Miesięcznik Naukowo-Techniczny Agenda Wydawnicza SIMP NR 1/2013
|
|
|
- Justyna Nowakowska
- 8 lat temu
- Przeglądów:
Transkrypt
1 Rok założenia PL ISSN Index 36522X Cena 16,00 zł (w tym 8% VAT) Miesięcznik Naukowo-Techniczny Agenda Wydawnicza SIMP NR 1/2013 Artykuł na s. 36 SANDVIK POLSKA Sp. z o.o. Al. Wilanowska 372, Warszawa, tel. (22) , fax: (22)

2 60 DRILL 20 elektroerozyjna przebijarka otworów startowych LAT TECHNOLOGII EDM + Obrabiarka sterowana numerycznie + Szeroki zakres stosowanych elektrod: od 0,1 do 3 mm średnicy + Import plików ISO i TXT + Kompaktowa budowa zajmująca niewielką przestrzeń instalacyjną Dane techniczne: Przesuwy osi X, Y, Z Stół roboczy Maks. masa części Maks. głębokość drążenia Przesuw prowadnika elektrody Średnice elektrod Generator Wymiary maszyny 300 x 200 x 300 mm 400 x 300 mm 300 kg 200 mm 100 mm 0,1-3 mm 30 A 910 x 1340 x 1940 mm W celu uzyskania szczegółowych informacji prosimy o kontakt z Działem Sprzedaży Agie Charmilles Sp. z o.o. Achieve more... Agie Charmilles Sp. z o.o. Tel: Fax: al. Krakowska 81, Sękocin Nowy pl.gfac.com Raszyn k.warszawy

3 ROCZNIK 86 NR 1 STYCZEŃ 2013 PANORAMA 3 Przegląd informacji krajowych i zagranicznych NOWE TECHNOLOGIE 5 W. Grzesik: Rozwój i możliwości aplikacyjne przemysłu na potrzeby medycyny i dentystyki* OBRABIARKI SPIS REKLAMODAWCÓW Opracowania graficzne redakcji Mechanik podlegają prawom autorskim i nie mogą być publikowane bez zgody redakcji AgieCharmilles II okł. [Cztery] 4metal 35 Graham PACKAGING POLAND 35 Hannover Messe 13 Jobs IV okł. Machine.pl 68 Metale24 66 Narzędziownia.org 66 Nicom III okł. Rands 13 Sandvik I okł. Seco 29 Siemens Industry Software 61 Targi Lipskie: Die Zuliefermesse, Intec 41 Targi PLASTPOL, Kielce 34 Targi PNEUMATICON, Kielce 64 Targi STOM, Kielce 20 Redakcja nie odpowiada za treść materiałów reklamowych MECHANIK wersja cyfrowa e-wydanie PDF zamów na: 14 TruLaser Cell 1100 optymalne rozwiązanie do laserowego spawania rur i profili w linii ciągłego profilowania (TRUMPF). Modułowa konstrukcja urządzenia umożliwia dostosowanie zarówno do indywidualnych wymagań klienta, jak i do współpracy z linią produkcyjną. 16 W. Pawłowski: Obrabiarki z Tajwanu potencjał, trendy, strategia* 21 Kolejne Dni Otwarte w Yamazaki Mazak (MAZAK). Prezentacja siedmiu maszyn, a szczególnie INTEGREX i-630v oraz VARIAXIS j Targi JIMTOF 2012 w Japonii* M. Kaczmarek 26 JOBS Jomach 146 w ŚCNTPL kolejne wdrożenie w przemyśle lotniczym (JOBS). Wdrożenie 5-osiowego centrum frezarskiego sterowanego numerycznie firmy JOBS w Śląskim Centrum Naukowo-Technologicznym Przemysłu Lotniczego w Czechowicach Dziedzicach. 28 Światowe Dni Technologii GF AgieCharmilles w Schorndorf I.D. OBRÓBKA SKRAWANIEM 30 F. Oryński, R. Synajewski, G. Bechciński: Fizyczny model szlifowania wibracyjnego płaszczyzn w kierunku poprzecznym* NARZĘDZIA 36 Interaktywne narzędzia Sandvik Coromant (SANDVIK COROMANT). Zalety nowej strony internetowej 38 Narzędzia sterowane MAPAL EPC z kontrolą położenia krańcowego (MAPAL). Zastosowanie systemu EPC (End Position Control) z dowolnym narzędziem sterowanym umożliwia znaczne skrócenie czasu obróbki. 42 Nowości firmy Gühring na targach AMB Stuttgart Cz. 3. (GÜHRING). Najszybsza i najczystsza (odsysanie wiórów) głowica frezarska HCP firmy Hollfelder- Gühring oraz najnowsza wersja GMTS TOOLMANAGEMENT oprogramowania do zarządzania Gospodarką Narzędziową. 49 Frezy SMART MIRACLE nowa technologia oraz unikalny projekt. Rewolucyjna wydajność obróbki materiałów trudno obrabialnych (MITSUBISHI MATERIALS)
![publikowane bez zgody redakcji AgieCharmilles II okł. [Cztery] 4metal 35 Graham PACKAGING POLAND 35 Hannover Messe 13 Jobs IV okł. Machine.pl 68 Metale24 66 Narzędziownia.org 66 Nicom III okł.](/docs-images/41/1519283/images/page_3.jpg "Rands 13 Sandvik I okł.")
4 2 MECHANIK NR 1/2013 ZESPÓŁ REDAKCYJNY Redaktor naczelny Prof. dr hab. inż. Stanisław Adamczak dr h.c. Zastępca redaktora naczelnego Mgr inż. Krzysztof Janus Sekretarz redakcji Mgr Ewa Bednarska-Dziarnowska Redaktorzy Mgr inż. Irena Dziwiszek Mgr Monika Kaczmarek Mgr Ewa Michalska Mgr Anna Mularska WSPÓŁPRACA Prof. dr hab. inż. Piotr Cichosz narzędzia Prof. dr hab. inż. Marek Dobosz redaktor statystyczny Prof. dr hab. inż. Wit Grzesik obróbka skrawaniem Dr hab. inż. Maciej Heneczkowski przetwórstwo tworzyw sztucznych Prof. dr hab. inż. Jerzy Honczarenko automatyka i robotyka Prof. dr hab. inż. Jan Kosmol obrabiarki Prof. dr hab. inż. Edward Lisowski CAD/CAM, MES, informatyka Prof. dr hab. inż. Maciej Pietrzyk obróbka plastyczna Prof. dr inż. Eugeniusz Ratajczyk metrologia techniczna Prof. dr hab. inż. Adam Ruszaj niekonwencjonalne metody obróbki Prof. dr hab. inż. Jan Sieniawski inżynieria materiałowa Prof. dr inż. Maciej Szafarczyk automatyzacja produkcji RADA PROGRAMOWA: Przewodniczący Prof. zw. dr hab. inż. Józef Gawlik Członkowie Prof. dr hab. inż. Edward Chlebus Dr hab. inż. Lucjan Dąbrowski, prof. PW Prof. dr hab. inż. Andrzej Gołąbczak Prof. dr hab. inż. Adam Hamrol Prof. dr hab. inż. Wojciech Kacalak Prof. dr hab. inż. Krzysztof Marchelek Prof. dr hab. inż. Tadeusz Niezgoda Prof. dr hab. inż. Jarosław Plichta Prof. dr inż. Włodzimierz Przybylski Mgr inż. Henryk Zawistowski Dr Maria Zybura-Skrabalak Prof. dr hab. inż. Jan Żurek ADRES REDAKCJI: Warszawa ul. Świętokrzyska 14A (wejście od ul. Świętokrzyskiej lub ul. Czackiego 3/5), V p. pok. 534 tel fax ADRES KORESPONDENCYJNY: MECHANIK, Warszawa 1 skr. poczt mechanik@mechanik.media.pl Miesięcznik notowany na liście czasopism naukowych Ministerstwa Nauki i Szkolnictwa Wyższego (7 pkt.). Numer dotowany Pierwotną wersją miesięcznika Mechanik jest wersja drukowana. WARUNKI PRENUMERATY NA OSTATNIEJ STRONIE * Artykuły recenzowane Artykuły z nazwą firmy (w nawiasie) promocyjne BIULETYN INSTYTUTU ZAAWANSOWANYCH TECHNOLOGII WYTWARZANIA 45 W. Polowski, J. Wszołek, K. Czechowski, Ł. Janczewski, D. Toboła: Metoda neutralizacji zużytych emulsji olejowych* OBRÓBKA PLASTYCZNA 50 J. Tomczak, Z. Pater: Analiza procesu walcowania kul w wykrojach śrubowo-spiralnych* METROLOGIA TECHNICZNA 55 SHR Przemysłowa technologia X-Ray 2D oraz 3D. Tomografia komputerowa CT (SHAKE H GmbH). Oferta urządzeń wykorzystujących technologię prześwietlania materiałów promieniami rentgenowskimi X. CAD/CAM 58 Rola wykorzystania tych samych projektów (SIEMENS SOFTWARE INDUSTRY). Systematyczna i wydajna strategia ponownego wykorzystania rozwiązań konstrukcyjnych umożliwia zwiększenie wydajności produkcji przy znacznym ograniczeniu kosztów projektowania. 62 RADAN Kompleksowe rozwiązanie CAD/CAM dla przemysłu produkcji elementów blaszanych (NICOM). Nowości i udogodnienia w najnowszej wersji Radan 2013R1. 65 Delcam ArtCAM 2012 już dostępny (DELCAM). Najnowsza wersja oprogramowania CAD/CAM do projektowania i wspomagania produkcji elementów artystycznych. 67 Odkryj nowe, praktyczne i efektywne cechy TypeEdit V11 (TORUS). Nowa wersja programu CAD/CAM dla artystów znacznie ułatwiająca i przyspieszająca projektowanie i obróbkę części. Z DZIAŁALNOŚCI CIRP 54 Wiercenie kompozytów warstwowych* M. Szafarczyk FORUM AKADEMICKIE 56 Studenci Politechniki Białostockiej chcą wystartować w zawodach Formula Student; Sumo Challenge 2012 NOWOŚCI WYDAWNICZE 66 A. Jaskulski: AutoCAD 2013/LT2013/WS+. Kurs projektowania parametrycznego i nieparametrycznego 2D i 3D K.J. 66 J. Piotrowski, K. Kostyrko: Wzorcowanie aparatury pomiarowej K.J. WYDARZENIA 35 Targi Wspomagania Procesów Przemysłowych w Sosnowcu 40 Targi Lipskie: intec, die Zuliefermesse 57 Targi KOMPOZYT-EXPO Konferencja Technologia synchroniczna w moim biznesie nowości w Solid Edge ST5 (SIEMENS SOFTWARE INDUSTRY)

5 TERMINARZ WYBRANYCH IMPREZ TARGOWYCH W POLSCE W 2013 ROKU STYCZEŃ GLASS Targi Branży Szklarskiej, POZNAŃ LUTY PNEUMATICON Targi Pneumatyki, Hydrauliki, Napędów i Sterowań, KIELCE EKOTECH Targi Ekologiczne, Komunalne, Surowców Wtórnych, Utylizacji i Recyklingu, KIELCE ENEX NOWA ENERGIA Targi Odnawialnych Źródeł Energii, KIELCE MARZEC LASERexpo Targi Techniki Laserowej, SO- SNOWIEC EPLA Międzynarodowe Targi Przetwórstwa Tworzyw Sztucznych i Gumy, POZNAŃ SUBCONTRACTING Targi Kooperacji Przemysłowej, POZNAŃ AGROTECH 18. Międzynarodowe Targi Techniki Rolniczej, KIELCE AUTOMATICON Międzynarodowe Targi Automatyki i Pomiarów, WARSZAWA STOM-TOOL Salon Technologii Obróbki Metali, KIELCE STOM-BLECH Targi Obróbki Blach, KIELCE CONTROL-STOM 15. Targi Przemysłowej Techniki Pomiarowej, KIELCE SPAWALNICTWO Międzynarodowe Targi Technologii i Urządzeń dla Spawalnictwa, KIEL- CE EXPO-SURFACE Targi Technologii Antykorozyjnych oraz Ochrony Powierzchni, KIELCE KWIECIEŃ SALON KAMIENIA, KIELCE DREMA Międzynarodowe Targi Maszyn i Narzędzi dla Przemysłu Drzewnego i Meblarskiego, POZNAŃ MAJ PLASTPOL Międzynarodowe Targi Przetwórstwa Tworzyw Sztucznych, KIELCE MASZBUD Międzynarodowe Targi Maszyn Budowlanych i Pojazdów Specjalistycznych, KIELCE CZERWIEC ITM POLSKA Międzynarodowe Targi Innowacje Technologie Maszyny, POZNAŃ ITM POLSKA: MACH-TOOL Salon Obrabiarek i Narzędzi ITM POLSKA: METALFORUM Salon Metalurgii, Hutnictwa, Odlewnictwa i Przemysłu Metalowego ITM POLSKA: WELDING Salon Spawalnictwa ITM POLSKA: SURFEX Salon Technologii Obróbki Powierzchni ITM POLSKA: TRANSPORTA Salon Logistyki, Transportu i Spedycji ITM POLSKA: HAPE Salon Hydrauliki, Pneumatyki i Napędów ITM POLSKA: Bezpieczeństwo Pracy w Przemyśle Nauka dla Gospodarki WRZESIEŃ MSPO Międzynarodowy Salon Przemysłu Obronnego, KIELCE LOGISTYKA Międzynarodowe Targi Logistyczne, KIELCE CONTROL-TECH Targi Przemysłowej Techniki Pomiarowej, KIELCE METAL Międzynarodowe Targi Technologii dla Odlewnictwa, KIELCE ALUMINIUM & NONFERMET Międzynarodowe Targi Aluminium i Technologii dla Odlewnictwa, KIELCE DREMASILESIA Targi Maszyn i Narzędzi do Obróbki Drewna, KATOWICE PAŹDZIERNIK TOOLEX Targi Obrabiarek, Narzędzi i Technologii Obróbki, SOSNOWIEC WIRTOTECHNOLOGIA Międzynarodowe Targi Metod i Narzędzi do Wirtualizacji Procesów, SOSNOWIEC MAINTENANCE Targi Utrzymania Ruchu, Planowania i Optymalizacji Produkcji, KRAKÓW POLEKO Międzynarodowe Targi Ochrony Środowiska, POZNAŃ ExpoWELDING Międzynarodowe Targi Spawalnicze, SOSNOWIEC EUROTOOL Międzynarodowe Targi Obrabiarek, Narzędzi i Urządzeń do Obróbki Materiałów, KRAKÓW BLACH-TECH-EXPO Międzynarodowe Targi Obróbki, Łączenia i Powlekania Blach, KRAKÓW LISTOPAD SteelMET Międzynarodowe Targi Stali, Metali Nieżelaznych, Technologii i Produktów, SOSNOWIEC SURFPROTECT Międzynarodowe Targi Zabezpieczeń Powierzchni, SOSNOWIEC TEZ Expo Targi Produkcji i Zastosowania Elementów Złącznych, SOSNOWIEC RubPlast EXPO Targi Przemysłu Tworzyw Sztucznych i Gumy, SOSNOWIEC OILexpo Targi Olejów, Smarów i Płynów Technologicznych dla Przemysłu, SOSNOWIEC HAPexpo Targi Hydrauliki, Automatyki i Pneumatyki, SOSNOWIEC ROBOTshow Targi Robotyzacji i Automatyzacji w Przemyśle, SOSNOWIEC KOMPOZYT-EXPO Targi Kompozytów, Technologii i Maszyn do Produkcji Materiałów Kompozytowych, KRAKÓW NOWE LABORATORIA NA POLITECHNICE ŚWIĘTOKRZYSKIEJ Na Politechnice Świętokrzyskiej w październiku 2012 r. otwarto dwa laboratoria współfinansowane ze środków pochodzących z funduszy europejskich w ramach programów Innowacyjna Gospodarka oraz Rozwój Polski Wschodniej. Laboratorium Inżynierii Odwrotnej zostało wyposażone w optyczny skaner 3D, system wirtualnego projektowania i maszynę współrzędnościową O-INSPECT O-l 442; Laboratorium Niekonwencjonalnych Technologii Wytwarzania wyposażono w urządzenie do wytwarzania prototypów oparte na technologii SLS, system wytwarzania prototypów wykorzystujący technologię 3D PRINTING wraz z niezbędnym specjalistycznym oprogramowaniem, materiałami eksploatacyjnymi i oprzyrządowaniem oraz w system pomiarowy do optycznych pomiarów topografii powierzchni 3D.

