w osi numer 2 w paśmie częstotliwości 3150 Hz. Warto zwrócić uwagę na pomiar numer 14 (rys ), podczas którego wartość skuteczna drgań osiągnęła 2,371 m/s 2 w osi numer 3 w paśmie częstotliwości 8000 Hz. Wynik ten stanowi pewną anomalię na tle pozostałych gdyż jest o ok 1,0 m/s 2 większy od drugiego najwyższej wartości skutecznej drgań 1,3 m/s 2 w pomiarze numer 10 (rys ) w tym samym paśmie częstotliwości. Anomalia może wynikać z wystąpienia wad materiałowych podczas obróbki lub niewłaściwego załamania się wióra. Porównanie pomiaru numer 14 (rys ) z pomiarem nr 16 (rys ) pokazuje, że prawie dwukrotne zwiększenie posuwu z 0,13 mm/obr do 0,24 mm/obr skutkowało niewielkim wzrostem wartości skutecznej drgań z. 1,0 m/s 2 do 1,14 m/s 2 w osi numer 3 w paśmie częstotliwości Hz. 196

12 SYSTEMY WSPOMAGANIA W INŻYNIERII PRODUKCJI Inżynieria Systemów Technicznych 2014 Porównanie pomiaru numer 15 (rys ) z pomiarem nr 16 (rys ) pokazuje, że zmniejszenie prędkości obrotowej wrzeciona z 335 do 265 obr/min oraz obniżenie wartości posuwu z 0,24 do 0,13 mm/obr skutkowało wzrostem wartości skutecznej drgań z 0,3 m/s 2 do 1,0 m/s 2 w osi numer 3 w paśmie częstotliwości Hz oraz ogólnym wzrostem wartości skutecznej drgań z. 0,5 m/s 2 do 1,1 m/s 2 w osi numer 1, 2, 3 w paśmie częstotliwości Hz. Analizując wartości skuteczne prędkości drgań należy zauważyć, że występują one w zakresie częstotliwości od 0,8 Hz do 12 Hz osiągając maksymalną wartość 0,0027 m/s. W pozostałej części widma częstotliwości wartości skuteczne przyspieszeń drgań mieszą się poniżej 0,0001 m/s. PODSUMOWANIE Po przeprowadzonej analizie wyników badań można stwierdzić, że dobór odpowiednich parametrów skrawania ma istotny wpływ na procesy wibroakustyczne zachodzące podczas obróbki skrawaniem. Różnice w poszczególnych pomiarach wskazują na nieproporcjonalny stosunek zmian emisji drgań w do zmian parametrów obróbki. Ze względu na wzrost wydajności obróbki można stwierdzić, że w jednym przypadku zmiana głębokości skrawani skutkowała znaczącym wzrostem drgań, co jest zjawiskiem bardzo niekorzystnym. Z drugiej strony znaczące zwiększenie prędkości obrotowej wrzeciona, posuwu lub głębokości skrawania nie wpływało istotnie na zmianę poziomu emisji drgań. Uwzględniając fakt, że zwiększenie tych parametrów ma znaczący wpływ na wydajność i jakość procesu produkcyjnego, taką nieproporcjonalność można uważać za bardzo korzystną i oczekiwaną. W wyniku przeprowadzonej analizy stwierdzono, że: dla obrotów wrzeciona n=335 obr/min, głębokości skrawania ap=1,0 mm zwiększenie posuwu z 0,13 mm/obr do 0,24 mm/obr skutkowało nieznacznym wzrostem wartości skutecznej drgań z 1,0 m/s 2 do 1,14 m/s 2 w osi numer 3 w paśmie częstotliwości Hz. Osiągnięto więc wzrost wydajności skrawania o 80% przy wzroście drgań o 14%. dla obrotów wrzeciona n=425 obr/min, głębokości skrawania ap=0,5 mm zwiększenie posuwu z 0,13 mm/obr do 0,20 mm/obr skutkowało niewielkim wzrostem wartości skutecznej drgań z 0,4 m/s 2 do 0,50 m/s 2 w osi numer 2 w paśmie częstotliwości 3150 Hz. Osiągnięto więc wzrost wydajności skrawania o 51% przy 20% wzroście drgań. Na podstawie powyższych wyników można stwierdzić, że wzrost wydajności obróbki bez wzrostu emisji drgań można realizować poprzez wzrost posuwu fn. Z przeprowadzonej analizy wynika również, że zwiększenie parametrów skrawania można stosować w celu obniżenia emisji drgań i zmniejszenia chropowatości powierzchni obrobionej. Obniżenie poziomu drgań można osiągać przez zwiększenie parametrów skrawania co do tej pory wydawało się nienaturalne. Z kolei w innych pomiarach zwiększenie parametrów skrawania zgodnie z oczekiwaniami powodowało znaczny wzrost wartości skutecznej drgań. Jednak z osiemnastu wykonanych pomiarów 197

