ISP Automatyczny nastawnik grubości cięcia do traków taśmowych
|
|
|
- Helena Walczak
- 8 lat temu
- Przeglądów:
Transkrypt
1 ISP Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Automatyczny nastawnik grubości cięcia ISP-010 przeznaczony jest do zamontowania w traku taśmowym poziomym. Przed zamontowaniem i uruchomieniem nastawnika prosimy uważnie przeczytać niniejszą instrukcję, wskazówki w niej zawarte pozwolą na prawidłowe uruchomienie i zapewnią bezawaryjną eksploatację naszego wyrobu. 1

2 Spis treści : Rozdział 1 - Zamontowanie i podłączenie Rozdział 2 - Pierwsze uruchomienie Rozdział 3 - Sprawdzenie parametrów nastawnika Rozdział 4 - Klawisze szybkiego dostępu A, B, C Rozdział 5 - Cięcie w trybie zwykłym ( deska po desce ) Rozdział 6 - Cięcie w trybie zwykłym bez zdejmowania desek po każdym cięciu Rozdział 7 - Cięcie z rozmierzaniem ręcznym ( manual program ) Rozdział 8 - Cięcie z rozmierzaniem automatycznym ( quick program ) Rozdział 9 - Cięcie z użyciem ułożonego wcześniej programu ( A,B,C) Rozdział 10 - Zalecenia eksploatacyjne Rozdział 11 - Zgodność EMC Rozdział 12 - Możliwe problemy i sposoby ich usunięcia Zamontowanie i podłączenie nastawnika ROZDZIAŁ 1 Przy montażu nastawnika w maszynie należy ściśle przestrzegać zaleceń zawartych instrukcji. Punkt - 1 Przed przystąpieniem do montażu w pulpicie sterującym ( rys.1 ), należy wyciąć w nim prostokątny otwór o wymiarach 175 x 140 mm. Otwór powinien być starannie wykonany, tak aby zapewnić przyleganie na całym jego obwodzie gumowej uszczelki panelu przedniego. Ewentualne nierówności krawędzi pozostałe po cięciu należy wygładzić drobnym pilnikiem i zabezpieczyć przed korozją poprzez pomalowanie dobrej jakości farbą lub lakierem. Jeśli na pulpicie nie ma wystarczająco dużo wolnej powierzchni do zamontowania nastawnika, można domontować go do pulpitu w dowolnym miejscu jako dodatkowe, niezależne urządzenie ( rys.2 ) Rys.1 - montaż nastawnika w pulpicie sterującym maszyny Rys.2-2

3 montaż nastawnika jako niezależnego urządzenia W przypadku montażu nastawnika jako niezależnego urządzenia można po skończeniu montażu dokręcić go do konstrukcji maszyny bezpośrednio za pośrednictwem 4 szt. Wkrętów 4,1x10 znajdujących się w komplecie, lub, jeśli jest taka konieczność, wykonać dodatkowy element mocujący, który po dokręceniu do tyłu obudowy posłuży jako wspornik dystansowy ( rys.2, element E ). Montaż elektryczny UWAGA! Ze względu na możliwość porażenia prądem elektrycznym wszystkie podłączenia należy wykonywać tylko przy odłączonym całkowicie zasilaniu maszyny. Najlepiej w tym celu wyłączyć główny wyłącznik maszyny!!. Wszystkie połączenia powinny być wykonane przewodami elektrycznymi w podwójnej izolacji przeznaczonymi dla urządzeń sterujących zasilanych z sieci prądu przemiennego 230V. Przewody wchodzące do obudowy powinny być okrągłe o średnicy dostosowanej do dławików zamontowanych w tyle obudowy. Końcówki przewodów powinny zostać oczyszczone i wyposażone w końcówki tulejowe podobne do zastosowanych w enkoderze obrotowym lub pocynowane przed dokręceniem. Ma to znaczenie dla poprawnej i bezawaryjnej pracy nastawnika w przyszłości. 3

4 W celu zapewnienia poprawnej, bezawaryjnej pracy należy dokładnie wykonać czynności połączeniowe zgodnie z poniższymi punktami, niewłaściwe podłączenie może powodować zakłócenia w pracy nastawnika utrudniające jego działanie. Maszyna w której instalujemy nastawnik musi posiadać sprawne wyłączniki krańcowe głowicy a styczniki posuwu góra - dół powinny być zabezpieczone przed załączeniem obydwu na raz!!. Punkt - 2 Montaż transformatora zasilającego TSS-8/001 W szafce zasilającej maszyny należy zamocować transformator zasilający dostarczony w zestawie (TSS-8/001). Mocowanie transformatora przewidziane jest na typową szynę mocującą TSS-35, stosowaną powszechnie w maszynach elektrycznych. Miejsce na zamocowanie transformatora powinno być tak wybrane aby znajdował się on maksymalnie daleko od innych elementów elektrycznych ( przemienniki częstotliwości, styczniki, inne transformatory ), jest to ważne ze względu na możliwość przenikania zakłóceń elektromagnetycznych poprzez transformator do układu elektronicznego nastawnika. Do zacisków transformatora oznaczonych jako PRI 230V należy podłączyć przewody którymi doprowadzone będzie napięcie zasilające transformator 230V. Do zasilania transformatora należy wybrać tą fazę instalacji elektrycznej maszyny do której nie są podłączone cewki styczników i falownik. Przewody zasilania 230V poprowadzić należy jak najdalej od innych przewodów znajdujących się w szafce. Do zacisków transformatora oznaczonych jako SEC 12V należy podłączyć przewody którymi zasilana będzie płyta elektroniczna nastawnika. Podobnie jak w przypadku poprzedniego połączenia należy poprowadzić je jak najdalej od pozostałych przewodów maszyny, w tym również przewodów 230V, którymi zasilany jest transformator. Długość przewodu zasilającego ( 12V ) należy dobrać do miejsca, w którym zamontowany zostanie nastawnik. Punkt - 3 Montaż dławika DPZ-320 Dławik przeciwzakłóceniowy DPZ-320 znajdujący się w zestawie zapobiega nadmiernej emisji zakłóceń elektromagnetycznych wytwarzanych podczas pracy styczników elektrycznych zamontowanych w maszynie. Jego poprawne zamontowanie jest bardzo ważne dla poprawnej pracy nastawnika. Dławik DPZ-320, podobnie jak transformator zasilający posiada obudowę dostosowaną do montowania na szynie TSS-35. Dławik powinien zostać zamontowany jak najbliżej styczników sterujących posuwem góra-dół głowicy maszyny. DPZ-320 zawiera trzy niezależne sekcje dławików ( rys. 3 ), oznaczone jako DŁ-1... DŁ-3 a każda sekcja ma dwa wyprowadzenia oznaczone jako A i B. Wyprowadzenia A i B każdej sekcji powinny zostać połączone równolegle do cewki styczników ( zacisk A do jednego zacisku cewki a zacisk B do drugiego zacisku cewki ). Poszczególne sekcje powinny zostać podłączone kolejno do cewki stycznika posuw - dół, cewki stycznika posuw - góra i cewki stycznika załączającego korowarkę ( jeśli maszyna jest w nią wyposażona ). Rys.3 4
.")
5 Punkt - 4 Montaż enkodera obrotowego Enkoder obrotowy znajdujący się w zestawie służy do zamiany obrotowego ruchu śruby poruszającej głowicę na impulsy elektryczne doprowadzane następnie do nastawnika. Liczba impulsów na jeden obrót śruby jest zależna od jej skoku, zależność tą przedstawia tabela 1. Śruba trapezowa poruszająca głowicę maszyny powinna posiadać dostępny ( wolny ) jeden koniec tak aby możliwe było nawiercenie w niej otworu służącego do wkręcenia końcówki sprzęgiełka enkodera. W większości traków spotykanych na rynku wolny koniec tej śruby znajduje się u góry. Otwór powinien zostać nawiercony dokładnie centrycznie, w przeciwnym przypadku może nastąpić kołysanie zamontowanego enkodera co doprowadzić może do jego uszkodzenia. Po nawierceniu otworu na głębokość ok. 15 mm należy go nagwintować gwintownikiem M8. Teraz można przystąpić do umocowania enkodera wykorzystując do tego celu dostarczoną w zestawie opaskę mocującą ( rys. 4 ). Opaska powinna być umocowana do konstrukcji maszyny za pomocą wspornika, który, ze względu na różnice w konstrukcjach mechanicznych spotykanych na rynku traków należy wykonać we własnym zakresie. Przykładowy widok enkodera zamontowanego na górnym końcu śruby trapezowej przedstawia fot. 4a Rysunek 4 Fot. 4a Tabela 1 Skok śruby ( mm. \ obr. ) Typ enkodera Dzielnik 3 Obrotowy 12 imp./obr. 8 4 Obrotowy 42 imp./obr Obrotowy 50 imp./obr Obrotowy 48 imp./obr Obrotowy 42 imp./obr Obrotowy 48 imp./obr Obrotowy 45 imp./obr Obrotowy 50 imp./obr. 10 Trak taśmowy łańcuchowy Liniowy MSK MB Dane zawarte w tabeli należy wykorzystać podczas procedury sprawdzania parametrów nastawnika Przewód od enkodera obrotowego należy poprowadzić z dala od innych przewodów elektrycznych. Mocując go opaskami zaciskowymi doprowadzamy w miejsce gdzie zamontowany zostanie nastawnik. Uwaga, należy sprawdzić dokręcenie złącza przewodu enkodera aby zapewnić poprawną szczelność połączenia!!! Punkt - 5 Montaż enkodera liniowego magnetycznego ( wersja enkodera do traków łańcuchowych ) W przypadku maszyny z głowicą poruszaną przy pomocy łańcucha należy zastosować enkoder liniowy typu MSK-320 współpracujący z taśmą magnetyczną MB Taśma magnetyczna pomiarowa składa się z dwu części wyposażonych w samoprzylepną warstwę. 5

6 Pierwsza grubsza część naklejana jest jako pierwsza na gładką, równą i prosta powierzchnię ( po uprzednim dokładnym oczyszczeniu i odtłuszczeniu przy użyciu acetonu lub spirytusu ). Przy naklejaniu należy odbezpieczyć tylko część taśmy chroniącej powłokę z klejem a następnie przykleić pierwszy odcinek zaczynając od góry. Następnie stopniowo odbezpieczać folię z dalszej części równocześnie klejąc taśmę do podłoża. Przy naklejaniu do dociskania można użyć gumowego wałka w celu lepszego nacisku. Należy uważnie naklejać taśmę tak aby nie powstały wybrzuszenia i aby taśma była naklejona równo w linii prostej. Po naklejeniu pierwszej części naklejamy na nią zabezpieczającą taśmę stalową zachowując zalecenia takie jak w przypadku pierwszego klejenia. Obie taśmy powinny być równo naklejone jedna na drugą. Sensor MSK 320 z kablem powinien być zamontowany na nieruchomej części maszyny ( względem sterownika ) aby nie powstawały ruchy przewodu mogące go uszkodzić. W przypadku montowania sensora jako ruchomego należy jego przewód zabezpieczyć w ruchomych szynach zapobiegających jego niekontrolowanym zagnieceniom. Sensor należy przykręcić dwoma śrubami przechodzącymi przez obudowę tak aby był prowadzony nad taśmą w odległości 1 do 1,5 mm. Równolegle do niej. Przy prowadzeniu przewodu od sensora należy zwrócić uwagę aby był on maksymalnie oddalony od innych przewodów i urządzeń elektrycznych. Taśma ponad którą porusza się sensor nie może być zbliżana przed montażem, w trakcie jak i po nim do źródeł pola magnetycznego ( magnesy trwałe, elektromagnesy ) pod groźbą jej uszkodzenia. Co jakiś czas powierzchnia taśmy powinna być oczyszczona z kurzu i brudu miękką szczotką. Nie należy uderzać w taśmę lub sensor. Sensor musi być zamontowany naklejką z napisem SCALE SIDE w stronę taśmy magnetycznej. Sensor i taśma powinny być zamontowane w taki sposób aby podczas całego ruchu roboczego głowicy sensor MSK-320 na całej swej długości pozostawał w zasięgu znajdującej się pod nim taśmy magnetycznej. Należy szczególną uwagę zwrócić na stabilność montażu sensora i taśmy, tak aby w czasie pracy nie dochodziło do drgań tych elementów. Sposób montowania sensora magnetycznego i taśmy 6

7 Punkt - 6 Podłączenie wyjść sterujących posuwem głowicy Maszyna w której ma być zamontowany nastawnik grubości cięcia powinna posiadać styczniki ( przekaźniki ) służące do załączania posuwu głowicy z piłą w kierunku góra - dół. Sterowanie stycznikami powinno być połączone w sposób zabezpieczający przed przypadkowym załączeniem obu styczników w tym samym czasie, ( załączenie jednego stycznika automatycznie powoduje brak możliwości załączenia drugiego stycznika ). Do tego celu należy wykorzystać styki pomocnicze styczników łącząc je wg schematu poniżej. Podłączenie styczników z zabezpieczeniem przed jednoczesnym załączeniem Podłączenie przewodów sterujących stycznikami Przyciski sterujące posuwem głowicy do dołu i do góry, w które wyposażona jest fabrycznie maszyna powinny być typu zwiernego bez podtrzymania (powinny zwierać swoje styki przy naciśnięciu a rozwierać po puszczeniu przycisku). Do przycisków sterujących posuwem góra - dół głowicy na pulpicie maszyny należy dołączyć przewód zawierający dwie pary kabli w podwójnej okrągłej izolacji, o takiej średnicy aby możliwe było przełożenie go poprzez większy dławik w tylnej części obudowy nastawnika. Jedną parę przewodów łączymy równolegle ( rys. 5 ) do zacisków przycisku posuw dół, drugą parę analogicznie łączymy do zacisków przycisku posuw góra. Pamiętać należy o założeniu montażowych tulejek zaciskowych lub pocynowaniu końcówek. Obie pary przewodów powinny różnić się kolorami co ułatwi późniejsze, właściwe podłączenie do odpowiednich zacisków na płycie nastawnika. Przewody prowadzimy z dala od innych przewodów elektrycznych i doprowadzamy w miejsce gdzie zamontowany będzie pulpit nastawnika. Rysunek 5 Schemat podłączenia przycisków sterujących 7
. Do tego celu należy wykorzystać styki pomocnicze styczników łącząc je wg schematu poniżej.")