6 TECHNOLOGIE LASEROWEGO SPAWANIA DLA ENERGETYKI I OCHRONY ŚRODOWISKA Wykorzystanie technologii laserowych w energetyce, z uwzględnieniem zagadnień związanych z ochroną środowiska, stało się przedmiotem prac konsorcjum w składzie: Politechnika Świętokrzyska, Akademia Górniczo- -Hutnicza oraz przedstawiciele Fabryki Kotłów SEFAKO SA i Zakładów Precyzyjnych ISKRA Sp. z o.o. Na potrzeby SEFAKO badane będą zagadnienia spawania laserowego złączy doczołowych obwodowych rur przeznaczonych na ściany szczelne oraz na wężownice ze stali żarowytrzymałych o strukturze austenitycznej i martenzytycznej, spawania złączy obwodowych ze stopów niklu ze stalami o strukturze austenitycznej i martenzytycznej oraz spawania poprzecznego płaskowników do wykonania ścian szczelnych. Badane będą następujące gatunki materiałów: P235GH; P265GH; 16Mo3; 13CrMo4-5; 10CrMo9-10; T24; P91; YM12-SHC ; super 304 H; HR3C. INTERNETOWY PROGRAM SZKOLENIOWY Z HYDROMECHANIKI I HYDRAULIKI Program e-learning firmy Bosch Rexroth służy do pogłębiania wiedzy z zakresu hydromechaniki oraz hydrauliki siłowej. Nadaje się do instruktażu grupowego w ośrodkach kształcenia osób dorosłych, szkołach oraz na uniwersytetach. Program szkoleniowy ehtg Hydraulics Basics jest przeznaczony dla operatorów maszyn, inżynierów utrzymania ruchu, projektantów i innych specjalistów z branży hydromechanicznej. Składa się z 13 modułów tematycznych obejmujących m.in. budowę elementów i zespołów hydraulicznych. Zawiera również moduł projektowania schematów hydraulicznych układów napędów. Program ten oferuje praktyczne przygotowanie do obsługi elementów i zespołów hydraulicznych w zastosowaniach przemysłowych. W ramach poszczególnych licencji firma Bosch Rexroth oferuje zabezpieczony hasłem dostęp do serwera. Kursanci mają nieograniczony dostęp do treści dydaktycznych przez cały okres ważności licencji. websites/training/elearning/index.jsp PROJEKT SMART FRAME DLA MAŁYCH I ŚREDNICH PRZEDSIĘBIORSTW Celem projektu SMART FRAME jest wypracowanie korzystnych ram organizacyjnych i procedur dla lepszej, interdyscyplinarnej współpracy uczestników sieci w obszarze tematycznym Nowoczesne Technologie Przemysłowe. Konsorcjum (partnerzy projektu) realizuje działania w obszarze zarządzania wiedzą, tworzenia i wdrażania interdyscyplinarnych projektów badawczych, kojarzenia komplementarnych, zorientowanych technologicznie przedsięwzięć oraz kreowania inicjatyw typu spin-off, których głównym zadaniem jest komercjalizacja wiedzy naukowej i technologii. Europejski przemysł wytwórczy w dużej mierze bazujący na przedsiębiorstwach MŚP nieustannie podlega ostrej konkurencji zewnętrznej, pozaeuropejskiej. W celu utrzymania długofalowej efektywności, europejskie przedsiębiorstwa powinny rozwijać swoje strategie biznesowe, łącząc innowacyjność, badania, zastosowania nowoczesnych technologii, wysoko kwalifikowaną siłę roboczą oraz wydajną efektywność operacyjną w taki sposób, aby konkurencja nie mogła tego naśladować. SMART FRAME ma na celu ustanowienie dynamicznej sieci współpracy pomiędzy partnerami projektu, co zapewnia strukturalne wsparcie podanych potrzeb. Podstawowym celem projektu SMART FRAME jest zrównoważone wsparcie takiej regionalnej innowacyjnej struktury na obszarze Europy Centralnej, poprzez wypracowanie i rozpowszechnienie know-how w obszarze wsparcia współpracy B&R, porozumień innowacyjno-wdrożeniowych, aż do inkubacji przedsięwzięć typu spin-off. Podstawowym wyzwaniem jest łączenie światów innowacji i instytucji technologicznych, pozwalające na tworzenie optymalngo, efektywnego środowisko dla przedsiębiorczości. W efekcie realizacji projektu SMART FRAME zebrano i przeanalizowano tzw. dobre praktyki, na podstawie których nastąpi przygotowanie i uruchomienie platformy informacyjno-biznesowej, której zadaniem będzie wymiana kompetencji oraz nawiązywanie kontaktów naukowych i biznesowych. Platforma zostanie uruchomiona pod adresem przygotowywanej strony projektu: Projekt jest realizowany w okresie maj 2011 kwiecień 2014 r., i pochłonie ,00 euro. Zakres tematyczny projektu to: inżynieria materiałowa nanotechnologia, biotechnologia, krystalografia, metalurgia, tribologia czy reologia, inżynieria powierzchni zwiększenie trwałości narzędzi i elementów maszyn np. metodami plazmowo- -chemicznymi, innowacje technologiczne wprowadzenie na rynek nowego lub ulepszonego produktu oraz zastosowanie w produkcji nowego lub ulepszonego procesu, czujniki/aktuatory mikrosystemy, związane m.in. z rozwojem równoległych lub szeregowo-równoległych struktur kinematycznych w maszynach technologicznych, integracja tych technologii w produkty i procesy produkcyjne. 11. MIĘDZYNARODOWE SYMPOZJUM NT. POMIARÓW I KONTROLI JAKOŚCI ISMQC 2013 KRAKÓW-KIELCE W dniach września 2013 r. Politechnika Świętokrzyska, we współpracy z Politechniką Krakowską oraz Akademią Techniczno-Humanistyczną w Bielsku-Białej, organizują 11. Międzynarodowe Sympozjum nt. Pomiarów i Kontroli Jakości ISMQC Celem sympozjum jest wymiana informacji na temat postępu naukowego i technicznego w różnych aspektach metrologii wielkości geometrycznych oraz kontroli jakości. Sympozjum ISMQC jest jedną z najbardziej znaczących konferencji naukowych w obszarze metrologii wielkości geometrycznych na świecie. Jest ono organizowane co trzy lata przy współpracy z Międzynarodową Federacją Pomiarów IMEKO. Poprzednie trzy edycje tego przedsięwzięcia odbywały się odpowiednio w: Osace (Japonia), Madras- -Chennai (Indie) oraz Erlangen (Niemcy). Zakres tematyczny konferencji: pomiary w technologiach wytwarzania, w tym: przyrządy i systemy pomiarowe, różnorodne zastosowania metrologii wielkości geometrycznych, strategie i metody pomiarowe, ocena i weryfikacja pomiarów, pomiary inteligentne, kontrola jakości w metrologii wielkości geometrycznych, w tym: strategie i metody kontroli jakości i zarządzanie jakością. Więcej informacji

7 MIESIĘCZNIK NAUKOWO-TECHNICZNY ORGAN STOWARZYSZENIA INŻYNIERÓW I TECHNIKÓW MECHANIKÓW POLSKICH ROK LXXXVI Rozwój i możliwości aplikacyjne przemysłu na potrzeby medycyny i dentystyki The development of an application possibilities in medical and dental industry WIT GRZESIK * Działania przemysłu na rzecz nowoczesnej medycyny, poprawy zdrowia i komfortu życia. Przegląd materiałów stosowanych na elementy biomedyczne oraz obecny stan technologii ich kształtowania ubytkowego i przyrostowego. Sposoby wspomagania technologii wykonania części biomedycznych. Praktyczne zastosowania różnych technik kształtowania części konwencjonalnych i niekonwencjonalnych na potrzeby różnych działów medycyny. SŁOWA KLUCZOWE: przemysł medyczny, technologie wytwórcze, techniki pomiarowe, kontrola jakości The importance and development trends of the industry for modern medicine, healthcare and life comfort. A survey of materials for biomedical parts and the current state of manufacturing technologies used, including both removal and additive processes. Engineering tools for supporting manufacturing processes of biomedical parts. Practical applications of various manufacturing techniques conventional and non-conventional for different medical sectors. Quality inspection of medical and dental parts and the current state of metrology for specific medical applications. KEYWORDS: medical manufacturing, manufacturing technology, medical metrology, quality inspection Jedną z dynamicznie rozwijających się gałęzi przemysłu jest wytwarzanie na potrzeby szeroko pojętej medycyny i ochrony zdrowia (medical device (healthcare) manufacturing) [1]. Czynnikami, które wpływają na rozwój nowoczesnego przemysłu medycznego (medical manufacturing) są wzrastające zastosowania zaawansowanych technologicznie elementów urządzeń medycznych, często miniaturowych, a także rosnące zapotrzebowanie na różnorodne implanty medyczne i dentystyczne, poprawiające komfort życia (rys. 1a). W tym drugim przypadku mówi się o biowytwarzaniu (biomanufacturing) [2]. Trudno sobie wyobrazić nowoczesną medycynę mało inwazyjną a) b) bez sterowanych urządzeń (nawet zrobotyzowanych) i całej gamy narzędzi i instrumentów medycznych, np. wzierników, cewników, instrumentów do chirurgii serca Rys. 2. Przykłady elementów biomedycznych wykonanych z różnych materiałów metodą skrawania [4] Rys. 1. Podział implantów medycznych (a) [2] oraz udział poszczególnych gałęzi przemysłu medycznego w USA [3] (b): 1 chirurgia sercowo-naczyniowa, 2 ortopedia, 3 produkcja narzędzi i instrumentów chirurgicznych, 4 neurologia, 5 medycyna słuchu, 6 inne (kwoty na osi pionowej w mld USD) * Prof. dr hab. inż. Wit Grzesik kierownik Katedry Technologii Maszyn i Automatyzacji Produkcji na Wydziale Mechanicznym Politechniki Opolskiej; w.grzesik@po.opole.pl czy stentów. O randze tego przemysłu i nieuchronności jego rozwoju może świadczyć fakt, że w krajach UE zdrowie i dobro obywateli uznaje się za główne czynniki, które będą stymulować w najbliższej przyszłości rozwój wyrobów i usług. Należy zauważyć, że w większości społeczeństw europejskich struktura wiekowa charakteryzuje się mniejszym udziałem grupy poniżej 16. roku i znacznie większym osób starszych powyżej 64. roku życia, co wpływa na rosnące zapotrzebowanie na różnorodne urządzenia i implanty medyczne.

8 6 MECHANIK NR 1/2013 Przykładowo, w 2005 r. wydatki a) na finansowanie usług związanych z poprawą komfortu życia były w USA czterokrotnie wyższe od nakładów na przemysł kosmiczny. W celu zobrazowania struktury przemysłu medycznego i obserwowanych trendów rozwojowych, na rys. 1b przedstawiono udział w rynku kilku wiodących działów, do których w kolejności zaliczono: chirurgię naczyniową układu krążenia, ortopedię i chirurgię urazową, produkcję instrumentów chirurgicznych, neurochirurgię, medycynę słuchu i inne. Należy zwrócić uwagę, że poza produkcją urządzeń i instrumentów na potrzeby chirurgii układu krążenia, duży udział w rynku szacowany w USA na 24% ma produkcja różnorodnych implantów, która rocznie wzrasta o 7 9%. Implanty i urządzenia ortopedyczne (rys. 2) są w wielu przypadkach nieodzowne do naprawy i wymiany elementów ludzkiego szkieletu; są to m.in. sztuczne części ciała, zamienniki połączeń ruchowych (stawów), elementy stosowane w naprawie złamanych kości (szyny, gwoździe i śruby kostne oraz płytki), urządzenia do korekty/naprawy kręgosłupa, a także wyposażenie artroskopowe do wziernikowania wnętrza stawów, np. stawów kolanowych. Materiały i technologie stosowane w przemyśle medycznym a) b) Rys. 3. Obudowy aparatów słuchowych (a) i dopasowywane indywidualnie wkładki (muszelki) do aparatów słuchowych o różnej kolorystyce (b), wykonywane metodą RM [7] Rys. 4. Zindywidualizowany, wirtualny model uzębienia (a) i efekty zastosowania technologii EBM (b1), frezowania CNC (b2) do wykonania struktury nośnej protezy (b3) [8] b1) b2) b3) Każda z wymienionych wcześniej kategorii urządzeń medycznych musi spełniać specyficzne wymagania potwierdzone ekspertyzami. Podstawowe wymagania stawiane materiałom do zastosowań medycznych to: homogeniczna mikrostruktura, dobra ciągliwość i wytrzymałość zmęczeniowa oraz odporność na korozję, połączone z biokompatibilnością (brakiem reakcji z płynami ustrojowymi) i integracją kostną (biozrastaniem) [2]. Materiały stosowane w inżynierii medycznej są wyjątkowo innowacyjne; obecnie podstawowe znaczenie mają metale i ich stopy: tytan, stopy Ti-6Al-4V (6-4) i 6-4 ELI z niską zawartością tlenu, stopy kobaltu (Co-Cr-Mo, Co-Ni-Cr-Mo, Co-Cr-W-Ni), stal odporna na korozję AISI 316L i inne stale nierdzewne wytapiane próżniowo. Rzadziej stosuje się niob, platynę i złoto, stopy Ag-Sn, kompozyty metalowo-ceramiczne, ceramikę tlenkową Al 2 O 3 i cyrkonową ZrO 2, a także stopy z pamięcią kształtu (np. nitinol 50%Ti-50%Ni) [2]. Używane są także polimery syntetyczne bioinercyjne (PVC, PE, PP, PMMA, PTFE) i biodegradowalne (np. poliglikolid, polilaktyd) [2]. Do perspektywicznych materiałów zalicza się termoplastyczne tworzywa sztuczne z grupy KETRON PEEK (polieteroeteroketon) stosowane na struktury tkankowe (nośne) implantów czaszki (scaffolds), wytwarzane metodą spiekania laserowego (rys. 5a) [5]. PEEK ze względu na bardzo mały współczynnik rozszerzalności cieplnej można stosować w środowisku mokrym, w którym nie zmienia kształtu. Szczególną rolę w wytwarzaniu medycznym odgrywa już rapid-wytwarzanie (RM rapid manufacturing) ibezpośrednie wytwarzanie cyfrowe (DDM direct digital manufacturnig), które są podstawowymi technologiami kształtowania przyrostowego (ALM additive layer manufacturing). Rapid-technologie ograniczają, lub całkowicie eliminują, wiele etapów w tradycyjnych cyklach produkcyjnych, umożliwiają zmniejszenie czasów jałowych/pomocniczych, zapasów i kosztów logistycznych [6], bardziej ekologiczną produkcję (generują mniejsze straty materiałowe) oraz zminimalizowanie braków. Stosuje się je obecnie do wytwarzania osłonek (muszelek) aparatów słuchowych (rys. 3), implantów dentystycznych (rys. 4) i prowadników chirurgicznych. Inne zastosowania to uchwyty, rękojeści, narzędzia i środki ruchu dla osób ze schorzeniami osteoporozy i reumatycznymi. Możliwe są także sytuacje, w których kształt ciała ludzkiego może być zapisywany w grupie powierzchni dostępnych w technologii RM, i wówczas można go zastosować np. do dopasowania siedzenia dla chorych, połączenia protez kończyn, mostków do pęknięć, obuwia ortopedycznego. Według danych statystycznych ok. 11% populacji w USA (33 mln ludzi) nie ma zębów, a w kolejnych pokoleniach mln będzie miało podobne problemy. Protezy zębowe mają tylko ok. 5 10% zdolności żucia zębów naturalnych, zaś implanty pozwalają uzyskać 65 95% normalnej siły zgryzu. W zastosowaniach dentystycznych szybko wrasta użycie tytanu i jego stopów. Obecnie zaawansowane techniki przetwarzania cyfrowego obrazu, warstwowego wytwarzania i frezowania CNC są dla dentystów podstawą do tworzenia nowej przestrzeni wirtualnej do leczenia. Dane z systemów wielokrotnego skanowania są scalane w programie komputerowym (computed/computer tomography CT) w czasie s i generują kompletny skan głowy pacjenta. Uzyskany po przetwarzaniu cyfrowym obrazu model wirtualny czaszki (rys. 5a) pozwala chirurgowi na indywidualne modelowanie zębów i uzyskanie obrazu ubytku kości w miejscu usytuowania implantu. Następnie model 3D jest bezpośrednio wykorzystywany do wykonywania struktury nośnej z tytanu o odpowiednich właściwościach fizycznych za pomocą obróbki elektronowej (EMB) czy frezowania CNC (chociaż czas wykonania przemawia na korzyść technologii EBM). Możliwe jest przesyłanie modelu wirtualnego przez Internet do dentysty, aby potwierdzić zgodność zamiarów projektanta z wymaganiami leczenia. Obecnie duży nacisk kładzie się na sterylne technologie (antimicrobial technology) wytwarzania elementów medycznych, aby uniknąć zakażenia bakteryjnego i infekcji.