13 2014 Redakcja: MILEWSKA E., ŻABIŃSKA I. trudno jest wykazać jednoznaczne zależności jakie decydują o wartości generowanych drgań podczas toczenia. W badaniu jako zmienne przyjęto jedynie trzy podstawowe parametry skrawania. Pamiętać należy, że zmiennych parametrów obróbki skrawaniem jest co najmniej kilkanaście a dodatkowo wpływ na jej przebieg ma też między innymi kształt ostrza płytki, promień zaokrąglenia ostrza noża, wysunięcie noża, rodzaj obrabianego materiału, kształt obrabianego materiału, sposób chłodzenia i smarowania ostrza noża, sposób mocowania noża, sposób mocowania materiału w uchwycie. LITERATURA 1 Cempel C.: Wibroakustyka stosowana. PWN, Warszawa Cempel C., Tomaszewski F.: Diagnostyka maszyn. Zasady ogólne. Przykłady zastosowań., MCNEMT, Radom Dudik K., Górski E.: Poradnik tokarza. Wydanie XII., WNT, Warszawa Engel Z.: Ochrona środowiska przed drganiami i hałasem. PWN, Warszawa Engel Z.: Wibroakustyka jedna z dziedzin nauki XXI wieku, Bezpieczeństwo Pracy 4/2003, Engel Z.: Wibroakustyka polska specjalność naukowa, agh.edu.pl/wibroakustyka.php, [dostęp: ]. 7 Engel Z. (red.): Wibroakustyka maszyn i środowiska tom XXVII. Wydawnictwo Wiedza i Życie, Warszawa Katalog Baildonit Płytki wieloostrzowe i narzędzia składane do toczenia i frezowania, Sandvik Polska Sp. z o.o., Magazyn Przemysłowy, październik 2013, str Rejmer B. i inni.: Mały poradnik mechanika. Tom I i II. Wydanie XVIII, Warszawa

14 SYSTEMY WSPOMAGANIA W INŻYNIERII PRODUKCJI Inżynieria Systemów Technicznych 2014 ANALIZA WPŁYWU ZMIAN WYBRANYCH PARAMETRÓW SKRAWANIA NA POZIOM SYGNAŁU WIBROAKUSTYCZNEGO STUDIUM PRZYPADKU Streszczenie: W każdej dziedzinie produkcji, również w obróbce mechanicznej, dąży się do zwiększenia jej wydajności i efektywności. Do wyznaczenia optymalnych parametrów skrawania, może być pomocne określenie poziomu sygnału wibroakustycznego emitowanego podczas obróbki. W publikacji przedstawiono badania wpływu wybranych parametrów skrawania na poziom sygnału wibroakustycznego, przy obróbce odcinka rury bezszwowej, ze stali węglowej konstrukcyjnej w gatunku S235JR na tokarce uniwersalnej. Słowa kluczowe: Diagnostyka, obróbka skarawaniem, parametry skarawania AN ANALYSIS OF THE INFLUENCE OF CHANGES IN SELECTED MACHINING PARAMETERS ON THE LEVEL OF VIBROACOUSTIC SIGNAL CASE STUDY Abstract: In each area of production, including machining, one strives to increase efficiency and effectiveness. Determining the level of a vibroacoustic signal emitted in the machining process could help to establish optimal machining parameters. The publication presents investigations into the influence of selected machining parameters on the level of vibroacoustic signal in the process of machining a seamless pipe made of structural carbon steel grade S235JR, using a universal lathe. Key words: Vibroacoustics, machining, machining parameters dr inż. Marek PROFASKA Politechnika Śląska Wydział Górnictwa i Geologii Instytut Mechanizacji Górnictwa ul. Akademicka 2, Gliwice marek.profaska@polsl.pl mgr inż. Łukasz DOMAGAŁA Firma SUPRA S.C. ul. Brzozowa 20, Wodzisław Śląski 199

KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
Tokarka uniwersalna SPA-700P
 Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Tokarka uniwersalna SPC-900PA