8 Można też podłączyć przewody którymi sterowane będą styczniki bezpośrednio do styczników, tak aby zachować oryginalny układ połączeń sterujących lecz prostszym rozwiązaniem jest to omówione powyżej. Punkt - 6 Dołączenie przygotowanych przewodów do płyty nastawnika i zmontowanie obudowy. Po wykonaniu wszystkich potrzebnych połączeń możemy przystąpić do podłączenia przewodów do płyty nastawnika. W tylną część obudowy wkręcamy trzy dławiki typu PG, mocując je nakrętkami od wewnątrz obudowy. Przez dławiki wprowadzamy kolejno przewody : - przez największy dławik przewody sterowania stycznikami (dwie pary przewodów od przycisków sterujących ) - przez środkowy dławik przewód od enkodera obrotowego - przez dławik najbliższy środka obudowy przewód zasilający 12V ( przewód od zacisków SEC 12V transformatora TSS8/001 ). Przewody zasilające 12V po uprzednim przygotowaniu końcówek dokręcamy do złącza oznaczonego jako 12 V na płycie nastawnika. Przewody sterowania stycznikami podłączamy kolejno : - parę nr.1 przewodów sterujących stycznikiem posuw - dół do złącza oznaczonego jako DWN nastawnika - parę nr.2 przewodów sterujących stycznikiem posuw - góra do złącza oznaczonego jako UP nastawnika Podłączenie enkodera obrotowego w traku z głowicą poruszaną na śrubie : Przewód enkodera obrotowego podłączamy kolejno do złącz oznaczonych ENCODER : - brązowy do złącza plus (+) - (brązowy w wersji enkodera bez odłączalnego przewodu) - niebieski do złącza minus (-) - (zielony w wersji enkodera bez odłączalnego przewodu) - biały do złącza IN-1 - (biały w wersji enkodera bez odłączalnego przewodu) - czarny do złącza IN-2 : - (żółty w wersji enkodera bez odłączalnego przewodu) Podłączenie enkodera magnetycznego MSK-320 w traku z głowicą poruszaną na łańcuchu : Przewód enkodera magnetycznego podłączamy kolejno do złącz oznaczonych ENCODER : - brązowy przewód MSK-320 do złącza oznaczonego jako plus (+) nastawnika - czarny przewód MSK-320 do złącza oznaczonego jako minus (-) nastawnika - czerwony przewód MSK-320 do złącza oznaczonego jako IN-1 nastawnika - pomarańczowy przewód MSK-320 do złącza oznaczonego jako IN-2 nastawnika 8
 - przez środkowy dławik przewód od enkodera")
9 Uwaga!! niewłaściwe podłączenie przewodów w przypadku enkodera obrotowego, lub magnetycznego, spowoduje poważne uszkodzenie enkodera!! Po wykonaniu wszystkich połączeń można przystąpić do skręcenia obudowy nastawnika. Przed włożeniem panelu przedniego w tył obudowy lub pulpit, należy sprawdzić czy gumowa uszczelka znajduje się w przeznaczonym dla niej rowku na obwodzie panelu. Jest to ważne ze względu na zapewnienie odpowiedniej szczelności połączenia i zapobiega przedostawaniu się zanieczyszczeń do wnętrza obudowy. Po włożeniu panelu w tylną część obudowy skręcamy go sześcioma wkrętami 4,1x12 znajdującymi się w komplecie. Przed ostatecznym zamontowaniem nastawnika i dokręceniem go do maszyny zalecane jest sprawdzenie poprawności działania według opisu z rozdziału " pierwsze uruchomienie nastawnika ". Po upewnieniu się że nastawnik jest prawidłowo podłączony i działa według opisu, można wcisnąć zaślepki zabezpieczające w otwory prowadzące śruby, i dokręcić nastawnik do maszyny. Montaż nastawnika w pulpicie przebiega w sposób analogiczny jak powyżej, jedyną różnicą jest to że panel przedni dokręcany jest od tyłu plastikową ramką poprzez blachę obudowy pulpitu. Po skręceniu delikatnie naciągamy przewody wychodzące z dławików PG, aby usunąć ich niepotrzebny nadmiar z wnętrza obudowy (nie należy mocno ciągnąć za przewody aby nie uszkodzić ich podłączeń do zacisków nastawnika )., a następnie dokręcić zewnętrzne nakrętki dławików PG, uszczelniające miejsca wprowadzenia przewodów. Teraz, w przypadku montażu jako niezależne urządzenie można dokręcić całość do maszyny lub wspornika, za pomocą czterech wkrętów 4,1x10, wkręcając je w cztery, przeznaczone do tego celu otwory w tylnej części obudowy nastawnika. Pierwsze uruchomienie Rozdział 2 Sprawdzenie poprawności podłączenia nastawnika Aby sprawdzić poprawność połączeń należy wykonać poniższe czynności : - po włączeniu zasilania sprawdzić czy na nastawniku wyświetlony zostanie napis ISP 010. Jeśli nie, należy sprawdzić poprawność połączeń transformatora TSS 8/001 i ponowić próbę. - Po zniknięciu napisu ISP 010 należy nacisnąć na chwilę przycisk sterowania ręcznego głowicy do dołu znajdujący się na pulpicie maszyny. W czasie ręcznego opuszczania głowicy należy zwrócić uwagę czy wymiar wyświetlany w okienku " Saw Height " maleje wraz z ruchem głowicy do dołu. Podobnie, naciskając przycisk sterowania ręcznego głowicy do góry, wymiar w okienku " Saw Height " powinien się zwiększać wraz z ruchem głowicy do góry. Jeśli licznik pracuje niewłaściwie, tzn. wartość wyświetlana maleje w czasie ruchu głowicy do góry, a rośnie w czasie ruchu do dołu, należy zamienić miejscami przewody czarny z białym w przypadku stosowania enkodera obrotowego, lub czerwony z pomarańczowym w przypadku stosowania enkodera magnetycznego MSK-320, ( złącze ENCODER, zaciski In1, In2 ), i ponownie sprawdzić poprawność liczenia. Sprawdzenie poprawności liczenia jest bardzo istotne, jeśli kierunek liczenia nie będzie poprawny, nastawnik nie będzie funkcjonował. - Po sprawdzeniu poprawności liczenia należy nacisnąć krótko klawisz z cyfrą 8 na panelu, w okienku " Board Thickness " powinna pojawić się cyfra 8. Teraz należy nacisnąć krótko klawisz " Start/Next Cut ", nastawnik powinien spowodować krótki ruch głowicy maszyny do dołu. Jeśli głowica wykona ruch w niewłaściwą stronę należy sprawdzić poprawność podłączenia przewodów sterujących stycznikami posuwu góra - dół,do odpowiednich zacisków nastawnika, w razie konieczności zamienić miejscami przewody złącz DWN, UP. Poprawne połączenie wyjść DWN i UP, podobnie jak w przypadku wejść enkodera, jest niezbędne do poprawnej pracy nastawnika. Jeśli sprawdzenie poprawności połączeń według powyższego opisu zakończone zostało powodzeniem można przystąpić do następnego etapu uruchamiania nastawnika ( rozdział 3 ). 9

10 Rozdział 3 Sprawdzenie parametrów nastawnika Aby móc korzystać z porad należy sprawdzić jaki skok ma zastosowana w maszynie śruba na której opuszczana jest głowica. Skok należy zmierzyć i zapisać w miejscu poniżej : Skok śruby trapezowej w tej maszynie wynosi -... mm Teraz należy sprawdzić jaki typ enkodera jest zamontowany w maszynie na końcu śruby ( fot. 4a ). Typ enkodera oznaczony jest na naklejce z boku i oznacza ile impulsów na jeden obrót wytwarza dany enkoder. Po odczytaniu liczby, ( przykładowo 42 imp/obr ) należy zapisać ją poniżej : Typ enkodera obrotowego w tej maszynie to -... imp/obr Teraz posługując się tabelą nr 1 z punktu 4 instrukcji należy sprawdzić jaki dzielnik powinien być zapisany w pamięci aby nastawnik pracował dla danego skoku śruby. Na przykład przy skoku śruby 7 mm i zamontowanym w maszynie przetworniku o oznaczeniu 42 imp /obr dzielnik odczytany z tabeli wynosi 12 Po ustaleniu zgodnie z tabelą właściwego dzielnika dla danej maszyny należy zapisać go poniżej : Dzielnik wejściowy dla tej maszyny wynosi Jeśli nastawnik pracuje w traku łańcuchowym i zamontowany został enkoder magnetyczny MSK-320, dzielnik wejściowy zgodnie z tabelą będzie równy 5 Aby teraz sprawdzić wszystkie parametry wykonaj kolejno punkty Sprawdzenie wartości dzielnika wejściowego Aby to uczynić należy wyłączyć zasilanie nastawnika, następnie załączyć je i w czasie gdy na nastawniku wyświetlany jest napis ISP 010 nacisnąć i przytrzymać chwilę klawisz " Calibr. ". Nastawnik wyświetli w okienku " Board Thickness " symbol dzielnika po lewej stronie, i jego aktualną wartość po prawej. Sprawdzamy czy wartość dzielnika jest zgodna z odczytaną wcześniej z tabeli i zapisaną powyżej. Jeśli wartość nie jest właściwa wpisujemy poprawną i zapisujemy ją do pamięci nastawnika naciskając krótko klawisz " Start / Next Cut ", napis " Save " potwierdza zapisanie dzielnika. 10

11 Pamiętać należy o tym aby po sprawdzeniu lub korekcie wartości dzielnika koniecznie wykonać następne czynności uruchomieniowe, bez tego nastawnik nie będzie funkcjonował. 2 - Sprawdzenie wartości rzazu piły Aby sprawdzić, ewentualnie skorygować wartość rzazu należy nacisnąć i przytrzymać ok.3s klawisz z symbolem piły. Na wyświetlaczu pojawi się symbol rzazu i jego aktualnie wpisany rozmiar. Teraz można sprawdzić, lub ewentualnie zmienić jego wartość w zależności od używanej w traku piły. Wpisując nową wartość rzazu, pamiętać należy o tym, że jest on podawany z dokładnością jednego miejsca po przecinku. Chcąc wpisać rozmiar rzazu piły równy np. 2mm, należy nacisnąć klawisz 2, a następnie niezwłocznie klawisz 0. Na wyświetlaczu powinien być widoczny wpisany wymiar w postaci 2.0. Po sprawdzeniu lub wpisaniu nowej wartości rzazu zapisujemy go do pamięci naciskając krótko klawisz " Start / Next Cut ). Zapisanie potwierdza napis " Save " widoczny przez chwilę na wyświetlaczu. 3 - Autokalibracja ( dopasowanie nastawnika do parametrów mechanicznych maszyny ) Ustaw ręcznie ( przyciskami sterowania ręcznego na pulpicie maszyny ) głowicę z piłą na wysokości ok. 100 mm od poziomu toru, a następnie : naciśnij i przytrzymaj klawisz " Calibr. " przez ok. 3s. Na wyświetlaczu pojawi się napis "Auto Call ", teraz sprawdź czy bezpiecznie można będzie uruchomić głowicę w automatycznym ruchu autokalibracji. Jeśli uruchomienie głowicy nie zagraża bezpieczeństwu osób przebywających w pobliżu naciśnij klawisz " Calibr. ". Nastawnik wykona automatycznie dwa ruchy do dołu, a następnie dziewięć ruchów do góry. Po zakończeniu ruchów kalibracyjnych nastawnik wyłączy napęd głowicy, a na wyświetlaczu pojawi się napis " End Call ", potwierdzający poprawne zakończenie autokalibracji. 11