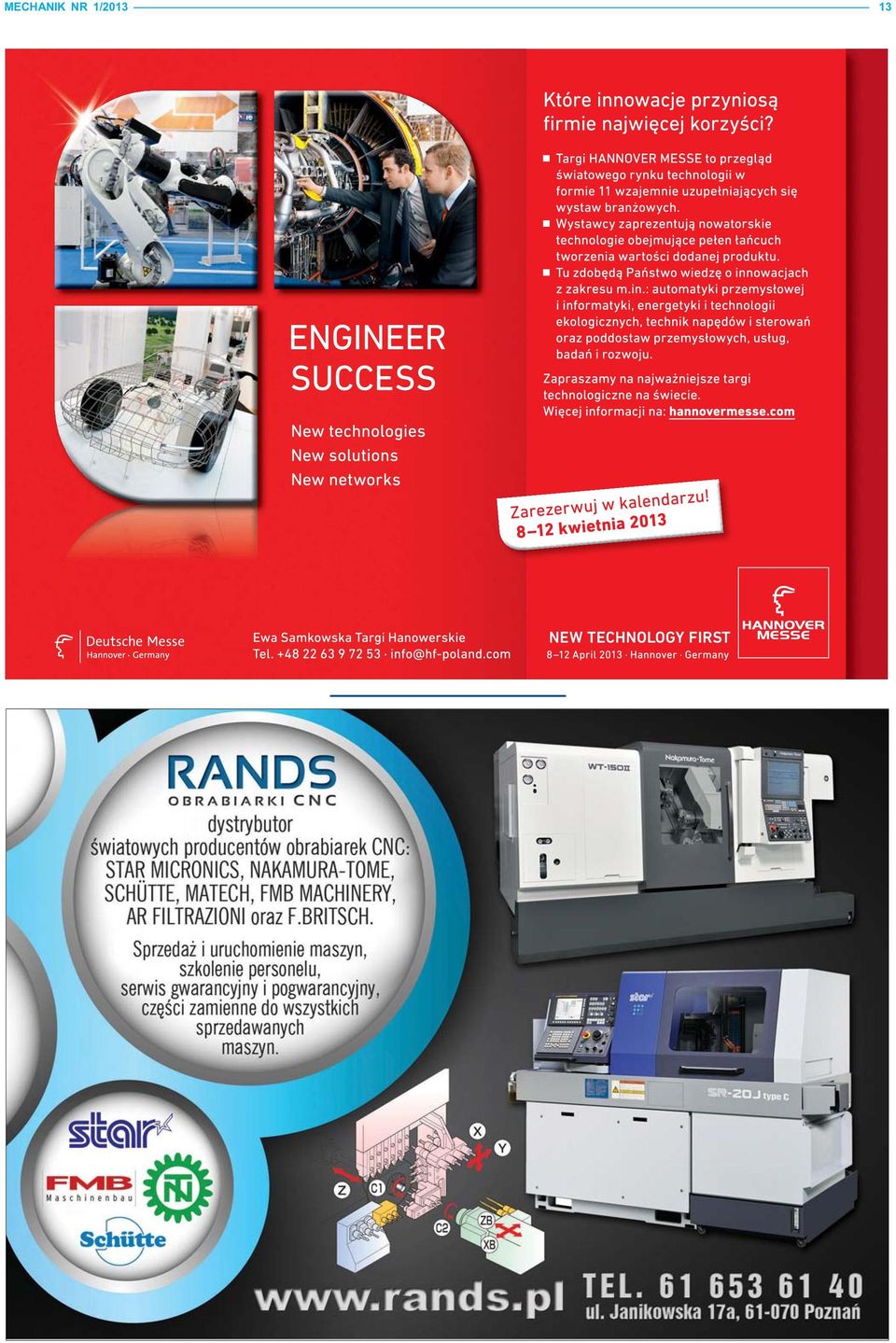
9 MECHANIK NR 1/ a) b) c) Rys. 5. Czaszka z modelem implantu (a), tytanowa podstawka kotwiczona w kości piszczelowej do endoprotezy stawu kolanowego (b) [9] oraz klatka kręgów kręgosłupa (c) [10] Rys. 6. Elementy systemu wykonywane techniką laserową (LSA), które mogą być wprowadzone przez arterię pacjenta w czasie operacji [11] Jedna z nich polega na wprowadzaniu przeciwbakteryjnych jonów srebra, np. do klatki z tworzywa sztucznego zabezpieczającego kręgi (rys. 5c). Po wszczepieniu wymieniają się one z jonami sodu w strumieniu krwi i przeciwdziałają tworzeniu się biofilmów z bakterii bądź wirusów, a tym samym wystąpieniu infekcji [10]. W wizualizacji czaszki i żuchwy wykorzystuje się zaawansowane technologie komputerowe, głównie tomografię komputerową (CT), inżynierię rekonstrukcyjną (odwrotną), metodę elementów skończonych (FEM) i obrazowanie metodą rezonansu magnetycznego (MRI). Z kolei rozwój rapid-technologii, a szczególnie topienia wiązką elektronów (EBM), umożliwia bezpośrednie wykonywanie indywidualnych protez metalowych z porowatego tytanu na podstawie danych CT [2]. W ten sposób można spełnić estetyczne i funkcjonalne życzenia pacjenta, chociaż chirurgia przodu czaszki (tj. dokonywanie korekt i rekonstrukcji zmian morfologicznych) należy do poważnych wyzwań w tym obszarze medycyny. Koncepcja wizualizacji i fabrykacji może być stosowana do przygotowania precyzyjnie dopasowanych implantów w rekonstrukcji innych części ciała ludzkiego. W przypadku części endoprotezy (modułu systemu Sigma Bearing Knee System firmy DePuy patrz rys. 12a) stawu kolanowego mocowanej w kości piszczelowej (rys. 5b) stosuje się technologie przyrostowe i ubytkowe: najpierw buduje się dokładny półfabrykat z proszku tytanowego, stosując technikę SLS (selective laser-sintering), a następnie wykańcza się na precyzyjnej 5-osiowej frezarce CNC i wycinarce EDM. Laser jest wykorzystywany do cięcia, łączenia i napraw elementów ciała ludzkiego, ale spełnia również obecnie ważną rolę w wytwarzaniu wyposażenia medycznego, szczególnie na potrzeby mało inwazyjnej chirurgii (angioplastyki). Takim przykładem zastosowań lasera są miniaturowe części (rys. 6), które są wprowadzane do żył lub arterii. Procesy technologiczne takich wyrobów w 98% z wykorzystaniem laserów CO 2, Nd:YAG i włóknowych (jądro do 40 μm) obejmują takie operacje, jak: spawanie, cięcie rurek, obróbkę tworzyw sztucznych i znakowanie laserowe [11, 12]. W wielu przypadkach laser zastępuje operacje EDM i WEDM. Na rynku dostępne są specjalne obrabiarki laserowe, które umożliwiają wykonywanie miniaturowych, cienkościennych elementów z twardych materiałów. Tą techniką wykonuje się specjalne elementy siatkowe do usuwania tętniaków żylnych zwane stentami (rys. 7 i 8). 5-osiowe wycinarki laserowe mogą być stosowane do strukturyzowania powierzchni implantów ze stali nierdzewnej (rys. 9c) i wykonywania na gotowo płytek kostnych z tytanu (rys. 10a). W pierwszym przypadku wykonuje się otwory pochylone pod kątem 45 o średnicy 0,5 mm i głębokości 0,5 mm, co zapewnia lepsze wrastanie kości i jej trwałe połączenie z implantem. W drugim przypadku unika się zadziorów i przygotowuje powierzchnię o jakości gwarantującej biokompatybilność. Spawanie laserowe jest ważną i unikatową operacją stosowaną w łączeniu elementów implantów, często z egzotycznych materiałów, takich jak: stale odporne na korozję, tytan, tantal lub platyna, z uwagi na wymóg biokompatybilności z ludzkim ciałem. Innym, również unikatowym, zastosowaniem jest wykonywanie czystych i hermetycznych szwów uszczelniających w wielu urządzeniach medycznych, w tym wszczepialnych kardiowerterach-defibrylatorach serca (rys. 10b), symulatorach serca, obudowach pomp insulinowych, rurkach medycznych typu Hypo (hypotubes) i urządzeniach do korekty zgryzu (stosowanych w ortodoncji). Ponieważ laser można łatwo integrować z pozycjonującymi systemami wizyjnymi, można spawać małe, a nawet miniaturowe elementy. Nową technologią jest laserowe spawanie elementów z tworzyw sztucznych absorbujących energię (jeden z elementów musi być niewidzialny dla wiązki światła lasera), np. urządzeń dostarczających płyny (microfluidic devices) [13]. W przypadku cewników i instrumentów chirurgii naczyniowej laser może być wykorzystany równocześnie do spawania i cięcia [12]. Na rys. 9 przestawiono efekt spawania kulistej końcówki do drutu platynowego o średnicy 330 μm (a) i wykonania podcięcia w klipsie o grubości 100 μm (b). Dodatkową operacją jest wykonywanie spirali w rurce ze stali AISI 316L za pomocą lasera Nd:YAG, z utrzymaniem wiązki o średnicy 25 μm. Innym ważnym zastosowaniem lasera w technice medycznej jest znakowanie (grawerowanie i kolorowanie), a) b) c) Rys. 7. Siatki przemieszczalne do usuwania tętniaków w naczyniach krwionośnych (a), widok stentu do koronografii (b), zdjęcie SEM (c) [11,14] Rys. 8. Wykonywanie cienkościennej struktury siatkowej stentu na obrabiarce laserowej [11]
![Elementy systemu wykonywane techniką laserową (LSA), które mogą być wprowadzone przez arterię pacjenta w czasie operacji [11] Jedna z nich polega na wprowadzaniu przeciwbakteryjnych jonów srebra, np.](/docs-images/41/1519283/images/page_9.jpg "do klatki z tworzywa sztucznego zabezpieczającego kręgi (rys. 5c).")
10 8 MECHANIK NR 1/2013 a) b) c) Rys. 9. Zastosowanie lasera włóknowego do wykonania końcówki z drutu platynowego (a), podcięcia w klipsie (np. tętniczym) (b), strukturyzowania powierzchni implantu ortopedycznego (c) [12] a) b) c) Rys. 10. Znakowanie laserowe płytki kostnej (a), wszczepialnego kardiowertera-defibrylatora zapobiegającego arytmii serca (b) [13] oraz laserowe nanoszenie macierzy danych (c) służące nie tylko do identyfikacji części stosowanych w medycynie (np. śrub i płytek kostnych rys. 10a), ale także do monitorowania funkcjonowania urządzeń wszczepianych do ciała (rys. 10b). W tym drugim przypadku jest to zadanie krytyczne w aspekcie kontroli procesu, testu niezawodności i analizy jakości (FDA). Niektóre ważne funkcjonalnie części mają naniesione dane, które mogą identyfikować wytwórcę co do dnia, czasu, lokalizacji, stosowanej obrabiarki, czy nawet jej operatora [12]. Obecnie przechodzi się z kodów kreskowych na macierze danych w formacie ECC200 (rys. 10c). Lasery CO 2 mogą być z powodzeniem stosowane do wykonywania 3D struktur kanałków w miniaturowych urządzeniach mikroprzepływowych, np. testerach krwi i tworzenia mikropołączeń elektrycznych typu drut powierzchnia płaska czy drut powierzchnia zaokrąglona [13]. Z kolei lasery pikosekundowe, wytwarzające ultrakrótkie impulsy poniżej 10 ps, mogą być użyte do wykonywania zarówno stentów metalowych, jak i z tworzyw sztucznych (rys. 7b). Minimalizuje się w ten sposób oddziaływania cieplne, ponieważ wyparowywanie cząstek wskutek ablacji następuje szybciej niż transfer energii cieplnej do materiału [14]. Specjalną grupę urządzeń stanowią elementy elektromechanicznych mikrosystemów do zastosowań biomedycznych (BioMEMS), np. sensorów. Na rys. 11 pokazano mikrozacisk do operacji we wnętrzu serca i porównano jego wymiary z awersem monety 10-centowej oraz światłowodowy sensor ciśnienia krwi o średnicy 125 μm. a) b) Rys. 12. Endoproteza stawu kolanowego (a) [16,17] i sztuczna ręka [18] Oddzielną grupą zastosowań medycznych są skomplikowane protezy kończyn, np. przedstawiony na rys. 12 staw kolanowy (a) i bioniczne urządzenie z pięcioma indywidualnie napędzanymi jednostkami (b). W ten sposób pięć różnych, indywidualnie chwytów lepiej pokazuje, jak w rzeczywistości funkcjonuje ręka. W ich wytwarzaniu bardzo przydatne są systemy projektowania obróbki CAD/CAM. Do wytwarzania wielu implantów stosuje się specjalne obrabiarki do kompletnego kształtowania części, np. główki i panewki stawu biodrowego z rys. 13a. Połączenia kulki i panewki ceramicznej (rys. 13c) wykonywano z dokładnością 5 μm. Z reguły do wykonywania elementów medycznych (przedstawionych poglądowo na rys. 2) stosowane są precyzyjne centra obróbkowe i szlifierskie oraz automaty tokarskie CNC sterowane w wielu osiach, które umożliwiają wykonanie złożonych geometrycznie części w jednym zamocowaniu [21 23]. Zwykle obrabiarki te wyposażane są w specjalne moduły i narzędzia dostosowane do potrzeb techniki medycznej. Jednym z nich jest wymaganie seryjnego wytwarzania wszczepianych sztucznych stawów (endoprotez) biodrowych, kolanowych czy nawet skokowych. Z tego względu, na potrzeby a) b) c) Rys. 11. Mikrozacisk do operacji we wnętrzu serca na tle monety 10-centowej (a) i światłowodowy sensor ciśnienia krwi o średnicy 125 μm (b) [15] Rys. 13. Elementy implantu stawu biodrowego (a) [19], panewki zewnętrzne (b) oraz połączenie główki i panewki ceramicznej (c) [20]
![Znakowanie laserowe płytki kostnej (a), wszczepialnego kardiowertera-defibrylatora zapobiegającego arytmii serca (b) [13] oraz laserowe nanoszenie macierzy danych (c) służące nie tylko do](/docs-images/41/1519283/images/page_10.jpg "identyfikacji części stosowanych w medycynie (np. śrub i płytek kostnych rys. 10a), ale także do monitorowania funkcjonowania urządzeń wszczepianych do ciała (rys. 10b).")