 Tokarka uniwersalna SPC-900PA Tokarka uniwersalna SPC-900PA Charakterystyka maszyny. Tokarka uniwersalna SPC-900PA przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna
Tokarka uniwersalna SPC-900PA Tokarka uniwersalna SPC-900PA Charakterystyka maszyny. Tokarka uniwersalna SPC-900PA przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE
 TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
 Radzionków 17.01.2017 Załącznik nr 1 do zapytania ofertowego nr ELEKTRON/1/2017 Maszyny do obróbki metali CPV 42630000-1 OBRABIARKI DO OBRÓBKI METALI Pieczęć Oferenta OŚWIADCZENIE O BRAKU PODSTAW DO WYKLUCZENIA.
Radzionków 17.01.2017 Załącznik nr 1 do zapytania ofertowego nr ELEKTRON/1/2017 Maszyny do obróbki metali CPV 42630000-1 OBRABIARKI DO OBRÓBKI METALI Pieczęć Oferenta OŚWIADCZENIE O BRAKU PODSTAW DO WYKLUCZENIA.
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T CNC T CNC T CNC T CNC T CNC T CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE
 TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
TC3-200 CNC TC3-250 CNC
 TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
1. Tokarka pociągowa uniwersalna TUG-48
 . Tokarka pociągowa uniwersalna TUG-48.. Charakterystyka techniczna Tokarka pociągowa uniwersalna TUG-48 jest przeznaczona do obróbki zgrubnej i dokładnej przedmiotów stalowych, żeliwnych i ze stopów metali
. Tokarka pociągowa uniwersalna TUG-48.. Charakterystyka techniczna Tokarka pociągowa uniwersalna TUG-48 jest przeznaczona do obróbki zgrubnej i dokładnej przedmiotów stalowych, żeliwnych i ze stopów metali
TOKAREK UNIWERSALNYCH
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE
 TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
Centra. tokarskie DUGARD 100. ze skośnym łożem. www.jafo.com.pl DUGARD
 Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC. Max. moment obrotowy wrzeciona. Max. długość obrabianego otworu
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TR2D-93 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TR2D-93 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach 204/300/370 mm 6 ton Długość toczenia 2-4m Transporter wiórów w standardzie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TR2D-93 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach 204/300/370 mm 6 ton Długość toczenia 2-4m Transporter wiórów w standardzie
ĆWICZENIE NR.6. Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych
 ĆWICZENIE NR.6 Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych 1. Wstęp W nowoczesnych przekładniach zębatych dąży się do uzyskania małych gabarytów w stosunku do
ĆWICZENIE NR.6 Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych 1. Wstęp W nowoczesnych przekładniach zębatych dąży się do uzyskania małych gabarytów w stosunku do
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 12000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 12000 mm z wykorzystaniem wysokowydajnych specjalistycznych
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie D-3
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie D-3 Temat: Obliczenie częstotliwości własnej drgań swobodnych wrzecion obrabiarek Konsultacje: prof. dr hab. inż. F. Oryński
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie D-3 Temat: Obliczenie częstotliwości własnej drgań swobodnych wrzecion obrabiarek Konsultacje: prof. dr hab. inż. F. Oryński
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Powiat Ostrowiecki WYKAZ WYPOSAŻENIA
 1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz.i KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn 1.