12 Ze względu na zmiany mechaniczne parametrów traka, spowodowane zmianami temperatury, różnymi współczynniki tarcia itp. zalecane jest wykonywanie autokalibracji przynajmniej dwa razy w tygodniu. 4 - Wpisanie realnej wysokości na jakiej znajduje się piła Sprawdź czy mechaniczna miarka maszyny ( podziałka milimetrowa ze wskazówką pokazującą wysokość głowicy) jest prawidłowo wyskalowana, wysokość głowicy od toru maszyny którą pokazuje wskazówka powinna odpowiadać rzeczywistej wysokości piły od toru maszyny. Prawidłowo wyskalowana miarka ułatwi późniejsze sprawdzanie parametrów nastawnika. Właściwe wyskalowanie jest ważne dla poprawnej kalibracji nastawnika. Jeśli miarka jest prawidłowo wyskalowana, ustaw piłę tak aby wskazówka zatrzymała się dokładnie na pełnych milimetrach, odczytaj dokładnie jaką wysokość pokazuje miarka mechaniczna i wpisz tą wartość do pamięci nastawnika w następujący sposób : Naciśnij i przytrzymaj ok. 3s klawisz " Set Height ", na górnym wyświetlaczu pojawią się poziome kreski. Teraz wpisz wymiar od poziomu toru odczytany z miarki maszyny, używając klawiszy numerycznych nastawnika. Naciskanie kolejnych klawiszy z cyframi wpisywanego wymiaru, należy wykonywać bez zbędnej zwłoki, zbyt długa przerwa traktowana jest przez nastawnik jako zakończenie podawania liczby. Jeśli podczas wpisywania nastąpi pomyłka, należy odczekać ok. 3s i ponownie przystąpić do wpisania wymiaru. Wpisywanie wymiaru dokonujemy w normalnej kolejności, np. wymiar 125 wpisujemy naciskając kolejno klawisze Po wpisaniu wymiaru zapisujemy parametr, naciskając krótko klawisz " Start / Next Cut ". Napis " Save " potwierdza zapisanie wysokości do pamięci nastawnika. 5 - Ustawienie wysokości powrotu piły w funkcji Saw UP W nastawniku istnieje możliwość zaprogramowania 2 trybów wysokości powrotu piły ponad materiałem, dostępnych podczas cięcia, po użyciu klawisza Saw UP, tryb LO i HI. W trybie zwykłym ( LO ), po naciśnięciu klawisza Saw UP, nastawnik podnosi piłę o stałą wysokość ok. 12 mm ponad cięty materiał. W tym trybie przed powrotem głowicy na początek toru należy zdjąć wyciętą deskę. 12

13 W drugim dostępnym trybie ( HI ), nastawnik po naciśnięciu klawisza Saw UP podnosi piłę o 12 mm plus ostatnio cięty wymiar. W tym trybie po wycięciu kolejnej deski można powrócić głowicę na początek toru bez zdejmowania wyciętej deski. Standardowo nastawnik zaprogramowany jest fabrycznie w trybie zwykłym ( LO ). Aby zmienić lub sprawdzić tryb pracy funkcji należy : - wyłączyć zasilanie nastawnika i po ok. 3 s. załączyć je na powrót - w czasie gdy świeci napis ISP-010 nacisnąć i przytrzymać ok. 3 s klawisz "Saw UP" - na górnym wyświetlaczu widoczny jest aktualny, ustawiony tryb pracy. Napis "LO", oznaczający stałe podniesienie głowicy w funkcji "Saw UP" o ok. 12 mm, lub napis "HI", oznaczający podniesienie głowicy w funkcji "Saw UP" o wysokość równą sumie aktualnie wyświetlonego wymiaru cięcia i stałej wysokości równej 12 mm. - Zmianę trybu dokonujemy klawiszami z symbolem strzałek - Zapisanie parametru następuje po naciśnięciu klawisza "Start/Next Cut" Po poprawnym przeprowadzeniu powyższych czynności nastawnik jest gotowy do pracy, i można przystąpić do jego używania zgodnie z przeznaczeniem. Jeśli z jakichkolwiek powodów, prawidłowe przeprowadzenie czynności uruchomieniowych nie było możliwe, należy zlokalizować przyczynę niesprawności posługując się uwagami zawartymi w rozdziale " Możliwe problemy i sposoby ich usunięcia ". 13

14 Wykorzystanie nastawnika w praktyce Nastawnik uwzględnia rzaz piły, grubość cięcia, widoczna na wyświetlaczu odpowiada rzeczywistej grubości deski która zostanie wycięta. W następnych rozdziałach opisane zostały metody cięcia, z wykorzystaniem dostępnych w nastawniku opcji. Rozdział 4 Przypisanie własnych wymiarów do klawiszy A, B, C Nastawnik posiada trzy klawisze oznaczone literami A, B, C. Po ich krótkim naciśnięciu, na wyświetlacz podawany jest wymiar, przypisany uprzednio w pamięci nastawnika do danego klawisza. Aby przypisać klawiszom własne, często używane wymiary należy : - wyłączyć zasilanie nastawnika, następnie załączyć je - w czasie gdy świeci napis ISP-010 nacisnąć i przytrzymać chwilę klawisz A, B, lub C, nastawnik wyświetla napis Abc i poziome kreski - teraz naciskamy jeden z klawiszy których wymiar chcemy zmienić, nastawnik wyświetla literę wybranego klawisza - wpisujemy nowy, potrzebny wymiar i ewentualnie przechodzimy do następnego klawisza naciskając go krótko. - Po wprowadzeniu potrzebnych wymiarów zatwierdzamy zmiany naciskając klawisz "Start/Next Cut", napis "Save" potwierdza zapisanie zmian. Cięcie w trybie zwykłym ( deska po desce ) Rozdział 5 Cięcie w trybie zwykłym jest najprostszą metodą cięcia. W tym trybie rozmierzamy kłodę od góry na poszczególne deski. Aby to zrobić ustawiamy piłę, przyciskami sterowania ręcznego na linię pierwszego od góry cięcia. Przecinamy kłodę, zdejmujemy wyciętą deskę z kłody, a następnie naciskamy klawisz Saw Up ", co powoduje podniesienie piły ponad materiał aby można było bezpiecznie powrócić głowicą na początek cięcia. Teraz możemy zmienić widoczną na dolnym wyświetlaczu ( Board Thickness ) grubość następnego cięcia na inną, wpisaną z klawiatury numerycznej, lub pozostawić aktualnie wyświetlany wymiar bez zmian. Po wybraniu grubości następnego cięcia naciskamy krótko klawisz " Start / Next Cut ", nastawnik ustawi piłę na wysokości zgodnej z ustawioną wcześniej grubością następnej deski. Teraz dokonujemy kolejnego cięcia i analogicznie po jego zakończeniu, zdejmujemy kolejną, wyciętą deskę z kłody, naciskamy klawisz Saw UP " i powracamy na początek kłody. W czasie podniesienia piły, po naciśnięciu klawisza " Saw UP ", możliwa jest zmiana grubości kolejnego cięcia. 14

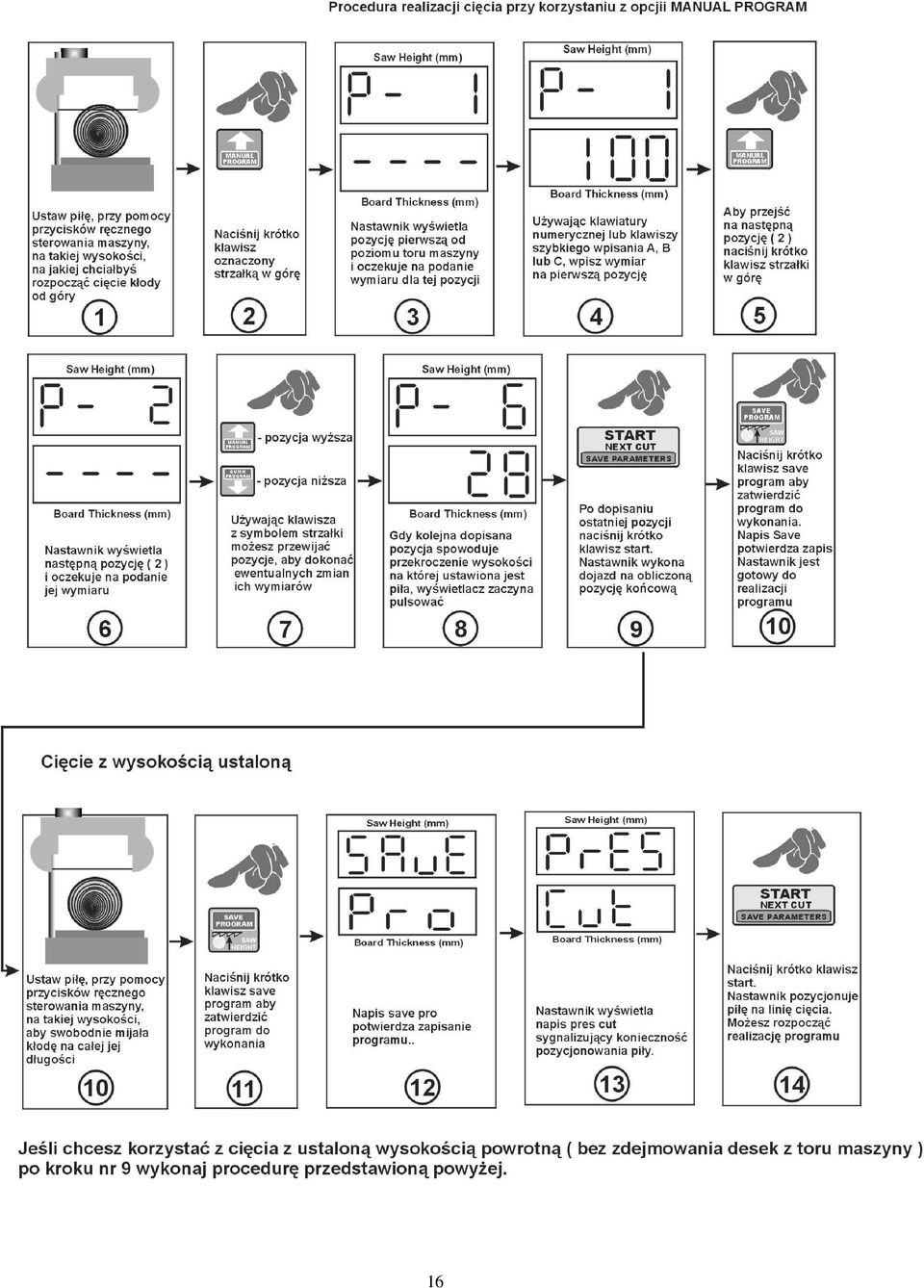
15 Rozdział 6 Cięcie w trybie zwykłym bez zdejmowania desek po każdym cięciu Cięcie w tym trybie rozpoczynamy od ustawienia piły na takiej wysokości, aby znajdowała się ona nieco ponad kłodą, na całej jej długości. Będzie to wysokość do jakiej podniesiona zostanie automatycznie piła każdorazowo po naciśnięciu klawisza Saw UP ", dzięki temu nie trzeba będzie zdejmować z kłody kolejno wycinanych desek. Po ustawieniu piły naciskamy krótko klawisz " Saw Height ". Załączenie wysokości powrotnej sygnalizuje zaświecenie diody z opisem " Height ". Teraz, przyciskami sterowania ręcznego maszyny ustawiamy piłę, na wysokości gdzie chcemy wykonać pierwsze cięcie. Po ustawieniu dokonujemy cięcia analogicznie jak w metodzie " deska po desce ". Po każdym, kolejnym cięciu, gdy użyjemy klawisza Saw UP ", piła podniesiona zostanie do ustalonej na początku cięcia wysokości. Aby wyłączyć zatwierdzoną wysokość ponownie naciskamy krótko klawisz " Saw Height " Cięcie w trybie "manual program" Rozdział 7 Cięcie w tym trybie umożliwia ułożenie własnego programu cięcia metodą " deska po desce ". Układanie odbywa się począwszy od pozycji numer 1 ( pozycja pierwsza od toru maszyny ), i polega na wpisywaniu potrzebnych wymiarów na kolejne pozycje, aż do wysokości na jakiej znajduje się piła. Osiągnięcie tej wysokości jest sygnalizowanie w trakcie układania poprzez miganie wyświetlacza z numerem pozycji, która spowodowała przekroczenie wysokości. Program cięcia układany jest na potrzeby jednego procesu cięcia kłody, i nie jest zapisywany w pamięci nastawnika. Aby ułożyć manualny program cięcia należy dokonać opisanych poniżej czynności. Ustawiamy głowicę z piłą na wysokości górnego końca kłody. Teraz naciskamy krótko klawisz "Manual Program", kontrolka "Program" zapala się a nastawnik wyświetla napis "Str Pro" a następnie pozycję nr 1 i oczekuje na podanie pierwszego wymiaru ( pierwszego od toru ). Po wpisaniu pierwszego wymiaru, przechodzimy naciskając klawisz strzałka w górę, na pozycję nr 2 i wpisujemy jej wymiar. Kolejno wpisujemy wszystkie potrzebne pozycje. Jeśli podczas układania manualnego programu cięcia, po przejściu na kolejną pozycję lub wpisaniu kolejnego wymiaru, wysokość ułożonego programu przekroczy wysokość na jakiej ustawiona jest piła, nastawnik sygnalizuje to miganiem numeru pozycji. W każdym momencie podczas układania programu możliwe jest pozycjonowanie piły na aktualnie widocznej na wyświetlaczu pozycji, za pomocą klawisza "Start/Next Cut". Po ułożeniu programu, gdy piła jest już na pozycji i nie chcemy korzystać z ustalonej wysokości powrotnej ( tryb w którym po każdym cięciu zdejmujemy deskę z toru ), możemy zatwierdzić program do wykonania naciskając krótko klawisz "Save Program". Jeśli chcemy korzystać z ustalonej wysokości powrotnej ( cięcie bez zdejmowania desek z toru ), należy po pozycjonowaniu piły, ale przed zatwierdzeniem programu, podnieść piłę przyciskami sterowania ręcznego na pulpicie maszyny, na wysokość mijania kłody i dopiero nacisnąć klawisz zatwierdzania programu "Save Program". Powoduje to automatyczne przyjęcie wysokości powrotnej ( zapala się kontrolka "Height" ), a nastawnik wyświetla napis "Pres Cut" przypominający o tym że piła nie znajduje się jeszcze na linii pierwszego cięcia. Po naciśnięciu klawisza "Start/Next Cut" piła ustawiona zostaje na linię pierwszego ciecia i można rozpocząć cięcie programowe. Wysokość powrotną można załączyć lub wyłączyć również w trakcie już wykonywanego programu, podnosząc przyciskami ręcznego sterowania głowicę do góry i naciskając krótko klawisz "Save Program". 15

16 16
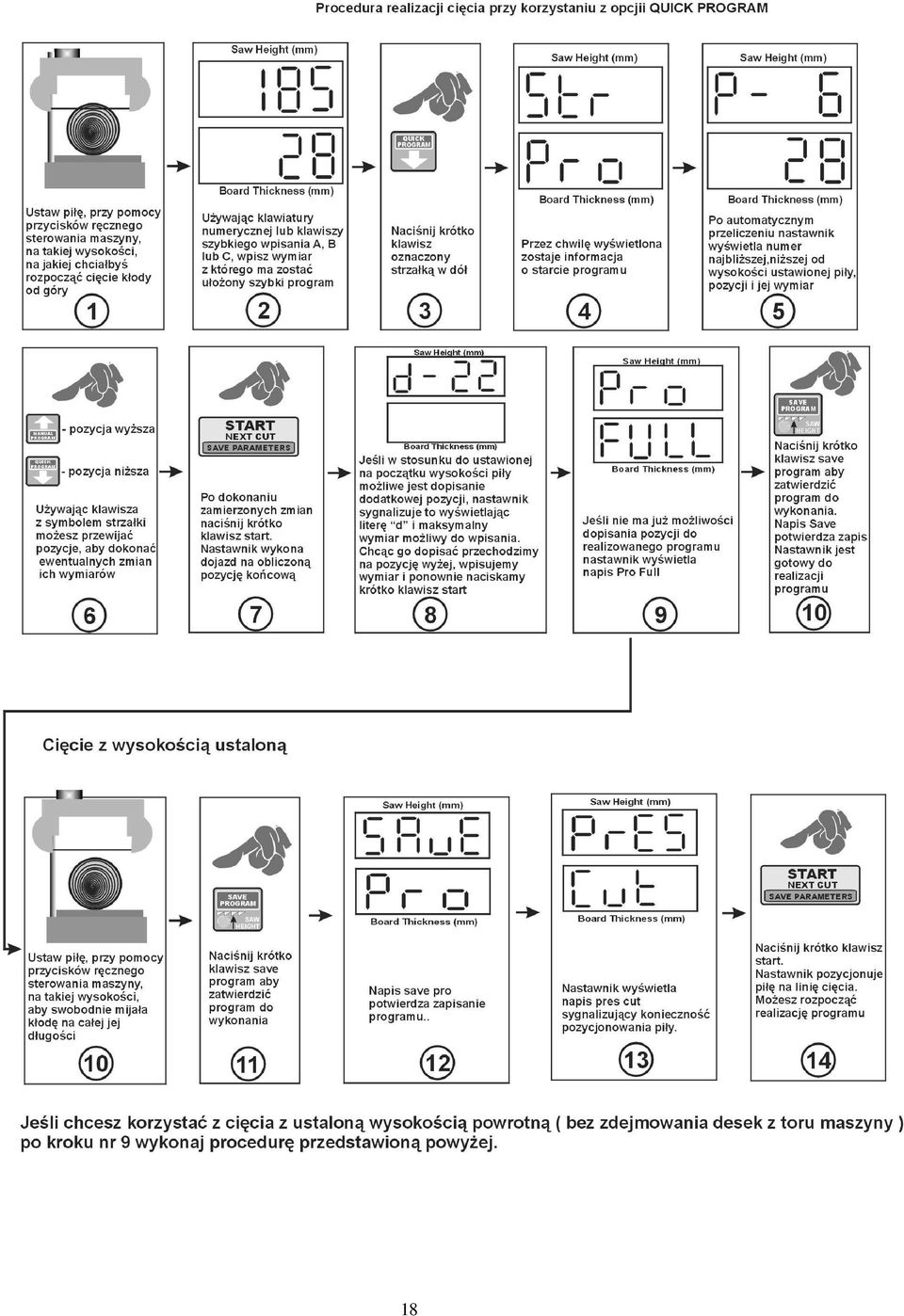