11 MECHANIK NR 1/ techniki medycznej buduje się także specjalne obrabiarki wielozadaniowe, umożliwiające wykonywanie na jednym stanowisku operacji frezowania, wiercenia i szlifowania. Niektóre z nich do obróbki części z tytanu opisano w [22]. Przykładowo, tradycyjny proces obróbki endoprotezy stawu kolanowego z odkuwki ze stopu Co-Cr, obejmujący pięć operacji: frezowanie, dwie zrobotyzowane operacje szlifowania taśmowego (rys. 14b) oraz automatyczne i ręczne polerowanie, trwa 40 min. Natomiast zastosowanie 5-osiowej, wielozadaniowej szlifierki CNC (rys. 15a) redukuje ten czas do 18 min [23].Możnadotegodoliczyćkilkaminutnaprzeprowadzanie pomiarów sondą. a) b) Rys. 14. Szlifowanie metalowo-ceramicznej części endoprotezy stawu kolanowego pozycja na rys. 12a (a) na zrobotyzowanym stanowisku do obróbki wykończeniowej (b) [21] Szlifowanie materiałów w technice medycznej ma generalnie trzy obszary zastosowań: szlifowanie ostrzy specjalnych narzędzi i mikronarzędzi oraz gwoździ, szlifowanie elementów zewnętrznych i wewnętrznych stosowanych w ortopedii i protetyce oraz szlifowanie swobodnych powierzchni 3D. Przykłady szlifowania powierzchni zewnętrznej endoprotezy stawu kolanowego i innych złącznych elementów wszczepialnych pokazano na rys. 14 i 15. Często stosuje się zrobotyzowane urządzenia z użyciem robotów firmy Fanuc Robotics (rys. 14b), na których można przeprowadzać operacje szlifowania, polerowania a) b) Rys. 15. Wielozadaniowa szlifierka do zastosowań medycznych (a) i elementy medyczne podlegające szlifowaniu (b) [21, 23] a) b) Rys. 16. Obróbka elementów biomedycznych na automacie tokarskim wzdłużnym CNC [23,25]: a) śruby kostne, b) 1 wiertło do kości, 2 śruba kostna, 3 filar antyrotacyjny skośny, 4 hak z laminatu, 5 wiązadło kręgosłupa, 6 implant dentystyczny, 7 przestrzeń robocza obrabiarki z blokami nożowymi ściernego, polerowania tarczami polerskimi (buffing) i usuwania zadziorów (deburring). W ten sposób wykańcza się i poleruje takie implanty medyczne, jak: endoprotezy kolanowe, elementy endoprotezy stawu biodrowego-trzon, kulki, panewki zewnętrzne i wewnętrzne (rys. 13), szyny piszczelowe, płytki kostne i gwoździe wykonane ze stopu CrCo, cyrkonu, tytanu i stali nierdzewnych. Do szlifowania stopów tytanu (szczególnie powierzchni sferycznych) i stopów z pamięcią kształtu stosuję się innowacyjną technologię MDP (Molecular Decomposition Process), która w sensie fizycznym jest odmianą szlifowania elektrochemicznego, ale różni się mechanizmem usuwania materiału. Jest on utleniany w strefie kontaktu co powoduje roztwarzanie anodowe (dekompozycję) a następnie usuwany przez ściernicę diamentową [24]. Jak wspomniano wcześniej, jednymi z ważnych elementów spośród implantów i elementów ortopedycznych są elementy stosowane do łączenia złamanych kości, które wytwarza się masowo na automatach sterowanych CNC, z użyciem specjalnych bloków nożowych (Swiss- -style lathes) rys. 16b. Obrabiarki te są szczególnie wydajne w masowej produkcji śrub kostnych (rys. 16a) w jednym zamocowaniu ze stali odpornych na korozje, gdyż umożliwiają wykonywanie gładkich, pozbawionych zadziorów, wysokiej jakości gwintów [23]. Z doświadczeń wytwórców śrub kostnych wynika, że frezowanie wirowe zapewnia lepszą jakość gwintów niż tradycyjne nacinanie nożem. W obróbce elementów medycznych obowiązuje generalna zasada, że wydajność nigdy nie ogranicza kosztów jakości. Ponieważ przemysł medyczny w dużym stopniu bazuje na miniaturyzacji, pojawiają się problemy technologiczne właściwe dla obróbki małych, ale złożonych geometrycznie części wykonanych z materiałów trudno obrabialnych [23, 27]. Dotyczą one przede wszystkim specyfiki procesów mikroobróbki i specjalnych mikronarzędzi (zwykle o średnicy poniżej 2 mm). Coraz częściej do obróbki narzędzi i wyposażenia chirurgicznego, endoprotez stawu biodrowego, kolanowego i łokciowego stosuje się monolityczne mikrofrezy z węglika spiekanego [27]. Ze względu na specyficzne wymagania: dużą smukłość i zwiększoną długość a przez to problemy z częstymi złamaniami narzędzia i kontrolą bicia tworzy się specjalny rynek mikro narzędzi dla przemysłu medycznego, obejmujący miniaturowe frezy, wiertła, noże tokarskie i gwintowniki. Według doświadczeń produkcyjnych chodzi o ograniczenie bicia frezów i wierteł nawet do 3 μm [26]. Jest to duże wyzwanie dla producentów narzędzi, jeśli weźmie się pod uwagę, np. zakres średnicy wierteł monolitycznych z HW 0,3 1,50 mm i długość 6 D. Na rys. 17 przedstawiono przykłady wieloosiowego mikrofrezowania endoprotezy i mostka dentystycznego. Przykłady części medycznych wykonywanych na obrabiarkach wgłębnych EDM i drutowych WEDM przedstawiono na rys. 18. Zastoso-
 oraz automatyczne i ręczne polerowanie, trwa 40 min. Natomiast zastosowanie 5-osiowej, wielozadaniowej szlifierki CNC (rys. 15a) redukuje ten czas do 18 min [23].")
12 10 MECHANIK NR 1/2013 a) b) Rys. 17. Przykłady 5-osiowego mikrofrezowania HSC: a) obróbka endoprotezy ze stopu tytanu, b) obróbka koronek/mostków zębów ze stopu Cr-Co [25,26] a) b) c) Rys. 18. Przykłady zastosowania obróbki EDM i WEDM w technice medycznej do wytwarzania: a) ręcznych narzędzi chirurgicznych i stomatologicznych, b) precyzyjnych prowadników pił chirurgicznych ze stali nierdzewnej, c) tytanowych śrub kostnych, d) miniaturowych, trochoidalnych wirników zewnętrznego i wewnętrznego, pompy typu Gerotor (gerotor pump) [28] wania obróbki EDM w technice medycznej i dentystycznej można podzielić na bezpośrednie do wykonywania różnych części, implantów i narzędzi oraz pośrednie do wykonywania narzędzi, form i matryc dla licznych prototypów, produkcji, wytwarzania części i urządzeń jednorazowego użytku. Przydatność obróbki EDM w technice d) Rys. 19. Przykłady części z ceramiki tlenkowej i cyrkonowej wykonywanych na 5-osiowej obrabiarce ultradźwiękowej [25]: 1 element kulisty stawu biodrowego, 2 wkładki/szpilki implantów dentystycznych, 3 oprawa implantu medycznego, 4 implant dentystyczny, 5 mostek dentystyczny, 6 element z gwintem zewnętrznym medycznej wynika z licznych powodów. Jednym z nich są materiały trudne do obróbki konwencjonalnej: nitinol, tytan, stop Co-Cr oraz biokompatybilne stale nierdzewne. Kolejnym problemem jest możliwość obróbki z dużą dokładnością, złożonych części które zawierają ostre naroża, dokładne stożki, elementy o dużym stosunku L:D, cienkie żebra i ścianki. Do szczególnych osiągnięć można zaliczyć obróbkę powierzchni wnęk o jakości optycznej w formach wtryskowych do strzykawek i precyzyjnych prowadnic pił do cięcia kości (rys. 18b). Inną metodą obróbki, szczególnie efektywną w kształtowaniu skomplikowanych elementów ceramicznych, jest rotacyjna obróbka ultradźwiękowa (URM- ultrasonic rotary machining), która jest kombinacją klasycznej wymiarowej obróbki ultradźwiękowej (USM-ultrasonic machining) i szlifowania narzędziem z nasypem diamentowym [29]. Na rys. 19 przedstawiono schemat obróbki URM. Obecnie produkuje się specjalne obrabiarki ULTRASONIC [25] sterowane w pięciu osiach, m.in. do obróbki US ceramiki i szkła kwarcowego w zastosowaniach medycznych. Częstotliwość drgań osiowych wynosi 16,5 30,5 khz, a maksymalna prędkość obrotowa wrzeciona do obr/min. Wydajność obróbki URM jest nawet pięciokrotnie większa od tradycyjnej USM, a osiągalna chropowatość powierzchni Ra < 0,2 μm. Ta innowacyjna technika obróbki znajduje zastosowanie w różnych obszarach techniki biomedycznej (rys. 19). Podane przykłady 1 6 dotyczą głównie wytwarzania precyzyjnych implantów dentystycznych z ceramiki tlenkowej i cyrkonowej. Metrologia i kontrola jakości w przemyśle medycznym Równolegle z intensywnym rozwojem techniki medycznej i dentystycznej, wytwórcy poszukują skutecznych metod i urządzeń pomiarowych zapewniających właściwe funkcjonowanie wytwarzanych elementów, szczególnie gdy decydują one o ludzkim życiu. W praktyce łączy się zadania metrologiczne z obszaru techniki lotniczej i medycznej, a nawet motoryzacyjnej, ze względu na liczne podobieństwa. Można wydzielić kilka charakterystycznych obszarów funkcjonowania techniki pomiarowej na potrzeby medyczne [30 33]: zastosowanie tradycyjnych pomiarów sondą na WMP, często z użyciem specjalistycznego oprogramowania CAD, skanowanie laserowe, zastosowanie techniki wizyjnej komparatorów optycznych i wielosensorowych maszyn kontrolnych, zastosowanie techniki X-ray i tomografii komputerowej (CT). W przypadku kontroli narzędzi chirurgicznych i implantów stosuje się precyzyjne, współrzędnościowe maszyny pomiarowe, np. popularne w przemyśle lotniczym i motoryza-
![nierdzewnej, c) tytanowych śrub kostnych, d) miniaturowych, trochoidalnych wirników zewnętrznego i wewnętrznego, pompy typu Gerotor (gerotor pump) [28] wania obróbki EDM w technice medycznej i](/docs-images/41/1519283/images/page_12.jpg "dentystycznej można podzielić na bezpośrednie do wykonywania różnych części, implantów i narzędzi oraz pośrednie do wykonywania narzędzi, form i matryc dla licznych prototypów, produkcji, wytwarzania")
13 MECHANIK NR 1/ cyjnym modele Accura (dokładność 0,9 μm + L/400) i Contura firmy Carl Zeiss wyposażone w sondy pomiarowe i analogowe głowice skanujące, z użyciem specjalistycznego oprogramowania [34]. Na potrzeby kontroli geometrycznej złożonych elementów medycznych np. endoprotezy stawu kolanowego z rys. 13a oferuje się dodatkowe wyposażenie w postaci systemów wizyjnych, mikrosond pomiarowych, stołów obrotowych do uzyskania dodatkowych osi obrotu, czy nawet interferometru laserowego; przykładowo Telstar TTL Laser jak w modelu SmartScope Specialist 300 firmy Optical Gaging Products (OGP) [31]. Przyszłościowym rozwiązaniem będzie z pewnością połączenie techniki współrzędnościowej z tomografią komputerową, tzw. metrotomografii (metrotomography). Urządzenie, które integruje te dwie techniki (rys. 20), umożliwia nie tylko ocenę dokładności na podstawie kolorowej wizualizacji 3D, ale także ocenę mikrostruktury, porowatości i kompleksową analizę jakości (wykrywanie wad). Szczególna przydatność metrotonu w technice medycznej wynika z faktu stosowania takich lekkich materiałów o gęstości poniżej 4 g/cm 3, jak: aluminium, kompozyty, tworzywa sztuczne i ceramika, oraz bardzo małych wymiarów części [33]. Ważnym obszarem zastosowania tych urządzeń jest kontrola montażu części, np. stymulatora serca czy inhalatora, gdy nie są przydatne metody kontaktowe. Duże i wciąż rosnące znaczenie w technice medycznej mają systemy wizyjne 3D i skanowanie laserowe. Podstawowym zastosowaniem systemów wizyjnych 3D są opakowania medyczne, elementy dentystyczne i do chirurgii serca, a także endoprotezy [31]. Ich ważną zaletą jest to, że pomiar bezkontaktowy nie wprowadza niepożądanych zanieczyszczeń. Dla przykładu, system wizyjny QV Stream firmy Mitutoyo zapewnia dokładność pomiaru 1,5 μm i wykonuje do pomiarów w 45 min, na co a) b) a) b) Rys. 20. Metrotomograf (metrotom) do zastosowań medycznych: a) widok ogólny, b) pomiar [34] normalnie na WMP potrzeba 8 h. Do kontroli wymiarowej i jakości części o nieregularnej geometrii takich jak: endoprotezy kolanowe i biodrowe, śruby kostne i implanty czaszki (rys. 5) stosuje się projektory (komparatory) optyczne, które rzutują powiększony zarys na ekran. W ten sposób operator może sprawdzić wymiary i kształt, posługując się nałożonym modelem CAD w formacie DXF (rys. 21). W tym celu stosuje się programy CAD Auto-Align do bardzo szybkiego ustawiania (czas poniżej 2 s) modelu CAD w stosunku do części bez wpływu operatora oraz CAD Auto Pass / Fail do określenia a) b) c) c) Rys. 21. Zastosowanie cyfrowego komparatora optycznego Vision- Gauge 300 (a) do kontroli endoprotezy stawu kolanowego (b) i śruby kostnej (c) [35] w czasie rzeczywistym, czy część jest wykonana w wymaganym polu tolerancji. Przy powiększeniu 50 uzyskuje się dokładność 3 μm. Skanery laserowe (rys. 22a) są również opcją przyszłościową w metrologii medycznej, szczególne tam, gdzie powierzchnie, np. endoprotez biodrowych i kolanowych, są błyszczące i o dużej refleksyjności [31]. Chociaż skaner laserowy CMM nie jest tak dokładny, jak pomiary sondą dotykową, to decyduje szybkość pomiaru. W procedurach pomiarowych można uwzględnić dodatkowe pomiary sondą fragmentów części wymagających większej dokładności. Jeśli skanuje się mniejsze obiekty złożone z większą gęstością punktów, to osiągalny błąd wynosi poniżej 4 μm, przy 9 μm w normalnych warunkach [36]. Przedstawiony na rys. 22a skaner laserowy gromadzi do pkt/s w pomiarach z dokładnością 9 μm dla odchylenia standardowego 1σ. Złożone powierzchnie są przetwarzane w chmurę punktów i na tej podstawie oceniane są odchyłki wymiarowe (rys. 22c). Do tak złożonych i szybkich analiz niezbędne jest odpowiednie oprogramowanie, oparte na przetwarzaniu danych w postaci chmury punktów. Skanowanie laserowe dostarcza dane wejściowe w postaci dziesiątek tysięcy pkt/s i efektywne oprogramowanie musi przetworzyć nawet powyżej 100 mln punktów kontrolnych, stosując następujące narzędzia: algorytmy automatycznego wykrywania cech geometrycznych, pełne porównanie części z modelem CAD lub STL, kompletny zbiór cech 2D i 3D, geometryczne wymiarowanie i tolerowanie (GDT), specjalne zdolności pomiarów cienkich ścianek, występów i szczelin. Rys. 22. Zastosowanie skanera laserowego LC60Dx firmy Nikon Metrology do pomiarów endoprotez stawu biodrowego (a) i kolanowego (b) oraz graficzna analiza uzyskanych wyników dla przypadku b (c) [31, 32, 36]
 [31].")