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz.i KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn 1.
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
A U T O Z B Y T WYCENA STOWARZYSZENIE
 A U T O Z B Y T STOWARZYSZENIE 21-003 Ciecierzyn, Elizówka 46A INŻYNIERÓW I TECHNIKÓW MECHANIKÓW tel/fax 0-81 744-02-32/601-827-585 Nr 13/2018 POLSKICH NIP : 712-006-45-55 Zleceniodawca : Zespół Szkół
A U T O Z B Y T STOWARZYSZENIE 21-003 Ciecierzyn, Elizówka 46A INŻYNIERÓW I TECHNIKÓW MECHANIKÓW tel/fax 0-81 744-02-32/601-827-585 Nr 13/2018 POLSKICH NIP : 712-006-45-55 Zleceniodawca : Zespół Szkół
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE T9D-115/135 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach Długość toczenia 300/420 mm 9 ton 2-4 m Transporter wiórów w standardzie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T9D-115/135 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach Długość toczenia 300/420 mm 9 ton 2-4 m Transporter wiórów w standardzie
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
REINECKER RS 500 CNC elastyczna obróbka półfabrykatów narzędzi metodą wzdłużną, wcinającą i ciągu konturów
 Szlifierka do powierzchni obrotowych REINECKER RS 500 CNC elastyczna obróbka półfabrykatów narzędzi metodą wzdłużną, wcinającą i ciągu konturów MY BUDUJEMY SZLIFIERKI REINECKER RS Na szlifierce do powierzchni
Szlifierka do powierzchni obrotowych REINECKER RS 500 CNC elastyczna obróbka półfabrykatów narzędzi metodą wzdłużną, wcinającą i ciągu konturów MY BUDUJEMY SZLIFIERKI REINECKER RS Na szlifierce do powierzchni
Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]
![Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]](/thumbs/29/13741237.jpg "Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]") Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
Gappa PPH WYSOKA JAKOŚĆ I NIEZAWODNOŚĆ! Wysokoobrotowe precyzyjne tokarki
 Gappa PPH WYSOKA JAKOŚĆ I NIEZAWODNOŚĆ! Wysokoobrotowe precyzyjne tokarki Gappa SERIA-SJ S J - 3 5 6 x 10 0 0 G / 14 4 0 G Firma ECOCA zajmuje się produkcją tokarek od 1980r. Wszystkie maszyny - tokarki
Gappa PPH WYSOKA JAKOŚĆ I NIEZAWODNOŚĆ! Wysokoobrotowe precyzyjne tokarki Gappa SERIA-SJ S J - 3 5 6 x 10 0 0 G / 14 4 0 G Firma ECOCA zajmuje się produkcją tokarek od 1980r. Wszystkie maszyny - tokarki
Frezarki ,- Obrabiarki. Frezarka narzędziowa FNS-55PD. (40 902,- bez VAT)
") Frezarki Frezarka narzędziowa FNS-55PD 2,25 kw/400 V Maks. zalecana wiercenia 45 mm Maks. zalecana frezu 60 mm Maks. zalecana głowicy do frezowania 100 mm ISO 40 Obroty wrzeciona 65-4 500/min. (płynna
Frezarki Frezarka narzędziowa FNS-55PD 2,25 kw/400 V Maks. zalecana wiercenia 45 mm Maks. zalecana frezu 60 mm Maks. zalecana głowicy do frezowania 100 mm ISO 40 Obroty wrzeciona 65-4 500/min. (płynna
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM
 Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
Operacja technologiczna to wszystkie czynności wykonywane na jednym lub kilku przedmiotach.
 Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY
 Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2
 Przedmiot : Techniki Wytwarzania: Obróbka ubytkowa Temat: Toczenie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : Techniki Wytwarzania: Obróbka ubytkowa Temat: Toczenie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn
Temat: NAROST NA OSTRZU NARZĘDZIA
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
Politechnika Białostocka WYDZIAŁ MECHANICZNY. Instrukcja do zajęć laboratoryjnych
 Politechnika Białostocka WYDZIAŁ MECHAICZY Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: Analiza wpływu parametrów skrawania na siłę i temperaturę skrawania umer ćwiczenia: Laboratorium z przedmiotu:
Politechnika Białostocka WYDZIAŁ MECHAICZY Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: Analiza wpływu parametrów skrawania na siłę i temperaturę skrawania umer ćwiczenia: Laboratorium z przedmiotu:
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium
 ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Centra. tokarskie DUGARD 300P / 300MC. ze skośnym łożem DUGARD. www.jafo.com.pl
 Centra tokarskie DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Dokładne toczenie i niższe koszty produkcyjne! Tokarka skonstruowana z myślą o produktywności i niezawodności. Teraz można realizować
Centra tokarskie DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Dokładne toczenie i niższe koszty produkcyjne! Tokarka skonstruowana z myślą o produktywności i niezawodności. Teraz można realizować
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne Semestr: VIII Kierunek: MiBM Rok akad.: 2017/2018 D IAGNOSTYKA I NADZOR OWANIE SYSTEMÓW WYTWARZA N IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr
Wydział: BMiZ Studium: niestacjonarne Semestr: VIII Kierunek: MiBM Rok akad.: 2017/2018 D IAGNOSTYKA I NADZOR OWANIE SYSTEMÓW WYTWARZA N IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr
Tokarka ze skośnym łożem TBI TC 300 Compact
 Tokarka ze skośnym łożem TBI TC 300 Compact Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali Ver_062017_02 Dbamy o solidną podstawę maszyny TBI TC 300 COMPACT S
Tokarka ze skośnym łożem TBI TC 300 Compact Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali Ver_062017_02 Dbamy o solidną podstawę maszyny TBI TC 300 COMPACT S
Laboratorium Obróbki Mechanicznej
 Politechnika Poznańska Instytut Technologii Mechanicznej Wydział: BMiZ Studium: stacjonarne Semestr: II Kierunek: ZiIP Rok akad.:2016/17 Liczba godzin - 15 PROCESY I TECHNIKI PRODUKCYJNE Laboratorium Obróbki
Politechnika Poznańska Instytut Technologii Mechanicznej Wydział: BMiZ Studium: stacjonarne Semestr: II Kierunek: ZiIP Rok akad.:2016/17 Liczba godzin - 15 PROCESY I TECHNIKI PRODUKCYJNE Laboratorium Obróbki
Narzędzia z tłumieniem drgań źródłem produktywności. Silent Tools
 Narzędzia z tłumieniem drgań źródłem produktywności Silent Tools Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Narzędzia z tłumieniem drgań źródłem produktywności Silent Tools Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Projekt nr POIG /09. Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych
 Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie OB-2 BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-2 Temat: BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ Opracował: mgr inż. St. Sucharzewski Zatwierdził: prof.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-2 Temat: BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ Opracował: mgr inż. St. Sucharzewski Zatwierdził: prof.