17 Rozdział 8 Cięcie w trybie "quick program" Tryb ten służy do szybkiego, automatycznego rozmierzenia kłody na potrzebne wymiary. Podstawą rozmierzania jest wymiar wpisany i widoczny aktualnie w okienku "Board Thickness". Według tego wymiaru nastawnik oblicza ilość desek, które będzie można wyciąć do wysokości na jakiej ustawiona jest piła. Daje to możliwość szybkiego ułożenia programu z dowolnego wymiaru podanego wcześniej przez operatora. Po wejściu w tryb programu można zmienić dowolnie wymiar jednej lub wielu pozycji a nastawnik przeliczy ponownie i uaktualni pozostałe pozycje do wysokości piły. Aby skorzystać z trybu quick program należy wykonać poniższe czynności. Ustawiamy głowicę z piłą na wysokości górnego końca kłody, na linii gdzie chcemy rozpocząć cięcie ( pierwsze cięcie od góry ). Teraz naciskamy krótko klawisz "Quick Program", kontrolka "program" zapala się, nastawnik wyświetla napis "Str Pro", a następnie wyświetla numer najbliższej, możliwej do wycięcia pozycji. Teraz możemy zmieniać wartości na pozycjach niższych, dopasowując je do potrzeb lub od razu spozycjonować piłę klawiszem "Start/Next Cut". Próba zatwierdzenia programu bez spozycjonowania piły jest odrzucana przez nastawnik i sygnalizowana wyświetleniem przez chwilę napisu "Pres Cut". Podczas zmian wymiarów na poszczególnych pozycjach, pozycje nie mieszczące się w wysokości piły są odrzucane automatycznie przez nastawnik. Jeśli zmiany wymiarów na pozycjach ( wymiary mniejsze ) pozwalają na dopisanie nowej pozycji z układanego programu to nastawnik automatycznie je dopisuje. Po ułożeniu programu pozycjonujemy piłę klawiszem "Start/Next Cut". Nastawnik ustawia piłę na obliczonej automatycznie pozycji, jeśli istnieje możliwość dopisania pozycji nastawnik wyświetla przez chwilę literę d i obok niej podpowiedź ( maksymalny, możliwy do dopisania wymiar ). Jeśli chcemy skorzystać z dopisania wymiaru przesuwamy klawiszem strzałki w górę pozycję na następny, wyższy numer i wpisujemy jej nową wartość z przedziału mieszczącego się w wartości podpowiedzi wyświetlonej przez nastawnik. Można dopisać wartość pozycji większą od sugerowanej podpowiedzi, jak też kolejne pozycje. Nastawnik po dopisaniu pozycji i pozycjonowaniu piły będzie traktował jej nową wysokość jako podstawę do przeliczeń wszystkich pozostałych pozycji. Jeśli dopisano zbyt wiele pozycji można usunąć pozycje zbędne wpisując ich wartość równą zero, wszystkie pozycje, począwszy od pozycji na którą wpisano zero w górę zostaną usunięte z przeliczania. Jeśli dopisana została pozycja ponownie pozycjonujemy piłę i możemy zatwierdzić program klawiszem "Save Program", lub przed zatwierdzeniem podnieść piłę na wysokość powrotną i dopiero zatwierdzić program ( gdy chcemy korzystać z wysokości ustalonej, podobnie jak w programie manual ). Jeśli wymiar podpowiedzi nie jest do wykorzystania, możemy go pominąć i od razu zatwierdzić program. Wysokość powrotną można załączyć lub wyłączyć również w trakcie już wykonywanego programu, podnosząc przyciskami ręcznego sterowania głowicę do góry i naciskając krótko klawisz "Save Program". 17

18 18
19 Rozdział 9 Cięcie z użyciem ułożonego wcześniej programu ( A,B,C) Nastawnik umożliwia ułożenie trzech własnych programów cięcia i zapisanie ich w pamięci. Opcja ta pozwala na szybkie wywołanie programu z częściej używanymi wymiarami cięcia co pozwala skrócić czas potrzebny na modyfikowanie programu cięcia. Programy te są oznaczone jako program A, B, C. Aby skorzystać z własnego programu cięcia dostępnego po dłuższym naciśnięciu klawisza A, B lub C, należy najpierw skasować poprzedni program i ułożyć go według własnych potrzeb. Aby skasować program należy wywołać go dłuższym przytrzymaniem klawisza z jego oznaczeniem ( A, B, lub C ), po wywołaniu programu gdy nastawnik wyświetli już numer pozycji należy nacisnąć i przytrzymać klawisz "Exit Delete", nastawnik wyświetli przez chwilę napis "Clr", potwierdzający skasowanie programu i wyjdzie automatycznie do trybu zwykłego. Układanie nowego, własnego programu. Aby teraz ułożyć nowy program w miejsce skasowanego należy wywołać uprzednio skasowany program i po wyświetleniu przez nastawnik pozycji nr 1 z widocznymi pod nią poziomymi kreskami, wpisywać kolejno wymiary na pozycje od 1 do 60. Po ułożeniu programu zapisujemy go do pamięci naciskając krótko klawisz "Save Program". Jeśli nie wszystkie pozycje z 60 zostały wpisane nastawnik podczas zapisu programu do pamięci, automatycznie nadpisuje pozostałe wolne pozycje aż do numeru 60 wartością wymiaru, ostatnio wyświetlaną przed zapisaniem programu. Nadpisanie programu jednakowym, ostatnim wymiarem ma na celu ewentualne dopasowanie do większej średnicy kłody niż ta przewidziana przez operatora w czasie układania programu. 19
, po wywołaniu programu gdy nastawnik wyświetli już numer pozycji należy nacisnąć i")
20 Cięcie z wykorzystaniem programów z pamięci nastawnika ( A, B, C ) Aby wywołać program A, B, lub C należy nacisnąć i przytrzymać chwilę klawisz A, B lub C. Po wywołaniu programu dalsze postępowanie jest identyczne jak w przypadku poprzednio opisanego programu szybkiego ( quick program ). Zmiany wymiarów dotyczące poszczególnych pozycji, czynione po wywołaniu programu pamięciowego są uwzględniane tylko w obrębie wykonywanego aktualnie programu, nie są one zapisywane w pamięci, dlatego po kolejnym wywołaniu danego programu nie jest on zmieniony. Uwaga!! Jeśli ustawiony wymiar cięcia jest bliski punktu zadziałania dolnego wyłącznika krańcowego maszyny, nastawnik wykonuje ruch podciągający głowicy, a po nim właściwy ruch dojazdowy. Jest to konieczne aby nastawnik mógł ustawić mały wymiar cięcia. W tym przypadku pozycjonowanie głowicy wykonywane jest bez ruchu przejazdowego pod wymiar, a głowica zatrzymywana jest bezpośrednio w trakcie ruchu z góry do dołu. W niektórych typach maszyn opcja ta może powodować zwiększenie niedokładności pozycjonowania ostatniego wymiaru jeśli jego rozmiar jest równy lub mniejszy od ok. 30 mm. 20

RLI-04. Elektroniczny miernik grubości cięcia Do traków taśmowych. Instrukcja obsługi
 RLI-04 Elektroniczny miernik grubości cięcia Do traków taśmowych Instrukcja obsługi Elektroniczny miernik grubości RLI-04 przeznaczony jest do zainstalowania w traku taśmowym, lub innej maszynie, w której
RLI-04 Elektroniczny miernik grubości cięcia Do traków taśmowych Instrukcja obsługi Elektroniczny miernik grubości RLI-04 przeznaczony jest do zainstalowania w traku taśmowym, lub innej maszynie, w której
ISP Automatyczny nastawnik grubości cięcia do traków taśmowych
 ISP - 010 Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Automatyczny nastawnik grubości cięcia ISP-010 przeznaczony jest do zamontowania w traku taśmowym poziomym.
ISP - 010 Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Automatyczny nastawnik grubości cięcia ISP-010 przeznaczony jest do zamontowania w traku taśmowym poziomym.
RLI-04. Elektroniczny miernik grubości cięcia Do traków taśmowych. Instrukcja obsługi
 RLI-04 Elektroniczny miernik grubości cięcia Do traków taśmowych Instrukcja obsługi Elektroniczny miernik grubości RLI-04 przeznaczony jest do zainstalowania w traku taśmowym, lub innej maszynie, w której
RLI-04 Elektroniczny miernik grubości cięcia Do traków taśmowych Instrukcja obsługi Elektroniczny miernik grubości RLI-04 przeznaczony jest do zainstalowania w traku taśmowym, lub innej maszynie, w której
ANTD-02 AUTOMATYCZNY NASTAWNIK GRUBOŚCI CIĘCIA DO TRAKA TARCZOWEGO
 ANTD-02 AUTOMATYCZNY NASTAWNIK GRUBOŚCI CIĘCIA DO TRAKA TARCZOWEGO INSTRUKCJA INSTALATORA I UŻYTKOWNIKA Zamontowanie i podłączenie nastawnika Przy montażu nastawnika w maszynie należy ściśle przestrzegać
ANTD-02 AUTOMATYCZNY NASTAWNIK GRUBOŚCI CIĘCIA DO TRAKA TARCZOWEGO INSTRUKCJA INSTALATORA I UŻYTKOWNIKA Zamontowanie i podłączenie nastawnika Przy montażu nastawnika w maszynie należy ściśle przestrzegać
DSP-01 AUTOMATYCZNY NASTAWNIK WYMIARU DO MASZYN 2 GŁOWICOWYCH INSTRUKCJA INSTALATORA I UŻYTKOWNIKA
 DSP-01 AUTOMATYCZNY NASTAWNIK WYMIARU DO MASZYN 2 GŁOWICOWYCH INSTRUKCJA INSTALATORA I UŻYTKOWNIKA Zamontowanie i podłączenie nastawnika Przy montażu nastawnika w maszynie należy ściśle przestrzegać zaleceń
DSP-01 AUTOMATYCZNY NASTAWNIK WYMIARU DO MASZYN 2 GŁOWICOWYCH INSTRUKCJA INSTALATORA I UŻYTKOWNIKA Zamontowanie i podłączenie nastawnika Przy montażu nastawnika w maszynie należy ściśle przestrzegać zaleceń
ISP 07NT. Automatyczny nastawnik grubości cięcia do traków taśmowych. Instrukcja montażu i użytkowania
 ISP 07NT Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Spis treści : Rozdział 1 - Zamontowanie i podłączenie Rozdział 2 - Pierwsze uruchomienie Rozdział 3
ISP 07NT Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Spis treści : Rozdział 1 - Zamontowanie i podłączenie Rozdział 2 - Pierwsze uruchomienie Rozdział 3
ISP Automatyczny nastawnik grubości cięcia do traków taśmowych
 ISP - 09 Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Automatyczny nastawnik grubości cięcia ISP-09 przeznaczony jest do zamontowania w traku taśmowym poziomym.
ISP - 09 Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Automatyczny nastawnik grubości cięcia ISP-09 przeznaczony jest do zamontowania w traku taśmowym poziomym.
ANP-02. Nastawnik obrzynarki dwustronnej Instrukcja obsługi
 ANP-02 Nastawnik obrzynarki dwustronnej Instrukcja obsługi ANP-02 Nastawniki te przeznaczone są do instalowania w maszynach takich jak obrzynarki dwustronne tarczowe lub taśmowe, lub innych maszynach gdzie
ANP-02 Nastawnik obrzynarki dwustronnej Instrukcja obsługi ANP-02 Nastawniki te przeznaczone są do instalowania w maszynach takich jak obrzynarki dwustronne tarczowe lub taśmowe, lub innych maszynach gdzie
ISP Automatyczny nastawnik grubości cięcia do traków taśmowych
 ISP - 09 Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Automatyczny nastawnik grubości cięcia ISP-09 przeznaczony jest do zamontowania w traku taśmowym poziomym.
ISP - 09 Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Automatyczny nastawnik grubości cięcia ISP-09 przeznaczony jest do zamontowania w traku taśmowym poziomym.