14 12 MECHANIK NR 1/2013 Podsumowanie Przemysł medyczny jest jedną z dynamicznie rozwijających się gałęzi o dużym zapotrzebowaniu na innowacyjne technologie wytwórcze, urządzenia i systemy pomiarowe. Chociaż w wielu przypadkach udaje się jeszcze pogodzić zadania przemysłu lotniczego i medycznego, to jednak obserwuje się coraz większą specjalizację w urządzeniach wytwórczych, narzędziach i oprogramowaniu. Zapotrzebowanie na niektóre wyroby, np. endoprotezy, jest tak duże, że produkcja ma charakter seryjny. Równocześnie pojawiają się problemy z prawidłowym funkcjonowaniem wytworzonych części. Według najnowszych danych amerykańskiego Instytutu Medycyny (IOM) globalnie zgłasza się ok reklamacji wszczepionych endoprotez biodrowych [37], jako że staw biodrowy ulega najczęściej uszkodzeniu [17]. Przemysł medyczny wykorzystuje w dużym stopniu nowoczesne techniki obróbki kompletnej, zrobotyzowane urządzenia do wykańczania powierzchni oraz, na dużą skalę, obróbkę laserem i kształtowanie addytywne. Jest to spowodowane tym, że stosuje się różnorodne materiały: od stopów metali po kompozyty, ceramikę i tworzywa sztuczne. Nowym wyzwaniem są technologie antybakteryjne, które będą alternatywą wobec powszechnie stosowanej sterylizacji [10]. Ze względu na szczególne wymagania elementów na potrzeby medycyny i dentystyki co do jakości i niezawodności (często na granicy życia lub śmierci) wyraźnie wydziela się sektor metrologii medycznej (medical metrology), która stosuje zaawansowane techniki współrzędnościowe, rentgenowską tomografię komputerową, skanowanie laserowe i systemy wizyjne. Nowym wyzwaniem jest metrotomografia, która łączy technikę współrzędnościową z tomografią komputerową. LITERATURA 1. R.B. ARONSON: Manufacturing for the human body. Manufacturing Engineering 132(2004)5, s P. BARTOLO, J-P. KRUTH, J. SILVA, A. MALSHE, et al.: Biomedical production of implants by additive electro-chemical and physical processes. CIRP Annals-Manufacturing Technology, 61(2012)2, s M. GROSS: Highlights and themes in the medical device market. Manufacturing Engineering. Medical Manufacturing Supplement. 2008, s Medical Industry P. WAURZYNIAK: Materials for medical manufacturing. Manufacturing Engineering 146(2008)5, s K. E. OCZOŚ: Intensywna ekspansja rapid technologii, Mechanik 80(2007)7, s B. MOREY: Medical does direct. Manufacturing Engineering. Medical Manufacturing Supplement, 2008, s S. M. SCHMITT: Rapid technologies-scanning system that do not use radiation. Manufacturing Engineering, Medical Manufacturing Supplement, 2009, s J. PARTHASARATHY, B. STARLY, R. SHIVAKUMAR: Rapid technologies-patient-specific craniofacial titanium implants. Manufacturing Engineering. Medical Manufacturing Supplement, 2009, s A. SIRINTERLIKCI, S. POGEL, J. WISSINGER: Designing and manufacturing medical devices with antimicrobial technology. Manufacturing Engineering 148(2012)1, s R.B. ARONSON: Medical lasers make and mend. Manufacturing Engineering 142(2009)5, s M. TOLINSKI: Laser focus on medical devices. Manufacturing Engineering, Laser Technologies Supplement 138(2007)5, s. LT1 LT M. TOLINSKI: Lasers seal the deal in medical. Laser Technologies, 2008, s. LT14 LT20, B.J. HOGAN: Lasers enable medical manufacturing innovation. Manufacturing Engineering, 146(2011)5, s M. PINELIS: BioMEMS technologies for surgery applications. Manufacturing Engineering, Medical Manufacturing Supplement, 2009, s SLK-Evo TM Anatomical Knee System R. BĘDZIŃSKI (red.): Biomechanika. Warszawa 2011 IPPT PAN. 18. W. VERWYS: Prosthetic medical device dimensional metrology. Manufacturing Engineering, Medical Manufacturing Supplement, 2009, s Laser technologies, 2008, s. LT13, B.J. HOGAN: Measurement systems in medical manufacturing. Manufacturing Engineering 134(2005)5, s S.C. SALMON: Grinding of medical materials. Medical Manufacturing. Supplement to Manufacturing Engineering, 2008, s K.E. OCZOŚ: Kształtowanie ubytkowe tytanu i jego stopów w przemyśle lotniczym i technice medycznej, cz. II. Mechanik 81(2008)10, s J.M. KOELSCH: Medical implants in one setup. Manufacturing Engineering 134(2005)5, s J. DeANGELO: Expanding medical design choices. Manufacturing Engineering. Medical Manufacturing Supplement, 2009, s DMG-innovative technologies, technika medyczna, www. gildemeister.com. 26. P. WAURZYNIAK: Machining small parts. Manufacturing Engineering, 142(2009)5, s R.B. ARONSON: Medical manufacturing for the golden agers. Manufacturing Engineering 134(2005)5, s E. B. GUITRAU: EDM for medical manufacturing. www. medicaldesign.com. 29. W. GRZESIK: Podstawy skrawania materiałów konstrukcyjnych. Warszawa 2010 WNT. 30. M. TOLINSKI: When inspection s a matter of life and death. Manufacturing Engineering 136(2006)5, s B. MOREY: Medical metrology as part of the whole. Manufacturing Engineering 146(2011)5, s B. MOREY: Medical metrology in the trenches. Manufacturing Engineering, 148(2012)5, s B. MOREY: Dimensions in medical metrology. Manufacturing Engineering 144(2010)5, s Współrzędnościowe maszyny pomiarowe Digital Optical Comparator Applications Quality Scan: Selecting Next-Generation Laser Scanning Technology. Nikon Metrology S.A. WEBSTER: UpFront: Medical manufacturing: a risky business. Manufacturing Engineering 148(2012)5, s K. KARBOWSKI, A. URBANIK, M. WYLEŻOŁ: Analiza obrazów i modelowanie wirtualne w konstruowaniu protez kości czaszki. Mechanik 83(2010)8-9, s M. WYLEŻOŁ: Modelowanie protez kranioplastycznych. Mechanik 85(2012)10, s Artykuł został zasadniczo opracowany na podstawie specjalnych suplementów Medical Manufacturing do czasopisma Manufacturing Engineering oraz opublikowanych w nim licznych artykułów poświęconych inżynierii biomedycznej, ponieważ, jak dotychczas, techniki medyczne rozwijają się najszybciej w USA. W kraju problematyką rekonstrukcji elementów medycznych zajmują się Politechniki: Krakowska [37], Wrocławska [17] i Śląska [37, 38].
 globalnie zgłasza się ok.")
15 MECHANIK NR 1/
16 14 MECHANIK NR 1/2013 TruLaser Cell 1100 optymalne rozwiązanie do laserowego spawania rur i profili w linii ciągłego profilowania Jednym ze sposobów wytwarzania rur i profili jest technologia formowania blachy odwijanej z kręgu poprzez odpowiednie systemy rolek formujących i wzdłużne spajanie styku blach. Obecnie dąży się do uzyskania jak największej prędkości łączenia jak największej wydajności produkcji rur i profili przy zachowaniu wysokiej jakości połączeń, które powinny charakteryzować się odpowiednią wytrzymałością oraz estetyką, tak aby obróbka wykończeniowa była ograniczona do minimum. Jedną z technologii łączenia wzdłużnego rur i profili, spełniającą wysokie wymagania wytrzymałościowe oraz jakościowe, jest technologia spawania laserowego. W porównaniu z innymi technologiami, spawanie laserowe wyróżnia się bardzo dobrą jakością spoiny, minimalnym wpływem cieplnym, stabilnością procesu oraz dużą prędkością spawania. Ponieważ przy spawaniu laserowym nie stosujemy dodatkowego materiału i nie ma elementów zużywających się, koszt wykonania metra bieżącego spoiny jest niższy niż w technologiach konwencjonalnych. Szczególnie korzystne jest zastosowanie laserów do spawania stali nierdzewnej, stali ocynkowanej, aluminium oraz metali kolorowych. Typowy zakres grubości obejmuje zarówno cienkie blachy 0,1 0,2 mm, jak i blachy grubsze 2 3 mm. W przypadku cienkich blach można osiągnąć prędkość spawania nawet rzędu kilkudziesięciu m/min. Blachy grubsze spawane są zwykle z prędkością kilku m/min. Firma TRUMPF jest znanym i cenionym na świecie producentem laserów przemysłowych. W swojej ofercie posiada szeroką gamę różnego typu rezonatorów (m.in. lasery przemysłowe dużej mocy, takie jak np. lasery gazowe CO 2 serii TruFlow, lasery na ciele stałym typu fiber serii TruDisk, lasery diodowe serii TruDiode), które mogą być precyzyjnie dobrane do indywidualnych potrzeb klienta, związanych z przewidywanym zakresem obróbki laserowej. Ponadto, oprócz rezonatorów, firma TRUMPF oferuje gotowe systemy do prowadzenia różnorodnej obróbki laserowej (stanowiska do spawania laserowego, cięcia laserowego, napawania laserowego, obróbki cieplnej itp.). Są to gotowe, niezależne stanowiska do obróbki laserowej lub systemy do integracji z linią produkcyjną klienta. Rozwiązania te pozwalają na pełne wykorzystanie wszystkich możliwości nowoczesnych rezonatorów laserowych firmy TRUMPF, zapewniając pełną, bezproblemową komunikację, sterowanie parametrami lasera oraz zastosowanie odpowiednich głowic technologicznych i bezpieczną obsługę całego stanowiska z pełnym wsparciem serwisowym. Przykładem takiego stanowiska jest urządzenie TruLaser Cell Jest to maszyna przeznaczona do spawania w linii ciągłej (spawania bezkońcowego) rur i profili, a także wszelkiego rodzaju elementów symetrycznie obrotowych. Modułowa konstrukcja urządzenia umożliwia dostosowanie systemu do indywidualnych wymagań klienta. TruLaser Cell 1100 może być osobnym stanowiskiem spawalniczym, ale również może być zintegrowane z linią produkcyjną klienta, np. w linię formowania rur lub profili. Układ osi pozycjonujących głowicę roboczą (osie liniowe zakres przesuwu, lokalizacja obszaru roboczego, kąty wejścia wiązki laserowej w materiał) może być w dużym stopniu modyfikowany i dostosowany do systemu istniejącego u klienta. Optymalny punkt pracy można ustawić w płaszczyźnie równoległej lub prostopadłej do kierunku obróbki za pomocą sterowanych numerycznie osi. Ponadto, dostępne są niemal wszystkie powszechnie używane interfejsy do wymiany danych, umożliwiające TruLaser Cell 1100 z laserem gazowym CO 2 serii TruFlow Spawanie ciągłe rur z zastosowaniem TruLaser Cell 1100

17 MECHANIK NR 1/ Spoina laserowa na rurze ze stali nierdzewnej pełną automatyzację systemu i integrację z istniejącą linią produkcyjną. TruLaser Cell 1100 może być połączone z różnymi typami laserów produkowanych przez firmę TRUMPF. Mogą to być rezonatory gazowe CO 2 serii TruFlow, które najczęściej są zintegrowane z urządzeniem, a wiązka laserowa doprowadzona jest do miejsca obróbki (głowicy roboczej) poprzez sztywny, szczelny i odporny na zabrudzenia układ prowadzenia wiązki lasera gazowego CO 2. W przypadku laserów na ciele stałym serii TruDisk oraz laserów diodowych serii TruDiode, wiązka laserowa doprowadzana jest do miejsca obróbki światłowodami, a sam rezonator może być zlokalizowany w znacznej odległości od linii produkcyjnej. TruLaser Cell 1100 może być wyposażone w szereg czujników procesowych, zapewniających prawidłowy przebieg procesu spawania. Jednym z rozwiniętych przez firmę TRUMPF systemów monitorujących jest SeamLine, umożliwiający stałe monitorowanie położenia styku łączonych elementów i korektę pozycji głowicy spawalniczej w czasie rzeczywistym. W optycznym układzie śledzenia nie ma bezpośredniego kontaktu z detalem. Kamera, wraz z oprogramowaniem do analizy obrazu, określa na bieżąco usytuowanie szczeliny i poprzez układ sterowania osią liniową głowicy zapewnia odpowiednią korektę jej położenia. Maszyna jest w tym przypadku wyposażona w szybką poprzeczną oś liniową z napędem. TruLaser Cell 1100 zostało opracowane z myślą o ciągłej pracy w trudnych warunkach przemysłowych. Stąd wymaga ono jedynie minimum konserwacji i czynności serwisowych oraz wyposażone jest w urządzenie diagnostyczne umożliwiające, za zgodą klienta, diagnozę stanu maszyny w sposób zdalny. Pozwala to szybko określić przyczyny występującego błędu i rozwiązać problem w krótkim czasie, często bez konieczności przyjazdu serwisu. Spawane laserowo rury i profile znajdują zastosowanie w wielu dziedzinach. W branży samochodowej przy użyciu lasera spawane są rury do układów wydechowych. W budownictwie stosowane są wielowarstwowe rury do instalacji wodnych, w których pomiędzy warstwami z tworzyw znajduje się cienkościenny płaszcz aluminiowy spawany laserowo. Poprawia on szczelność oraz umożliwia formowanie rur. Wymienniki cieplne kotłów grzewczych zawierają rury ze stali nierdzewnej, które dzięki spawaniu laserowemu zapewniają szczelność i trwałość. Profile dystansowe w oknach ze stali ocynkowanej, nierdzewnej bądź aluminium są również spawane laserowo. Rury i profile ze stali nierdzewnej używane są także jako elementy architektoniczne w budownictwie. Są one również stosowane w produkcji mebli i wyposażenia wnętrz. W produkcji naczep stosowane są profile ze stali niestopowej ze spawanymi laserowo zamkniętymi kieszeniami. Szczelnie zamknięte kieszenie zapewniają większą sztywność oraz odporność na korozję, a tym samym trwałość naczep. Cienkościenne rurki ze stali nierdzewnej w zastosowaniach medycznych, ze względu na precyzję wykonania, mogą być spawane tylko laserowo. Przykładowe parametry TruLaser Cell 1100 Zakres przesuwu osi X, mm Zakres przesuwu osi Q (oś dodatkowa), mm 50 Zakres przesuwu osi Z, mm Dokładność pozycjonowania: oś X, mm 0,1 oś Q (oś dodatkowa), mm 0,05 oś Z, mm 0,1 Prędkość przesuwu prędkość przesuwu jednocześnie, m/min 42 prędkość przesuwu X, m/min 30 prędkość przesuwu Z, m/min 30 Przykładowe profile spawane na urządzeniu TruLaser Cell 1100 Wymiary: szerokość, mm 2700 głębokość, mm 1200 wysokość, mm 2800 TRUMPF POLSKA Spółka z ograniczoną odpowiedzialnością Sp. K. ul. Łopuszańska 38 B, Warszawa tel , fax info@pl.trumpf.com

18 16 MECHANIK NR 1/2013 Obrabiarki z Tajwanu potencjał, trendy, strategia Machine Tools from Taiwan Potential, Trends, Strategy WITOLD PAWŁOWSKI * Smok oznaka siły i wytrwałości w dążeniu do celu symbol Tajwanu Relacja z tegorocznej edycji programu Media Tour, zorganizowanego przez tajwańskie Biuro Rozwoju Handlu Zagranicznego (Taiwan External Trade Development Council TAITRA), poświęconego przedstawieniu technicznego i ekonomicznego potencjału przemysłu produkcji obrabiarek na Tajwanie. Program ma na celu podkreślenie charakterystycznych i wyjątkowych dla tego regionu świata możliwości przemysłu maszynowego w zakresie technologii wytwarzania. Media Tour 2012 obejmował bezpośrednie wizytowanie wybranych przedsiębiorstw produkujących obrabiarki oraz instytucji wspierających rozwój przemysłu maszynowego przez zaproszonych gości związanych z opiniotwórczymi czasopismami branżowymi z krajów europejskich. Podczas wizyty istniała możliwość bezpośredniej wymiany informacji z kluczowymi postaciami branży przemysłu maszynowego na Tajwanie. Tegoroczna wizyta trwała od 12 do 15 listopada i obejmowała siedem spotkań: w fabrykach obrabiarek i maszyn technologicznych, centrum badawczo-rozwojowym maszyn precyzyjnych oraz w Tajwańskim Stowarzyszeniu Przemysłu Maszynowego. SŁOWA KLUCZOWE: obrabiarki, maszyny technologiczne, systemy wytwarzania In the article the report of the Media Tour 2012 program organized by Taiwan External Trade Development Council (TAITRA) was presented. The main objective of the program is to highlight the exceptional economical and technical capabilities of machinery industry the field of machine-tools and technological appliance production in Taiwan. The Media Tour 2012 program comprised direct visiting selected Taiwanese machine tools producers as well as institutions supporting machinery industry development by people connected with influential professional trade magazines from Europe. During the meetings the main persons of business, technology and R & D departments of the visited institutions answered the questions of the visitors. The visit was held from 12 th to 15 th November and the curriculum included seven visits to machine tools and technological appliance factories, Precision Machinery Research Development Center and Taiwan Association of Machinery Industry. KEYWORDS: machine tools, technological machines, systems of manufacture Tajwańskie Stowarzyszenie Przemysłu Maszynowego Taiwan Association of Machinery Industry (TAMI) TAMI to stowarzyszenie mające bardzo długą tradycję działania w branży przemysłu maszynowego, ponieważ powstało w 1945 r., a obecnie jest drugim co do wielkości stowarzyszeniem na świecie. Zrzesza 2627 członków i zajmuje się koordynowaniem, ułatwianiem wymiany * Dr hab. inż. Witold Pawłowski Instytut Obrabiarek i Technologii Budowy Maszyn Politechniki Łódzkiej; witold.pawlowski@p.lodz.pl informacji i towaru oraz promowaniem działań przedsiębiorstw na rzecz rozwoju przemysłu maszynowego na Tajwanie. Według danych statystycznych eksport obrabiarek produkowanych na wyspie stanowi 17,2% kwoty całego eksportu przemysłu maszynowego tego kraju (dane z 2010 r.). Świadczy to o dużym znaczeniu produkcji obrabiarek i maszyn technologicznych w ogólnym profilu rozwoju regionu i jest powodem szczególnego zainteresowania organizacji TAMI. Stowarzyszenie jest ważnym filarem organizacji jednej z największych imprez targowych na świecie w branży obrabiarek targów TIMTOS. W targach planowanych na rok 2013 weźmie udział 962 wystawców, w tym 706 firm ulokowanych na Tajwanie. Targi odbędą się w dniach 5 10 marca 2013 r., a powierzchnia terenu wystawienniczego zajmie m 2. Oceniając rozwój przemysłu maszynowego na Tajwanie należy zwrócić uwagę na geoekonomiczne uwarunkowania dotyczące wyspy. Mała odległość od największego importera obrabiarek na świecie (Chin), niewygórowane koszty pracy, nieustanna dbałość o interesy branży wyrażona przez konstruktywne zainteresowanie organizacji wspieranych przez fundusze narodowe i rząd stanowią atuty, których nie ma żaden inny region świata. To powoduje, że prawdopodobnie największych impulsów rozwoju technologii obróbkowych w najbliższej przyszłości należy się spodziewać właśnie z Tajwanu i regionu Azji Południowo-Wschodniej. Centrum Badawczo-Rozwojowe Maszyn Precyzyjnych Precision Machinery Research & Development Center (PMC) PMC to działające od 1993 r. centrum badawczo-rozwojowe, którego główna aktywność obejmuje wspieranie przemysłu produkcji obrabiarek i robotów, poprzez prowadzenie badań naukowych na zlecenie firm przemysłowych. PMC, jako instytucja badawcza, nie jest nakierowane na osiąganie zysków ze swej działalności i jest całkowicie finansowana ze źródeł państwowych. Taki profil działalności instytucji pozwala na efektywne rozwiązywanie najbardziej istotnych i kluczowych problemów zgłaszanych przez przemysłowych partnerów stanowiąc silne wsparcie firmowych działów badań i rozwoju oraz ich zaplecze naukowe. Jednocześnie współpraca z instytucją naukowo-badawczą, jaką jest PMC, stanowi dla firm znaczne wsparcie ekonomiczne to rząd bierze na siebie obowiązek zapewnienia finansowania nawet do 50% kosztów najpotrzebniejszych projektów rozwojowych branży maszynowej.