T E M A T Y Ć W I C Z E Ń
 Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2016/17 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2016/17 Liczba godzin: 15 LABORATORIUM OBRÓBKI
 TU 1503 V - Nowa kompaktowa tokarka z elektroniczną regulacją prędkości. Idealna dla modelarzy TU 2004 V - Tokarki z cyfrowym wyświetlaczem prędkości i bezstopniową regulacją prędkości TU 1503 V TU 2004
TU 1503 V - Nowa kompaktowa tokarka z elektroniczną regulacją prędkości. Idealna dla modelarzy TU 2004 V - Tokarki z cyfrowym wyświetlaczem prędkości i bezstopniową regulacją prędkości TU 1503 V TU 2004
PL 201347 B1. Politechnika Białostocka,Białystok,PL 29.07.2002 BUP 16/02. Roman Kaczyński,Białystok,PL Marek Jałbrzykowski,Wysokie Mazowieckie,PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201347 (13) B1 (21) Numer zgłoszenia: 351999 (51) Int.Cl. G01N 3/56 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.02.2002
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201347 (13) B1 (21) Numer zgłoszenia: 351999 (51) Int.Cl. G01N 3/56 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.02.2002
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
T E M A T Y Ć W I C Z E Ń
 Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Modułowy system narzędziowy Coromant EH
 Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB.-3 Temat: BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO Opracowanie: dr inż. Michał Krępski Łódź, 2010r. Temat ćwiczenia:
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB.-3 Temat: BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO Opracowanie: dr inż. Michał Krępski Łódź, 2010r. Temat ćwiczenia:
OKREŚLENIE WPŁYWU WYŁĄCZANIA CYLINDRÓW SILNIKA ZI NA ZMIANY SYGNAŁU WIBROAKUSTYCZNEGO SILNIKA
 ZESZYTY NAUKOWE POLITECHNIKI ŚLĄSKIEJ 2008 Seria: TRANSPORT z. 64 Nr kol. 1803 Rafał SROKA OKREŚLENIE WPŁYWU WYŁĄCZANIA CYLINDRÓW SILNIKA ZI NA ZMIANY SYGNAŁU WIBROAKUSTYCZNEGO SILNIKA Streszczenie. W
ZESZYTY NAUKOWE POLITECHNIKI ŚLĄSKIEJ 2008 Seria: TRANSPORT z. 64 Nr kol. 1803 Rafał SROKA OKREŚLENIE WPŁYWU WYŁĄCZANIA CYLINDRÓW SILNIKA ZI NA ZMIANY SYGNAŁU WIBROAKUSTYCZNEGO SILNIKA Streszczenie. W
Układ aktywnej redukcji hałasu przenikającego przez przegrodę w postaci płyty mosiężnej
 Układ aktywnej redukcji hałasu przenikającego przez przegrodę w postaci płyty mosiężnej Paweł GÓRSKI 1), Emil KOZŁOWSKI 1), Gracjan SZCZĘCH 2) 1) Centralny Instytut Ochrony Pracy Państwowy Instytut Badawczy
Układ aktywnej redukcji hałasu przenikającego przez przegrodę w postaci płyty mosiężnej Paweł GÓRSKI 1), Emil KOZŁOWSKI 1), Gracjan SZCZĘCH 2) 1) Centralny Instytut Ochrony Pracy Państwowy Instytut Badawczy
Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym r Nałęczów
 Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Spis treści
![Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Spis treści](/thumbs/34/17045949.jpg "Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Spis treści") Narodowy Fundusz Ochrony Środowiska i Gospodarki Wodnej ul. Konstruktorska 3A, 02-673 Warszawa Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Przekazane do XXX [Bank] Data: Numer
Narodowy Fundusz Ochrony Środowiska i Gospodarki Wodnej ul. Konstruktorska 3A, 02-673 Warszawa Załącznik do A5 Streszczenie z Oceny Energetycznej [NAZWA BENEFICJENTA] Przekazane do XXX [Bank] Data: Numer
Silent Tools. Narzędzia z tłumieniem drgań źródłem produktywności
 Silent Tools Narzędzia z tłumieniem drgań źródłem produktywności Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Silent Tools Narzędzia z tłumieniem drgań źródłem produktywności Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 OR.272.8.2017 www.powiat.turek.pl P O W I A T T U R E C K I Powiat Innowacji i Nowoczesnych Technologii Załącznik nr 1 do SIWZ Dostawa wyposażenia pracowni obrabiarek skrawających dla Zespołu Szkół Technicznych
OR.272.8.2017 www.powiat.turek.pl P O W I A T T U R E C K I Powiat Innowacji i Nowoczesnych Technologii Załącznik nr 1 do SIWZ Dostawa wyposażenia pracowni obrabiarek skrawających dla Zespołu Szkół Technicznych
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Tokarka ze skośnym łożem TBI TC 300 Compact SMC
 Tokarka ze skośnym łożem TBI TC 300 Compact SMC Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
Tokarka ze skośnym łożem TBI TC 300 Compact SMC Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48