ANP-05. Nastawnik obrzynarki dwustronnej
 ANP-05 Nastawnik obrzynarki dwustronnej ANP-05 Nastawniki te przeznaczone są do instalowania w maszynach takich jak obrzynarki dwustronne tarczowe lub taśmowe, lub innych maszynach gdzie wymagane jest
ANP-05 Nastawnik obrzynarki dwustronnej ANP-05 Nastawniki te przeznaczone są do instalowania w maszynach takich jak obrzynarki dwustronne tarczowe lub taśmowe, lub innych maszynach gdzie wymagane jest
ANT-2G AUTOMATYCZNY NASTAWNIK GRUBOŚCI CIĘCIA
 ANT-2G AUTOMATYCZNY NASTAWNIK GRUBOŚCI CIĘCIA DO TRAKA TAŚMOWEGO 2 GŁOWICOWEGO INSTRUKCJA INSTALATORA I UŻYTKOWNIKA (1) Zamontowanie i podłączenie nastawnika Przy montażu nastawnika w maszynie należy ściśle
ANT-2G AUTOMATYCZNY NASTAWNIK GRUBOŚCI CIĘCIA DO TRAKA TAŚMOWEGO 2 GŁOWICOWEGO INSTRUKCJA INSTALATORA I UŻYTKOWNIKA (1) Zamontowanie i podłączenie nastawnika Przy montażu nastawnika w maszynie należy ściśle
INSTRUKCJA OBSŁUGI. Przekaźnik czasowy ETM ELEKTROTECH Dzierżoniów. 1. Zastosowanie
 INSTRUKCJA OBSŁUGI 1. Zastosowanie Przekaźnik czasowy ETM jest zadajnikiem czasowym przystosowanym jest do współpracy z prostownikami galwanizerskimi. Pozwala on załączyć prostownik w stan pracy na zadany
INSTRUKCJA OBSŁUGI 1. Zastosowanie Przekaźnik czasowy ETM jest zadajnikiem czasowym przystosowanym jest do współpracy z prostownikami galwanizerskimi. Pozwala on załączyć prostownik w stan pracy na zadany
ISP 12F. Automatyczny nastawnik grubości cięcia do traków taśmowych
 ISP 12F Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Automatyczny nastawnik grubości cięcia ISP-12F przeznaczony jest do zamontowania w traku taśmowym poziomym.
ISP 12F Automatyczny nastawnik grubości cięcia do traków taśmowych Instrukcja montażu i użytkowania Automatyczny nastawnik grubości cięcia ISP-12F przeznaczony jest do zamontowania w traku taśmowym poziomym.
INSTRUKCJA OBSŁUGI PRZEKAŹNIKA TYPU TTV
 INSTRUKCJA OBSŁUGI PRZEKAŹNIKA TYPU TTV www.transformatory.opole.pl Strona 1 z 5 DANE TECHNICZNE Wymiary urządzenia: 96 x 96 x 140 mm; Obudowa wykonana jest z tworzywa samogasnącego; Napięcie zasilania:
INSTRUKCJA OBSŁUGI PRZEKAŹNIKA TYPU TTV www.transformatory.opole.pl Strona 1 z 5 DANE TECHNICZNE Wymiary urządzenia: 96 x 96 x 140 mm; Obudowa wykonana jest z tworzywa samogasnącego; Napięcie zasilania:
INSTRUKCJA OBSŁUGI. Tablicowy wskaźnik pętli prądowej. Typ: NEF30 MC LPI
 INSTRUKCJA OBSŁUGI Tablicowy wskaźnik pętli prądowej Typ: NEF30 MC LPI Wejście analogowe prądowe Zasilanie 24V DC Zakres prądowy od 3.6 do 20.4mA Zakres wyświetlania od -1999 do 9999 Łatwy montaż w otworze
INSTRUKCJA OBSŁUGI Tablicowy wskaźnik pętli prądowej Typ: NEF30 MC LPI Wejście analogowe prądowe Zasilanie 24V DC Zakres prądowy od 3.6 do 20.4mA Zakres wyświetlania od -1999 do 9999 Łatwy montaż w otworze
INSTRUKCJA INSTALACJI I UŻYTKOWANIA
 Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
Roll Up 28. PL Instrukcja. Ref A
 Roll Up 28 WT PL Instrukcja Ref. 5122117A Copyright 2013 Somfy SAS. All rights reserved - V1-02/2013 1 SPIS TREŚCI 1. Informacje wstępne 35 1.1 Zakres stosowania 35 1.2 odpowiedzialność 36 2. Instalacja
Roll Up 28 WT PL Instrukcja Ref. 5122117A Copyright 2013 Somfy SAS. All rights reserved - V1-02/2013 1 SPIS TREŚCI 1. Informacje wstępne 35 1.1 Zakres stosowania 35 1.2 odpowiedzialność 36 2. Instalacja
INSTRUKACJA UŻYTKOWANIA
 STEROWNIK G-316 DO STEROWANIA OKAPEM Wersja programu 00x x oznacza aktualną wersję oprogramowania INSTRUKACJA UŻYTKOWANIA [09.08.2010] Przygotował: Tomasz Trojanowski Strona 1 SPIS TREŚCI Zawartość 1.
STEROWNIK G-316 DO STEROWANIA OKAPEM Wersja programu 00x x oznacza aktualną wersję oprogramowania INSTRUKACJA UŻYTKOWANIA [09.08.2010] Przygotował: Tomasz Trojanowski Strona 1 SPIS TREŚCI Zawartość 1.
STEROWNIK LAMP LED MS-1 Konwerter sygnału 0-10V. Agropian System
 STEROWNIK LAMP LED MS-1 Konwerter sygnału 0-10V Agropian System Opis techniczny Instrukcja montażu i eksploatacji UWAGA! Przed przystąpieniem do pracy ze sterownikiem należy zapoznać się z instrukcją.
STEROWNIK LAMP LED MS-1 Konwerter sygnału 0-10V Agropian System Opis techniczny Instrukcja montażu i eksploatacji UWAGA! Przed przystąpieniem do pracy ze sterownikiem należy zapoznać się z instrukcją.
INSTRUKCJA MONTAŻU Tylko dla autoryzowanych serwisantów.
 AKCESORIA OPCJONALNE DLA KLIMATYZATORÓW Interfejs do split Nr 9317807043-01 INSTRUKCJA MONTAŻU Tylko dla autoryzowanych serwisantów. Spis treści 1. ŚRODKI BEZPIECZEŃSTWA... 1 2. INFORMACJE O URZĄDZENIU
AKCESORIA OPCJONALNE DLA KLIMATYZATORÓW Interfejs do split Nr 9317807043-01 INSTRUKCJA MONTAŻU Tylko dla autoryzowanych serwisantów. Spis treści 1. ŚRODKI BEZPIECZEŃSTWA... 1 2. INFORMACJE O URZĄDZENIU
WPROWADZENIE. Copyright 2004 Agro-Kultura Sterownik SRC, Instrukcja obsługi, strona 1
 WPROWADZENIE Firma Hunter ma przyjemność zaprezentować prosty i funkcjonalny sterownik SRC do zastosowań domowych i komercyjnych. Projektowany z myślą o potrzebach użytkownika, łatwy w programowaniu o
WPROWADZENIE Firma Hunter ma przyjemność zaprezentować prosty i funkcjonalny sterownik SRC do zastosowań domowych i komercyjnych. Projektowany z myślą o potrzebach użytkownika, łatwy w programowaniu o
Uniwersalna klawiatura ELITE z wyświetlaczem LCD
 Uniwersalna klawiatura ELITE z wyświetlaczem LCD Wprowadzenie Uniwersalna klawiatura ELITE z wyświetlaczem LCD jest używana w systemach do programowania i operacji użytkownika, wyświetlania wiadomości
Uniwersalna klawiatura ELITE z wyświetlaczem LCD Wprowadzenie Uniwersalna klawiatura ELITE z wyświetlaczem LCD jest używana w systemach do programowania i operacji użytkownika, wyświetlania wiadomości
STEROWNIK LAMP LED MS-1 Agropian System
 STEROWNIK LAMP LED MS-1 Agropian System V 1.0 Opis techniczny Instrukcja montażu i eksploatacji UWAGA! Przed przystąpieniem do pracy ze sterownikiem należy zapoznać się z instrukcją. Za szkody wywołane
STEROWNIK LAMP LED MS-1 Agropian System V 1.0 Opis techniczny Instrukcja montażu i eksploatacji UWAGA! Przed przystąpieniem do pracy ze sterownikiem należy zapoznać się z instrukcją. Za szkody wywołane
INDU-52. Przemysłowy Sterownik Mikroprocesorowy. Przeznaczenie Kotły warzelne, Patelnie gastronomiczne, Piekarniki
 Przemysłowy Sterownik Mikroprocesorowy INDU-52 Przeznaczenie Kotły warzelne, Patelnie gastronomiczne, Piekarniki Sp. z o.o. 41-250 Czeladź ul. Wojkowicka 21 Tel. 32 763 77 77, Fax: 32 763 75 94 www.mikster.pl
Przemysłowy Sterownik Mikroprocesorowy INDU-52 Przeznaczenie Kotły warzelne, Patelnie gastronomiczne, Piekarniki Sp. z o.o. 41-250 Czeladź ul. Wojkowicka 21 Tel. 32 763 77 77, Fax: 32 763 75 94 www.mikster.pl
Spis treści. Dane techniczne. Montaż
 Spis treści Dane techniczne... 2 Przygotowanie rury nawojowej...3 Określenie stanu regulacji rolety... 4 Zapamiętywanie nadajnika przy zaprogramowanych krańcówkach... 4 Regulacja wyłączników krańcowych...
Spis treści Dane techniczne... 2 Przygotowanie rury nawojowej...3 Określenie stanu regulacji rolety... 4 Zapamiętywanie nadajnika przy zaprogramowanych krańcówkach... 4 Regulacja wyłączników krańcowych...
inteo Centralis Receiver RTS
 Odbiornik RTS 9.3.5 INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Centralis Receiver RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku jakichkolwiek
Odbiornik RTS 9.3.5 INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Centralis Receiver RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku jakichkolwiek
INSTRUKCJA OBSŁUGI ZABEZPIECZENIA TERMICZNEGO TYPU TTV
 INSTRUKCJA OBSŁUGI ZABEZPIECZENIA TERMICZNEGO TYPU TTV Strona 1 z 7 DANE TECHNICZNE Wymiary urządzenia: 96 x 96 x 140 mm; Obudowa wykonana jest z tworzywa samogasnącego Napięcie zasilania: 24-240 V AC/DC;
INSTRUKCJA OBSŁUGI ZABEZPIECZENIA TERMICZNEGO TYPU TTV Strona 1 z 7 DANE TECHNICZNE Wymiary urządzenia: 96 x 96 x 140 mm; Obudowa wykonana jest z tworzywa samogasnącego Napięcie zasilania: 24-240 V AC/DC;
S10. Instrukcja Obsługi. dla oprogramowania w ver. F03 oraz F0A
 www.auraton.pl S10 Instrukcja Obsługi dla oprogramowania w ver. F03 oraz F0A + 3 AURATON S10 Sterownik Zaworu Trójdrożnego AURATON S10 to sterownik przeznaczony do sterowania zaworem trójdrożnym. Urządzenie
www.auraton.pl S10 Instrukcja Obsługi dla oprogramowania w ver. F03 oraz F0A + 3 AURATON S10 Sterownik Zaworu Trójdrożnego AURATON S10 to sterownik przeznaczony do sterowania zaworem trójdrożnym. Urządzenie
INSTRUKCJA OBSŁUGI DOZOWNIKA AROMATÓW CA-50
 INSTRUKCJA OBSŁUGI DOZOWNIKA AROMATÓW CA-50 1 Dozownik aromatów CA-50 jest uniwersalnym urządzeniem służącym do podawania esencji aromatycznych w postaci płynnej. Podstawowe przeznaczenie urządzenia to
INSTRUKCJA OBSŁUGI DOZOWNIKA AROMATÓW CA-50 1 Dozownik aromatów CA-50 jest uniwersalnym urządzeniem służącym do podawania esencji aromatycznych w postaci płynnej. Podstawowe przeznaczenie urządzenia to
INSTRUKCJA OBSŁUGI Sterownik grupowy on/off
 INSTRUKCJA OBSŁUGI Sterownik grupowy on/off KJR-90B Przed uruchomieniem urządzenia należy uważnie zapoznać się z instrukcją obsługi. KJR-90B to ujednolicony, prosty w obsłudze i kompaktowy sterownik centralny,
INSTRUKCJA OBSŁUGI Sterownik grupowy on/off KJR-90B Przed uruchomieniem urządzenia należy uważnie zapoznać się z instrukcją obsługi. KJR-90B to ujednolicony, prosty w obsłudze i kompaktowy sterownik centralny,
Laboratorium Napędu robotów
 WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
Instrukcja Obsługi. Motion. Sp. z o.o. wer r.
 Instrukcja Obsługi Motion wer. 1.2 2016 r. Sp. z o.o. Zalecenia bezpieczeństwa Przeczytaj tę instrukcję bardzo uważnie zanim zaczniesz podłączać i używać urządzenie. Zatrzymaj instrukcję obsługi do przyszłego
Instrukcja Obsługi Motion wer. 1.2 2016 r. Sp. z o.o. Zalecenia bezpieczeństwa Przeczytaj tę instrukcję bardzo uważnie zanim zaczniesz podłączać i używać urządzenie. Zatrzymaj instrukcję obsługi do przyszłego
Deklaracja zgodności nr 26/2010
 Deklaracja zgodności nr 26/2010 Firma TEH, z siedzibą w Wieprzu 1047A, 34-122 Wieprz, deklaruje z pełną odpowiedzialnością, że produkowany przez nas termoregulator ST-21 230V, 50Hz spełnia wymagania Rozporządzenia
Deklaracja zgodności nr 26/2010 Firma TEH, z siedzibą w Wieprzu 1047A, 34-122 Wieprz, deklaruje z pełną odpowiedzialnością, że produkowany przez nas termoregulator ST-21 230V, 50Hz spełnia wymagania Rozporządzenia
Przed rozpoczęciem podłączania urządzenia koniecznie zapoznać się z niniejszą instrukcją Eolis RTS!
 Radiowa automatyka wiatrowa Eolis RTS INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Eolis RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku
Radiowa automatyka wiatrowa Eolis RTS INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Eolis RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku
Montaż, sprawdzenie i oddanie do użytku podłączeń ~230V powinno być przeprowadzane wyłącznie przez osoby z odpowiednimi uprawnieniami!