19 MECHANIK NR 1/ W specjalistycznym laboratorium PMC trwają badania nad procesem frezowania 5-osiowego w celu określenia głównych źródeł powstających błędów obróbki. Badania obejmują zarówno aspekty technologiczne prowadzonego procesu obróbki, jak i problemy konstrukcyjne dotyczące budowy obrabiarki, których rozwiązania są weryfikowane doświadczalnie na stanowisku wyposażonym w seryjną frezarkę 5-osiową. W dziedzinie dynamiki strukturalnej w laboratorium PMC przeprowadzane są badania dotyczące zarówno teoretycznej analizy modalnej, jak i doświadczeń identyfikacyjnych metodą testów uderzeniowych. Prowadzone są również analizy i eksperymenty związane z zastosowaniem odlewów mineralnych na łoża obrabiarek. Te projekty jednak nie są opisywane w publikacjach naukowych, gdyż wykonywane są dla przedsiębiorstw prywatnych i wyniki tych badań stanowią tajemnicę zamawiających firm. Trwają również zaawansowane prace nad stworzeniem własnego tajwańskiego sterownika, aby uniezależnić się od producentów japońskich lub europejskich. Ten projekt wykonywany w kooperacji z chińskim partnerem ma duże szanse powodzenia; dzięki niemu obrabiarki z Tajwanu mogą stać się jeszcze bardziej konkurencyjne nie tylko cenowo, ale również w dziedzinie jakości obróbki, dokładności, powtarzalności i wiarygodności działania napędów dobrze zestrojonych z odpowiednim układem sterowania. Jest również rozwijana technologia dokładnej obróbki prowadnic skrobania. Badane są systemy superdokładnego pozycjonowania z zastosowaniem łożyskowania aerostatycznego. W dziedzinie robotyki PMC skupia się nad badaniami umożliwiającymi stworzenie systemu modułowego do konstruowania i sterowania wieloma wariantami robotów. Organizowane są również szkolenia dla kadry inżynierskiej przedsiębiorstw, mające na celu podnoszenie kwalifikacji, szczególnie osób zatrudnionych w działach R&D. Fabryka Obrabiarek Yeong Chin Machinery Industries CO., LTD. (YCM) Rys. 1. Frezarka CNC firmy YCM przeznaczona do celów prezentacyjnych Firma YCM powstała w 1954 r. Obecnie zatrudnia 750 pracowników. Przedsiębiorstwo produkuje szeroki zakres obrabiarek skrawających: 3-osiowe pionowe centra frezarskie, 5-osiowe centra frezarskie, poziome centra frezarsko-wytaczarskie, poziome centra frezarskie (rys. 1), pionowe dwukolumnowe centra obróbkowe oraz tokarki CNC. YCM stosuje układy sterowania przeznaczone do swoich obrabiarek opracowane we współpracy z firmą FANUC wyposażone m.in. w automatyczny lub ręczny pomiar narzędzia, funkcję szybkiego pozycjonowania, inteligentne zarządzanie danymi narzędzi skrawających. Opracowane w firmie YCM oprogramowanie układu sterowania zostało dodatkowo wyposażone w możliwości wielofunkcyjnego wyświetlania informacji użytkowych, dotyczących aktualnego stanu obróbki, obciążenia wrzeciona, czasu pracy obrabiarki oraz trybu obróbki wysoko wydajnej. Te możliwości, w połączeniu z funkcją bezprzewodowego przesyłania informacji na temat statusu obróbki i ewentualnych alarmów, czyni z tak zaprojektowanego układu sterowania bardzo nowoczesny i efektywny system zarządzania procesem obróbkowym, z możliwością zintegrowania wielu maszyn technologicznych pracujących na linii produkcyjnej. W rozbudowanym, liczącym kilkudziesięciu inżynierów, dziale badań i rozwoju, firma YCM opracowała własne konstrukcje wrzecion frezarskich z bezpośrednim, izolowanym napędem elektrycznym o prędkości do obr/min, zintegrowane elektrowrzeciona frezarskie o prędkości do obr/min wyposażone w system minimalnego smarowania mgłą olejową. Układy wrzecionowe produkowane w firmie YCM posiadają system kompensacji termicznej, dzięki któremu odkształcenia cieplne wrzecionautrzymywanesąnapoziomieponiżej20μm, niezależnie od etapu stabilizacji cieplnej. Rozdzielczość pomiaru odkształceń cieplnych wrzeciona wynosi 0,1 μm, co daje firmie YCM znaczną przewagę nad konkurencją. Ta kompensacja cieplna zachowuje podane parametry nawet podczas ruchu obrotowego wrzeciona z najwyższą możliwą prędkością. Dewizą firmy jest prowadzenie produkcji całkowicie opartej na własnych środkach; dlatego YCM ma własne dwie odlewnie konwencjonalną i nowo wybudowaną, zautomatyzowaną linię odlewania żeliwa. Odlewy są przed dalszą obróbką poddawane procesowi sezonowania, trwającemu co najmniej jeden rok lub wyżarzania stabilizującego, skracającego tak długi czas usuwania naprężeń odlewniczych. Dział obróbki i montażu współpracuje ściśle z działem kontroli jakości, dysponującym m.in. maszynami do pomiaru w układzie 3 współrzędnych w klimatyzowanej izbie pomiarów. Dla firmy YCM badania i rozwój stanowią bardzo istotny etap prac nad już istniejącymi i nowo wprowadzanymi rozwiązaniami obrabiarek skrawających; dlatego rozbudowany dział R&D może się pochwalić wieloma opatentowanymi wynalazkami i konstrukcjami. Zwiększa to znacznie wiarygodność produktów firmy, tym bardziej że zostały one wdrożone i poświadczone odpowiednimi certyfikatami, normami ISO 9001 oraz ISO Poza tym YCM współpracuje z takimi instytucjami naukowymi, jak University of Taiwan. Ta współpraca jest realizowana na zasadzie projektów współfinansowanych przez instytucje rządowe. YCM produkuje rocznie ok obrabiarek, z czego w roku 2011 do Polski trafiło 7% rocznej produkcji firmy. Świadczy to o dużym zaufaniu polskich odbiorców do tego producenta obrabiarek oraz o właściwej polityce marketingowej dotyczącej sprzedaży w Europie Wschodniej, do której Polska jest zaliczana. Korporacja Przemysłu Obrabiarkowego Fair Friend Korporacja Fair Friend jest grupą zrzeszonych przedsiębiorstw, w której fabryki produkcji obrabiarek stanowią bardzo istotną część (30 fabryk spośród 55 zrzeszonych

20 18 MECHANIK NR 1/2013 przedsiębiorstw). Wśród nich są takie znane marki, jak: tajwański Feeler, japoński EMC i Takeuchi, koreański DMC, amerykański SMS, włoskie Sigma i Rambaudi czy międzynarodowy JOBS, które wyróżniają technologiczno- -obrabiarkową część korporacji i stanowią jej okręty flagowe. W spektrum oferty dotyczącej obrabiarek korporacji Fair Friend wchodzą następujące maszyny: pionowe/poziome/dwukolumnowe centra frezarskie, pionowe/poziome centra tokarskie, duże centra frezarsko-wytaczarskie, różne rodzaje szlifierek czy frezarskie centra 5-osiowe CNC. Oferta pełnych typoszeregów obrabiarek umożliwia dobranie rozwiązania najlepszego dla najbardziej wymagającego klienta spośród oferty produkcyjnej wielu firm zrzeszonych w korporacji. Zrzeszone w korporacji firmy mogą liczyć na pomoc w swych zmaganiach z rynkowymi warunkami ekonomicznymi poprzez system współpracy opartej na następujących trzech kluczowych zasadach: Rys. 2. Hala produkcji obrabiarek firmy FEELER wzajemnej pomocy organizacyjnej przedsiębiorstw mających doświadczenia w tej samej dziedzinie, korzystnej dla współdziałających stron, ułatwienie w ekspansji marketingowej na rynek chiński, wzajemnej wymiany modułów i zespołów konstrukcyjnych stosowanych w maszynach, popartej wymianą know-how odnośnie do technologii produkcji. Korzyści płynące z przyjęcia współpracy opartej na takich zasadach spowodowały, że wiele europejskich firm (szczególnie firm włoskich) zdecydowało się wejść do korporacji, aby uniknąć lub zminimalizować skutki grożącego niebezpieczeństwa kryzysu w gospodarce. Jako znamienny przykład inwestowania w przyszłość w postaci kształcenia wysoko wykwalifikowanej kadry pracowników technicznych można podać fakt utworzenia Instytutu Elektromechaniki Fair Friend w 2008 r. Instytut składa się m.in. z wydziałów: budowy maszyn i obróbki, projektowania form i wytwarzania, zautomatyzowanej elektromechaniki. Rokrocznie dyplom ukończenia 3-letnich zawodowych studiów otrzymuje 800 absolwentów. Bogata oferta edukacyjna, wskaźnik zatrudnienia absolwentów na poziomie 100%, wiele nagród i wyróżnień zdobytych przez studentów w konkursach krajowych i zagranicznych to tylko niektóre cechy charakteryzujące istotę inwestycji w wiedzę techniczną kadry inżynierskiej zatrudnionej w korporacji Fair Friend. Firma Feeler (rys. 2) należąca do korporacji Fair Friend i posiadająca na Tajwanie trzy fabryki produkujące obrabiarki jest znakomitym przykładem czerpania korzyści z przynależności do korporacji Fair Friend. Dzięki ułatwieniom w handlu z Chinami oraz wymianie technologii z innymi firmami branży obrabiarkowej, w roku 2011 Feeler zanotowała wzrost dochodu na poziomie 111,5% w porównaniu z rokiem Fabryka Wycinarek Laserowych i Giętarek do Rur i Profili SOCO Rys. 3. Giętarka do profili rurowych firmy SOCO podczas testów produkcyjnych Firma SOCO powstała w roku 1979 i jest jednym z wiodących producentów maszyn do gięcia profili. Zatrudnienie w fabrykach zlokalizowanych na Tajwanie i w Chinach osiągnęło niemal 500 pracowników. Produkty firmy SOCO są oferowane przez 40 certyfikowanych agencji sprzedaży na całym świecie. W Europie ich głównym rynkiem jest jej wschodnia część, dlatego bardzo aktywnie jest wspierane przedstawicielstwo ulokowane w Rosji. Sprzedaż w tej części Europy wyniosła w ostatnim roku 15% całkowitej kwoty sprzedaży firmy SOCO. Produkty firmy są również prezentowane na branżowych targach w Europie i nie pozostają niezauważone. Giętarka do rur firmy SOCO otrzymała medal Targów STOM w Kielcach w roku Produkowane maszyny technologiczne serii PT zapewniają możliwość gięcia rur o średnicy do 130 mm nawet wokół 12 osi. Mogą być one wyposażone w napęd elektryczny oraz system kontroli przewężenia podczas gięcia, który umożliwia obniżenie współczynnika niepożądanego przewężenia o 15 20% podczas pojedynczego gięcia. W konstrukcji tej serii maszyn zastosowano siedem własnych patentów, opracowanych w dziale badań i rozwoju firmy SOCO. Maszyny umożliwiają przeprowadzenie skomplikowanego gięcia według programu wprowadzonego do układu sterowania, a następnie odcięcie wygiętego detalu (rys. 3). Zastosowane odcinanie za pomocą systemu dwuostrzowego umożliwia otrzymanie powierzchni przecięcia pozbawionej deformacji oraz bardzo niskiego promienia zaokrąglenia krawędzi, dzięki czemu można zaoszczędzić materiał giętego profilu. Opracowany interfejs programu sterowania maszyną obejmuje możliwość projektowania kształtu profilu w przestrzeni 3D za pomocą panelu dotykowego i ma również polską wersję językową.