 Sterownik Centralis Uno RTS INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Centralis Uno RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku jakichkolwiek
Sterownik Centralis Uno RTS INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Centralis Uno RTS, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku jakichkolwiek
INSTRUKCJA KONFIGURACJI
 MoCo 4AC WM MoCo 4AC DRM INSTRUKCJA KONFIGURACJI Aby optymalnie wykorzystać możliwości oferowane przez sterownik MoCo, muszą być sprawdzone kierunki pracy napędów, jak również wpisane: rodzaj osłony, czasy
MoCo 4AC WM MoCo 4AC DRM INSTRUKCJA KONFIGURACJI Aby optymalnie wykorzystać możliwości oferowane przez sterownik MoCo, muszą być sprawdzone kierunki pracy napędów, jak również wpisane: rodzaj osłony, czasy
Instrukcja. Silnik Portos DELUX- R
 Instrukcja Silnik Portos DELUX- R Spis treści Podłączenia elektryczne str. 3 Ustawianie pozycji krańcowych str. 4 Dodawanie/usuwanie nadajników str. 9 Programowanie pozycji pośrednich str. 10 Edytowanie
Instrukcja Silnik Portos DELUX- R Spis treści Podłączenia elektryczne str. 3 Ustawianie pozycji krańcowych str. 4 Dodawanie/usuwanie nadajników str. 9 Programowanie pozycji pośrednich str. 10 Edytowanie
ZEWNĘTRZNY PANEL STERUJĄCY SP100 INSTRUKCJA OBSŁUGI
 ZEWNĘTRZNY PANEL STERUJĄCY SP100 INSTRUKCJA OBSŁUGI 2 1. Opis Widok panelu przedniego wraz z zaznaczonymi funkcjami: 1 5 2 3 4 1. Wyświetlacz 2. Przycisk edycji/wyjścia wyświetlanych parametrów. 3. Przycisk
ZEWNĘTRZNY PANEL STERUJĄCY SP100 INSTRUKCJA OBSŁUGI 2 1. Opis Widok panelu przedniego wraz z zaznaczonymi funkcjami: 1 5 2 3 4 1. Wyświetlacz 2. Przycisk edycji/wyjścia wyświetlanych parametrów. 3. Przycisk
EUROSTER 3202 instrukcja obsługi 1 EUROSTER Cyfrowy regulator temperatury z panelem dotykowym
 EUROSTER 3202 instrukcja obsługi 1 EUROSTER 3202 Cyfrowy regulator temperatury z panelem dotykowym WSTĘP Gratulujemy Państwu zakupu nowoczesnego regulatora temperatury Euroster 3202 i dziękujemy za zaufanie
EUROSTER 3202 instrukcja obsługi 1 EUROSTER 3202 Cyfrowy regulator temperatury z panelem dotykowym WSTĘP Gratulujemy Państwu zakupu nowoczesnego regulatora temperatury Euroster 3202 i dziękujemy za zaufanie
INSTRUKCJA OBSŁUGI MONITORA LINII PRĄDOWEJ
 Towarzystwo Produkcyjno Handlowe Spółka z o.o. 05-462 Wiązowna, ul. Turystyczna 4 Tel. (22) 6156356, 6152570 Fax.(22) 6157078 http://www.peltron.pl e-mail: peltron@home.pl INSTRUKCJA OBSŁUGI MONITORA LINII
Towarzystwo Produkcyjno Handlowe Spółka z o.o. 05-462 Wiązowna, ul. Turystyczna 4 Tel. (22) 6156356, 6152570 Fax.(22) 6157078 http://www.peltron.pl e-mail: peltron@home.pl INSTRUKCJA OBSŁUGI MONITORA LINII
INSTRUKCJA OBSŁUGI SKRZYNKA STEROWNICZA NAGRZEWNICY POWIETRZA I KURTYNY POWIETRZNEJ AIRCOM 4
 INSTRUKCJA OBSŁUGI SKRZYNKA STEROWNICZA NAGRZEWNICY POWIETRZA I KURTYNY POWIETRZNEJ AIRCOM 4 Wymiary: szerokość = 147 mm, wysokość = 71 mm głębokość = 28 mm Opis: Ekran wyświetla bądź to ustawioną skorygowaną
INSTRUKCJA OBSŁUGI SKRZYNKA STEROWNICZA NAGRZEWNICY POWIETRZA I KURTYNY POWIETRZNEJ AIRCOM 4 Wymiary: szerokość = 147 mm, wysokość = 71 mm głębokość = 28 mm Opis: Ekran wyświetla bądź to ustawioną skorygowaną
INSTRUKCJA TERMOSTATU DWUSTOPNIOWEGO z zwłok. oką czasową Instrukcja dotyczy modelu: : TS-3
 INSTRUKCJA TERMOSTATU DWUSTOPNIOWEGO z zwłok oką czasową Instrukcja dotyczy modelu: : TS-3 Termostat dwustopniowy pracuje w zakresie od -45 do 125 C. Nastawa histerezy do 51 C (2x25,5 C ) z rozdzielczością
INSTRUKCJA TERMOSTATU DWUSTOPNIOWEGO z zwłok oką czasową Instrukcja dotyczy modelu: : TS-3 Termostat dwustopniowy pracuje w zakresie od -45 do 125 C. Nastawa histerezy do 51 C (2x25,5 C ) z rozdzielczością
INSTRUKCJA MONTAŻU / OBSŁUGI
 INSTRUKCJA MONTAŻU / OBSŁUGI ZWORY ELEKTROMAGNETYCZNE WPUSZCZANE EL-120, EL-140 EL-350, EL-350S EL-600SL, EL-600TSL, EL-600DSL EL-800SL, EL-800BSL EL-800TSL, EL-800DSL EL-1200SL, EL-1200BSL EL-1200TSL,
INSTRUKCJA MONTAŻU / OBSŁUGI ZWORY ELEKTROMAGNETYCZNE WPUSZCZANE EL-120, EL-140 EL-350, EL-350S EL-600SL, EL-600TSL, EL-600DSL EL-800SL, EL-800BSL EL-800TSL, EL-800DSL EL-1200SL, EL-1200BSL EL-1200TSL,
INSTRUKCJA NAPĘDÓW SERII 35 I 45 BD
 Dane techniczne Napędy typu BD przeznaczone są do zautomatyzowania pracy rolet zewnętrznych lub bram rolowanych. Posiadają mechanizm detekcji przeszkód, dzięki któremu silnik wyczuwając opór na swojej
Dane techniczne Napędy typu BD przeznaczone są do zautomatyzowania pracy rolet zewnętrznych lub bram rolowanych. Posiadają mechanizm detekcji przeszkód, dzięki któremu silnik wyczuwając opór na swojej
INSTRUKCJA WCZYTYWANIA KODU PILOTA DO PAMIĘCI SIŁOWNIKA SERII COSMO Z WBUDOWANYM ODBIORNIKIEM RADIOWYM MOBILUS MOTOR SP. Z O.O.
 INSTRUKCJA WCZYTYWANIA KODU PILOTA DO PAMIĘCI SIŁOWNIKA SERII COSMO Z WBUDOWANYM ODBIORNIKIEM RADIOWYM 1 UWAGI DOTYCZĄCE BEZPIECZEŃSTWA Siłownik obrotowy serii COSMO służy do automatycznej obsługi zasłon
INSTRUKCJA WCZYTYWANIA KODU PILOTA DO PAMIĘCI SIŁOWNIKA SERII COSMO Z WBUDOWANYM ODBIORNIKIEM RADIOWYM 1 UWAGI DOTYCZĄCE BEZPIECZEŃSTWA Siłownik obrotowy serii COSMO służy do automatycznej obsługi zasłon
Obrotomierz cyfrowy do silników wysokoprężnych 6625 Nr zam
 Obrotomierz cyfrowy do silników wysokoprężnych 6625 Nr zam. 84 24 78 (Dostawa nie obejmuje indukcyjnego czujnika obrotów: Nr zam. 842532) INSTRUKCJA OBSŁUGI Stosowanie zgodne z przeznaczeniem Obrotomierz
Obrotomierz cyfrowy do silników wysokoprężnych 6625 Nr zam. 84 24 78 (Dostawa nie obejmuje indukcyjnego czujnika obrotów: Nr zam. 842532) INSTRUKCJA OBSŁUGI Stosowanie zgodne z przeznaczeniem Obrotomierz
TDWA-21 TABLICOWY DWUPRZEWODOWY WYŚWIETLACZ SYGNAŁÓW ANALOGOWYCH DOKUMENTACJA TECHNICZNO-RUCHOWA. Wrocław, listopad 1999 r.
 TABLICOWY DWUPRZEWODOWY WYŚWIETLACZ SYGNAŁÓW ANALOGOWYCH DOKUMENTACJA TECHNICZNO-RUCHOWA Wrocław, listopad 1999 r. 50-305 WROCŁAW TEL./FAX (+71) 373-52-27 ul. S. Jaracza 57-57a TEL. 602-62-32-71 str.2
TABLICOWY DWUPRZEWODOWY WYŚWIETLACZ SYGNAŁÓW ANALOGOWYCH DOKUMENTACJA TECHNICZNO-RUCHOWA Wrocław, listopad 1999 r. 50-305 WROCŁAW TEL./FAX (+71) 373-52-27 ul. S. Jaracza 57-57a TEL. 602-62-32-71 str.2
Fabrycznie zadana temperatura ustawiona jest na 0 st. C
 INSTRUKCJE AKO 14012, AKO 14023, AKO 14031, AKO 14112, AKO 14123 Opis ogólny: Elektroniczne termometry i termostaty do paneli, przeznaczone są do wyświetlania, sterowania i regulacji niskich lub wysokich
INSTRUKCJE AKO 14012, AKO 14023, AKO 14031, AKO 14112, AKO 14123 Opis ogólny: Elektroniczne termometry i termostaty do paneli, przeznaczone są do wyświetlania, sterowania i regulacji niskich lub wysokich
STEROWNIK DO ZESTAWÓW HYDROFOROWYCH 2 4 POMPOWYCH
 STEROWNIK DO ZESTAWÓW HYDROFOROWYCH 2 4 POMPOWYCH Typ : SP-7C INSTRUKCJA OBSŁUGI Producent i dystrybutor : Przedsiębiorstwo Produkcyjno-Usługowe E L E K T R O N ul. Dolina Zielona 46 a 65-154 Zielona Góra
STEROWNIK DO ZESTAWÓW HYDROFOROWYCH 2 4 POMPOWYCH Typ : SP-7C INSTRUKCJA OBSŁUGI Producent i dystrybutor : Przedsiębiorstwo Produkcyjno-Usługowe E L E K T R O N ul. Dolina Zielona 46 a 65-154 Zielona Góra
INSTRUKCJA OBSŁUGI MIERNIKA GRUBOŚCI LAKIERU MGL2 AL <> FE
 INSTRUKCJA OBSŁUGI MIERNIKA GRUBOŚCI LAKIERU MGL2 AL FE www.elmarco.net.pl - 2 - Miernik do pomiaru grubości lakieru na karoserii samochodu z pamięcią 20 pomiarów. MGL2 AL FE Pomiaru można dokonać
INSTRUKCJA OBSŁUGI MIERNIKA GRUBOŚCI LAKIERU MGL2 AL FE www.elmarco.net.pl - 2 - Miernik do pomiaru grubości lakieru na karoserii samochodu z pamięcią 20 pomiarów. MGL2 AL FE Pomiaru można dokonać
Instrukcja obsługi 1
 Instrukcja obsługi 1 ST-21 SLAR Deklaracja zgodności nr 92/2013 Firma TEH, z siedzibą w Wieprzu 1047A, 34-122 Wieprz, deklaruje z pełną odpowiedzialnością, że produkowany przez nas termoregulator ST-21
Instrukcja obsługi 1 ST-21 SLAR Deklaracja zgodności nr 92/2013 Firma TEH, z siedzibą w Wieprzu 1047A, 34-122 Wieprz, deklaruje z pełną odpowiedzialnością, że produkowany przez nas termoregulator ST-21
Wskazówki montażowe. Montaż w skrzynce roletowej przy użyciu fabrycznie dostarczonej dwustronnej taśmy klejącej
 Art. nr 1 810 315 Odbiornik radiowy do wbudowania w skrzynkę rolety, Możliwość współpracy z dowolnymi nadajnikami RTS oraz czujnikiem Soliris Sensor RTS (automatyka słoneczna), Programowane położenia komfortowe,
Art. nr 1 810 315 Odbiornik radiowy do wbudowania w skrzynkę rolety, Możliwość współpracy z dowolnymi nadajnikami RTS oraz czujnikiem Soliris Sensor RTS (automatyka słoneczna), Programowane położenia komfortowe,
Instrukcja obsługi i montażu regulatora SR530C1E I S530C1E
 Instrukcja obsługi i montażu regulatora SR530C1E I S530C1E www.heliosin.pl 1 Otwieranie obudowy sterownika tylko przez wykwalifikowany personel! Wyłącz grzałkę elektryczną podczas używania ciepłej wody!
Instrukcja obsługi i montażu regulatora SR530C1E I S530C1E www.heliosin.pl 1 Otwieranie obudowy sterownika tylko przez wykwalifikowany personel! Wyłącz grzałkę elektryczną podczas używania ciepłej wody!