customised implants in 48h
 Custom IMD: SME Supply Chain Integration for Enhanced Fully Customisable Medical Implants, using New Biomaterials and Rapid Manufacturing Technologies, to Enhance the Quality of Life for EU Citizens 6FP
Custom IMD: SME Supply Chain Integration for Enhanced Fully Customisable Medical Implants, using New Biomaterials and Rapid Manufacturing Technologies, to Enhance the Quality of Life for EU Citizens 6FP
Poziom Nazwa przedmiotu Wymiar ECTS
 Plan zajęć dla kierunku Mechanika i Budowa Maszyn studia niestacjonarne, obowiązuje od 1 października 2019r. Objaśnienia skrótów na końcu tekstu 1 1 przedmioty wspólne dla wszystkich specjalności Mechanika
Plan zajęć dla kierunku Mechanika i Budowa Maszyn studia niestacjonarne, obowiązuje od 1 października 2019r. Objaśnienia skrótów na końcu tekstu 1 1 przedmioty wspólne dla wszystkich specjalności Mechanika
Kalendarium targów: Kontakt. POLAGRA - PREMIERY Międzynarodowe Targi Mechanizacji Rolnictwa 2014-01-30 2014-02-02
 Kalendarium targów: POLAGRA - PREMIERY Międzynarodowe Targi Mechanizacji Rolnictwa 2014-01-30 2014-02-02 ARENA DESIGN Europejski Design dla Biznesu 2014-02-18 2014-02-21 HOME DECOR Targi Wnętrz 2014-02-18
Kalendarium targów: POLAGRA - PREMIERY Międzynarodowe Targi Mechanizacji Rolnictwa 2014-01-30 2014-02-02 ARENA DESIGN Europejski Design dla Biznesu 2014-02-18 2014-02-21 HOME DECOR Targi Wnętrz 2014-02-18
Biuletyn Informacyjny ITS (Instytutu Transportu Samochodowego)
") 1. A 5809 III ABC Jakości od 1996 2. Acta of Bioengineering and Biomechanics 1999-2002 3. Advances in Manufacturing Science and Technology (patrz Postępy Technologii Maszyn i Urządzeń) 4. Archives of Civil
1. A 5809 III ABC Jakości od 1996 2. Acta of Bioengineering and Biomechanics 1999-2002 3. Advances in Manufacturing Science and Technology (patrz Postępy Technologii Maszyn i Urządzeń) 4. Archives of Civil
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH
 PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
: Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
PRZEWODNIK PO PRZEDMIOCIE. Obróbka skrawaniem. niestacjonarne. II stopnia. ogólnoakademicki. Inne WYKŁAD ĆWICZENIA LABORATORIUM PROJEKT SEMINARIUM
 Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Rok Semestr Jednostka prowadząca Osoba sporządzająca Profil Rodzaj
Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Rok Semestr Jednostka prowadząca Osoba sporządzająca Profil Rodzaj
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: KOMPUTEROWE WSPOMAGANIE WYTWARZANIA CAM Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU
Nazwa przedmiotu: KOMPUTEROWE WSPOMAGANIE WYTWARZANIA CAM Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
LP. Sygnatura Tytuł czasopisma Rok. 2 Acta of Bioengineering and Biomechanics 1999-2002
 LP. Sygnatura Tytuł czasopisma Rok 1 A 5809 III ABC Jakości od 1996 2 Acta of Bioengineering and Biomechanics 1999-2002 3 Advances in Manufacturing Science and Technology (patrz Postępy Technologii Maszyn
LP. Sygnatura Tytuł czasopisma Rok 1 A 5809 III ABC Jakości od 1996 2 Acta of Bioengineering and Biomechanics 1999-2002 3 Advances in Manufacturing Science and Technology (patrz Postępy Technologii Maszyn
Tok Specjalność Semestr Z / L Blok Przedmiot
 ENERGETYKA S1 ENE_1A_S_2015_2016_21564_1 semestr 5 Zimowy Blok 11 ENE_1A_S_2015_2016_21564_1 semestr 5 Zimowy Blok 12 ENE_1A_S_2015_2016_21564_1 semestr 5 Zimowy Blok 13 ENE_1A_S_2015_2016_21564_1 semestr
ENERGETYKA S1 ENE_1A_S_2015_2016_21564_1 semestr 5 Zimowy Blok 11 ENE_1A_S_2015_2016_21564_1 semestr 5 Zimowy Blok 12 ENE_1A_S_2015_2016_21564_1 semestr 5 Zimowy Blok 13 ENE_1A_S_2015_2016_21564_1 semestr
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
Nowoczesne metody metalurgii proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III
 Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: SYSTEMY PROJEKTOWANIA PROCESÓW TECHNOLOGICZNYCH Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Automatyzacja wytwarzania i robotyka Rodzaj zajęć:
Nazwa przedmiotu: SYSTEMY PROJEKTOWANIA PROCESÓW TECHNOLOGICZNYCH Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Automatyzacja wytwarzania i robotyka Rodzaj zajęć:
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC
 KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
PRECYZJA 100% 90% 80% 70% 60% 50% SZYBKOŚĆ 40% 30% 20% 10% JAKOŚĆ POWIERZCHNI RÓBKI. Druty certyfikowane
 RÓBKI Druty certyfikowane Czy wiecie? Stosowanie nie certyfikowanych materiałów eksploatacyjnych lub nieoryginalnych części zamiennych może obniżyć wydajność maszyny nawet o! Konkurencyjność Państwa maszyny
RÓBKI Druty certyfikowane Czy wiecie? Stosowanie nie certyfikowanych materiałów eksploatacyjnych lub nieoryginalnych części zamiennych może obniżyć wydajność maszyny nawet o! Konkurencyjność Państwa maszyny
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
(przedmioty przeznaczone do realizacji są oznaczone kolorem żółtym)
") ENERGETYKA S1 ENE_1A_S_2018_2019_1 3 Zimowy Blok 06 Podstawy spawalnictwa 8 Technologie spajania 1 ENE_1A_S_2018_2019_1 3 Zimowy Blok 09 Rurociągi przemysłowe 0 Sieci ciepłownicze 9 ENE_1A_S_2018_2019_1
ENERGETYKA S1 ENE_1A_S_2018_2019_1 3 Zimowy Blok 06 Podstawy spawalnictwa 8 Technologie spajania 1 ENE_1A_S_2018_2019_1 3 Zimowy Blok 09 Rurociągi przemysłowe 0 Sieci ciepłownicze 9 ENE_1A_S_2018_2019_1
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
AKTUALNE OPŁATY ZA WARUNKI Tylko dla studentów I roku 2018/2019 OPŁATY ZA WARUNKI Z POSZCZEGÓLNYCH PRZEDMIOTÓW
 AKTUALNE OPŁATY ZA WARUNKI Tylko dla studentów I roku 2018/2019 Studia niestacjonarne: METALURGIA OPŁATY ZA WARUNKI Z POSZCZEGÓLNYCH PRZEDMIOTÓW SEMESTR I Matematyka I 448 Podstawy technologii wytwarzania
AKTUALNE OPŁATY ZA WARUNKI Tylko dla studentów I roku 2018/2019 Studia niestacjonarne: METALURGIA OPŁATY ZA WARUNKI Z POSZCZEGÓLNYCH PRZEDMIOTÓW SEMESTR I Matematyka I 448 Podstawy technologii wytwarzania
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
precyzyjne rury spawane ze stali węglowej metrów
 Kluczbork plant Marcegaglia Poland Zakład produkcyjny Marcegaglia w Kluczborku, Polska, został uruchomiony w 2010 r. i wytwarza precyzyjne rury spawane ze stali węglowej do szerokiego zakresu zastosowań.
Kluczbork plant Marcegaglia Poland Zakład produkcyjny Marcegaglia w Kluczborku, Polska, został uruchomiony w 2010 r. i wytwarza precyzyjne rury spawane ze stali węglowej do szerokiego zakresu zastosowań.
precyzyjne rury spawane ze stali węglowej 80000 metrów
 Kluczbork plant Marcegaglia Poland Zakład produkcyjny Marcegaglia w Kluczborku, Polska, został uruchomiony w 2010 r. i wytwarza precyzyjne rury spawane ze stali węglowej do szerokiego zakresu zastosowań.
Kluczbork plant Marcegaglia Poland Zakład produkcyjny Marcegaglia w Kluczborku, Polska, został uruchomiony w 2010 r. i wytwarza precyzyjne rury spawane ze stali węglowej do szerokiego zakresu zastosowań.
Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
SPOTKANIE 8 stycznia Instytut Zaawansowanych Technologii Wytwarzania
 SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
Nazwa przedmiotu Wymiar ECTS blok I II III
 ólne dla wszyst. Zjawiska fizyczne w procesach wytwarzania W:30 L:15 3 fizyka 45 C:30 2 nietechniczne 30 W:15 P:15 2 HES 30 Podstawy matematyczne MES W:15 L:15 2 matematyka 30 Planowanie eksperymentu W:15
ólne dla wszyst. Zjawiska fizyczne w procesach wytwarzania W:30 L:15 3 fizyka 45 C:30 2 nietechniczne 30 W:15 P:15 2 HES 30 Podstawy matematyczne MES W:15 L:15 2 matematyka 30 Planowanie eksperymentu W:15
Energetyka S1. Pierwsza Druga semestru obieralny ENE_1A_S_2017_2018_1 E semestr 3 Zimowy Blok 06
 Energetyka S1 ENE_1A_S_2017_2018_1 E semestr 3 Zimowy Blok 06 Podstawy spawalnictwa 10 12 Technologie spajania 8 8 ENE_1A_S_2017_2018_1 E semestr 3 Zimowy Blok 09 Rurociągi przemysłowe 5 8 Sieci ciepłownicze
Energetyka S1 ENE_1A_S_2017_2018_1 E semestr 3 Zimowy Blok 06 Podstawy spawalnictwa 10 12 Technologie spajania 8 8 ENE_1A_S_2017_2018_1 E semestr 3 Zimowy Blok 09 Rurociągi przemysłowe 5 8 Sieci ciepłownicze
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
INŻYNIERIA ODWROTNA - praktyczne zastosowania. dr inż. Ireneusz Wróbel Katedra Podstaw Budowy Maszyn, ATH w Bielsku-Białej
 INŻYNIERIA ODWROTNA - praktyczne zastosowania dr inż. Ireneusz Wróbel Katedra Podstaw Budowy Maszyn, ATH w Bielsku-Białej Inżynieria odwrotna, inżynieria wsteczna (ang. reverse engineering) to proces badania
INŻYNIERIA ODWROTNA - praktyczne zastosowania dr inż. Ireneusz Wróbel Katedra Podstaw Budowy Maszyn, ATH w Bielsku-Białej Inżynieria odwrotna, inżynieria wsteczna (ang. reverse engineering) to proces badania
Obróbka ubytkowa Material Removal Processes. Automatyka i robotyka I stopień Ogólno akademicki Studia stacjonarne
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka ubytkowa Material Removal Processes A. USYTUOWANIE MODUŁU W SYSTEMIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka ubytkowa Material Removal Processes A. USYTUOWANIE MODUŁU W SYSTEMIE
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Napędza nas automatyzacja
 Springer Presswerk- und Rohbau-Automation Springer GmbH Stuhrbaum 14 28816 Stuhr Germany Zarząd: Uwe Springer Stefan Matiszick Guido Schmal Office +49 421 24 702-0 Fax +49 421 24 702-199 info@springer.group
Springer Presswerk- und Rohbau-Automation Springer GmbH Stuhrbaum 14 28816 Stuhr Germany Zarząd: Uwe Springer Stefan Matiszick Guido Schmal Office +49 421 24 702-0 Fax +49 421 24 702-199 info@springer.group
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy przedmiot kierunkowy Rodzaj zajęć: laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy przedmiot kierunkowy Rodzaj zajęć: laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie
MECHANIKA I BUDOWA MASZYN. Technologia maszyn STUDIA STACJONARNE I STOPNIA. Specjalność
 MECHANIKA I BUDOWA MASZYN STUDIA STACJONARNE I STOPNIA Specjalność Technologia maszyn Opiekun specjalności dr hab. inż. Tomasz Paczkowski prof. nadzw. UTP Specjalność Technologia maszyn Przedmioty specjalnościowe
MECHANIKA I BUDOWA MASZYN STUDIA STACJONARNE I STOPNIA Specjalność Technologia maszyn Opiekun specjalności dr hab. inż. Tomasz Paczkowski prof. nadzw. UTP Specjalność Technologia maszyn Przedmioty specjalnościowe
Centrum Badań i Rozwoju Nowoczesnych Technologii
 Centrum Badań i Rozwoju Nowoczesnych Technologii GMINA NEKLA GMINA WRZEŚNIA POZNAŃ GMINA KOŁACZKOWO KONIN współpraca na linii nauka - przemysł GMINA MIŁOSŁAW GMINA PYZDRY Września, 24 marca 2017 rok Zmiany
Centrum Badań i Rozwoju Nowoczesnych Technologii GMINA NEKLA GMINA WRZEŚNIA POZNAŃ GMINA KOŁACZKOWO KONIN współpraca na linii nauka - przemysł GMINA MIŁOSŁAW GMINA PYZDRY Września, 24 marca 2017 rok Zmiany
Informacje o firmie. Ponad 10 lat doświadczenia. Zespół inżynierów i specjalistów liczący ponad 40 osób. Własne laboratorium spawalnicze
 Informacje o firmie Ponad 10 lat doświadczenia Zespół inżynierów i specjalistów liczący ponad 40 osób Własne laboratorium spawalnicze Profesjonalny zespół R&D Współpraca z liderami rynku Bogate portfolio
Informacje o firmie Ponad 10 lat doświadczenia Zespół inżynierów i specjalistów liczący ponad 40 osób Własne laboratorium spawalnicze Profesjonalny zespół R&D Współpraca z liderami rynku Bogate portfolio
PRZEWODNIK PO PRZEDMIOCIE
 PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Rodzaj studiów Poziom kwalifikacji TECHNIKI WYTWARZANIA I Bezpieczeństwo i Higiena Pracy Stacjonarne I stopnia Rok Semestr Jednostka prowadząca Osoba
PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Rodzaj studiów Poziom kwalifikacji TECHNIKI WYTWARZANIA I Bezpieczeństwo i Higiena Pracy Stacjonarne I stopnia Rok Semestr Jednostka prowadząca Osoba
OPERATOR OBRABIAREK SKRAWAJĄCYCH
 OPERATOR OBRABIAREK SKRAWAJĄCYCH Operator obrabiarek skrawających jest to zawód występujący także pod nazwą tokarz, frezer, szlifierz. Osoba o takich kwalifikacjach potrafi wykonywać detale z różnych materiałów
OPERATOR OBRABIAREK SKRAWAJĄCYCH Operator obrabiarek skrawających jest to zawód występujący także pod nazwą tokarz, frezer, szlifierz. Osoba o takich kwalifikacjach potrafi wykonywać detale z różnych materiałów
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium
 ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
Politechnika Krakowska im. Tadeusza Kościuszki. Karta przedmiotu. obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016
 Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 015/016 Kierunek studiów: Inżynieria Produkcji Forma
Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 015/016 Kierunek studiów: Inżynieria Produkcji Forma
MATERIAŁY SUPERTWARDE
 MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
Napędza nas automatyzacja
 Napędza nas automatyzacja 02 Springer Napędza nas automatyzacja Springer GmbH innowacyjna firma dbająca o Twój sukces w automatyce Springer Napędza nas automatyzacja Rozwój rynku automatyki w opinii Springer
Napędza nas automatyzacja 02 Springer Napędza nas automatyzacja Springer GmbH innowacyjna firma dbająca o Twój sukces w automatyce Springer Napędza nas automatyzacja Rozwój rynku automatyki w opinii Springer
semestr III Lp Przedmiot w ć l p s e ECTS Godziny
 Specjalność: IMMiS - Inżynieria Materiałów Metalowych i Spawalnictwo 1 Analytical mechanics 15 15 3 30 4 Termodynamika II 15 15 30 5 Technologia spawalnictwa 5 15 15 1 5 55 6 Przem. fazowe i podstawy obr.
Specjalność: IMMiS - Inżynieria Materiałów Metalowych i Spawalnictwo 1 Analytical mechanics 15 15 3 30 4 Termodynamika II 15 15 30 5 Technologia spawalnictwa 5 15 15 1 5 55 6 Przem. fazowe i podstawy obr.