Dekoder do zwrotnic Roco 61196
 INSTRUKCJA OBSŁUGI Dekoder do zwrotnic Roco 61196 Produkt nr 244859 Strona 1 z 7 Strona 2 z 7 Dekoder do zwrotnic Dekoder rozjazdu może być: zaprogramowany z adresami przełączników. sterowany cyfrowo za
INSTRUKCJA OBSŁUGI Dekoder do zwrotnic Roco 61196 Produkt nr 244859 Strona 1 z 7 Strona 2 z 7 Dekoder do zwrotnic Dekoder rozjazdu może być: zaprogramowany z adresami przełączników. sterowany cyfrowo za
Instrukcja programowania sterownika temperatury Piec APE 800
 25-551 Kielce; ul. Warszawska 229 tel. (+48 41) 368-59-59, 331-62-89 www.argenta.pl argenta@argenta.pl Instrukcja programowania sterownika temperatury Piec APE 800 Kielce 2005 Data utworzenia 20 stycznia
25-551 Kielce; ul. Warszawska 229 tel. (+48 41) 368-59-59, 331-62-89 www.argenta.pl argenta@argenta.pl Instrukcja programowania sterownika temperatury Piec APE 800 Kielce 2005 Data utworzenia 20 stycznia
INSTRUKCJA OBSŁUGI. Licznik amperogodzin ETM-01.1. ELEKTROTECH Dzierżoniów. 1. Zastosowanie
 1. Zastosowanie INSTRUKCJA OBSŁUGI Licznik amperogodzin ETM-01.1 Licznik ETM jest licznikiem ładunku elektrycznego przystosowanym do współpracy z prostownikami galwanizerskimi unipolarnymi. Licznik posiada
1. Zastosowanie INSTRUKCJA OBSŁUGI Licznik amperogodzin ETM-01.1 Licznik ETM jest licznikiem ładunku elektrycznego przystosowanym do współpracy z prostownikami galwanizerskimi unipolarnymi. Licznik posiada
TECHNO Instrukcja montażu i użytkowania
 TECHNO Siłownik elektromechaniczny do bram skrzydłowych Instrukcja montażu i użytkowania Wymiary: Dane techniczne: W komplecie: 1. Siłownik lewy lub prawy 2. Uchwyt montażowy do słupka 3. Uchwyt montażowy
TECHNO Siłownik elektromechaniczny do bram skrzydłowych Instrukcja montażu i użytkowania Wymiary: Dane techniczne: W komplecie: 1. Siłownik lewy lub prawy 2. Uchwyt montażowy do słupka 3. Uchwyt montażowy
DPS-3203TK-3. Zasilacz laboratoryjny 3kanałowy. Instrukcja obsługi
 DPS-3203TK-3 Zasilacz laboratoryjny 3kanałowy Instrukcja obsługi Specyfikacje Model DPS-3202TK-3 DPS-3203TK-3 DPS-3205TK-3 MPS-6005L-2 Napięcie wyjściowe 0~30V*2 0~30V*2 0~30V*2 0~60V*2 Prąd wyjściowy
DPS-3203TK-3 Zasilacz laboratoryjny 3kanałowy Instrukcja obsługi Specyfikacje Model DPS-3202TK-3 DPS-3203TK-3 DPS-3205TK-3 MPS-6005L-2 Napięcie wyjściowe 0~30V*2 0~30V*2 0~30V*2 0~60V*2 Prąd wyjściowy
Elektroniczny Termostat pojemnościowych ogrzewaczy wody
 Elektroniczny Termostat pojemnościowych ogrzewaczy wody ETE-1 Instrukcja obsługi Załącznik do Instrukcji obsługi i użytkowania elektrycznego pojemnościowego ogrzewacza wody typ WJ-Q i WJW-Q Zakład Urządzeń
Elektroniczny Termostat pojemnościowych ogrzewaczy wody ETE-1 Instrukcja obsługi Załącznik do Instrukcji obsługi i użytkowania elektrycznego pojemnościowego ogrzewacza wody typ WJ-Q i WJW-Q Zakład Urządzeń
Stelaż pod biurko z elektryczną regulacją wysokości
 Stelaż pod biurko z elektryczną regulacją wysokości PODRĘCZNIK OBSŁUGI DA-90387 Napięcie znamionowe: 100-240 V Praca ciągła 2 minuty, przerwa co najmniej 18 minut. OSTRZEŻENIE / INFORMACJA WAŻNE: Należy
Stelaż pod biurko z elektryczną regulacją wysokości PODRĘCZNIK OBSŁUGI DA-90387 Napięcie znamionowe: 100-240 V Praca ciągła 2 minuty, przerwa co najmniej 18 minut. OSTRZEŻENIE / INFORMACJA WAŻNE: Należy
Termostat pokojowy BHT-1000-N
 Termostat pokojowy BHT-1000-N OPIS BHT-1000-N jest termostatem programowanym przeznaczonym do sterowania ogrzewaniem pomieszczeń. Duży, podświetlany ekran i elegancki wygląd podkreślony chromowaną ramką
Termostat pokojowy BHT-1000-N OPIS BHT-1000-N jest termostatem programowanym przeznaczonym do sterowania ogrzewaniem pomieszczeń. Duży, podświetlany ekran i elegancki wygląd podkreślony chromowaną ramką
KIESZONKOWY MULTIMETR CYFROWY AX-MS811. Instrukcja obsługi
 KIESZONKOWY MULTIMETR CYFROWY AX-MS811 Instrukcja obsługi Bezpieczeństwo Międzynarodowe symbole bezpieczeństwa Ten symbol użyty w odniesieniu do innego symbolu lub gniazda oznacza, że należy przeczytać
KIESZONKOWY MULTIMETR CYFROWY AX-MS811 Instrukcja obsługi Bezpieczeństwo Międzynarodowe symbole bezpieczeństwa Ten symbol użyty w odniesieniu do innego symbolu lub gniazda oznacza, że należy przeczytać
LASER Instrukcja montażu i użytkowania LASER
 LASER Napęd do bram przesuwnych Instrukcja montażu i użytkowania Wymiary: Dane techniczne: W komplecie: 1. Korpus napędu z pokrywą. 7. Wkręty 3,5/19 do pokrywy 4 szt. 2. Podstawa montażowa. 8. Sprężyna
LASER Napęd do bram przesuwnych Instrukcja montażu i użytkowania Wymiary: Dane techniczne: W komplecie: 1. Korpus napędu z pokrywą. 7. Wkręty 3,5/19 do pokrywy 4 szt. 2. Podstawa montażowa. 8. Sprężyna
Sterownik napędów 4AC
 Instrukcja instalacji Sterownik napędów 4AC Sterownik do montażu natynkowego Sterownik do montażu na szynie DIN ref. 1860049 ref. 1860081 Przed wykonaniem instalacji urządzenia prosimy uważnie zapoznać
Instrukcja instalacji Sterownik napędów 4AC Sterownik do montażu natynkowego Sterownik do montażu na szynie DIN ref. 1860049 ref. 1860081 Przed wykonaniem instalacji urządzenia prosimy uważnie zapoznać
ADAPTERA INTERFEJSU ODTWARZACZA D. KS-PD500 Przed użyciem adaptera
 ADAPTERA INTERFEJSU ODTWARZACZA D. KS-PD500 Przed użyciem adaptera Ostatnia aktualizacja: 1 marca 2006 1 Obsługiwane odbiorniki samochodowe JVC Adapter obsługuje następujące odbiorniki samochodowe JVC*
ADAPTERA INTERFEJSU ODTWARZACZA D. KS-PD500 Przed użyciem adaptera Ostatnia aktualizacja: 1 marca 2006 1 Obsługiwane odbiorniki samochodowe JVC Adapter obsługuje następujące odbiorniki samochodowe JVC*
Montaż, sprawdzenie i oddanie do użytku podłączeń ~230V powinno być przeprowadzane wyłącznie przez osoby z odpowiednimi uprawnieniami!
 Sterownik Centralis Uno IB INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Centralis Uno IB, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku jakichkolwiek
Sterownik Centralis Uno IB INSTRUKCJA OBSŁUGI W celu optymalnego wykorzystania możliwości Sterownika Centralis Uno IB, prosimy Państwa o dokładne zapoznanie się z niniejszą instrukcją. W przypadku jakichkolwiek
INSTRUKCJA MONTAŻU CENTRALNEGO ZAMKA
 INSTRUKCJA MONTAŻU CENTRALNEGO ZAMKA MONTAŻ SIŁOWNIKÓW 1. Ostrożnie zdejmij płyty drzwiowe. 2. Umieść siłownik w odpowiednim kierunku jak pokazano na ilustracji 1-a, 1-b i ilustracji 2. Upewnij się, że
INSTRUKCJA MONTAŻU CENTRALNEGO ZAMKA MONTAŻ SIŁOWNIKÓW 1. Ostrożnie zdejmij płyty drzwiowe. 2. Umieść siłownik w odpowiednim kierunku jak pokazano na ilustracji 1-a, 1-b i ilustracji 2. Upewnij się, że
Wskazówki montażowe. Podłaczenie elektryczne. OXIMO RTS pasuje do standardowych uchwytów montażowych stosowanych do serii LT 50
 napęd do rolet z wbudowanym odbiornikiem radiowym, układ rozpoznawania przeszkody z wyłącznikiem przeciążeniowym programowana pozycja komfortowa Wskazówki montażowe OXIMO RTS pasuje do standardowych uchwytów
napęd do rolet z wbudowanym odbiornikiem radiowym, układ rozpoznawania przeszkody z wyłącznikiem przeciążeniowym programowana pozycja komfortowa Wskazówki montażowe OXIMO RTS pasuje do standardowych uchwytów
Instrukcja obsługi napędu bramy garażowej
 Instrukcja obsługi napędu bramy garażowej MR-2E OSTRZEŻENIE: PRZESTRZEGANIE NINIEJSZEJ INSTRUKCJI JEST KONIECZNE DLA ZACHOWANIA BEZPIECZEŃSTWA OSÓB MONTUJĄCYCH ORAZ UŻYTKUJĄCYCH AUTOMATYCZNY NAPĘD DLA
Instrukcja obsługi napędu bramy garażowej MR-2E OSTRZEŻENIE: PRZESTRZEGANIE NINIEJSZEJ INSTRUKCJI JEST KONIECZNE DLA ZACHOWANIA BEZPIECZEŃSTWA OSÓB MONTUJĄCYCH ORAZ UŻYTKUJĄCYCH AUTOMATYCZNY NAPĘD DLA
INSTRUKCJA OBSŁUGI UMS-4AP UNIWERSALNY MODUŁ STERUJĄCY AKUMULATOREM CIEPŁA. Wersja 5B10
 INSTRUKCJA OBSŁUGI UMS-4AP UNIWERSALNY MODUŁ STERUJĄCY AKUMULATOREM CIEPŁA Wersja 5B10 Spis treści. Wstęp... 3 Podgląd temperatur oraz ustawianie parametrów użytkownika... 4 Tabela 1. Spis parametrów użytkownika...
INSTRUKCJA OBSŁUGI UMS-4AP UNIWERSALNY MODUŁ STERUJĄCY AKUMULATOREM CIEPŁA Wersja 5B10 Spis treści. Wstęp... 3 Podgląd temperatur oraz ustawianie parametrów użytkownika... 4 Tabela 1. Spis parametrów użytkownika...
J5 HTM Instrukcja
 www.somfy.pl J5 HTM Instrukcja 1 Informacje podstawowe Proszę przeczytać uważnie instrukcję w całości w celu poznania wszystkich funkcji. Somfy nie odpowiada za szkody i usterki wynikające z nieznajomości
www.somfy.pl J5 HTM Instrukcja 1 Informacje podstawowe Proszę przeczytać uważnie instrukcję w całości w celu poznania wszystkich funkcji. Somfy nie odpowiada za szkody i usterki wynikające z nieznajomości
STEROWNIK ŚCIENNY DO KLIMATYZATORÓW INSTRUKCJA INSTALACJI I OBSŁUGI STEROWNIKA RCW-6
 STEROWNIK ŚCIENNY DO KLIMATYZATORÓW INSTRUKCJA INSTALACJI I OBSŁUGI STEROWNIKA RCW-6 1. Bezpieczeństwo. - należy zapoznać się z niniejszą instrukcją przed instalacją i użyciem sterownika - należy przestrzegać
STEROWNIK ŚCIENNY DO KLIMATYZATORÓW INSTRUKCJA INSTALACJI I OBSŁUGI STEROWNIKA RCW-6 1. Bezpieczeństwo. - należy zapoznać się z niniejszą instrukcją przed instalacją i użyciem sterownika - należy przestrzegać
Instrukcja montażu i obsługi Schodowego Czujnika Ruchu SCR-3/4
 Instrukcja montażu i obsługi Schodowego Czujnika Ruchu SCR-3/4 1. Skład zestawu 1. Sterownik z panelem dotykowym 2. Czujki ruchu 3. Szyna DIN 2. Montaż UWAGA: Przed przystąpieniem do montażu proszę zapoznać
Instrukcja montażu i obsługi Schodowego Czujnika Ruchu SCR-3/4 1. Skład zestawu 1. Sterownik z panelem dotykowym 2. Czujki ruchu 3. Szyna DIN 2. Montaż UWAGA: Przed przystąpieniem do montażu proszę zapoznać
Ri-Co informacje techniczne
 Ri-Co informacje techniczne DIODA sygnalizacyjna WEJŚCIA sygnałowe 3-24VAC/DC ZŁĄCZE diagnostyczne WYJŚCIA Sterujące 20mA ZASILANIE 12-24 VAC/DC Ri-Co podłączenie Sterownik należy podłączyć do napędu zgodnie
Ri-Co informacje techniczne DIODA sygnalizacyjna WEJŚCIA sygnałowe 3-24VAC/DC ZŁĄCZE diagnostyczne WYJŚCIA Sterujące 20mA ZASILANIE 12-24 VAC/DC Ri-Co podłączenie Sterownik należy podłączyć do napędu zgodnie
Altus 50 RTS / 60 RTS
 Altus 50 RTS / 60 RTS Instrukcja obsługi napędów z odbiornikiem radiowym serii Altus 50 RTS / 60 RTS. Informacje ogólne Napędy serii Altus RTS mogą współpracować z wszystkimi nadajnikami serii RTS np.:
Altus 50 RTS / 60 RTS Instrukcja obsługi napędów z odbiornikiem radiowym serii Altus 50 RTS / 60 RTS. Informacje ogólne Napędy serii Altus RTS mogą współpracować z wszystkimi nadajnikami serii RTS np.:
INSTRUKCJA OBSŁUGI. Pilot zdalnego sterowania klimatyzatorów MSH- xx HRN1
 INSTRUKCJA OBSŁUGI Pilot zdalnego sterowania klimatyzatorów MSH- xx HRN1 Spis treści: 1. Parametry techniczne pilota... 2 2. Informacje ogólne 2 3. Opis funkcji... 2 4. Opis wskaźników wyświetlacza. 3
INSTRUKCJA OBSŁUGI Pilot zdalnego sterowania klimatyzatorów MSH- xx HRN1 Spis treści: 1. Parametry techniczne pilota... 2 2. Informacje ogólne 2 3. Opis funkcji... 2 4. Opis wskaźników wyświetlacza. 3
MR - elektronika. Instrukcja obsługi. Mikroprocesorowy Termometr Cyfrowy TC-11 wersja podstawowa. MR-elektronika Warszawa 1997
 MR - elektronika Instrukcja obsługi Mikroprocesorowy Termometr Cyfrowy TC-11 wersja podstawowa MR-elektronika Warszawa 1997 MR-elektronika 01-908 Warszawa 118 skr. 38, ul. Wólczyńska 57 tel. /fax (0-22)
MR - elektronika Instrukcja obsługi Mikroprocesorowy Termometr Cyfrowy TC-11 wersja podstawowa MR-elektronika Warszawa 1997 MR-elektronika 01-908 Warszawa 118 skr. 38, ul. Wólczyńska 57 tel. /fax (0-22)
INSTRUKCJA OBSŁUGI MIERNIKA GRUBOŚCI LAKIERU MGL4 AUTO AL <> FE
 INSTRUKCJA OBSŁUGI MIERNIKA GRUBOŚCI LAKIERU MGL4 AUTO AL FE www.elmarco.net.pl .. - 2 - Miernik do pomiaru grubości lakieru na karoserii samochodu z pamięcią 20 pomiarów z sondą na przewodzie. MGL4
INSTRUKCJA OBSŁUGI MIERNIKA GRUBOŚCI LAKIERU MGL4 AUTO AL FE www.elmarco.net.pl .. - 2 - Miernik do pomiaru grubości lakieru na karoserii samochodu z pamięcią 20 pomiarów z sondą na przewodzie. MGL4
Sterownik Pracy Wentylatora Fx21
 PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
STRAŻNIK MOCY UMOWNEJ
 Instrukcja obsługi STRAŻNIKA MOCY UMOWNEJ w wersji STANDARD 1 Instrukcja obsługi urządzenia STRAŻNIK MOCY UMOWNEJ w wersji STANDARD Instrukcja obsługi STRAŻNIKA MOCY UMOWNEJ w wersji STANDARD 2 Spis treści:
Instrukcja obsługi STRAŻNIKA MOCY UMOWNEJ w wersji STANDARD 1 Instrukcja obsługi urządzenia STRAŻNIK MOCY UMOWNEJ w wersji STANDARD Instrukcja obsługi STRAŻNIKA MOCY UMOWNEJ w wersji STANDARD 2 Spis treści:
Mikroprocesorowy termostat elektroniczny RTSZ-71v2.0
 Mikroprocesorowy termostat elektroniczny RTSZ-71v2.0 Instrukcja obsługi Wrzesień 2014 Szkoper Elektronik Strona 1 2014-09-29 1 Parametry techniczne: Cyfrowy pomiar temperatury w zakresie od -40 C do 120
Mikroprocesorowy termostat elektroniczny RTSZ-71v2.0 Instrukcja obsługi Wrzesień 2014 Szkoper Elektronik Strona 1 2014-09-29 1 Parametry techniczne: Cyfrowy pomiar temperatury w zakresie od -40 C do 120
Firma DAGON Leszno ul. Jackowskiego 24 tel Produkt serii DAGON Lighting
 Firma DAGON 64-100 Leszno ul. Jackowskiego 24 tel. 664-092-493 dagon@iadagon.pl www.iadagon.pl www.dagonlighting.pl Produkt serii DAGON Lighting SPM-24 STEROWNIK DMX-512 24 OUT DC / PWM INSTRUKCJA OBSŁUGI
Firma DAGON 64-100 Leszno ul. Jackowskiego 24 tel. 664-092-493 dagon@iadagon.pl www.iadagon.pl www.dagonlighting.pl Produkt serii DAGON Lighting SPM-24 STEROWNIK DMX-512 24 OUT DC / PWM INSTRUKCJA OBSŁUGI
Tylna strona Vibstand a 2 zawiera panele zawierające przyłącza komunikacyjne, zasilające oraz bezpieczniki.