Wytwarzanie wspomagane komputerowo CAD CAM CNC. dr inż. Michał Michna
 Wytwarzanie wspomagane komputerowo CAD CAM CNC dr inż. Michał Michna Wytwarzanie wspomagane komputerowo CAD CAM CNC prowadzący dr inż. Grzegorz Kostro pok. EM 313 dr inż. Michał Michna pok. EM 312 materiały
Wytwarzanie wspomagane komputerowo CAD CAM CNC dr inż. Michał Michna Wytwarzanie wspomagane komputerowo CAD CAM CNC prowadzący dr inż. Grzegorz Kostro pok. EM 313 dr inż. Michał Michna pok. EM 312 materiały
WYKAZ PRZEDMIOTÓW- STUDIA STACJONARNE II stopnia semestralny wymiar godzin kierunek: Mechanika i Budowa Maszyn
 WYKAZ PRZEDMIOTÓW- STUDIA STACJONARNE II stopnia semestralny wymiar godzin kierunek: Mechanika i Budowa Maszyn w-wykład; ć-ćwiczenia; l-laboratorium; p-projektowanie; s-seminarium; e-egzamin Specjalność:
WYKAZ PRZEDMIOTÓW- STUDIA STACJONARNE II stopnia semestralny wymiar godzin kierunek: Mechanika i Budowa Maszyn w-wykład; ć-ćwiczenia; l-laboratorium; p-projektowanie; s-seminarium; e-egzamin Specjalność:
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
Wydziały Politechniki Poznańskiej
 Wydziały Politechniki Poznańskiej Wydział Architektury Wydział Budownictwa i Inżynierii Środowiska Wydział Budowy Maszyn i Zarządzania Wydział Elektroniki i Telekomunikacji Wydział Elektryczny Wydział
Wydziały Politechniki Poznańskiej Wydział Architektury Wydział Budownictwa i Inżynierii Środowiska Wydział Budowy Maszyn i Zarządzania Wydział Elektroniki i Telekomunikacji Wydział Elektryczny Wydział
PLAN STUDIÓW - STUDIA NIESTACJONARNE I STOPNIA kierunek: mechanika i budowa maszyn
 semestralny wymiar godzin PLAN STUDIÓW - STUDIA NIESTACJONARNE I STOPNIA kierunek: mechanika i budowa maszyn Semestr 1 /sem. 1 Algebra liniowa 12 12 24 4 egz. 2 Analiza matematyczna 24 24 48 8 egz. 3 Ergonomia
semestralny wymiar godzin PLAN STUDIÓW - STUDIA NIESTACJONARNE I STOPNIA kierunek: mechanika i budowa maszyn Semestr 1 /sem. 1 Algebra liniowa 12 12 24 4 egz. 2 Analiza matematyczna 24 24 48 8 egz. 3 Ergonomia
MASZYNY DO WIERCENIA GŁĘBOKICH OTWORÓW
 MASZYNY DO WIERCENIA GŁĘBOKICH OTWORÓW Poziome maszyny wielowrzecionowe do głębokiego wiercenia Maszyny te służą do wiercenia otworów w grubych blachach wymienników ciepła przeznaczonych dla przemysłu
MASZYNY DO WIERCENIA GŁĘBOKICH OTWORÓW Poziome maszyny wielowrzecionowe do głębokiego wiercenia Maszyny te służą do wiercenia otworów w grubych blachach wymienników ciepła przeznaczonych dla przemysłu
PRELIMINARY BROCHURE CORRAX. A stainless precipitation hardening steel
 PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
ASP-631 wersja WL Premium
 ASP-631 wersja WL Premium Automatyczna szlifierka z głowicą obrotową do ostrzenia i profilowania pił do drewna i metalu o różnych geometriach zębów [w tym zębów o zarysie łukowym] sterowana w 5 osiach
ASP-631 wersja WL Premium Automatyczna szlifierka z głowicą obrotową do ostrzenia i profilowania pił do drewna i metalu o różnych geometriach zębów [w tym zębów o zarysie łukowym] sterowana w 5 osiach
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Inżynieria Biomedyczna Rodzaj przedmiotu: obowiązkowy moduł specjalności inżynieria rehabilitacyjna Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK
Nazwa przedmiotu: Kierunek: Inżynieria Biomedyczna Rodzaj przedmiotu: obowiązkowy moduł specjalności inżynieria rehabilitacyjna Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK
Szkolenie. Kontakt. Dla wzrostu wydajności. Achieve more...
 Kontakt Agie Charmilles Sp. z o.o. Al. Krakowska 81, Sękocin Nowy 05-090 Raszyn tel. +48 22 326 50 50 fax +48 22 326 50 99 www.gfac.com/pl Szkolenie Dla wzrostu wydajności Achieve more... Czy wiecie? 50%
Kontakt Agie Charmilles Sp. z o.o. Al. Krakowska 81, Sękocin Nowy 05-090 Raszyn tel. +48 22 326 50 50 fax +48 22 326 50 99 www.gfac.com/pl Szkolenie Dla wzrostu wydajności Achieve more... Czy wiecie? 50%
Politechnika Krakowska im. Tadeusza Kościuszki. Karta przedmiotu. obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016
 Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016 Kierunek studiów: Mechanika i Budowa Maszyn
Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016 Kierunek studiów: Mechanika i Budowa Maszyn
Okres realizacji projektu: r r.
 PROJEKT: Wykorzystanie modułowych systemów podawania i mieszania materiałów proszkowych na przykładzie linii technologicznej do wytwarzania katod w bateriach termicznych wraz z systemem eksperckim doboru
PROJEKT: Wykorzystanie modułowych systemów podawania i mieszania materiałów proszkowych na przykładzie linii technologicznej do wytwarzania katod w bateriach termicznych wraz z systemem eksperckim doboru
UCHWYT HYDROPOWER O SMUKŁEJ KONSTRUKCJI I DUŻEJ SILE MOCOWANIA
 INNOWACJA Ceny netto (w ) bez VAT, ważne do 31. 07. 2016 UCHWYT HYDROPOWER O SMUKŁEJ KONSTRUKCJI I DUŻEJ SILE MOCOWANIA Nowy hydrauliczny uchwyt zaciskowy GARANT innowacyjne rozwiązanie wielu problemów.
INNOWACJA Ceny netto (w ) bez VAT, ważne do 31. 07. 2016 UCHWYT HYDROPOWER O SMUKŁEJ KONSTRUKCJI I DUŻEJ SILE MOCOWANIA Nowy hydrauliczny uchwyt zaciskowy GARANT innowacyjne rozwiązanie wielu problemów.
SYLABUS. Studia Kierunek studiów Poziom kształcenia Forma studiów Inżynieria materiałowa studia pierwszego studia stacjonarne
 SYLABUS Nazwa Procesy specjalne Nazwa jednostki prowadzącej Wydział Matematyczno-Przyrodniczy przedmiot Centrum Mikroelektroniki i Nanotechnologii Kod Studia Kierunek studiów Poziom kształcenia Forma studiów
SYLABUS Nazwa Procesy specjalne Nazwa jednostki prowadzącej Wydział Matematyczno-Przyrodniczy przedmiot Centrum Mikroelektroniki i Nanotechnologii Kod Studia Kierunek studiów Poziom kształcenia Forma studiów
Frezy trzpieniowe z węglików spiekanych
 Frezy z węglików spiekanych Frezy z węglików spiekanych Flexovit produkowane są na najnowocześniejszych obrabiarkach numerycznych, dzięki czemu osiągają wysoką powtarzalność i jakość. Frezy z węglików
Frezy z węglików spiekanych Frezy z węglików spiekanych Flexovit produkowane są na najnowocześniejszych obrabiarkach numerycznych, dzięki czemu osiągają wysoką powtarzalność i jakość. Frezy z węglików
INNOWACJE TECHNOLOGIE MASZYNY POLSKA 2014 Lista produktów nagrodzonych Złotym Medalem MTP
 INNOWACJE TECHNOLOGIE MASZYNY POLSKA 2014 Lista produktów nagrodzonych Złotym Medalem MTP 1. Pionowe centrum obróbcze FEHLMANN PICOMAX 75 Fehlmann AG Maschinenfabrik, Szwajcaria Zgłaszający: ALFLETH Engineering
INNOWACJE TECHNOLOGIE MASZYNY POLSKA 2014 Lista produktów nagrodzonych Złotym Medalem MTP 1. Pionowe centrum obróbcze FEHLMANN PICOMAX 75 Fehlmann AG Maschinenfabrik, Szwajcaria Zgłaszający: ALFLETH Engineering
Obróbka ubytkowa Material Removal Processes. Automatyka i robotyka I stopień Ogólno akademicki Studia stacjonarne
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka ubytkowa Material Removal Processes A. USYTUOWANIE MODUŁU W SYSTEMIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka ubytkowa Material Removal Processes A. USYTUOWANIE MODUŁU W SYSTEMIE
ASP-631 wersja WL(E)
") ASP-631 wersja WL(E) Automatyczna szlifierka z głowicą obrotową do ostrzenia i profilowania pił do drewna i metalu o różnych geometriach zębów [w tym zębów o zarysie łukowym] sterowana w 5 osiach. ASP-631
ASP-631 wersja WL(E) Automatyczna szlifierka z głowicą obrotową do ostrzenia i profilowania pił do drewna i metalu o różnych geometriach zębów [w tym zębów o zarysie łukowym] sterowana w 5 osiach. ASP-631
PLAN STUDIÓW - STUDIA STACJONARNE I STOPNIA kierunek: mechanika i budowa maszyn
 semestralny wymiar godzin PLAN STUDIÓW - STUDIA STACJONARNE I STOPNIA kierunek: mechanika i budowa maszyn Semestr 1 /sem. 1 Algebra liniowa 20 20 40 4 egz. 2 Analiza matematyczna 40 40 80 8 egz. 3 Ergonomia
semestralny wymiar godzin PLAN STUDIÓW - STUDIA STACJONARNE I STOPNIA kierunek: mechanika i budowa maszyn Semestr 1 /sem. 1 Algebra liniowa 20 20 40 4 egz. 2 Analiza matematyczna 40 40 80 8 egz. 3 Ergonomia
Kierunek: Inżynieria Materiałowa Poziom studiów: Studia I stopnia Forma i tryb studiów: Stacjonarne. Wykład Ćwiczenia
 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Poziom studiów: Studia I stopnia Forma i tryb studiów: Stacjonarne Rocznik: 2016/2017 Język wykładowy: Polski Semestr
Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Poziom studiów: Studia I stopnia Forma i tryb studiów: Stacjonarne Rocznik: 2016/2017 Język wykładowy: Polski Semestr
WSZECHSTRONNOŚĆ: Nie bazujemy tylko na tradycji. Systematycznie wprowadzamy innowacyjne rozwiązania do naszych produktów, modernizujemy
 Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
PRZEWODNIK PO PRZEDMIOCIE
 PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji NOWOCZESNE TECHNIKI WYTWARZANIA Bezpieczeństwo i Higiena Pracy Stacjonarne I stopnia Rok Semestr Jednostka prowadząca
PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji NOWOCZESNE TECHNIKI WYTWARZANIA Bezpieczeństwo i Higiena Pracy Stacjonarne I stopnia Rok Semestr Jednostka prowadząca
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Teoria sprężystości i plastyczności 1W E (6 ECTS) Modelowanie i symulacja ruchu maszyn i mechanizmów 1L (3 ECTS)
 Modelowanie i symulacja ruchu maszyn i mechanizmów 1L (3 ECTS)") Kierunek : MECHANIKA I BUDOWA MASZYN. Studia niestacjonarne II-go stopnia, specjalność KOMPUTEROWE PROJEKTOWANIE MASZYN I URZĄDZEŃ godzin Analiza wytrzymałościowa elementów konstrukcji W E, C ( ECTS) Symulacje
Kierunek : MECHANIKA I BUDOWA MASZYN. Studia niestacjonarne II-go stopnia, specjalność KOMPUTEROWE PROJEKTOWANIE MASZYN I URZĄDZEŃ godzin Analiza wytrzymałościowa elementów konstrukcji W E, C ( ECTS) Symulacje
Technik mechanik. Zespół Szkół Nr 2 w Sanoku
 Technik mechanik Zespół Szkół Nr 2 w Sanoku Technik mechanik Głównym celem pracy technika mechanika jest naprawa maszyn i urządzeń technicznych oraz uczestniczenie w procesie ich wytwarzania i użytkowania.
Technik mechanik Zespół Szkół Nr 2 w Sanoku Technik mechanik Głównym celem pracy technika mechanika jest naprawa maszyn i urządzeń technicznych oraz uczestniczenie w procesie ich wytwarzania i użytkowania.
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA
 : Studium: stacjonarne, I st. : : MiBM, Rok akad.: 2016/1 Liczba godzin - 15 T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący:
: Studium: stacjonarne, I st. : : MiBM, Rok akad.: 2016/1 Liczba godzin - 15 T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący:
nr projektu w Politechnice Śląskiej 11/030/FSD18/0222 KARTA PRZEDMIOTU
 Z1-PU7 WYDANIE N3 Strona: 1 z 5 (pieczęć wydziału) KARTA PRZEDMIOTU 1. Nazwa przedmiotu: MATERIAŁY I TECHNOLOGIE STOSOWANE W BUDOWIE POJAZDÓW 3. Karta przedmiotu ważna od roku akademickiego: 2018/2019
Z1-PU7 WYDANIE N3 Strona: 1 z 5 (pieczęć wydziału) KARTA PRZEDMIOTU 1. Nazwa przedmiotu: MATERIAŁY I TECHNOLOGIE STOSOWANE W BUDOWIE POJAZDÓW 3. Karta przedmiotu ważna od roku akademickiego: 2018/2019
Obróbka po realnej powierzchni o Bez siatki trójkątów o Lepsza jakość po obróbce wykańczającej o Tylko jedna tolerancja jakości powierzchni
 TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA. PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki
 PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
Park Naukowo-Technologiczny Uniwersytetu Zielonogórskiego Centrum Technologii Informatycznych
 Uniwersytetu Zielonogórskiego Centrum Technologii Informatycznych dr inż. Wojciech Zając Geneza Przykład wzorowej współpracy interdyscyplinarnej specjalistów z dziedzin: mechaniki, technologii, logistyki,
Uniwersytetu Zielonogórskiego Centrum Technologii Informatycznych dr inż. Wojciech Zając Geneza Przykład wzorowej współpracy interdyscyplinarnej specjalistów z dziedzin: mechaniki, technologii, logistyki,
Gałęzie przemysłu, w których jesteśmy partnerem
 Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
Informacje o zawodach (szkoła młodzieżowa) I. Technikum zawodowe (4-letnie) 1) Technik mechanik
 I. Technikum zawodowe (4-letnie) 1) Technik mechanik") Informacje o zawodach (szkoła młodzieżowa) I. Technikum zawodowe (4-letnie) 1) Technik mechanik Organizuje i nadzoruje produkcję, montaż, naprawy i konserwacje wszelkich maszyn i urządzeo produkowanych
Informacje o zawodach (szkoła młodzieżowa) I. Technikum zawodowe (4-letnie) 1) Technik mechanik Organizuje i nadzoruje produkcję, montaż, naprawy i konserwacje wszelkich maszyn i urządzeo produkowanych
PIŁY TAŚMOWE DO DREWNA PREMIUM
 PIŁY TAŚMOWE DO DREWNA PREMIUM Misją QSGS Technology jest produkcja najwyższej jakości narzędzi gwarantujących Klientom obniżenie kosztów funkcjonowania i wzrost konkurencyjności ich firm. PRODUCENT PIŁ
PIŁY TAŚMOWE DO DREWNA PREMIUM Misją QSGS Technology jest produkcja najwyższej jakości narzędzi gwarantujących Klientom obniżenie kosztów funkcjonowania i wzrost konkurencyjności ich firm. PRODUCENT PIŁ
Zrobotyzowane urządzenie laserowe do obróbki tworzyw sztucznych
 Instytut Maszyn Przepływowych PAN Centrum Techniki Plazmowej i Laserowej Gdańsk, ul. Fiszera 14, Zrobotyzowane urządzenie laserowe do obróbki tworzyw sztucznych dr hab. Marek Kocik Spis tematów 1. Cel
Instytut Maszyn Przepływowych PAN Centrum Techniki Plazmowej i Laserowej Gdańsk, ul. Fiszera 14, Zrobotyzowane urządzenie laserowe do obróbki tworzyw sztucznych dr hab. Marek Kocik Spis tematów 1. Cel
Opis efektów kształcenia dla modułu zajęć
 Nazwa modułu: Maszyny i urządzenia przeróbki metali Rok akademicki: 2013/2014 Kod: RAR-1-309-s Punkty ECTS: 2 Wydział: Inżynierii Mechanicznej i Robotyki Kierunek: Automatyka i Robotyka Specjalność: Poziom
Nazwa modułu: Maszyny i urządzenia przeróbki metali Rok akademicki: 2013/2014 Kod: RAR-1-309-s Punkty ECTS: 2 Wydział: Inżynierii Mechanicznej i Robotyki Kierunek: Automatyka i Robotyka Specjalność: Poziom
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak
 Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
TMALASER Teresa Malinowska
 TMALASER Teresa Malinowska O NAS Firma TMALASER Teresa Malinowska działa od 2006 roku zgodnie z wymogami ISO. Podstawowym przedmiotem naszej działalności jest produkcja detali, podzespołów dla przemysłu
TMALASER Teresa Malinowska O NAS Firma TMALASER Teresa Malinowska działa od 2006 roku zgodnie z wymogami ISO. Podstawowym przedmiotem naszej działalności jest produkcja detali, podzespołów dla przemysłu
Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej.
 FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA TECHNICZNA NIEWYCZERPANY POTENCJAŁ Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej. Jak produkuje się zaawansowaną ceramikę techniczną?
FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA TECHNICZNA NIEWYCZERPANY POTENCJAŁ Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej. Jak produkuje się zaawansowaną ceramikę techniczną?
Informator dla kandydatów na studia
 Kształtowanie struktury i własności materiałów nanostrukturalnych Komputerowe wspomaganie doboru i projektowania materiałów Zasady projektowania i modelowania materiałów nanostrukturalnych Metody sztucznej
Kształtowanie struktury i własności materiałów nanostrukturalnych Komputerowe wspomaganie doboru i projektowania materiałów Zasady projektowania i modelowania materiałów nanostrukturalnych Metody sztucznej
Technologia elementów optycznych
 Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 1 Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 1 Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
kierunkowy (podstawowy / kierunkowy / inny HES) obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy
 obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014