 Rys. 4. Panel dotykowy Tylna strona Vibstand a 2 zawiera panele zawierające przyłącza komunikacyjne, zasilające oraz bezpieczniki. Rys. 5. Widok tylnej strony Vibstand 2 Panel w części napędowej zawiera
Rys. 4. Panel dotykowy Tylna strona Vibstand a 2 zawiera panele zawierające przyłącza komunikacyjne, zasilające oraz bezpieczniki. Rys. 5. Widok tylnej strony Vibstand 2 Panel w części napędowej zawiera
Instrukcja obsługi. 1. Dane techniczne. 2.Montaż
 Instrukcja obsługi 1. Dane techniczne inteo POWER 2.5 DC RTS jest odbiornikiem radiowym przeznaczonym do jednoczesnego sterowania 4-6 napędami 24 V DC. Jest kompatybilny z wszystkimi dostępnymi nadajnikami
Instrukcja obsługi 1. Dane techniczne inteo POWER 2.5 DC RTS jest odbiornikiem radiowym przeznaczonym do jednoczesnego sterowania 4-6 napędami 24 V DC. Jest kompatybilny z wszystkimi dostępnymi nadajnikami
Stoper solarny C5085 INSTRUKCJA OBSŁUGI. Nr produktu Strona 1 z 7
 INSTRUKCJA OBSŁUGI Stoper solarny C5085 Nr produktu 860746 Strona 1 z 7 1.Zastosowanie Stoper ten posiada cechy mierzenie ilości okrążeń oraz podzielone funkcje czasowe. Stoper wyświetla również datę i
INSTRUKCJA OBSŁUGI Stoper solarny C5085 Nr produktu 860746 Strona 1 z 7 1.Zastosowanie Stoper ten posiada cechy mierzenie ilości okrążeń oraz podzielone funkcje czasowe. Stoper wyświetla również datę i
Zasilacze regulowane DC. AX-3005DBL-jednokanałowy AX-3005DBL-3-trójkanałowy. Instrukcja obsługi
 Zasilacze regulowane DC AX-3005DBL-jednokanałowy AX-3005DBL-3-trójkanałowy Instrukcja obsługi Rozdział 1. Instalacja i zalecenia dotyczące obsługi Podczas instalowania zasilacza w miejscu pracy należy
Zasilacze regulowane DC AX-3005DBL-jednokanałowy AX-3005DBL-3-trójkanałowy Instrukcja obsługi Rozdział 1. Instalacja i zalecenia dotyczące obsługi Podczas instalowania zasilacza w miejscu pracy należy
3. Sieć PLAN. 3.1 Adresowanie płyt głównych regulatora pco
 3. Sieć PLAN Wszystkie urządzenia podłączone do sieci plan są identyfikowane za pomocą swoich adresów. Ponieważ terminale użytkownika i płyty główne pco wykorzystują ten sam rodzaj adresów, nie mogą posiadać
3. Sieć PLAN Wszystkie urządzenia podłączone do sieci plan są identyfikowane za pomocą swoich adresów. Ponieważ terminale użytkownika i płyty główne pco wykorzystują ten sam rodzaj adresów, nie mogą posiadać
Regulator REGAN BW. Opis techniczny Instrukcja obsługi
 REGAN - 0 - BW Opis techniczny Instrukcja obsługi Uwaga! Przed przystąpieniem do pracy należy dokładnie zapoznać się z niniejszą instrukcją i ściśle stosować do jej treści! Wydanie pierwsze Kraków 2005
REGAN - 0 - BW Opis techniczny Instrukcja obsługi Uwaga! Przed przystąpieniem do pracy należy dokładnie zapoznać się z niniejszą instrukcją i ściśle stosować do jej treści! Wydanie pierwsze Kraków 2005
Instrukcja montażu. Zestaw manometru cyfrowego BHGP26A1
 Instrukcja montażu Zestaw manometru cyfrowego BHGP6A BHGP6A Zestaw manometru cyfrowego Instrukcja montażu Spis treści Strona Montaż Akcesoria... Montaż... Procedura robocza... Kontrola działania... 3 Rozwiązywanie
Instrukcja montażu Zestaw manometru cyfrowego BHGP6A BHGP6A Zestaw manometru cyfrowego Instrukcja montażu Spis treści Strona Montaż Akcesoria... Montaż... Procedura robocza... Kontrola działania... 3 Rozwiązywanie
Ćwiczenie 1 Konstrukcja Szafy Sterowniczej PLC
 Politechnika Poznańska Wydział Budowy Maszyn i Zarządzania Automatyzacja Zajęcia laboratoryjne Ćwiczenie 1 Konstrukcja Szafy Sterowniczej PLC Poznań 2017 OGÓLNE ZASADY BEZPIECZEŃSTWA PODCZAS WYKONYWANIA
Politechnika Poznańska Wydział Budowy Maszyn i Zarządzania Automatyzacja Zajęcia laboratoryjne Ćwiczenie 1 Konstrukcja Szafy Sterowniczej PLC Poznań 2017 OGÓLNE ZASADY BEZPIECZEŃSTWA PODCZAS WYKONYWANIA
MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O. + C.W.U.
 MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O. + C.W.U. INSTRUKCJA OBSŁUGI 2 1. Opis panelu przedniego 3 1 2 7 4 5 6 Widok regulatora wraz z zaznaczonymi funkcjami Opis stanu pracy Nadmuch Pompa C.O.
MIKROPROCESOROWY REGULATOR TEMPERATURY KOTŁA C.O. + C.W.U. INSTRUKCJA OBSŁUGI 2 1. Opis panelu przedniego 3 1 2 7 4 5 6 Widok regulatora wraz z zaznaczonymi funkcjami Opis stanu pracy Nadmuch Pompa C.O.
Listopad
 Listopad 2009 1 2 SPIS TREŚCI 1. Uwagi... 4 2. Wstęp... 5 3. Widok ogólny... 6 4. Klawiatura i wyświetlacz... 6 5. Instalacja wagi... 7 6. Opis funkcji klawiszy... 7 7. Obsługa wagi... 8 a) Ważenie proste...
Listopad 2009 1 2 SPIS TREŚCI 1. Uwagi... 4 2. Wstęp... 5 3. Widok ogólny... 6 4. Klawiatura i wyświetlacz... 6 5. Instalacja wagi... 7 6. Opis funkcji klawiszy... 7 7. Obsługa wagi... 8 a) Ważenie proste...
Instrukcja montażu. Wyważarki do kół samochodów osobowych W22 W42 W62
 Instrukcja montażu Wyważarki do kół samochodów osobowych W22 W42 W62 UWAGA: Ten podręcznik jest tylko pomocą przy montażu. Ten podręcznik nie jest substytutem dla oryginalnej instrukcji. Instrukcje zawarte
Instrukcja montażu Wyważarki do kół samochodów osobowych W22 W42 W62 UWAGA: Ten podręcznik jest tylko pomocą przy montażu. Ten podręcznik nie jest substytutem dla oryginalnej instrukcji. Instrukcje zawarte
TERMOSTAT Z WYŚWIETLACZEM LED - 50,0 do +125,0 C
 TERMOSTAT Z WYŚWIETLACZEM LED - 50,0 do +125,0 C Termostat umożliwia niezależne sterowanie 2 zewnętrznymi urządzeniami na podstawie temperatury. Odczyt temperatury jest aktualizowany co sekundę i cały
TERMOSTAT Z WYŚWIETLACZEM LED - 50,0 do +125,0 C Termostat umożliwia niezależne sterowanie 2 zewnętrznymi urządzeniami na podstawie temperatury. Odczyt temperatury jest aktualizowany co sekundę i cały
PANELOWY REGULATOR PROGOWY RPP401 INSTRUKCJA OBSŁUGI
 PELTRON TOWARZYSTWO PRODUKCYJNO-HANDLOWE Sp. z o.o. ul. Turystyczna 4, 05-462 Wiązowna TEL. (22) 615-63-56, 615-25-70, FAX (022) 615-70-78, www.peltron.home.pl e - m a i l : peltron@home.pl PANELOWY REGULATOR
PELTRON TOWARZYSTWO PRODUKCYJNO-HANDLOWE Sp. z o.o. ul. Turystyczna 4, 05-462 Wiązowna TEL. (22) 615-63-56, 615-25-70, FAX (022) 615-70-78, www.peltron.home.pl e - m a i l : peltron@home.pl PANELOWY REGULATOR
Siłowniki sterowane sygnałem analogowym AME 13SU, AME 23SU - funkcja bezpieczeństwa (sprężyna do góry)
") Siłowniki sterowane sygnałem analogowym - funkcja bezpieczeństwa (sprężyna do góry) Opis AME 13SU Siłowniki z funkcją bezpieczeństwa głównie stosowane są z zaworami VZ (AME 13 SU) lub z zaworami VS, VM
Siłowniki sterowane sygnałem analogowym - funkcja bezpieczeństwa (sprężyna do góry) Opis AME 13SU Siłowniki z funkcją bezpieczeństwa głównie stosowane są z zaworami VZ (AME 13 SU) lub z zaworami VS, VM
REGULATOR WYDAJNOŚCI WENTYLACJI RC2
 REGULATOR WYDAJNOŚCI WENTYLACJI RC2 Przystosowany jest do montażu w podtynkowych puszkach instalacyjnych (60) w ramkach serii POLO OPTIMA (na specjalne życzenie również w ramkach POLO BARVA - patrz http://www.hager.pl/).
REGULATOR WYDAJNOŚCI WENTYLACJI RC2 Przystosowany jest do montażu w podtynkowych puszkach instalacyjnych (60) w ramkach serii POLO OPTIMA (na specjalne życzenie również w ramkach POLO BARVA - patrz http://www.hager.pl/).
MR - elektronika. Instrukcja obsługi. Mikroprocesorowy Panel Odczytowy OC-11 wersja podstawowa. MR-elektronika Warszawa 1997
 MR - elektronika Instrukcja obsługi Mikroprocesorowy Panel Odczytowy OC-11 wersja podstawowa MR-elektronika Warszawa 1997 MR-elektronika 01-908 Warszawa 118 skr. 38, ul. Wólczyńska 57 tel. /fax (0-22)
MR - elektronika Instrukcja obsługi Mikroprocesorowy Panel Odczytowy OC-11 wersja podstawowa MR-elektronika Warszawa 1997 MR-elektronika 01-908 Warszawa 118 skr. 38, ul. Wólczyńska 57 tel. /fax (0-22)
HIGROSTAT PRZEMYSŁOWY
 MR - elektronika Instrukcja obsługi HIGROSTAT PRZEMYSŁOWY Regulator Wilgotności SH-12 MR-elektronika Warszawa 2013 MR-elektronika 01-908 Warszawa 118 skr. 38, ul. Wólczyńska 57 tel. /fax 22 834-94-77,
MR - elektronika Instrukcja obsługi HIGROSTAT PRZEMYSŁOWY Regulator Wilgotności SH-12 MR-elektronika Warszawa 2013 MR-elektronika 01-908 Warszawa 118 skr. 38, ul. Wólczyńska 57 tel. /fax 22 834-94-77,
Higrometr Testo 623, %RH, -10 do +60 C
 INSTRUKCJA OBSŁUGI Higrometr Testo 623, 0 100 %RH, -10 do +60 C Nr produktu 101136 Strona 1 z 9 1 Opis produktu 1.1. Przegląd 1. Klawiatura Klawisz Funkcja Wyświetl wartość maks. Wyświetl wartość min.
INSTRUKCJA OBSŁUGI Higrometr Testo 623, 0 100 %RH, -10 do +60 C Nr produktu 101136 Strona 1 z 9 1 Opis produktu 1.1. Przegląd 1. Klawiatura Klawisz Funkcja Wyświetl wartość maks. Wyświetl wartość min.